ГОСТ Р ИСО 5967-2013
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МЕТЧИКИ
Термины и определения
Taps. Terms and definitions
ОКС 01.040.25
25.100.50
Дата введения 2014-07-01
Предисловие
1 ПОДГОТОВЛЕН Открытым акционерным обществом "ВНИИИНСТРУМЕНТ" (ОАО "ВНИИИНСТРУМЕНТ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 095 "Инструмент"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 23 мая 2013 г. N 119-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 5967:1981* "Метчики. Номенклатура основных типов и терминология" (ISO 5967:1981 "Taps and thread cutting - Nomenclature of the main types and terminology", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Март 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает термины на метчики.
Термины, установленные настоящим стандартом, обязательны для применения во всех видах документации и литературы (по данной научно-технической отрасли), входящих в сферу работ по стандартизации и использующих результаты этих работ.
В стандарте рисунки представлены только для иллюстрации терминологии.
В стандарте приведены иноязычные эквиваленты стандартизованных терминов на английском и французском языках. Термины-эквиваленты на немецком и итальянском языках приведены в приложении А.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения):
ISO 529, Short machine taps and hand taps (Метчики короткие машинные и ручные)
ISO 2283, Long shank machine taps with nominal diameters from 3 to 24 mm and 1/8 to 1 in (Метчики машинные с удлиненным хвостовиком, номинального диаметра от 3 до 24 мм и от 1/8 до 1 дюйма)
ISO 2284, Hand taps for pipe threads for parallel and taper threads - General dimensions and marking (Метчики ручные для цилиндрических и конических трубных резьб. Основные размеры и маркировка)
ISO 2857, Ground thread taps of tolerances 4H to 8H and 4G to 6G coarse and fine pitches - Manufacturing tolerances on the threaded portion (Метчики со шлифованной резьбой для метрических резьб с крупным и мелким шагом с допусками от 4Н до 8Н и от 4G до 6G. Допуски на изготовление резьбовой части)
ISO 3002/1, Geometry of the active part of cutting tools - Part 1: General terms, reference systems, tools and working angles (Геометрия режущей части инструмента. Часть 1. Общие термины, система ссылок, углы резания и углы режущего инструмента)
3 Номенклатура основных типов метчиков
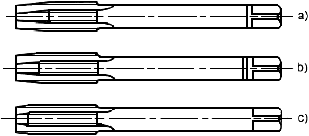
3.1 Короткие машинные метчики и ручные метчики
Порядковый номер | Рисунок | Наименование метчика на русском, английском и французском языках |
3.1.1 |
| Короткий метчик с утолщенным хвостовиком и конической переходной частью между хвостовиком и рабочей частью (ИСО 529) |
Short tap with full diameter shank and a tapered connecting portion between shank and thread (ИСО 529) | ||
Taraud court | ||
3.1.2 |
| Короткий метчик с хвостовиком, диаметр которого приблизительно равен номинальному диаметру резьбы |
Short tap with shank diameter approximately equal to nominal diameter | ||
Taraud court | ||
3.1.3 |
| Короткий метчик с хвостовиком, диаметр которого не менее номинального диаметра, с шейкой между хвостовиком и рабочей частью (ИСО 529) |
Short tap with shank diameter greater than or equal to nominal diameter and neck between shank and thread (ИСО 529) | ||
Taraud court | ||
3.1.4 |
| Короткий метчик с уменьшенным диаметром хвостовика с проходным хвостовиком (ИСО 529) |
Short tap with reduced shank diameter (ИСО 529) | ||
Taraud court |
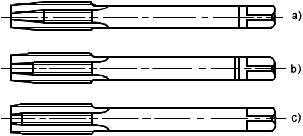
3.2 Машинные метчики с удлиненным хвостовиком
Порядковый номер | Рисунок | Наименование метчика на русском, английском и французском языках |
