ГОСТ Р ИСО 8423-2011
Группа Т59
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Статистические методы
ПОСЛЕДОВАТЕЛЬНЫЕ ПЛАНЫ ВЫБОРОЧНОГО КОНТРОЛЯ ПО КОЛИЧЕСТВЕННОМУ ПРИЗНАКУ ДЛЯ ПРОЦЕНТА НЕСООТВЕТСТВУЮЩИХ ЕДИНИЦ ПРОДУКЦИИ (СТАНДАРТНОЕ ОТКЛОНЕНИЕ ИЗВЕСТНО)
Statistical methods. Sequential sampling plans for inspection by variables for percent nonconforming (known standard deviation)
ОКС 03.120.30
Дата введения 2012-12-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Автономной некоммерческой организацией "Научно-исследовательский центр контроля и диагностики технических систем" (АНО "НИЦ КД") на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 125 "Статистические методы в управлении качеством продукции"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 9 ноября 2011 г. N 523-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 8423:2008* "Последовательные планы выборочного контроля по количественному признаку для процента несоответствующих единиц продукции (стандартное отклонение известно)" (ISO 8423:2008 "Sequential sampling plans for inspection by variables for percent nonconforming (known standard deviation)").
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА
5 ВЗАМЕН ГОСТ Р 50779.76-99 (ИСО 8423-91)
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
В современных производственных процессах уровень несоответствий достигает значений, выражаемых в виде числа несоответствующих единиц продукции на миллион. В этом случае планы статистического приемочного контроля по альтернативному признаку в соответствии с ИСО 2859-1 требуют отбора достаточно больших объемов выборки. Применение планов статистического приемочного контроля по количественному признаку в соответствии с ИСО 3951-1
требует значительно меньших объемов выборки. Однако, особенно в случае приемки продукции с чрезвычайно жесткими требованиями к качеству, эти объемы выборки являются все еще слишком большими. Поэтому существует необходимость в создании стандартизированных статистических процедур, требующих меньших объемов выборки. Таким требованиям удовлетворяют последовательные планы выборочного контроля. Методы математической статистики позволяют доказать, что среди всех возможных планов выборочного контроля последовательным планам соответствует наименьший средний объем выборки.
_______________
ИСО 2859-1:1999 "Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества AQL".
ИСО 3951-1:2005 "Процедуры выборочного контроля по количественному признаку. Часть 1. Требования к одноступенчатым планам на основе предела приемлемого качества (AQL) для контроля последовательных партий по единственной характеристике и единственному AQL".
Основное преимущество последовательных планов выборочного контроля - сокращение среднего объема выборки. Средний объем выборки - это математическое ожидание объема выборки, соответствующего плану выборочного контроля для данной партии или процесса. Последовательным планам выборочного контроля соответствует меньший средний объем выборки, чем одноступенчатым планам, имеющим эквивалентную оперативную характеристику.
Факторы, которые должны быть учтены при выборе процедуры выборочного контроля:
a) Сложность контроля.
Правила последовательного плана выборочного контроля являются более сложными, чем простые правила одноступенчатого плана.
b) Непостоянный объем контроля.
Поскольку фактическое количество проверенных единиц продукции партии заранее неизвестно, использование последовательных планов выборочного контроля вызывает различные организационные трудности, например, планирование контрольных операций.
c) Затраты и трудоемкость при отборе выборки.
Если отбор выборки является довольно трудоемким, сокращение среднего объема выборки в соответствии с последовательными планами выборочного контроля может быть уравновешено стоимостью продукции.
d) Продолжительность контроля.
Если проверка одной единицы продукции требует много времени и несколько единиц продукции может быть проверено одновременно, последовательные планы выборочного контроля требуют существенно большего времени, чем соответствующие одноступенчатые планы.
e) Изменчивость характеристики качества в партии.
Если партия состоит из двух или большего количества частей партий, поступивших из различных источников, и если вероятно наличие существенных различий между характеристиками качества частей партии, применение последовательного плана выборочного контроля является менее удобным, чем применение соответствующего одноступенчатого плана.
Преимущества сокращения среднего объема выборки для последовательного плана и перечисленные недостатки показывают, что последовательные планы выборочного контроля применимы только в тех случаях, когда затраты на контроль отдельных единиц продукции являются определяющими в общих затратах на проведение контроля.
Выбор между одноступенчатым и последовательным планами выборочного контроля должен быть сделан до начала контроля. В процессе контроля партии запрещается изменять план контроля, поскольку оперативные характеристики плана могут существенно измениться.
Хотя последовательный план выборочного контроля в среднем намного более экономичен, чем соответствующий одноступенчатый план, при контроле конкретной партии решение о приемке или отклонении партии может быть принято на последней стадии контроля (характеристика качества партии в течение долгого времени находится между приемочным и браковочным значением). При использовании графического метода это соответствует расположению ступенчатой кривой в зоне неопределенности.
Для устранения такой ситуации объем выборки ограничивают до начала контроля. При этом контроль заканчивают, если общий объем выборки достигает установленного значения без принятия решения о приемке партии. Для решения о приемке или отклонении партии используют специальные приемочные и браковочные значения.
Последовательные планы выборочного контроля по количественному признаку установлены также в ИСО 3951-5. Однако принцип построения этих планов существенно отличается от принципа построения планов, использованного в настоящем стандарте. Планы выборочного контроля в ИСО 3951-5 разработаны как дополнение к системе статистического приемочного контроля по количественному признаку, установленной ИСО 3951-1, аналогичной системе статистического приемочного контроля по альтернативному признаку, установленной в ИСО 2859-1. Таким образом, они должны быть использованы для контроля непрерывной серии партий, достаточно продолжительной для применения правил переключения по ИСО 3951. Применение правил переключения является единственным средством обеспечения защиты интересов потребителя (посредством переключения на усиленный контроль или прекращения выборочного контроля) при использовании последовательных планов выборочного контроля, установленных ИСО 3951-5. Однако в некоторых случаях есть необходимость контролировать значения рисков изготовителя и потребителя. Это происходит, например, когда выборочный контроль выполняют для регулирования процесса подтверждения соответствия качества продукции при изготовлении или для проверки гипотез. В этом случае индивидуальные планы выборочного контроля по ИСО 3951-5 могут быть неприемлемы. Планы выборочного контроля, установленные в настоящем стандарте, разработаны для применения в этих ситуациях.
_______________
ИСО 3951-5:2006 "Процедуры выборочного контроля по количественному признаку. Часть 5. Последовательные планы выборочного контроля на основе предела приемлемого качества (AQL) и известного стандартного отклонения".
