ГОСТ 25377-82
(СТ СЭВ 3400-81)
Группа Р24
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ИГЛЫ ИНЪЕКЦИОННЫЕ МНОГОКРАТНОГО ПРИМЕНЕНИЯ
Технические условия
Needles for injections for repeated use. Specifications
ОКП 94 3220
Срок действия с 01.07.83
до 01.07.88*
________________________________
* Ограничение срока действия снято
по протоколу Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 2, 1993 год). - .
РАЗРАБОТАН Министерством медицинской промышленности
ИСПОЛНИТЕЛИ
С.С.Молокин (руководитель темы), Е.М.Казеннов, Л.А.Костякова, А.А.Воронцов, И.С.Коротина
ВНЕСЕН Министерством медицинской промышленности
Зам. министра В.В.Кербунов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 9 августа 1982 г. N 3126
ВНЕСЕНЫ: Изменение N 1, утвержденное и введенное в действие с 01.10.86 Постановлением Госстандарта СССР от 30.09.86 N 2977, Изменение N 2, утвержденное и введенное в действие с 01.07.87 Постановлением Госстандарта СССР от 20.03.87 N 823, Изменение N 3, утвержденное и введенное в действие с 01.07.88 Постановлением Госстандарта СССР от 23.12.87 N 4834, Изменение N 4, утвержденное и введенное в действие с 01.02.89 Постановлением Госстандарта СССР от 23.09.88 N 3221, Изменение N 5, утвержденное и введенное в действие с 01.01.90 Постановлением Госстандарта СССР от 19.06.89 N 1711, Изменение N 6, утвержденное и введенное в действие с 01.05.90 Постановлением Госстандарта СССР от 09.11.89 N 3303, Изменение N 7, принятое Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол заседания от 17.02.93 N 3-93) с 01.10.93, Изменение N 8, утвержденное и введенное в действие Приказом Росстандарта от 16.08.2011 N 228-ст c 01.09.2011
Изменения N 1, 2, 3, 4, 5, 6, 7, 8 внесены изготовителем базы данных по тексту ИУС N 12, 1986 год, ИУС N 6, 1987 год, ИУС N 3, 1988 год, ИУС N 1, 1989 год, ИУС N 9, 1989 год, ИУС N 2, 1990 год, ИУС N 10, 1993 год, ИУС N 11, 2011 год
Настоящий стандарт распространяется на инъекционные иглы многократного применения (далее - иглы), предназначенные для введения различных жидкостей в организм и отсасывания из него различных жидкостей.
Стандарт не распространяется на трубчатые иглы специального назначения, ветеринарные, а также имеющие головку, состоящую из нескольких деталей, уникальной формы заточки.
Иглы изготавливают в климатическом исполнении УХЛ 4.2, 04.2 и Т4.2 по ГОСТ 15150-69.
Стандарт устанавливает требования к иглам, изготовляемым для народного хозяйства и экспорта в страны с умеренным и тропическим климатами.
Коды ОКП игл в конкретном климатическом исполнении даны в приложении 1.
Степень соответствия настоящего стандарта СТ СЭВ 3400-81 приведена в приложении 3.
Номенклатура основных показателей качества и их применяемость приведена в приложении 2.
(Измененная редакция, Изм. N 3, 5).
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. В зависимости от размеров присоединительного конуса головки иглы изготовляют следующих типов:
1 - с конусностью 6:100 - | для | шприцев | типа | "Луер"; | |||
2 - с конусностью 10:100 | " | " | " | "Рекорд"; | |||
3 - с конусностью 10:100 | " | стеклянных шприцев. | |||||
Примечание. Конусность 10:100 допускается до 01.01.93.
(Измененная редакция, Изм. N 3).
1.2. В зависимости от угла заточки иглы изготовляют в следующих исполнениях:
с длинным срезом;
со средним срезом С;
с коротким срезом К.
1.3. Иглы должны иметь трехгранное острие со следующими углами заточки:
12°±2° - | для | исполнения | с длинным срезом; | |||
15°±2° - | " | " | со средним срезом; | |||
18°±2° - | " | " | с коротким срезом. | |||
1.4. Основные размеры игл должны соответствовать указанным на черт.1 и в табл.1-3.
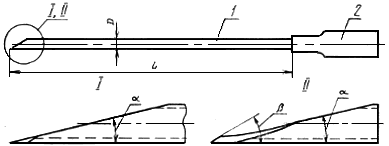
1 - трубка; 2 - головка
Черт.1
Таблица 1
Виды | Угол заточки (пред. откл. ±2°) | |
I | 15° | - |
II | 12° | 22° |
18° | 30° | |
Таблица 2
Размеры в мм
Условное обозначение иглы | ||||||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |
0,4х20; 1-0,4х20 | 0,4 | ±0,04 | 20 | ±1,0 | 12° | ±2° | 22° | ±2° |
0,4х20С; 1-0,4х20С | 15° | - | ||||||
0,4х20К; 1-0,4х20К | 18° | 30° | ||||||
0,5х16; 1-0,5х16 | 0,5 | 16 | 12° | 22° | ||||
0,5х16С; 1-0,5х16С | 15° | - | ||||||
0,5х16К; 1-0,5х16К | 18° | 30° | ||||||
0,5х20; 1-0,5х20 | 20 | 12° | 22° | |||||
0,5х20С; 1-0,5х20С | 15° | - | ||||||
0,5х20К; 1-0,5х20К | 18° | 30° | ||||||
0,6х25; 1-0,6х25 | 0,6 | 25 | 12° | 22° | ||||
0,6х25С; 1-0,6х25С | 15° | - | ||||||
0,6х25К; 1-0,6х25 | 18° | 30° | ||||||
0,6х40; 1-0,6х40 | 40 | ±1,5 | 12° | 22° | ||||
0,6х40С; 1-0,6х40С | 15° | - | ||||||
0,6х40К; 1-0,6х40К | 18° | 30° | ||||||
0,8х40; 1-0,8х40 | 0,8 | +3,5 | 12° | 22° | ||||
0,8х40С; 1-0,8х40С; 3-0,8х40С | 15° | - | ||||||
0,8х40К; 1-0,8х40К | 18° | 30° | ||||||
0,8х60; 1-0,8х60 | 60 | ±1,5 | 12° | 22° | ||||
0,8х60С; 1-0,8х60С | 15° | - | ||||||
0,8х60К; 1-0,8х60К | 18° | 30° | ||||||
0,8х90; 1-0,8х90 | 90 | 12° | 22° | |||||
0,8х90С; 1-0,8х90С | 15° | - | ||||||
0,8х90К; 1-0,8х90К | 18° | 30° | ||||||
1,0х40; 1-1,0х40 | 1,0 | 40 | 12° | 22° | ||||
1,0х40С; 1-1,0х40С | 15° | - | ||||||
1,0х40К; 1-1,0х40К | 18° | 30° | ||||||
1,0х60; 1-1,0х60 | 60 | 12° | 22° | |||||
1,0х60С; 1-1,0х60С; 3-1,0х60С | 15° | - | ||||||
1,0х60К; 1-1,0х60К | 18° | 30° | ||||||
1,0х90; 1-1,0х90 | 90 | 12° | 22° | |||||
1,0х90С; 1-1,0х90С | 15° | - | ||||||
1,0х90К; 1-1,0х90К | 18° | 30° | ||||||
1,0х120; 1-1,0х120 | 120 | ±2,0 | 12° | 22° | ||||
1,0х120С; 1-1,0х120С | 15° | - | ||||||
1,0х120К; 1-1,0х120К | 18° | 30° | ||||||
1,2х60; 1-1,2х60 | 1,2 | ±0,06 | 60 | ±1,5 | 12° | 22° | ||
1,2х60С; 1-1,2х60С | 15° | - | ||||||
1,2х60К; 1-1,2х60К | 18° | 30° | ||||||
1,2х90; 1-1,2х90 | 90 | 12° | 22° | |||||
1,2х90С; 1-1,2х90С | 15° | - | ||||||
1,2х90К; 1-1,2х90К | 18° | 30° | ||||||
1,2х120; 1-1,2х120 | 120 | ±2,0 | 12° | 22° | ||||
1,2х120С; 1-1,2х120С | 15° | - | ||||||
1,2х120К; 1-1,2х120К | 18° | 30° | ||||||
1,2х150; 1-1,2х150 | 150 | 12° | 22° | |||||
1,2х150С; 1-1,2х150С | 15° | - | ||||||
1,2х150К; 1-1,2х150К | 18° | 30° | ||||||
1,6х90; 1-1,6х90 | 1,6 | 90 | ±1,5 | 12° | 22° | |||
1,6х90С; 1-1,6х90С | 15° | - | ||||||
1,6х90К; 1-1,6х90К | 18° | 30° | ||||||
1,6х120; 1-1,6х120 | 120 | ±2,0 | 12° | 22° | ||||
1,6х120С; 1-1,6х120С | 15° | - | ||||||
1,6х120К; 1-1,6х120К | 18° | 30° | ||||||
1,6х150; 1-1,6х150 | 150 | 12° | 22° | |||||
1,6х150С; 1-1,6х150С | 15° | - | ||||||
1,6х150К; 1-1,6х150К | 18° | 30° | ||||||
2,0х90; 1-2,0х90 | 2,0 | 90 | ±1,5 | 12° | 22° | |||
2,0х90С; 1-2,0х90С | 15° | - | ||||||
2,0х90К; 1-2,0х90К | 18° | 30° | ||||||
2,0х120; 1-2,0х120 | 120 | ±2,0 | 12° | 22° | ||||
2,0х120С; 1-2,0х120С | 15° | - | ||||||
2,0х120К; 1-2,0х120К | 18° | 30° | ||||||
2,0х150; 1-2,0х150 | 150 | 12° | 22° | |||||
2,0х150С; 1-2,0х150С | 15° | - | ||||||
2,0х150К; 1-2,0х150К | 18° | 30° | ||||||
(Измененная редакция, Изм. N 3, 7).
