ГОСТ Р ИСО 1797-2018
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ИНСТРУМЕНТЫ СТОМАТОЛОГИЧЕСКИЕ
Хвостовики
Dental instruments. Shanks
ОКС 11.040.99
Дата введения 2019-02-01
Предисловие
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Медтехстандарт" (ООО "Медтехстандарт") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 011 "Медицинские приборы, аппараты и оборудование"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 августа 2018 г. N 502-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 1797:2017* "Стоматология. Хвостовики для ротационных и осциллирующих инструментов" (ISO 1797:2017 "Dentistry - Shanks for rotary and oscillating instruments", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для увязки с наименованиями, принятыми в существующем комплексе национальных стандартов.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Международный стандарт ИСО 1797 подготовлен Техническим комитетом ИСО/ТК 106 "Стоматология", подкомитетом ПК 4 "Стоматологические инструменты".
Третье издание отменяет и заменяет ИСО 1797-1, ИСО 1797-2 и ИСО 1797-3, которые технически пересмотрены со следующими изменениями:
a) три части для разных материалов объединены в один международный стандарт;
b) добавлены требования для повторяющихся процедур для хвостовиков из пластмассы;
c) удалены уровни приемлемого качества (AQL);
d) контроль качества перенесен в приложение А.
1 Область применения
Настоящий стандарт устанавливает требования к размерам и свойствам материала хвостовиков, используемых в стоматологии для ротационных и осциллирующих инструментов. Настоящий стандарт описывает методы измерений для подтверждения соответствия требованиям.
Настоящий стандарт не распространяется на наконечники, прикрепляемые с помощью винта, например стоматологические скалеры.
В настоящем стандарте приведена информация о расположении маркировки. Требование к контролю качества (приложение А) включено в целях обеспечения высокого уровня качества.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*:
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 527-2, Plastics - Determination of tensile properties - Part 2: Test conditions for moulding and extrusion plastics (Пластмассы. Определение механических свойств при растяжении. Часть 2. Условия испытаний формовочных и экструзионных пластмасс)
ISO 1101, Geometrical product specifications (GPS) - Geometrical tolerancing - Tolerances of form, orientation, location and run-out [Геометрические характеристики изделий (GPS). Установление геометрических допусков. Допуски формы, ориентации, месторасположения и биения]
ISO 1942, Dentistry - Vocabulaire (Стоматология. Терминологический словарь)
ISO 3274, Geometrical product specifications (GPS) - Surface texture: Profile method - Nominal characteristics of contact (stylus) instruments [Геометрические характеристики изделий (GPS). Структура поверхности. Профильный метод. Номинальные характеристики контактных (щуповых) приборов]
ISO 4288, Geometrical product specifications (GPS) - Surface texture: Profile method - Rules and procedures for the assessment of surface texture [Геометрические характеристики изделий (GPS). Структура поверхности. Профильный метод. Определение и параметры структуры]
ISO 6507-1, Metallic materials - Vickers hardness test - Part 1: Test method (Материалы металлические. Определение твердости по Виккерсу. Часть 1. Метод испытания)
ISO 8325, Dentistry - Test methods for rotary instruments (Стоматология. Методы испытаний вращающихся инструментов)
ISO 14457, Dentistry - Handpieces and motors (Стоматология. Наконечники для бормашины и моторы)
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины, определения и обозначения
3.1 Термины и определения
В настоящем стандарте использованы термины и определения по ИСО 1942, ИСО 14457, а также следующие термины с соответствующими определениями.
ИСО и МЭК поддерживают терминологические базы данных для использования в области стандартизации по следующим адресам:
- МЭК Электропедия - http://www.electropedia.org/;
- ИСО Интернет-сайт - http://www.iso.org/obp.
3.1.1 наконечник (handpiece): Портативное механизированное устройство, предназначенное для работы ротационных или осциллирующих инструментов (см. 3.1.3).
Примечание - Это определение включает инструменты с возвратно-поступательными движениями.
[ИСО 14457:2012, 3.10, измененный]
3.1.2 инструмент (instrument): Приспособление, предназначенное для ротационных или осциллирующих движений, состоящее из рабочей части, шейки (если применимо) и хвостовика (см. 3.1.5), которое сконструировано для вставки в наконечник (см. 3.1.1).
