ГОСТ 18970-84
Группа B00
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ. ОПЕРАЦИИ КОВКИ И ШТАМПОВКИ
Термины и определения
Pressure metal working. Forging, closed-die forging and stamping operations. Terms and definitions
ОКСТУ 0090
Дата введения 1985-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
РАЗРАБОТЧИКИ
В.Г.Фартушный, Б.М.Шпаков, Л.И.Рудман, Л.И.Прох, Ж.Н.Миняйло, О.Б.Смолянинова, Е.Н.Ланской, Д.Н.Ильин, А.С.Подольский, С.Я.Мельниченко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 12.04.84 N 1270
3. Срок проверки - 2001 г., периодичность проверки - 10 лет
4. ВЗАМЕН ГОСТ 18970-73
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 3.1109-82 | Вводная часть, 6в, 6г |
6. ПЕРЕИЗДАНИЕ (июль 1992 г.) с Изменением N 1, утвержденным в марте 1991 г. (ИУС 6-91)
Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения основных операций ковки и штамповки в машиностроении и приборостроении.
Термины, установленные стандартом, обязательны для применения в документации всех видов, научно-технической, учебной и справочной литературе.
Для каждого понятия установлен один стандартизованный термин. Применение терминов - синонимов стандартизованного термина запрещается. Недопустимые к применению термины-синонимы приведены в стандарте в качестве справочных и обозначены пометой "Ндп".
Для отдельных стандартизованных терминов в стандарте приведены в качестве справочных краткие формы, которые разрешается применять, когда исключена возможность их различного толкования. Установленные определения можно, при необходимости, изменять по форме изложения, не допуская нарушения границ понятий.
В случаях, когда необходимые и достаточные признаки понятия содержатся в буквальном значении термина, определение не приведено и, соответственно, в графе "Определение" поставлен прочерк.
В стандарте приведен алфавитный указатель содержащихся в нем терминов.
В стандарте имеются приложение 1а, содержащее термины и определения показателей эффективности использования металла, и приложение 1, содержащее термины и определения некоторых операций, являющихся производными от основных.
Стандарт следует применять совместно с ГОСТ 3.1109.
Стандартизованные термины набраны полужирным шрифтом, их краткая форма - светлым, а недопустимые синонимы - курсивом.
Термин | Определение |
ОБЩИЕ ПОНЯТИЯ | |
1. Обработка металлов давлением | - |
2. Ковка | Обработка металлов давлением местным приложением деформирующих нагрузок с помощью универсального подкладного инструмента или бойков |
3. Штамповка | Обработка металлов давлением с помощью штампа Примечание. Штамповка может быть осуществлена в штампе, закрепляемом на рабочем органе кузнечно-штамповочной машины, или незакрепляемом |
4. Объемная штамповка* | Штамповка изделий с обусловленным перераспределением металла в поперечном сечении исходной заготовки |
_______________ * Если в одном ручье последовательно или одновременно выполняются несколько разноименных операций (например: осадка и выдавливание, подкатка, разгонка и рельефная формовка и т.п.), обеспечивающих изготовление штампованной заготовки, термин "объемная штамповка" может быть применен для наименования указанной совокупности операций. | |
5. Листовая штамповка | Штамповка изделий без обусловленного перераспределения металла в поперечном сечении исходной заготовки |
6. Вальцовка | Штамповка изделий при относительном вращении частей штампа или исходной заготовки в процессе деформирования |
6а. Безоблойная штамповка | Объемная штамповка без образования облоя |
6б. Облойная штамповка | Объемная штамповка с вытеснением облоя в облойную канавку ручья штампа |
6в. Поковка | По ГОСТ 3.1109 Примечание. Там же - кованая поковка, штампованная поковка, вальцованная поковка |
6г. Листоштампованное изделие | По ГОСТ 3.1109 |
6д. Штамповочный облой | Заранее предусмотренный технологический избыток металла, вытесненный за пределы штамповочного ручья |
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ | |
7. Разделительная операция | Операция обработки металлов давлением, в результате которой происходит полное или частичное отделение одной части заготовки от другой |
8. Отрезка | Полное отделение части заготовки по незамкнутому контуру* путем сдвига
|
_______________ * Здесь и далее контур рассматривают в плоскости, перпендикулярной направлению движения инструмента. | |
9. Разрезка | Разделение заготовки на части по незамкнутому контуру путем сдвига
|
10. Вырубка | Полное отделение изделия от исходной заготовки по замкнутому контуру путем сдвига
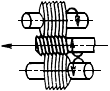
|
11. Надрезка | Неполное отделение части заготовки или изделия путем сдвига
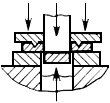
|
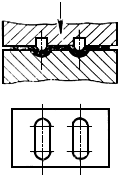
12. Проколка | Образование в заготовке отверстия без удаления металла в отход
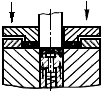
|
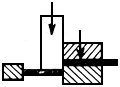
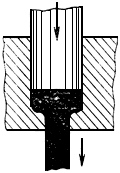
13. Пробивка | Образование в заготовке отверстия или паза путем сдвига с удалением части металла в отход
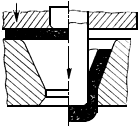
|
14. Обрезка | Удаление излишков металла путем сдвига
|
________________ | |
15. Зачистка | Удаление технологических припусков с помощью штампа с образованием стружки для повышения точности размеров и уменьшения шероховатости поверхности штампованной поковки или листоштампованного изделия
|
16. Высечка | Полное отделение заготовки или изделия от исходной заготовки по замкнутому контуру путем внедрения инструмента
|
17. Просечка в штампе | Образование отверстия в поковке путем внедрения инструмента с удалением части металла в отход
|
18. Надрубка | Образование углублений на заготовке за счет внедрения кузнечного инструмента на неполную толщину заготовки
|
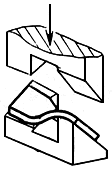
19. Отрубка | Полное отделение части заготовки по незамкнутому контуру путем внедрения инструмента
|
20. Разрубка | Разделение поковки на части путем внедрения инструмента
|
21. Ломка | Разделение заготовки на части путем разрушения изгибом
|
ФОРМОИЗМЕНЯЮЩИЕ ОПЕРАЦИИ | |
22. Формоизменяющая операция | Операция обработки металлов давлением, в результате которой изменяется форма заготовки путем пластического деформирования |
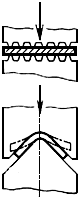
23. Рельефная формовка | Образование рельефа в листовой заготовке за счет местных растяжений без обусловленного изменения толщины металла
|
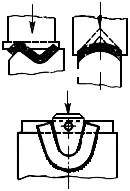
24. Вытяжка | Образование полого изделия из плоской или полой исходной листовой заготовки
|
25. Гибка | Образование или изменение углов между частями заготовки или придание ей криволинейной формы
|
26. Закатка | Образование закругленных бортов на краях полой заготовки или изделия
|
27. Завивка | Образование закруглений на концах плоской заготовки или заготовки из проволоки
|
28. Чеканка | Образование на поверхности заготовки или изделия рельефных изображений за счет перераспределения металла
|
29. Кернение | Образование точечных углублений на заготовке или изделии
|
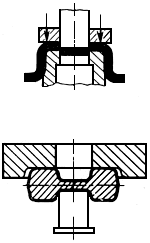
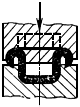
30. Отбортовка | Образование борта по внутреннему контуру заготовки или изделия
|
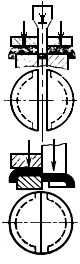
31. Обжим в штампе | Уменьшение размеров поперечного сечения части полой заготовки путем одновременного воздействия инструмента по всему ее периметру
|
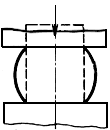
32. Раздача | Увеличение размеров поперечного сечения части полой заготовки путем одновременного воздействия инструмента по всему периметру
|
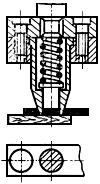
33. Скручивание | Поворот части заготовки вокруг продольной оси
|
34. Обтяжка | Образование заготовки заданной формы приложением растягивающих усилий к ее краям
|
35. Калибровка | Повышение точности размеров штампованной поковки или листоштампованного изделия и (или) уменьшение шероховатости поверхности
|
