ГОСТ ISO 25239-1-2020
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СВАРКА ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ. АЛЮМИНИЙ
Часть 1
Словарь
Friction stir welding. Aluminium. Part 1. Vocabulary
МКС 01.040.25
25.160.10
Дата введения 2020-11-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным автономным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана" (ФГАУ "НУЦСК при МГТУ им.Н.Э.Баумана") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 мая 2020 г. N 130-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 октября 2020 г. N 971-ст межгосударственный стандарт ГОСТ ISO 25239-1-2020 введен в действие в качестве национального стандарта Российской Федерации с 1 ноября 2020 г.
5 Настоящий стандарт идентичен международному стандарту ISO 25239-1:2011* "Сварка трением с перемешиванием. Алюминий. Часть 1. Словарь" ("Friction stir welding - Aluminium - Part 1: Vocabulary", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан подкомитетом SC 7 "Обозначения и термины" Технического комитета ISO/TC 44 "Сварка и родственные процессы" Международной организации по стандартизации (ISO)
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
Серия стандартов ГОСТ ISO 25239 состоит из следующих частей под общим наименованием "Сварка трением с перемешиванием. Алюминий":
- часть 1. Словарь;
- часть 2. Конструкция сварных соединений;
- часть 3. Аттестация сварщиков-операторов;
- часть 4. Технические требования и аттестация процедур сварки;
- часть 5. Требования к качеству и контролю.
1 Область применения
Настоящий стандарт устанавливает термины и определения основных понятий в области сварки трением с перемешиванием. В настоящем стандарте термин "алюминий" относится к алюминию и его сплавам.
Примечание - Помимо терминов на английском и французском языках (двух из трех официальных языков ISO), в данной части стандарта ISO 25239 даются эквивалентные термины на немецком языке; данные термины опубликованы под ответственностью национального органа по стандартизации Германии. Однако, только термины и определения, данные на официальных языках, могут считаться соответствующими ISO.
2 Термины и определения
1 инструмент с регулируемым наконечником (adjustable probe tool): Инструмент, у которого длина наконечника, скорость и направление вращения наконечника регулируются и могут отличаться от скорости и направления вращения заплечика во время сварки.
Примечание 1 - См. рисунок 1.
Примечание 2 - Регулируемый наконечник может применяться как фиксированный наконечник.
Примечание 3 - Данный инструмент позволяет выполнить соединение без образования избыточного грата в начале сварки и в выходном отверстии.
|
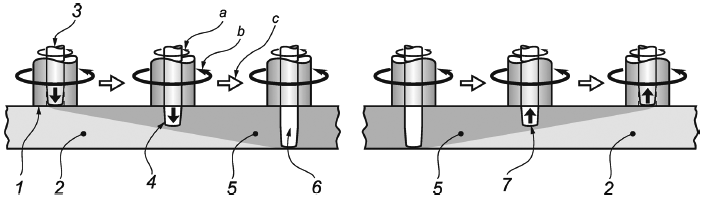
1 - заплечик; 2 - свариваемая деталь; 3 - наконечник; 4 - наконечник, движущийся вниз; 5 - сваренная деталь; 6 - наконечник в требуемом положении для сварки; 7 - наконечник, движущийся вверх;
a - направление вращения наконечника; b - направление вращения заплечика; c - направление сварки
Рисунок 1 - Инструмент с регулируемым наконечником
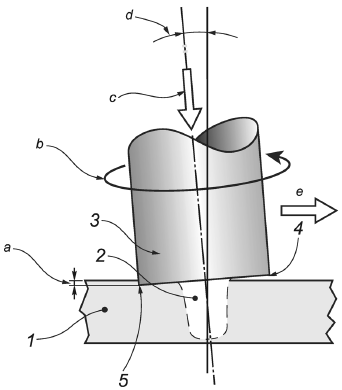
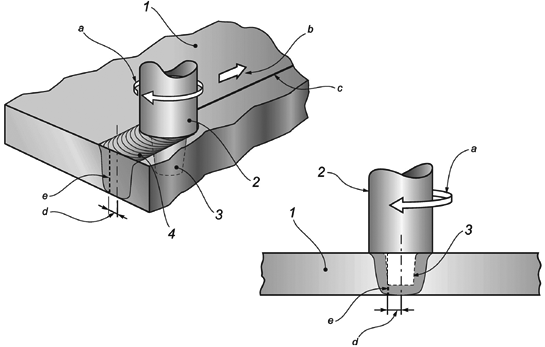
2 сторона набегания (advancing side): Сторона сварного шва, на которой направление вращения инструмента совпадает с направлением сварки.