1.5. По требованию заказчика допускается изготавливать иглы с размерами, отличающимися от указанных в таблицах 2 и 3.
Таблица 3
Размеры в мм
Условное обозначение иглы | ||||||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |
0,4х10; 1-0,4х10 | 0,4 | ±0,04 | 10,0 | ±1,0 | 12° | ±2° | 22° | ±2° |
0,4х10К; 1-0,4х10К | 18° | 30° | ||||||
0,4х16; 1-0,4х16 | 16,0 | 12° | 22° | |||||
0,4х16К; 1-0,4х16К | 18° | 30° | ||||||
0,4х25; 1-0,4х25 | 25,0 | 12° | 22° | |||||
0,4х25К; 1-0,4х25К | 18° | 30° | ||||||
0,5х6; 1-0,5х6 | 0,5 | 6,0 | 12° | 22° | ||||
0,5х6К; 1-0,5х6К | 18° | 30° | ||||||
0,5х10; 1-0,5х10 | 10,0 | 12° | 22° | |||||
0,5х10К; 1-0,5х10К | 18° | 30° | ||||||
0,5х25; 1-0,5х25 | 25,0 | 12° | 22° | |||||
0,5х25К, 1-0,5х25К | 18° | 30° | ||||||
0,5х40; 1-0,5х40 | 40,0 | ±1,5 | 12° | 22° | ||||
0,5х40К, 1-0,5х40К | 18° | 30° | ||||||
0,5х50; 1-0,5х50 | 50,0 | 12° | 22° | |||||
0,5х50К; 1-0,5х50К | 18° | 30° | ||||||
0,6х6; 1-0,6х6 | 0,6 | 6,0 | ±1,0 | 12° | 22° | |||
0,6х6К; 1-0,6х6К | 18° | 30° | ||||||
0,6х16; 1-0,6х16 | 16,0 | 12° | 22° | |||||
0,6х16К; 1-0,6х16К | 18° | 30° | ||||||
0,6х20; 1-0,6х20 | 20,0 | 12° | 22° | |||||
0,6х20К; 1-0,6х20К | 18° | 30° | ||||||
0,6х30; 1-0,6х30 | 30,0 | ±1,5 | 12° | 22° | ||||
0,6х30К; 1-0,6х30К | 18° | 30° | ||||||
0,6х50; 1-0,6х50 | 50,0 | 12° | 22° | |||||
0,6х50К; 1-0,6х50К | 18° | 30° | ||||||
0,6х60; 1-0,6х60 | 60,0 | 12° | 22° | |||||
0,6х60К; 1-0,6х60К | 18° | 30° | ||||||
0,7х30; 1-0,7х30 | 0,7 | 30,0 | 12° | 22° | ||||
0,7х30К; 1-0,7х30К | 18° | 30° | ||||||
0,7х50; 1-0,7х50 | 50,0 | 12° | 22° | |||||
0,7х50К; 1-0,7х50К | 18° | 30° | ||||||
0,7х60; 1-0,7х60 | 60,0 | 12° | 22° | |||||
0,7х60К; 1-0,7х60К | 18° | 30° | ||||||
0,7х70; 1-0,7х70 | 70,0 | 12° | 22° | |||||
0,7х70К; 1-0,7х70К | 18° | 30° | ||||||
0,8х20; 1-0,8х20 | 0,8 | 20,0 | ±1,0 | 12° | 22° | |||
0,8х20К; 1-0,8х20К | 18° | 30° | ||||||
0,8х25; 1-0,8х25 | 25,0 | 12° | 22° | |||||
0,8х25К; 1-0,8х25К | 18° | 30° | ||||||
0,8х30; 1-0,8х30 | 30,0 | ±1,5 | 12° | 22° | ||||
0,8х30К; 1-0,8х30К | 18° | 30° | ||||||
0,8х50; 1-0,8х50 | 50,0 | 12° | 22° | |||||
0,8х50К; 1-0,8х50К | 18° | 30° | ||||||
0,8х70; 1-0,8х70 | 70,0 | 12° | 22° | |||||
0,8х70К; 1-0,8х70К | 18° | 30° | ||||||
0,8х80; 1-0,8х80 | 80,0 | 12° | 22° | |||||
0,8х80К; 1-0,8х80К | 18° | 30° | ||||||
0,8х100; 1-0,8х100 | 100,0 | 12° | 22° | |||||
0,8х100К; 1-0,8х100К | 18° | 30° | ||||||
0,8х120; 1-0,8х120 | 120,0 | 12° | 22° | |||||
0,8х120К; 1-0,8х120К | 18° | 30° | ||||||
0,8х150; 1-0,8х150 | 150,0 | 12° | 22° | |||||
0,8х150К; 1-0,8х150К | 18° | 30° | ||||||
0,9х30; 1-0,9х30 | 0,9 | 30,0 | 12° | 22° | ||||
0,9х30К; 1-0,9х30К | 18° | 30° | ||||||
0,9х40; 1-0,9х40 | 40,0 | 12° | 22° | |||||
0,9х40К; 1-0,9х40К | 18° | 30° | ||||||
0,9х50; 1-0,9х50 | 50,0 | 12° | 22° | |||||
0,9х50К; 1-0,9х50К | 18° | 30° | ||||||
0,9х60; 1-0,9х60 | 60,0 | 12° | 22° | |||||
0,9х60К; 1-0,9х60К | 18° | 30° | ||||||
0,9х70; 1-0,9х70 | 70,0 | 12° | 22° | |||||
0,9х70К; 1-0,9х70К | 18° | 30° | ||||||
0,9х90; 1-0,9х90 | 90 | 12° | 22° | |||||
0,9х90К; 1-0,9х90К | 18° | 30° | ||||||
1,0х30; 1-1,0х30 | 1,0 | 30,0 | 12° | 22° | ||||
1,0х30К; 1-1,0х30К | 18° | 30° | ||||||
1,0х50; 1-1,0х50 | 50,0 | 12° | 22° | |||||
1,0х50К; 1-1,0х50К | 18° | 30° | ||||||
1,0х70; 1-1,0х70 | 70,0 | 12° | 22° | |||||
1,0х70К; 1-1,0х70К | 18° | 30° | ||||||
1,0х80; 1-1,0х80 | 80,0 | 12° | 22° | |||||
1,0х80К; 1-1,0х80К | 18° | 30° | ||||||
1,0х100; 1-1,0х100 | 100,0 | 12° | 22° | |||||
1,0х100К; 1-1,0х100К | 18° | 30° | ||||||
1,0х140; 1-1,0х140 | 140,0 | ±2,0 | 12° | 22° | ||||
1,0х140К; 1-1,0х140К | 18° | 30° | ||||||
1,1х30; 1-1,1х30 | 1,1 | ±0,06 | 30,0 | ±1,5 | 12° | 22° | ||
1,1х30К; 1-1,1х30К | 18° | 30° | ||||||
1,1х40; 1-1,1х40 | 40,0 | 12° | 22° | |||||
1,1х40К; 1-1,1х40К | 18° | 30° | ||||||
1,1х50; 1-1,1х50 | 50,0 | 12° | 22° | |||||
1,1х50К; 1-1,1х50К | 18° | 30° | ||||||
1,1х60; 1-1,1х60 | 60,0 | 12° | 22° | |||||
1,1х60К; 1-1,1х60К | 18° | 30° | ||||||
1,1х70; 1-1,1х70 | 70,0 | 12° | 22° | |||||
1,1х70К; 1-1,1х70К | 18° | 30° | ||||||
1,2х40; 1-1,2х40 | 1,2 | 40,0 | 12° | 22° | ||||
1,2х40К; 1-1,2х40К | 18° | 30° | ||||||
1,2х50; 1-1,2х50 | 50,0 | 12° | 22° | |||||
1,2х50К; 1-1,2х50К | 18° | 30° | ||||||
1,2х70; 1-1,2х70 | 70,0 | 12° | 22° | |||||
1,2х70К; 1-1,2х70К | 18° | 30° | ||||||
1,2х100; 1-1,2х100 | 100,0 | 12° | 22° | |||||
1,2х100К; 1-1,2х100К | 18° | 30° | ||||||
1,4х30; 1-1,4х30 | 1,4 | 30,0 | 12° | 22° | ||||
1,4х30К; 1-1,4х30К | 18° | 30° | ||||||
1,4х40; 1-1,4х40 | 40,0 | 12° | 22° | |||||
1,4х40К; 1-1,4х40К | 18° | 30° | ||||||
1,4х80; 1-1,4х80 | 80,0 | 12° | 22° | |||||
1,4х80К; 1-1,4х80К | 18° | 30° | ||||||
1,6х40; 1-1,6х40 | 40,0 | 12° | 22° | |||||
1,6х40К; 1-1,6х40К | 18° | 30° | ||||||
1,6х50; 1-1,6х50 | 50,0 | 12° | 22° | |||||
1,6х50К; 1-1,6х50К | 18° | 30° | ||||||
1,6х60; 1-1,6х60 | 60,0 | 12° | 22° | |||||
1,6х60К; 1-1,6х60К | 18° | 30° | ||||||
1,6х80; 1-1,6х80 | 1,6 | 80,0 | 12° | 22° | ||||
1,6х80К; 1-1,6х80К | 18° | 30° | ||||||
1,6х100; 1-1,6х100 | 100,0 | 12° | 22° | |||||
1,6х100К; 1-1,6х100К | 18° | 30° | ||||||
1,6х140; 1-1,6х140 | 140,0 | 12° | 22° | |||||
1,6х140К; 1-1,6х140К | 18° | 30° | ||||||
1,8х40; 1-1,8х40 | 1,8 | 40,0 | 12° | 22° | ||||
1,8х40К; 1-1,8х40К | 18° | 30° | ||||||
1,8х60; 1-1,8х60 | 60,0 | 12° | 22° | |||||
1,8х60К; 1-1,8х60К | 18° | 30° | ||||||
1,8х90; 1-1,8х90 | 90,0 | 12° | 22° | |||||
1,8х90К; 1-1,8х90К | 18° | 30° | ||||||
1,8х100; 1-1,8х100 | 100,0 | 12° | 22° | |||||
1,8х100К; 1-1,8х100К | 18° | 30° | ||||||
1,8х120; 1-1,8х120 | 120,0 | 12° | 22° | |||||
1,8х120К; 1-1,8х120К | 18° | 30° | ||||||
1,8х150; 1-1,8х150 | 150,0 | 12° | 22° | |||||
1,8х150К; 1-1,8х150К | 18° | 30° | ||||||
1,8х200; 1-1,8х200 | 200,0 | 12° | 22° | |||||
1,8х200К; 1-1,8х200К | 18° | 30° | ||||||
2,0х40; 1-2,0х40 | 2,0 | 40,0 | 12° | 22° | ||||
2,0х40К; 1-2,0х40К | 18° | 30° | ||||||
2,0х50; 1-2,0х50 | 50,0 | 12° | 22° | |||||
2,0х50К; 1-2,0х50К | 18° | 30° | ||||||
2,0х60; 1-2,0х60 | 60,0 | 12° | 22° | |||||
2,0х60К; 1-2,0х60К | 18° | 30° | ||||||
2,0х100; 1-2,0х100 | 100,0 | 12° | 22° | |||||