Примечание 1 - Включая инструменты постоянного вращения или осциллирующие инструменты (см. 3.1.3).
Примечание 2 - См. рисунок 1.
|

1 - рабочая часть; 2 - шейка; 3 - хвостовик
Рисунок 1 - Обозначение частей инструмента
3.1.3 осциллирующий инструмент (oscillating instrument): Инструмент (см. 3.1.2), предназначенный для чередующихся (циклических) движений, включая вибрации, в наконечнике (см. 3.1.1), состоящий из хвостовика (см. 3.1.5) и рабочей части, используемый для проведения стоматологических процедур.
Примечание - Все движения могут быть совмещены с осевыми движениями.
3.1.4 ротационный инструмент (rotary instrument): Инструмент (см. 3.1.2), предназначенный для постоянного вращения в наконечнике (см. 3.1.1), состоящий из хвостовика (см. 3.1.5) и рабочей части, используемый для проведения стоматологических процедур.
3.1.5 хвостовик (shank): Часть рукоятки ротационного или осциллирующего инструмента (см. 3.1.3), используемого в стоматологии, которая предназначена для вставки в патрон наконечника (см. 3.1.1) или наконечника для лабораторного использования.
3.1.6 длина фитинга (fitting length): Длина хвостовика (см. 3.1.5) внутри патрона наконечника (см. 3.1.1) или наконечника для лабораторного использования.
3.2 Обозначения
- диаметр хвостовика;
- диаметр на уровне канавки;
- второе расстояние для пластмассовых хвостовиков;
- длина фитинга;
- расстояние между краем лыски и нерабочим концом;
- расстояние между краем лыски и канавкой;
- ширина канавки;
- длина конического или сферического торца;
Ra - шероховатость поверхности;
s - максимальное расстояние до лыски;
- цилиндричность хвостовика.
4 Классификация
Хвостовики для ротационных и осциллирующих инструментов классифицируют по следующим типам в соответствии с их диаметрами и конструкциями:
- тип 1: хвостовик для углового наконечника [RA (right angle) или СА (contra angle)] - диаметр 2,35 мм с канавкой и лыской (см. рисунок 2);
- тип 2: хвостовик для прямого наконечника [HP (handpiece)] - диаметр 2,35 мм, цилиндрический (см. рисунок 3);
- тип 3: хвостовик для турбинных наконечников [FG (friction grip)] - диаметр 1,6 мм, цилиндрический с коническим или сферическим торцом (см. рисунок 4);
- тип 4: хвостовик для прямого наконечника [HP (handpiece)] - диаметр 3 мм, цилиндрический (см. рисунок 3).
Примечание - Все движения могут быть совмещены с осевыми движениями.
|
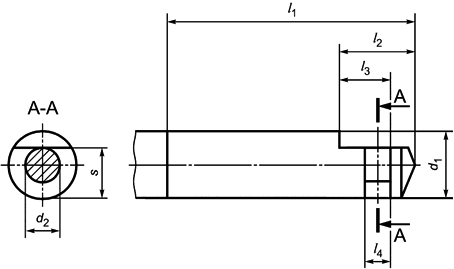
Рисунок 2 - Хвостовик типа 1
|
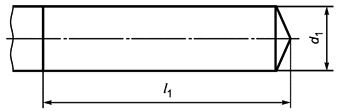
Рисунок 3 - Хвостовики типа 2 и типа 4
|
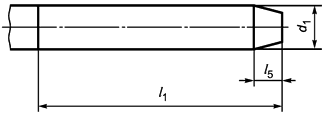
Рисунок 4 - Хвостовик типа 3
5 Требования
5.1 Размеры
5.1.1 Размеры хвостовиков, изготовленных из металла, карбида вольфрама или керамического материала
Размеры и допуски для хвостовиков, изготовленных из металла, карбида вольфрама или керамического материала, должны быть такими, как показано на рисунках 5-8 и приведено в таблице 1.
Размеры приведены в миллиметрах, а шероховатость поверхности - в микрометрах.