Примечание - См. рисунок 2.
|
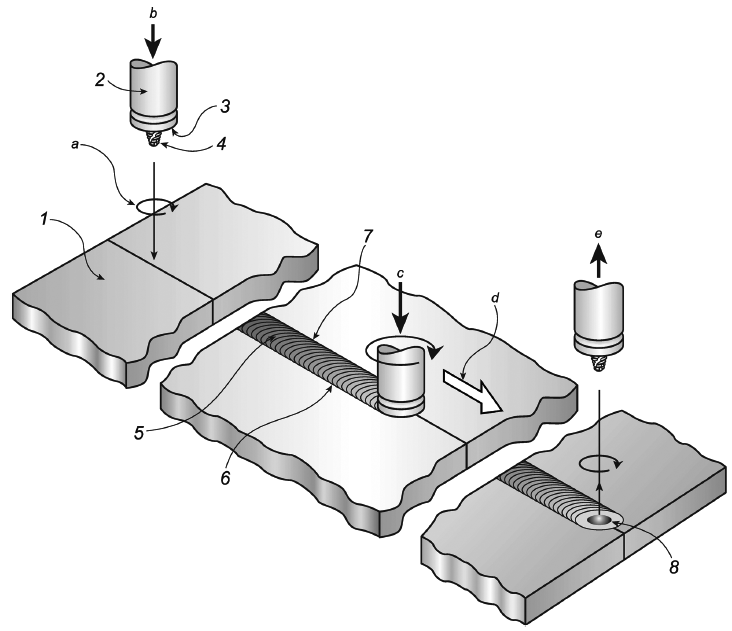
1 - деталь; 2 - инструмент; 3 - заплечик; 4 - наконечник; 5 - лицевая сторона шва; 6 - сторона отставания шва; 7 - сторона набегания шва; 8 - выходное отверстие; a - направление вращения инструмента; b - движение инструмента вниз; c - осевое усилие; d - направление сварки; e - движение инструмента вверх
Рисунок 2 - Основной принцип сварки трением с перемешиванием
3 осевое усилие (axial force): Усилие, прилагаемое к детали вдоль оси вращения инструмента (применительно к сварке трением с перемешиванием).
Примечание - См. рисунок 2.
4 инструмент с двумя заплечиками (bobbin tool): Инструмент с двумя заплечиками, разделенными наконечником с фиксированной длиной или с регулируемой длиной.
Примечание 1 - Саморегулируемый инструмент с двумя заплечиками позволяет заплечикам автоматически поддерживать контакт с деталью.
Примечание 2 - См. рисунок 3.
5 время выдержки в конце сварного шва (dwell time at end of weld): Интервал времени от остановки вращающегося инструмента после его линейного перемещения до начала выхода вращающегося инструмента из сварного шва (применительно к сварке трением с перемешиванием).
Примечание - См. ![]() на рисунке 4.
на рисунке 4.
6 время выдержки в начале сварного шва (dwell time at start of weld): Интервал времени между моментом достижения инструментом максимальной глубины в основном материале и началом его линейного движения (применительно к сварке трением с перемешиванием).
Примечание - См. ![]() на рисунке 4.
на рисунке 4.
7 выходное отверстие (exit hole): Отверстие, остающееся в конце сварного шва после извлечения инструмента.
Примечание - См. рисунок 2.
