ГОСТ Р ИСО 7206-13-2019
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Имплантаты для хирургии
ЭНДОПРОТЕЗЫ ТАЗОБЕДРЕННОГО СУСТАВА ЧАСТИЧНЫЕ И ТОТАЛЬНЫЕ
Часть 13
Определение сопротивления скручиванию при фиксации головки стержневых бедренных компонентов
Implants for surgery. Partial and total hip joint endoprostheses. Part 13. Determination of resistance to torque of head fixation of stemmed femoral components
ОКС 11.040.40
Дата введения 2020-05-01
Предисловие
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Центр сертификации и декларирования" (ООО "ЦСД") на основе официального перевода на русский язык англоязычной версии стандарта, указанного в пункте 4, который выполнен Федеральным государственным унитарным предприятием "Российский научно-технический центр по стандартизации, метрологии и оценке соответствия" (ФГУП "")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 453 "Имплантаты в хирургии"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 сентября 2019 г. N 680-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 7206-13:2016* "Имплантаты хирургические. Полные и частичные протезы тазобедренных суставов. Часть 13. Определение сопротивления скручиванию при фиксации головки стержневых бедренных компонентов" (ISO 7206-13:2016 "Implants for surgery. Partial and total hip joint prostheses. Part 13: Determination of resistance to torque of head fixation of stemmed femoral components", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для увязки с наименованиями, принятыми в существующем комплексе национальных стандартов.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Ряд конструкций бедренного компонента тотального эндопротеза тазобедренного сустава состоит из ножки/шейки и несущей головки, имеющей, как правило, форму частичной сферы с узлом фиксации к шейке ножки протеза, изготовляемой чаще всего из металла или керамического материала. Необходимо, чтобы после сборки эндопротеза, выполненного производителем или хирургом на операционном столе, головка была неподвижно закреплена на шейке. Подвижность металлической или керамической головки на металлической ножке или шейке бедренного компонента приведет к его изнашиванию наряду с возникновением значительной фреттинг-коррозии (см. [1]). Поэтому важно, чтобы с помощью фиксации между головкой и шейкой протеза возникала способность противостоять крутящему моменту, которому подвергается протез при его использовании.
Максимальные значения крутящего момента, прикладываемого к данному соединению, зависят от конкретного дизайна, материала и некоторых специфических параметров, например комбинации соприкасающихся материалов, протяженности их соприкосновения, зазору, обработке поверхности и т.д. (см. [2]). Сила сцепления соединения обусловлена дизайном, материалом, производственными параметрами геометрии конуса соприкасающихся компонентов, углом конусности и допустимого отклонения, зазором конуса, обработкой поверхности и т.п. В результате сопротивление скручиванию номинально идентичных конусных соединений может иметь значительные различия (см. [3]), поэтому их использование должно быть определено до клинического применения. Клинически неисправность в конусном соединении проявляется в образовании частиц износа при микродвижении в соединении, истирании материалов, фреттинге, усталостном разрушении (см. [4]). Устойчивость к скручиванию необходима для прочной фиксации конусного соединения с целью ограничения вышеотмеченных нежелательных эффектов.
1 Область применения
Настоящий стандарт устанавливает метод определения в лабораторных условиях крутящего момента, необходимого для ослабления фиксации головки протеза тазобедренного сустава, при котором головка не должна вращаться относительно шейки протеза. Данный метод применяется относительно бедренного компонента тотальных или однокомпонентных протезов для замены тазобедренных суставов, в которых головка и шейка/стержень (далее - конус), изготовленные из металлических или неметаллических материалов и будучи отдельными компонентами, соединены посредством конусного соединения или другими способами.
