ГОСТ Р ИСО 9626-2013
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБКИ ИГОЛЬНЫЕ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ ИЗГОТОВЛЕНИЯ МЕДИЦИНСКИХ ИГЛ
Stainless steel needle tubing for manufacture of medical devices
ОКС 11.040.25
ОКП 94 320
Дата введения 2015-01-01
Предисловие
1 ПОДГОТОВЛЕН Закрытым акционерным обществом "МЕДИТЕСТ" на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 436 "Управление качеством медицинских изделий"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 7 мая 2013 г. N 78-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 9626:1991* "Трубки игольные из нержавеющей стали для изготовления медицинских игл" (ISO 9626:1991 "Stainless steel needle tubing for manufacture of medical devices"), включая дополнение ISO 9626:1991/Amd.1.2001.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных и европейских региональных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
Введение
Настоящий стандарт включает дополнение ISO 9626:1991/Amd. 1.2001.
Целью этого дополнения является:
a) добавление спецификаций для нормальных и тонкостенных трубок метрических размеров 0,20, 0,23 и 0,25 мм для внедрения более тонких трубок, чтобы повысить комфорт при внутривенном введении, особенно для младенцев и использования в педиатрии;
b) добавление минимальных внутренних диаметров для тонкостенных трубок метрических размеров 0,30 до 0,36 мм, так как эти данные теперь известны;
c) пересмотр максимального наружного диаметра трубок метрических размеров 0,6 мм в соответствии с текущей производственной практикой;
d) исключение максимального внутреннего диаметра трубок всех видов, так как это не имеет значения для нормальных, тонких и экстратонкостенных трубок;
e) пересмотр средств определения типов нержавеющей стали, которые будут использованы, в результате отмены ИСО 683-13.
Для наглядности в настоящем стандарте, пересмотренные значения в таблицах 2, 3 и 4 дополнения ISO 9626:1991/Amd.1.2001 выделены жирным шрифтом.
1 Область применения
Настоящий стандарт устанавливает размеры и механические свойства трубок с нормальными стенками и тонкостенных из нержавеющей стали с обозначенными метрическими размерами от 0,2 до 3,4 мм и экстратонкостенных трубок с обозначенными метрическими размерами от 0,6 до 2,1 мм.
Поскольку иные данные отсутствуют, настоящий стандарт не определяет свойства для экстратонкостенных трубок с метрическими размерами 0,8; 0,9; 1,2; 1,4; 1,8 и 2,1 мм.
Настоящий стандарт распространяется на жесткие игольные трубки из нержавеющей стали, подходящие для использования при изготовлении гиподермических игл и других медицинских изделий, прежде всего для использования применительно к человеку.
Настоящий стандарт не распространяется на гибкие игольные трубки из нержавеющей стали, т.к. их механические свойства отличаются от требований, определенных для жестких трубок в настоящем стандарте. Однако изготовители и покупатели гибких игольных трубок имеют право принять размерные спецификации, приведенные в настоящем стандарте.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*. Для датированных ссылок применяют только указанные издания. Для недатированных ссылок применяют самые последние издания (включая любые изменения и поправки).
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ИСО 3696:1987 Вода для аналитического лабораторного использования. Спецификация и методы испытаний (ISO 3696:1987, Water for analytical laboratory use - Specification and test methods)
ИСО/ТО 15510:1997 Сталь нержавеющая. Химический состав (ISO/TR 15510:1997, Stainless steels - Chemical composition)
EH 10088-1:1995 Сталь нержавеющая. Часть 1. Перечень нержавеющих сталей (EN 10088-1:1995, Stainless steels - Part 1: List of stainless steels)
3 Материалы
Трубки должны быть изготовлены из аустенитной нержавеющей стали одного из типов, приведенных в таблице 1, или соответствующего обозначения, приведенного в таблице 2 ИСО/ТО 15510.
Таблица 1 - Типы нержавеющей стали для игольных трубок
Обозначение в ИСО/ТО 15510 и ЕН 10088-1 | Номер строки в таблицах 1 и 2 ИСО/ТО 15510 | Соответствующий тип в ИСО 9626 и ИСО 683-13 (только для информации) |
X2CrNi 18-9 | 1 | 10 |
X5CrNi 18-9 | 6 | 11 |
X6CrNiNb 18-10 | 17 | 16 |
X5CrNiMo 17-12-2 | 26 | 20 |
X6CrNiMoTi 17-12-2 | 28 | 21 |
X6CrNiMoNb 17-12-2 | 29 | 23 |
4 Шероховатость поверхности
При обследовании визуально или с дополнительной оптикой внешняя поверхность трубки должна быть гладкой и не иметь дефектов.
