ГОСТ Р ИСО 15001-2023
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
АППАРАТЫ ИНГАЛЯЦИОННОЙ АНЕСТЕЗИИ И ИСКУССТВЕННОЙ ВЕНТИЛЯЦИИ ЛЕГКИХ
Совместимость с кислородом
Anaesthetic and respiratory equipment. Compatibility with oxygen
ОКС 11.040.10
Дата введения 2024-06-01
Предисловие
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Медтехстандарт" (ООО "Медтехстандарт") на основе официального перевода на русский язык англоязычной версии указанного в пункте 4 стандарта, который выполнен Федеральным государственным бюджетным учреждением "Российский институт стандартизации" (ФГБУ "Институт стандартизации")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 011 "Медицинские приборы, аппараты и оборудование"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 22 сентября 2023 г. N 932-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 15001:2010* "Оборудование для анестезии и искусственного дыхания. Совместимость с кислородом" (ISO 15001:2010 "Anaesthetic and respiratory equipment - Compatibility with oxygen", IDT).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Введение
Кислород, чистый или смешанный с другими медицинскими газами, широко используется в медицинских целях. Поскольку пациенты и медицинский персонал часто находятся в непосредственной близости от изделий, используемых с кислородом, высок риск серьезных травм в случае возникновения пожара в среде, обогащенной кислородом. Частой причиной пожара является тепло, выделяемое при адиабатическом сжатии, а присутствие углеводородов и твердых частиц способствует воспламенению. Некоторые продукты сгорания, особенно некоторых неметаллов (например пластмасс, эластомеров и смазочных материалов) токсичны, и поэтому пациенты, находящиеся вдали от такого оборудования и получающие кислород из трубопроводной системы медицинских газов, могут пострадать при возникновении проблемы. Другое оборудование, которое находится в непосредственной близости от оборудования, использующего кислород, или которое использует кислород в качестве источника питания, может быть повреждено или не функционировать должным образом, если есть проблема с кислородным оборудованием.
Снижение или предотвращение указанных рисков зависит от выбора подходящих материалов, процедур очистки и правильной конструкции оборудования, обеспечивающих его совместимость с кислородом в условиях эксплуатации.
Настоящий стандарт содержит рекомендации по выбору материалов и по очистке изготовленных из них компонентов, предназначенных для использования в кислородных и обогащенных кислородом средах.
Приложение F содержит обоснования некоторых требований настоящего стандарта. Оно включено с целью дать дополнительное представление о причинах установления требований и формирования рекомендаций, включенных в настоящий стандарт. Пункты и подпункты, отмеченные звездочкой (*) после их номера, имеют соответствующее обоснование в приложении F. Принято считать, что знание причин установленных требований не только облегчит надлежащее применение настоящего стандарта, но и ускорит последующие пересмотры.
Ожидается, что частные стандарты будут содержать ссылки на настоящий стандарт и, при необходимости, усиливать установленные в нем минимальные требования.
В частных стандартах может быть указано, что некоторые требования настоящего стандарта могут применяться к медицинским газам, отличным от кислорода.
Настоящий стандарт идентичен ИСО 15001:2010, подготовленному подкомитетом SC 6 "Системы медицинских газов" Технического комитета по стандартизации ИСО/ТК 121 "Оборудование для анестезии и искусственной вентиляции легких".
Второе издание отменяет и заменяет первое издание ИСО 15001:2003, которое было технически пересмотрено.
1* Область применения
Настоящий стандарт устанавливает требования к совместимости с кислородом материалов, компонентов и изделий для ингаляционной анестезии и искусственной вентиляции легких, которые могут вступать в контакт с кислородом в нормальном состоянии или при условии единичного нарушения при давлении газа более 50 кПа.
Кроме того, настоящий стандарт содержит общие рекомендации по выбору материалов и компонентов на основе имеющихся данных об их совместимости с кислородом, а также по проведению анализа риска, включая рассмотрение токсичности продуктов сгорания и/или разложения.
Аспекты совместимости, которые рассматриваются в настоящем стандарте, включают чистоту, устойчивость к воспламенению и токсичность продуктов сгорания и/или разложения на этапах проектирования, изготовления, обслуживания и утилизации.
Настоящий стандарт не распространяется на биосовместимость.
Настоящий стандарт применим к аппаратам, которые подпадают под сферу деятельности технического комитета ИСО/ТК 121, например, к трубопроводным системам медицинских газов, регуляторам давления, оконечным устройствам, блокам питания для медицинского оборудования, гибким соединениям, расходомерам, анестезиологическим комплексам и аппаратам искусственной вентиляции легких.
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий стандарт [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
ISO 14971, Medical devices - Application of risk management to medical devices (Изделия медицинские. Применение менеджмента риска к медицинским изделиям)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 адиабатическое сжатие (adiabatic compression): Процесс сжатия, который происходит без передачи тепла в систему или из нее.
3.2 температура самовоспламенения (auto-ignition temperature): Температура, при которой материал будет самопроизвольно воспламеняться при определенных условиях.
[ИСО 10298:2010, определение 3.1]
3.4 кислородный индекс (oxygen index): Минимальное объемное процентное содержание кислорода в кислородно-азотной смеси, при температуре (23±2)°C, которое будет поддерживать горение материала в условиях специальных испытаний.
[ИСО 4589-2:1996, определение 3.1]
3.5 квалифицированный технический специалист (qualified technical person): Лицо, которое в силу образования, профессиональной подготовки или опыта знает, как применять физические и химические принципы реакций между кислородом и другими материалами.
3.6 условие единичного нарушения (single fault condition): Состояние, при котором одно средство для снижения риска имеет дефект или существует одно ненормальное условие.
[МЭК 60601-1:2005, определение 3.116]
3.7 предельно допустимая концентрация; TLV (threshold limit value): Концентрация в воздухе, которой, согласно современным знаниям, могут подвергаться почти все работники в течение 8-часового рабочего дня и 40-часовой рабочей недели без неблагоприятных последствий.
3.8 обогащенная кислородом смесь (oxygen-enriched mixture): Смесь, содержащая более 23,5% объемной доли кислорода.
4 Чистота
4.1* Если иное не указано в частных стандартах, поверхности компонентов, которые контактируют с кислородом во время нормальной эксплуатации или при условии единичного нарушения, должны:
Изготовитель должен определить уровень загрязнения твердыми частицами и обеспечить, чтобы он соответствовал предусмотренному(ым) применению(ям);
b)* для применения при давлении более 3000 кПа:
- не допускать содержание твердых частиц размером более 100 мкм.
Этим требованиям должен соответствовать либо применяемый метод изготовления, либо используемая процедура очистки. Соответствие необходимо устанавливать либо путем проверки чистоты компонентов, либо путем валидации процедуры очистки или производственного процесса.
Настоящий стандарт не определяет поддающиеся количественной оценке процедуры очистки или методы их валидации в отношении значений, указанных в перечислениях a) и b), приведенных выше. Однако в приложении A приведены примеры известных процедур очистки, а в приложении B - примеры методов валидации процедур очистки.
4.2 Необходимо предусмотреть средства идентификации компонентов и изделий, которые были очищены для работы с кислородом в соответствии с настоящим стандартом.
4.3 Чистящие составы и методы очистки должны быть совместимы с материалами, компонентами и изделиями, подлежащими очистке.
Доказательство соответствия должно быть предоставлено изготовителем по запросу.
Примечание - Региональные или национальные правила могут требовать предоставления доказательств нотифицированному органу или компетентному органу по запросу.
4.4 Необходимо предусмотреть средства (например, упаковка и информация, предоставляемая изготовителем) для поддержания чистоты компонентов и изделий, которые были очищены для работы с кислородом в соответствии с настоящим стандартом.
5* Устойчивость к воспламенению
Изделия, рассчитанные на давление более 3000 кПа, не должны воспламеняться при пневматическом испытании в соответствии с процедурами, описанными в соответствующих стандартах на продукцию, при испытательном давлении в 1,2 раза превышающем номинальное входное давление.
Если используются смазочные материалы, то испытанию необходимо подвергать смазанное изделие.
Примечание 1 - Методы пневматических испытаний приведены в стандартах ИСО 10524-1 [5], ИСО 10524-2 [6], ИСО 10524-3 [7], ИСО 10297 [3], ИСО 21969 [54] и ИСО 7291 [2] и могут быть использованы для аналогичных изделий, для которых отсутствует соответствующий стандарт или не включено соответствующее испытание.
Примечание 2 - Для чистого кислорода риск воспламенения возрастает с увеличением давления. Для газовых смесей, содержащих кислород, риск воспламенения возрастает с увеличением парциального давления кислорода.
6 Менеджмент риска
6.1 Изготовитель медицинских изделий должен осуществлять процесс менеджмента риска в соответствии с ИСО 14971. В процесс должны быть включены опасности кислородного пожара (см. приложения C и D), устойчивость к воспламенению (см. пункт 5) и токсичность (см. приложение E), процедуры очистки (см. приложение A), конструктивные решения (см. приложение C) и выбор материалов (см. приложение D).
Примечание 1 - В ASTM G88-05 [20] приведен пример опасности кислородного пожара и анализа риска.
Примечание 2 - Примеры опасности кислородного пожара приведены в стандартах ASTM G63-99 [16] и ASTM G94-05 [22].
Примечание 3 - Типичные "совместимые с кислородом" смазочные материалы могут выделять токсичные продукты при сгорании или разложении.
Примечание 4 - Приложения D и E содержат информацию о токсичности.
6.2 Необходимо рассмотреть конкретные опасности, связанные с токсичными продуктами сгорания или разложения неметаллических материалов (включая смазочные материалы, если они используются) и потенциальными загрязнителями. Некоторые потенциальные продукты сгорания и/или разложения ряда общедоступных неметаллических материалов перечислены в таблице D.7.
Приложение A
(справочное)
Примеры процедур очистки
A.1 Общие положения
A.1.1 Общие руководящие принципы
Следует выбрать программу очистки, которая приводит к повышению степени чистоты компонента после каждой операции очистки. Затем решают вопрос обработки компонента с помощью серии методов очистки или нескольких циклов в рамках одного метода очистки, или и того, и другого, для достижения желаемой конечной степени чистоты.
Получить желаемую степень чистоты возможно за одну операцию, но многие методы очистки должны проходить в несколько этапов, таких как первичная очистка, промежуточная очистка и окончательная очистка. Важно, чтобы каждая стадия была изолирована от предыдущих с помощью соответствующих операций промывки, сушки и продувки.
Особое значение имеет удаление ворса, пыли и органических веществ, таких как масло и жир. Эти загрязняющие вещества относительно легко воспламеняются в кислородной и обогащенной кислородом среде.
Важно, чтобы методы очистки, промывки и сушки обеспечивали надлежащую очистку путей с "глухим" концом и возможных складок.
A.1.2 Первичная очистка
Первичную очистку следует использовать для удаления грубых загрязнений, таких как чрезмерное образование оксидов или накипи, большое количество масла, жира и твердых частиц.
Первичная очистка уменьшает количество загрязняющих веществ, тем самым увеличивая срок службы и эффективность чистящих растворов, используемых при последующих операциях очистки.
A.1.3 Промежуточная очистка
Промежуточная очистка обычно заключается в воздействии на деталь растворов для очистки от каустических или кислотных растворов для удаления остатков растворителя и остаточных загрязнений. Условия очистки и процедуры обращения, используемые для промежуточных операций очистки, являются более важными, чем те, которые используются для первичной очистки. Важно, чтобы условия очистки и растворы контролировались надлежащим образом, чтобы максимально повысить эффективность раствора и свести к минимуму попадание загрязняющих веществ, которые могут поставить под угрозу последующие операции очистки.
A.1.4 Окончательная очистка
A.1.4.1 Если требуется, чтобы компоненты соответствовали очень высокой степени чистоты, их следует подвергнуть окончательной очистке. Окончательная очистка обычно выполняется с использованием химических методов очистки. На этом этапе защита от повторного загрязнения чистящими растворами или окружающей средой становится критичной и может потребовать строгого контроля, например, в закрытых чистых помещениях.
A.1.4.2 Заключительная стадия очистки включает операции сушки и продувки с последующей герметизацией для защиты от повторного загрязнения и упаковкой для предотвращения повреждений во время хранения и транспортирования.
A.2 Выбор методов очистки
Чтобы принять решение о наиболее практичных методах очистки, следует учитывать следующие факторы:
a) тип (например, органический, неорганический) и форма (например, форма частицы, пленка, жидкость) загрязняющих веществ;
b) конфигурация детали, подлежащей очистке;
c) основной материал или покрытие детали, подлежащей очистке;
d) исходное состояние детали, подлежащей очистке;
e) требуемый конечный уровень чистоты очищаемой детали;
f) воздействие на окружающую среду и законное удаление опасных отходов, образующихся в результате использования метода очистки;
g) влияние выбранных методов очистки на механические, химические и термические свойства очищаемой детали.
A.3 Методы очистки
A.3.1 Общие положения
Важно, чтобы метод очистки обеспечивал очистку всех поверхностей компонента. Описанные методы применимы к большинству металлических материалов. Однако для неметаллических компонентов могут потребоваться особые меры предосторожности.
A.3.2 Категории
Методы очистки могут быть классифицированы как механические, химические или и те, и другие. Некоторые операции очистки улучшаются за счет сочетания механических и химических методов, таких как механическое перемешивание химического раствора.
Некоторые методы механической очистки, такие как абразивная обработка, обработка в поворотном барабане, шлифовка и чистка проволочной щеткой готовых деталей, могут повредить поверхности, удалить защитные покрытия и нагартовать (упрочнить) металлы. Важно, чтобы чувствительные поверхности компонента были защищены до того, как такие методы будут использованы на этом компоненте.
Химические методы очистки могут привести к повреждению. Могут произойти коррозия, охрупчивание или другие изменения поверхности. Может возникнуть щелевая коррозия, особенно в паяных или сварных узлах. Чистящие средства с растворителями часто наносят вред неметаллам. Следует проконсультироваться с поставщиком неметаллов или испытать образцы, чтобы убедиться, что растворитель не нанесет ущерба. Если используются кислотные или каустические химические чистящие средства, важно, чтобы химические остатки на компонентах были нейтрализованы и/или удалены сразу после очистки.