Торец хвостовика для типов 1, 2 и 4 должен быть плоским, коническим или сферическим. Торец хвостовика типа 3 должен быть коническим или сферическим.
Измерение проводят согласно требованиям 7.1-7.4.
Таблица 1
Хвостовик | Диаметр | Длина фитинга | ||
Миниатюрный, короткий | Стандартный, длинный | Экстрадлинный | ||
Тип 1 | 2,35 | 9 | 11 | 12 |
Тип 2 | 2,35 | 15 | 30 | 30 |
Тип 3 | 1,6 | 9 | 11 | 12 |
Тип 4 | 3 | - | 30 | 30 |
| ||||
|
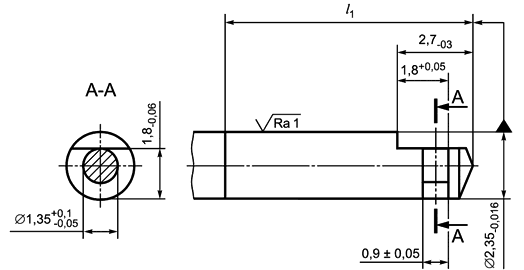
Рисунок 5 - Размеры, допуски и шероховатость поверхности для хвостовика типа 1
|
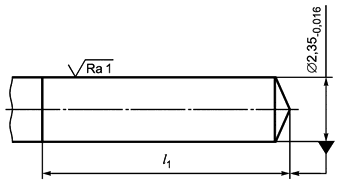
Рисунок 6 - Размеры, допуски и шероховатость поверхности для хвостовика типа 2
|
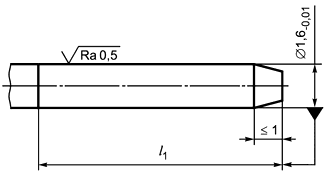
Рисунок 7 - Размеры, допуски и шероховатость поверхности для хвостовика типа 3
|
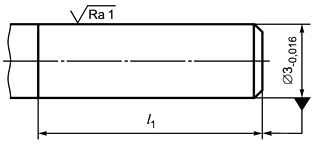
Рисунок 8 - Размеры, допуски и шероховатость поверхности для хвостовика типа 4
5.1.2 Размеры хвостовиков типа 1, изготовленных из пластмассы
5.1.2.1 Общие сведения
Размеры и допуски для хвостовиков типа 1, изготовленных из пластмассы, должны быть такими, как показано на рисунках 9-10.
Размеры приведены в миллиметрах, а шероховатость поверхности - в микрометрах.
Длина фитинга должна соответствовать длине, приведенной в таблице 1.
Торец хвостовика типа 1 должен быть плоским, коническим или сферическим.
Измерение проводят согласно требованиям 7.1-7.4 (если применимо).
|
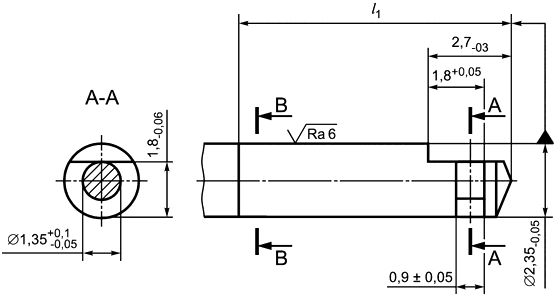
Рисунок 9 - Размеры, допуски и шероховатость поверхности для пластмассового хвостовика типа 1
5.1.2.2 Допустимое отклонение формы - сплющивание участков пластмассового хвостовика
Неровности поверхности должны соответствовать следующим характеристикам (см. рисунок 10):
- ![]() , мм;
, мм;
- х=max 0,04, мм;
- ![]() ;
;
- у=max 0,04, мм.
|
Рисунок 10 - Сплющивание участков, поперечное сечение В-В на рисунке 9
5.1.3 Цилиндричность хвостовика
Цилиндричность хвостовика для всех хвостовиков должна быть в пределах допусков применяемого диаметра хвостовика.
Определение цилиндричности приведено в ИСО 1101.
Измерение проводят согласно требованиям 7.3.