3.2.1 |
| Машинный метчик с удлиненным и утолщенным хвостовиками и с конической переходной частью между хвостовиком и рабочей частью |
Long shank machine taps with reinforced shank diameter and tapered connecting portion between shank and thread | ||
Taraud machine | ||
3.2.2 |
| Машинный метчик с удлиненным хвостовиком, диаметр которого приблизительно равен номинальному диаметру резьбы |
Long shank machine tap with shank diameter approximately equal to nominal diameter | ||
Taraud machine | ||
3.2.3 |
| Машинный метчик с удлиненным хвостовиком, диаметр которого превышает или приблизительно равен номинальному диаметру, с шейкой и конической переходной частью между хвостовиком и рабочей частью |
Long shank machine tap with shank diameter greater than, or approximately equal to, nominal diameter with neck and tapered connecting portion between shank and thread | ||
Taraud machine | ||
3.2.4 |
| Машинный метчик с удлиненным хвостовиком уменьшенного диаметра (ИСО 2283) |
Long shank machine tap with reduced diameter shank (ИСО 2283) | ||
Taraud machine |
3.3 Метчики для станков-автоматов
Порядковый номер | Рисунок | Наименование метчика на русском, английском и французском языках |
3.3.1 |
| Метчик для станка-автомата с удлиненным хвостовиком уменьшенного диаметра |
Тар for automatic machine with long reduced shank | ||
Taraud pour machine automatique | ||
3.3.2 |
| Метчик для станка-автомата с удлиненным ступенчатым хвостовиком уменьшенного диаметра |
Тар for automatic machine with double diameter shank | ||
Taraud pour machine automatique | ||
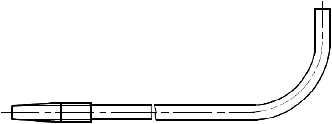
3.3.3 |
| Метчик для станка-автомата с удлиненным изогнутым хвостовиком уменьшенного диаметра |
Bent shank tap for automatic machine with long reduced shank | ||
Taraud pour machine automatique | ||
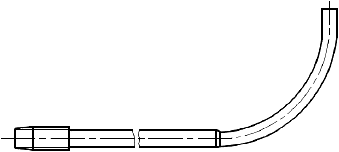
3.3.4 |
| Метчик для станка-автомата с изогнутым удлиненным ступенчатым хвостовиком уменьшенного диаметра |
Bent shank tap for automatic machine with long reduced shank further reduced on the bend | ||
Taraud pour machine automatique |
3.4 Насадные метчики
Порядковый номер | Рисунок | Наименование метчика на русском, английском и французском языках |
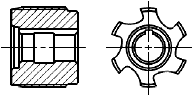
3.4.1 |
| Насадной метчик с цилиндрическим посадочным отверстием и шпоночным пазом |
Shell tap with cylindrical bore and keyway | ||
Taraud creux | ||
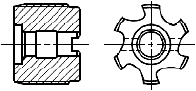
3.4.2 |
| Насадной метчик с цилиндрическим посадочным отверстием и торцовым пазом |
Shell tap with cylindrical bore and tenon or slot drive | ||
Taraud creux |
3.5 Метчики с конической резьбой
Порядковый номер | Рисунок | Наименование метчика на русском, английском и французском языках |
3.5.1 |
| Метчик с конической резьбой (ИСО 2284) |
Тар with tapered thread form (ИСО 2284) | ||
Taraud pour taraudage conique (ИСО 2284) |
4 Типы рабочей части метчиков
Порядковый номер | Рисунок | Наименование метчика на русском, английском и французском языках |
4.1 |
| Чистовой метчик с укороченной заборной частью (от 1 до 3 ниток резьбы) |
Bottoming tap with short chamfer length (1 to 3 pitches) | ||
Taraud (finisseur) | ||
4.2 |
| Средний метчик со средней заборной частью (свыше 3 до 5 ниток) |
Second tap with intermediate chamfer length ( | ||
Taraud (moyen) | ||
4.3 |
| Черновой метчик с длинной заборной частью (от 7 до 10 ниток) |
First taper tap with long chamfer length (7 to 10 pitches) | ||
Taraud ( | ||
4.4 |
| Гаечный метчик со сверхдлинной заборной частью (от 12 до 16 ниток) |
Nut tap with extra-long chamfer length (12 to 16 pitches) | ||
Taraud | ||