A.3.3 Механическая очистка
A.3.3.1 Общие положения
Методы механической очистки используют механические силы для удаления загрязнений с компонентов. Примерами методов механической очистки являются промывка, абразивная обработка, обработка в поворотном барабане и продувка. Детали этих и других методов обсуждаются в A.3.3.2-A.3.3.8.
A.3.3.2 Абразивная обработка
A.3.3.2.1 Абразивная обработка влечет за собой сильное воздействие абразивных частиц на очищаемые поверхности с целью удаления окалины, ржавчины, краски и других посторонних веществ. Абразивные частицы увлекаются потоком газа или жидкости. Для перемещения абразивных частиц можно использовать различные системы, например, лопасти для центробежной абразивной обработки или абразивные колеса, воздушные сопла для обдува или всасывающие сопла. Пропелленты не должны содержать масла.
A.3.3.2.2 Типичные материалы с абразивными частицами включают металлическую крошку и дробь, природные пески, искусственные зерна из оксидов, карбидную крошку, скорлупу грецкого ореха и стеклянную дробь. Используемый конкретный материал с абразивными частицами должен подходить для выполнения намеченной очистки без осаждения загрязнений, которые не могут быть удалены с помощью дополнительных операций, таких как высокоскоростной обдув, вакуумирование и продувка.
A.3.3.2.3 Необходимо соблюдать осторожность, чтобы свести к минимуму удаление материала из основного металла компонента. Этот метод очистки может не подходить для компонентов или систем с критическими поверхностями или допусками по размерам.
A.3.3.3 Очистка проволочной щеткой или шлифованием
A.3.3.3.1 Методы такой очистки или шлифования обычно используют проволочную щетку с механическим приводом, щетку с неметаллическим волокном или абразивное колесо. Они используются для удаления окалины, сварочного шлака, ржавчины, оксидных пленок и других поверхностных загрязнений. Проволочные щетки можно использовать сухими или влажными. Влажное состояние возникает, когда щетки используются в сочетании с каустическими чистящими средствами или промывкой проточной водой.
A.3.3.3.2 Эти механические методы могут вводить частицы щетки или шлифовального материала в очищаемую поверхность. Выбор чистящих щеток зависит от компонента или основного материала. Неметаллические щетки подходят для большинства очищаемых материалов. Щетки из углеродистой стали не следует использовать на сплавах алюминия, меди или нержавеющей стали. Любые проволочные щетки, ранее использовавшиеся на деталях из углеродистой стали, не должны впоследствии использоваться на алюминии или нержавеющей стали. Чистка проволокой щеткой и шлифовка могут повлиять на размеры, допуски и поверхностную отделку.
A.3.3.4 Обработка в поворотном барабане
Этот метод включает прокатку или перемешивание деталей внутри вращающегося барабана или вибрационной ванны. В контейнер добавляют абразив или чистящий раствор. Работа контейнера (вращение или вибрация) придает относительное движение между очищаемыми компонентами и абразивной средой или чистящим раствором. Этот метод может быть выполнен с использованием сухих или влажных абразивов. Размер компонента может варьироваться от крупной отливки до деликатного компонента инструмента, но следует избегать смешивания различных компонентов в одном контейнере. Повреждение может произойти в результате воздействия одного компонента на другой. Обработка в поворотном барабане может использоваться для удаления накипи, заусенцев, полировки и общей промывки. Некоторые факторы, которые следует учитывать при очистке в барабане, - это размер и форма компонента, тип абразива, размер абразива, размер загрузки, скорость вращения барабана и простота разделения компонента и абразива.
A.3.3.5 Очистка тампоном, распылением и погружением
Это три способа нанесения чистящих растворов на поверхности компонентов. Каждый метод имеет свои особые преимущества. Очистку тампоном обычно используют только для небольших отдельных участков. Распыление и погружение используют для общей очистки. Эти методы обычно используют со способами очистки каустическим чистящим средством, кислотой или растворителем, которые приведены в A.3.4.5, A.3.4.6 и A.3.4.8.
A.3.3.6 Вакуумирование и продувка
Эти методы удаляют загрязняющие вещества с помощью потоков чистого, сухого, безмасляного воздуха или азота. Эти методы могут быть использованы для удаления рыхлой грязи, шлака, окалины и различных частиц, но они не подходят для удаления поверхностных оксидов, смазок и масел.
A.3.3.7 Очистка скребком
Длинные непрерывные трубопроводы могут быть очищены на месте с помощью скребка. Скребок представляет собой поршневой цилиндр с периферийными уплотнениями, который можно проталкивать по трубопроводу с использованием сжатого газа, обычно азота. Скребок может быть оснащен шаберами и проволочными щетками. Пары скребков могут переносить между собой капли жидких чистящих средств. Следовательно, композиция скребков может транспортировать изолированные порции жидкостей по трубопроводу для получения различных уровней чистоты и промывки. Следует обеспечить механическую и химическую пригодность растворителей, шаберов и проволочных щеток.
A.3.3.8 Ультразвуковая очистка
Ультразвуковая энергия может быть использована в сочетании с различными химическими чистящими средствами для создания тесного контакта между компонентами и чистящим средством, чтобы помочь удалить слегка прилипшие или внедренные частицы с твердых поверхностей. Обычно этот способ используют для очистки растворителем мелких деталей, драгоценных металлов и компонентов, требующих очень высокой степени чистоты.
A.3.4 Химическая очистка
A.3.4.1 Общие положения
Способы, описанные в A.3.4.2-A.3.4.9, основаны на достижении взаимодействия между очищающим раствором и поверхностью компонента для содействия удалению загрязняющего вещества последующими механическими способами. Взаимодействие может включать активацию поверхности, разрушение загрязняющих веществ, конверсию оксидов и гидрофобные или гидрофильные превращения.
A.3.4.2 Очистка горячей водой
Очистка горячей водой используется для удаления грубых органических и твердых загрязнений из компонентов с помощью низкой или умеренной температуры, моющего средства и механического перемешивания. Оборудование, используемое при очистке горячей водой, состоит из распылительной системы или очистного бака с подходящим перемешиванием раствора или без него. Очистка горячей водой с использованием моющего средства может использоваться там, где пар не требуется для удаления и псевдоожижения загрязнений. Следует учитывать размер, форму и количество компонентов, чтобы обеспечить надлежащий контакт между поверхностями компонентов и раствором. Температура раствора должна соответствовать температуре, рекомендованной изготовителем моющего средства. Водорастворимые загрязнения удаляют путем быстрой промывки достаточным количеством чистой воды до того, как чистящие средства успеют осесть. Затем компоненты сушат путем продувки сухим, безмасляным воздухом или азотом, который можно нагреть, чтобы сократить время сушки.
A.3.4.3 Очистка моющим средством
Этот способ относится к очистке сосудов, систем трубопроводов или компонентов как снаружи, так и внутри. Моющие средства поставляются в порошкообразной, кристаллической или концентрированной жидкой форме. Их готовят к использованию путем смешивания с водой с образованием водных растворов. Подготовленные растворы можно использовать в статических резервуарах или сосудах для погружения компонентов, или раствор может рециркулировать с помощью насоса или быть направлен в виде струи на компонент или через него. Некоторые виды моющих средств токсичны и/или вызывают коррозию. Свойства моющих средств следует уточнять у их изготовителя или поставщика.
A.3.4.4 Очистка паром
Очистка паром используется для удаления загрязнений, особенно органических и твердых частиц, из компонентов с помощью давления, тепла и иногда моющих средств. Некоторые органические загрязнения удаляют путем уменьшения их вязкости или разжижения паром. Может быть добавлено моющее средство, которое диспергирует и эмульгирует органические загрязнения, позволяя смывать загрязнения конденсированным паром. Система должна обеспечивать управление потоками пара, воды и моющего средства для максимального повышения эффективности химического действия моющего средства, нагревающего эффекта пара и очищающего действия паровой струи.
A.3.4.5 Очистка каустическим чистящим средством
A.3.4.5.1 Для очистки каустическим чистящим средством используют растворы с высокой щелочностью для удаления органических загрязнений, таких как углеводороды, масла, смазки и воски. Существует множество эффективных чистящих средств, доступных для такой очистки. Вода, используемая для промывки, не должна содержать веществ или примесей, которые могут вызвать реакцию с каустическим чистящим средством. Рекомендуется использовать дистиллированную воду, чтобы свести к минимуму проблемы. Чистящий раствор можно наносить распылением, погружением или тампоном. Обычно каустические чистящие средства наносят при температуре до 80°C. Важно, чтобы чистящий раствор попадал на все участки очищаемых компонентов. Чистящий раствор можно использовать повторно до тех пор, пока он не станет неэффективным, что определяется измерением pH или анализом концентрации загрязняющих веществ. Уровень загрязнения чистящего раствора, выше которого поверхность не может быть очищена приемлемым образом, будет установлен опытным путем.
A.3.4.5.2 Важно, чтобы чистящий раствор был тщательно смыт с компонента, чтобы предотвратить повторное осаждение чистящего раствора и загрязняющих веществ на поверхности. Не следует допускать высыхания поверхности между фазой очистки и фазой промывки. Часто определенная форма промывки водой помогает удалить моющий раствор и облегчает процесс сушки. Способ определения завершения промывки заключается в контроле используемой промывочной воды до тех пор, пока не будет достигнут pH±0,2 от исходного pH. Сушка, при необходимости, может быть проведена нагретым или ненагретым сухим, безмасляным воздухом или азотом.
A.3.4.6 Кислотная очистка
A.3.4.6.1 Кислотная очистка - это процесс, в котором раствор минеральной кислоты, органической кислоты или соли кислоты (часто в сочетании со смачивающим агентом и моющим средством) используется для удаления оксидов, масел и других загрязнений из компонентов с применением тепла или без него. Важно тщательно контролировать кислотную очистку, чтобы избежать повреждения поверхности компонентов, такого как нежелательное травление или вытравливание. Выбранный тип чистящего средства в большинстве случаев зависит от материала или компонента, подлежащего очистке. Общее руководство по использованию кислотной очистки приведено в A.3.4.6.2-A.3.4.6.5.
A.3.4.6.2 Чистящие средства с фосфорной кислотой можно использовать для большинства металлов. Эти средства удаляют оксиды, ржавчину, загрязнения и флюсы.
A.3.4.6.3 Чистящие средства с соляной кислотой рекомендуются только для углеродистых и низколегированных сталей. Эти средства удаляют ржавчину, окалину и оксидные покрытия, а также удаляют покрытия из хрома, цинка и кадмия. Некоторые кислотные растворы, включая соляную или азотную кислоты, должны содержать ингибитор для предотвращения вредного воздействия на основные металлы. Соляную кислоту не следует использовать на нержавеющей стали, поскольку она может вызвать коррозию под напряжением или трещинообразование от коррозии под напряжением.
A.3.4.6.4 Для алюминия, меди и их сплавов рекомендуются чистящие составы с хромовой кислотой и азотной кислотой. Эти соединения не являются настоящими чистящими средствами, но используются для раскисления, осветления и удаления черного налета, который образуется при очистке каустическим чистящим средством. Некоторые соединения доступны в виде жидкостей, а другие - в виде порошков. Их смешивают в концентрациях от 5% до 50% объемной доли в воде, в зависимости от чистящего средства и количества удаляемого оксида или накипи.
Примечание - Хромовая кислота классифицируется как канцерогенная, мутагенная, очень токсичная для водных организмов и может вызывать долгосрочные неблагоприятные последствия в водной среде.
A.3.4.6.5 Требуется накопительный резервуар или иммерсионная ванна, рециркуляционный насос, соответствующие трубопроводы и клапаны, совместимые с моющим раствором. Распространенными методами кислотной очистки являются погружение, очистка тампоном и распыление. Кислотные чистящие составы не следует использовать, если их применение и характеристики не известны или не могут быть обсуждены с изготовителем чистящих составов. Следует соблюдать рекомендации изготовителя в отношении концентрации и температуры. После кислотной очистки необходимо тщательно промыть поверхности водой, чтобы удалить все следы кислоты, и тщательно высушить после окончательной промывки. Чтобы свести к минимуму образование пятен, не следует допускать высыхания поверхностей между последовательными этапами процедуры кислотной очистки и промывки.
При некоторых условиях может потребоваться нейтрализующая обработка. Важно, чтобы за нейтрализацией следовала повторная промывка водой для удаления всех следов нейтрализующего агента. Если требуется сушка, она может быть осуществлена нагретым или ненагретым сухим, безмасляным воздухом или азотом.
A.3.4.7 Эмульсионная очистка
Эмульсионная очистка - это процесс удаления загрязнений с поверхности компонентов с использованием органических растворителей, диспергированных в водной среде эмульгатором. Эмульсионные очистители состоят из нефтяных растворителей и поверхностно-активных веществ. Очищающее действие эмульсионных очистителей сочетает в себе преимущества как водной, так и органической фаз. Доступны различные эмульсионные очистители. Некоторые эмульсионные очистители имеют тенденцию разделяться на отдельные растворы, если их оставить стоять в течение длительного периода времени, поэтому может потребоваться периодическое перемешивание очистителя. Эмульсионные очистители обычно наносят на компоненты такими методами, как погружение, распыление или нанесение тампоном. Очень важно, чтобы эмульсионные очистители удалялись путем промывки и последующей очистки.
A.3.4.8 Очистка растворителем
A.3.4.8.1 Очистка или обезжиривание растворителем считается основной процедурой удаления растворимых органических загрязнений из компонентов, используемых при работе с кислородом, и подходит для использования с большинством металлов.
Однако многие растворители, которые использовались для этого метода очистки, в настоящее время запрещены в соответствии с "Монреальским протоколом". Альтернативные методы очистки, использующие приемлемые растворители, должны быть определены и внедрены в практику как можно скорее.