Настоящий стандарт не распространяется на методы исследования испытательных образцов, так как подобные методы должны быть согласованы между испытательной лабораторией и стороной, представляющей образец для испытания.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие стандарты. Для датированных ссылок применяется только указанное издание ссылочного стандарта, для недатированных ссылок применяется последнее издание ссылочного стандарта (включая все его изменения):
ISO 7206-1, Implants for surgery - Partial and total hip joint prostheses - Part 1: Classification and designation of dimensions (Имплантаты для хирургии. Однокомпонентные и тотальные эндопротезы тазобедренного сустава. Часть 1. Классификация и обозначение размеров)
ISO 7206-10, Implants for surgery - Partial and total hip joint prostheses - Part 10: Determination of resistance to static load of modular femoral heads (Имплантаты для хирургии. Однокомпонентные и тотальные эндопротезы тазобедренного сустава. Часть 10. Определение устойчивости модульных бедренных головок протезов к статической нагрузке)
ISO 7500-1, Metallic materials - Calibration and verification of static uniaxial testing machines - Part 1: Tension/compression testing machines - Calibration and verification of the force-measuring system (Материалы металлические. Калибровка и верификация машин для статических испытаний в условиях одноосного нагружения. Часть 1. Машины для испытания на растяжение/сжатие. Калибровка и верификация силоизмерительной системы)
3 Термины и определения
В настоящем стандарте применены термины по ИСО 7206-1 и ИСО 7206-10.
4 Принцип
Статический вращающий момент прикладывается к узлу "головка/конус" эндопротеза тазобедренного сустава и повышается до тех пор, пока соединение между головкой и конусом не будет нарушено или выбранный максимальный вращающий момент не будет приложен без нарушения соединения.
5 Оборудование
5.1 Машина испытательная согласно требованиям ИСО 7500-1 должна иметь следующие характеристики:
- возможность приложения силы сжатия по оси узла "головка/конус" с точностью до 1% шкалы показаний прибора;
- возможность приложения осевой нагрузки к определенной точке плеча рычага, установленного на узле конуса, или возможность прямого приложения крутящего момента к узлу конуса без плеча рычага с точностью до 1% шкалы показаний прибора.
В состав испытательной машины должны входить средства измерения для регистрации значений приложенных нагрузок и угловых перемещений испытуемого образца с погрешностью ±0,5°.
5.2 Узел конуса имеет такой же конус для установки головки, как и в процессе эксплуатации, или реплику с такими же размерами и из того же материала, изготовленного таким же способом и такой же спецификации.
5.3 Приспособления для крепления образцов должны выдерживать предполагаемые нагрузки и должны быть спроектированы таким образом, чтобы линия действия прикладываемого крутящего момента была коллинеарна оси узла "головка/конус" (см. рисунок 2).
6 Порядок испытания
6.1 Испытуемый образец и объем выборки
Должно быть проведено испытание не менее чем пяти образцов с целью определения момента, необходимого для ослабления фиксации головки протезов тазобедренного сустава каждого конусного узла, к которому крепится головка. Каждый испытуемый образец содержит головку и шейку предполагаемой фиксации головки протеза тазобедренного сустава. Испытуемые образцы могут состоять из реальных имплантатов или их компонентов.
6.2 Монтаж испытуемого образца (сборка)
Монтаж узла шаровой головки и конуса проводят согласно ИСО 7206-10.
6.3 Закрепление головки
6.3.1 Подготовку головки производят путем образования двух плоских параллельных поверхностей в экваториальной зоне головки, расположенных на практически равном перпендикулярном расстоянии от центра шаровой головки (см. рисунок 1).
Эти две поверхности составляют места захвата для фиксирования шаровой головки перед нагрузкой осевым крутящим моментом. Перпендикулярное расстояние параллельных поверхностей должно находиться в диапазоне от 30% до 70% среднего диаметра шаровой головки. Его остаточная толщина стенки на плоских поверхностях должна быть по крайней мере 2,0 мм.
Примечание - Для шаровой головки диаметром 28 мм подходящим является перпендикулярное расстояние, равное (19,0±0,5) мм.
6.3.2 Другой вариант подготовки головки состоит в ее вклеивании в шаровой металлический сегмент (калотту) таким образом, чтобы калотта покрывала как минимум 140° полусферы головки.
Момент отрыва склеивания должен превышать ожидаемый крутящий момент нарушения соединения головки/конуса. Если склеенные поверхности отрываются до предполагаемого проворачивания головки, то этот факт должен быть зафиксирован в отчете по результатам испытания. Дополнительный образец должен быть испытан.
Примечание - Эпоксидная смола подходит для вклеивания головки в приспособление.
6.3.3 Другой вариант подготовки головки состоит в ее укреплении в приспособление, для фиксации используют литьевую смолу.