2,0х100К; 1-2,0х100К | 18° | 30° | ||||||
2,0х200; 1-2,0х200 | 200,0 | ±2,0 | 12° | 22° | ||||
2,0х200К; 1-2,0х200К | 18° | 30° | ||||||
2,2х40; 1-2,2х40 | 2,2 | 40,0 | ±1,5 | 12° | 22° | |||
2,2х40К; 1-2,2х40К | 18° | 30° | ||||||
2,2х50; 1-2,2х50 | 50,0 | 12° | 22° | |||||
2,2х50К; 1-2,2х50К | 18° | 30° | ||||||
2,2х80; 1-2,2х80 | 80,0 | 12° | 22° | |||||
2,2х80К; 1-2,2х80К | 18° | 30° | ||||||
2,2х90; 1-2,2х90 | 90,0 | 12° | 22° | |||||
2,2х90К; 1-2,2х90К | 18° | 30° | ||||||
2,2х100; 1-2,2х100 | 100,0 | 12° | 22° | |||||
2,2х100К; 1-2,2х100К | 18° | 30° | ||||||
2,5х40; 1-2,5х40 | 2,5 | 40,0 | 12° | 22° | ||||
2,5х40К; 1-2,5х40К | 18° | 30° | ||||||
2,5х80, 1-2,5х80 | 80,0 | 12° | 22° | |||||
2,5х80К; 1-2,5х80К | 18° | 30° | ||||||
2,5х100; 1-2,5х100 | 100,0 | 12° | 22° | |||||
2,5х100К; 1-2,5х100К | 18° | 30° | ||||||
2,5х120; 1-2,5х120 | 120,0 | 12° | 22° | |||||
2,5х120К; 1-2,5х120К | 18° | 30° | ||||||
(Измененная редакция, Изм. N 3, 8).
1.6. Присоединительные размеры конической части головки иглы должны соответствовать ГОСТ 22967-90.
(Измененная редакция, Изм. N 1, 8).
1.7. Толщина стенки трубки и диаметры мандренов должны соответствовать указанным в табл.4.
Таблица 4
мм
Диаметр трубки | Диаметр мандрена, не менее | Толщина стенки* |
0,40 | 0,10 (0,12) | 0,13 |
0,50 | 0,18 (0,14) | 0,15 |
0,60 | 0,25 (0,20) | 0,16 |
0,70 | 0,30 | |
0,80 | 0,40 (0,35) | 0,17 |
0,90 | 0,48 (0,50) | |
1,00 | 0,50 | |
1,10 | 0,58 | 0,22 |
1,20 | 0,70 (0,69) | |
1,40 | 0,80 | 0,27 |
1,60 | 0,80 | |
1,80 | 1,00 | |
2,00 | 1,00 | 0,31 |
2,20 | 1,50 | |
2,50 | 1,75 | 0,33 |
_______________
* Размеры для справок
Примечание. Значения в скобках до 01.07.94.
(Измененная редакция, Изм. N 4, 7).
1.8. Условное обозначение иглы должно включать: обозначение типа иглы (только для типов 1 и 3); наружный диаметр трубки; длину трубки; исполнение (для игл со средним и коротким срезом); обозначение настоящего стандарта.
Пример условного обозначения иглы инъекционной типа 1 к шприцам типа "Луер", диаметром 0,6 мм, длиной 40 мм, с длинным срезом:
Игла инъекционная 1-0,6х40 ГОСТ 25377-82
То же, к шприцам типа "Рекорд", диаметром 0,6 мм, длиной 40 мм, со средним срезом:
Игла инъекционная 0,6х40С ГОСТ 25377-82
То же, к стеклянным шприцам, с коротким срезом:
Игла инъекционная 3-0,6х40К ГОСТ 25377-82.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Иглы следует изготовлять в соответствии с требованиями ГОСТ 19126-2007 настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
Иглы, изготовляемые для экспорта, должны соответствовать также заказу-наряду внешнеторговой организации.
(Измененная редакция, Изм. N 8).
2.2. Игла должна быть коррозионно-стойкой и кислотостойкой.
2.3. Детали игл должны быть изготовлены из следующих материалов:
сталь марки 12Х18Н10Т по ГОСТ 5632-72 и марки 36НХТЮ по ГОСТ 10994-74 - трубка иглы;
латунь марок ЛС59-1 и Л63 по ГОСТ 15527-2004 - головка иглы;
сталь марки 12Х18Н9Т по ГОСТ 5632-72 - мандрен.
Примечание. Трубки допускается изготовлять из стали марок 12Х18Н9, 12Х18Н9Т, 03Х18Н11, 04Х18Н10 и 08Х18Н10 по ГОСТ 5632-72, 05Х18Н10Т по нормативно-технической документации, из импортных сталей, химические и физические свойства которых соответствуют свойствам сталей марок 12Х18Н10Т, 04Х18Н10 по ГОСТ 5632-72, 05Х18Н10Т по нормативно-технической документации или из стали марки ЭП 899 по нормативно-технической документации. Головки игл допускается изготовлять из латуни марки ЛС 58-2 по нормативно-технической документации или других согласованных к применению материалов.
Мандрены диаметром 0,40 мм и менее допускается изготовлять из стальной проволоки классов 1-3 по ГОСТ 9389-75.
(Измененная редакция, Изм. N 3, 5, 6, 8).
2.4. Наружные поверхности игл и мандренов должны быть гладкими, без царапин, трещин, раковин, забоин, выкрошенных мест, заусенцев и расслоений. На трубке иглы не допускается, разнооттеночность от электролитического снятия заусенцев на длине более 15 мм от головки.
(Измененная редакция, Изм. N 3).
2.5. Головка иглы не должна иметь острых кромок, трещин и заусенцев.
2.6. Мандрен должен свободно входить в канал иглы. Концы мандрена должны быть зачищены от заусенцев и должны выступать из иглы не менее чем на 5 мм.
(Измененная редакция, Изм. N 3).
2.7. Радиус кривизны мандренов должен соответствовать указанному в табл.5.
Таблица 5
мм
Диаметр мандрена | Радиус кривизны мандрена, не менее | |||
До | 0,40 | 30 | ||
От | 0,5 | до | 0,8 | 50 |
1,0 и более | 80 | |||
(Измененная редакция, Изм. N 3).
2.8. Внутренняя поверхность игл должна быть чистой, без окалины, следов коррозии и механических загрязнений.
2.9. Трубка иглы должна быть упругой, прочной, жесткой и прямолинейной. Отклонение от прямолинейности не должно быть более 0,2 мм (0,18 - с 01.01.05) на длине 50 мм.
(Измененная редакция, Изм. N 3, 5).
2.10. Конец трубки игл должен быть острым, без заусенцев. Усилия прокола не должны превышать указанных в табл.6.
Таблица 6
Диаметр иглы, мм | Усилие прокола магнитной ленты, Н, | Усилие прокола полиэтиленовой пленки, Н, не более |
0,4 | 0,35 (0,40) | 0,70 |
0,5 | 0,40 (0,45) | 0,80 |
0,6 | 0,45 (0,49) | 0,90 |
0,7 | 1,00 | |
0,8 | 0,49 (0,54) | 1,20 |
0,9 | 1,30 | |
1,0 | 1,40 | |
1,1 | 1,50 | |
1,2 | 1,60 | |
1,4 | 0,68 (0,74) | 1,80 |
1,6 | 2,00 | |
1,8 | 0,75 (0,78) | 2,20 |
2,0 | 2,40 | |
2,2 | 0.80 (0,83) | 2,60 |
2,5 | 0,85 (0,93) | 2,80 |
Примечание. Значения, указанные в скобках, допускается применять до 01.01.95.
(Измененная редакция, Изм. N 5).
2.11. На головке, в месте ее соединения с трубкой, допускаются следы от обжимного инструмента, видимые невооруженным глазом.
2.12. Соединения трубки с головкой должно быть прочным и выдерживать нагрузки, указанные в табл.7.
Таблица 7
Диаметр трубки, мм | Осевая нагрузка, Н |
0,4-0,5 | 25 (22) |
0,6 | 35 (34) |
0,7 | 41 (40) |
0,8 | 45 (44) |
0,9 | 55 (54) |
1,0 | 55 (54) |
1,1-1,6 | 70 (69) |
1,8-2,5 | 80 (78) |
Примечание. Значения, указанные в скобках, допускается применять до 01.01.95.
(Измененная редакция, Изм. N 3, 5).
2.12а. В месте соединения трубки с головкой иглы не должно быть уменьшения диаметра трубки.
(Введен дополнительно, Изм. N 3).