Очистка растворителем ограничена способностью растворителя достигать и растворять любые присутствующие загрязнения. Перед началом процедуры очистки растворителем следует отложить порцию свежего чистого растворителя для использования в качестве эталона. Через определенные промежутки времени на протяжении всей процедуры аликвоты использованного растворителя можно сравнивать с эталонным, чтобы определить уровень загрязнения и эффективность очистки. Для хранения эталонных и использованных растворителей следует использовать чистые стеклянные бутылки. Методы определения концентрации углеводородных загрязняющих веществ обсуждаются в приложении B.
A.3.4.8.2 После завершения любого метода очистки растворителем важно, чтобы из компонента была слита вся остаточная чистящая жидкость, чтобы предотвратить ее высыхание в емкостях. Затем компонент следует продуть и высушить теплым, сухим, безмасляным воздухом или азотом. Небольшие компоненты при необходимости могут быть высушены на воздухе.
A.3.4.8.3 Очистка растворителем может быть выполнена с использованием таких методов, как очищение тампоном и распыление. Очистка также может быть произведена путем погружения компонента в резервуар с растворителем и применения средства перемешивания. Разобранные компоненты могут быть очищены с помощью этого метода. Этот процесс может быть улучшен за счет использования методов ультразвуковой очистки. Также может быть проведена очистка путем принудительной циркуляции растворителя через компонент. Очистку путем циркуляции следует продолжать с использованием чистого растворителя до тех пор, пока использованный растворитель не выйдет из компонента таким же чистым, как эталонный образец.
A.3.4.8.4 Растворителям часто требуются ингибиторы для контроля коррозионных реакций. Добавление ингибиторов может потребовать контроля для обеспечения постоянной эффективности ингибитора. Этот метод часто применяется к сборкам, которые невозможно разобрать, к крупным компонентам, а также к сборным схемам, трубопроводам и т.д.
A.3.4.9 Паровое обезжиривание
Паровое обезжиривание - это удаление растворимых органических материалов и последующая промывка поверхностей компонентов путем непрерывной конденсации паров растворителя на холодном компоненте. Оборудование для парового обезжиривания состоит, по существу, из испарителя для получения чистого пара из загрязненного растворителя и контейнера для удержания компонентов в паре. Не следует использовать растворители класса хладагентов, поскольку известно, что они содержат масла. Некоторые из этих растворителей воспламеняются на воздухе при определенных условиях и обладают различной степенью токсичности; поэтому при их использовании следует проявлять осторожность. Важно, чтобы температура компонента была ниже точки кипения растворителя, чтобы пары растворителя конденсировались и под действием силы тяжести смывались с поверхности компонента. Компонент должен быть расположен и подсоединен таким образом, чтобы конденсат свободно стекал из отверстий. Непрерывная циркуляция конденсата и его транспортирование обратно в испаритель приведет к переносу растворенных загрязняющих веществ в испаритель, где они и останутся. Дальнейшая очистка не будет проводиться после того, как температура компонента достигнет температуры пара.
A.3.4.10 Продувка
A.3.4.10.1 Очень важно продуть компонент, чтобы убедиться, что все остатки от предыдущей(их) операции(й) очистки удалены перед выполнением последующих операций очистки или окончательной упаковки. Это может быть достигнуто путем промывки, сушки и обдува. Промывка зависит от используемых чистящих растворов, но в большинстве случаев можно использовать воду подходящего качества. Сушка может быть достигнута путем приложения тепла к компоненту с помощью печей или инфракрасных ламп, или путем обдува чистым, безмасляным, сухим воздухом. Ни при каких обстоятельствах не следует использовать сжатый воздух для пневматических инструментов для сушки, так как он может содержать следы масла или других загрязнений. Удаление растворителей при повышенных температурах требует дополнительного внимания, поскольку растворители с большей вероятностью воздействуют на поверхности компонентов или разлагаются и осаждают нежелательные пленки на компоненте. Важно, чтобы очищающая среда имела более высокий уровень чистоты, чем желаемый уровень чистоты компонента.
A.3.4.10.2 Более эффективную продувку можно выполнить с использованием чистого, сухого, безмасляного азота. Это может потребовать проверки сухости путем измерения точки росы выходящего осушающего газа. Продолжительность продувки, количество операций продувки и тип операций продувки зависят от очищаемого компонента, используемых методов очистки и конечного применения.
A.3.4.11 Очистка плазмой низкого давления
A.4 Экологические решения
A.4.1 Важно, чтобы с изделиями, предназначенными для работы с кислородом, обращались осторожно на всех этапах процедуры очистки. Окружающая среда должна быть чистой и свободной от пыли. Поблизости должны быть запрещены шлифовка, сварка и обработка песком. Компонентам не следует позволять простаивать. Следует соблюдать осторожность, чтобы избежать образования масляных отложений от вращающихся механизмов или масляных аэрозолей в воздухе. К поверхностям, которые будут контактировать с кислородом, следует прикасаться только в чистых перчатках или с помощью приспособлений для работы.
A.4.2 В некоторых случаях необходимы чистые помещения с ламинарным потоком, в которых все помещение продувается фильтрованным воздухом. В чистых помещениях с горизонтальным потоком компоненты очищают и проверяют в последовательности, в которой проводят операции очистки в местах, постепенно приближающихся к источнику фильтруемого воздуха, так что и компонент, и окружающая среда становятся чище. В чистых помещениях с ламинарным потоком последовательность операций очистки не имеет решающего значения.
Приложение B
(справочное)
Типичные методы валидации процедур очистки
B.1 Общие положения
При выборе метода испытаний следует учитывать такие параметры, как способ изготовления, тип и размер испытуемого изделия, а также требуемый уровень точности.
B.2 Типичные методы
B.2.1 Прямой визуальный осмотр (белый свет)
B.2.2 Прямой визуальный осмотр (ультрафиолетовый свет)
ПРЕДУПРЕЖДЕНИЕ - Необходимо избегать длительного воздействия ультрафиолетового излучения, поскольку оно опасно для глаз и незащищенной кожи.
Ультрафиолетовый свет заставляет многие обычные углеводородные или органические масла или смазки флуоресцировать и становиться видимыми, когда они не могут быть обнаружены другими визуальными средствами. Таким образом, испытание на ультрафиолетовое излучение является наиболее часто используемым испытанием для обнаружения присутствия углеводородных или органических масел или смазок. Поверхность наблюдают в темноте или при приглушенном освещении с использованием источника, излучающего ультрафиолетовый свет с длиной волны от 0,32 до 0,37 мкм. Осмотр в ультрафиолетовом свете должен быть способен показать, что очищенные поверхности не содержат какой-либо углеводородной флуоресценции. Однако не все органические масла флуоресцируют, и некоторые материалы, такие как хлопковое волокно, которые флуоресцируют, приемлемы, если они не присутствуют в чрезмерных количествах.
Если флуоресценция проявляется в виде кляксы, мазка, пятна или пленки, флуоресцирующую область следует повторно очистить. Скопления ворса или пыли, видимые в ультрафиолетовом свете, следует удалять путем обдува сухим, безмасляным воздухом или азотом путем протирания чистой безворсовой тканью или вакуумирования.
B.2.3 Испытание протиранием
Это испытание может быть использовано для обнаружения загрязнений на визуально недоступных участках в качестве дополнения к визуальным осмотрам, описанным в B.2.1 и B.2.2. Поверхность слегка протирают чистой белой бумагой или тканью без ворса, которую исследуют под белым и ультрафиолетовым светом. Область не следует протирать достаточно сильно, чтобы удалить любую оксидную пленку, так как этот материал можно спутать с обычным загрязнением поверхности. На поверхности не должно оставаться никаких частиц бумаги или ткани.
B.2.4 Испытание на смачиваемость поверхности водой
Это испытание может быть использовано для обнаружения маслянистых остатков, не обнаруженных другими способами. Поверхность смачивается струей чистой воды. Вода должна образовать тонкий слой и оставаться неподвижной в течение не менее 5 с. Образование капель воды указывает на наличие масляных загрязнений. Применение этого метода обычно ограничивается горизонтальными поверхностями.
B.2.5 Экстракция растворителем
Экстракция растворителем может быть использована в дополнение к визуальным методам и для проверки недоступных поверхностей. Процедура ограничена способностью жидкого растворителя достигать, растворять и удалять присутствующие загрязняющие вещества, не воздействуя на сами компоненты и не давая ошибочных результатов. В количественном выражении его полезность ограничена поверхностями, размеры которых можно легко рассчитать, например плоскими поверхностями и внутренней частью труб. Однако, с точки зрения качества, повторение процедуры со свежим растворителем постепенно снизит загрязнение до приемлемо низкого уровня.
Поверхность компонента промывают, ополаскивают или погружают в известный объем растворителя и используемый растворитель анализируют для определения количества нелетучего остатка.
Аликвоту использованного растворителя пропускают через предварительно взвешенный фильтр, фильтрат выпаривают досуха во взвешенном сосуде без перегрева и сосуд повторно взвешивают. Идентичную аликвоту неиспользованного растворителя обрабатывают идентичным образом. Разница в массе двух фильтров и выпаренных остатков, количество растворителя, используемого для экстракции, и площадь поверхности компонентов, если она определена, используют для расчета концентрации нерастворимых и растворимых загрязняющих веществ, извлеченных на квадратный метр очищенной поверхности.
Альтернативно, можно одновременно сравнивать светопропускание через равные объемы отфильтрованного использованного и неиспользованного растворителя. Разница в цвете должна быть незначительной или вообще отсутствовать. Эта процедура может быть определена количественно, если известны размеры поверхности компонента, путем измерения поглощения используемого раствора и сравнения его с растворами известной концентрации, приготовленными из эталонного углеводорода в том же растворителе. Концентрацию нерастворимых загрязняющих веществ можно рассчитать по остатку на фильтре.
B.2.6 Газовая экстракция
При газовой экстракции чистый поток газа, не содержащий частиц, используется для улавливания загрязняющих веществ и транспортирования их к устройству обнаружения. Как и в случае с экстракцией растворителем, этот метод ограничен его способностью удалять все присутствующие загрязняющие вещества. Поскольку физический захват не является полностью эффективным, этот подход больше подходит для демонстрации недостаточной чистоты, чем для количественной оценки присутствующего загрязнения. Это в основном полезно для контроля частиц, поскольку присутствие масла более эффективно обнаруживается с помощью экстракции растворителем.
B.2.7 Инструментальный анализ
B.2.7.1 Общие положения
Существует множество систем инструментального анализа, таких как светорассеяние, светоблокировка и абсорбционная спектроскопия в инфракрасной (ИК) области, доступных для определения размера и распределения частиц и концентрации углеводородов в растворителе.
B.2.7.2 Светорассеяние
Этот метод использует изменения интенсивности света, рассеянного (путем отражения и преломления) частицами в направлении датчика. Этот метод подходит для обнаружения частиц диаметром 0,5 мкм и меньше, в зависимости от используемого оборудования. Недостатками этого метода является то, что угол измерения имеет решающее значение, изменения цвета и плотности текучей среды влияют на обнаружение и система не может обнаруживать частицы, когда показатели преломления жидкости и частицы идентичны.
B.2.7.3 Светоблокировка
С помощью этого метода размер частиц определяется изменением интенсивности света, создаваемого частицей, когда она проходит между источником света и датчиком освещенности. Эта система имеет несколько основных преимуществ, в том числе возможность измерения частиц в газе или жидкости, отсутствие зависимости от характеристик частиц и точное определение размера частиц. Недостатком является невозможность обнаружения частиц, когда показатели преломления частицы и жидкости идентичны. С помощью этого метода можно обнаружить частицы диаметром 0,5 мкм и более.
B.2.7.4 Абсорбционная спектроскопия в инфракрасной области
Этот метод испытаний основан на количественном определении органических веществ в растворе с помощью поглощения инфракрасного излучения. Компонент, подлежащий испытанию, полностью покрыт растворителем [например, фреоном 113 (трихлортрифторэтан)] в чистом стеклянном контейнере. Испытательный контейнер дважды обрабатывают в ультразвуковой ванне (каждый раз в течение 5 минут). Поглощение исследуемого растворителя измеряют в кварцевой кювете. Количество углеводорода определяют по калибровочной кривой стандартного углеводорода в том же растворителе при заданной длине волны или длинах волн.
Приложение C
(справочное)
Конструктивные решения
C.1 Общие положения
Целью настоящего приложения является предоставление квалифицированному техническому специалисту соответствующей информации для использования при проектировании кислородсодержащих систем. В нем подчеркнуты факторы, которые вызывают воспламенение и/или усиливают его распространение на протяжении всего срока службы системы, чтобы соответствующих условий можно было избежать или свести их к минимуму. Настоящее приложение не предназначено служить в качестве спецификации для проектирования кислородсодержащих систем.
Проектировщик кислородсодержащей системы должен понимать, что для возникновения и распространения пожара необходимо наличие кислорода, топлива и источника воспламенения. Поскольку горючие материалы и кислород обычно присутствуют, проектирование системы для работы кислородом или обогащенным кислородом является в первую очередь вопросом понимания факторов, которые являются потенциальными источниками воспламенения или которые способствуют распространению возгорания. Цель состоит в том, чтобы устранить эти факторы или компенсировать их наличие. Предотвращение пожаров включает в себя как минимизацию системных условий, способствующих воспламенению и его распространению, так и максимальное использование материалов со свойствами, таковым препятствующими.
C.2 Факторы, влияющие на конструкцию кислородсодержащей системы
C.2.1 Температура
По мере повышения температуры материала количество энергии, необходимой для воспламенения, уменьшается. Эксплуатация системы при локальных или общих повышенных температурах снижает этот запас прочности. Температура воспламенения наиболее легко воспламеняемого материала в системе зависит от давления в системе, конфигурации, режима работы и тепловых свойств материала. Повышенная температура также увеличивает вероятность длительного горения материалов, которые в противном случае могли бы самозатухать.
