ГОСТ Р 53467-2009
(ИСО 5356-1:2004)
Группа Р22
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
АППАРАТЫ ИНГАЛЯЦИОННОЙ АНЕСТЕЗИИ И ИСКУССТВЕННОЙ ВЕНТИЛЯЦИИ ЛЕГКИХ. СОЕДИНЕНИЯ КОНИЧЕСКИЕ
Часть 1
Конические патрубки и гнезда
Anaesthetic and respiratory equipment. Conical connectors. Part 1. Cones and sockets
ОКС 11.040.10
ОКП 94 4400
Дата введения 2010-07-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Испытательный центр АФК" (ООО "Испытательный центр АФК") на основе аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 11 "Медицинские приборы, аппараты и оборудование"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 9 декабря 2009 г. N 621-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 5356-1:2004 "Аппараты наркозные и дыхательные. Конические соединительные элементы. Часть 1. Конусы гнезда" (ISO 5356-1:2004 "Anaesthetic and respiratory equipment - Conical connectors - Part 1: Cones and sockets"). При этом дополнительные положения, учитывающие потребности национальной экономики Российской Федерации, приведены в приложении G и выделены курсивом.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 5356-1:2004 "Аппараты ингаляционной анестезии и искусственной вентиляции легких. Соединения конические. Часть 1. Конические патрубки и гнезда".
Требования к резьбовым нагруженным коническим соединениям приведены в ГОСТ Р 50327.2.
1 Область применения
Настоящий стандарт устанавливает основные требования к размерам конических патрубков и гнезд, предназначенных для соединения частей оборудования для анестезии и интенсивной терапии, например, дыхательных контуров, испарителей, систем удаления загрязненных газов, а также к конструкции калибров для проверки этих частей.
Стандарт распространяется на следующие конические соединения:
- соединения размером 8,5 мм, предназначенные для применения в дыхательных контурах для детей;
- соединения размером 15 и 22 мм, предназначенные для общего применения в дыхательных контурах;
- соединения с фиксаторами, включая функциональные характеристики;
- соединения размером 23 мм, предназначенные для подключения испарителей, но не применяемые в дыхательных контурах;
- соединения размером 30 мм, предназначенные для присоединения дыхательного контура к системам удаления загрязненных газов.
Для минимизации риска случайного рассоединения, в соединениях номинальным диаметром 22 мм допускается использовать фиксирующие устройства.
Стандарт не распространяется на требования к применению конических соединений, которые содержатся или будут содержаться в соответствующих стандартах на конкретные виды медицинских устройств и принадлежностей.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 50267.0-92 (МЭК 601-1-88) Изделия медицинские электрические. Часть 1. Общие требования безопасности (МЭК 601-1-88, MOD)
ГОСТ Р 50327.2-92 (ИСО 5356-2:87) Аппараты ингаляционного наркоза и искусственной вентиляции легких. Соединения конические. Часть 2. Резьбовые соединения, несущие весовую нагрузку
ГОСТ Р 52423-2005 (ИСО 4135:2001) Аппараты ингаляционной анестезии и искусственной вентиляции легких. Термины и определения (ИСО 4135:2001, MOD)
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 дыхательный контур: Трубопровод аппарата, через который газ течет между входным отверстием свежего газа, отверстием для подключения пациента и выпускным отверстием или клапаном. [ГОСТ Р 52423-2005, статья 2.5.2.1] |
3.2 коннектор: Деталь, предназначенная для соединения двух или более компонентов дыхательного контура. [ГОСТ Р 52423-2005, статья 2.5.4.1] |
4 Конические соединения, изготовленные из металла
4.1 Общие требования
Размеры конических металлических соединений, включая соединения, изготовленные из композитных материалов, в которых сопрягающиеся поверхности выполнены из металла, должны соответствовать приведенным на рисунках 1 и 2, а также в таблице 1.
Примечание - В приложении Е приведены размеры калибров-пробок и калибров-втулок для контроля конических соединений.
Входные радиусы на охватывающем и охватываемом коннекторах должны быть от 0,5 до 0,8 мм.