|
|
а) Вид в изометрии | b) Вид сбоку |
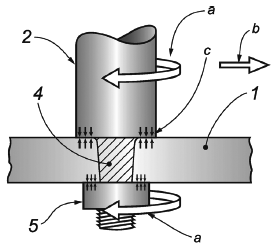
1 - деталь; 2 - верхняя часть инструмента; 3 - верхний заплечик; 4 - наконечник; 5 - нижняя часть инструмента; 6 - нижний заплечик; a - направление вращения инструмента; b - направление сварки; c - реактивные силы
Рисунок 3 - Инструмент с двумя заплечиками
|
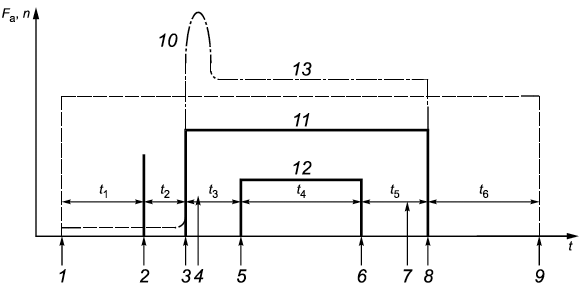
![]() - осевое усилие; n - частота вращения инструмента; t - время;
- осевое усилие; n - частота вращения инструмента; t - время; ,
![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() - время действия; 1 - начало вращения; 2 - движение инструмента к детали; 3 - касание инструмента детали; 4 - время выдержки в начале сварного шва; 5 - начало линейного движения; 6 - остановка линейного движения; 7 - время выдержки в конце сварного шва; 8 - движение инструмента от детали; 9 - остановка вращения; 10 - возрастание осевого усилия; 11 - сварка деталей; 12 - линейное движение инструмента; 13 - постоянное осевое усилие
- время действия; 1 - начало вращения; 2 - движение инструмента к детали; 3 - касание инструмента детали; 4 - время выдержки в начале сварного шва; 5 - начало линейного движения; 6 - остановка линейного движения; 7 - время выдержки в конце сварного шва; 8 - движение инструмента от детали; 9 - остановка вращения; 10 - возрастание осевого усилия; 11 - сварка деталей; 12 - линейное движение инструмента; 13 - постоянное осевое усилие
Рисунок 4 - Циклограмма процесса сварки трением с перемешиванием
8 сопрягаемая поверхность (faying surface): Поверхность одной детали, которая предназначена для соединения с поверхностью другой детали для формирования соединения.
[ISO 17659:2002 [6], 3.4]
9 фиксированный наконечник (fixed probe): Наконечник, выступающий из заплечика на фиксированную длину, направление и скорость вращения которого совпадает с направлением и скоростью вращения заплечика.
10 управление усилием (force control): Метод поддержания требуемого усилия на инструменте во время сварки (применительно к сварке трением с перемешиванием).
11 сварка трением с перемешиванием; СТП (friction stir welding; FSW): Процесс соединения, в результате которого выполняется сварной шов путем нагрева трением и перемешивания материала в пластифицированном состоянии, вызванном вращением инструмента, который движется вдоль свариваемых деталей.
Примечание - См. рисунки 2 и 4.
12 пятка (heel): Часть заплечика инструмента, расположенная в его задней части относительно движения (применительно к сварке трением с перемешиванием).
Примечание - См. рисунок 5.
13 глубина погружения пятки (heel plunge depth): Расстояние, на которое пятка входит в металл шва.
Примечание - См. рисунок 5.
|
|
а) Вид сбоку стыкового соединения | b) Вид сбоку соединения внахлест |
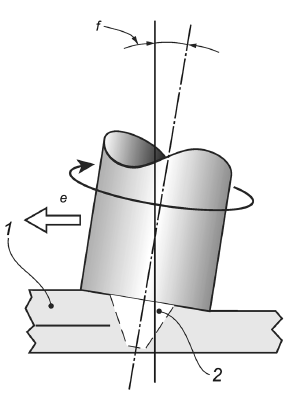
1 - деталь; 2 - наконечник; 3 - инструмент; 4 - заплечик (передний край); 5 - пятка (задний край заплечика); a - глубина погружения пятки; b - направление вращения инструмента; c - осевое усилие; d - угол наклона; e - направление сварки; f - боковой угол наклона
Рисунок 5 - Пятка, глубина погружения пятки и угол наклона
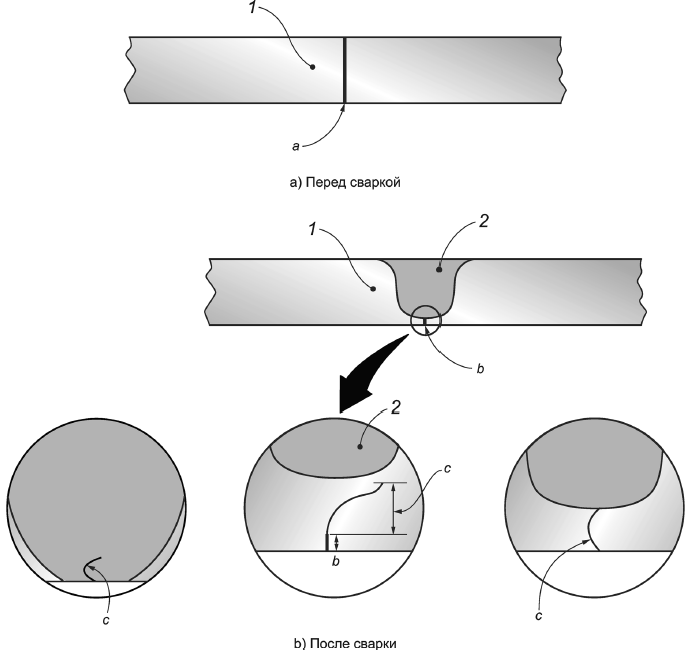
14 крюк (hook): Разделенные и изогнутые сопрягаемые поверхности на стороне набегания или на стороне отставания сварного шва нахлесточного соединения (применительно к сварке трением с перемешиванием).