1 Область применения
В настоящем стандарте установлены последовательные планы выборочного контроля и процедуры контроля по количественному признаку отдельных единиц продукции.
Планы установлены в соответствии с точкой риска изготовителя и точкой риска потребителя, поэтому они могут быть использованы не только для статистического приемочного контроля, но и для более общих целей проверки простых статистических гипотез.
Целью настоящего стандарта является установление процедур последовательной оценки результатов контроля, которые могут быть использованы для мотивации поставщика к поставке партии продукции с качеством, имеющим высокую вероятность приемки. Интересы потребителя защищены установлением верхней границы вероятности приемки партии низкого качества.
Настоящий стандарт предназначен для использования при выполнении следующих условий:
a) процедуру контроля применяют к непрерывной серии партий отдельных единиц продукции, поставляемых одним изготовителем, использующим один процесс производства. В этом случае выборочный контроль партии продукции и процесса производства эквивалентны. При наличии нескольких изготовителей или процессов производства настоящий стандарт применяют к каждому процессу или изготовителю отдельно;
b) имеется единственная характеристика качества продукции
, измеряемая в соответствии с непрерывной шкалой;
_______________
Характеристика качества - характеристика, присущая продукции, процессу или системе, для которой установлены требования.
c) погрешность измерений характеристики качества незначительна (не превышает 10% стандартного отклонения процесса);
d) процессы производства стабильны и находятся в состоянии статистической управляемости, характеристика качества имеет известное стандартное отклонение и подчиняется нормальному распределению или распределению близкому к нормальному.
ПРЕДОСТЕРЕЖЕНИЕ - Процедуры, приведенные в настоящем стандарте, не должны быть применены к партиям, которые прошли предварительную разбраковку с удалением несоответствующих единиц продукции;
e) в контракте или стандарте установлена верхняя граница допустимых значений , нижняя граница допустимых значений
или обе эти границы, при этом единицу продукции квалифицируют как соответствующую тогда и только тогда, когда характеристика качества
удовлетворяет одному из следующих неравенств:
1) ![]() (единственная верхняя граница допустимых значений характеристики не нарушена);
(единственная верхняя граница допустимых значений характеристики не нарушена);
2) (единственная нижняя граница допустимых значений характеристики не нарушена);
3) ![]() и
и (ни верхняя, ни нижняя границы допустимых значений характеристики не нарушены).
Неравенства 1) и 2) соответствуют случаю, когда задана одна граница допустимых значений, а неравенство 3) соответствует случаю, когда заданы две границы допустимых значений.
В настоящем стандарте принято предположение, что если заданы две границы допустимых значений, соответствие обеим границам является одинаково важным для качества продукции. В противном случае процедуры контроля следует применять для каждой границы отдельно. В первом случае для контроля используют объединенный процент продукции вне обеих границ допустимых значений (объединенный контроль). Во втором случае несоответствия вне каждой из границ допустимых значений контролируют отдельно (индивидуальный контроль).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*:
_______________
* Таблицу соответствия национальных (межгосударственных) стандартов международным см. по ссылке. - .
ИСО 3534-1:2006 Статистика. Словарь и условные обозначения. Часть 1. Общие статистические термины и термины, используемые в вероятностных задачах (ISO 3534-1:2006, Statistics - Vocabulary and symbols - Part 1: Probability and general statistical terms)
ИСО 3534-2:2006 Статистика. Словарь и условные обозначения. Часть 2. Прикладная статистика (ISO 3534-2:2006, Statistics - Vocabulary and symbols - Part 2: Applied statistics)
ИСО 3951-1:2005 Процедуры выборочного контроля по количественному признаку. Часть 1. Требования к одноступенчатым планам на основе предела приемлемого качества (AQL) для контроля последовательных партий по единственной характеристике и единственному AQL (ISO 3951-1:2005, Sampling procedures for inspection by variables - Part 1: Specification for single sampling plans indexed by acceptance quality limit (AQL) for lot-by-lot inspection for a single quality characteristic and a single AQL)
3 Термины и определения
В настоящем стандарте применены термины по ИСО 2859-1, ИСО 3534-1, ИСО 3534-2, ИСО 3951-1, а также следующие термины с соответствующими определениями.
3.1 контроль по количественному признаку (inspection variables): Контроль на основе измерений характеристики качества единицы продукции. [ИСО 3534-2:2006, статья 4.1.4] |
3.2 выборочный контроль (sampling inspection): Контроль исследуемой группы единиц продукции на основе проверки отобранной из нее выборки. [ИСО 3534-2:2006, статья 4.1.6] |
3.3 приемочный контроль (acceptance sampling): Контроль, после проведения которого принимают решение о приемке или отклонении партии или другой совокупности продукции, материала или услуг, на основании результатов контроля выборки. [ИСО 3534-2:2006, статья 1.3.17] |
3.4 выборочный приемочный контроль (acceptance sampling inspection): Приемочный контроль, при котором приемлемость партии определяют на основании результатов выборочного контроля. [ИСО 3534-2:2006, статья 4.1.8] |
3.5 выборочный приемочный контроль по количественному признаку (acceptance sampling inspection by variables): Выборочный приемочный контроль, при котором решение о приемке или отклонении продукции или процесса принимают на основе измерений установленной характеристики качества каждой единицы продукции в выборке, отобранной из партии. [ИСО 3534-2:2006, статья 4.2.11] |
3.6 уровень несоответствий, уровень качества (quality level): Показатель качества продукции, представляющий собой долю несоответствующих единиц продукции или несоответствий.
3.7 несоответствие (nonconformity): Невыполнение требования. [ИСО 9000:2005, статья 3.6.2, ИСО 3534-2:2006, статья 3.1.11] |
3.8 несоответствующая единица продукции (nonconforming unit): Единица продукции с одним или более несоответствиями. [ИСО 3534-2:2006, статья 1.2.15] |
3.9 граница поля допуска, предельное значение (specification limit): Установленная граница допустимых значений характеристики. [ИСО 3534-2:2006, статья 3.1.3] |
3.10 нижняя граница поля допуска, нижнее предельное значение (lower specification limit); [ИСО 3534-2:2006, статья 3.1.5] |
3.11 верхняя граница поля допуска, верхнее предельное значение (upper specification limit); [ИСО 3534-2:2006, статья 3.1.4] |
3.12 объединенный контроль (combined control): Контроль, при котором для характеристики качества заданы верхняя и нижняя границы допустимых значений, а установленные риски относятся к общему проценту несоответствующих единиц продукции вне обеих границ допустимых значений.
Примечание - При использовании объединенного контроля предполагают, что несоответствия, связанные с выходом значений характеристики за верхнюю и нижнюю границы допустимых значений, являются равнозначными для качества продукции.