C.2.2 Давление
По мере увеличения давления внутри системы температура воспламенения ее компонентов обычно снижается, а скорость распространения огня увеличивается. Следовательно, эксплуатация системы при повышенном давлении увеличивает вероятность и усугубляет последствия пожара. Следует отметить, что даже при давлении ниже атмосферного кислород все еще может представлять значительную опасность для несовместимых материалов.
C.2.3 Концентрация кислорода
По мере снижения концентрации кислорода со 100%, при этом остальное составляют инертные газы, вероятность и интенсивность потенциальной реакции уменьшаются. Таким образом, при проектировании системы для использования с более низкой концентрацией кислорода имеет место большая свобода действий.
C.2.4 Загрязнение
Загрязняющие вещества могут присутствовать в системе из-за недостаточной начальной чистоты, попадания во время сборки или срока службы или образования внутри системы, например, в результате истирания или отслаивания. Загрязняющими веществами могут быть жидкости, твердые вещества или газы. Такое загрязнение может быть легко воспламеняемым и легковоспламеняющимся и, следовательно, может привести к возгоранию и возникновению системных пожаров. Однако, даже обычно инертные загрязняющие вещества, такие как ржавчина, могут вызвать воспламенение из-за столкновения частиц или трения или из-за усиления эффектов резонансного нагрева.
C.2.5 Воздействие частиц
Столкновения инертных или воспламеняющихся твердых частиц, захваченных потоком окислителя, связаны с потенциальным воспламенением. Такое воспламенение может быть результатом того, что частицы являются легковоспламеняющимися и воспламеняются при столкновении и, в свою очередь, воспламеняют другие материалы системы. Воспламенение также может быть результатом нагрева частиц и последующего контакта с пластмассами и эластомерами внутри системы. Опасность, связанная с частицами, возрастает как с теплотой сгорания, так и с кинетической энергией частиц. Полное удаление частиц невозможно. Кроме того, частицы могут быть либо введены в систему, либо образовываться внутри нее. Количество частиц в системе будет иметь тенденцию увеличиваться с возрастом системы. Следовательно, важно, чтобы система была сконструирована таким образом, чтобы допускать наличие по крайней мере некоторых частиц.
C.2.6 Адиабатическое сжатие
C.2.6.1 При быстром сжатии газа могут возникнуть высокие температуры. Это может произойти, когда кислород под высоким давлением выпускается по пути с "глухим" концом или в трубку, быстро сжимая остаточный кислород, который находился в трубе перед ним. Создаваемые повышенные температуры могут привести к воспламенению загрязняющих веществ или повышению температуры компонентов системы выше их температуры воспламенения. Опасность, возникающая в результате адиабатического сжатия, возрастает с увеличением давления в системе.
C.2.6.2 Формула для теоретической максимальной температуры, которая может быть получена при быстром повышении давления газа без отвода тепла от одного давления и температуры до более высокого давления, выглядит следующим образом:

C.2.6.3 В таблице C.1 приведена теоретическая температура, достигаемая при адиабатическом сжатии кислорода от 60°C и одной стандартной атмосферы до указанных давлений.
C.2.7 Трение
Трение двух поверхностей друг о друга может привести к выделению тепла и образованию твердых частиц. Такой нагрев может привести к повышению температуры компонента системы выше его температуры воспламенения. Опасности, связанные с трением, обычно возрастают с увеличением нагрузки, коэффициента трения и относительной скорости скольжения.
C.2.8 Резонанс
Колебания в резонансных полостях могут привести к высоким температурам в определенных точках системы. Температура повышается быстрее и достигает более высоких значений там, где присутствуют частицы или где наблюдаются высокие скорости газа. Резонансные явления в кислородсодержащих системах задокументированы, но существует несколько критериев проектирования.
Таблица C.1 - Теоретическая конечная температура при адиабатическом сжатии
Давление, кПа | Конечная температура , °C |
100 | 131 |
200 | 181 |
300 | 220 |
400 | 252 |
500 | 280 |
600 | 305 |
700 | 328 |
800 | 348 |
900 | 367 |
1000 | 385 |
1400 | 446 |
2000 | 519 |
2500 | 568 |
5000 | 747 |
7500 | 870 |
10000 | 967 |
12500 | 1048 |
15000 | 1118 |
17500 | 1180 |
20000 | 1237 |
22500 | 1288 |
25000 | 1335 |
27500 | 1380 |
30000 | 1421 |
Теоретические температуры, указанные в таблице, намного выше, чем температура самовоспламенения всех неметаллических материалов, используемых для работы с кислородом высокого и сверхвысокого давления. Это указывает на то, что успешная работа зависит от многих других факторов. Начальная температура: 60 °C. | |
C.2.9 Статическое электричество
Электрический разряд от статического электричества, возможно, генерируемый высокой скоростью газа при определенных условиях, может произойти, особенно при наличии твердых частиц. Примером может служить образование электрической дуги между компонентами системы, которые электрически изолированы друг от друга.
C.3 Принципы
C.3.1 Предотвращение излишне повышенных температур
Системы должны располагаться на безопасном расстоянии от источников тепла или излучения.
При необходимости следует предусмотреть контрольное оборудование и устройства автоматического отключения, например, на нагревателях, подшипниках и компрессорных головках.
Конструкция должна учитывать эффективное рассеивание тепла.
C.3.2 Предотвращение излишне повышенных давлений
Давление следует снижать вблизи точки подачи, а не вблизи точки использования, чтобы промежуточное оборудование находилось под минимальным давлением.
C.3.3 Конструкция для обеспечения чистоты системы
Система должна быть спроектирована таким образом, чтобы ее можно было разобрать на компоненты, которые можно было бы легко чистить и поддерживать в чистом состоянии.
Следует избегать наличия ненужных "глухих" концов и складок, которые могут накапливать мусор.
Фильтры следует использовать для ограничения попадания частиц и улавливания частиц, образующихся в процессе эксплуатации.
Фильтры следует устанавливать в точках поступления кислорода в систему, в местах, где вероятно образование частиц, и в критических точках, где присутствие частиц создает наибольший риск, например, на входной стороне компрессоров или регуляторов давления.
Фильтры не должны быть хрупкими. Если возможна полная закупорка, фильтр должен быть способен выдерживать полный перепад давления, которому он может подвергаться.
Профилактическое обслуживание фильтров должно проводиться достаточно часто, чтобы ограничить опасность, связанную с частицами, собирающимися на фильтрующем элементе.
Профилактическое обслуживание фильтров должно быть простым в выполнении. Должны быть предусмотрены средства для индикации чрезмерного перепада давления на фильтре. Если система не может быть отключена, следует установить дублирующие фильтры для облегчения технического обслуживания.
Фильтры должны быть изготовлены из огнестойкого материала (см. приложение D).
C.3.4 Уменьшение последствий столкновения частиц
Скорости газа должны быть ограничены, чтобы уменьшить кинетическую энергию частиц.
Там, где скорости не могут быть сведены к минимуму, например в клапанах регулирования скорости потока, следует использовать материалы с высокой огнестойкостью.
В местах удара частиц следует использовать материалы с высокой огнестойкостью, например, там, где поток газа поступает в Т-образное соединение из бокового отверстия.
Потоки газа не должны попадать на неметаллические компоненты, такие как седла или уплотнения.
Потенциальные ударные поверхности должны быть спроектированы с небольшими входными углами, чтобы кинетическая энергия, поглощаемая ударной поверхностью, распределялась по большей площади.
C.3.5 Уменьшение теплоты сжатия
Следует избегать быстрого повышения давления.
Следует избегать быстрооткрывающихся клапанов, таких как стандартные шаровые краны.
Если используются быстрооткрывающиеся клапаны, на них следует установить небольшие перепускные клапаны, чтобы обеспечить выравнивание давления перед их открытием.
Для ограничения скорости повышения давления следует установить ограничители линии, такие как диафрагменные пластины.
Газ не следует сжимать компонентами, которые могут быть легко воспламенены.
Дистанционные элементы следует использовать для изоляции компонентов, которые могут быть легко воспламенены, от мест, где могут возникнуть высокие температуры.
C.3.6 Предотвращение трения и истирания
Использование трущихся компонентов должно быть ограничено, чтобы уменьшить истирание, выделение тепла и образование частиц.
Там, где трения избежать невозможно, следует использовать материалы с высокой огнестойкостью и/или материалы с низким коэффициентом трения и/или высокой стойкостью к истиранию.
C.3.7 Предотвращение коррозии
Не следует использовать соединения между разнородными металлами.
C.3.8 Предотвращение резонанса
Если может возникнуть значительный резонанс, следует предусмотреть средства для уменьшения его воздействия.
C.3.9 Использование проверенных компонентов
Следует использовать компоненты, которые имеют безаварийную историю эксплуатации при работе с кислородом в аналогичных условиях эксплуатации.
Компоненты или системы должны быть предварительно испытаны в контролируемых ситуациях.
C.3.10 Сокращение доступного топлива и/или кислорода
Масса неметаллических компонентов должна быть как можно меньше, и эти компоненты должны быть хорошо экранированы.
Внутренний объем системы должен быть сведен к минимуму.
C.3.11 Решения во время конструирования
Следует избегать или удалять острые края и заусенцы, поскольку они воспламеняются легче, чем более гладкие базовые материалы.
Не следует использовать компоненты с тонкими стенками, так как они могут легко воспламениться.
Образование частиц во время изготовления и сборки должно быть сведено к минимуму.
Следует избегать "глухих" концов.
Образование электрической дуги должно быть сведено к минимуму.
Если в частном стандарте не указано иное, окончательную продувку для удаления частиц и испытания систем следует проводить с помощью инертного газа в качестве средства для обработки поверхностей, проверки механической целостности и проверки системы на наличие утечек.
Приложение D
(справочное)
Подбор материалов
D.1 Общие положения
Целью настоящего приложения является предоставление квалифицированному техническому специалисту информации для использования при выборе материалов для работы с кислородом, чтобы свести к минимуму вероятности возгорания и/или распространения пожара. Настоящее приложение не предназначено для использования в качестве спецификации по утверждению материалов, предназначенных для работы с кислородом.
При выборе материалов следует учитывать испытания материалов и конфигурации, характерные для конкретного применения. Также следует учитывать способность материала проходить определенные процедуры очистки без повреждений.
Выбор материала для использования в кислородной или обогащенной кислородом среде - это прежде всего вопрос понимания обстоятельств, которые заставляют кислород вступать в реакцию с материалом. Большинство материалов, контактирующих с кислородом, не воспламеняется без источника энергии воспламенения. Когда скорость ввода энергии, преобразованная в тепло, превышает скорость рассеивания тепла, и повышение температуры продолжается в течение достаточного времени, может произойти воспламенение и сгорание. Минимальная температура воспламенения материала и источники энергии, которые приведут к повышению температуры материала, должны рассматриваться в контексте всей конструкции системы, чтобы конкретные факторы, перечисленные ниже, приобрели надлежащее относительное значение. Подводя итог, можно сказать, что это зависит от применения.
D.2 Различия в кислородной совместимости металлов и неметаллов, отличных от керамики
Существует несколько фундаментальных различий между совместимостью металлов и неметаллов с кислородом в результате различий в их характеристиках воспламеняемости. Эти различия в характеристиках воспламеняемости приведены в таблице D.1.
Таблица D.1 - Сравнение характеристик воспламеняемости металлов и неметаллов
Характеристика | Металл | Неметалл |
Продукты сгорания | Расплавленный оксид металла | Горячие газы |
Температура самовоспламенения | от 900°C до 2000°C | От 150°C до 500°C |
Теплопроводность | Высокая | Низкая |
Температура пламени | Высокая | Низкая |
Тепловыделение | Высокое из-за большей массы изделия | Низкое |
Поверхностные оксиды | Могут быть защитными | Не сформировавшиеся |
Как правило, металлы труднее воспламенить, чем неметаллы. Они имеют температуру самовоспламенения в диапазоне от 900°C до 2000°C. Для сравнения, большинство горючих неметаллов имеют температуру самовоспламенения в диапазоне от 150°C до 500°C.
Металлы обладают высокой теплопроводностью, которая помогает рассеивать локальное тепло, так что они не воспламеняются. При аналогичном локальном подводе тепла низкая теплопроводность неметалла может позволить локальной температуре подняться выше температуры самовоспламенения, так что материал воспламенится.
На многих металлах также образуются защитные оксидные покрытия, которые препятствуют воспламенению и его распространению.
Горение металла может быть очень разрушительным. Температура пламени для металлов намного выше, чем для большинства неметаллов. Высокая плотность большинства металлов обеспечивает потенциал для большего тепловыделения от компонентов сопоставимого размера.
Многие оксиды металлов не существуют в виде паров оксидов, поскольку они в значительной степени диссоциируют при испарении.
При сжигании металлов образуются в основном жидкие оксиды металлов с высокой теплоемкостью в зоне пламени при температуре кипения оксида. Там может быть очень мало газообразного оксида металла. Для сравнения, при сжигании неметаллов образуются газообразные продукты сгорания, которые имеют тенденцию рассеивать выделяющееся тепло.
Контакт со смесью жидкого металла и оксида при высокой температуре приводит к большой теплопередаче по сравнению с возможной при контакте с горячими газообразными продуктами сгорания неметаллов с низкой теплоемкостью.
Наконец, поскольку большинство неметаллов выделяет большие объемы газообразных инертных продуктов сгорания, в пламени происходит значительное разбавление кислорода. Это препятствует горению и в застойной системе может даже потушить пожар. Для многих металлов при сгорании образуется расплавленный оксид незначительного объема, конденсирующийся во фронте пламени; следовательно, разбавление кислорода намного меньше.