5 Чистота
При обследовании визуально или с дополнительной оптикой внешняя поверхность трубки не должна содержать металлической пыли и следов обрабатывающих агентов.
6 Ограничения для кислот и щелочей
Когда трубка испытана в соответствии с приложением А и подготовлена в соответствии с приложением В, необходимо, чтобы объем титранта, необходимого для контроля жидкости, не превышал 0,04 мл гидроксида натрия или 0,12 мл соляной кислоты, чтобы достичь конечной точки титрования.
7 Обозначение размеров
Трубка должна быть обозначена номинальным внешним диаметром, выраженным в миллиметрах (то есть обозначен метрический размер), и его категорией, то есть нормально-, тонко-, или экстратонкостенная.
8 Размеры
Размеры трубки должны соответствовать приведенным в таблице 2.
Таблица 2 - Размеры трубок
Размеры приведены в миллиметрах
Обозначенный метрический размер | Калибровочный размер | Диапазон наружных диаметров | Внутренний диаметр трубки | |||
min | max | Нормальная стенка трубки | Тонкостенная трубка | Экстратонкостенная трубка | ||
0,20 | 33 | 0,203 | 0,216 | 0,089 | 0,105 | - |
0,23 | 32 | 0,229 | 0,241 | 0,089 | 0,105 | - |
0,25 | 31 | 0,254 | 0,267 | 0,114 | 0,125 | - |
0,30 | 30 | 0,298 | 0,320 | 0,133 | 0,165 | - |
0,33 | 29 | 0,324 | 0,351 | 0,133 | 0,190 | - |
0,36 | 28 | 0,349 | 0,370 | 0,133 | 0,190 | - |
0,40 | 27 | 0,400 | 0,420 | 0,184 | 0,241 | - |
0,45 | 26 | 0,440 | 0,470 | 0,232 | 0,292 | - |
0,50 | 25 | 0,500 | 0,530 | 0,232 | 0,292 | - |
0,55 | 24 | 0,550 | 0,580 | 0,280 | 0,343 | - |
0,60 | 23 | 0,600 | 0,673 | 0,317 | 0,370 | 0,460 |
0,70 | 22 | 0,698 | 0,730 | 0,390 | 0,440 | 0,522 |
0,80 | 21 | 0,800 | 0,830 | 0,490 | 0,547 | 0,610 |
0,90 | 20 | 0,860 | 0,920 | 0,560 | 0,635 | 0,687 |
1,10 | 19 | 1,030 | 1,100 | 0,648 | 0,750 | 0,850 |
1,20 | 18 | 1,200 | 1,300 | 0,790 | 0,910 | 1,041 |
1,40 | 17 | 1,400 | 1,510 | 0,950 | 1,156 | 1,244 |
1,60 | 16 | 1,600 | 1,690 | 1,100 | 1,283 | 1,390 |
1,80 | 15 | 1,750 | 1,900 | 1,300 | 1,460 | 1,560 |
2,10 | 14 | 1,950 | 2,150 | 1,500 | 1,600 | 1,727 |
2,40 | 13 | 2,300 | 2,500 | 1,700 | 1,956 | - |
2,70 | 12 | 2,650 | 2,850 | 1,950 | 2,235 | - |
3,00 | 11 | 2,950 | 3,150 | 2,200 | 2,464 | - |
3,40 | 10 | 3,300 | 3,500 | 2,500 | 2,819 | - |
| ||||||
9 Сопротивление изгибу
После проведения испытания в соответствии с приложением С трубка не должна показать отклонение более указанного референсного значения, приведенного в таблице 3.
