Цена 3 коп,
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ИГЛЫ ИНЪЕКЦИОННЫЕ ОДНОКРАТНОГО ПРИМЕНЕНИЯ
ОСНОВНЫЕ РАЗМЕРЫ. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ.
МЕТОДЫ ИСПЫТАНИЙ
ГОСТ 25046—81 |СТ СЭВ 2590-80)
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
УДК 615.473.2: 006.354 Группа Р21
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ИГЛЫ ИНЪЕКЦИОННЫЕ ОДНОКРАТНОГО ПРИМЕНЕНИЯ.
Основные размеры. Технические требования.
Методы испытаний
Single use needles for injections.
Basic dimensions. Technical requirements. Test methods
ОКП 94 3220
ГОСТ 25046—8Г
(СТ СЭВ 2590—80)
Постановлением Государственного комитета СССР по стандартам от 17 декабря 1981 г. № 5445 срок действия установлен
с 01.01.83 до 01.01.88
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на стерильные инъекционные иглы однократного применения (далее — иглы), предназначенные для внутримышечного, подкожного, внутривенного введения в организм человека различных жидких лекарственных препаратов, применяемых в медицинской практике, а также для отбора крови, и устанавливает основные размеры, технические требования и методы испытаний.
Настоящий стандарт полностью соответствует СТ СЭВ 2590—80.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Иглы в зависимости от вида присоединительного конуса подразделяют на два типа:
«Луер» — с присоединительным конусом 6 : 100;
«Рекорд» — с присоединительным конусом 10 : 100.
Примечание. Конусность 6 * 100 является предпочтительной.
1.2. В зависимости от угла заточки иглы следует изготовлять следующих исполнений:
с длинным срезом (без обозначения); с коротким срезом (обозначается буквой К).
Издание официальное Перепечатка воспрещена
★
* Переиздание (сентябрь 1984 г ) с Изменениями № 1, 2, утвержденными в ноябре 1983 г., августе 1984 г. (ИУС 2—84,11—84).
(§> Издательство стандартов, 1984
1.3. Основные размеры игл и цветовое обозначение их головок должны соответствовать указанным на черт. 1 и в табл. 1.
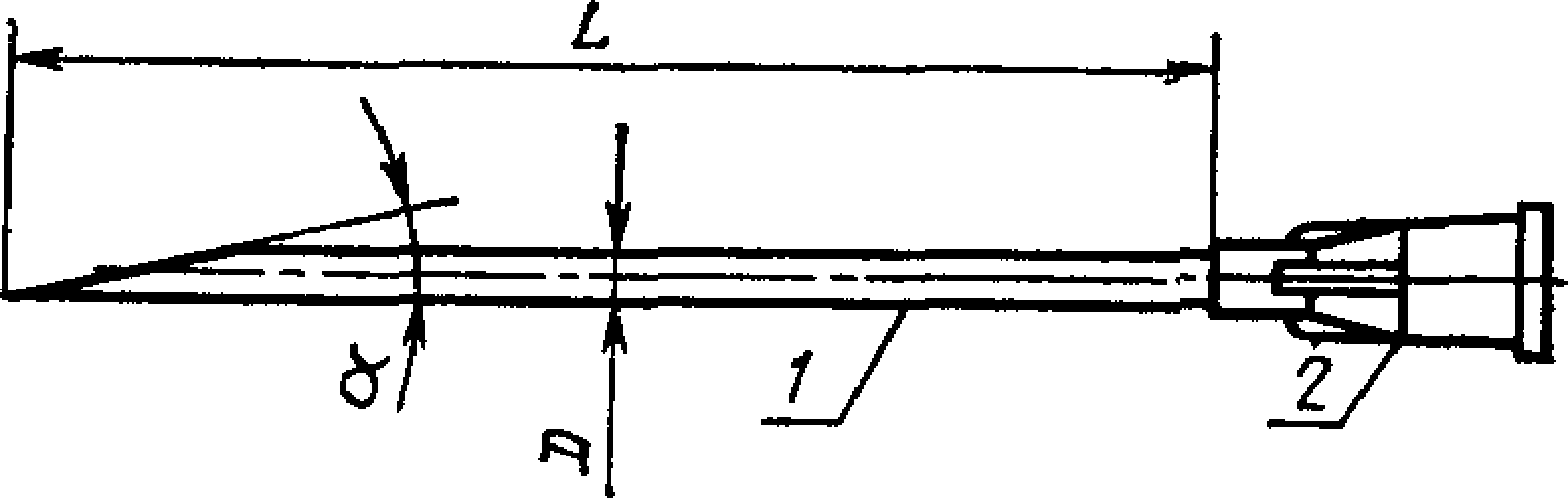
/—трубка иглы; 2—головка иглы
Черт. 1
Таблица 1
Р а з м е р ы в мм —*
Размер иглы | D | Пред откл. | L | Пред откт. | Циет головки ИГЛЫ |
0,4X10 | 0,4 | 10 | ±1,0 | Серый | |
0,4X15(0,4X16) | 0,4 | 15(16) | ±1,0 | Серый | |
0,4X25 | 0,4 | 25 | ±1,0 | Серый | |
0,5X15(0,5X16) | 0,5 | Оранжевый | |||
0,5X25 | 0,5 | 25 | ± 1 ,о | Оранжевый | |
0,5x40(0,5x38) | 0,5 | 40(38) | ±1,5 | Оранжевый | |
0,6X25 | 0,6 | 25 | ± 1 ,о | Синий | |
0,6X30(0,6X32) | 0,6 | 30(32) | 4-1,5 | Синий | |
0,7X25 | 0,7 | 25 | ±1,0 | Черный | |
0,7X30(0,7X32) | 0,7 | 30(32) | ±1 5 | Черный | |
08x25 | 0,8 | 25 | ±1,0 | Зеленый | |
0,8X35 | 0,8 | ±0,04 | 35 | ±1,5 | Зеленый |
0,8X40(0,8X38) | 0,8 | 40(38) | ±1,5 | Зеленый | |
0,8X50 | 0,8 | 50 | ±0 | Зеленый | |
—>2,5 | Зеленый | ||||
0,9X25 | 0,9 | 25 | ±1,0 | Желтый | |
0,9X40(0,9X38) | 0,9 | 40(38) | ± 1,5 | Желтый | |
1,0X40(1,0X38) | 1,0 | 40(38) | ±1,5 | Кремовый | |
1,0X50 | 1.0 | 50 | + 0 | Кремовый | |
-2,5 | Кремовый | ||||
1,1X40(1,1X38) | 1,1 | 40(38) | ±1,5 | Коричневый | |
1,2X40(1,2X38) | 1,2 | 40(38) | ±1,5 | Розовый | |
1,2X50 | 1,2 | 50 | ±0 | Розовый | |
—2.5 | Розовый |
Примечания*
1 Допускается изготовление игл с неокрашенной головкой.