D.3 Факторы, влияющие на выбор материалов
Выбор материала для использования в кислородной или обогащенной кислородом среде - это прежде всего вопрос понимания обстоятельств, которые заставляют кислород вступать в реакцию с материалом. Большинство материалов, контактирующих с кислородом, не воспламеняются без источника энергии воспламенения. Когда потребляемая энергия превышает пороговое значение, зависящее от конфигурации, может произойти воспламенение и сгорание. Таким образом, необходимо учитывать свойства воспламеняемости материалов и источники энергии воспламенения внутри системы. Их следует рассматривать в контексте всей конструкции системы, чтобы конкретные факторы, перечисленные здесь, приобрели надлежащую относительную значимость. Подводя итог, можно сказать, что это зависит от применения.
В дополнение к факторам, влияющим на конструкцию кислородсодержащей системы, как описано в C.2, при выборе материалов следует учитывать и другие факторы. Такие факторы, характерные для металлов и неметаллов, описаны в D.4 и D.5.
В некоторых обстоятельствах может не быть свободы выбора между металлическими и неметаллическими материалами. Например, конструкция уплотнения для работы под высоким давлением требует использования неметаллических материалов.
D.4 Выбор металлических материалов
D.4.1 Факторы, влияющие на выбор металлов
D.4.1.1 Простота воспламенения
Хотя металлы, как правило, труднее воспламенить, чем неметаллы, потенциальные конструкционные материалы обладают широким спектром свойств воспламенения, и некоторые металлы труднее воспламенить, чем другие. Основными признанными источниками воспламенения металла являются:
a) загрязнение, при котором сам загрязнитель может воспламениться в результате механического воздействия, адиабатического сжатия, искр или резонанса, а затем воспламенение передается металлу;
b) столкновение частицы, при котором частица может воспламениться и передать воспламенение металлу;
c) трение, возникающее в результате механического разрушения, кавитации или трения;
d) объемный нагрев до температуры воспламенения.
D.4.1.2 Температура плавления
Большинство металлов должны быть расплавлены, чтобы гореть. Отсюда следует, что чем выше температура плавления, тем ниже вероятность воспламенения. Однако температура плавления металлов (см. таблицу D.2) напрямую не коррелирует с ранжированием, приведенным для совместимости металлов и сплавов с кислородом, с использованием данных испытаний на столкновение частиц, воспламенение при трении, ускоренное воспламенение и кислородный индекс (см. таблицу D.3).
Однако следует отметить, что иногда в конструкции изделия может отсутствовать свобода выбора между металлическими и неметаллическими материалами в определенных функциях (например, конструкция уплотнения для работы под высоким давлением требует использования неметаллических материалов).
Таблица D.2 - Температура плавления, теплота сгорания и теплопроводность типичных металлов
Металл | Температура плавления, °C | Теплота сгорания, Дж/г | Теплопроводность Вт/(м·К) |
Алюминий | 660 | 31000 | 209 |
Латунь 20/40 | 900 | 3500 | 79 |
Бронза 10/2 | 1020 | 2700 | 46 |
Углеродистая сталь | 1500 | 7400 | 52 |
Чугун | 1150 | 7400 | 58 |
Хром | 1890 | 10900 | |
Медь | 1083 | 2500 | 407 |
Никель | 1453 | 4100 | 58 |
Серебро | 960 | 150 | 418 |
Нержавеющая сталь 18/8 AISI 304 | 1400 | 7700 | 15 |
Данные отсутствуют. | |||
Таблица D.3 - Ранговый порядок стойкости к воспламенению металлов и сплавов
Воздействие частиц (ASTM/NASA) | Трение/ растирание (ASTM/NASA) | Ускоренное воспламенение (ASTM/NASA) | Ускоренное зажигание (UCC Linde) | Кислородный индекс (Zabranski) |
Nickel (Никель) | Nickel (Никель) | Nickel 200 (Никель 200) | Monel 400 (Монель 400) | |
Monel 400 (Монель 400) | ||||
Inconel 600 (Инконель 600) | ||||
Nichrome V (Нихром V) | ||||
Monel 400 (Монель 400) | ||||
Copper (Медь) | Monel K500 (Монель K500) | |||
Naval brass (Морская латунь) | ||||
Monel 400 (Монель 400) | Copper (Медь) | Copper (Медь) | ||
Tin bronze (Оловянная бронза) | 90-10 Cu/Ni | |||
Tin bronze (Оловянная бронза) | Tin bronze (Оловянная бронза) | 70-30 Cu/Ni | ||
Yellow brass (Желтая латунь) | Free cutting brass (Латунь со свободной резкой) | Yellow brass (Желтая латунь) | ||
2% Be/Cu | ||||
Nodular cast iron (Чугун с шаровидным графитом) | Yellow brass (Желтая латунь) | INCO 141 Filler | ||
Inconel X-750 (Инконель Х-750) | ||||
Red brass (Красная латунь) | Admir brass | |||
13-4 St steel (Нержавеющая сталь 13-4) | Tin bronze G (Оловянная бронза G) | |||
Tin bronze GM (Оловянная бронза GM) | ||||
Inconel 600 (Инконель 600) | Inconel 600 (Инконель 600) | Inconel 600 (Инконель 600) | Inconel 600 (Инконель 600) | |
Monel K500 (Монель K500) | Berylco 440 | |||
Monel 400 (Монель 400) | Tin bronze NM (Оловянная бронза NM) | |||
Silicon brass (Кремнистая латунь) | ||||
WC coating (Износостойкое покрытие) | Hastelloy C276 (Хастеллой C276) | |||
Grey cast iron (Серый чугун) | Stellite 6B (Стеллит 6B) | |||
Leaded tin bronze (Оловянно- свинцовая бронза) | Stellite 6B (Стеллит 6B) | MP 35N | Stellite 6 (Стеллит 6) | |
7% Al bronze (7% алюминиевая бронза) | AISI 4140 steel (Сталь AISI 4140) | Inconel 625 (Инконель 625) | ||
Inconel 625 (Инконель625) | Inconel 625 (Инконель 625) | Hastelloy C-22 (Хастеллой C-22) | ||
Waspaloy (Васпалой) | Haynes 25 (Хайнс 25) | |||
Hastelloy X (Хастеллой X) | 440С St steel (Нержавеющая сталь 440C) | Inconel 625 (Инконель 625) | ||
17-4 PH steel (Сталь 17-4 PH) | Incoloy 825 (Инколой 825) | Incoloy 800 (Инколой 800) | ||
Incoloy 65 (Инколой 65) | ||||
14-5 PH steel (Сталь 14-5 PH) | Incoloy 800 (Инколой 800) | Inconel 718 (Инконель 718) | ||
Inconel 718 (Инконель 718) | Yellow brass (Желтая латунь) | Hastelloy X (Хастеллой X) | ||
Nodular cast iron (Чугун с шаровидным графитом) | Hastelloy G3 (Хастеллой G3) | |||
Incoloy 800 (Инколой 800) | Hastelloy G (Хастеллой G) | |||
Stellite 6B (Стеллит 6B) | Elgiloy (Эльгилой) | |||
Silicon brass (Кремнистая латунь) | ||||
304 St steel (Нержавеющая сталь 304) | Hastelloy G30 (Хастеллой G30) | |||
410 St steel (Нержавеющая сталь 410) | Hastelloy B (Хастеллой B) | |||
Invar 36 (Инвар 36) | Carpenter 20 Cb3 (Карпентер 20 Cb3) | |||
17-4 PH steel (Сталь 17-4 PH) | 410 St steel (Нержавеющая сталь 410) | |||
316 St steel (Нержавеющая сталь 316) | 321 St steel (Нержавеющая сталь 321) | 430 St steel (Нержавеющая сталь 430) | 430 St steel (Нержавеющая сталь 430) | |
304 St steel (Нержавеющая сталь 304) | Nitronic 60 (Нитроник 60) | SAF 2205 steel (Сталь SAF 2205) | ||
316 St steel (Нержавеющая сталь 316) | 316 St steel (Нержавеющая сталь 316) | 304 St steel (Нержавеющая сталь 304) | ||
Nitronic 60 (Нитроник 60) | 7% Al bronze (7% алюминиевая бронза) | 310 St steel (Нержавеющая сталь 310) | 316 St steel (Нержавеющая сталь 316) | |
304 St steel (Нержавеющая сталь 304) | 304 St steel (Нержавеющая сталь 304) | 201 St steel (Нержавеющая сталь 201) | ||
13-4 St steel (Нержавеющая сталь 13-4) | Carbon steel (Углеродистая сталь) | Inconel 718 (Инконель 718) | 17-4 PH steel (Сталь 17-4 PH) | |
14-5 St steel (Нержавеющая сталь 14-5) | Nodular cast iron (Чугун с шаровидным графитом) | Invar (Инвар) | Zinc (Цинк) | |
Nitronic 60 (Нитроник 60) | 10% AI bronze (10% алюминиевая бронза) | |||
9% Ni steel (9% никелевая сталь) | Carbon steel (Углеродистая сталь) | 9% Ni steel (9% никелевая сталь) | ||
C355 AI alloy (Алюминиевый сплав C355) | Ni-AI bronze (Никель- Алюминиевая бронза) | 1018 Steel (Сталь 1018) | ||
SAE 11 Babbitt (Баббит SAE 11) | 7%AI bronzes (7% алюминиевая бронза) | Al bronzes (Алюминиевая бронза) | ||
6061 Al alloy (Алюминиевый сплав 6061) | 2219 Al alloy (Алюминиевый сплав 2219) | A356 AI alloy (Алюминиевый сплав А356) | ||
6061 Al alloy (Алюминиевый сплав 6061) | T-6A1-4V | 6061 Al alloy (Алюминиевый сплав 6061) | 1100 Aluminium (Аллюминий 1100) | 6061 Al alloy (Алюминиевый сплав 6061) |
Примечание 1 - Материалы перечислены в порядке уменьшения стойкости к воспламенению. Примечание 2 - Из ASTM STP1197 - 1993 [41], таблица 2, стр.7. | ||||
D.4.1.3 Теплота сгорания
При сгорании металла выделяется тепло, и количество тепла оказывает прямое влияние на разрушительную природу пожара. В общем масштабе многочисленные металлы и неметаллы выделяют примерно одинаковое количество тепла. Однако из-за гораздо большей массы в большинстве систем сгорание металлов может привести к выделению основного количества тепла при пожаре. Значения теплоты сгорания для различных металлов и сплавов приведены в таблице D.2. В целом, чем ниже теплота сгорания, тем выше совместимость металла с кислородом.
D.4.1.4 Теплопроводность
Теплопроводность металлов сильно различается, но, как правило, является более высокой, чем теплопроводность неметаллов. Рассеивание тепла за счет теплопроводности через металлические компоненты узла может быть важным средством охлаждения. Локальное рассеивание тепла для охлаждения неметаллических компонентов требует, чтобы эти компоненты находились в тесном контакте с металлическими компонентами с более высокой теплопроводностью. Значения теплопроводности различных металлов приведены в таблице D.2.
D.4.1.5 Коэффициент горючести при температуре плавления
Таблица D.4 - Рассчитанные коэффициенты горючести при температуре плавления
Материал | Коэффициент горючести при температуре плавления |
Silver (Серебро) | 0,40 |
Copper (Медь) | 2,00 |
90:10 copper-nickel (90:10 медь-никель) | 2,39 |
CDA 938 tin bronze (Оловянная бронза CDA 938) | 2,83 |
CDA 314 leaded commercial bronze (Свинцовая коммерческая бронза CDA 314) | 2,57 |
Monel 400 (Монель 400) | 3,02 |
Cobalt (Кобальт) | 3,50 |
Monel K 500 (Монель К 500) | 3,64 |
Nickel (Никель) | 3,70 |
CDA 828 beryllium copper (Бериллиевая бронза CDA 828) | 4,49 |
AISI 4140 low-alloy steel (Низколегированная сталь AISI 4140) | 5,10 |
Ductile iron (Ковкий чугун) | 5,10 |
Cast iron (Чугун) | 5,10 |
AISI 1025 carbon steel (Углеродистая сталь AISI 1025) | 5,10 |
Iron (Железо) | 5,10 |
17-4 PH | 5,32 |
410 SS | 5,39 |
CA 15 St steel (Нержавеющая сталь CA 15) | 5,39 |
Titanium (Титан) | 13,10 |
Lead (Свинец) | 18,60 |
Zinc (Цинк) | 19,30 |
Lead babbit (Свинцовый баббит) | 20,60 |
Magnesium (Магний) | 22,40 |
Aluminium (Алюминий) | 29,00 |
Tin babbit (Оловянный баббит) | 42,60 |
Tin (Олово) | 44,80 |
Примечание - Таблица X1.5 из ASTM G94-05-1990 [22]. | |
D.4.1.6 Температура самовоспламенения
Как правило, температуры самовоспламенения металлов намного выше, чем у неметаллов. Типичные значения температур самовоспламенения металлов находятся в диапазоне от 900°C до 2000°C
Низкая температура самовоспламенения любого материала напрямую связана с низкой совместимостью с кислородом. Однако на эту взаимосвязь влияет образование защитных оксидных покрытий на поверхности металлов. Для некоторых металлов температура самовоспламенения увеличивается с увеличением давления кислорода, но для большинства металлов температура самовоспламенения либо постоянна, либо уменьшается с увеличением давления кислорода.
Механизмы воспламенения, которые повреждают защитное оксидное покрытие, такие как трение, истирание или химическая реакция, могут привести к воспламенению металла при температурах ниже ожидаемых.
D.4.1.7 Цепи воспламенения
Цепь воспламенения может возникнуть, когда воспламеняется легко воспламеняющийся материал, такой как загрязнитель, например, при адиабатическом сжатии. Это может высвободить достаточно тепла, чтобы воспламенить небольшой неметаллический компонент, такой как седло клапана, который, в свою очередь, может воспламенить более крупный неметаллический компонент, такой как втулка, что в конечном итоге приведет к выделению достаточного количества тепла для воспламенения металлического корпуса клапана. Как только воспламеняется металлический компонент, возникает опасность катастрофического выхода из строя и гибели людей.