2.13. Соединение трубки с головкой иглы и соединение конуса головки с наконечником шприца должны быть герметичными. В месте соединения трубки с головкой просачивание воды не допускается.
2.14. Оси трубки и головки должны совпадать. Отклонение от концентричности трубки и головки не должно быть более 0,2 мм. Максимальное допускаемое отклонение от оси головки 3°.
2.15. Параметр шероховатости по ГОСТ 2789-73 наружной поверхности трубок игл диаметром 1,2-2,6 мм - 0,32 мкм (
0,16 мкм - с 01.01.95), диаметром 0,4-1,0 -
0,16 мкм.
Параметр шероховатости поверхности заточки - 0,63 мкм. Шероховатость остальных поверхностей - по конструкторской документации, утвержденной в установленном порядке.
(Измененная редакция, Изм. N 5).
2.16. На наружной поверхности головки должно быть гальваническое покрытие в соответствии с требованиями ГОСТ 9.301-86.
(Измененная редакция, Изм. N 2).
2.17. Иглы должны быть устойчивы к циклу обработки, состоящему из дезинфекции кипячением, предстерилизационной очистки и воздушной стерилизации по п.4.14.
2.18. Иглы в упаковке должны быть стойкими к механическим воздействиям при транспортировании.
2.19. Полный установленный ресурс должен быть не менее 25 (17) проколов с последующей санитарной обработкой, состоящей из дезинфекции, предстерилизационной очистки и стерилизации после каждого прокола. С 01.01.95 полный установленный ресурс должен быть не менее 30 проколов.
Полный средний ресурс должен быть не менее 50 (33) проколов с последующей санитарной обработкой после каждого прокола.
За критерий предельного состояния принимают увеличение усилия прокола, указанного в табл.6, на 10%.
Примечание. Значения, указанные в скобках, допускается применять до 01.01.90.
(Измененная редакция, Изм. N 3, 5).
2.20. Комплектность игл мандренами должна составлять 50% общего числа игл.
3. ПРАВИЛА ПРИЕМКИ
3.1. Иглы должны подвергаться приемо-сдаточным, периодическим и типовым испытаниям.
3.2. Приемо-сдаточным испытаниям подвергают иглы на соответствие требованиям, указанным в табл.8.
Таблица 8
Контролируемые параметры | Номер пункта | AQL, % | Вид дефектного изделия | |
технических требований | методов испытаний | |||
1. Чистота внутренней поверхности | 2.8 | 4.7 | 1,5 | Изделие со значительным дефектом Б |
2. Острота конца трубки иглы | 2.10 | 4.9 | 1,5 | То же |
3. Упругость трубки | 2.9 | 4.8 | 1,5 | " |
4. Прочность соединения трубки с головкой | 2.12 | 4.10 | 1,5 | " |
5. Герметичность соединения | 2.13 | 4.11 | 1,5 | " |
6. Шероховатость поверхности | 2.15 | 4.12 | 1,5 | " |
7. Разница в оттенках | 2.4 | 4.2 | 4,0 | Изделие с малозначительным дефектом |
8. Радиус кривизны мандрена | 2.7 | 4.2 | 4,0 | |
9. Отклонение от концентричности трубки и головки | 2.14 | 4.2 | 4,0 | То же |
10. Внешний вид | 2.4; 2.5; 2 6; 2.11; 2.20 | 4.6 | 4,0 | " |
Приемо-сдаточные испытания проводят статистическим контролем по ГОСТ 18242-72*.
______________
* Прекратил применение в РФ с 01.07.2000. На территории РФ пользоваться ГОСТ Р ИСО 2859-1-2007.
Тип плана контроля - одноступенчатый.
Вид контроля - нормальный.
Уровень контроля - II (общий).
Отбор выборки проводят из полностью сформированной и предъявленной на контроль партии.
За партию принимают изделия, предъявленные для контроля по одному сопроводительному документу.
Контролируемые параметры, приемочные уровни дефектности (AQL) и виды дефектных изделий приведены в табл.8.
Партию считают соответствующей установленным требованиям, если для каждого вида дефектных изделий (табл.8) найденное число дефектных единиц в выборке меньше или равно приемочному числу.
Партию считают не соответствующей установленным требованиям и направляют на сплошной контроль, если для любого из видов дефектных изделий число дефектных единиц в выборке равно или больше браковочного числа.
Проверку маркировки и комплектности проводят на 3-х первичных упаковках от партии.
Если в результате контроля будет установлено несоответствие изделий хотя бы одному требованию разд.5 и п.2.20, то результаты испытаний считаются неудовлетворительными и должны быть проведены повторные испытания удвоенного количества изделий.
При наличии дефектов в повторной выборке всю партию считают не выдержавшей испытания.
(Измененная редакция, Изм. N 3, 8).
3.3. При периодических испытаниях, проводимых не реже раза в год, из числа прошедших приемо-сдаточные испытания проверяют на соответствие всем требованиям настоящего стандарта не менее 5 игл каждого типоразмера.
3.4. Если при периодических испытаниях будет обнаружено несоответствие игл хотя бы одному требованию настоящего стандарта, испытаниям подвергают удвоенное число игл, взятых от той же партии.
Результаты повторных испытаний являются окончательными.
3.4.1. Проверка требований п.2.19 должна проводиться не реже раза в три года.
Полный средний ресурс следует проверять методом одноступенчатого контроля:
приемочный уровень вероятности
0,8;
браковочный уровень вероятности
0,5;
риск изготовителя 0,2;
риск потребителя 0,2;
объем выборки 8;
число предельных состояний 2.
Полный установленный ресурс следует проверять при 5;
0.
(Введен дополнительно, Изм. N 2, 8).
3.5. Типовые испытания проводят при внесении изменений в технологию изготовления, влияющих на технические характеристики: проверяют не менее 5 игл, каждого типоразмера.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания игл следует проводить в нормальных климатических условиях по ГОСТ 15150-69.
4.2. Проверку размеров игл на соответствие пп.1.3-1.7; 2.4 в части размера расположения разницы оттенков по длине трубки и пп.2.7, 2.9 (в части прямолинейности), 2.14 в части концентричности проводят универсальными измерительными инструментами и приборами, обеспечивающими требуемую точность измерений.
(Измененная редакция, Изм. N 3).
4.3. Проверку коррозионно-стойкости и кислотостойкости (п.2.2) следует проводить следующим образом:
иглы погружают в 10%-ный раствор лимонной кислоты при температуре (20±5) °С, выдерживают в нем 5 ч и промывают дистиллированной водой, затем кипятят в дистиллированной воде 30 мин. После кипячения выдерживают в дистиллированной воде 24 ч, затем иглы вынимают из воды, высушивают испарением и осматривают. На иглах не должно быть следов коррозии.
4.4. Проверку используемого при изготовлении игл материала (п.2.3) следует проводить по паспортам и сертификатам завода-изготовителя и результатам входного контроля.
4.5. Проверку внешнего вида игл (п.2.5) проводят с помощью лупы 8-ми кратного увеличения.
4.6. Проверку внешнего вида игл (пп.2.4; 2.6, 2.11, 2.20) проводят визуально.
4.7. Проверку внутренней поверхности игл (п.2.8) проводят шприцеванием раствора глицерина с дистиллированной водой (1:1) в объеме 1 мл на фильтровальную бумагу. В результате фильтрации жидкости на бумаге не должно быть следов загрязнения.
4.8. Проверку упругости трубки (п.2.9) проводят следующим образом. Головку иглы прочно насаживают на наконечник измерительного устройства. Нулевую отметку шкалы, расположенную перпендикулярно к оси трубки, совмещают с концом острия трубки. Концу трубки задают перемещение (черт.2) в направлении, перпендикулярном к оси трубки (изгиб), на расчетное значение (в миллиметрах), которое определяют по формуле
![]() ,
,
где - длина трубки, мм;
- наружный диаметр трубки, мм.
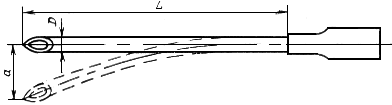
Черт.2
Испытания проводят в обе стороны от оси симметрии трубки. После окончания испытания вершина острия иглы должна совпадать с нулевой отметкой шкалы: допускаемое отклонение - ±0,8 мм (±0,7 мм - с 01.01.95). Испытаниям на упругость подвергают иглы наружным диаметром менее 2 мм, если соотношение ![]() 30.
30.
Проверку прочности трубки (п.2.9) проводят следующим образом. Конец иглы жестко закрепляют. На расстоянии, указанном в табл.8, прикладывают такое усилие, чтобы игла согнулась в одной плоскости на угол ±25°. После 20 (25 - с 01.01.95) циклов приложения усилия в противоположных направлениях проверяют иглу на наличие излома.
Таблица 8
Диаметр иглы, мм | Расстояние между жесткой опорой и точкой приложения сгибающего усилия |
0,4 | 10,0 |
0,5 | 10,0 |
0,6 | 15,0 |
0,7 | 17,5 |
0,8 | 20,0 |
0,9 | 25,0 |
1,0 | 25,0 |
1,1 | 27,5 |
1,2 | 30,0 |
1,4 | 32,0 |
1,60 | 34,0 |
1,80 | 36,0 |
2,00 | 38,0 |
2,2 | 40,0 |
2,5 | 40,0 |
Проверку жесткости трубки (п.2.9) проводят путем приложения усилия к ее середине. При этом игла должна быть помещена на 2-х опорах. Расстояние между опорами, нагрузка и максимальное отклонение от оси не должны превышать указанных в табл.9.