3.13 индивидуальный контроль (separate control): Контроль, при котором для характеристики качества заданы верхняя и нижняя границы допустимых значений, и для несоответствующих единиц продукции вне верхней и нижней границ допустимых значений установлены различные значения рисков.
Примечание - Использование индивидуального контроля предполагает, что несоответствия вне любой границы допустимых значений имеют различную значимость для качества продукции.
3.14 максимальное стандартное отклонение процесса (maximum process standard deviation); MPSD, : Наибольшее значение стандартного отклонения процесса для данного плана испытаний, при котором возможно выполнение критерия приемки объединенного контроля с двумя границами допустимых значений, когда дисперсия процесса известна.
Примечание 1 - Максимальное стандартное отклонение процесса в стандарте обозначают MPSD.
Примечание 2 - Данное определение отличается от определения, приведенного в ИСО 3534-2, где использовано понятие AQL.
3.15 измерение (measurement): Определение значения величины. [ИСО 3534-2:2006, статья 3.2.1] |
3.16 запас качества (leeway): Величина, определяемая в виде разности результата измерений характеристики качества единицы продукции, когда заданы границы допустимых значений этой характеристики.
Примечание - В случае, когда задана единственная нижняя граница допустимых значений, и в случае, когда заданы две границы допустимых значений, запас качества определяют, вычитая значение нижней границы допустимых значений из результата контролируемой характеристики. В случае, когда задана верхняя граница допустимых значений, запас качества определяют, вычитая результат измерений из значения верхней границы допустимых значений.
3.17 кумулятивный запас качества (cumulative leeway): Сумма значений запаса качества всех проверенных единиц продукции.
3.18 кумулятивный объем выборки (cumulative sample size): При последовательном плане выборочного контроля общее количество выборочных единиц от первой до последней проверенной в партии единицы продукции (включая ее).
3.19 приемочное значение последовательного плана выборочного контроля (acceptance value for sequential sampling): Функция параметров плана контроля и кумулятивного объема выборки, используемая для принятия решения о приемке партии.
Примечание - Решение о приемке партии принимают на основе сопоставлений совокупного запаса качества с приемочным значением.
3.20 браковочное значение последовательного плана выборочного контроля (rejection value for sequential sampling): Функция параметров плана контроля и кумулятивного объема выборки, используемая для принятия решения об отклонении партии.
Примечание - Решение об отклонении партии принимают на основе сопоставления совокупного запаса качества с браковочным значением.
3.21 качество риска потребителя (consumer's risk quality); CRQ, Примечание - Риск потребителя обычно устанавливают равным 10%. [ИСО 3534-2:2006, статья 4.6.9] |
3.22 качество риска изготовителя (producer's risk quality); PRQ, [ИСО 3534-2:2006, статья 4.6.10] |
Примечание - Риск изготовителя обычно устанавливают равным 5%.
3.23 средний объем выборки (average sample size); ASSI: Среднее количество единиц продукции в выборке, отбираемой из партии для принятия решения о приемке или отклонении партии в соответствии с установленным планом статистического приемочного контроля. [ИСО 3534-2:2006, статья 4.7.3] |
3.24 последовательный приемочный выборочный контроль (sequential acceptance sampling inspection): Приемочный выборочный контроль, при котором после проверки каждой единицы продукции на основе накопленных данных всех проверенных единиц продукции, принимают решение о приемке или отклонении партии, или отборе и контроле следующей единицы продукции. [ИСО 3534-2:2006, статья 4.2.7] |
3.25 план последовательного контроля (sequential sampling plan): План, устанавливающий критерии приемки для последовательного приемочного выборочного контроля.
3.26 кривая оперативной характеристики (operating characteristic curve): Кривая, показывающая для данного плана статистического приемочного контроля соотношение между вероятностью приемки и уровнем несоответствий продукции. [ИСО 3534-2:2006, статья 4.5.1] |
3.27 точка риска изготовителя (producer's risk point, PRP); PRP: Точка на кривой оперативной характеристики, соответствующая заданной высокой вероятности приемки. [ИСО 3534-2:2006, статья 4.6.7] |
3.28 точка риска потребителя (consumer's risk point, CRP); CRP: Точка на кривой оперативной характеристики, соответствующая заданной низкой вероятности приемки. [ИСО 3534-2:2006, статья 4.6.5] |
4 Обозначения
В настоящем стандарте применены следующие обозначения:
| - приемочное значение соответствующего последовательного плана выборочного контроля; |
| - приемочное значение, соответствующее усеченному значению кумулятивного объема выборки; |
| - коэффициент, связывающий максимальное стандартное отклонение процесса с |
| - коэффициент, используемый при вычислении приемочного и браковочного значений (угловой коэффициент линий приемки и отклонения); |
| - константа, используемая для определения приемочных значений (свободный член линии приемки); |
| - константа, используемая для определения браковочных значений (свободный член линии отклонения); |
| - нижняя граница допустимых значений (при использовании в качестве нижнего или верхнего индексов указывает на значение в точке |
| - объем партии (количество единиц продукции в партии); |
| - объем выборки (количество единиц продукции в выборке); |
| - кумулятивный объем выборки; |
| - усеченное значение кумулятивного объема выборки, усеченный объем выборки ( |
| - вероятность приемки; |
| - качество риска потребителя; |
| - качество риска изготовителя (поставщика); |
| - браковочное значение соответствующего последовательного плана выборочного контроля; |
| - верхняя граница допустимых значений (при использовании в качестве верхнего или нижнего индексов указывает на значение в точке |
| - значение характеристики качества единицы продукции; |
| - запас качества: |
если задана только верхняя граница допустимых значений | |
если задана только нижняя граница допустимых значений | |
если заданы две границы допустимых значений | |
| - кумулятивный запас качества, равный сумме значений запаса качества всех проверенных единиц продукции; |
| - риск изготовителя (поставщика); |
| - риск потребителя; |
| - стандартное отклонение процесса в состоянии статистической управляемости. |
Примечание - Квадрат стандартного отклонения (дисперсия) процесса ( | |
| - максимальное стандартное отклонение процесса. |
5 Принципы построения плана последовательного выборочного контроля по количественному признаку
При применении последовательного плана выборочного контроля по количественному признаку единицы продукции отбирают случайным образом и проверяют одну за другой. После контроля каждой единицы продукции определяют кумулятивный запас качества и сопоставляют его с критериями приемки, на основании чего оценивают достаточность информации для принятия решения о приемлемости партии или процесса на данной стадии контроля.
Если на данной стадии контроля кумулятивный запас качества таков, что риск приемки партии неудовлетворительного качества достаточно низок, то партию принимают, а контроль завершают.