D.4.1.8 Испытания на совместимость с кислородом
Были предложены конкретные методы испытаний для оценки кислородной совместимости выбранной группы металлов и сплавов. Были исследованы три метода, каждый из которых связан с известными механизмами воспламенения, а именно столкновение частиц, трение/скольжение и стимулированное воспламенение. За некоторыми исключениями эти методы испытаний дали аналогичный рейтинг совместимости испытуемых металлов с кислородом. Воспроизводимость результатов и стоимость испытания различаются в зависимости от этих методов, и по этим причинам испытание на воспламенение, проводимое в настоящее время, является стандартным испытанием. Однако существует множество возможных вариантов в процедуре испытания, таких как давление кислорода, размеры испытуемого образца, а также масса и идентификация стимулятора (т.е. легковоспламеняющегося материала).
Многие металлы и сплавы, представляющие общепромышленный интерес, в настоящее время были испытаны на совместимость с кислородом методом стимулированного воспламенения, и ранжированный перечень приведен в таблице D.3. Чем выше позиция в перечне, тем выше устойчивость к стимулированному воспламенению. Поскольку этот механизм воспламенения, вероятно, более применим к медицинским изделиям, чем столкновение частиц или трение/скольжение, металлы, используемые для кислородных систем высокого давления в медицинских изделиях, должны быть как можно выше в представленном перечне.
D.4.2 Способ выбора металла
D.4.2.1 Выбор
Чтобы выбрать материал, должно быть сначала рассмотрено применение, чтобы определить вероятность того, что выбранный материал будет подвергаться значительным явлениям воспламенения в процессе эксплуатации. Восприимчивость материала к воспламенению и его разрушительный потенциал или способность поражать другие материалы после воспламенения следует учитывать вместе с потенциальным воздействием воспламенения на окружающую среду системы. Наконец, требования применения и уровень функциональных характеристик, ожидаемых от материала, должны быть сопоставлены в контексте необходимости предотвращения воспламенения. Примеры соответствующих параметров приведены в таблицах D.2, D.3 и D.4.
D.4.2.2 Принципы
Следует использовать наименее реакционноспособный доступный материал, соответствующий разумной инженерной и экономической практике. При прочих равных условиях наибольшее внимание следует уделять свойствам, наиболее важным для применения. Кислородный индекс должен быть максимальным. Теплота сгорания, скорость распространения, температура пламени и коэффициент горючести при температуре плавления должны быть сведены к минимуму. Если один или несколько потенциальных механизмов воспламенения имеют относительно высокую вероятность возникновения, следует использовать материал с высокой устойчивостью к этим механизмам воспламенения (см. таблицу D.3).
Металлы с большей огнестойкостью следует выбирать всякий раз, когда система содержит большое количество неметаллов, когда используются менее оптимальные неметаллы или когда невозможно гарантировать постоянную тщательную чистоту. Чем выше максимальное рабочее давление, тем более критичным является сопротивление металла воспламенению и его распространению.
Для вращающихся механизмов предпочтительны металлы с самыми высокими значениями PV (произведение давления и линейной скорости) при воспламенении, которые соответствуют практическим функциональным возможностям.
Материалы с высокими показателями содержания кислорода предпочтительнее материалов с низкими показателями содержания кислорода. Когда металл используется с концентрацией кислорода ниже его кислородного индекса, зависящего от давления, можно использовать большую свободу с другими параметрами. Использование материалов с промежуточным кислородным индексом является предметом суждения, включающего рассмотрение всех существенных факторов в конкретном применении.
Опыт работы с данным металлом при аналогичном или более серьезном применении или с аналогичным материалом при том же применении часто служит надежной основой для выбора материала. Однако при экстраполяции условий следует проявлять осмотрительность. Сходство может быть выведено из сравнения данных испытаний, коэффициентов горючести или использования периодической таблицы элементов. Поскольку свойства воспламеняемости металлов могут быть очень чувствительны к малым долям составляющих, может потребоваться испытание каждого сплава или даже каждой партии, особенно там, где легковоспламеняющиеся элементы являются второстепенными компонентами.
Операционные факторы также могут иметь важное значение. Нельзя предполагать, что успешное использование материала в промышленной среде перенесется в среду здравоохранения.
D.5 Выбор неметаллических материалов (пластмассы, эластомеры, смазочные материалы и резьбовые соединения)
D.5.1 Факторы, влияющие на выбор неметаллов
D.5.1.1 Общие положения
При выборе материала для конкретного применения при работе с кислородом одним из наиболее важных факторов является его температура самовоспламенения. Другими факторами, которые повлияют на его воспламенение, являются относительное сопротивление удару, геометрия, конфигурация, удельная теплоемкость, относительная пористость, теплопроводность, предварительное окисление или пассивирование и "эффект теплоотвода". Последнее представляет собой передачу тепла от материала к массе, находящейся в тесном контакте с ним, в отношении как размера, так и физического расположения каждого компонента, а также их соответствующих физических свойств. Например, прокладочный материал может иметь относительно низкую температуру воспламенения, но быть чрезвычайно устойчивым к воспламенению, когда он находится между двумя металлическими фланцами.
D.5.1.2 Температура самовоспламенения
Температуры самовоспламенения некоторых неметаллов при определенных условиях испытаний приведены в таблицах D.5 и D.6. Значения, полученные для температур самовоспламенения, в некоторой степени зависят от процедуры испытания. Метод испытания для определения температуры самовоспламенения неметаллических материалов в газообразном кислороде под давлением приведен в ИСО 11114-3 [9]. В настоящее время изучаются различия между результатами, полученными различными испытательными лабораториями. Однако ранжирование неметаллов, полученное в разных лабораториях, по существу одинаково. Для большинства неметаллов температура самовоспламенения снижается с увеличением давления кислорода до давления около 4000 кПа, а затем становится приблизительно постоянной. Испытательное давление должно превышать максимальное рабочее давление.
Температуры самовоспламенения большинства неметаллических материалов намного ниже теоретических температур, которые могут быть достигнуты при адиабатическом сжатии в кислородных системах высокого давления. Кроме того, опыт показывает, что некоторые материалы с низкими температурами самовоспламенения (например, полиамиды) могут работать почти также хорошо, как материалы с более высоким рангом в некоторых областях применения. По этой причине такие устройства, как регуляторы давления, должны быть подвергнуты действию адиабатической ударной волны, а затем проверены, чтобы можно было удостовериться, что не произошло воспламенения мелких неметаллических компонентов.
D.5.1.3 Теплота сгорания
Следует оценить свойства и условия, которые могут повлиять на потенциальный ущерб в результате возгорания. Особое значение имеет общий потенциал тепловыделения, теплота сгорания материала (см. таблицу D.5), умноженная на его массу. Поэтому масса отдельных компонентов с высокой теплотой сгорания должна быть как можно ниже.
D.5.1.4 Кислородный индекс
Кислородный индекс - это показатель способности материала поддерживать горение. Следует использовать материалы с высокими значениями кислородного индекса.
D.5.1.5 Внутренний изгиб
Непрерывное и быстрое изгибание материала может привести к выделению тепла. Такой нагрев может увеличить риск возгорания. Примером может служить прокладка, выступающая в поток газа.
Таблица D.5 - Температура самовоспламенения, кислородный индекс и теплота сгорания типичных групп полимеров
Полимерная группа | Температура самовоспламенения, °C | Кислородный индекс | Теплота сгорания, Дж/г |
Акрилонитрилбутадиенстирол (АБС) | 204 | 18,8-39 | 35500 |
Хлоропреновый каучук (Неопрен) | 175-190 | 26,3 | 12500 |
Этилен-пропилен-диеновый мономер (ЭПДМ) | 200-210 | 21,9 | 39500 |
Бутадиен-нитрильный каучук (БНК) | 290-310 | 18 | 22500 35500 |
Полиацеталь | 200-210 | 14,2 | |
Полиамид | 200-220 | 21-30,1 | 33000 |
Поликарбонат | 300-315 | 22,5-44 | |
Полихлортрифторэтилен (ПХТФЭ) | 410-425 | 95 | 9500 |
Полиметилметакрилат | 430 | 16,7-21,5 | 25000 |
Полипропилен | 150-160 | 17,4-29,2 | 46000 |
Политетрафторэтилен (ПТФЭ) | 460-490 | 95 | 7000 |
Поливинилиденфторид | 250-330 | 43,7-57 | 15000 |
Силиконовая резина | 300-320 | 25,8-39,2 | 16500 |
Винилиденфторид с гексафторпропиленом | 323 | 56-100 | 14000 |
Полиэфирэфиркетон (ПЭЭК) | 300-350 | ||
Полиэтилен (ПЭ) | 180-200 | 17,5 | |
Примечание - Если значения указаны в виде диапазонов, точное значение должно быть определено для конкретного полимера. Испытательное давление 12000 кПа. Данные отсутствуют. Испытательное давление 6800 кПа. | |||
Таблица D.6 -Температура самовоспламенения типичных смазочных материалов и резьбовых соединений
Смазка или состав для резьбы | Температура , °C |
Коллоидно-графитовый порошок | 350-360 |
Эпоксидно-цементная смесь | 210-230 |
Фторуглеродное масло | 380-400 |
Фторуглеродная смазка | 380-420 |
Графитовая смазка | 170-180 |
Перфторалкилполиэфирное масло | 230-360 |
Дисульфид молибдена сухой | 400-500 |
Перфторалкилполиэфирная смазка | 400-500 |
Лента для труб ПТФЭ | 420-427 |
Герметик из полиэфирной нити | 140-150 |
Силиконовая смазка | 190-215 |
Испытательное давление 12000 кПа. | |
D.5.1.6 Токсичность продуктов сгорания
Одним из известных рисков при использовании медицинских изделий с кислородом высокого и сверхвысокого давления является то, что их неметаллические компоненты могут воспламениться в результате локального нагрева, вызванного адиабатическим сжатием. Поэтому разработчики, как правило, выбирают материалы с максимально возможными температурами самовоспламенения, чтобы максимизировать устойчивость к воспламенению (например, как измеряется при испытаниях под давлением кислорода изделия в сборе). Полимеры, содержащие фтор и/или хлор, например политетрафторэтилен (ПТФЭ) и полихлортрифторэтилен (ПХТФЭ), как правило, имеют высокие температуры самовоспламенения (см. таблицу D.5).
В медицинских изделиях, используемых с кислородом, также необходимо учитывать токсичность продуктов сгорания.
Сгорание всего или части неметаллического компонента в медицинских изделиях может быть не сразу заметно, и продукты сгорания могут полностью содержаться внутри оборудования. В этом случае эти токсичные продукты могут либо доставляться в виде болюса высокой концентрации, либо адсорбироваться на других материалах, а затем медленно высвобождаться. Газы, образующиеся при сгорании, зависят не только от химического состава полимера, но и от условий горения, в частности температуры, давления и концентрации кислорода.
Рекомендуемая процедура испытания для сжигания неметаллических материалов приведена в приложении E. Эта процедура предназначена для моделирования условий горения в кислородном контуре высокого давления. Также рекомендуется использовать метод количественного анализа продуктов сгорания (см. приложение E). Валидированных данных, полученных в результате процедуры испытания, указанной в приложении E, как известно, нет.
D.5.1.7 Теплопроводность
Теплопроводность неметаллов обычно намного ниже, чем у металлов. Отвод тепла от неметаллических компонентов может быть облегчен за счет тесного контакта с металлическими компонентами и ограничения массы неметаллических компонентов.
D.5.1.8 Деградация
Неметаллы, контактирующие с газами, особенно с кислородом, могут претерпевать химические изменения, влияющие на их механические свойства. Графики технического обслуживания должны учитывать такие изменения.
D.5.1.9 Механическое воздействие
При испытании механическим воздействием должно происходить мало реакций.
D.5.1.10 Температура пламени
Предпочтителен материал с низкой температурой пламени.
D.5.1.11 Скорость распространения пламени
Предпочтителен материал с низкой скоростью распространения пламени.
Таблица D.7 - Данные о токсичности для потенциальных продуктов сгорания и/или разложения выбранных неметаллических материалов
Материалы | Потенциальные продукты сгорания | LC50 | TLV | |
мл/м | мл/м | мг/м | ||
Политетрафторэтилен (ПТФЭ) | Дифосген | 2 | ||
Полихлортрифторэтилен (ПХТФЭ) | Фосген | 5 | 0,05 | 0,2 |
Поливинилхлорид (ПВХ) | Дифторид кислорода | 2,6 | 0,05 | 0,1 |
Фтор | 185 | 1 | 2 | |
Хлор | 293 | 1 | 3 | |
Карбонилфторид | 360 | |||
Фтористый водород HF | 966 | 3 | 2,5 | |
Хлористый водород HCI | 3120 | 5 | 7,5 | |
Пентафторид хлора | 122 | |||
Трифторид хлора | 299 | 0,1 | 0,4 | |
Полиамид (ПА) | Оксид азота NO | 115 | 25 | 30 |
Полиуретан (ПУ) | Диоксид азота | 115 | 5 | 9 |
Триоксид азота | 57 | |||
Цианистый водород HCN (Синильная кислота) | 140 | 10 | 10 | |
Цианоген | 350 | 10 | ||
Полиэтилен (ПЭ) | Монооксид углерода СО | 3760 | 50 | 55 |
Полипропиленсульфид (ППС) | Сероводород | 712 | 10 | 15 |
Метилмеркаптан | 1350 | |||
Карбонилсульфид COS | 1700 | |||
Диоксид серы | 2520 | 5 | 13 | |
Полиэфирэфиркетон (ПЭЭК) | Монооксид углерода СО | 3760 | 50 | 55 |
Этилен-пропилен-диеновый | Монооксид углерода СО | 3760 | 50 | 55 |
мономер (ЭПДМ) | Диоксид серы | 2520 | 5 | 13 |
Хлоропреновый каучук (Неопрен) | ||||
Бутадиен-нитрильный каучук (БНК, Buna N) | ||||
Фторуглеродный каучук (FKM, винилиденфторид, гексафторпропилен, Витон, Фторэл) | ||||
Предполагает полное сгорание. Смертельная концентрация в соответствии с ИСО 10298 [4]. Предельно допустимая концентрация. Материалы этой группы содержат углерод, кислород, водород, хлор и фтор. | ||||
Материалы этой группы содержат углерод, кислород, водород и азот. Материалы этой группы содержат углерод, кислород и водород. Обычно превращается в из-за избытка кислорода. Содержит углерод, кислород, водород и серу. Возможность наличия следов серы, в зависимости от производственного процесса. Данные отсутствуют. | ||||
D.5.2 Метод выбора неметаллов
D.5.2.1 Выбор
Чтобы выбрать материал, должно быть сначала рассмотрено применение, чтобы определить вероятность того, что выбранный материал будет подвергаться значительным явлениям воспламенения в процессе эксплуатации. Восприимчивость материала к воспламенению и его разрушительный потенциал или способность поражать другие материалы после воспламенения следует затем учитывать вместе с потенциальным воздействием воспламенения на окружающую среду системы. Наконец, требования применения и уровень функциональных характеристик, ожидаемых от материала, должны быть сопоставлены в контексте необходимости предотвращения воспламенения.