2. Допускается указывать размеры игл но L/10 D (например 30/6).
3. В скобках указаны допустимые варианты размеров.
1.4. Размеры присоединительных конусов головок игл должны соответствовать TQCT 22967—82.
1.5. Угол заточки иглы а (по основной плоскости) должен быть:
12°±2° — для исполнения с длинным срезом;
18°±2° — для исполнения с коротким срезом.
1.6. Заточку конца иглы следует проводить по трем плоскостям.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Иглы должны соответствовать требованиям настоящего стандарта и изготавливаться по рабочим чертежам и технологической документации, утвержденной в установленном порядке.
2.2. Трубка иглы должна быть изготовлена из коррозионно-
стойкого металла, устойчивого к применяемым методам* стерилизации. 1
Детали иглы должны быть изготовлены из' следующих материалов:
трубка иглы из стали 12Х18Н10Т по ГОСТ 5632—72 и стали 36НХТЮ по ГОСТ 10994—74;
головка иглы из полиэтилена низкого давления марок 21008—075, 21008—075—01, 20908—040, 20908—040—01 по ГОСТ 16338—77; из полипропилена по техническим условиям на его конкретную марку.
Примечание. Допускается изготовление труоки из стали марок 12Х18Н9 и 12Х18Н9Т по ГОСТ 5632—72, а также из импортных сталей, по химическим свойствам соответствующих марке )2Х18111 ОТ по ГОСТ 5632—72
2.3. ^Наружная поверхность иглы должна быть блестящей,kбез трещин, царапин и других видимых дефектов.
На трубке иглы не допускается разница в оттенках от электролитического снятия заусенцев на длине не более 15 мм от головки1.
2.2, 2.3. (Измененная редакция, Изм. № 1).
2.3а. Шероховатость наружной поверхности иглы не должна быть более Rа 0,16 мкм.
Шероховатость поверхности заточки не должна быть более Ra 0,63 мкм.
(Введен дополнительно, Изм. № 1).
2.4. Трубка иглы должна быть упругой, а ее конец острым, без заусенцев.
2.5. Головка иглы не должна иметь острых кромок, ее поверхность должна быть гладкой, без трещин, заусенцев и загрязнений.
2.6. Присоединительный конус головки должен обеспечивать герметичное соединение ее с конусом шприца.
2.7. Соединение трубки с головкой иглы должно быть прочным и герметичным.
2.8. В месте соединения трубки с головкой не должно происходить уменьшения диаметра трубки или ее деформации.
2.9. Оси трубки и головки должны совпадать. Максимальное допустимое отклонение от оси головки ±3°.
2.10. 'Наружная и внутренняя поверхности иглы должны быть чистыми.
2.11. Условное обозначение иглы должно включать: наименование иглы;
тип иглы; диаметр; длину; исполнение;
обозначение настоящего стандарта.
Пример условного обозначения инъекционной иглы однократного применения с присоединительным конусом 6 : 100, диаметром трубки 0,8 мм, длиной 25 мм с коротким срезом: Игла инъекционная однократного применения «Луер» 0,8X25 К
или 2518 К ГОСТ 25046—81
То же, присоединительным конусом 10: 100, диаметром трубки 0,5 мм, длиной 25 мм с длинным срезом:
Инъекционная игла однократного применения «Рекорд» 0,5X25 или 25/5 ГОСТ 25046—81 (Измененная редакция, Изм. № 1).
2.12. Потребительская упаковка должна обеспечивать стерильность, апирогенность и нетоксичность игл на срок- не менее 3 лет.
Примечание. Для применения внутри страны срок сохранения стерильности, апирогенности и нетоксичности установить:
1,5 года —■ до 01.07.85.
2 года — с 01.07.85 до 01.07.86.
(Измененная редакция, Изм«2).
2.13. Потребительская упаковка должна обеспечивать герметичное закрытие каждой иглы и ее защиту от внешних механических повреждений.
2.14. Потребительская упаковка должна обеспечивать возможность визуального определения цвета головки упакованной иглы. При применении непрозрачной упаковки или при изготовлении игл с неокрашенными головками, потребительская упаковка должна быть окрашена соответственно цвету головки иглы.
2.15. При применении в качестве потребительской упаковки упаковочной ленты, содержащей несколько отдельно упакованных игл, необходимо обеспечить разделение каждой иглы без повреждения упаковки.
2.16. На потребительской упаковке должно быть указано как минимум:
условное обозначение иглы;
надпись «Стерильно»;
номер партии (серии) с указанием месяца и года стерилизации;
срок годности.
2.17. Иглы в потребительской упаковке должны быть уложены в коробку и предохранены от перемещения. На коробке следует указать:
наименование и (или) товарный знак предприятия; условное обозначение иглы; технические условия на иглу конкретного типа; надпись «Стерильно», «Апирогенно», «Нетоксично»; номер партии (серии) с указанием месяца и года стерилизации;
число игл в коробке; срок годности; способ стерилизации;
инструкция по применению должна быть напечатана на коробке или вложена в нее.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Испытания следует проводить на простерилизованных иглах.
3.2, 3.6. (Исключены, Изм. № 1).
3.7. Проверку размеров игл (пп. 1.3—1.6) следует проводить с помощью измерительных инструментов, обеспечивающих необходимую точность измерений.
3.8. Проверку игл по пп. 2.14—2.17 следует проводить визуально, а по пп. 2.3, 2.5, 2.8 и 2.10 — при помощи лупы с 4-кратным увеличением.
3.9. Чистоту внутренней поверхности иглы (п. 2.10) проверяют шприцеванием раствора глицерина по ГОСТ 6823—77 с дистиллированной водой по ГОСТ 6709—72 (в соотношении 1:1) в объеме 1 мм на фильтровальную бумагу.