4.5 |
| Метчик бесканавочный для резьбовыдавливания (некоторые метчики могут иметь смазочные канавки) |
Fluteless tap for thread forming (some thread forming taps may have oil grooves) | ||
Taraud sans goujures travaillant par | ||
4.6 |
| Метчик со спиральной подточкой заборной части (бесканавочный) |
Тар with spiral point without flutes or oil grooves | ||
Taraud | ||
4.7 |
| Метчик со спиральной подточкой заборной части и со смазочными канавками |
Тар with spiral point and oil grooves | ||
Taraud | ||
4.8 |
| Метчик с прямыми канавками |
Straight fluted tap | ||
Taraud | ||
4.9 |
| Метчик с прямыми канавками со спиральной подточкой заборной части |
Straight fluted tap with spiral point | ||
Taraud | ||
4.10 |
| Правый метчик с винтовой канавкой |
Right hand spiral fluted tap | ||
Taraud | ||
4.11 |
| Левый метчик с винтовой канавкой |
Left hand spiral fluted tap | ||
Taraud | ||
4.12 |
| Метчик с шахматным расположением зубьев (существует несколько конструкций таких метчиков) |
Тар with interrupted threads (there are several designs of interrupted threads) | ||
Taraud | ||
4.13 |
| Метчик с двойной ступенчатой рабочей частью |
Tandem tap | ||
Taraud | ||
4.14 |
| Метчик с цилиндрической направляющей |
Tandem with plain cylindrical pilot | ||
Taraud | ||
4.15 |
| Внутренний центр |
Internal centre | ||
Centre interne ou centre femelle (pour | ||
4.16 |
| Наружный центр |
External centre | ||
| ||
4.17 |
| Уменьшенный наружный центр |
External centre with reduced point | ||
|
5 Комплекты метчиков
Порядковый номер | Рисунок | Наименование метчика на русском, английском и французском языках |
5.1 |
| Ручные метчики в комплекте из двух штук (серийные): |
Hand taps in sets of 2 taps (serial type): | ||
Jeu de 2 tarauds | ||
5.2 |
| Ручные метчики в комплекте из двух штук: |
Hand taps in sets of 2 taps: | ||
Jeu de 2 tarauds | ||
5.3 |
| Ручные метчики в комплекте из трех штук (серийные): |
Hand taps in sets of 3 taps (serial type): | ||
Jeu de 3 tarauds | ||
________________ * Текст документа соответствует оригиналу. - . | ||
5.4 |
| Ручные метчики в комплекте из трех штук: |
Hand taps in sets of 3 taps: | ||
Jeu de 3 tarauds | ||
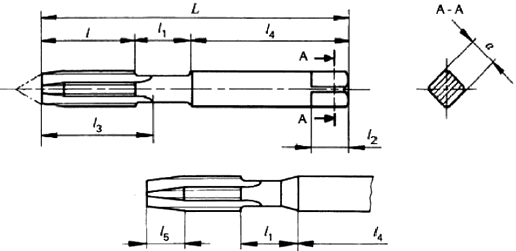
6 Размерные характеристики метчиков
6.1 Длины
|
Порядковый номер | Символ | Наименование параметра |
6.1.1 | Длина метчика | |
Overall length | ||
Longueur totale | ||
6.1.2 | Длина рабочей части | |
Thread length (including chamfer) | ||
Longueur | ||
6.1.3 | Длина шейки, включающая длину переходной части | |
Neck length including connecting portion length | ||
Longueur de gorge у compris la longueur de la portion de raccordement | ||
6.1.4 | Длина квадрата | |
Length of driving square | ||
Longueur du | ||
6.1.5 | Длина канавки, включающая выход | |
Flute length including run-out | ||
Longueur de goujure у compris la sortie de meule | ||
6.1.6 | Длина хвостовика | |
Shank length | ||
Longueur de queue | ||
6.1.7 | Длина заборной части | |
Chamfer (lead) length | ||
Longueur de chanfrein | ||
6.1.8 | Размер стороны квадрата | |
Size across flats square | ||
Surplat du |
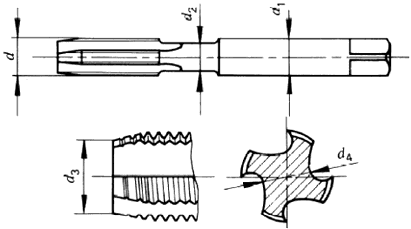
6.2 Диаметры
|
Порядковый номер | Символ | Наименование диаметра |
6.2.1 |
| Номинальный диаметр резьбы |
Basic major diameter or thread diameter | ||
| ||
6.2.2 | Диаметр хвостовика | |
Shank diameter | ||
de queue | ||
6.2.3 |
| Диаметр шейки |
Neck diameter | ||
| ||
6.2.4 | Диаметр в начале заборной части | |
Chamfer point diameter | ||
| ||
6.2.5 | Диаметр сердцевины | |
Web (core) diameter | ||
|
_______________
* Фактический наружный диаметр равен номинальному диаметру .