Таблица 3 - Проведение испытания на изгиб
Назна- | Нормальная стенка трубки | Тонкостенная трубка | Экстратонкостенная трубка | ||||||
Диапазон, мм, ±0,1 | Усилие на изгиб, Н, ±0,1 | Макси- | Диапазон, мм, ±0,1 | Усилие на изгиб, Н, ±0,1 | Макси- | Диапазон, мм, ±0,1 | Усилие на изгиб, Н, ±0,1 | Макси- | |
0,20 | 5,0 | 1,2 | 0,35 | 5,0 | 1,2 | 0,40 | - | - | - |
0,23 | 5,0 | 2,0 | 0,35 | 5,0 | 2,0 | 0,40 | - | - | - |
0,25 | 5,0 | 2,8 | 0,35 | 5,0 | 2,8 | 0,40 | - | - | - |
0,30 | 5,0 | 5,5 | 0,40 | 5,0 | 5,5 | 0,45 | - | - | - |
0,33 | 5,0 | 5,5 | 0,32 | 5,0 | 5,5 | 0,37 | - | - | - |
0,36 | 5,0 | 5,5 | 0,25 | 5,0 | 5,5 | 0,30 | - | - | - |
0,40 | 9,5 | 5,5 | 0,60 | 7,5 | 5,5 | 0,65 | - | - | - |
0,45 | 10,0 | 6,0 | 0,56 | 10,0 | 5,5 | 0,61 | - | - | - |
0,50 | 10,0 | 7,0 | 0,33 | 10,0 | 7,0 | 0,43 | - | - | - |
0,55 | 10,0 | 10,0 | 0,50 | 10,0 | 10,0 | 0,55 | - | - | - |
0,60 | 12,5 | 10,0 | 0,40 | 12,5 | 10,0 | 0,45 | 12,5 | 10 | 0,50 |
0,70 | 15,0 | 10,0 | 0,45 | 15,0 | 10,0 | 0,50 | 15,0 | 10 | 0,55 |
0,30 | 15,0 | 15,0 | 0,41 | 15,0 | 15,0 | 0,50 | |||
0,90 | 17,5 | 15,0 | 0,43 | 17,5 | 15,0 | 0,65 | |||
1,10 | 25,0 | 10,0 | 0,45 | 25,0 | 10,0 | 0,55 | 25,0 | 10 | 0,65 |
1,20 | 25,0 | 20,0 | 0,45 | 25,0 | 20,0 | 0,55 | |||
1,40 | 25,0 | 22,0 | 0,45 | 25,0 | 22,0 | 0,55 | |||
1,60 | 25,0 | 22,0 | 0,25 | 25,0 | 22,0 | 0,30 | 25,0 | 22 | 0,34 |
1,30 | 25,0 | 25,0 | 0,35 | 25,0 | 25,0 | 0,45 | |||
2,10 | 30,0 | 40,0 | 0,40 | 30,0 | 40,0 | 0,50 | |||
2,40 | 40,0 | 40,0 | 0,33 | 40,0 | 40,0 | 0,65 | - | - | - |
2,70 | 40,0 | 50,0 | 0,31 | 40,0 | 50,0 | 0,45 | - | - | - |
3,00 | 50,0 | 50,0 | 0,41 | 50,0 | 50,0 | 0,55 | - | - | - |
3,40 | 50,0 | 60,0 | 0,32 | 50,0 | 60,0 | 0,46 | - | - | - |
| |||||||||
10 Сопротивление излому
При проведении испытаний в соответствии с приложением D и таблицей 4 трубка не должна ломаться.
Таблица 4 - Проведение испытания на излом
Обозначенный метрический размер | Расстояние между жесткой опорой и точкой приложения силы изгиба, мм, ±0,1 |
0,20 | 6,0 |
0,23 | 6,0 |
0,25 | 8,0 |
0,30 | 3,0 |
0,33 | 3,0 |
0,36 | 3,0 |
0,40 | 3,0 |
0,45 | 10,0 |
0,50 | 10,0 |
0,55 | 12,5 |
0,60 | 15,0 |
0,70 | 17,5 |
0,30 | 20,0 |
0,90 | 25,0 |
1,10 | 27,5 |
1,20 | 30,0 |
1,40 | 31,5 |
1,60 | 31,5 |
1,30 | 31,5 |
2,10 | 31,5 |
2,40 | 31,5 |
2,70 | 31,5 |
3,00 | 31,5 |
3,40 | 31,5 |
11 Сопротивление коррозии
При проведении испытаний в соответствии с приложением Е на погруженной в раствор половине трубки не должно быть признаков коррозии.
Приложение А
(обязательное)
Определение кислотности или щелочности трубки
А.1 Принцип
Титрование смыва с трубки кислотой или щелочью с использованием индикатора Таширо.
А.2 Реактивы
А.2.1 Индикатор Таширо (метил красный)
Растворяют 0,2 г метила красного и 0,1 г метилена синего в 95 %-ном спирте () и доводят объем до 100 мл.
А.2.2 Раствор гидроксида натрия, концентрация (NaOH) =5 моль/л (аналитический класс реактива), приготовленного в дистиллированной или деионизированной воде класса 3 в соответствии с ИСО 3696.