36. Правка давлением | Устранение искажений формы заготовки или изделия
|
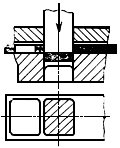
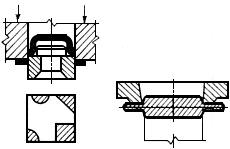
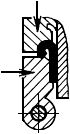
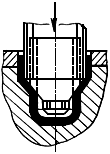
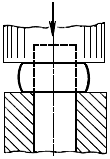
37. Выдавливание | Вытеснение металла исходной заготовки в полость и (или) отверстие ручья штампа
|
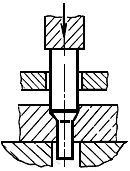
38. Редуцирование | Уменьшение площади поперечного сечения заготовки при проталкивании ее через калибрующую матрицу усилием, направленным вдоль оси заготовки
|
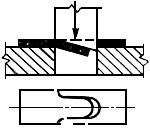
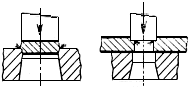
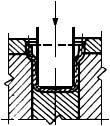
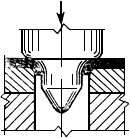
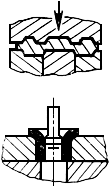
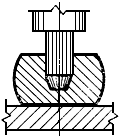
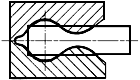
39. Прошивка | Образование несквозной полости в заготовке за счет свободного вытеснения металла
|
40. Протяжка кузнечная | Удлинение заготовки или ее части за счет уменьшения площади поперечного сечения
|
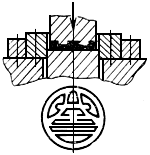
41. Осадка | Уменьшение высоты заготовки при увеличении площади ее поперечного сечения
|
42. Высадка | Осадка части заготовки
|
43. Раскатка | Увеличение диаметра кольцевой заготовки при ее вращении на оправке за счет уменьшения толщины стенок путем последовательного воздействия инструмента
|
44. Подкатка | Увеличение площади поперечных сечений заготовки на отдельных участках за счет уменьшения площади поперечного сечения исходной заготовки на других участках при незначительном удлинении заготовки
|
45. Обкатка | Придание заготовке цилиндрической формы путем деформирования, чередующегося с поворотами заготовки вокруг своей оси
|
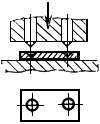
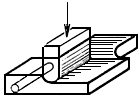
46. Разгонка | Увеличение размеров в плане заготовки или ее части за счет уменьшения толщины
|
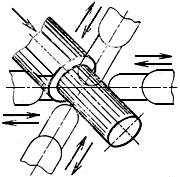
47. Радиальное обжатие | Уменьшение площади поперечного сечения заготовки под воздействием перемещающегося в радиальном направлении инструмента при относительном вращении заготовки и инструмента
|
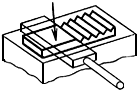
48. Проглаживание | Устранение неровностей поверхности заготовки последовательным местным деформированием
|
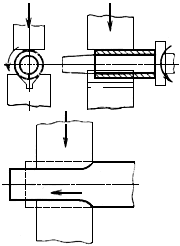
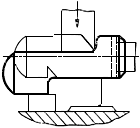
49. Передача | Смещение одной части заготовки относительно другой при сохранении параллельности осей или плоскостей частей заготовки
|
50. Накатка | Образование на заготовке резьбы, мелких рифлений, зубьев непрерывным воздействием инструмента
|





Вводная часть, термины 4, 6, 8, 10, 11, 13-15, 17, 20, 24, 26, 28-30, 35-37, 39, 41, 43, 50. (Измененная редакция, Изм. N 1).
Термины 51-54. (Исключены, Изм. N 1).
Термины 6а, 6б, 6в, 6г, 6д. (Введены дополнительно. Изм. N 1).
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ
Биллетировка | 45 |
Бортовка | 30 |
Вальцовка | 6 |
Врезка | 11, 13 |
Выдавка | 23 |
Выдавливание | 37 |
Выдавливание ударное | 37 |
Выкрутка | 33 |
Выпучивание | 32 |
Вырубка | 10 |
Высадка | 42 |
Высечка | 13 |
Высечка | 16 |
Вытяжка | 24 |
Вытяжка кузнечная | 40 |
Гибка | 25 |
Завивка | 27 |
Закатка | 26 |
Закрутка | 33 |
Закручивание | 33 |
Зарубка | 13 |
Засечка | 11, 13 |
Зачистка | 15 |
Зиговка | 23 |
Изделие листоштампованное | 6г |
Калибровка | 35 |
Кернение | 29 |
Керновка | 29 |
Ковка | 2 |
Ковка ротационная | 47 |
Ковка свободная | 2 |
Кручение | 33 |
Ломка | 21 |
Малковка | 25 |
Надрезка | 11 |
Надрубка | 18 |
Надрубка | 11 |
Накатка | 50 |
Наметка | 39 |
Обжатие | 31 |
Обжатие радиальное | 47 |
Обжим | 31 |
Обжим в штампе | 31 |
Обжимка | 31 |
Обкатка | 45 |
Обкатывание | 45 |
Облой штамповочный | 6д |
Обработка металлов давлением | 1 |
Обрезка | 14 |
Обрубка | 14 |
Обсечка | 14 |
Обтяжка | 34 |
Операция разделительная | 7 |
Операция формоизменяющая | 22 |
Осадка | 41 |
Отбортовка | 30 |