5.1.4 Шероховатость поверхности
Шероховатость поверхности (Ra) для хвостовиков, изготовленных из металла, карбида вольфрама или керамических материалов, как показано на рисунках 5-8, должна быть следующей:
a) тип 1, тип 2 и тип 3: 1 мкм;
b) тип 3: 0,5 мкм.
Шероховатость поверхности (Ra) для полимерных материалов должна быть 6 мкм для всех типов.
Измерение проводят согласно требованиям 7.4.
5.1.5 Расположение маркировки
Расположение маркировки (если предусмотрено) должно быть за пределами длины фитинга.
Если маркировка нанесена в пределах длины фитинга , внешний диаметр хвостовика с маркировкой не должен превышать эффективный диаметр хвостовика.
Соответствие проверяют визуальным осмотром.
5.1.6 Цветовой код для пластмассовых хвостовиков
Цвет пластмассового хвостовика должен соответствовать цветовому коду инструмента, с которым он используется.
Соответствие проверяют визуальным осмотром.
5.2 Требования к материалу
5.2.1 Хвостовики, изготовленные из металла или карбида вольфрама
5.2.1.1 Тип материала для хвостовиков, изготовленных из металла или карбида вольфрама
Тип материала металла или карбида вольфрама и способ его обработки выбирает изготовитель.
5.2.1.2 Твердость для металлических или изготовленных из карбида вольфрама хвостовиков
Твердость хвостовиков, изготовленных из металла или карбида вольфрама, должна быть не менее 250 HV5.
Измерение проводят согласно требованиям 7.5.
5.2.2 Хвостовики, изготовленные из керамических материалов
5.2.2.1 Тип материала для керамических хвостовиков
Тип материала керамики и способ его обработки выбирает изготовитель.
5.2.2.2 Твердость для керамических хвостовиков
Твердость хвостовиков, изготовленных из керамического материала, должна быть не менее 1400 HV0,5.
Измерение проводят согласно требованиям 7.5.
5.2.3 Хвостовики, изготовленные из пластмассы
5.2.3.1 Тип материала для пластмассовых хвостовиков
Тип материала пластмассы и способ его обработки выбирает изготовитель.
5.2.3.2 Испытание на растяжение для пластмассовых хвостовиков
Предел прочности для хвостовиков, изготовленных из пластмассы, должен быть не менее 130 МПа.
Измерение проводят согласно требованиям 7.6.
5.2.3.3 Термостойкость и устойчивость окраски для пластмассовых хвостовиков
Требование не применимо для инструментов одноразового использования.
Хвостовики, изготовленные из пластмассы, не должны показывать признаков деформации и распознаваемого изменения цвета после испытания.
Испытание проводят согласно требованиям 7.7.
5.2.3.4 Устойчивость к набуханию и химическим препаратам для пластмассовых хвостовиков
Требование не применимо для инструментов одноразового использования.
Хвостовики, изготовленные из пластмассы, не должны набухать сверх заданного диапазона допусков (см. рисунки 5-9) при обработке рекомендованным изготовителем дезинфицирующим или стерилизующим раствором. Хвостовики должны соответствовать диапазону допусков (см. рисунок 9) при стерилизации согласно требованиям 7.7.
Испытание проводят согласно требованиям 7.1-7.3.
5.2.3.5 Маркировка
Маркировка должна быть устойчива как минимум к пяти повторным процедурам обработки, таким как дезинфекция, очистка и стерилизация, проведенным согласно инструкциям изготовителя, за исключением случая, когда инструмент промаркирован для одноразового использования.
6 Отбор образцов и оценка соответствия/несоответствия
Случайным образом выбирают 10 инструментов из валидационной партии и испытывают их согласно методу, описанному в разделе 7.
Если только восемь инструментов или менее соответствуют требованиям, то продукт признается не соответствующим требованиям.
Если девять инструментов соответствуют требованиям, то испытывают 10 дополнительных инструментов. Когда испытывают 10 дополнительных инструментов, все 10 инструментов должны соответствовать требованиям для подтверждения соответствия продукта.
7 Методы измерения и испытания
7.1 Диаметр хвостовика
Измерения диаметра хвостовика должны быть проведены согласно требованиям ИСО 8325 соответствующими измерительными приборами. Изготовитель должен подтвердить, что точность измерительного прибора является достаточной.