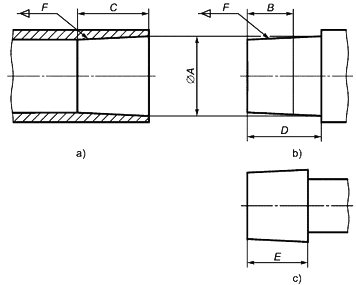
Рисунок 1 - Конические коннекторы, изготовленные из металла

a) Коннектор для соединения частей дыхательного контура (с проточкой)
b) Коннектор для присоединения лицевой маски (с фланцем)
Примечание - На поверхности конуса, если это необходимо, может быть предусмотрена круговая канавка (см. 4.2.3).
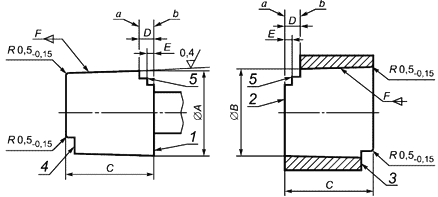
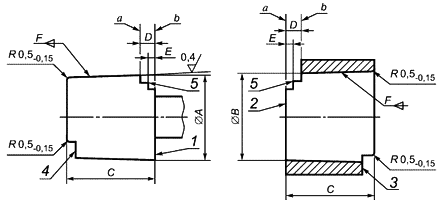
Рисунок 2 - Конические металлические коннекторы размером 22 мм (дополнительные размеры)
Таблица 1 - Размеры металлических деталей конических соединений
В миллиметрах
Размер | Длина конуса | Расстояние до фланца | Расстояние до проточки | Конусность | ||
8,5 | 8,45+0,04 | 6 | 6,4 | 8,9 | 8 | 1:19 |
15 | 15,47+0,04 | 10 | 16 | 16 | 14,5 | 1:40 |
22 | 22,37±0,04 | 15 | 21 | См. рисунок 2 | См. рисунок 2 | 1:40 |
23 | 23,175±0,02 | 13 | 18 | 18 | 15 | 1:36 |
30 | 30,9±0,05 | 14 | 18 | 18 | 14 | 1:20 |
4.2 Дополнительные требования к охватываемым коническим коннекторам размером 22 мм
4.2.1 Охватываемые детали конических соединений размером 22 мм, за исключением предназначенных для присоединения к лицевой маске, должны иметь проточку в соответствии с рисунком 2а).
4.2.2 Охватываемые детали конических соединений размером 22 мм, предназначенные для присоединения к лицевой маске, должны иметь фланец или другую эквивалентную конструкцию в соответствии с рисунком 2b).
4.2.3 Если на поверхности охватываемой детали конических соединений размером 22 мм предусмотрена одна или несколько проточек, то их общая ширина не должна превышать 8 мм.
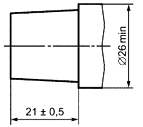
4.3 Дополнительные требования к коническим охватываемым коннекторам размером 8,5 мм
Охватываемые конические коннекторы должны иметь внутренний диаметр 6 мм на глубину, по крайней мере, 6 мм от конца коннектора.
5 Конические коннекторы, изготовленные из неметаллических материалов
5.1 Общие требования
Конические коннекторы, изготовленные из неметаллических материалов, когда их проверяют калибром с размерами по рисунку А.1 и таблице А.1, должны удовлетворять следующим требованиям:
a) Размеры конических коннекторов должны соответствовать требованиям рисунка А.1 и таблицы А.1, за исключением размеров и
, а также конусности
, которые могут отличаться от указанных.
b) Когда коннектор проверяют соответствующим калибром-пробкой или калибром-втулкой, показанными на рисунке А.1 и в таблице А.1, прикладывая осевое усилие (35±3,5) Н для коннекторов размеров 8,5 и 15 мм и (50±5) Н для коннекторов размеров 22 и 30 мм одновременно с поворотом коннектора до 20°, его передняя кромка должна лежать между минимальной и максимальной ступенью калибра. В течение этой проверки должна поддерживаться температура коннекторов и калибров (20±3) °С.