Таблица 9
Диаметр иглы, мм | Расстояние между опорами, мм | Нагрузка, Н | Максимальное отклонение, мм |
0,4 | 10,0 | 6 | 0,53 (0,54) |
0,5 | 10,0 | 7 | 0,36 (0,38) |
0,6 | 12,5 | 15 | 0,57 (0,59) |
0,7 | 15,0 | 15 | 0,60 (0,61) |
0,8 | 15,0 | 15 | 0,40 (0,41) |
0,9 | 17,5 | 15,5 | 0,48 |
1,0 | 17,5 | 15,5 | 0,48 |
1,1 | 25,0 | 20 | 0,82 (0,84) |
1,2 | 25,0 | 20 | 0,44 (0,45) |
1,4 | 28,0 | 20 | 0,50 |
1,6 | 28,0 | 20 | 0,50 |
1,8 | 30,0 | 25 | 0,44 (0,45) |
2,0 | 30,0 | 27 | 0,65 |
2,5 | 32,0 | 27 | 0,65 |
Примечание. Значения, указанные в скобках, допускается применять до 01.01.95.
(Измененная редакция, Изм. N 3, 4, 5).
4.9. Проверку остроты трубки игл (п.2.10) проводят проколом магнитной ленты А 4411-6Б или А 4409-6Б по нормативно-технической документации или полиэтиленовой пленкой толщиной 0,150 мм по ГОСТ 10354-82 с постоянной скоростью подачи игл в процессе прокола (40±10) мм/мин. Магнитная лента и полиэтиленовая пленка должны быть закреплены в рамке. Допускается погрешность измерения ±0,025 Н (±2,5 гс).
Максимальное усилие прокола не должно превышать значений величин, указанных в табл.6.
Испытание конца иглы на отсутствие заусенцев следует проводить уколом в вату. После укола на конце иглы не должно быть ватных волокон.
(Измененная редакция, Изм. N 3).
4.10. Проверку прочности соединения трубки с головкой (п.2.12) проводят на приспособлении с динамометром приложением непрерывной аксиальной статической нагрузки натяжения в направлении их разъединения. Значения испытательной нагрузки в зависимости от диаметра иглы приведены в табл.7. Длительность приложения нагрузки - 1 с. За это время трубка не должна сдвигаться в головке иглы.
4.10а. Проверку игл на отсутствие уменьшения диаметра трубки (п.2.12а) следует проводить мерным мандреном, указанным в табл.4. При этом мандрен должен свободно проходить через канал иглы.
(Введен дополнительно, Изм. N 3).
4.11. Герметичность соединения трубки с головкой и конуса головки с наконечником шприца (п.2.13) проверяют следующим образом.
Конец иглы герметично заглушают, головку насаживают на образцовый конус, изготовленный по чертежам, утвержденным в установленном порядке, к которому подведена вода. Под давлением 150 кПа (1,5 атм) в месте соединения трубки с головкой просачивание воды не допускается. В месте соединения головки с образцовым конусом не допускается образование капли, спадающей за время менее 10 с.
(Измененная редакция, Изм. N 3).
4.12. Шероховатость наружной поверхности (п.2.15) проверяют по ГОСТ 19126-79*.
______________
* На территории Российской Федерации действует ГОСТ 19126-2007. - .
4.13. Покрытие наружной поверхности головки (п.2.16) проверяют по ГОСТ 9.302-79*
______________
* На территории Российской Федерации действует ГОСТ 9.302-88. - .
4.14. Устойчивость к циклической обработке (п.2.17) проверяют в следующих режимах:
дезинфекция кипячением в дистиллированной воде по ГОСТ 6709-72 в течение 30 мин при полном погружении игл в воду;
предстерилизационная очистка, состоит из предварительного ополаскивания под проточной водой по ГОСТ 2874-82* в течение 0,5 мин;
замачивание в моющем растворе (5 г "Биолота" и 995 мл питьевой воды по ГОСТ 2874-82*) при температуре 50 °С в течение 15
мин, промывание в моющем растворе - в течение (0,5+0,1) мин. Ополаскивание проточной водой по ГОСТ 2874-82* в течение 3
мин. Ополаскивание дистиллированной водой по ГОСТ 6709-72 в течение 0,5
мин;
________________
* Прекратил применение в РФ с 01.07.1999. На территории РФ пользоваться ГОСТ Р 51232-98.
сушка горячим воздухом при температуре (85±5) °С до полного исчезновения влаги;
воздушная стерилизация при температуре (180) °С в течение 60
мин.
После испытаний иглы должны соответствовать требованиям настоящего стандарта.
(Измененная редакция, Изм. N 1, 3, 8).
4.15. Устойчивость к механическим воздействиям при транспортировании (п.2.18) проверяют на стенде с ускорением 3 g при числе колебаний от 120 до 180 в минуту в течение 1 ч. После испытаний иглы должны соответствовать требованиям п.2.10; целостность упаковки при этом не должна быть нарушена.
4.16. Проверку требований п.2.19 следует проводить путем прокалывания фотографической пленки толщиной от 0,15 до 0,20 мм по ГОСТ 24876-81 и санитарной обработкой.
Продолжительность испытаний при контроле полного установленного ресурса и полного среднего ресурса равна заданному в п.2.19.
Контроль параметров, определяющих предельное состояние, - через каждые 10 проколов.
Иглы считают выдержавшими испытания на надежность, если число игл, достигших предельного состояния ![]() .
.
(Измененная редакция, Изм. N 2).
4.17. Соосность трубки и головки (п.2.14) проверяют следующим образом:
головка иглы устанавливается на образцовый конус испытательного устройства (черт.3), оси головки и трубки должны быть параллельны линии градусной шкалы, которая проходит через 0°. Допускаемое отклонение 3°.
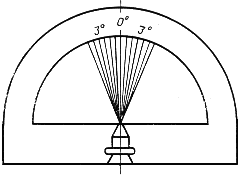
Черт.3
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение игл - по ГОСТ 19126-2007 и требованиям настоящего стандарта.
Маркировку игл, предназначенных для экспорта, выполняют на языке, указанном в заказе-наряде внешнеторговой организации.
(Измененная редакция, Изм. N 8).
5.2. Перед упаковкой иглы должны быть промыты дистиллированной водой по ГОСТ 6709-72 или трихлорэтиленом по ГОСТ 9976-94 и просушены или промыты этиловым спиртом по ГОСТ 17299-78.
(Измененная редакция, Изм. N 1, 8).
5.3. Иглы по 10 шт. должны быть уложены в гнезда коробок, изготовленных из картона по ГОСТ 7933-89 или пластмассы по ГОСТ 20282-86, или в контурную ячейковую упаковку.
(Измененная редакция, Изм. N 3, 8).
5.4. Иглы в потребительской таре и мандрены, завернутые в парафинированную бумагу по ГОСТ 9569-79* или связанные в пучки проволокой из стали 12Х18Н10Т по ГОСТ 5632-72, должны быть уложены в групповую тару, изготовленную из коробочного картона марки А или Б по ГОСТ 7933-89. Допускается иглы в потребительской таре завертывать в оберточную бумагу по ГОСТ 8273-75 в пачки.
______________
* На территории Российской Федерации действует ГОСТ 9569-2006. - .
(Измененная редакция, Изм. N 8).
5.5. Упаковка игл должна исключать возможность вскрытия ее без нарушения целостности.
5.6. На потребительской и групповой таре должны быть указаны:
наименование или товарный знак завода-изготовителя, а для игл, предназначенных для экспорта, обозначение и товарный знак экспорта, если это указано в заказе-наряде внешнеторговой организации;
наименование и условное обозначение игл (кроме пластмассовой и ячейковой первичной упаковки);
число игл;
обозначение настоящего стандарта для изделий, не предназначенных для экспорта;
дата выпуска (месяц и год) только на групповой таре;
надпись "Сделано в СССР".
(Измененная редакция, Изм. N3).
5.7. Для транспортирования иглы в групповой таре должны быть уложены в ящики из гофрированного картона по ГОСТ 9142-90 или в фанерные ящики по ГОСТ 5959-80, или в дощатые ящики по ГОСТ 2991-85, выложенные внутри упаковочной бумагой по ГОСТ 515-77 или по ГОСТ 8828-89. При укладке иглы в контурную ячейковую упаковку допускается ящики из гофрированного картона и фанеры не выкладывать изнутри упаковочной бумагой.
Иглы, предназначенные для экспорта, помещают в ящики, изготовленные по ГОСТ 24634-81, с обивкой металлической упаковочной лентой по ГОСТ 3560-73.
(Измененная редакция, Изм. N 1, 2, 8).
5.8. В каждый ящик должен быть вложен упаковочный лист с указанием наименования игл и их числа в упаковке, а также условного номера упаковщика, даты упаковки и обозначения настоящего стандарта.
5.9. На внешней поверхности ящика должны быть нанесены манипуляционные знаки по ГОСТ 14192-96.
Маркировка транспортной тары игл, предназначенных для экспорта, - по стандартам, техническим условиям и заказу-наряду внешнеторговой организации.
(Измененная редакция, Изм. N 8).
5.10. Масса брутто должна быть не более 50 кг.
5.11. Иглы транспортируют всеми видами транспорта, в крытых транспортных средствах, в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
5.12. Условия транспортирования должны соответствовать группе 5 (ОЖ-4), условия хранения - по группе 1 (Л) по ГОСТ 15150-69.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие игл требованиям настоящего стандарта при соблюдении условий эксплуатации и хранения.
Гарантийный срок эксплуатации игл - 6 мес со дня ввода их в эксплуатацию при гарантийной наработке не более 33 инъекций.
Гарантийный срок игл, предназначенных для экспорта, - 6 мес со дня проследования игл через Государственную границу СССР.