В результате фильтрации жидкости на бумаге не должно быть следов загрязнения.
Допускается проводить проверку чистоты внутренней поверхности иглы другими веществами, обеспечивающими равнозначный результат испытаний.
3.10. Проверку коррозионной стойкости трубок игл (п. 2.2) проводят следующим образом: сначала трубки игл погружают в 10%-ный раствор лимонной кислоты по ГОСТ 908—79 при температуре (20±5)°С, затем выдерживают в растворе в течение 5 ч, промывают, кипятят в дистиллированной воде в течение 30 мин, после чего трубки игл выдерживают в дистиллированной воде в течение 24 ч. Затем трубки вынимают из воды, высушивают испа-
Стр. 6 ГОСТ 25046—31
рением и осматривают. На трубках игл не должно быть следов коррозий.
3.8—3.10. (Измененная редакция, Изм. № 1).
3.10а. Шероховатость наружной поверхности следует проверять методом сравнения с эталонными деталями, аттестованными в установленном порядке оптическими контрольно-измерительными приборами, профилометрами по ГОСТ 19300—73 или профилографами по ГОСТ 19299—73.
(Введен дополнительно, Изм. № I).
3.11. Проверку упругости (п. 2.4) проводят на измерительном устройстве следующим образом: головку иглы прочно насаживают на наконечник измерительного устройства. Нулевую точку шкалы, расположенной перпендикулярно оси трубки, совмещают с концом острия трубки. Конец трубки перемещают (черт. 2) в направлении перпендикулярном оси трубки (изгиб) на расчетную величину. Величину изгиба а в миллиметрах определяют по формуле:
I3
а~ 350D '
где L — длина трубки, мм;
D — диаметр трубки, мм.
Испытание трубки на изгиб проводят в обе стороны от оси симметрии. По окончании испытания вершина острия иглы должна совпадать с нулевой точкой шкалы; допускаемое отклонение ± 1 мм.
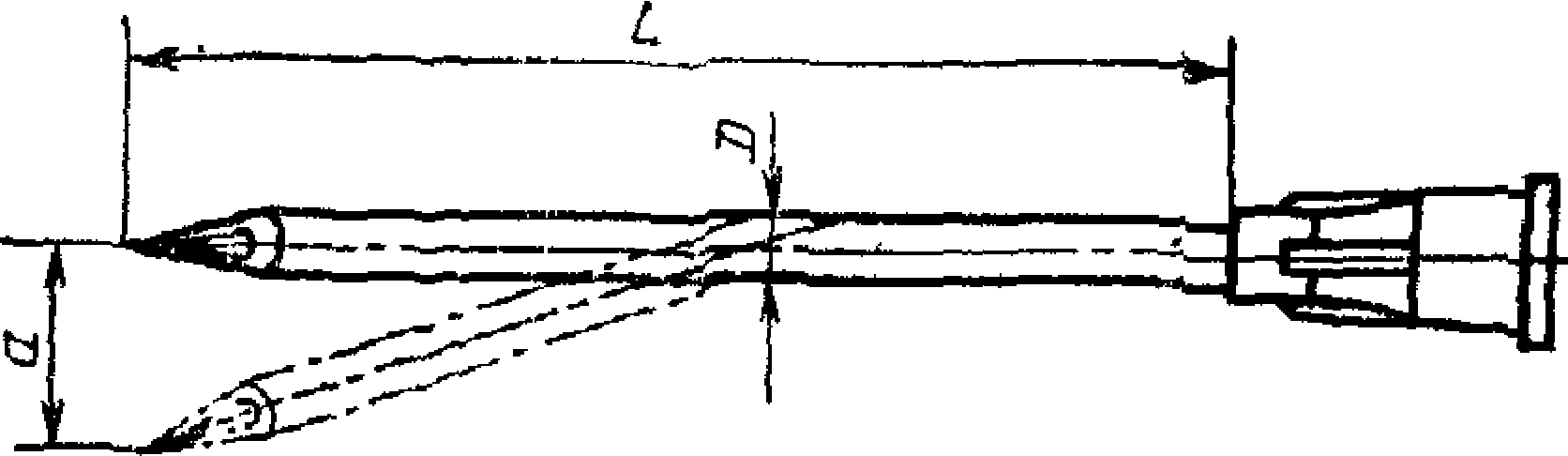
Черт. 2
Данная проверка не распространяется на иглы длиной до 25 мм.
Проверку игл на упругость допускается проводить и другими способами, гарантирующими равнозначный результат испытаний.
3.12. Проверку остроты конца иглы (п. 2.4) следует проводить
одним из следующих способов:
а) игла, закрепляемая в приспособлении, совершает поступательное движение с постоянной скоростью 40±10 мм/мин н
прокалывает пленку полиэтилена ГОСТ 10354—82 высокого давления толщиной 150±15 мкм, закрепленную в рамке. Значения максимальна допустимой силы прокалывания не должны превышать приведенных в табл. 2.
Таблица 2
Диаметр иглы, мм | Сила прокалывания, Н, не бо 1эе |
0,40 | 0,50 |
0,50 | 0,60 |
0,60 | 0J0 |
0,70 | 0,80 |
0,80 | 0,90 |
0,90 | 1,00 |
1,00 | 1,10 |
1,10 | 1,15 |
1,20 | 1,20 |
б) игла, закрепляемая в приспособлении, совершает возвратно-поступательное движение с постоянной скоростью 32±5 мм/мин и прокалывает магнитную ленту типа А2601-6Б по ГОСТ 17204—71, находящуюся в постоянно натянутом состоянии. Значения силы прокалывания не должны превышать приведенных в табл. jS.
Таблица 3
Диаметр шлы, мм | Сила прокалывания Н, не более |
0,40 | 0,40 |
0,50 | 0,40 |
0,60 | 0,40 |
0,70 | 0,45 |
0,80 | 0,50 |
0,90 | 0,50 |
1,00 | 0,55 |
1,10 | 0,55 |
1 20 | 0,60 |
3.11, 3.12. (Измененная редакция, Изм. № 1).
3.13. Испытания конца иглы на отсутствие заусенцев (п. ‘2.4) следует проводить путем укола в вату. После укола на конце иглы не должно быть ватных волокон.