Примечание - Поскольку физические характеристики коннекторов, изготовленных из полимерных материалов, например, полиамида, полиацетата, поликарбоната, полисульфона и т.п., могут значительно варьировать, признано непрактичным нормировать их размеры и поэтому в настоящий стандарт включены требования к калибрам. На том же основании не установлены требования к текучести, тепловой нестабильности, а также к изменению физических характеристик вследствие контакта коннекторов с различными растворами и т.п.
Изготовитель должен обеспечить применение адекватных проверок для подтверждения того, что материалы коннекторов выбраны правильно (насколько это возможно).
5.2 Дополнительные требования к коническим соединениям размером 22 мм
Применяют требования 4.2.
5.3 Дополнительные требования к коническим соединениям размером 8,5 мм
Применяют требования 4.3.
6 Конические соединения размером 22 мм с фиксирующими устройствами
6.1 Охватываемые коннекторы размером 22 мм с фиксирующими устройствами должны иметь проточку, показанную на рисунке 2а).
6.2 При проверке в соответствии с приложением В сопрягаемые соединения не должны рассоединяться.
6.3 При проверке в соответствии с приложением С утечка газа из сопрягаемых соединений, приведенная к температуре 20 °С и давлению 101,3 кПа, не должна превышать 5 мл/мин.
6.4 После проверки, описанной в приложении D, коннекторы размером 22 мм с фиксирующими устройствами должны соответствовать требованиям 6.1-6.3.
6.5 Коннекторы размером 22 мм с фиксирующими устройствами, предназначенные для повторного применения, должны соответствовать требованиям 6.1-6.4 после очистки, дезинфекции или стерилизации по ГОСТ Р 50267.0 (подраздел 44.7).
Приложение А
(обязательное)
Калибры для конических соединений, изготовленных из неметаллических материалов
1 - контрольная плоскость ; 2 - контрольная плоскость
; 3 - вырез для проверки сопряжения калибров, зашлифованный заподлицо с контрольной плоскостью
; 4 - вырез для проверки сопряжения калибров, зашлифованный заподлицо с контрольной плоскостью
; 5 - базовые ступени;
- позиция max;
- позиция min
Примечание - Базовые степени и ступени для проверки сопряжения калибров необязательны.
Рисунок А.1 - Калибры-пробки и калибры-втулки для проверки сопряжения конических коннекторов, изготовленных из неметаллических материалов
Таблица А.1 - Калибры-пробки и калибры-втулки для проверки сопряжения конических коннекторов, изготовленных из неметаллических материалов (см. рисунок А.1)
В миллиметрах
Раз- | Конус- | Допуск на конусность на единицу длины диаметра | |||||
8,5 | 8,50±0,005 | 8,09±0,005 | 8,4±0,005 | 1,31±0,005 | См. примечание | 1:19 | 0,053±0,0002 |
15 | 15,525±0,005 | 15,165±0,005 | 14,5±0,005 | 4,3±0,005 | 2,2±0,005 | 1:40 | 0,025±0,0002 |
22 | 22,425±0,005 | 21,94±0,005 | 19,5±0,005 | 5,2±0,005 | 2,2±0,005 | 1:40 | 0,025±0,0002 |
30 | 30,98±0,005 | 30,12±0,005 | 17,2±0,005 | 3,1±0,005 | 1,5±0,005 | 1:20 | 0,050±0,0002 |
Примечание - Калибр для коннекторов размером 8,5 мм имеет только один вырез. | |||||||
Приложение В
(обязательное)
Проверка надежности сопряжения охватываемой детали конического соединения с охватывающей деталью, снабженной фиксатором
В.1 Выдерживают охватываемую деталь конического соединения, соответствующую рисунку 2а), и охватывающую деталь, снабженную фиксатором, в течение 1 ч при температуре (35±3) °С и относительной влажности не менее 80% и проводят проверку в тех же условиях.
В.2 Соединяют указанные детали, как это указано в инструкции изготовителя.