Примечание - Крюк может быть направлен вверх или вниз. На рисунке 6 с) показан крюк, который направлен вверх.
|
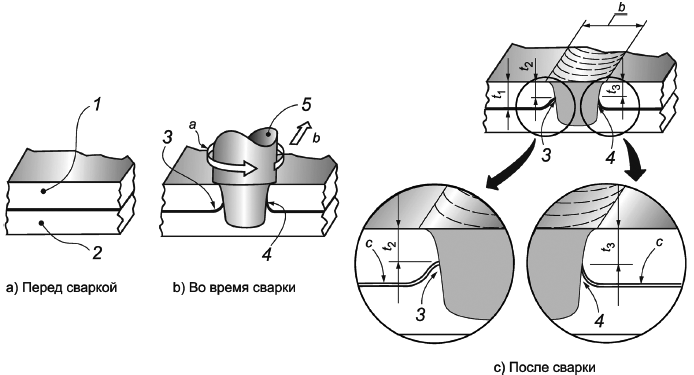
b - ширина шва; - исходная толщина верхней детали;
![]() - толщина верхней детали после сварки на стороне отставания;
- толщина верхней детали после сварки на стороне отставания; ![]() - толщина верхней детали после сварки на стороне набегания; 1 - верхняя деталь; 2 - нижняя деталь; 3 - сторона отставания, ориентация сопрягаемых поверхностей в сторону заплечика инструмента (верхняя деталь); 4 - сторона набегания, ориентация сопрягаемых поверхностей (крюк) в сторону заплечика инструмента (верхняя деталь); 5 - инструмент; a - направление вращения инструмента; b - направление сварки; c - зазор между сопрягаемыми поверхностями
- толщина верхней детали после сварки на стороне набегания; 1 - верхняя деталь; 2 - нижняя деталь; 3 - сторона отставания, ориентация сопрягаемых поверхностей в сторону заплечика инструмента (верхняя деталь); 4 - сторона набегания, ориентация сопрягаемых поверхностей (крюк) в сторону заплечика инструмента (верхняя деталь); 5 - инструмент; a - направление вращения инструмента; b - направление сварки; c - зазор между сопрягаемыми поверхностями
Рисунок 6 - Поперечное сечение сварного шва нахлесточного соединения, выполненного сваркой трением с перемешиванием, демонстрирующее крюк
15 непровар (incomplete penetration): Неполное соединение, глубина которого менее установленной.
[ISO17659:2002* [6], 3.6]
________________
* Текст документа соответствует оригиналу. - .
Примечание - Эта область как правило подвержена большой пластической деформации, несмотря на отсутствие соединения. Данный тип дефекта показан в примерах на рисунке 7.
|
1 - деталь; 2 - сварной шов; a - стык (сопрягаемые поверхности); b - непровар - пластическая деформация отсутствует; c - непровар - сильная пластическая деформация (слипание)
Рисунок 7 - Внешний вид стыкового сварного шва, демонстрирующий непровар
16 боковое смещение (lateral offset): Расстояние от оси инструмента до сопрягаемой поверхности (применительно к сварке трением с перемешиванием).
Примечание - См. рисунок 8.
17 многопроходная сварка (multi-run welding): Сварка, при которой сварной шов выполняется более чем за один проход.
[ISO/TR 25901:2007 [7], 2.236]
|
1 - деталь; 2 - инструмент; 3 - наконечник; 4 - лицевая сторона шва; а - направление вращения инструмента; b - направление сварки; c - стык (сопрягаемые поверхности); d - боковое смещение; e - положение стыка перед сваркой
Рисунок 8 - Боковое смещение, демонстрирующее осевую линию инструмента, не отцентрированную по стыку
18 многошпиндельная система (multiple spindles): Система сварки трением с перемешиванием с двумя или более шпинделями.