3.14. Проверку герметичности соединений (пи. 2.6, 2.7) следует проводить одним из следующих способов:
а) острый конец иглы втыкают вертикально в мягкую резину, затем иглу соединяют с помощью закаленной конусной втулки с инъекционным шприцем объемом 10 мл, заполненным водой и оснащенным манометром. Конус втулки — по ГОСТ 22967—82. При помощи шприца в игле создается избыточное давление 0,15 МПа. Допускается на месте соединения втулки с головкой иглы появление капли воды, которая не должна падать в течение 10 с.
Просачивание воды в месте соединения трубки с головкой не
допускается:
б) острый конец иглы втыкают в мягкую резину, головку иглы насаживают на конусную втулку, к которой подведен сжатый воздух с избыточным давлением от 0,04 до 0,05 МПа. Затем иглу погружают в сосуд с водой.
Появление пузырьков воздуха в местах соединения трубки с головкой иглы и головки со втулкой не допускается.
(Измененная редакция, Изм. № 1).
3.15. Проверку прочности соединения трубки с головкой иглы (п. 2.7) следует проводить приложением нагрузки к трубке и головке в направлении их разъединения. Значения испытательной нагрузки в зависимости от диаметра иглы должны соответствовать приведенным в табл. 4.
Таблица 4
Диаметр шлы, мм | Испытательная на!рузка, Н |
0,4 | 20 |
0,5 | 22 |
оЛ | 35 |
0,7 | 40 |
0Л | 45 |
0Л | 55 |
1,0 | 60 |
1,1 | 60 |
1,2 | 65 |
Длительность приложения нагрузки 1 с. За это время трубка не должна сдвигаться в головке.
3.16. Проверку на герметичность потребительской упаковки (п. 2.13) следует проводить следующим способом:
иглу в потребительской упаковке погружают в воду на глубину 300 мм и выдерживают в течение 15 с.
Упаковка считается герметичной, если отсутствует выделение пузырьков воздуха.
Проверку потребительской упаковки на воздействие внешних механических повреждений (п. 2.13) следует проводить по ГОСТ 20790—82.
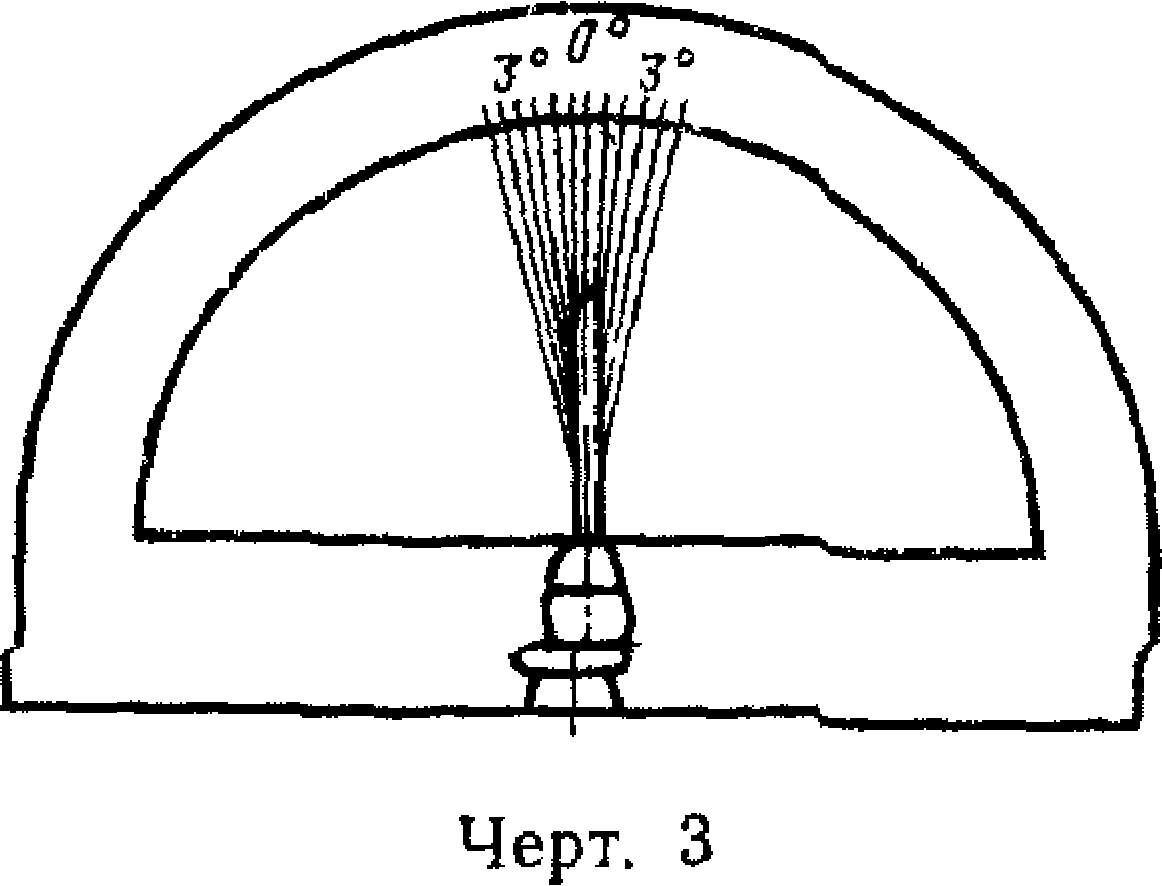
3.17. Проверку отклонения трубки 0т оси головки (п. 2.9) необходимо проводить следующим образом:
головку иглы устанавливают на конус по ГОСТ 22967—82 испытательного устройства, приведенного на черт. 3. Оси головки и трубки должны быть параллельны линии градусной шкалы, которая проходит через 0°. Допустимое отклонение ±3°.
3.16, 3.17. (Измененная редакция, Изм. № I).
3.18. Проверку условных обозначений (п. 2.11) и потребительской упаковки (пп. 2.14—2.17) следует проводить визуально.
Редактор В. Н. Шалаеаа Технический редактор 3, в. Митяй Корректор В. А. Ряукайте
Сдано в наб. 02 07,84 Подгт. н печ. 14.11 84 0.76 п л. 0,76 уел. кр.-отт. 0,50 уч,-изд. л
Тираж 4000 Цена 3 коп.