D.5.2.2 Принципы
Следует использовать наименее реакционноспособный доступный материал, соответствующий разумной инженерной и экономической практике. Температура самовоспламенения, кислородный индекс, пределы воспламенения при механическом воздействии и воздействии газа должны быть максимальными. Теплота сгорания, общее тепловыделение и токсичность продуктов сгорания должны быть сведены к минимуму. Некоторые из этих требований могут привести к противоречивым вариантам выбора материала, что приведет к значительному остаточному риску даже после применения передовой практики. Рекомендуется основывать выбор материала на более чем одном методе испытаний. Поскольку свойства и результаты испытаний самого материала могут быть не самыми лучшими показателями функциональных характеристик, испытание изделия в сборе (при наличии процедур испытания) должно быть неотъемлемой частью процесса выбора материала.
Если один или несколько потенциальных механизмов воспламенения имеют относительно высокую вероятность возникновения, следует использовать только материалы, обладающие очень высокой устойчивостью к этим механизмам. Чем выше максимальное рабочее давление, тем более критичным является сопротивление воспламенению. Это может вступить в противоречие с необходимостью сведения к минимуму токсичности продуктов сгорания. Вероятно, будет невозможно разрешить этот конфликт с помощью имеющихся в настоящее время данных и методов испытания.
Предпочтительны низкие теплоты сгорания; теплота сгорания 41000 Дж/г или выше непригодна для всех применений, кроме самых незначительных.
Материалы с высокими показателями содержания кислорода предпочтительнее материалов с низкими показателями содержания кислорода. Использование материалов с промежуточными показателями содержания кислорода является предметом суждения, включающего рассмотрение всех существенных факторов в конкретном применении.
Опыт работы с данным материалом в аналогичном применении или с аналогичным материалом в том же применении часто служит надежной основой для выбора материала. Однако при экстраполяции условий следует проявлять осмотрительность.
Поскольку некоторые материалы варьируются от партии к партии, может потребоваться испытание каждой партии для некоторых применений.
По этим причинам медицинские изделия, используемые в среде, обогащенной кислородом, должны быть сконструированы таким образом, чтобы свести к минимуму использование неметаллических материалов.
Приложение E
(справочное)
Рекомендуемый метод сжигания и количественного анализа продуктов сгорания неметаллических материалов
E.1 Общие положения
В настоящем приложении описан метод сжигания неметаллических материалов при заданных условиях и анализа продуктов сгорания.
E.2 Принцип
Сгорание в чистом кислороде достигается адиабатическим сжатием при 24000 кПа и 60°C. Если природа испытуемого материала неизвестна или известна неточно, важно сначала испытать материал, чтобы определить приблизительное количество энергии, выделяющейся во время испытания на адиабатическое сжатие. Испытание нитью накала дает такую оценку.
E.3 Испытание нитью накала
Испытательная установка показана на рисунке E.1.
Помещают 0,5 г испытуемого материала, разделенного на мелкие частицы, в держатель для образцов и устанавливают его в корпус, через который проходит поток кислорода под давлением при температуре окружающей среды со скоростью 6 л/мин. Помещают вольфрамовую нить накала, которую можно нагреть до трех различных температур (500°C, 900°C и 1200°C), в контакт с материалом.
Изучают характер реакции с материалом в соответствии со следующим порядком убывания реакции:
a) взрыв;
b) сильное горение;
c) горение;
d) затрудненное горение;
e) медленное горение;
f) отсутствие горения.
Записывают тип реакции для каждой температуры.
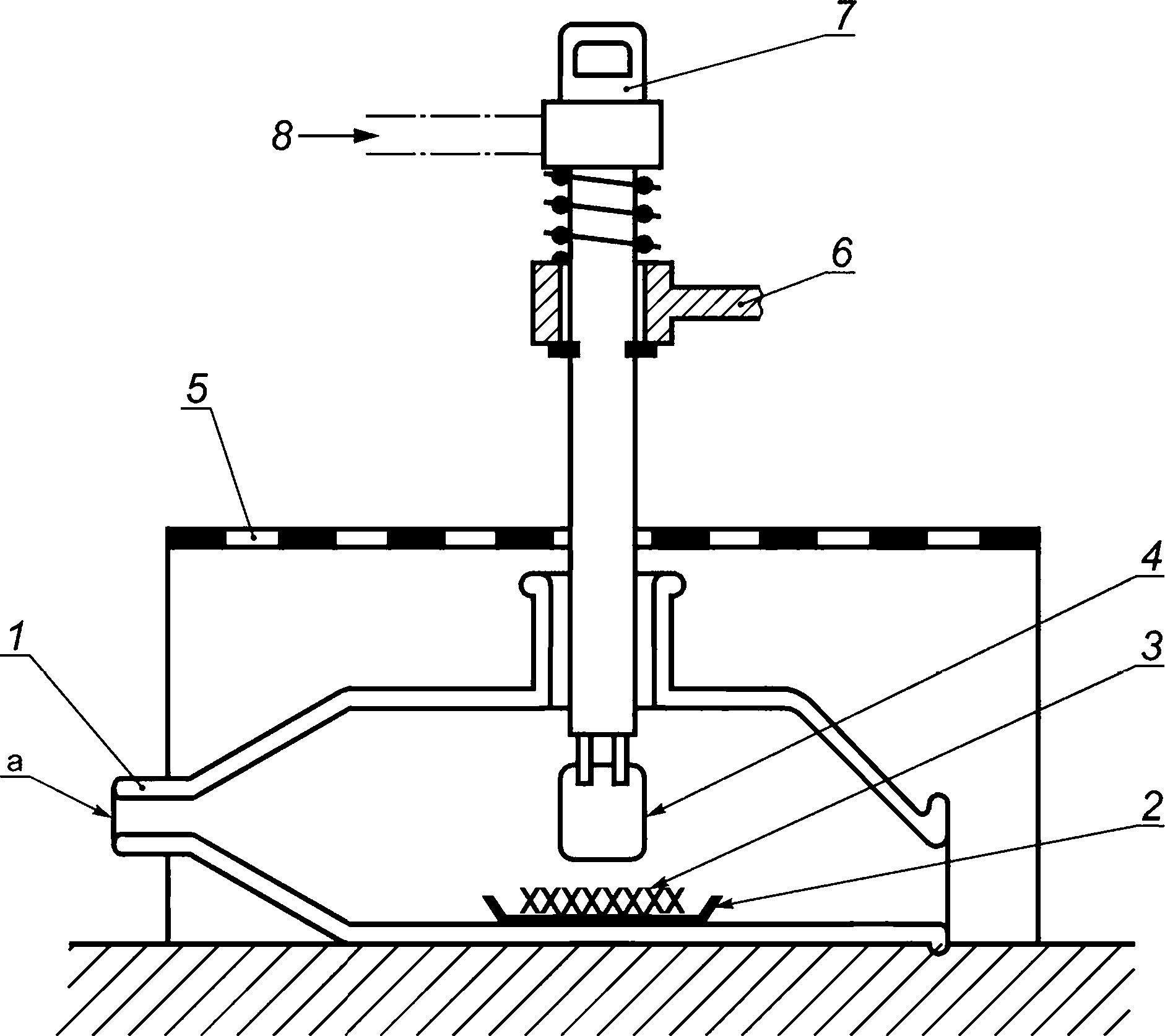 |
Рисунок E.1 - Установка для испытания нитью накала
E.4 Испытание на адиабатическое сжатие
ПРЕДУПРЕЖДЕНИЕ - Испытание материала на адиабатическое сжатие при 24000 кПа и 60°C может привести к выделению значительной энергии, в зависимости от типа испытуемого материала, и, следовательно, существует риск взрыва, пожара или разрушения испытательного оборудования.
E.4.1 Испытательная установка
Испытательная установка показана на рисунке E.2.
Испытательная установка состоит из источника кислорода 1, подключенного через впускной клапан 2 к сосуду, оборудованному устройством предварительного нагрева 3, которое нагревает кислород до 60°C.
Кислород при температуре 60°C вводится в контакт с испытуемым материалом через медную соединительную трубку 7 диаметром 5 мм и длиной 1000 мм, которая открывается и закрывается быстрооткрывающимся клапаном 4.
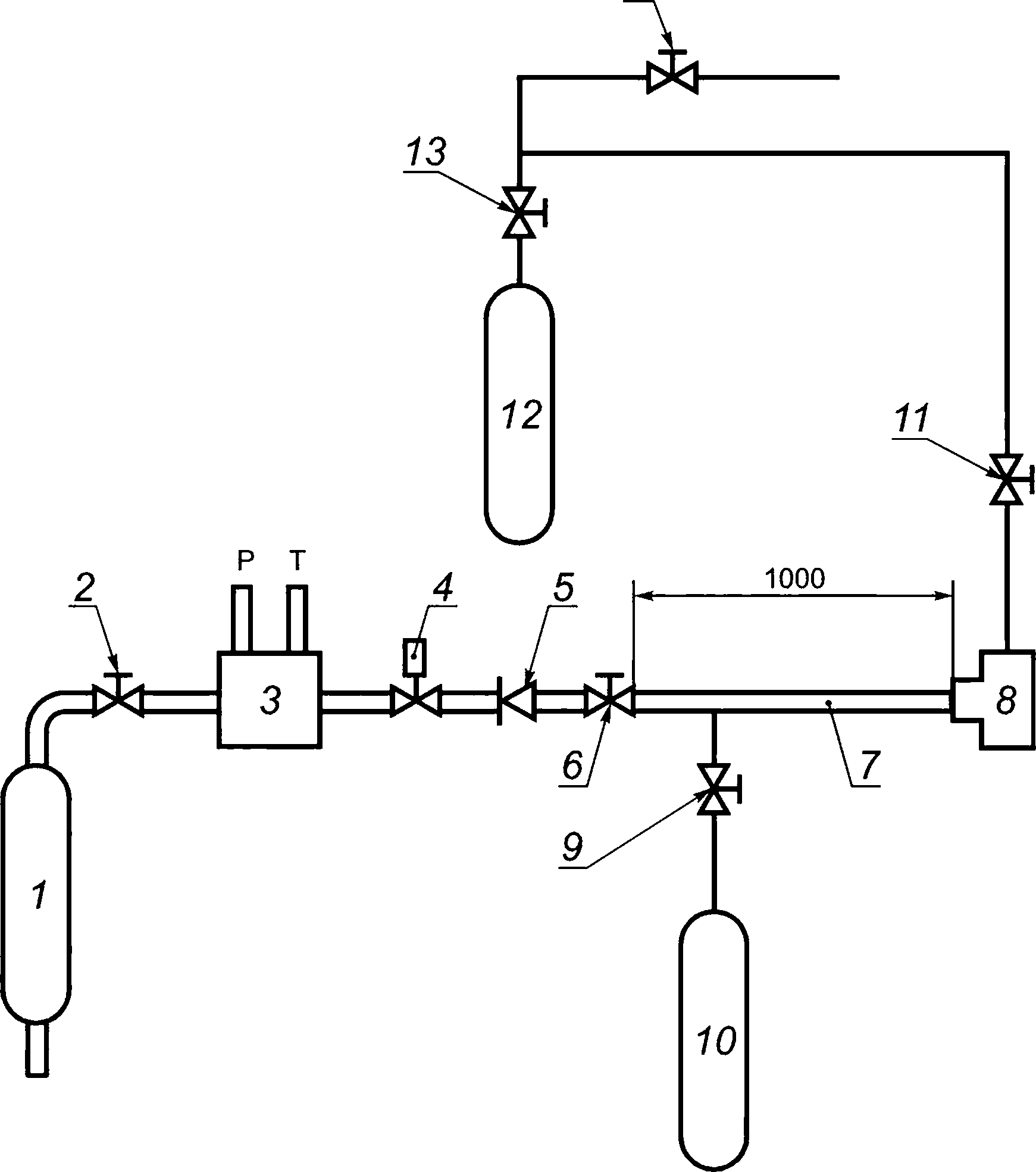 |
1 - подача кислорода; 2 - впускной клапан; 3 - сосуд с устройством предварительного нагрева; 4 - быстрооткрывающийся клапан; 5 - возвратный клапан; 6 - запорный клапан; 7 - соединительная трубка; 8 - держатель образца (см. рисунок E.3); 9 - продувочный клапан; 10 - продувочный цилиндр; 11 - запорный клапан; 12 - цилиндр для отбора проб; 13 - клапан цилиндра; P - датчик давления; Т - термометр
Рисунок E.2 - Испытательная установка для сжигания путем адиабатического сжатия
Возвратный клапан 5 и запорный клапан 6 предусмотрены для изоляции испытуемого образца и выделяющихся продуктов сгорания.
Держатель образца 8 позволяет отбирать твердые или жидкие остатки без риска потери и с минимальным количеством углов или углублений, насколько это возможно, чтобы гарантировать, что адиабатическое сжатие оказывает непосредственное влияние на образец. Сечение типичного держателя образца показано на рисунке E.3.