В.3 После введения фиксирующего устройства на 1 мм и без активации любого рассоединяющего механизма в течение 10 с прилагают осевое рассоединяющее усилие величиной (50±5) Н и, если фиксирующая охватывающая деталь не допускает свободного поворота охватываемой детали, прикладывают также к ней вращающий момент величиной (25±5) Н·см со скоростью поворота не более 20 Н·с.
В.4 Удостоверяются, что проверяемое соединение не рассоединилось.
Примечание - Пример устройства, которое можно использовать для данной проверки, а также более детальное описание ее последовательности приведены в приложении F.
Приложение С
(обязательное)
Проверка утечки газа из соединений размером 22 мм с фиксирующими устройствами
С.1 Используют собранное соединение размером 22 мм с устройством, которое было испытано по приложению В, и выдерживают соединение при температуре (35±3) °С в течение одного часа.
С.2 Создают статическое внутреннее давление воздуха (8±0,5) кПа и определяют утечку, например, по падению давления или объемным методом.
Приложение D
(обязательное)
Проверка соединений размером 22 мм с фиксирующими устройствами на устойчивость к падению
D.1 Выдерживают охватываемый коннектор, соответствующий рисунку 2а), и коннектор размером 22 мм с фиксирующим устройством в течение 1 ч при температуре (20±3) °С и относительной влажности не менее 80% и выполняют данный тест в тех же условиях.
D.2 Соединяют коннектор размером 22 мм с фиксирующим устройством с охватываемым коннектором, соответствующим рисунку 2а), в соответствии с инструкцией изготовителя. Присоединяют к охватываемому коннектору дыхательный шланг длиной 2 м по [1].
D.3 Присоединяют противоположный конец дыхательного шланга к точке, находящейся на расстоянии 1 м над доской толщиной 50 мм из твердой древесины (например, плотностью не менее 700 кг/м), лежащую на твердом основании (например, на бетонном блоке).
D.4 Поднимают собранное соединение (см. D.2) на 1 м над доской и на 2 м от другого конца дыхательного шланга и отпускают это соединение так, чтобы оно упало на деревянную доску. Повторяют данную проверку пять раз.
D.5 Удостоверяются, что собранное соединение не рассоединилось.
Приложение Е
(справочное)
Калибры-пробки и калибры-втулки для контроля соединений, изготовленных из металла
Рисунок Е.1 и таблица Е.1 содержат информацию о калибрах-пробках и калибрах-втулках, которые можно использовать для контроля конических соединений, изготовленных из металлов.
1 - контрольная плоскость ; 2 - контрольная плоскость
; 3 - вырез для проверки сопряжения калибров, зашлифованный заподлицо с контрольной плоскостью
; 4 - вырез для проверки сопряжения калибров, зашлифованный заподлицо с контрольной плоскостью
; 5 - базовые ступени;
- позиция max;
- позиция min
Примечание - Базовые степени и ступени для проверки сопряжения калибров необязательны.
Рисунок Е.1 - Калибры-пробки и калибры-втулки для проверки сопряжения конических коннекторов, изготовленных из металлов
Таблица Е.1 - Калибры-пробки и калибры-втулки для контроля соединений, изготовленных из металла (см. рисунок Е.1)
В миллиметрах
Раз- | Конус- | Допуск на конусность на единицу длины диаметра | |||||
8,5 | 8,49±0,005 | 8,094±0,005 | 8,4±0,005 | 1,52±0,005 | См. примечание | 1:19 | 0,053±0,0002 |
15 | 15,51±0,005 | 15,18±0,005 | 14,5±0,005 | 3±0,005 | 1,6±0,005 | 1:40 | 0,025±0,0002 |
22 | 22,41±0,005 | 21,955±0,005 | 19,5±0,005 | 3±0,005 | 1,6±0,005 | 1:40 | 0,025±0,0002 |
23 | 23,195±0,003 | 22,794±0,003 | 16±0,005 | 1,33±0,005 | 0,72±0,005 | 1:36 | 0,0278±0,0002 |
30 | 30,95±0,005 | 30,15±0,005 | 17±0,005 | 1,9±0,005 | 1±0,005 | 1:20 | 0,052±0,0002 |
Примечание - Калибр для коннекторов размером 8,5 мм имеет только один вырез. | |||||||
Приложение F
(справочное)
Предложенные устройства и методы для проверки надежности сопряжения фиксирующих коннекторов размером 22 мм
F.1 Скамья для проверки
F.1.1 Устройство
Типичное устройство для проверки надежности сопряжения фиксирующих коннекторов размером 22 мм показано на рисунке F.1. Проверяемый конический охватываемый коннектор размером 22 мм имеет размеры, показанные на рисунке 2а), но со всеми допусками, сниженными до ±0,005 мм, и шероховатостью 0,4 pm.