Ордена «Знак Почета* Иэдательство стандартов, 123840, Москва, ГСП,
Новопресненский неро д, з.
Вильнюсская типография Издательства стандар>ОВ; ул Миндауго, 12/14. Зак. 3370
Изменение № 3 ГОСТ 25046—81 Иглы инъекционные однократного применения. Основные размеры. Технические требования. Методы испытаний
Утверждено и введено в действие Постановлением Государственного комитета СССР по стандартам от 20.03.87 № 809
Дата введения 01.07.87
Пункт 2.2. Заменить ссылку: ГОСТ 16338—77 на ГОСТ 16338—85.
Раздел 2 дополнить пунктом — 2.11а: «2.11а. Назначенный срок сохраняемости— 3 года».
(Продолжение см. с. 268)
(Продолжение изменения к ГОСТ 25046—81) Пункт 2 12 Примечание исключить
Пункт 3 10а Заменить ссылку» ГОСТ 19300—73 на ГОСТ 19300—86; исключить слова- «или профнлографами по ГОСТ 19299—73».
Пункт 3 12 Исключить ссылку! «по ГОСТ 17204—71».
(ИУС Me 6 1987 г.)
Изменение № 4 ГОСТ 25046—81 Иглы инъекционные однократного применениям Основные размеры. Технические требования. Методы испытаний
Утверждено и введено в действие Постановлением Государственного комитета СССР по стандартам от 23.06.87 № 2249
Дата введения 01.01.88
Пункт 1.1. Заменить значение: 10:100 на 10:100*; примечание исключить; дополнить сноской: «* С 01.01.89 допускается выпускать только по заказу потребителя».
Раздел 1 дополнить пунктом — 1.2а: «1.2а. В зависимости от толщины стенки иглы следует изготовлять:
с обычной стенкой (без обозначения); с тонкой стенкой (обозначается буквами ТС)».
Пункт 1.3. Таблицу 1 изложить в новой редакции:
(Продолжение см. с. 394)
(Продолжение изменения к ГОСТ 25046—В!)
Таблица 1
i . ' ' ’ = ' ! Показатель размеров иглы | Размеры, мм | Цвет головки иглы | ||||
Диаметр иглы D | Длина иглы | Диаметр отверстия иглы | ||||
min | max | L | Пред. откл. | |||
0,45x10 | 0,44 | 0,47 | 10 | ±1,0 | 0,24 | Светло- коричневый |
0,45X15(0,45X16) | 15(16) | |||||
0,45X25 | 25 | ±1,5 | ||||
»,5X15(0,5X10) | 0,50 | 0,53 | 15(16) | ±1,0 | 0,24 | Оранжевый |
0,5X25 | 25 | ±1,5 | ||||
0,5X40.(0,5X38) | 40(38) |
(Продолжение см. с. 395)
Продолжение табл. /
Показатель размеров иглы | Размеры, мм | Цвет головки иглы | ||||
Диаметр иглы D | Длина иглы | Диаметр отверстия иглы | ||||
min | max | L | Пред. откл. | |||
0,6X26 | 0,62 | 0,65 | 25 | ±1,5 | 0,32 | Синий |
0,6X30(0,6X32) | 30(32) | |||||
0,7X25 | 0,70 | 0,73 | 25 | 0,39 | Черный | |
0,7X30(0,7X32) | 30(32) | |||||
0,8X26 | 0,80 | 0,83 | 25 | 0,49 | Зеленый | |
0,8X39 | 35 | |||||
0,6»Х 40(0,8X3*8) | 40(38) | |||||
0,8X50 | 50 | |||||
0,9X25 | 0,86 | 0,92 | 25 | 0,56 | Желтый | |
0,9X40(0,9X38) | 40(38) | |||||
1,1X40(1,1X38) | 1,03 | 1.10 | 0,65 | Кремовый | ||
1,1X40(1,1X38) ТС | 0,79 | |||||
1,2 X 40(1,2 X38) | 1,21 | 1,30 | Розовый | |||
1,2X40(1,2X38) ТС | 0,9 | |||||
1,2X50 | 50 | 0,79 | ||||
1,5X40(1,5X38) | 1,48 | 1,54 | 40(38) | 0,99 | Красный | |
1,5X40(1,5X 38) ТС | 1,2 |
Пункт 2.2. Первый абзац изложить в новой редакции: «Трубка иглы должна быть изготовлена из коррозионно-стойкого металла. Игла в упаковке должна быть устойчива к применяемым методам стерилизации».
Пункт 2.3 изложить в новой редакции: «2.3. Наружная поверхность иглы должна быть покрыта силиконом».
Пункт 2.3а исключить.
Пункты 2.3, 2.11 изложить в новой редакции: «2.8. В месте соединения трубки с головкой не должно быть уменьшения диаметра трубки.
2.11. Условное обозначение иглы должно включать:
наименование иглы;
тип иглы;
диаметр;
длину;
исполнения (по пп. 1.2; 1.2а); номер технических условий.
Пример условного обозначения инъекционной иглы однократного применения с присоединительным конусом 6:100, диаметром трубки 0,8 мм, длиной 25 мм с коротким срезом:
Игла инъекционная однократного применения «Л у ер» 0,8Х.25К или 25/8КТУ
То же, диаметром трубки 0,5 мм, длиной 25 мм с длинным срезом:
Игла инъекционная однократного применения «Л у ер» 0,5У(25 или 25)5 ТУ
То же, диаметром трубки 1,2 мм, длиной 40 мм с длинным срезом с тонкой стенкой:
Игла инъекционная однократного применения «Л у ер» 1,2У^40 ТС
или 40/12 ТС ТУ
То же, с присоединительным конусом 10:100, диаметром трубки 1,2 мм, длиной 40 мм с длинным срезом:
Игла инъекционная однократного применения «Рекорд» 1,2У(40
или 40/12 ТУ».
Раздел 2 дополнить пунктом — 2.13а: «2.13а. Игла должна быть снабжена предохранительным колпачком, обеспечивающим защиту от внешних механических повреждений. Цвет предохранительного колпачка должен соответствовать цвету головки иглы».
Пункт 2.16. Предпоследний абзац. Заменить слова: «года стерилизации» на «срока годности»;
последний абзац исключить.