А.2.3 Раствор соляной кислоты, концентрация (HCI) =5 моль/л (аналитический реактив сорта), в дистиллированной или деионизированной воде класса 3 в соответствии с ИСО 3696.
А.3 Оборудование
Выбирают стеклянную (боросиликатную) посуду класса В для титрометрических определений.
А.4 Процедура
А.4.1 Добавляют 0,1 мл раствора индикатора (см. А.2.1) в 20 мл смыва с трубки (подготовленный в соответствии с приложением В) в емкости для титрования.
А.4.2 Если цвет раствора (см. А.4.1) станет фиолетовым, титруют гидроксидом натрия раствор (см. А.2.2) до цветовых изменений к серому.
А.4.3 Если цвет раствора (см. А.4.1) станет зеленым, титруют соляной кислотой раствор (см. А.2.3) до цветовых изменений к серому.
А.4.4 Записывают объем кислоты или раствора щелочи, который был добавлен.
А.4.5 Повторяют этапы А.4.1-А.4.4, используя 20 мл контрольной жидкости (см. В.3.2) вместо смыва с трубки.
А.4.6 Из результата А.4.4 вычитают результат А.4.5 и рассчитывают чистый объема титранта, который потребовался, чтобы нейтрализовать вещества, присутствующие в смыве с трубки.
А.5 Отчет по испытаниям
Отчет по испытаниям должен содержать, по крайней мере, следующую информацию:
a) идентичность и обозначенный метрический размер трубки;
b) тип трубки: нормальная, тонкая или экстратонкостенная;
c) объем, выраженный в миллилитрах, раствора гидроксида натрия или соляной кислоты, рассчитанный по А.4.6, указывая также, какое вещество было использовано;
d) дату проведения испытания.
Приложение В
(обязательное)
Метод подготовки смыва с трубки
В.1 Принцип
Трубку погружают в воду для извлечения растворимых веществ.
В.2 Оборудование и реактивы
В.2.1 Приготовленная дистиллированная или деионизированная вода класса 3 в соответствии с ИСО 3696.
В.2.2 Лабораторная боросиликатная стеклянная посуда.
В.3 Процедура
В.3.1 3 г трубки погружают, разрезая на небольшие кусочки, если необходимо, чтобы вошла вся ее длина, в 250 мл воды (см. В.2.1), в подходящий контейнер из боросиликатного стекла (см. В.2.2). Температуру воды с трубкой (37±3) °С поддерживают в течение 1 ч. Затем вынимают трубку.
В.3.2 Готовят контрольную жидкость, следуя процедуре по В.3.1, но без трубки.
Приложение С
(обязательное)
Метод испытания трубки на изгиб
С.1 Принцип
Приложение силы к центру трубки соответствующей длины, которая поддерживается с обоих концов, и измерение отклонения.
С.2 Оборудование
С.2.1 Устройство, позволяющее изгибать трубку с возможностью приложения силы до 60 Н с точностью ±0,1 Н, имеющее кончик нажимного устройства в форме тупого клина, сформированного двумя боковыми углами, направленными под 60° по направлению друг к другу, и цилиндрической прижимной поверхности радиусом искривления 1 мм и длиной как минимум 5 мм. Пример подходящего устройства приведен на рисунке С.1.
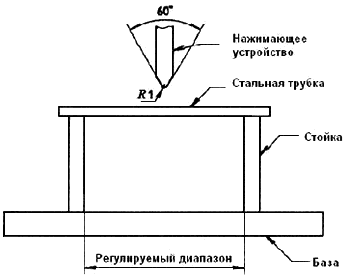
Рисунок С.1 - Оборудование для испытания на изгиб
С.2.2 Оборудование, способное измерять отклонение трубки с точностью до 0,01 мм.
С.3 Процедура
С.3.1 Размещают и закрепляют трубку, регулируют испытательное устройство (см. С.2.1) таким образом, чтобы:
a) диапазон для назначенных метрических размеров трубок соответствовал указанному в таблице 3, и
b) нижняя поверхность поршня была расположена в центре регулируемого диапазона (см. С.2.1), и
c) трубка была размещена на упорах с соответствующим диапазоном и нажимающее устройство находилось на центре трубки.
С.3.2 Посредством нажимающего устройства прикладывают изгибающую силу к трубке по направлению вниз со скоростью 1 мм/мин в соответствии с метрическим размером трубки (см. таблицу 3).