** также обозначает номинальный средний диаметр резьбы (см. 7.4)
6.3 Параметры режущей части, углы
|
|
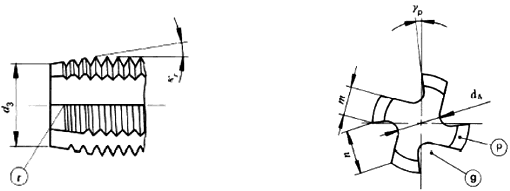
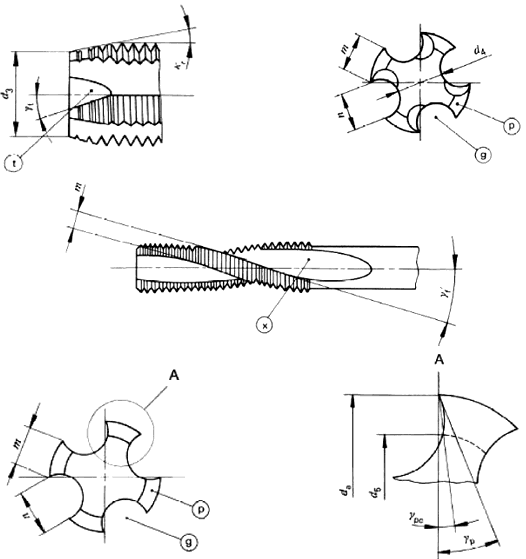
Порядковый номер | Символ | Наименование параметра |
6.3.1 | Прямая канавка (без спиральной подточки) | |
Straight flute (without spiral point) | ||
| ||
6.3.2 | Спиральная подточка | |
Spiral point | ||
| ||
6.3.3 | Винтовая канавка | |
Spiral flute | ||
Goujuire de forme | ||
6.3.4 | Канавка | |
Flute | ||
Goujuire | ||
6.3.5 | Зуб | |
Land | ||
Peigne | ||
6.3.6 | Ширина зуба | |
Width of land | ||
Largeur de peigne | ||
6.3.7 | Ширина канавки | |
Width of flute | ||
Largeur de goujuire | ||
6.3.8 | Количество канавок | |
Number of flutes | ||
Nomber de goujuires | ||
6.3.9 | Количество витков (шагов) на заборной части | |
Number of chamfered (or lead) pitches | ||
Nomber de pas de | ||
6.3.10 | Фактический наружный диаметр резьбы метчика | |
Actual tap major diameter | ||
| ||
6.3.11 | Внутренний диаметр резьбы | |
Minor diameter | ||
| ||
6.3.12 | Диаметр в начале заборной части | |
Chamfer point diameter | ||
| ||
6.3.13 | Диаметр сердцевины | |
Web (core) diameter | ||
| ||
6.3.14 | Угол наклона заборной части | |
Chamfer angle (or lead angle) | ||
Angle | ||
6.3.15 | Угол наклона винтовой стружечной канаки* | |
_________________ * Текст документа соответствует оригиналу. - . | ||
Angle of helical (spiral) flute | ||
Angle | ||
6.3.16 | Угол спиральной подточки | |
Spiral point angle | ||
Angle d'inclinaison de | ||
6.3.17 | Передний угол (при плоской передней поверхности) | |
Rake angle | ||
Angle de coupe | ||
6.3.18 | Передний угол (при криволинейной передней поверхности) | |