Если кумулятивный запас качества таков, что риск отклонения партии удовлетворительного качества достаточно низок, то партию отклоняют, а контроль завершают.
Если кумулятивный запас качества не позволяет принять ни одного из указанных решений, то отбирают и проверяют еще одну единицу продукции. Процесс продолжают до тех пор, пока не будет получено достаточно информации для принятия решения о приемке или отклонении партии.
6 Выбор плана контроля
6.1 Точка риска изготовителя и точка риска потребителя
Общий метод, установленный в 6.1 и 6.2, используют в тех случаях, когда требования последовательного плана выборочного контроля определены на основе двух точек на кривой оперативной характеристики плана контроля. Точка, соответствующая более высокой вероятности приемки, определяет точку риска изготовителя; другая точка определяет точку риска потребителя.
Если точки риска не установлены, то на первом этапе разработки последовательного плана выборочного контроля необходимо определить эти две точки. Для этого часто используют следующую комбинацию:
- риск изготовителя 0,05 с соответствующим качеством риска изготовителя (
);
- риск потребителя 0,10 с соответствующим качеством риска потребителя (
).
Эта комбинация требований использована в настоящем стандарте для разработки планов выборочного контроля.
Если необходимо, чтобы последовательный план выборочного контроля имел приблизительно такую же кривую оперативной характеристики как существующий одноступенчатый план, то точки риска изготовителя и риска потребителя определяют по графику или по таблице значений, соответствующей плану оперативной характеристики. Если соответствующего одноступенчатого плана не существует, точки риска изготовителя и потребителя должны быть определены на основе условий применения плана выборочного контроля.
6.2 Предпочтительные значения и
В таблице 4 приведено 21 предпочтительное значение от 0,1% до 10,0%, и 17 предпочтительных значений
от 0,8% до 31,5%. Настоящий стандарт применим для комбинации предпочтительных значений
и
.
6.3 Предварительные действия
6.3.1 Определение значений параметров ,
и
Значения параметров ,
и
определяют критерии приемки и отклонения партии. В таблице 4 приведены значения этих параметров, соответствующие каждой комбинации предпочтительных значений
и
с риском изготовителя
0,05 и риском потребителя
0,1.
6.3.2 Определение значения
Значения усеченного кумулятивного объема выборки последовательного плана выборочного контроля приведены в таблице 4.
7 Выполнение последовательного плана выборочного контроля
7.1 Требования плана
До выполнения последовательного плана выборочного контроля контролер должен занести в журнал контроля значения параметров ,
,
и
.
7.2 Отбор единиц продукции
Как правило, единицы продукции отбирают из партии случайным образом и контролируют одну за другой в том порядке, в котором они были отобраны. Если для удобства все единицы продукции отбирают одновременно, то порядок контроля каждой единицы продукции должен быть случайным.
7.3 Запас качества и кумулятивный запас качества
После выполнения контроля каждой единицы продукции фиксируют результат контроля и текущее значение
кумулятивного объема выборки.
Затем вычисляют запас качества для этой единицы продукции:
![]() в случае объединенного контроля, когда заданы две границы допустимых значений или единственная нижняя граница допустимых значений;
в случае объединенного контроля, когда заданы две границы допустимых значений или единственная нижняя граница допустимых значений;
![]() в случае, когда задана единственная верхняя граница допустимых значений.
в случае, когда задана единственная верхняя граница допустимых значений.
После этого вычисляют и записывают значение кумулятивного запаса качества как сумму значений запаса качества проверенных единиц продукции из партии.
7.4 Выбор численного или графического метода
В настоящем стандарте установлено два метода вычисления последовательного плана выборочного контроля: численный и графический методы.
При применении численного метода используют таблицу приемлемости. Метод является точным и позволяет избежать разногласий по поводу результатов контроля. Таблица приемлемости также может быть использована для регистрации результатов контроля.
При применении графического метода используют приемочную карту, что обеспечивает наглядность результатов контроля и позволяет выявить тенденции изменения качества продукции за счет изображения результатов контроля в виде ломаной линии. Вместе с тем графический метод является менее точным, поскольку к погрешности измерений добавляется погрешность построения графика.
Численный метод является стандартным в части принятия решения о приемке или отклонении партии. При применении численного метода рекомендуется для вычислений и подготовки таблицы приемлемости использовать соответствующее программное обеспечение.
Применение настоящего стандарта предполагает, что или таблица приемлемости, или приемочная карта подготовлена на бумажном носителе. Однако при использовании компьютерной программы таблица приемлемости может быть выведена на экран компьютера так, чтобы при введении минимума данных можно было определить приемлемость (неприемлемость) партии. Кроме того, в программном средстве можно предусмотреть дополнительно:
- вывод на экран таблицы приемлемости и приемочной карты в различных окнах экрана;
- распечатку отчета о результатах контроля после определения приемлемости партии;
- сжатие отчета о контроле до необходимого размера файла.
7.5 Численный метод для единственной границы допустимых значений
7.5.1 Приемочное и браковочное значения
При использовании численного метода для подготовки таблицы приемлемости необходимо выполнить следующие вычисления.
Для каждого значения кумулятивного объема выборки (
![]() ) приемочное значение
) приемочное значение определяют по формуле
![]() . (1)
. (1)
Для каждого значения браковочное значение
определяют по формуле
![]() . (2)
. (2)
Приемочное значение , соответствующее усеченному объему выборки
, определяют по формуле
![]() . (3)
. (3)
Значения и
, определенные по формулам (1) и (2), должны быть зарегистрированы с точностью на один десятичный разряд больше, чем у результатов контроля.
7.5.2 Правило принятия решения
После контроля каждой единицы продукции запас качества и кумулятивный запас качества заносят в таблицу приемлемости, подготовленную в соответствии с 7.5.1.
Кумулятивный запас качества сопоставляют с соответствующими приемочным
и браковочным
значениями.
a) Если кумулятивный запас качества больше или равен приемочному значению
для кумулятивного объема выборки
, то партию принимают, а контроль завершают.
b) Если кумулятивный запас качества меньше или равен браковочному значению для кумулятивного объема выборки
, то партию отклоняют, а контроль завершают.
c) Если положения перечислений а), b) не выполняются, то следует отобрать и проверить следующую единицу продукции.
При достижении кумулятивным объемом выборки значения партию принимают, если
![]() , в противном случае партию отклоняют.
, в противном случае партию отклоняют.