С.3.3 Фиксируют значение на оборудовании (см. С.2.2) с точностью 0,01 мм по отклонению трубки в точке приложения силы.
С.4 Отчет по испытаниям
Отчет по испытаниям должен содержать, по крайней мере, следующую информацию:
a) идентификацию и обозначенный метрический размер трубки;
b) тип трубки: нормальная, тонкая или экстратонкостенная;
c) измеренное отклонение, выраженное в миллиметрах, с точностью 0,01 мм;
d) дату проведения испытания.
Приложение D
(обязательное)
Метод испытания сопротивления трубки к излому
D.1 Принцип
Один конец трубки твердо закреплен, а к другому концу трубки на указанном расстоянии от точки фиксации приложена сила, чтобы установленным числом циклов согнуть трубку на указанный угол, сначала в одном, а затем в противоположном направлении.
D.2 Оборудование
D.2.1 Устройство для закрепления трубки.
D.2.2 Оборудование, способное прикладывать к трубке силу, достаточную для сгибания ее на угол до 25°.
D.3 Процедура
D.3.1 Жестко закрепляют один конец трубки в устройстве (см. D.2.1).
D.3.2 Прикладывают с помощью оборудования (см. D.2.2) на расстоянии, указанном в таблице 4, достаточную силу, чтобы заставить трубку сгибаться в одной плоскости на угол 25° для трубки с нормальной стенкой, на угол 20° для тонкостенной трубки, или угол 15° для экстратонкостенной трубки.
D.3.3 Прикладывают силу в противоположном направлении, чтобы заставить трубку сгибаться на тот же самый угол в обратном направлении.
D.3.4 Выполняют 20 полных циклов в обоих направлениях с частотой 0,5 Гц и визуально исследуют трубку на излом.
D.4 Отчет по испытаниям
Отчет по испытаниям должен содержать, по крайней мере, следующую информацию:
a) идентификацию и обозначенный метрический размер трубки;
b) тип трубки: нормальная, тонкая или экстратонкостенная;
c) сломалась ли трубка в ходе испытания;
d) дату проведения испытания.
Приложение Е
(обязательное)
Метод испытания на стойкость к коррозии
Е.1 Принцип
Трубку частично погружают в раствор хлорида натрия в течение указанного времени и затем погруженную часть сравнивают визуально с не погруженной частью для выявления признаков коррозии.
Е.2 Реактивы и оборудование
Е.2.1 Раствор хлорида натрия
Концентрация (NaCI) =0,5 моль/л (аналитический класс реактива) в дистиллированной или деионизированной воде класса 3 в соответствии с ИСО 3696.
Е.2.2 Лабораторная посуда из боросиликатного стекла
Е.3 Процедура
Размещают часть игольной трубки в стеклянном сосуде (см. Е.2.2), содержащие раствор (см. Е.2.1) хлорида натрия при температуре (23±2)°С, так, чтобы приблизительно половина длины трубки была погружена. Поддерживают температуру жидкости с трубкой (23±2)°С в течение 7 ч ±5 мин. Удаляют трубку из жидкости, вытирают, высушивают и сравнивают погруженные и непогруженные части визуально или под увеличительным стеклом для выявления признаков коррозии, вызванной погружением.
Е.4 Отчет по испытаниям
Отчет по испытаниям должен содержать, по крайней мере, следующую информацию:
a) идентификацию и обозначенный метрический размер трубки;
b) тип трубки: нормальная, тонкая или экстратонкостенная;
c) произошла ли коррозия на погруженной половине трубке после испытания;
d) дату проведения испытания.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных и европейских региональных стандартов национальным стандартам Российской Федерации
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ИСО 3696:1987 | MOD | ГОСТ Р 52501-2005 "Вода для лабораторного анализа. Технические условия" |
ИСО/ТО 15510:1997 | - | * |
ЕН 10088-1:1995 | - | * |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | ||
Библиография
[1] | ИСО 683-13:1986 | Термостойкие стали, легированные стали и автоматные стали. Часть 13: Кованые нержавеющие стали |
ISO 683-13:1986 | Heat-treatable steels, alloy steels and free-cutting steels - Part 13: Wrought stainless steels |
__________________________________________________________________________
УДК 615.473.2.014.45:006.354 ОКС 11.040.25 ОКП 94 320
Ключевые слова: медицинские изделия, трубки из нержавеющей стали, медицинские иглы
__________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
{kind=link}