Rake angle (in case of curved cutting face) | ||
Angle de coupe | ||
6.4 Типы профиля резьбы метчика
|
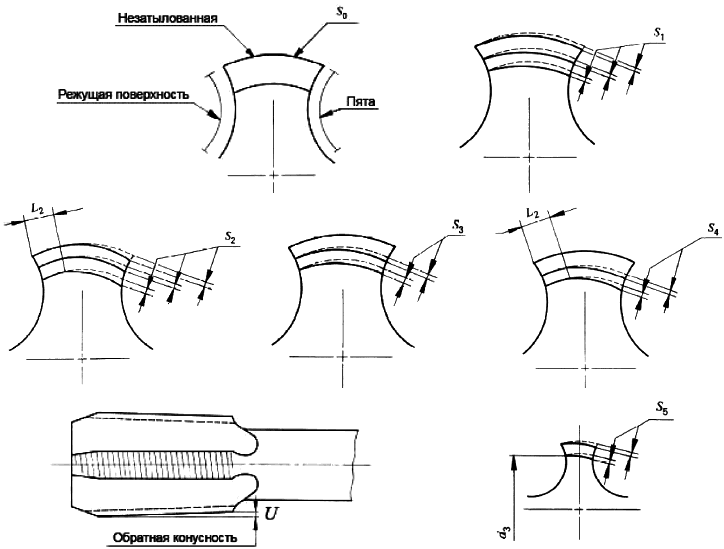
Порядковый номер | Символ | Наименование параметра |
6.4.1 | Концентричная поверхность - незатылованная по наружному диаметру | |
Concentric - unrelieved | ||
Sans | ||
6.4.2 | Величина затылования на всю ширину зуба (по наружному, среднему и внутреннему диаметрам) | |
Eccentric thread relief (on major diameter, thread flanks and minor diameter) | ||
| ||
6.4.3 | Величина затылования не на всю ширину зуба (по наружному, среднему и внутреннему диаметрам) | |
Con-eccentric thread relief (on major diameter, thread flanks and minor diameter) | ||
| ||
6.4.4 | Величина затылования на всю ширину зуба (только по среднему и внутреннему диаметрам) | |
Eccentric thread relief (on thread flanks and minor diameter only) | ||
| ||
6.4.5 | Величина затылования не на всю ширину зуба (только по среднему и внутреннему диаметрам) | |
Con-eccentric thread relief (on thread flanks and minor diameter only) | ||
| ||
6.4.6 | Величина затылования на ширине зуба по наружному диаметру заборной части | |
Radial relief on chamfer angle | ||
| ||
6.4.7 | Ширина незатылованного участка зуба | |
Width of concentric land with no relief | ||
Largeur du | ||
6.4.8 | Диаметр в начале заборной части | |
Chamfer point diameter | ||
| ||
6.4.9 | Обратная конусность (уменьшение диаметра в направлении к хвостовику) | |
Back taper (axial relief) | ||
|
7 Профиль резьбы метчика
|
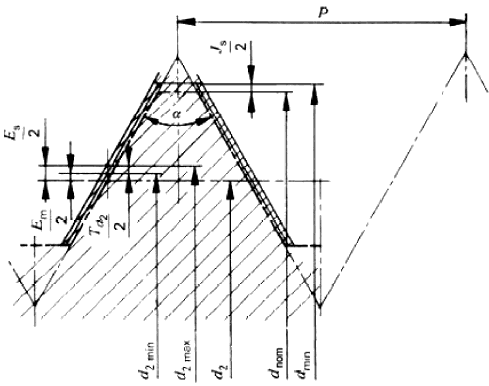
Примечание - Рисунок относится к метчикам для нарезания метрических резьб, указанных в ИСО 2857.