Примечание - Существует ряд методов, чтобы приложить испытательное усилие, на рисунке F.1 приведен только один метод. В других методах используется весовая нагрузка гирей или сосудом с жидкостью.
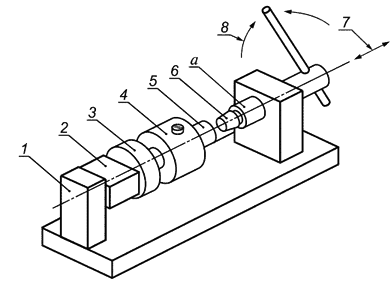
a) Внешний вид
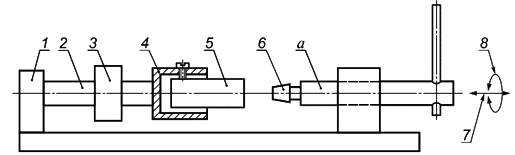
b) Разрез
1 - жесткое основание; 2 - измеритель осевого усилия; 3 - измеритель момента; 4 - держатель; 5 - испытываемый фиксирующий коннектор размером 22 мм; 6 - проверочный охватываемый коннектор размером 22 мм; 7 - приложение регулируемого осевого усилия; 8 - приложение регулируемого крутящего момента; - деталь, обеспечивающая осевое перемещение и поворот
Рисунок F.1 - Устройство для проверки надежности фиксирующего соединения размером 22 мм (метод 1)
Характерные особенности этого устройства заключаются в том, что нагружающее усилие прилагается в осевом направлении, а прилагаемый крутящий момент не изменяет нагружающую осевую силу. Для снижения воздействия трения желательно, чтобы в данном устройстве осевая сила измерялась непосредственно между фиксирующим коннектором с размером 22 мм и испытываемым охватываемым коннектором.
F.1.2 Последовательность проверки
F.1.2.1 Закрепляют проверяемый фиксирующий коннектор размером 22 мм в самоцентрирующем держателе устройства (см. F.1.1), который при этом не должен деформировать сечения, предназначенные для совмещения с проверяемым охватываемым коннектором.
F.1.2.2 Выдерживают в течение 1 ч устройство с установленным фиксирующим коннектором при температуре (35±3) °С и относительной влажности не менее 80%.
Если испытывают несколько фиксирующих коннекторов, то допускается выдерживать их в указанных условиях до установки в устройство и затем выдерживать устройство с установленным коннектором в указанных условиях не менее 5 мин.
F.1.2.3 Вводят в фиксирующий коннектор размером 22 мм проверочный охватываемый коннектор в соответствии с инструкцией изготовителя.
F.1.2.4 Через 1 мин включают измеряющее усилие устройство и прикладывают аксиальную разделяющую силу со скоростью не более 20 Н·с до создания ее значения (50±5) Н. Поддерживают эту силу 10 с, не включая механизм для разделения соединения, и удостоверяются, что фиксирующий и охватываемый коннекторы не рассоединились.
F.1.2.5 Не снимая осевую нагрузку и не приводя в действие разделяющий механизм, прилагают крутящий момент (25±5) Н·см или поворачивают охватываемый коннектор на угол 20°. Сохраняют этот крутящий момент или поворот и удостоверяются, что фиксирующий и охватываемый коннекторы не рассоединились.
F.2 Метод 2. Ручное оборудование для проверки
F.2.1 Устройство
Типичное ручное оборудование для проверки безопасности фиксирующего соединения размером 22 мм показано на рисунке F.2.