Отрезка | 8 |
Отрубка | 19 |
Перебивка | 46 |
Передача | 49 |
Плющение | 46 |
Подкатка | 44 |
Подрезка | 11 |
Подсечка | 11 |
Поковка | 6в |
Правка | 36 |
Правка давлением | 36 |
Прессование | 37 |
Пробивка | 13 |
Проглаживание | 48 |
Прокатка | 6 |
Проколка | 12 |
Прорезка | 13 |
Просечка | 13 |
Просечка | 17 |
Просечка в штампе | 17 |
Протяжка | 40 |
Протяжка кузнечная | 40 |
Протяжка на оправке | 43 |
Пуклевка | 23 |
Прошивка | 39 |
Разворот | 33 |
Разгонка | 46 |
Раздача | 32 |
Разрезка | 9 |
Разрубка | 20 |
Раскатка | 43 |
Расплющивание | 46 |
Редуцирование | 38 |
Редуцирование | 37, 47 |
Резка | 8 |
Рихтовка | 36 |
Рубка | 19 |
Свертывание | 25 |
Скрутка | 33 |
Скручивание | 33 |
Уширение | 46 |
Фланцовка | 30, 32 |
Формовка | 23 |
Формовка рельефная | 23 |
Чеканка | 28 |
Шлихтовка | 48 |
Штамповка | 3 |
Штамповка безоблойная | 6а |
Штамповка листовая | 5 |
Штамповка облойная | 6б |
Штамповка объемная | 4 |
Штамповка рельефная | 23 |
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 1a
Рекомендуемое
Показатели эффективности использования металла
Термин | Определение |
Коэффициент раскроя | При ковке и объемной штамповке - отношение массы заготовок к массе материала, использованного для их изготовления; при листовой штамповке - отношение массы деталей, изготовленных из одной исходной заготовки, к массе исходной заготовки. Примечание. При ковке и объемной штамповке под массой материала понимают массу мерного или немерного прутка либо другого сортамента, поступающих на первую технологическую операцию - разрезку на заготовки; при листовой штамповке под массой исходной заготовки понимают массу полосы, части листа или карты, рулона или куска ленты, поступающих на первую технологическую операцию - вырубку или отрезку
где
где |
Коэффициент точности заготовки | Отношение массы поковок, изготовленных из одной заготовки, к массе заготовки
где |
Коэффициент точности поковки Нрк. Коэффициент весовой точности | Отношение массы деталей, изготовленных из одной поковки, к массе поковки
где |
Коэффициент выхода годных поковок | Отношение массы поковки к норме расхода металла на детали, изготовленные из одной поковки. Примечание. Под нормой расхода металла на одну деталь понимают отношение массы металла к количеству изготовленных из него деталей
где
где |
Коэффициент использования металла | Отношение массы детали к норме расхода металла на одну деталь
где При ковке и объемной штамповке коэффициент использования металла может быть вычислен по формуле: где |
________________ | |
(Введено дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Термины и определения некоторых операций, являющиеся производными от основных
Термин | Определение |
Чистовая вырубка | Вырубка в условиях всестороннего неравномерного сжатия в зоне разделения материала
|
Чистовая пробивка | Пробивка в условиях всестороннего неравномерного сжатия в зоне разделения материала
|
Ротационная вытяжка | Вытяжка при относительном вращении инструмента и заготовки
|
Вытяжка с утонением | Вытяжка полой заготовки с обусловленным уменьшением толщины стенок исходной полой заготовки без изменения ее внутреннего диаметра
|
Комбинированная вытяжка | Вытяжка плоской или полой заготовки с обусловленным уменьшением толщины стенок или с изменением диаметра полой заготовки
|
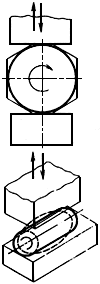
Осадка с кручением | Осадка давлением одновременным приложением к торцам заготовки крутящего момента относительно ее оси за счет вращения инструмента |
Выдавливание с кручением | Выдавливание с одновременным приложением к торцам заготовки крутящего момента относительно ее оси за счет вращения инструмента
|
Осадка обкатыванием | Осадка заготовки инструментом, непрерывно вращающимся относительно двух пересекающихся осей
|



Электронный текст документа
и сверен по:
Обработка металлов давлением.
Термины и определения.
ГОСТ 15830-84, ГОСТ 18970-84: Сб. ГОСТов. -
М.: Издательство стандартов, 1992
{kind=link}