ПРИЛОЖЕНИЕ 1
Обязательное
ПЕРЕЧЕНЬ
исполнений игл и кодов ОКП
Условное обозначение и климатическое исполнение иглы | Код ОКП | |
Игла инъекционная 0,4х20 | 94 3223 0001 06 | |
То же | 0,4х20 экспорт | 94 3223 0002 05 |
" | 0,4х20 исп. 0 | 94 3223 0003 04 |
" | 1-0,4х20 | 94 3223 0004 03 |
" | 1-0,4х20 экспорт | 94 3223 0005 02 |
" | 1-0,4х20 исп. 0 | 94 3223 0006 01 |
" | 0,4х20С | 94 3223 0007 00 |
" | 0,4х20С экспорт | 94 3223 0008 10 |
" | 0,4-20С исп. 0 | 94 3223 0009 09 |
" | 1-0,4х20С | 94 3223 0010 05 |
" | 1-0,4х20С экспорт | 94 3223 0011 04 |
" | 0,4-20С исп. 0 | 94 3223 0012 03 |
" | 0,4х20К | 94 3223 0013 02 |
" | 0,4х20К экспорт | 94 3223 0014 01 |
" | 0,4х20К исп. 0 | 94 3223 0015 00 |
" | 1-0,4х20К | 94 3223 0016 10 |
" | 1-0,4х20К экспорт | 94 3223 0017 09 |
" | 1-0,4х20К исп. 0 | 94 3223 0018 08 |
" | 0,5х16 | 94 3223 0019 07 |
" | 0,5х16 экспорт | 94 3223 0020 03 |
" | 0,5х16 исп. 0 | 94 3223 0021 02 |
" | 1-0,5х16 | 94 3223 0022 01 |
" | 1-0,5х16 экспорт | 94 3223 0023 00 |
" | 1-0,5х16 исп. 0 | 94 3223 0024 10 |
" | 0,5х16С | 94 3223 0025 09 |
" | 0,5х16С экспорт | 94 3223 0026 08 |
" | 0,5х16С исп. 0 | 94 3223 0027 07 |
" | 1-0,5х16С | 94 3223 0028 06 |
" | 1-0,5х16С экспорт | 94 3223 0029 05 |
" | 1-0,5х16С исп. 0 | 94 3223 0030 01 |
" | 0,5х16К | 94 3223 0031 00 |
" | 0,5х16К экспорт | 94 3223 0032 10 |
" | 0,5х16К исп. 0 | 94 3223 0033 09 |
" | 1-0,5х16К | 94 3223 0034 08 |
" | 1- 0,5х16К экспорт | 94 3223 0035 07 |
" | 1-0,5х16К исп. 0 | 94 3223 0036 06 |
" | 0,5х20 | 94 3223 0037 05 |
" | 0,5х20 экспорт | 94 3223 0038 04 |
" | 0,5х20 исп. 0 | 94 3223 0039 03 |
" | 1-0,5х20 | 94 3223 0040 10 |
" | 1-0,5х20 экспорт | 94 3223 0041 09 |
" | 1-0,5х20 исп. 0 | 94 3223 0042 08 |
" | 0,5х20С | 94 3223 0043 07 |
Игла инъекционная 0,5х20С экспорт | 94 3223 0044 06 | |
То же | 0,5х20С исп. 0 | 94 3223 0045 05 |
" | 1-0,5х20С | 94 3223 0046 04 |
" | 1-0,5х20С экспорт | 94 3223 0047 03 |
" | 1-0,5х20С исп. 0 | 94 3223 0048 02 |
" | 0,5х20К | 94 3223 0049 01 |
" | 0,5х20К экспорт | 94 3223 0050 08 |
" | 0,5х20К исп. 0 | 94 3223 0051 07 |
" | 1-0,5х20К | 94 3223 0052 06 |
" | 1-0,5х20К экспорт | 94 3223 0053 05 |
" | 1-0,5х20К исп. 0 | 94 3223 0054 04 |
" | 0,6х25 | 94 3223 0055 03 |
" | 0,6х25 экспорт | 94 3223 0056 02 |
" | 0,6х25 исп. 0 | 94 3223 0057 01 |
" | 1-0,6х25 | 94 3223 0058 00 |
" | 1-0,6х25 экспорт | 94 3223 0059 10 |
" | 1-0,6х25 исп. 0 | 94 3223 0060 06 |
" | 0,6х25С | 94 3223 0061 05 |
" | 0,6х25С экспорт | 94 3223 0062 04 |
" | 0,6х25С исп. 0 | 94 3223 0063 03 |
" | 1-0,6х25С | 94 3223 0064 02 |
" | 1-0,6х25С экспорт | 94 3223 0065 01 |
" | 1-0,6х25С исп. 0 | 94 3223 0066 00 |
" | 0,6х25К | 94 3223 0067 10 |
" | 0,6х25К экспорт | 94 3223 0068 09 |
" | 0,6х25К исп. 0 | 94 3223 0069 08 |
" | 1-0,6х25К | 94 3223 0070 04 |
" | 1-0,6х25К экспорт | 94 3223 0071 03 |
" | 1-0,6х25К исп. 0 | 94 3223 0072 02 |
" | 0,6х40 | 94 3223 0073 01 |
" | 0,6х40 экспорт | 94 3223 0074 00 |
" | 0,6х40 исп. 0 | 94 3223 0075 10 |
" | 1-0,6x40 | 94 3223 0076 09 |
" | 1-0,6x40 экспорт | 94 3223 0077 08 |
" | 1-0,6х40 исп. 0 | 94 3223 0078 07 |
" | 0,6х40С | 94 3223 0079 06 |
" | 0,6х40С экспорт | 94 3223 0080 02 |
" | 0,6х40С исп. 0 | 94 3223 0081 01 |
" | 1-0,6х40С | 94 3223 0082 00 |
" | 1-0,6х40С экспорт | 94 3223 0083 10 |
" | 1-0,6х40С исп. 0 | 94 3223 0084 09 |
" | 0,6х40К | 94 3223 0085 08 |
" | 0,6х40К экспорт | 94 3223 0086 07 |
" | 0,6х40К исп. 0 | 94 3223 0087 06 |
" | 1-0,6х40К | 94 3223 0088 05 |
" | 1-0,6х40К экспорт | 94 3223 0089 04 |
" | 1-0,6х40К исп. 0 | 94 3223 0090 00 |
" | 0,8х40 | 94 3223 0091 10 |
" | 0,8х40 экспорт | 94 3223 0092 09 |
" | 0,8х40 исп. 0 | 94 3223 0093 08 |
Игла инъекционная 1-0,8х40 | 94 3223 0094 07 | |
То же | 1-0,8х40 экспорт | 94 3223 0095 06 |
" | 1-0,8х40 исп. 0 | 94 3223 0096 05 |
" | 0,8х40С | 94 3223 0097 04 |
" | 0,8х40С экспорт | 94 3223 0098 03 |
" | 0,8х40С исп. 0 | 94 3223 0099 02 |
" | 1-0,8х40С | 94 3223 0100 04 |
" | 1-0,8х40С экспорт | 94 3223 0101 03 |
" | 1-0,8х40С исп. 0 | 94 3223 0102 02 |
" | 0,8х40К | 94 3223 0103 01 |
" | 0,8Х40К экспорт | 94 3223 0104 00 |
" | 0,8х40К исп. 0 | 94 3223 0105 10 |
" | 1-0,8х40К | 94 3223 0106 09 |
" | 1-0,8х40К экспорт | 94 3223 0107 08 |
" | 1-0,8х40К исп. 0 | 94 3223 0108 07 |
" | 0,8х60 | 94 3223 0109 06 |
" | 0,8х60 экспорт | 94 3223 0110 02 |
" | 0,8х60 исп. 0 | 94 3223 0111 01 |
" | 1-0,8х60 | 94 3223 0112 00 |
" | 1-0,8х60 экспорт | 94 3223 0113 10 |
" | 1-0,8х60 исп. 0 | 94 3223 0114 09 |
" | 0,8х60С | 94 3223 0115 08 |
" | 0,8х60С экспорт | 94 3223 0116 07 |
" | 0,8х60С исп. 0 | 94 3223 0117 06 |
" | 1-0,8х60С | 94 3223 0118 05 |
" | 1-0,8х60С экспорт | 94 3223 0119 04 |
" | 1-0,8х60С исп. 0 | 94 3223 0120 00 |
" | 0,8х60К | 94 3223 0121 10 |
" | 0,8х60К экспорт | 94 3223 0122 09 |
" | 0,3х60К исп. 0 | 94 3223 0123 08 |
" | 1-0,8х60К | 94 3223 0124 07 |
" | 1-0,8х60К экспорт | 94 3223 0125 06 |
" | 1-0,8х60К исп. 0 | 94 3223 0126 05 |
" | 0,8х90 | 94 3223 0127 04 |
" | 0,8х90 экспорт | 94 3223 0128 03 |
" | 0,8х90 исп. 0 | 94 3223 0129 02 |
" | 1-0,8х90 | 94 3223 0130 09 |
" | 1-0,8х90 экспорт | 94 3223 0131 08 |
" | 1-0,8х90 исп. 0 | 94 3223 0132 07 |
" | 0,8х90С | 94 3223 0133 06 |
" | 0,8х90С экспорт | 94 3223 0134 05 |
" | 0,8х90С исп. 0 | 94 3223 0135 04 |
" | 1-0,8х90С | 94 3223 0136 03 |
" | 1-0,8х90С экспорт | 94 3223 0137 02 |
" | 1-0,8х90С исп. 0 | 94 3223 0138 01 |
" | 0,8х90К | 94 3223 0139 00 |
" | 0,8х90К экспорт | 94 3223 0140 07 |
" | 0,8х90К исп. 0 | 94 3223 0141 06 |
" | 1-0,8х90К | 94 3223 0142 05 |
" | 1-0,8х90К экспорт | 94 3223 0143 04 |
Игла инъекционная 1-0,8Х90К исп. 0 | 94 3223 0144 03 | |
То же | 1,0х40 | 94 3223 0145 02 |
" | 1,0х40 экспорт | 94 3223 0146 01 |
" | 1,0х40 исп. 0 | 94 3223 0147 00 |
" | 1-1,0х40 | 94 3223 0148 10 |
" | 1-1,0х40 экспорт | 94 3223 0149 09 |
" | 1-1,0х40 исп. 0 | 94 3223 0150 05 |
" | 1,0х40С | 94 3223 0151 04 |
" | 1,0х40С экспорт | 94 3223 0152 03 |
" | 1,0х40С исп. 0 | 94 3223 0153 02 |
" | 1-1,0х40С | 94 3223 0154 01 |
" | 1-1,0х40С экспорт | 94 3223 0155 00 |
" | 1-1,0х40С исп. 0 | 94 3223 0156 10 |