Пункт 2.17. Шестой абзац. Заменить слова: «года стерилизации» на «срока годности»; восьмой абзац исключить.
Пункт 3.8. Исключить ссылку: п. 2.8.
Пункт 3.9. Заменить значение: 1 мм на 1 мл.
Пункт ЗЛО. Заменить значение: 24 ч на 48 ч.
Пункт 3.10а изложить в новой редакции: «3.1:0а. Проверка игл на стерильность (п. 2.2) должна проводиться в соответствии с требованиями «Методических указаний по контролю стерильности медицинских изделий, стерилизованных радиационным способо|м».
Пункт 3.12. Таблицы 2, 3 изложить в новой редакции:
Таблица 2
Диаметр иглы, мм | Сила прокалывания, Н, не более |
0,45 | 0,50 |
0,5 | 0,60 |
0,6 | 0,70 |
0,7 | 0,80 |
; 0,8 | 0,90 |
0,9 | 1,00 |
1,1 | 1,15 |
1,1 ТС | 1,15 |
1.2 | 1,20 |
1,2 ТС | 1,20 |
1.5 | 1,20 |
1,5 ТС | 1,20 |
(Продолжение см. с. 397)
Таблица 3
Диаметр иглы, мм | Сила прокалывания, Н, не более |
0,45 | 0,40 |
0,5 | 0,40 |
0,6 | 0,40 |
0,7 | 0,45 |
0,8 | 0,50 |
0,9 | 0,50 |
1Л | 0,55 |
1,1 ТС | 0,55 |
1,2 | 0,60 |
1,2 ТС | 0,60 |
■г* | 0,60 |
1,5 ТС | 0,60 |
Пункт 3.15. Таблицу 4 изложить в новой редакции:
Таблица 4
Диаметр иглы, мм | Испытательная нагрузка, Н |
0,45 | 22 |
0,5 | 22 |
0,6 | 34 |
0,7 | 40 |
0$ | 44 |
0,9 | 54 |
U | 69 |
и тс | 69 |
1,2 | 69 |
1,2 ТС | 69 |
1,5 | 09 |
1,5 ТС | 09 |
(Продолжение см. с. 398)
(Продолжение изменения к ГОСТ 25046—8Т)
Раздел 3 дополнить пунктом — 3.19: «3.19. Проверку игл на отсутствие уменьшения диаметра трубки (п. 2,8) следует проводить путем проведения через канал иглы мерного мандрена диаметром, указанным в табл. 5. При этом мандрен должен свободно проходить через канал иглы.
Таблица 5
мм
Диаметр трубки | Диаметр мандрена |
0,45 | 0,18 |
0,5 | 0,18 |
0,0 | 0,25 |
0,7 | 0,30 |
0,8 | 0,40 |
0,9 | 0,48 |
U | 0,58 |
1,1 ТС | 0,70 |
1,2 | 0,70 |
1,2 ТС | 0,80 |
1,6 | 1,00 |
1,5 ТС | 1,10 |
(ИУС No 10 1987 г.)
Изменение № 5 ГОСТ 25046—81 Иглы инъекционные однократного применения. Основные размеры. Технические требования. Методы испытаний
Утверждено и введено в действие Постановлением Государственного комитета СССР по стандартам от 29.12.88 № 4643
Дата введения 01.07.89
Вводная часть. Второй абзац изложить в новой редакции: «Степень соответствия настоящего стандарта СТ СЭВ 2590—80 приведена в приложении».
Пункт 1.3. Таблица 1. Заменить наименование графы: «Цвет головки иглы» на «Цветовое обозначение диаметра иглы».
Пункты 2.2, 2.3 изложить в новой редакции: «2.2. Трубка иглы должна быть изготовлена из коррозионно-стойкого металла. Игла в упаковке должна быть устойчива к применяемым методам стерилизации.
Детали игл должны быть изготовлены из следующих материалов:
трубка иглы из стали 12Х18Н10Т по ГОСТ 5632—72 и стали 36НХТЮ по ГОСТ 10994*74; головки иглы из полипропилена марок 21060—16, 21060—30 по ГОСТ 26996—86.
Примечание. Допускается изготовление трубки иглы из стали марок 12Х18Н9, 12Х18Н9Т, 03X18H1Q по ГОСТ 5632—72 и других отечественных и импортных сталей, по химическим и физическим свойствам соответствующих указанным маркам.
Допускается изготовление головки и обоймы иглы из алюминия марок АМц, АД, АД1 и АД31 по ГОСТ 4784—74.
2.3. Наружная поверхность иглы должна быть гладкой, без трещин, раковин, забоин, царапин, выкрошенных мест, расслоений, заусенцев и других видимых дефектов. На трубке иглы не допускается разница в оттенках от электролитического снятия заусенцев на длине более 15 мм от головки».
Раздел 2 дополнить пунктом — 2.3а (после п. 2.3): «2.3а. Поверхность трубки иглы должна быть покрыта силиконовой смазкой по нормативно-технической документации. Количество используемой смазки должно быть минимальным, чтобы не было видно капель жидкости на наружной поверхности и в канале трубки иглы».
Пункты 2.4, 2.11а, 2.13а, 2.14, 3.7, 3.8, 3.11 изложить в новой редакции: «2.4. Трубка иглы должна быть упругой, прочной и прямолинейной, а конец ее острый без заусенцев. Для игл длиной более 50 мм отклонение от прямолинейности не должно быть более 0,2 мм на длине 50 мм.
2.11а. Назначенный срок сохраняемости — 3 года при радиационной стерилизации, при газовой стерилизации ~ 4 года*; дополнить сноской: «*С 01.01.95».
2,13а. Игла должна быть снабжена предохранительным колпачком, обеспечивающим защиту иглы от повреждения. Предохранительный колпачок должен быть изготовлен из неокрашенного или цветного материала, соответствующего цветовому обозначению диаметра иглы согласно табл. 1.
2,14. Потребительская упаковка должна обеспечивать возможность визуального определения цветового обозначения упакованной иглы. При применении непрозрачной упаковки или при изготовлении игл с неокрашенными головками и колпачками, потребительская упаковка должна быть окрашена соответственно цветовому обозначению диаметра иглы по табл. 1.