Порядковый номер | Символ | Наименование параметра |
7.1 | Номинальный диаметр метчика | |
Major (nominal) diameter | ||
| ||
7.2 | Наименьший допустимый наружный диаметр метчика | |
Permissible minimum tap major diameter | ||
| ||
7.3 | Наименьшее отклонение по наружному диаметру (разность между наименьшим наружным и номинальным диаметрами) | |
Minimum clearance on major diameter (difference between minimum tap major diameter and basic major diameter) | ||
| ||
7.4 |
| Номинальный средний диаметр резьбы |
Basic pitch diameter | ||
| ||
7.5 |
| Наименьший средний диаметр резьбы |
Minimum tap pitch diameter | ||
| ||
7.6 |
| Наибольший средний диаметр резьбы |
Maximum tap pitch diameter | ||
| ||
7.7 | Допуск на средний диаметр резьбы | |
Tolerance on tap pitch diameter | ||
Tolerance sur | ||
7.8 | Нижнее отклонение среднего диаметра (разность между наименьшим и номинальным средними диаметрами резьбы) | |
Lower deviation of pitch diameter (difference between minimum tap pitch diameter and basic pitch diameter) | ||
| ||
7.9 | Верхнее отклонение среднего диаметра (разность между наибольшим и номинальным средними диаметрами резьбы) | |
Upper deviation of pitch diameter (difference between maximum tap pitch diameter and basic pitch diameter) | ||
| ||
7.10 | Шаг резьбы | |
Pitch of thread | ||
Pas du filetage | ||
7.11 | Угол профиля резьбы (например, 60°) | |
Included angle of thread (for example 60°) | ||
Angle du profil du filet (par example 60°) | ||
7.12 | Правая резьба | |
Right hand thread | ||
Filetage | ||
7.13 | Левая резьба | |
Left hand thread | ||
Filetage |
_______________
* также обозначает диаметр шейки (см. 6.2.3)
Приложение А
(справочное)
Термины-эквиваленты на немецком и итальянском языках
Порядковый номер | Наименование термина-эквивалента | |
Немецкий язык | Итальянский язык | |
3.1.1 | Kurzer Gewindebohrer mit | Mashio corto con codolo rinforzato e raccordo (conico) |
3.1.2 | Kurzer Gewindebohrer mit | Mashio corto con codolo normale di diametro approssimativamente uguale al diametro nominale |
3.1.3 | Kurzer Gewindebohrer mit gleichem oder | Mashio corto con codolo normale e gola |
3.1.4 | Kurzer Gewindebohrer mit abgesetztem Schaft ( | Mashio corto con codolo ridotto (passante) |
3.2.1 | Langer Gewindebohrer mit | Mashio lungo a macchina con codolo rinforzato e raccordo |
3.2.2 | Langer Gewindebohrer mit | Mashio lungo a macchina con codolo normale di diametro approssimativa-mente uguale al diametro nominale |
3.2.3 | Langer Gewindebohrer mit gleichem oder | Mashio lungo a macchina con codolo normale e gola, di diametro approssi-mativamente uguale al diametro nominale |
3.2.4 | Langer Gewindebohrer mit abgesetztem Schaft ( | Mashio lungo a macchina con codolo ridotto |
3.3.1 | Muttergewindebohrer mit langem abgesetztem Schaft | Mashio per macchine automatiche con codolo lungo ridotto |
3.3.2 | Muttergewindebohrer mit zweifach abgesetztem Schaft | Mashio per macchine automatiche con codolo a doppia riduzione |
3.3.3 | Muttergewindebohrer mit langem, abgesetztem, gebogenem Schaft | Mashio per macchine automatiche con codolo curvato lungo ridotto |
3.3.4 | Muttergewindebohrer mit langem, mehrfach abgesetztem, gebogenem Schaft | Mashio per macchine automatiche con codolo curvato lungo ridotto - Riduzione sulla curvatura |