19 управление положением инструмента (position control): Способ поддержания требуемого положения инструмента во время сварки (применительно к сварке трением с перемешиванием).
20 предпроизводственное испытание сварки (pre-production welding test): Испытание сварки, имеющее то же назначение, что и испытание процедуры сварки, но основанное на нестандартном испытательном образце, характерном для производственных условий.
[ISO/TR 25901:2007 [7], 2.281]
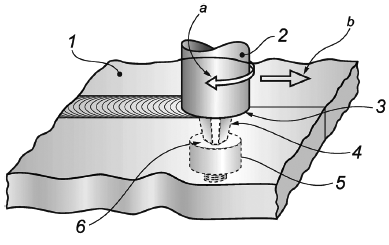
21 наконечник (probe): Часть инструмента, погружаемая в основной материал для выполнения сварного шва (применительно к сварке трением с перемешиванием).
Примечание - Наконечник может быть как фиксированным, так и регулируемым, см. рисунки 1, 2 и 9.
|

1 - инструмент; 2 - заплечик; 3 - наконечник
Рисунок 9 - Инструмент для сварки трением с перемешиванием
22 испытание образца сварной продукции (production sample welding test): Испытание сварного изделия, отобранного из производства.
Примечание - ISO/TR 25901:2007 [7], 2.283.
23 производственное испытание сварки (production welding test): Предпроизводственное испытание сварки, проводимое в условиях сварочного производства.
Примечание - ISO/TR 25901:2007 [7], 2.284.
24 сторона отставания (retreating side): Сторона сварного шва, где направление вращения инструмента противоположно направлению сварки.
Примечание - См. рисунок 2.
25 заплечик (shoulder): Часть инструмента, соприкасающаяся с поверхностью основного материала во время сварки (применительно к сварке трением с перемешиванием).
Примечание - См. рисунок 9.
26 боковой угол наклона (side tilt angle): Угол между осевой линией инструмента и линией, перпендикулярной поверхности детали, измеренный в плоскости, перпендикулярной направлению сварки.
Примечание - См. рисунок 5.
27 однопроходная сварка (single-run welding): Сварка, при которой сварной шов выполняется за один проход (применительно к сварке трением с перемешиванием).
Примечание - ISO 857-1:1998 [1], 5.1.1.
28 одношпиндельная система (single spindle): Система для сварки трением с перемешиванием с одним шпинделем (применительно к сварке трением с перемешиванием).
29 стандартное испытание сварки (standard welding test): Сварка и испытание стандартного испытательного образца для аттестации сварщиков-операторов.
30 зона перемешивания (stirred zone): Область овальной формы в центре сварного шва, для которой характерна микроструктура с мелкими равноосными зернами.
31 угол наклона (tilt angle): Угол между осевой линией инструмента, противоположной направлению сварки, и линией перпендикулярной поверхности детали (применительно к сварке трением с перемешиванием).
Примечание 1 - См. рисунок 5.
Примечание 2 - Как правило углы наклона составляют 0°-5°.
32 грат (toe flash): Дефект, состоящий из излишнего металла, выступающего над границей наружной поверхности шва, или материала, выбрасываемого вдоль границы наружной поверхности шва в процессе сварки.
Примечание - См. рисунок 10.
33 инструмент (tool): Вращающийся узел, состоящий из заплечика и наконечника (применительно к сварке трением с перемешиванием).
Примечание - Инструмент как правило имеет заплечик и наконечник, инструмент может иметь более одного заплечика или более одного наконечника. Кроме того, инструмент может не иметь заплечик или наконечник.
34 неполное заполнение (underfill): Углубление, возникающее когда поверхность сварного шва оказывается ниже примыкающей поверхности основного материала.
Примечание 1 - См. рисунок 11.
Примечание 2 - Это общая характеристика процесса сварки трением с перемешиванием.
|
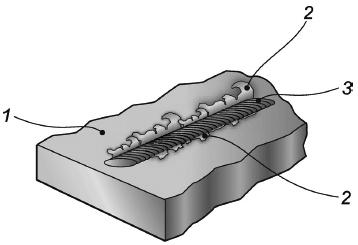
1 - деталь; 2 - грат; 3 - сварной шов
Рисунок 10 - Грат
|
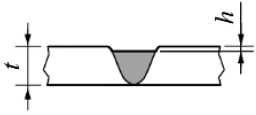
h - глубина неполного заполнения; t - толщина
Рисунок 11 - Неполное заполнение
35 зона перекрытия сварного шва (weld overlap area; WOA): Зона, в которой конец сварного шва перекрывает начало сварного шва.