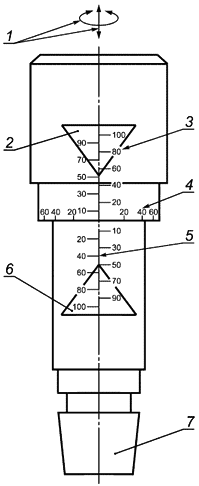
а) Внешний вид

b) Разрез
1 - приложение вращающего момента или осевого усилия вручную; 2 - зона шкалы, указывающая допустимые силы вытягивания и поворота; 3 - шкала силы вытягивания; 4 - шкала момента; 5 - шкала силы нажима; 6 - зона шкалы, указывающая допустимые силы нажатия и поворота; 7 - охватываемый коннектор размером 22 мм; 8 - кнопка; 9 - пружина, зафиксированная с обеих сторон
Шкалы вращающего момента и усилия должны быть предварительно откалиброваны с помощью устройства, показанного на рисунке F.1.
Рисунок F.2 - Устройство для проверки надежности фиксирующих соединений размером 22 мм (метод 2)
F.2.2 Последовательность проверки
F.2.2.1 Выдерживают в течение 1 ч фиксирующее соединение размером 22 мм и устройство (см. F.2.1) при температуре (35±3) °С и относительной влажности не менее 80%.
F.2.2.2 Соединяют фиксирующее соединение размером 22 мм с проверяемым охватываемым коннектором, расположенным на устройстве.
F.2.2.3 Через 1 мин прилагают вручную аксиальную силу со скоростью, не превышающей 20 Н·с, пока не будет создано усилие (50±5) Н. Прилагают это усилие в течение 10 с без включения любого рассоединяющего механизма и убеждаются, что соединенные фиксирующий коннектор размером 22 мм и охватываемый проверяемый коннектор не рассоединились.
F.2.2.4 Не снижая рассоединяющее усилие и не включая рассоединяющий механизм, создают крутящий момент (50±5) Н·см или поворачивают охватываемый проверяемый коннектор на угол 20°. Поддерживают этот крутящий момент или поворот в течение 10 с и убеждаются, что соединенные фиксирующий коннектор размером 22 мм и охватываемый проверяемый коннектор не рассоединились.
Приложение G
(справочное)
Дополнительные положения, учитывающие потребности национальной экономики Российской Федерации*
_______________
* Наименование приложения G в бумажном оригинале выделено курсивом. - .
G.1 Если предохранительный клапан присоединяется к дыхательному контуру посредством конического соединения, то оно должно иметь размеры, приведенные в таблице G.1.
Таблица G.1 - Коническое соединение размера 19
В миллиметрах
Размер | Длина конуса | Расстояние до фланца | Расстояние до проточки | Конусность | ||
19 | 19±0,04 | 15 | 21 | 21 | - | 1:40 |
G.2 Для подключения как лицевой маски, так и коннектора к отверстию для присоединения пациента аппарата ИА или аппарата ИВЛ должна применяться коаксиальная конструкция по рисунку G.1.
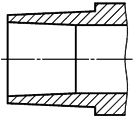
Рисунок G.1 - Коаксиальная конструкция отверстия для присоединения пациента
G.3 Обозначение конического соединения в документации должно состоять из обозначения размера и обозначения настоящего стандарта или обозначения деталей соединения по таблице G.2 и обозначения настоящего стандарта.
Таблица G.2 - Обозначение деталей конического соединения
Размер обозна- | Обозначение детали конического соединения | |||||
| охватываемая | |||||
охваты- | с проточкой (рисунок 2а) | с фланцем (рисунок 2б) | бесступенчатая (рисунок 1б) | укороченная (рисунок 1с) | коаксиальная (рисунок G.1) | |
8,5 | 8,5F | - | 8,5MS |
| 8,5MK | - |
15 | 15F | - | 15MS |
| 15MK | - |
19 | 19F | - | 19MS |
| - | - |
22 | 22F | 22MR | 22MS | 22MK | 22MSC | |
23 | 23F | - | 23MS |
| 23MK | - |
30 | 30F | - | 30MS |
| 30MK | - |
Примеры
1 Коническое соединение размера 15:
15 ГОСТ Р ИСО 5356.1.