Продувочный узел 9 и 10 используется для продувки соединительной трубки, держателя образца и линии отбора проб продуктов сгорания кислородом перед началом испытания на адиабатическое сжатие.
Во время адиабатического сжатия держатель образца изолируют ниже по потоку с помощью запорного клапана 11. После адиабатического сжатия этот клапан открывают, чтобы позволить продуктам сгорания поступать в систему отбора проб. Система отбора проб может варьироваться в зависимости от метода анализа.
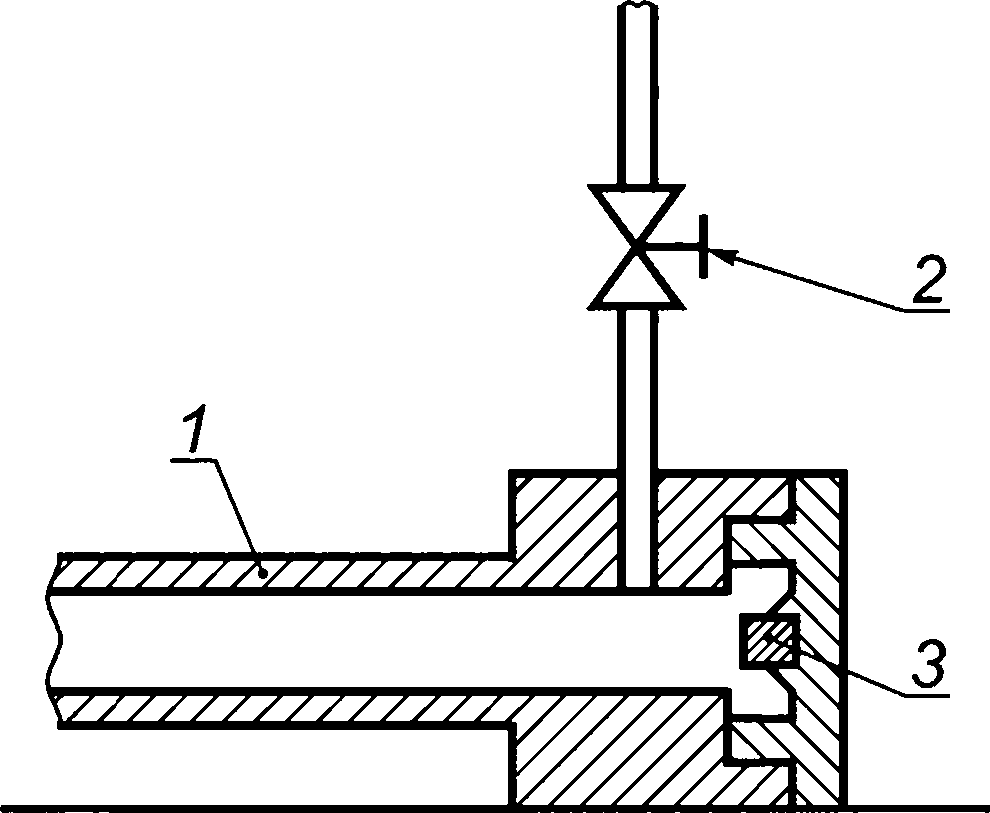 |
1 - соединительная трубка; 2 - запорный клапан; 3 - испытуемый образец
Рисунок E.3 - Сечение типичного держателя образца
E.4.2 Процедура испытания
E.4.2.1 Испытуемый образец
Готовят необходимое количество испытуемых образцов (не менее трех) для достижения приемлемой воспроизводимости результатов анализа продуктов сгорания. Если иное не указано в результатах испытания нитью накала, используют образцы массой (0,5±0,05) г. Если испытание нитью накала показывает, что 0,5 г образца выделяет слишком много энергии, соответственно уменьшают массу образцов. Образцы не разделяют.
Помещают образец, подлежащий испытанию, в держатель образца 8. Распологают пробу так, чтобы она не перекрывала и не препятствовала поступлению продувочных газов в линию отбора проб. Важно убедиться, что любой материал, используемый для уплотнения держателя образца (например, лента из ПТФЭ), не воспламеняется во время адиабатического сжатия.
E.4.2.2 Испытание на горение
Продувают испытательную систему и систему отбора проб кислородом.
Закрывают запорный клапан 11 после держателя образца.
Открывают запорный клапан 11, чтобы заполнить пробоотборный цилиндр 12 и выпускают газообразные продукты сгорания из соединительной трубки и держателя образца 8 в пробоотборный цилиндр 12.
Закрывают запорный клапан 11, чтобы изолировать систему отбора проб.
Разбирают держатель образца 8, промывают его соответствующим растворителем и собирают твердые и жидкие остатки для анализа.
Высушивают держатель образца 8, вставляют второй образец и подсоединяют его к установке.
Снова открывают запорный клапан 6, продувают систему, заменяют пробоотборный цилиндр и повторяют процедуру испытания.
E.4.2.3 Количественный анализ
Необходимо провести количественный анализ продуктов сгорания. ИСО 19701 [52] содержит рекомендации по количественному определению концентрации в отобранном газе.
Вся количественная оценка (баланс массы) должна основываться на массе материала в продукте, который действительно может воспламениться.
Приложение F
(справочное)
Обоснование
Приведенные ниже обоснования соответствуют пунктам и подпунктам настоящего стандарта, отмеченным звездочкой. Таким образом, нумерация не является последовательной.
F.1 Значение 50 кПа основано на практическом опыте, который показывает, что компоненты дыхательных систем не создают опасности пожара при нормальных условиях или при условии единичного нарушения. Для компонентов медицинских электрических изделий, работающих при давлении ниже 50 кПа, противопожарная защита регулируется частными стандартами.
F.4.1 a) В диапазоне давлений от 50 до 3000 кПа считается, что присутствие частиц не представляет опасности воспламенения, но другие проблемы, такие как утечки через уплотнения, могут потребовать контроля загрязнения частицами.
F.4.1 b) Контроль загрязнения частицами важен для снижения риска воспламенения при давлении более 3000 кПа.
F.5 Изделия (например, регуляторы давления в трубопроводах для трубопроводных систем медицинских газов) обычно могут снабжаться газом при давлении на входе до 1500 кПа. При условии единичного нарушения на изделия может подаваться давление до 3000 кПа. Однако из-за такого повышения давления можно ожидать лишь небольшого повышения температуры. Поэтому изделия, предназначенные для использования при давлении менее 3000 кПа, не нуждаются в испытаниях на воздействие ударных нагрузок.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 14971 | IDT | ГОСТ ISO 14971-2021 "Изделия медицинские. Применение менеджмента риска к медицинским изделиям" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта: - IDT - идентичный стандарт. | ||
Библиография
[1] | ISO 4135 | Anaesthetic and respiratory equipment - Vocabulary |
[2] | ISO 7291 | Gas welding equipment - Pressure regulators for manifold systems used in welding, cutting and allied processes up to 30 MPa (300 bar) |
[3] | ISO 10297 | Transportable gas cylinders - Cylinder valves - Specification and type testing |
[4] | ISO 10298:2010 | Determination of toxicity of a gas or gas mixture |
[5] | ISO 10524-1 | Pressure regulators for use with medical gases - Part 1: Pressure regulators and pressure regulators with flow-metering devices |
[6] | ISO 10524-2 | Pressure regulators for use with medical gases - Part 2: Manifold and line pressure regulators |
[7] | ISO 10524-3 | Pressure regulators for use with medical gases - Part 3: Pressure regulators integrated with cylinder valves |
[8] | ISO 11114-1 | Transportable gas cylinders - Compatibility of cylinder and valve materials with gas contents - Part 1: Metallic materials |
[9] | ISO 11114-3 | Transportable gas cylinders - Compatibility of cylinder and valve materials with gas contents - Part 3: Autogenous ignition test in oxygen atmosphere |
[10] | ISO 4589-1 | Plastics - Determination of burning behaviour by oxygen index - Part 1: Guidance |
[11] | ISO 4589-2:1996 | Plastics - Determination of burning behaviour by oxygen index - Part 2: Ambient-temperature test |
[12] | ISO 4589-3 | Plastics - Determination of burning behavior by oxygen index - Part 3: Elevated-temperature test |
[13] | EN 13348 | Copper and copper alloys - Seamless, round copper tubes for medical gases or vacuum |
[14] | ASTM B819-00 | Standard Specification for Seamless Copper Tube for Medical Gas Systems |
[15] | ASTM D2863-00 | Standard Test Method for Measuring the Minimum Oxygen Concentration to Support Candle-Like Combustion of Plastics (Oxygen Index) |
[16] | ASTM G63-99 | Standard Guide for Evaluating Nonmetallic Materials for Oxygen Service |
[17] | ASTM G72-01 | Standard Test Method for Autogenous Ignition Temperature of Liquids and Solids in a High-Pressure Oxygen-Enriched Environment |
[18] | ASTM G74-08 | Standard Test Method for Ignition Sensitivity of Materials to Gaseous Fluid Impact |
[19] | ASTM G86-98a | Standard Test Method for Determining Ignition Sensitivity of Materials to Mechanical Impact in Ambient Liquid Oxygen and Pressurized Liquid and Gaseous Oxygen Environments |
[20] | ASTM G88-05 | Standard Guide for Designing Systems for Oxygen Service |
[21] | ASTM G93-03 | Standard Practice for Cleaning Methods and Cleanliness Levels for Materials and Equipment Used in Oxygen-Enriched Environments |
[22] | ASTM G94-05 | Standard Guide for Evaluating Metals for Oxygen Service |
[23] | ASTM G114-07 | Standard Practices for Evaluating the Age Resistance of Polymeric Materials Used in Oxygen Service |
[24] | ASTM G120-01 | Standard Practice for Determination of Soluble Residual Contamination by Soxhlet Extraction |
[25] | ASTM G122-96 | Standard Test Method for Evaluating the Effectiveness of Cleaning Agents |
[26] | ASTM G124-95 | Standard Test Method for Determining the Combustion Behavior of Metallic Materials in Oxygen-Enriched Atmospheres |
[27] | ASTM G125-00 | Standard Test Method for Measuring Liquid and Solid Material Fire Limits in Gaseous Oxidants |
[28] | ASTM G126-00 | Standard Terminology Relating to the Compatibility and Sensitivity of Materials in Oxygen Enriched Atmospheres |
[29] | ASTM G127-95 | Standard Guide for the Selection of Cleaning Agents for Oxygen Systems |
[30] | ASTM G128-02 | Standard Guide for Control of Hazards and Risks in Oxygen Enriched Systems |
[31] | ASTM G131-96 | Standard Practice for Cleaning of Materials and Components by Ultrasonic Techniques |
[32] | ASTM G144-01 | Standard Test Method for Determination of Residual Contamination of Materials and Components by Total Carbon Analysis Using a High Temperature Combustion Analyzer |
[33] | ASTM G145-08 | Standard Guide for Studying Fire Incidents in Oxygen Systems |
[34] | ASTM Manual Series: MNL 36, 2nd ed. Safe Use of Oxygen and Oxygen Systems: Guidelines for Oxygen System Design, Materials Selection, Operations, Storage, and Transportation | |
[35] | ASTM G175-03 | Standard Test Method for Evaluating the Ignition Sensitivity and Fault Tolerance of Oxygen Regulators Used for Medical and Emergency Applications |
[36] | ASTM STP812 | Flammability and Sensitivity of Materials in Oxygen-Enriched Atmospheres. First Volume: 1983 |
[37] | ASTM STP910 | Flammability and Sensitivity of Materials in Oxygen-Enriched Atmospheres. Second Volume: 1986 |
[38] | ASTM STP986 | Flammability and Sensitivity of Materials in Oxygen-Enriched Atmospheres. Third Volume: 1988 |
[39] | ASTM STP1040 | Flammability and Sensitivity of Materials in Oxygen-Enriched Atmospheres. Fourth Volume: 1989 |
[40] | ASTM STP1111 | Flammability and Sensitivity of Materials in Oxygen-Enriched Atmospheres. Fifth Volume: 1991 |
[41] | ASTM STP1197 | Flammability and Sensitivity of Materials in Oxygen-Enriched Atmospheres. Sixth Volume: 1993 |
[42] | ASTM STP1267 | Flammability and Sensitivity of Materials in Oxygen-Enriched Atmospheres. Seventh Volume: 1995 |
[43] | ASTMSTP1319 | Flammability and Sensitivity of Materials in Oxygen-Enriched Atmospheres. Eighth Volume: 1997 |
[44] | ASTM STP1395 | Flammability and Sensitivity of Materials in Oxygen-Enriched Atmospheres, Ninth Volume, 2000 |
[45] | ASTM STP1454 | Flammability and Sensitivity of Materials in Oxygen-Enriched Atmospheres, Tenth Volume, 2003 |
[46] | ASTM STP1479 | Flammability and Sensitivity of Materials in Oxygen-Enriched Atmospheres, Eleventh Volume, 2006 |
[47] | BS 6869:1987 | Code of practice for procedures for ensuring the cleanliness of industrial-process measurement and control equipment in oxygen service |
[48] | CGA V-9:2009 | Compressed Gas Association Standard for Compressed Gas Cylinder Valves |
[49] | EIGA IGC 33/06/E | Cleaning of equipment for oxygen service - Guideline |
[50] | NFPA 53 | Recommended practice on materials, equipment, and systems used in oxygen-enriched atmospheres, 2004 |
[51] | Proceedings of ASTM G4: Toxicity of Fluorinated and Chlorinated Polymers Used in Breathing Gas Service, Pittsburgh, PA, March 12, 2002 | |
[52] | ISO 19701 | Methods for sampling and analysis of fire effluents |
[53] | IEC 60601-1:2005 | Medical electrical equipment - Part 1: General requirements for basic safety and essential performance |
[54] | ISO 21969 | High-pressure flexible connections for use with medical gas systems |
УДК 616-089.5:006.354 | ОКС 11.040.10 |
Ключевые слова: аппараты ингаляционной анестезии, аппараты искусственной вентиляции легких, совместимость с кислородом, воспламенение, очистка, материал | |
{kind=link}