Момент нарушения соединения внедренной головки и приспособления должен превышать ожидаемый крутящий момент нарушения соединения головки/конуса. Если соединение головки и приспособления нарушается до предполагаемого проворачивания головки, то этот факт должен быть записан в отчете по результатам испытания. Дополнительный образец должен быть испытан.
Примечание - Литьевая смола (например, Technovit®4071) подходит для фиксации головки в приспособление. (Technovit® является товарным знаком продукта, поставляемого Heraeus Kulzer. Данная информация предоставляется в качестве примера, и применение этого продукта не описано в настоящем стандарте. Могут быть использованы аналогичные продукты в том случае, если те приводят к таким же результатам.)
6.4 Момент фиксации головки
6.4.1 Устанавливают узел "головка/конус" в приспособление согласно 6.3.
Выравнивание оси узла "головка/конус", оси приспособления для фиксации головки и оси вращающего момента нагрузки необходимо во избежание других ограничений, которые могут негативно влиять на результаты испытания. Наладка в процессе испытания должна обеспечить выравнивание осей не только при установке узла "головка/конус", но и до тех пор, пока крутящий момент не достигнет такой величины, при которой соединение головки/конуса будет нарушено.
При идеальном варианте это осуществляется путем обеспечения степени свободы (DOF) 5 для фиксированного узла "головка/конус", т.е. приспособление блокирует только вращение вокруг оси узла "головка/конус", а вращение и движения в других направлениях свободны в определенных пределах (см. рисунок 2).
6.4.2 Прикладывают нарастающий крутящий момент к конусному узлу со скоростью, равной (20±4) Нсм/с, или, при возможности, с угловой скоростью вращения, равной (0,05±0,01)°/с, с непрерывной регистрацией крутящего момента или угла вращения.
6.4.3 Увеличивают нагрузку до тех пор, пока не произойдет достижение:
a) максимума и последующее уменьшение записанного профиля нагрузки;
b) величины крутящего момента, равного 50 Нм, что считается свидетельством достаточной прочности;
c) предельного угла 20°, что означает - испытание должно быть прекращено. Если выяснится, что такое вращение произошло в приспособлениях испытательной машины или между этими приспособлениями и образцом (например, крепежным клеем), то результаты данного испытания не должны быть учтены при проведении испытаний пяти образцов согласно 6.1.
6.4.4 Извлекают узел "головка/конус" из тестирующего устройства и изучают испытуемый образец на предмет наличия повреждений, особенно на соприкасающихся конусных поверхностях.
6.4.5 Вносят в протокол испытания величину крутящего момента и угол смещения, достигнутый при завершении испытания, и причину завершения испытания (см. пункт 6.4.3).
6.5 Критерии эффективности
Сторона, предоставляющая образец для испытания (заказчик), определяет критерии приемлемости испытания, например достижение крутящего момента, равного или превышающего крутящий момент применяемого в клинической практике узла "головка/конус" эндопротеза тазобедренного сустава.
В критериях приемлемости должны быть приведены как нижний предел среднего крутящего момента, так и нижний предел крутящего момента для каждого испытуемого образца.
6.6 Отчет об испытании
Отчет об испытании должен включать следующую информацию:
a) ссылку на настоящий стандарт;
b) идентичность испытуемого образца бедренной головки, включая название производителя, диаметр бедренной головки протеза, длину конуса и материал, как заявлено стороной, предоставившей образец для испытания;
c) идентичность образца конуса, включая имя изготовителя, материал конуса, угол конуса и диаметр конуса, как заявлено стороной, предоставившей образец для испытания;
d) определение метода фиксации шаровой головки для испытаний и контроля образцов, в том числе определение или перпендикулярного расстояния (см. пункт 6.3.1) между параллельными поверхностями, среднего диаметра шаровой головки, остаточной толщины стенки на плоских поверхностях, длины рукоятки, или типа используемого клея (см. пункт 6.3.2), угла покрытия головки калоттой, или типа смолы (см. пункт 6.3.3), применяемой для удержания головки в приспособлении, а также определение угла покрытия головки смолой;
e) скорость нагрузки или скорость перемещения, при которой проводят испытание, максимальный крутящий момент и соответствующий угол, приложенные до начала вращения головки на конусе;
f) результаты экспертизы, запрошенные стороной, представляющей образец для испытания, если это необходимо;
g) для каждого испытанного образца указание причины для прекращения испытания;
h) результаты испытаний образцов на предмет присутствия/отсутствия видимых повреждений.