2 Коническое соединение размера 22 с бесступенчатой охватываемой деталью:
22F/22MP ГОСТ Р ИСО 5356.1.
3 Охватываемая деталь соединения размера 22:
22MR ГОСТ Р ИСО 5356.1.
G.4 Детали соединений, части которых соприкасаются с дыхательным газом, должны быть изготовлены из материалов, разрешенных к применению в установленном порядке.
Материалы деталей конических соединений, применяемых в аппаратах, в которых применяются воспламеняющиеся парогазовые смеси, должны быть электропроводными, чтобы обеспечить электропроводность дыхательного контура в целом.
G.5 Детали конического соединения аппаратов для взрослых должны применяться согласно таблице G.3.
Таблица G.3 - Применение деталей конического соединения аппаратов для взрослых
Элемент дыхательного контура | Обозначение детали | Примечание |
Общее выходное отверстие | 22MSC | Если соединение доступно оператору |
Отверстие вдоха | 22MR | - |
Отверстие выдоха | 22MF | - |
Отверстие для присоединения к пациенту | 22MSC | См. G.2 |
Отвод тройника пациента для дыхательных шлангов | 22MR 22MP | Допускается цилиндрическая форма диаметром 23 мм |
Патрубок для подключения дыхательного мешка или меха | 22MR | - |
Потокозависимый компонент | 22F (вход) | - |
Нереверсивный клапан | 22MSC (к пациенту) | - |
Адаптер | 15F (к пациенту) | - |
Промежуточный патрубок: | ||
к аппарату | 22F | Для линии вдоха |
22MR или 22МР | Для линии выдоха | |
к дыхательному шлангу | 22MR | Допускается 22МР или цилиндрическая форма диаметром 23 мм |
Отверстие дополнительного вдоха | 22F | - |
Выпускное отверстие | 22MR или 22МР | - |
Патрубок для присоединения системы выведения загрязненных газов | 30МР | Для аппаратов ИА |
Патрубок для присоединения предохранительного клапана | 19М | См. G.1 |
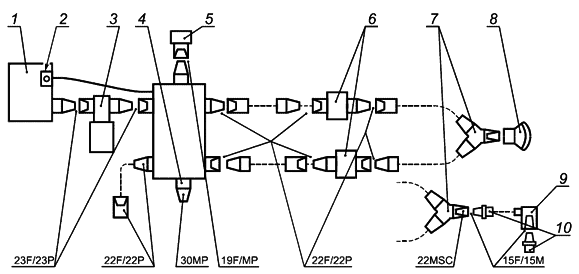
1 - газовый смеситель; 2 - кнопка экстренной подачи кислорода; 3 - испаритель; 4 - патрубок для присоединения системы выведения загрязненных газов; 5 - предохранительный клапан; 6 - потокозависимый компонент; 7 - тройник пациента; 8 - маска; 9 - адаптер; 10 - коннектор
Штриховой линией обозначены гибкие шланги (трубки).
Рисунок G.2 - Пример применения конических соединений
G.6 Расположение конических соединений
G.7 Аппараты должны соединяться с дыхательными шлангами непосредственно или с помощью прямых [рисунок G.3a)] или угловых [рисунок G.3b)] промежуточных патрубков. На цилиндрической части промежуточных патрубков допускаются проточки или выступы.
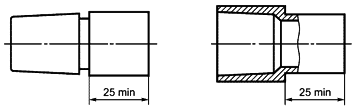
a) Прямые промежуточные патрубки
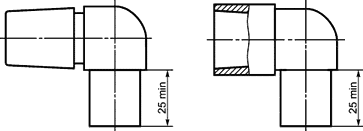
b) Угловые промежуточные патрубки
Рисунок G.3 - Прямые и угловые промежуточные патрубки
Библиография
[1] ИСО 5367:2000 Трубки дыхательные для наркозных и дыхательных аппаратов
Электронный текст документа
и сверен по:
, 2010
{kind=link}