7.6 Графический метод для единственной границы допустимых значений
7.6.1 Приемочная карта
При использовании графического метода должна быть подготовлена приемочная карта. Горизонтальной осью на приемочной карте является , а вертикальной осью - кумулятивный запас качества
. На карте проводят две параллельные прямые с одним и тем же угловым коэффициентом
, соответствующие приемочному и браковочному значениям
и
[см. формулы (1) и (2)]. Нижняя линия со свободным членом (
![]() ) является линией отклонения, а верхняя линия со свободным членом
) является линией отклонения, а верхняя линия со свободным членом является линией приемки. Кроме того, на графике проводят линию усеченного объема выборки
![]() .
.
В результате на карте можно выделить три зоны:
- зона приемки - зона выше линии приемки, включая линию приемки и часть линии усеченного объема выборки выше точки (,
) и саму точку (
,
);
- зона отклонения - зона ниже линии отклонения, включая линию отклонения и часть линии усеченного объема выборки ниже точки (,
);
- зона неопределенности - полоса между линиями приемки и отклонения левее линии усеченного объема выборки.
Пример приемочной карты приведен на рисунке 1.
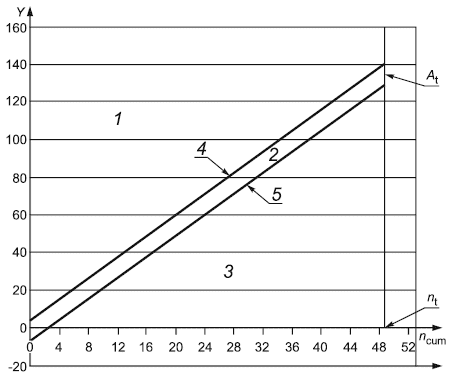
1 - зона приемки; 2 - зона неопределенности; 3 - зона отклонения; 4 - линия приемки; 5 - линия отклонения
Рисунок 1 - Пример приемочной карты последовательного плана выборочного контроля для единственной границы допустимых значений
7.6.2 Правило принятия решения
При использовании графического метода необходимо выполнить следующие процедуры.
После контроля каждой единицы продукции необходимо отмечать точки (,
) на приемочной карте, подготовленной в соответствии с 7.6.1. При этом:
a) если точка лежит в зоне приемки, партию принимают, а контроль прекращают;
b) если точка лежит в зоне отклонения, партию отклоняют, а контроль прекращают;
c) если точка лежит в зоне неопределенности, отбирают и контролируют следующую единицу продукции.
Последовательные точки на приемочной карте необходимо соединить отрезками прямой для выявления тенденции изменения результатов контроля.
ПРЕДОСТЕРЕЖЕНИЕ - Если точка находится близко к линиям приемки или отклонения, для принятия решения необходимо использовать численный метод.
7.7 Численный метод для объединенного контроля двух границ допустимых значений
7.7.1 Максимальные значения стандартного отклонения процесса
При объединенном контроле двух границ допустимых значений последовательный контроль применяют только в том случае, когда стандартное отклонение процесса существенно меньше (
![]() ). Предельно допустимое значение стандартного отклонения процесса вычисляют по формуле
). Предельно допустимое значение стандартного отклонения процесса вычисляют по формуле
![]() ,
,
где - коэффициент, значение которого зависит только от значения
. Значения
приведены в таблице 5.
Если при объединенном контроле двух границ допустимых значений выполняется неравенство ![]() , то партия должна быть отклонена без отбора выборки.
, то партия должна быть отклонена без отбора выборки.
7.7.2 Приемочное и браковочное значения
При использовании численного метода должны быть выполнены приведенные ниже вычисления и подготовлена таблица приемлемости.
Для каждого значения кумулятивного объема выборки, удовлетворяющего условию
![]() , определяют два приемочных и два браковочных значения: верхнее приемочное значение
, определяют два приемочных и два браковочных значения: верхнее приемочное значение , нижнее приемочное значение
, верхнее браковочное значение
, нижнее браковочное значение
:
![]() , (4)
, (4)
![]() , (5)
, (5)
![]() , (6)
, (6)
![]() . (7)
. (7)
Если значение меньше соответствующего значения
, кумулятивного объема выборки недостаточно для приемки партии.
Приемочные значения и
, соответствующие усеченному объему выборки, определяют по формулам:
![]() , (8)
, (8)
![]() . (9)
. (9)
Приемочное и браковочное значения должны быть записаны в журнале контроля, причем количество знаков после запятой должно быть на один больше, чем у результатов контроля.
7.7.3 Правила принятия решения
После контроля каждой единицы продукции запас качества и кумулятивный запас качества записывают в таблицу приемки, подготовленную в соответствии с 7.7.2.
Кумулятивный запас качества сопоставляют с соответствующими верхними и нижними приемочными и браковочными значениями
,
,
,
. Решение принимают в зависимости от полученных результатов.
a) Если для кумулятивного объема выборки (
![]() ) кумулятивный запас качества
) кумулятивный запас качества больше или равен нижнему приемочному значению
и меньше или равен верхнему приемочному значению
, то партию принимают, а контроль прекращают.
b) Если для кумулятивного объема выборки (
![]() ) кумулятивный запас качества
) кумулятивный запас качества меньше или равен нижнему браковочному значению
или больше или равен верхнему браковочному значению
, то партию отклоняют, а контроль завершают.
c) Если для кумулятивного объема выборки (
![]() ) ни одно из условий а) и b) не выполняется, должна быть отобрана и проверена следующая единица продукции.
) ни одно из условий а) и b) не выполняется, должна быть отобрана и проверена следующая единица продукции.
Если кумулятивный объем выборки достиг значения , то партию принимают, если
![]() , в противном случае (
, в противном случае (![]() или
или ![]() ) партию отклоняют.
) партию отклоняют.
7.8 Графический метод для объединенного контроля двух границ допустимых значений
7.8.1 Приемочная карта
При использовании графического метода должна быть подготовлена приемочная карта. На приемочной карте горизонтальной осью является , а вертикальной осью - кумулятивный запас качества
. На карте проводят две параллельные линии с одним и тем же угловым коэффициентом (
![]() ), соответствующие приемочному и браковочному значениям
), соответствующие приемочному и браковочному значениям и
, рассчитанным по формулам (4) и (6), и две параллельные прямые с одним и тем же угловым коэффициентом
, соответствующие нижним приемочному и браковочному значениям
и
, рассчитанным по формулам (5) и (7). Проводят вертикальную линию усеченного объема выборки
![]() .
.
Верхняя линия ![]() называется верхней линией отклонения. Прямая
называется верхней линией отклонения. Прямая ![]() называется верхней линией приемки. Самая нижняя прямая
называется верхней линией приемки. Самая нижняя прямая ![]() называется нижней линией отклонения. Прямая
называется нижней линией отклонения. Прямая ![]() называется нижней линией приемки.