7 Утилизация образцов
Все компоненты, в том числе выдержавшие испытания без видимых изменений, не должны быть использованы в клинических целях после проведения испытания.
Следует проявлять осторожность при использовании компонентов при проведении дальнейших механических испытаний, так как режим нагрузки может приводить к изменению механических свойств, что, как правило, способствует переносу материала с одного компонента на другой и изменяет характер обеих сопряженных поверхностей. В частности, рекомендуется, чтобы ни компоненты конуса, ни головка не использовались для дальнейших испытаний методом, описанным в настоящем стандарте.
|
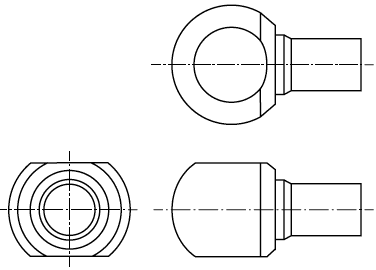
Рисунок 1 - Пример подготовки головки к фиксации с помощью формы, расположенной между параллельными пластинами
|
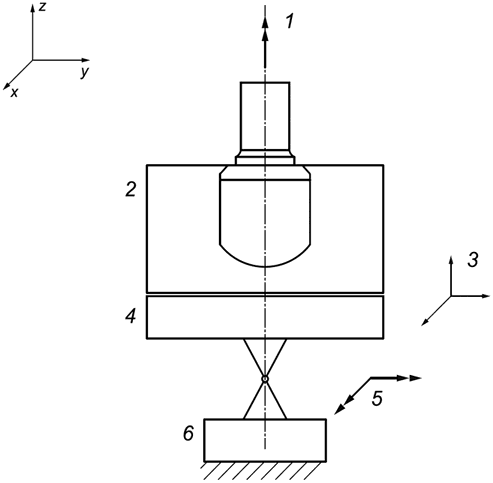
1 - внешний момент угла; 2 - фиксация головки согласно 6.3; 3 - три направления перемещения в осях x, y и z разрешены; 4 - подставка x, y; 5 - два направления вращения разрешены; 6 - датчик момента
Рисунок 2 - Схематический эскиз испытательной установки с предложенными кинетическими и кинематическими граничными условиями
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 7206-1 | IDT | ГОСТ Р ИСО 7206-1-2005 "Имплантаты для хирургии. Эндопротезы тазобедренного сустава частичные и тотальные. Часть 1. Классификация и обозначение размеров" |
ISO 7206-10 | IDT | ГОСТ Р ИСО 7206-10-2005 "Имплантаты для хирургии. Эндопротезы тазобедренного сустава частичные и тотальные. Часть 10. Определение сопротивления статической нагрузке модульных бедренных головок" |
ISO 7500-1 | - | * |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык международного стандарта ISO 7500-1. Официальный перевод данного международного стандарта находится в Федеральном информационном фонде стандартов. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
Библиография
[1] | Langton D.J., Sidaginamale R., Lord J.K., Nargol A.V., Joyce T.J. Taper junction failure in large-diameter metal-on-metal bearings. Bone Joint Res. 2012, 1 (4) pp.56-63 |
[2] | Bishop N.E., Waldow F., Morlock M.M. Friction moments of large metal-on-metal hip joint bearings and other modern designs. Med Eng&Physics 2008; (30) |
[3] | Macdonald W., Aspenberg A., Jacobsson С.М., Carlsson L.V. Friction in orthopaedic zirconia taper assemblies. Proc. Inst. Mech. Eng. H. 2000, 214 (6) pp.685-692 |
[4] | Nassif N.A., Nawabi D.H., Stoner K., Elpers M., Wright Т., Padgett D.E. Taper Design Affects Failure of Large-head Metal |
УДК 616-089.843:620.171.2:006.354 | ОКС 11.040.40 |
Ключевые слова: имплантаты для хирургии, частичные и тотальные протезы, тазобедренный сустав, сопротивления скручиванию, головка бедренных компонентов | |
Электронный текст документа
и сверен по:
, 2019
{kind=link}