3.7, Проверку размеров игл на соответствие пп. 1.3—1.6 и п. 2.4 в части прямолинейности для игл длиной свыше 50 мм следует проводить универсальными измерительными инструментами и приборами, обеспечивающими требуемую точность измерения.
3.8. Проверку игл по п. 2.4 в части прямолинейности для игл длиной до 50 мм, пп. 2.3а, 2.14—2.17 следует проводить визуально, а пп. 2.3, 2.5, 2.8 и 2.10 ■— при помощи лупы с 4-кратным увеличением.
3.11. Проверку упругих свойств трубки (п. 2.4) проводят одним из способов:
1) головку иглы прочно насаживают на наконечник измерительного устройства. Нулевую точку шкалы, расположенной перпендикулярно оси трубки, сов* мещают с концом острия трубки. Конец трубки перемещают (черт. 2) в направ-
Ш
лении, перпендикулярном оси трубки (изгиб) на расчетную величину. Величину изгиба а в миллиметрах определяют по формуле
L/2
а= 350D ’
где L — длина трубки, мм;
В — наружный диаметр трубки, мм.
Испытание трубки на изгиб проводят в обе стороны от оси симметрии. По окончании испытания вершина острия иглы должна совпадать с нулевой точкой шкалы; допускаемое отклонение ±0,8 мм.
Черт, 2
Данная проверка не распространяется на иглы длиной до 25 мм;
2) трубка иглы помещается на две опоры, к ее середине прикладывается усилие (черт. 2а).
-

v
i
L — расстояние между опорами, мм; Р —
гиб. мм
Черт. 2а
величина нагрузки, Н; а — про-
Расстояние между опорами, нагрузка и максимальный прогиб не должны превышать указанных в табл. 1а.
Таблица 1а
Размеры, мм
Диаметр иглы | б | я, я | а |
0,45 | 10 | 6 | 0,56 |
0,5 | 10 | 7 | 0,38 |
0,6 | 12,5 | 15 | 0,59 |
0,7 | 15,0 | 15 | 0,61 |
0,8 | 15,0 | 15 | 0,41 |
0,0 | 17,5 | 15,5 | 0,48 |
1,1 | 25,0 | 20 | 0,84 |
1,1 тс | 25,0 | 10 | 0,65 |
1,2 | 25,0 | 20 | 0,45 |
1,2 ТС | 25,0 | 10 | 0,40 |
1,5 | 28,0 | 20 | 0,50 |
1,5 ТС | 28,0 | 10 | 0,45 |
Проверку прочности трубки (п. 2,4) проводят следующим образом: трубку иглы отделить от головки и жестко закрепить за один конец (черт. 26).
L — расстояние между жесткой опорой в точкой приложения сгибающего усилия
Черт. 26
На расстоянии, указанном в табл. 16, приложить к трубке усилие так, чтобы она согнулась на угол ±25° или ± 20 ° соответственно для обычных и тонкостенных игл. После 20 полных циклов приложения усилия в противоположных направлениях проверяют иглу на наличие излома.
Таблица 16 мм
Диаметр иглы | L |
0,45 | 10 |
0,5 | 10 |
0,6 | 15 |
0,7 | 17,5 |
0,8 | 20 |
0,9 | 25 |
U | 27,5 |
1,1 Тб | 27,5 |
1,2 | 30 |
1,2 ТС | 30 |
Испытаниям на прочность подвергают иглы диаметром не более 1,2 им».
Пункт 3.12. Подпункт б изложить в новой редакции; «б) игла, закрепленная в приспособлении, совершает поступательное движение с постоянной скоростью подачи (40±10) мм/мин и прокалывает магнитную ленту типа А 4411—6Б иля А 4409—6Б по нормативно-технической документации.
Магнитная лента должна быть закреплена в рамке. Значение силы прокалывания не должны превышать приведенных в табл. 3».
Пункт 3.16. Последний абзац исключить.
Пункт 3.19. Таблицу 5 изложить в новой редакции:
(Продолжение см. с. 296)
(Продолжение изменения к ГОСТ 25046—81}
Таблица 5
мм
Диаметр иглы | Диаметр мандрена | |
номин. | пред. откл. | |
0,45 | 0,18 | |
0,5 | 0,18 | |
0,6 | 0,25 | |
0,7 | 0,30 | |
0,8 | 0,40 | |
0,9 | 0,48 | —0,04 |
1,1 | 0,58 | |
1,1 TG | 0,70 | |
1,2 | 0,70 | |
1,2 TQ | 0,80 | |
1,5 | 0,90 | |
1,5 ТО | 1,10 |
Стандарт дополнить приложением;
ПРИЛОЖЕНИЕ
Справочное
Соответствие ГОСТ 25046—8i СТ СЭВ 2590—SO
ГОСТ 25046-81 | СТ СЭВ 2590-80 | ||
Пункт | Содержание требований | Пункт | Содержание требований |
2.3 | Регламентируются требования к наружной поверхности трубки иглы (покрытие (силиконовой смазкой) | 2.1а | Регламентируются тре* бования к шероховатое* ти поверхности трубки иглы |
2.4 | Регламентируются требования к упругости трубки иглы. Для игл длиной свыше 50 мм отклонение от прямо* линейности не должно быть более 0,2 мм на длине 50 мм | 2.3 | Регламентируются тре* бования к упругости трубки иглы |
(ИУС № 4 1989 г.)
Р. ЗДРАВООХРАНЕНИЕ. ПРЕДМЕТЫ САНИТАРИИ И ГИГИЕНЫ
Группа Р21
Изменение № 6 ГОСТ 25046—81 Иглы инъекционные однократного применения. Основные размеры. Технические требования. Методы испытаний
Утверждено и введено в действие Постановлением Государственного комитета СССР по стандартам от 20.06.89 № 1754
Дата введения 01,01.90
Вводная часть. Второй абзац. Заменить слова: «в приложении» на «в приложении 1»;
дополнить абзацем: «Номенклатура основных показателей качества и их применяемость приведена в приложении 2».
Пункт 2.4 после значения 0,2 мм дополнить словами: «(0,18 мм — с 01.01 95)».