называется нижней линией приемки.
На приемочной карте можно выделить несколько зон:
- зона приемки, имеющая форму треугольника, ограниченного сверху верхней линией приемки, снизу нижней линией приемки, а справа линией усеченного объема выборки. Зона приемки включает в себя обе линии приемки и часть линии усеченного объема выборки между точками (,
) и (
,
);
- верхняя зона отклонения, расположенная выше верхней линии отклонения, включая верхнюю линию отклонения и часть линии усеченного объема выборки выше точки (,
);
- нижняя зона отклонения, расположенная ниже нижней линии отклонения, включая нижнюю линию отклонения и часть линии усеченного объема выборки ниже точки (,
);
- зона неопределенности, расположенная между зонами приемки и отклонения левее линии усеченного объема выборки.
Пример приемочной карты показан на рисунке 2.
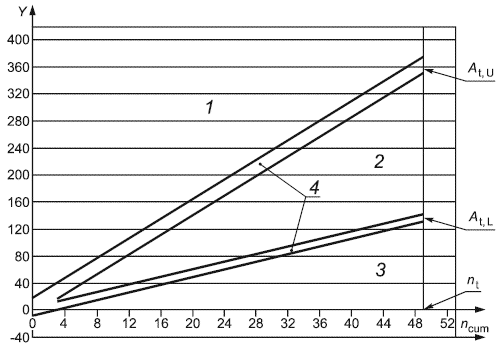
1 - верхняя зона отклонения; 2 - зона приемки; 3 - нижняя зона отклонения; 4 - зона неопределенности
Рисунок 2 - Пример приемочной карты для последовательного плана объединенного контроля двух границ допустимых значений
7.8.2 Правила принятия решения
При использовании графического метода необходимо выполнить следующие процедуры.
После контроля каждой единицы продукции на приемочную карту, подготовленную в соответствии с 7.8.1, наносят точку (,
). Решение принимают в зависимости от полученных результатов.
a) Если точка лежит в зоне приемки, партию принимают, а контроль завершают.
b) Если точка лежит в любой из зон отклонения, партию отклоняют, а контроль завершают.
c) Если точка лежит в зоне неопределенности, отбирают и контролируют следующую единицу продукции.
Последовательные точки результатов контроля на приемочной карте необходимо соединить отрезками прямой для выявления тенденции изменения результатов контроля.
ПРЕДОСТЕРЕЖЕНИЕ - Если точка расположена близко к линиям приемки или отклонения, для принятия решения необходимо использовать численный метод.
7.9 Численный метод для индивидуального контроля двух границ допустимых значений
7.9.1 Максимальное значение стандартного отклонения процесса
В случае индивидуального контроля двух границ допустимых значений последовательный контроль применяют только в том случае, когда стандартное отклонение процесса существенно меньше (
![]() ). Предельно допустимое значение стандартного отклонения процесса вычисляют по формуле
). Предельно допустимое значение стандартного отклонения процесса вычисляют по формуле
![]() ,
,
где - коэффициент, значение которого зависит только от значения
, установленного для верхней и нижней границ допустимых значений. Значения коэффициента
определяют по таблице 6.
Если при индивидуальном контроле двух границ допустимых значений ![]() , то партия должна быть отклонена без отбора выборки.
, то партия должна быть отклонена без отбора выборки.
7.9.2 Приемочное и браковочное значения
При использовании численного метода должны быть выполнены следующие вычисления и подготовлена таблица приемки.
Для каждого значения кумулятивного объема выборки ![]() определяют два приемочных и два браковочных значения: верхнее приемочное значение
определяют два приемочных и два браковочных значения: верхнее приемочное значение , нижнее приемочное значение
, верхнее браковочное значение
, нижнее браковочное значение
.
![]() , (10)
, (10)
![]() , (11)
, (11)
![]() , (12)
, (12)
![]() . (13)
. (13)
Кроме того определяют приемочные значения и
, соответствующие усеченному объему выборки:
![]() , (14)
, (14)
![]() . (15)
. (15)
Приемочные и браковочные значения должны быть записаны в журнале контроля, причем количество знаков после запятой должно быть на один больше, чем у результатов контроля.
7.9.3 Правила принятия решений
7.9.3.1 Общие положения
Значения запаса качества и кумулятивного запаса качества после контроля каждой единицы продукции заносят в таблицу приемлемости, подготовленную в соответствии с 7.9.2.
Для принятия решения о приемке или отклонении партии для каждой границы допустимых значений отдельно применяют критерии в соответствии с 7.9.3.2 и 7.9.3.3. Партию принимают, а контроль завершают, если партия была принята относительно обеих границ в соответствии с перечислением а) 7.9.3.2 и перечислением а) 7.9.3.3.
7.9.3.2 Правило принятия решения для верхней границы допустимых значений
Кумулятивный запас качества сопоставляют с соответствующими приемочным значением
и браковочным значением
. Решение принимают в зависимости от полученных результатов.
a) Если кумулятивный запас качества меньше или равен приемочному значению
для кумулятивного объема выборки
![]() , то партию считают приемлемой относительно верхней границы допустимых значений, а контроль для этой границы завершают.
, то партию считают приемлемой относительно верхней границы допустимых значений, а контроль для этой границы завершают.
b) Если кумулятивный запас качества больше или равен браковочному значению
для кумулятивного объема выборки
![]() , то партию считают неприемлемой, а контроль завершают (партию отклоняют) для обеих границ допустимых значений.
, то партию считают неприемлемой, а контроль завершают (партию отклоняют) для обеих границ допустимых значений.
c) Если ни одно из условий а) и b) не выполняется для ![]() , должна быть отобрана и проверена следующая единица продукции.
, должна быть отобрана и проверена следующая единица продукции.
Если кумулятивный объем выборки достиг значения , партию отклоняют, если
![]() , контроль завершают.
, контроль завершают.
Если кумулятивный объем выборки достиг значения и
![]() , партию считают приемлемой относительно верхней границы допустимых значений. Если партия уже признана приемлемой относительно нижней границы допустимых значений или если
, партию считают приемлемой относительно верхней границы допустимых значений. Если партия уже признана приемлемой относительно нижней границы допустимых значений или если ![]() , партию принимают, а контроль завершают, в противном случае партию отклоняют, а контроль завершают.
, партию принимают, а контроль завершают, в противном случае партию отклоняют, а контроль завершают.