3.4.1 | Aufsteck-Gewindebohrer mit zylin-drischer Bohrung und | Mashio a bussola con foro cilindrico e cava longitudinale di trascinamento |
3.4.2 | Aufsteck-Gewindebohrer mit zylin-drischer Bohrung und Quernut | Mashio a bussola con foro cilindrico e cava trasversale per dente di trascinamento |
3.5.1 | Gewindebohrer mit kegeligem Schneidteil | Maschio per filettatura conica |
4.1 | Gewindebohrer (Fertigschneider) mit kurzem Anschnitt (1 bis 3 | Maschio (finitore) con imbocco corto (1 a 3 passi) |
4.2 | Gewindebohrer (Mittelschneider) mit mittlerer | Maschio (intermedio) con imbocco medio ( |
4.3 | Gewindebohrer (Vorschneider) mit langem Anschnitt (7 bis 10 | Maschio (sbozzatore) con imbocco lungo (7 a 10 passi) |
4.4 | Muttergewindebohrer mit extra langem Anschnitt (12 bis 16 | Maschio per dadi con imbocco estralungo (12 a 16 passi) |
4.5 | Gewindeformer (ohne Nuten) | Maschio senza zcanalature operando da deformazione plastica del filetto (certi maschi senza scanalature possono avere gole di lubrificazione) |
4.6 | Gewindebohrer mit | Maschio con imbocco inclinato od a spirale senza scanalature e senza gole di lubrificazione |
4.7 | Gewindebohrer mit | Maschio con imbocco inclinato od a spirale e gole di lubrificazione |
4.8 | Gewindebohrer mit geraden Spannuten | Maschio con scanalature diritte |
4.9 | Gewindebohrer mit geraden Spannuten und | Maschio con scanalature diritte con imbocco inclinato od a spirale |
4.10 | Gewindebohrer mit Spannuten mit Rechtsdrall | Maschio con scanalature ad elica destra |
4.11 | Gewindebohrer mit Spannuten mit Linksdrall | Maschio con scanalature ad elica sinistra |
4.12 | Gewindebohrer mit ausgesetzten | Maschio con dentatura alternata (esistono |
4.13 | Stufen-Gewindebohrer | Maschio a gradini |
4.14 | Gewindebohrer mit zylindrischem | Maschio con guida liscia anteriore |
4.15 | Innenzentrierung (Zentrierbohrung) | Centro interno |
4.16 |
| Centro esterno |
4.17 |
| Centro esterno ridotto |
5.1 | Satz-Gewindebohrer (Hand), zweiteiliger Satz: | Serie di 2 maschi a mano (diametri in progressione): |
5.2 | Satzgewindebohrer (Hand), zweiteiliger Satz: | Serie di 2 maschi a mano (imbocchi in progresione): |
5.3 | Satzgewindebohrer (Hand), dreiteiliger Satz: | Serie di 3 maschi a mano (diametri in progressione): |
6.1.1 |
| Lunghezza totale |
6.1.2 |
| Lunghezza filettata (imbocco compreso) |
6.1.3 |
| Lunghezza del colletto comprensiva delle lunghezze dei raccordi |
6.1.4 |
| Lunghezza del quadro di trascinamento |
6.1.5 |
| Lunghezza del scanalatura comprensiva dello scarico di molatura |
6.1.6 |
| Lunghezza del codolo |
6.1.7 |
| Lunghezza dell'imbocco |
6.1.8 |
| Lunghezza del quadro di trascinamento |
6.2.1 | Nenndurchmesser | Diametro nominale |
6.2.2 | Schaftdurchmesser | Diametro del codolo |
6.2.3 | Halsdurchmesser | Diametro del colletto |
6.2.4 | Anschnittdurchmesser | Diametro dell'imbocco |
6.2.5 | Spannuten-Kerndurchmesser | Diametro del nucleo |
6.3.1 | Gerade Spannut | Imbocco diritto |
6.3.2 |
| Imbocco inclinato od a spirale |
6.3.3 | Drallgenutete Spannut | Scanalatura elicoidale |
6.3.4 | Spannut | Scanalatura |
6.3.5 | Steg | Settore |
6.3.6 | Stegbreite | Larghezza del settore |