" | 1,0х40К | 94 3223 0157 09 |
" | 1,0х40К экспорт | 94 3223 0158 08 |
" | 1,0х40К исп. 0 | 94 3223 0159 07 |
" | 1-1,0х40К | 94 3223 0160 03 |
" | 1-1,0х40К экспорт | 94 3223 0161 02 |
" | 1-1,0х40К исп. 0 | 94 3223 0162 01 |
" | 1,0х60 | 94 3223 0163 00 |
" | 1,0х60 экспорт | 94 3223 0164 10 |
" | 1,0х60 исп. 0 | 94 3223 0165 09 |
" | 1-1,0х60 | 94 3223 0166 08 |
" | 1-1,0х60 экспорт | 94 3223 0167 07 |
" | 1-1,0х60 исп. 0 | 94 3223 0168 06 |
" | 1,0х60С | 94 3223 0169 05 |
" | 1,0х60С экспорт | 94 3223 0170 01 |
" | 1,0х60С исп. 0 | 94 3223 0171 00 |
" | 1-1,0х60С | 94 3223 0172 10 |
" | 1-1,0х60С экспорт | 94 3223 0173 09 |
" | 1-1,0х60С исп. 0 | 94 3223 0174 08 |
" | 1,0х60К | 94 3223 0175 07 |
" | 1,0х60К экспорт | 94 3223 0176 06 |
" | 1,0х60К исп. 0 | 94 3223 0177 05 |
" | 1-1,0х60К | 94 3223 0178 04 |
" | 1-1,0х60К экспорт | 94 3223 0179 03 |
" | 1-1,0х60К исп. 0 | 94 3223 0180 10 |
" | 1,0х90 | 94 3223 0181 09 |
" | 1,0х90 экспорт | 94 3223 0182 08 |
" | 1,0х90 исп. 0 | 94 3223 0183 07 |
" | 1-1,0х90 | 94 3223 0184 06 |
" | 1-1,0х90 экспорт | 94 3223 0185 05 |
" | 1-1,0х90 исп. 0 | 94 3223 0186 04 |
" | 1,0х90С | 94 3223 0187 03 |
" | 1,0х90С экспорт | 94 3223 0188 02 |
" | 1,0х90С исп. 0 | 94 3223 0189 01 |
" | 1-1,0х90С | 94 3223 0190 08 |
" | 1-1,0х90С экспорт | 94 3223 0191 07 |
" | 1-1,0х90С исп. 0 | 94 3223 0192 06 |
" | 1,0х90К | 94 3223 0193 05 |
Игла инъекционная 1,0х90К экспорт | 94 3223 0194 04 | |
То же | 1,0х90К исп. 0 | 94 3223 0195 03 |
" | 1-1,0х90К | 94 3223 0196 02 |
" | 1-1,0х90К экспорт | 94 3223 0197 01 |
" | 1-1,0х90К исп. 0 | 94 3223 0198 00 |
" | 1,0х120 | 94 3223 0199 10 |
" | 1,0х120 экспорт | 94 3223 0200 01 |
" | 1,0х120 исп. 0 | 94 3223 0201 00 |
" | 1-1,0х120 | 94 3223 0202 10 |
" | 1-1,0х120 экспорт | 94 3223 0203 09 |
" | 1-1,0х120 исп. 0 | 94 3223 0204 08 |
" | 1,0х120С | 94 3223 0205 07 |
" | 1,0х120С экспорт | 94 3223 0206 06 |
" | 1,0х120С исп. 0 | 94 3223 0207 05 |
" | 1-1,0х120С | 94 3223 0208 04 |
" | 1-1,0х120С экспорт | 94 3223 0209 03 |
" | 1-1,0х120С исп. 0 | 94 3223 0210 10 |
" | 1,0х120К | 94 3223 0211 09 |
" | 1,0х120К экспорт | 94 3223 0212 08 |
" | 1,0х120К исп. 0 | 94 3223 0213 07 |
" | 1-1,0х12*К | 94 3223 0214 06 |
_________________ | ||
" | 1-1,0х120К экспорт | 94 3223 0215 05 |
" | 1-1,0х120К исп. 0 | 94 3223 0216 04 |
" | 1,2х60 | 94 3223 0217 03 |
" | 1,2х60 экспорт | 94 3223 0218 02 |
" | 1,2х60 исп. 0 | 94 3223 0219 01 |
" | 1-1,2x60 | 94 3223 0220 08 |
" | 1-1,2x60 экспорт | 94 3223 0221 07 |
" | 1-1,2х60 исп. 0 | 94 3223 0222 06 |
" | 1,2х60С | 94 3223 0223 05 |
" | 3,2х60С экспорт | 94 3223 0224 04 |
" | 1,2х60С исп. 0 | 94 3223 0225 03 |
" | 1-1,2х60С | 94 3223 0226 02 |
" | 1-1,2х60С экспорт | 94 3223 0227 01 |
" | 1-1,2х60С исп. 0 | 94 3223 0228 00 |
" | 12х60К | 94 3223 0229 10 |
" | 1,2х60К экспорт | 94 3223 0230 06 |
" | 1,2х60К исп. 0 | 94 3223 0231 05 |
" | 1-1,2х60К | 94 3223 0232 04 |
" | 1-1,2х60К экспорт | 94 3223 0233 03 |
" | 1-1,2х60К исп. 0 | 94 3223 0234 02 |
" | 1,2х90 | 94 3223 0235 01 |
" | 1,2х90 экспорт | 94 3223 0236 00 |
" | 1,2х90 исп. 0 | 94 3223 0237 10 |
" | 1-1,2x90 | 94 3223 0238 09 |
" | 1-1,2х90 экспорт | 94 3223 0239 08 |
" | 1-1,2х90 исп. 0 | 94 3223 0240 04 |
" | 1,2х90С | 94 3223 0241 03 |
" | 1,2х90С экспорт | 94 3223 0242 02 |
" | 1,2х90С исп. 0 | 94 3223 0243 01 |
Игла инъекционная 1-1,2х90С экспорт | 94 3223 0244 00 | |
То же | 1-1,2х90С экспорт | 94 3223 0245 10 |
" | 1-1,2 х90С исп. 0 | 94 3223 0246 09 |
" | 1,2х90К | 94 3223 0247 08 |
" | 1,2х90К экспорт | 94 3223 0248 07 |
" | 1,2х90К исп. 0 | 94 3223 0249 06 |
" | 1-1,2х90К | 94 3223 0250 02 |
" | 1-1,2х90К экспорт | 94 3223 0251 01 |
" | 1-1,2х90К исп. 0 | 94 3223 0252 00 |
" | 1,2х120 | 94 3223 0253 10 |
" | 1,2х120 экспорт | 94 3223 0254 09 |
" | 1,2х120 исп. 0 | 94 3223 0255 08 |
" | 1-1,2х120 | 94 3223 0256 07 |
" | 1-1,2х120 экспорт | 94 3223 0257 06 |
" | 1-1,2х120 исп. 0 | 94 3223 0258 05 |
" | 1,2х120С | 94 3223 0259 04 |
" | 1,2х120С экспорт | 94 3223 0260 00 |
" | 1,2х120С исп. 0 | 94 3223 0261 10 |
" | 1-1,2х120С | 94 3223 0262 09 |
" | 1-1,2х120С экспорт | 94 3223 0263 08 |
" | 1-1,2х120С исп. 0 | 94 3223 0264 07 |
" | 1,2х120К | 94 3223 0265 06 |
" | 1,2х120К экспорт | 94 3223 0266 05 |
" | 1,2х120К исп. 0 | 94 3223 0267 04 |
" | 1-1,2х120К | 94 3223 0268 03 |
" | 1-1,2х120К экспорт | 94 3223 0269 02 |
" | 1-1,2х120К исп. 0 | 94 3223 0270 09 |
" | 1,2х150 | 94 3223 0271 08 |
" | 1,2х150 экспорт | 94 3223 0272 07 |
" | 1,2х150 исп. 0 | 94 3223 0273 06 |
" | 1-1,2х150 | 94 3223 0274 05 |
" | 1-1,2х150 экспорт | 94 3223 0275 04 |
" | 1 - 1,2х150 исп. 0 | 94 3223 0276 03 |
" | 1,2х150С | 94 3223 0277 02 |
" | 1,2х150С экспорт | 94 3223 0278 01 |
" | 1,2х150С исп. 0 | 94 3223 0279 00 |
" | 1-1,2х150С | 94 3223 0280 07 |
" | 1-1,2х150С экспорт | 94 3223 0281 06 |
" | 1-1,2х150С исп. 0 | 94 3223 0282 05 |
" | 1,2х150К | 94 3223 0283 04 |
" | 1,2х150К экспорт | 94 3223 0284 03 |
" | 1,2х150К исп. 0 | 94 3223 0285 02 |
" | 1-1,2х150К | 94 3223 0286 01 |
" | 1-1,2х150К экспорт | 94 3223 0287 00 |
" | 1-1,2х150К исп. 0 | 94 3223 0288 10 |
" | 1,6х90 | 94 3223 0289 09 |
" | 1,6х90 экспорт | 94 3223 0290 05 |
" | 1,6х90 исп. 0 | 94 3223 0291 04 |
" | 1-1,6х90 | 94 3223 0292 03 |
" | 1-1,6х90 экспорт | 94 3223 0293 02 |
Игла инъекционная 1-1,6Х90 исп. 0 | 94 3223 0294 01 | |
То же | 1,6х90С | 94 3223 0295 00 |
" | 1,6х90С экспорт | 94 3223 0296 10 |
" | 1,6х90С исп. 0 | 94 3223 0297 09 |
" | 1-1,6х90С | 94 3223 0298 08 |
" | 1-1,6х90С экспорт | 94 3223 0299 07 |
" | 1-1,6х90C исп. 0 | 94 3223 0300 09 |
" | 1,6х90К | 94 3223 0301 08 |
" | 1,6х90К экспорт | 94 3223 0302 07 |
" | 1,6х90К исп. 0 | 94 3223 0303 06 |
" | 1-1,6х90К | 94 3223 0304 05 |
" | 1-1,6х90К экспорт | 94 3223 0305 04 |
" | 1-1,6х90К исп. 0 | 94 3223 0306 03 |
" | 1,6х120 | 94 3223 0307 02 |
" | 1,6х120 экспорт | 94 3223 0308 01 |
" | 1,6х120 исп. 0 | 94 3223 0309 00 |
" | 1-1,6х120 | 94 3223 0310 07 |
" | 1-1,6х120 экспорт | 94 3223 0311 06 |
" | 1-1,6x120 исп. 0 | 94 3223 0312 05 |