7.9.3.3 Правило принятия решения для нижней границы допустимых значений
Кумулятивный запас качества сопоставляют с соответствующими приемочным значением
и браковочным значением
. Решение принимают в зависимости от полученных результатов.
a) Если кумулятивный запас качества больше или равен приемочному значению
для кумулятивного объема выборки
![]() , то партию считают приемлемой относительно нижней границы допустимых значений, а контроль относительно этой границы завершают.
, то партию считают приемлемой относительно нижней границы допустимых значений, а контроль относительно этой границы завершают.
b) Если кумулятивный запас качества меньше или равен браковочному значению
для кумулятивного объема выборки
![]() , то партию считают неприемлемой, а контроль завершают (партию отклоняют) для обеих границ допустимых значений.
, то партию считают неприемлемой, а контроль завершают (партию отклоняют) для обеих границ допустимых значений.
c) Если ни одно из условий а) и b) для ![]() не выполняется, должна быть отобрана и проверена следующая единица продукции.
не выполняется, должна быть отобрана и проверена следующая единица продукции.
Если кумулятивный объем выборки достиг значения и если
![]() , партию отклоняют, а контроль завершают.
, партию отклоняют, а контроль завершают.
Если кумулятивный объем выборки достиг значения и
![]() , партию считают приемлемой относительно нижней границы допустимых значений. Если партия уже признана приемлемой относительно верхней границы допустимых значений или если
, партию считают приемлемой относительно нижней границы допустимых значений. Если партия уже признана приемлемой относительно верхней границы допустимых значений или если ![]() , партию принимают, а контроль завершают, в противном случае партию отклоняют, а контроль завершают.
, партию принимают, а контроль завершают, в противном случае партию отклоняют, а контроль завершают.
7.10 Графический метод для индивидуального контроля двух границ допустимых значений
7.10.1 Приемочная карта
При использовании графического метода должна быть подготовлена приемочная карта. На приемочной карте горизонтальной осью является , а вертикальной осью - кумулятивный запас качества
. На карте проводят две параллельные прямые с одним и тем же угловым коэффициентом (
![]() ), соответствующие верхним приемочному и браковочному значениям
), соответствующие верхним приемочному и браковочному значениям и
, рассчитанным по формулам (10) и (12), и две параллельные линии с одним и тем же угловым коэффициентом
, соответствующие нижним приемочному и браковочному значениям
и
, рассчитанным по формулам (11) и (13). Проводят вертикальную линию усеченного объема выборки
![]() .
.
Прямая ![]() называется верхней линией отклонения. Прямая
называется верхней линией отклонения. Прямая ![]() называется верхней линией приемки. Самая нижняя прямая
называется верхней линией приемки. Самая нижняя прямая ![]() называется нижней линией отклонения. Прямая
называется нижней линией отклонения. Прямая ![]() называется нижней линией приемки.
называется нижней линией приемки.
На приемочной карте можно выделить несколько зон:
- зона приемки для верхней границы допустимых значений (зона ниже линии приемки для верхней границы допустимых значений, включая саму линию, часть линии усеченного объема выборки ниже точки (,
) и эту точку);
- зона отклонения для верхней границы допустимых значений (зона выше линии отклонения для верхней границы допустимых значений, включая саму линию, часть линии усеченного объема выборки выше точки (,
));
- зона неопределенности для верхней границы допустимых значений (полоса между линиями приемки и отклонения для верхней границы допустимых значений левее линии усеченного объема выборки);
- зона приемки для нижней границы допустимых значений (зона выше линии приемки для нижней границы допустимых значений, включая саму линию, часть линии усеченного объема выборки выше точки (,
) и эту точку);
- зона отклонения для нижней границы допустимых значений (зона ниже линии отклонения для нижней границы допустимых значений, включая эту линию вместе с частью линии усеченного объема выборки ниже точки (,
) и эту точку);
- зона неопределенности для нижней границы допустимых значений (полоса между линиями приемки и отклонения для нижней границы допустимых значений слева от линии усеченного объема выборки).
Пример приемочной карты показан на рисунке 3.
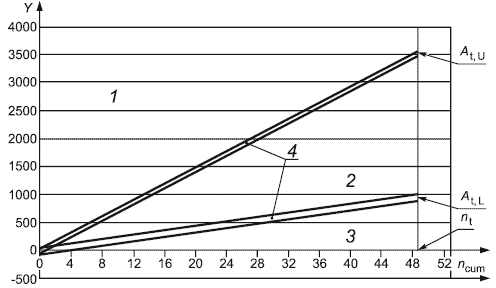
1 - зона отклонения для верхней границы допустимых значений; 2 - зона приемки; 3 - зона отклонения для нижней границы допустимых значений; 4 - зона неопределенности
Рисунок 3 - Приемочная карта для последовательного плана индивидуального контроля двух границ допустимых значений
7.10.2 Правила принятия решения
7.10.2.1 Общие положения
При использовании графического метода должны быть выполнены следующие действия.
На приемочную карту, подготовленную в соответствии с 7.10.1, после контроля каждой единицы продукции наносят точку (,
).
Для принятия решения о приемке или отклонении партии следует использовать критерии приемки в соответствии с 7.10.2.2 и 7.10.2.3. Партию принимают, а контроль завершают, если партия является приемлемой относительно обеих границ допустимых значений в соответствии с перечислением а) 7.10.2.2 и перечислением а) 7.10.2.3.
Последовательные точки результатов контроля на приемочной карте необходимо соединить отрезками прямой для выявления тенденции изменения результатов контроля.
ПРЕДОСТЕРЕЖЕНИЕ - Если точка расположена близко к линиям приемки или отклонения, для принятия решения необходимо использовать численный метод.
7.10.2.2 Правила принятия решения для верхней границы допустимых значений
Для принятия решения при индивидуальном контроле верхней границы допустимых значений необходимо руководствоваться следующими правилами:
a) если точка лежит в зоне приемки для верхней границы допустимых значений, партию считают приемлемой относительно верхней границы допустимых значений, а контроль относительно этой границы завершают;
b) если точка лежит в зоне отклонения для верхней границы допустимых значений, партию считают неприемлемой относительно верхней границы допустимых значений, а контроль завершают (партию отклоняют) для обеих границ;
c) если точка лежит в зоне неопределенности для верхней границы допустимых значений, отбирают и контролируют относительно верхней границы следующую единицу продукции.
7.10.2.3 Правила принятия решения для нижней границы допустимых значений
Для принятия решения при индивидуальном контроле нижней границы допустимых значений необходимо руководствоваться следующими правилами:
a) если точка лежит в зоне приемки для нижней границы допустимых значений, партию считают приемлемой относительно нижней границы допустимых значений, а контроль относительно этой границы завершают;
b) если точка лежит в зоне отклонения для нижней границы допустимых значений, партию считают неприемлемой относительно нижней границы допустимых значений, а контроль завершают (партию отклоняют) для обеих границ;
c) если точка лежит в зоне неопределенности для нижней границы допустимых значений, отбирают и контролируют относительно нижней границы следующую единицу продукции.