Примечание - Во время сварки труб существование зоны перекрытия сварного шва является распространенным явлением.
36 сварщик-оператор (welding operator): Лицо, которое, выполняет полностью механизированную или автоматическую сварку трением с перемешиванием (применительно к сварке трением с перемешиванием).
37 технические требования к процедуре сварки (welding procedure specification; WPS): Документ, в котором представлена аттестованная процедура сварки.
Алфавитный указатель терминов на русском языке
время выдержки в конце сварного шва | 5 |
время выдержки в начале сварного шва | 6 |
глубина погружения пятки | 13 |
грат | 32 |
заплечик | 25 |
заполнение неполное | 34 |
зона перекрытия сварного шва | 35 |
зона перемешивания | 30 |
инструмент | 33 |
инструмент с двумя заплечиками | 4 |
инструмент с регулируемым наконечником | 1 |
испытание образца сварной продукции | 22 |
испытание сварки предпроизводственное | 20 |
испытание сварки производственное | 23 |
испытание сварки стандартное | 29 |
крюк | 14 |
наконечник | 21 |
наконечник фиксированный | 9 |
непровар | 15 |
отверстие выходное | 7 |
поверхность сопрягаемая | 8 |
пятка | 12 |
сварка многопроходная | 17 |
сварка однопроходная | 27 |
сварка трением с перемешиванием | 11 |
сварщик-оператор | 36 |
система многошпиндельная | 18 |
система одношпиндельная | 28 |
смещение боковое | 16 |
сторона набегания | 2 |
сторона отставания | 24 |
технические требования к процедуре сварки | 37 |
угол наклона | 31 |
угол наклона боковой | 26 |
управление положением инструмента | 19 |
управление усилием | 10 |
усилие осевое | 3 |
Алфавитный указатель эквивалентов терминов на английском языке
adjustable probe tool | 1 |
advancing side | 2 |
axial force | 3 |
bobbin tool | 4 |
dwell time at end of weld | 5 |
dwell time at start of weld | 6 |
exit hole | 7 |
faying surface | 8 |
fixed probe | 9 |
force control | 10 |
friction stir welding | 11 |
heel | 12 |
heel plunge depth | 13 |
hook | 14 |
incomplete penetration | 15 |
lateral offset | 16 |
multi-run welding | 17 |
multiple spindles | 18 |
position control | 19 |
pre-production welding test | 20 |
probe | 21 |
production sample welding test | 22 |
production welding test | 23 |
retreating side | 24 |
shoulder | 25 |
side tilt angle | 26 |
single-run welding | 27 |
single spindle | 28 |
standard welding test | 29 |
stirred zone | 30 |
tilt angle | 31 |
toe flash | 32 |
tool | 33 |
underfill | 34 |
weld overlap area | 35 |
welding operator | 36 |
welding procedure specification | 37 |
Библиография
[1] | ISO 857-1:1998 | Welding and allied processes - Vocabulary - Part 1: Metal welding processes (Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металла) |
[2] | ISO 6520-1 | Welding and allied processes - Classification of geometric imperfections in metallic materials - Part 1: Fusion welding (Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением) |
[3] | ISO 10042 | Welding - Arc-welded joints in aluminium and its alloys - Quality levels for imperfections (Сварка. Сварные соединения из алюминия и его сплавов, полученные дуговой сваркой. Уровни качества) |
[4] | ISO 15607 | Specification and qualification of welding procedures for metallic materials - General rules (Технические требования и аттестация процедур сварки металлических материалов. Общие правила) |
[5] | ISO 17637 | Non-destructive testing of welds - Visual testing of fusion-wel-ded joints (Неразрушающий контроль сварных соединений. Визуальный контроль соединений, выполненных сваркой плавлением) |
[6] | ISO 17659:2002 | Welding - Multilingual terms for welded joints with illustrations (Сварка. Многоязычные термины для сварных соединений с иллюстрациями) |
[7] | ISO/TR 25901:2007 | Welding and related processes - Vocabulary (Сварка и родственные процессы. Словарь) |
УДК 621.791.14:006.354 | МКС | 01.040.25 | IDT |
25.160.10 | |||
Ключевые слова: сварка, словарь, сварка трением с перемешиванием, сварка алюминия | |||
Электронный текст документа
и сверен по:
, 2020
{kind=link}