Диаметр хвостовика должен быть измерен путем перемещения по длине
.
7.2 Другие размеры
Измерения других размеров должны быть проведены согласно требованиям ИСО 8325 соответствующими измерительными приборами. Изготовитель должен подтвердить, что точность измерительного прибора является достаточной.
7.3 Цилиндричность хвостовика
Используют метод, основанный, например, на методах измерения биения или методах измерения прямолинейности не менее чем с тремя точками измерений в ходе квалификационного процесса.
7.4 Шероховатость поверхности
Шероховатость поверхности определяют согласно требованиям ИСО 3274 и ИСО 4288.
7.5 Твердость по Виккерсу
Твердость по Виккерсу определяют согласно требованиям ИСО 6507-1. Метод измерения применим для хвостовиков, изготовленных из металла или карбида вольфрама.
Для хвостовиков, изготовленных из керамики, твердость определяют согласно требованиям ЕН 843-4 или ИСО 6507-1.
7.6 Предел прочности (только для хвостовиков, изготовленных из пластмассы)
Предел прочности определяют согласно требованиям ИСО 527-2.
Метод измерения применим для хвостовиков, изготовленных из пластмассы.
7.7 Термостойкость, устойчивость окраски и устойчивость к набуханию (только для хвостовиков, изготовленных из пластмассы)
7.7.1 Оборудование
Стерилизатор паровой.
7.7.2 Методика испытания
Осуществляют автоклавирование 10 инструментов каждого размера под давлением 220 кПа при температуре (134±2)°С в течение 20 мин.
7.7.3 Сопротивление набуханию в процессе повторной обработки
Используют один цикл повторной обработки согласно инструкции изготовителя. В течение 2 ч после охлаждения до комнатной температуры и сушки (для обеспечения достаточной сухости материала) измеряют диаметр.
Приложение А
(справочное)
Контроль качества
А.1 Типы хвостовиков
Для целей контроля качества хвостовики инструментов должны быть классифицированы в соответствии с требованиями раздела 4.
А.2 Дефекты
А.2.1 Значительные дефекты
Значительными дефектами считают отклонения от технических характеристик, указанных в таблице А.1. К значительным дефектам относят только те дефекты, которые мешают эксплуатации или правильному функционированию инструмента.
А.2.2 Незначительные дефекты
Незначительными дефектами считают все отклонения в размерах, не указанные в таблице А.1. К незначительным дефектам относят все другие отклонения от технических характеристик, которые снижают качество инструмента, но не мешают его правильной работе.
Таблица А.1 - Значительные дефекты
Хвостовик | s | ||||
Тип 1 | >2,35 | >1,45 | <1,80 | <0,85 | >1,80 |
Тип 2 | >2,35 | - | - | - | - |
Тип 3 | >1,60 | - | - | - | - |
Тип 4 | >3,00 | - | - | - | - |
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 527-2 | - | * |
ISO 1101 | - | * |
ISO 1942 | IDT | ГОСТ Р ИСО 1942-2017 "Стоматология. Терминологический словарь" |
ISO 3274 | - | * |
ISO 4288 | - | * |
ISO 6507-1 | IDT | ГОСТ Р ИСО 6507-1-2007 "Металлы и сплавы. Измерение твердости по Виккерсу. Часть 1. Метод измерения" |
ISO 8325 | IDT | ГОСТ Р ИСО 8325-2010 "Инструменты стоматологические вращающиеся. Методы испытаний" |
ISO 14457 | - | * |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Официальный перевод данного международного стандарта находится в Федеральном информационном фонде стандартов. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
Библиография
[1] | ISO 2859-1 | Sampling procedures for inspection by attributes - Part 1: Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection |
[2] | ISO 3630-1 | Dentistry - Root-canal instruments - Part 1: General requirements and test methods |
[3] | EN 843-4 | Advanced technical ceramics - Mechanical properties of monolithic ceramics at room temperature - Part 4: Vickers, Knoop and Rockwell superficial hardness |
УДК 615.472:006.354 | ОКС 11.040.99 |
Ключевые слова: хвостовик, инструмент, наконечник, размеры, допуски | |
Электронный текст документа
и сверен по:
, 2018
{kind=link}