П\ккт 3.11. Второй абзац после значения ±0,8 мм дополнить словами: <{rb0,7 мм — с 01.01.95)»;
таблицу 1а изложить в новой редакции’
(Продолжение см. с. 216)
(Продолжение изменения к ГОСТ 25046—81)
Таблица 1а
Размеры, мм
Диаметр иглы | L | Р, И | а |
9,45 | 10 | 6 | 0,53 (0,56) |
0,5 | 10 | 7 | 0,36 (0,38) |
0,6 | 12,5 | 15 | 0,75 (0,7§) |
0,7 | 15,0 | 15 | 0,60 (0,6 J) |
0,8 | 15,0 | 15 | 0,40 (0,41) |
0,9 | 17,5 | 15,5 | 0,48 |
1,1 | 25,0 | 20 | 0,82 (0,84) |
1,1 ТС | 25,0 | 10 | 0,65 |
1,2 | 25,0 | 20 | 0,58 (0,60) |
1,2 ТС | 25,0 | 10 | 0,40 |
1,5 | 28,0 | 20 | 0,50 |
1,5 ТС | 28,0 | 10 | 0,45 |
(Продолжение см с. 217)
Примечание. Значения, указанные в скобках, допускается применять до 01.01.95;
перечисление 2. Четвертый абзац. Заменить слова: «После 20» на «После 20 (25 — с 01.01.95)».
Пункт 3.12. Таблицу 3 изложить в новой редакции:
Таблица 3
Диаметр иглы, мм | Сила прокалывания, Н, не более | Диаметр иглы, мм | Сила прокалывания, Н, не более |
0,45 | 0,35 (0,40) | и | 0,51 (0,55) |
0,5 | 0,40 | Ь,1 тс | 0,51 (0,55) |
0,6 | 0,40 | 1,2 | 0,55 (0,60) |
0,7 | 0,45 | 1,2 ТС | 0,55 (0,69) |
0,8 | 0,50 | 1,5 | 0,55 {0,60) |
0,9 | 0,50 | 1,5 ТС | 0,55 (0,60) |
Примечание. Значения в скобках допускается применять до 01.01.95. Приложению присвоить номер: 1.
Стандарт дополнить приложением — 2:
(Продолжение см. с. 218)
(Продолжение изменения к ГОСТ 25046—57)
ПРИЛОЖЕНИЕ 2 Обязательное
Номенклатура основных показателей качества игл и их применяемость
Применяемость показателей в НТД | ||
Наименование показателей качества | ТЗ | ТУ |
Прочность соединения трубки с головкой | + | + |
Упругость и прямолинейность трубки | + | + |
Острота конца | + | + |
Срок сохранения стерильности, апнро-генности, нетоксичности Специальное покрытие трубки | + | + |
+ | + | |
Устойчивость к климатическим воздействиям при транспортировании и хранении | + | + |
Устойчивость игл в индивидуальной упаковке к стерилизации | + | + |
Чистота внутренней поверхности трубки | + | + |
Герметичность соединения трубки с головкой иглы и конуса головки с наконечником шприца | + | + |
Примечание. Знак «-Ь» означает применяемость. (ИУС № 10 1989 г.) |
Изменение № 7 ГОСТ 25046—81 Иглы инъекционные однократного применения. Основные размеры. Технические требования. Методы испытаний»
Утверждено и введено в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 09.11,89 № 3302
Дата введения 01,05.90
Пункт 2.2. Примечание после слов «по ГОСТ 5632—72» дополнить словами: «06Х18Н10Т по нормативно-технической документации».
(ИУС № 2 1990 г.)
Изменение № 8 ГОСТ 25046—81 Иглы инъекционные однократного применение Основные размеры. Технические требования. Методы испытаний
Утверждено и введено в действие Постановлением Государственного комитет* СССР по управлению качеством продукции и стандартам от 12.04.91 Л 491
Дата введения 01,10.99
Вводную часть дополнить абзацем: «Требования настоящего стандарта являются обязательными, за исключением требований п. 1.3 табл. 1 (предельны* отклонения на длину иглы), которые являются рекомендуемыми».
(ИУС № 7 1991 г.)
Цена 3 коп.
Величина | Намменссзнье | Единица Обозначение | |
международное | русское | ||
0 С Н О В н ы | Е ЕДИНИ! | 1Ы СИ | |
Длина | метр | m | м |
Масса | килограмм | кг | |
Время | секунда | s | с |
Сила электрического тока | ампер | А | А |
Термодинамическая температура | кельвин | К | К |
Количество вещества | моль | mol | моль |
Сила соета | кандела | cd | КД |
ДОПОЛНИТЕ] | ПЬНЫЕ Е | | [и н и цы СИ | |
Плоский угол | радиан | rad | род |
Телесный угол | стерадиа н | sr | ср |
ПРОИЗВОДНЫЕ ЕДИНИЦЫ СИ, ИМЕЮЩИЕ СПЕЦИАЛЬНЫЕ НАИМЕНОВАНИЯ
Единиц^ | Выражение через основные н до* | |||
Величина | Наименова ние | |||
междуна родное | русское | полнительные единицы СИ | ||
Частота | герц | Hz | Гц | С'1 |
Сила | ньютон | N | н | МКГС-2 |
Давление | поскаль | Ра | Па | М“* • кг- с~2 |
Энергия | джоуль | Л | Дж | м2 ■ КГ С-2 |
Мощность | ватт | W | Вт | М“ ■ КГ-С"3 |
Количество электричества | купон | С | Кл | с А |
Электрическое напряжение | вольт | V | В | м2 • кг с -3 ■ А"1 |
Электрическая емкость | фарад | F | Ф | м~2кг“‘ • с4 -А® |
Электрическое сопротивление | ом | И | Ом | м3- кг с-3 * А“® |
Электрическая проводимость | сименс | S | См | М“2кг“’-С3-А2 |
Поток магнитной индукции | вебер | Wb | Вб | м2 * кг - с~2 А”1 |
Магнитная индукция | тесла | т | Тл | кг-с-2- А”1 |
Индуктивное гь | генри | н | Гн | м2- кг- с“2 ■ А“2 |
_ г Световой поток | люмен | 1т | лм | кд ср |
Освещенность | люкс | 1X | лк | м 2 - кд - ср |
Активность радионуклида | беккерель | Bq | Бк | С-1 |
Поглощенная доза ионизирую | грэй | Gy | Гр | М2 :C-S |
щего излучения Эквивалентная доза излучения | зивеот | Sv I | 38 | МЭ • С”2 |
{kind=link}