" | 1,6х120С | 94 3223 0313 04 |
" | 1,6х120С экспорт | 94 3223 0314 03 |
" | 1,6х120С исп. 0 | 94 3223 0315 02 |
" | 1-1,6х120С | 94 3223 0316 01 |
" | 1-1,6х120С экспорт | 94 3223 0317 00 |
" | 1-1,6х120С исп. 0 | 94 3223 0318 10 |
" | 1,6х120К | 94 3223 0319 09 |
" | 1,6х120К экспорт | 94 3223 0320 05 |
" | 1,6х120К исп. 0 | 94 3223 0321 04 |
" | 1-1,6х120К | 94 3223 0322 03 |
" | 1-1,6х120К экспорт | 94 3223 0323 02 |
" | 1-1,6х120К исп. 0 | 94 3223 0324 01 |
" | 1,6х150 | 94 3223 0325 00 |
" | 1,6х150 экспорт | 94 3223 0326 10 |
" | 1,6х150 исп. 0 | 94 3223 0327 09 |
" | 1-1,6х150 | 94 3223 0328 08 |
" | 1-1,6x150 экспорт | 94 3223 0329 07 |
" | 1-1,6х150 исп. 0 | 94 3223 0330 03 |
" | 1,6х150С | 94 3223 0331 02 |
" | 1,6х150С экспорт | 94 3223 0332 01 |
" | 1,6х150С исп. 0 | 94 3223 0333 00 |
" | 1-1,6х150С | 94 3223 0334 10 |
" | 1-1,6х150С экспорт | 94 3223 0335 09 |
" | 1-1,6х150С исп. 0 | 94 3223 0336 08 |
" | 1,6х150К | 94 3223 0337 07 |
" | 1,6х150К экспорт | 94 3223 0338 06 |
" | 1,6х150К исп. 0 | 94 3223 0339 05 |
" | 1-1,6х150К | 94 3223 0340 01 |
" | 1-1,6х150К экспорт | 94 3223 0341 00 |
" | 1-1,6х150К исп. 0 | 94 3223 0342 10 |
" | 2,0х90 | 94 3223 0343 09 |
Игла инъекционная 2,0Х90 экспорт | 94 3223 0344 08 | |
То же | 2,0х90 исп. 0 | 94 3223 0345 07 |
" | 1-2,0х90 | 94 3223 0346 06 |
" | 1-2,0х90 экспорт | 94 3223 0347 05 |
" | 1-2,0х90 исп. 0 | 94 3223 0348 04 |
" | 2,0х90С | 94 3223 0349 03 |
" | 2,0х90С экспорт | 94 3223 0350 10 |
" | 2,0х90С исп. 0 | 94 3223 0351 09 |
" | 1-2,0х90С | 94 3223 0352 08 |
" | 1-2,0х90С экспорт | 94 3223 0353 07 |
" | 1-2,0х90С исп. 0 | 94 3223 0354 06 |
" | 2,0х90К | 94 3223 0355 05 |
" | 2,0х90К экспорт | 94 3223 0356 04 |
" | 2,0х90К исп. 0 | 94 3223 0357 03 |
" | 1-2,0х90К | 94 3223 0358 02 |
" | 1-2,0х90К экспорт | 94 3223 0359 01 |
" | 1-2,0х90К исп. 0 | 94 3223 0360 08 |
" | 2,0х120 | 94 3223 0361 07 |
" | 2,0х120 экспорт | 94 3223 0362 06 |
" | 2,0х120 исп. 0 | 94 3223 0363 05 |
" | 1-2,0х120 | 94 3223 0364 04 |
" | 1-2,0х120 экспорт | 94 3223 0365 03 |
" | 1-2,0х120 исп. 0 | 94 3223 0366 02 |
" | 2,0х120С | 94 3223 0367 01 |
" | 2,0х120С экспорт | 94 3223 0368 00 |
" | 2,0х120С исп. 0 | 94 3223 0369 10 |
" | 1-2,0х120С | 94 3223 0370 06 |
" | 1-2,0х120С экспорт | 94 3223 0371 05 |
" | 1-2,0х120С исп. 0 | 94 3223 0372 04 |
" | 2,0х120К | 94 3223 0373 03 |
" | 2,0х120К экспорт | 94 3223 0374 02 |
" | 2,0х120К исп. 0 | 94 3223 0375 01 |
" | 1-2,0х120К | 94 3223 0376 00 |
" | 1-2,0х120К экспорт | 94 3223 0377 10 |
" | 1-2,0х120К исп. 0 | 94 3223 0378 09 |
" | 2,0х150 | 94 3223 0379 08 |
" | 2,0х150 экспорт | 94 3223 0380 04 |
" | 2,0х150 исп. 0 | 94 3223 0381 03 |
" | 1-2,0х150 | 94 3223 0382 02 |
" | 1-2,0х150 экспорт | 94 3223 0383 01 |
" | 1-2,0х150 исп. 0 | 94 3223 0384 00 |
" | 2,0х150С | 94 3223 0385 10 |
" | 2,0х150С экспорт | 94 3223 0386 09 |
" | 2,0х150С исп. 0 | 94 3223 0387 08 |
" | 1-2,0х150С | 94 3223 0388 07 |
" | 1-2,0х150С экспорт | 94 3223 0389 06 |
" | 1-2,0х150С исп. 0 | 94 3223 0390 02 |
" | 2,0х150К | 94 3223 0391 01 |
" | 2,0х150К экспорт | 94 3223 0392 00 |
" | 2,0х150К исп. 0 | 94 3223 0393 10 |
Игла инъекционная 1-2,0х150К | 94 3223 0394 09 | |
То же | 1-2,0х150К экспорт | 94 3223 0395 08 |
" | 1-2,0х150К исп. 0 | 94 3223 0396 07 |
Игла инъекционная к стеклянным шприцам | ||
3-08х40С | 94 3223 0048 07 | |
То же | 3-08х40С экспорт | 94 3223 0049 06 |
" | 3-0,8х40С исп. 0 | 94 3223 0050 05 |
" | 3-1,0х60С | 94 3223 0085 02 |
" | 3-1,0х60С экспорт | 94 3223 0086 01 |
" | 3-1,0х60С исп. 0 | 94 3223 0087 00 |
(Измененная редакция, Изм. N 3, 5).
ПРИЛОЖЕНИЕ 2
Обязательное
Номенклатура основных показателей качества игл и их применяемость
Наименование показателя качества | Применяемость показателя в НТД | |
ТЗ | ТУ | |
Параметр шероховатости, мкм | + | + |
Упругость и прямолинейность трубки | + | + |
Острота конца трубки | + | + |
Прочность соединения трубки с головкой | + | + |
Чистота внутренней поверхности трубки | + | + |
Герметичность соединения трубки с головкой иглы и конуса головки с наконечником шприца | + | + |
Установленный ресурс, ед. изм. | + | + |
Устойчивость к климатическим воздействиям при эксплуатации | + | + |
Устойчивость к климатическим воздействиям при транспортировании и хранении | + | + |
Устойчивость к средствам дезинфекции, предстерилизационной очистки и стерилизации | + | + |
Устойчивость к механическим воздействиям при транспортировании | + | + |
Примечание. В таблице знак "+" означает применяемость.
ПРИЛОЖЕНИЕ 2. (Введено дополнительно, Изм. N 5).
ПРИЛОЖЕНИЕ 3
Справочное
Соответствие требований ГОСТ 25377-82 требованиям СТ СЭВ 3400-82
ГОСТ 25377-82 | СТ СЭB 3400-81 | ||
Номер пункт | Содержание требований | Номер пункта | Содержание требований |
2.4 | Регламентируются требования внешнего вида наружной поверхности игл На трубке иглы не допускается разница в оттенках от электролитического снятия заусенцев на длине более 15 мм от головки | 2.2 | Регламентируются требования внешнего вида наружной поверхности игл |
2.9 | Регламентируются требования к упругости, прочности, жесткости и прямолинейности | 2.4 | Регламентируются требования к упругости и прямолинейности трубки иглы |
2.10 | Регламентируются требования к остроте конца трубки иглы Острота конца трубки иглы проверяется усилием прокола магнитной ленты и полиэтиленовой пленки | 2.5 | Регламентируются требования к остроте конца трубки иглы Острота конца трубки иглы проверяется усилием прокола полиэтиленовой пленки |
2.17 | Регламентируются требования к циклической обработке игл, состоящей из дезинфекции кипячением, предстерилизационной очистки и воздушной стерилизации | 2.11 | Регламентируются требования устойчивости к стерилизации при температуре 200 °С |
2.18 | Регламентируются требования устойчивости к механическим воздействиям при транспортировании | - | |
2.20 | Регламентируются требования к комплектации игл мандренами | - | |
ПРИЛОЖЕНИЕ 3. (Введено дополнительно, Изм. N 5).
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1982
Редакция документа с учетом
изменений и дополнений
подготовлена
{kind=link}