6.3.7 | Spannutenbreite | Larghezza della scanalatura |
6.3.8 | Anzahl der Spannuten | Numero di scanalature |
6.3.9 | Anzahl der | Numeri di passi dell'imbocco |
6.3.10 |
| Diametro esterno effettivo del maschio |
6.3.11 | Gewinde-Kerndurchmesser | Diametro interno (diametro sul fondo filetto) |
6.3.12 | Anschnittdurchmesser | Diametro dell'imbocco |
6.3.13 | Spannuten-Kerndurchmesser | Diametro del nucleo |
6.3.14 | Anschnittwinkel | Angolo dell'imbocco |
6.3.15 | Drallwinkel | Angolo d'elica della scanalatura |
6.3.16 |
| Angolo d'inclinazione dell'imbocco inclinato od a spirale |
6.3.17 | Spanwinkel | Angolo di spoglia superiore |
6.3.18 | Spanwinkel (bei | Angolo di spoglia superiore misurato sulla corda (nel caso di faccia di taglio curva) |
6.4.1 | Ohne Hinterschiff | Senza spoglia |
6.4.2 | Hinterschiff des gesamten Gewindeprofils, auf Stegbreite gemessen | Spoglia radiale completa sui fianchi, |
6.4.3 | Hinterschiff des gesamten Gewindeprofils, mit Rundschliff-Fase, auf Stegbreite gemessen | Spoglia radiale incompleta sui fianchi, |
6.4.4 | Hinterschiff nur im Flanken- und Kerndurchmesser, auf Stegbreite gemessen | Spoglia radiale completa sui fianchi e fondo del filetto solamente |
6.4.5 | Hinterschiff nur im Flanken- und Kerndurchmesser, mit Rundfase, auf Stegbreite gemessen | Spoglia radiale incompleta sui fianchi e fondo del filetto solamente |
6.4.6 | Anschnitt-Hinterschiff | Spoglia radiale sull'imbocco |
6.4.7 | Rundschnitt-Fasenbreite | Larghezza del settore cilinrico senza spoglia |
6.4.8 | Anschnittdurchmesser | Diametro dell'imbocco |
6.4.9 |
|
|
7.1 |
| Diametro nominale |
7.2 | Kleinster | Diametro esterno minimo ammissibile del maschio |
7.3 | Unteres | Scostamento inferiore sul diametro esterno (differenza tra il diametro esterno minimo e nominale del maschio) |
7.4 | Nenn-Flankendurchmesser | Diametro medio nominale |
7.5 | Kleinster | Diametro medio minimo del maschio |
7.6 |
| Diametro medio massimo del maschio |
7.7 | Toleranz des Flankendurchmesser | Tolleranza sul diametro medio del maschio |
7.8 | Unteres | Scostamento inferiore sul diametro medio (differenza tra il diametro medio minimo e nominale) |
7.9 | Oberes | Scostamento superiore sul diametro medio (differenza tra il diametro medio massimo e nominale) |
7.10 | Gewindesteigung | Passo (del profilo) |
7.11 | Flankenwinkel | Angolo del profilo del filetto (per esempio 60°) |
7.12 | Rechtsgewinde | Filettatura destra |
7.13 | Linksgewinde | Filettatura sinistra |
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального, межгосударственного стандарта |
ISO 529 | - | * |
ISO 2283 | - | * |
ISO 2284 | NEQ | ГОСТ 6227-80 "Метчики для конической резьбы. Технические условия" |
ISO 2857 | MOD | ГОСТ 16925-93 (ИСО 2857-73) "Метчики. Допуски на изготовление резьбовой части" |
ISO 3002/1 | - | * |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется перевод на русский язык данного международного стандарта. Примечание - В настоящей таблице использованы условные обозначения степени соответствия стандартов: - MOD - модифицированный стандарт; - NEQ - неэквивалентный стандарт. | ||
УДК 621.914.2:001.4:006.354 | ОКС 01.040.25 |
25.100.50 | |
Ключевые слова: инструмент, метчики, термины | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}