8 Примеры
8.1 Пример 1
Установленное минимальное значение напряжения, которое должен выдерживать изолятор, составляет 200 кВ. Партии, изготовленные в условиях стабильного производства, представлены на контроль. Производство является статистически управляемым. Для него установлено, что в пределах партии напряжение, которое выдерживает изолятор, подчиняется нормальному распределению. Зафиксировано, что стандартное отклонение этого напряжения в пределах партии устойчиво и составляет 1,2 кВ.
Принято решение использовать последовательный план выборочного контроля со следующими требованиями.
a) Для продукции с уровнем несоответствий 0,5% вероятность приемки должна составлять 0,95.
b) Для продукции с уровнем несоответствий 2,0% вероятность приемки должна составлять 0,10.
Для выполнения этих требований установлены значения качества риска изготовителя ![]() 0,5% и качества риска потребителя
0,5% и качества риска потребителя ![]() 2,0%.
2,0%.
Требования относятся к единственной нижней границе допустимых значений. В соответствии с таблицей 4 параметры такого последовательного плана выборочного контроля имеют следующие значения:
3,826,
5,258,
2,315,
49.
Приемочное значение определяют по формуле
![]() .
.
Браковочное значение определяют по формуле
![]() .
.
Приемочные и браковочные значения, соответствующие кумулятивным объемам выборки ![]() 1, 2, …, 48, определяют последовательно, подставляя значения
1, 2, …, 48, определяют последовательно, подставляя значения в эти формулы. Приемочное значение
, соответствующее усеченному объему выборки, определяют по формуле
![]() для
для 49.
Так как установленное минимальное напряжение изоляторов определено с точностью до одного десятичного знака после запятой, приемочное и браковочное значения определены с точностью до двух десятичных знаков после запятой.
Необходимая информация: | Полученное значение: |
| 2,315 |
| 3,826 |
| 5,258 |
| 49 |
| 1,2 кВ |
| 200 кВ |
Таблица 1 - Пример последовательного плана выборочного контроля для единственной границы допустимых значений
Кумулятивный объем выборки | Результаты контроля | Запас качества | Браковочное значение | Кумулятивный запас качества | Приемочное значение |
1 | 202,5 | 2,5 | -3,53 | 2,5 | 7,37 |
2 | 203,8 | 3,8 | -0,75 | 6,3 | 10,15 |
3 | 201,9 | 1,9 | 2,02 | 8,2 | 12,93 |
4 | 205,6 | 5,6 | 4,80 | 13,8 | 15,70 |
5 | 199,9 | -0,1 | 7,58 | 13,7 | 18,48 |
6 | 202,7 | 2,7 | 10,36 | 16,4 | 21,26 |
7 | 203,2 | 3,2 | 13,14 | 19,6 | 24,04 |
8 | 203,6 | 3,6 | 15,91 | 23,2 | 26,82 |
9 | 204,0 | 4,0 | 18,69 | 27,2 | 29,59 |
10 | 203,6 | 3,6 | 21,47 | 30,8 | 32,37 |
11 | 203,3 | 3,3 | 24,25 | 34,1 | 35,15 |
12 | 204,7 | 4,7 | 27,03 | 38,8 | 37,93 |
| |||||
Кумулятивный запас качества партии удовлетворяет критерию приемки, таким образом, партию следует принять.
8.2 Пример 2
Требование к размеру детали составляет 205±5 мм. Производство является устойчивым, а размер детали подчиняется нормальному распределению. Установлено, что стандартное отклонение размера детали в пределах партии постоянно, а его значение составляет 1,2 мм.
Принято решение использовать последовательный план объединенного контроля с качеством риска изготовителя ![]() 0,5% и качеством риска потребителя
0,5% и качеством риска потребителя ![]() 2% для обеих границ допустимых значений (объединенный контроль).
2% для обеих границ допустимых значений (объединенный контроль).
В соответствии с таблицей 4 параметры плана выборочного контроля имеют следующие значения: 3,826,
5,258,
2,315 и
49.
Верхние и нижние приемочные значения и
определяют по формулам:
![]() ,
,
![]() .
.
Верхнее и нижнее браковочные значения и
определяют по формулам:
![]() ,
,
![]() .
.
Приемочные и браковочные значения, соответствующие кумулятивным объемам выборки ![]() 1, 2, …, 48, определяют, последовательно подставляя значения
1, 2, …, 48, определяют, последовательно подставляя значения в эти формулы. Приемочные значения
и
, соответствующие усеченному объему выборки, определяют по формулам:
![]() ,
,
![]()
для 49.
Поскольку размер детали определен с точностью вычислений до одного знака после запятой, приемочные и браковочные значения определяют с точностью до второго знака после запятой. (Форма приемочной карты показана на рисунке 2).
Необходимая информация: | Полученное значение: |
| 0,165 |
| 2,315 |
| 3,826 |
| 5,258 |
| 49 |
| 1,2 мм |
| 200 мм |
| 210 мм |
Максимальное стандартное отклонение процесса | 1,65 мм |
Поскольку ![]() , проведен контроль партии.
, проведен контроль партии.
Таблица 2 - Пример последовательного плана объединенного контроля для двух границ допустимых значений
Кумулятивный объем выборки | Результаты контроля | Запас качества | Нижнее браковочное значение | Нижнее приемочное значение | Кумуля- тивный запас качества | Верхнее приемочное значение | Верхнее браковочное значение |
1 | 202,5 | 2,5 | -3,53 | 7,37 | 2,5 | 2,63 | 13,53 |
2 | 203,8 | 3,8 | -0,75 | 10,15 | 6,3 | 9,85 | 20,75 |
3 | 201,9 | 1,9 | 2,02 | 12,93 | 8,2 | 17,08 | 27,98 |
4 | 205,6 | 5,6 | 4,80 | 15,70 | 13,8 | 24,30 | 35,20 |
5 | 199,9 | -0,1 | 7,58 | 18,48 | 13,7 | 31,52 | 42,42 |
6 | 202,7 | 2,7 | 10,36 | 21,26 | 16,4 | 38,74 | 49,64 |
7 | 203,2 | 3,2 | 13,14 | 24,04 | 19,6 | 45,96 | 56,86 |
8 | 203,6 | 3,6 | 15,91 | 26,82 | 23,2 | 53,19 | 64,09 |
9 | 204,0 | 4,0 | 18,69 | 29,59 | 27,2 | 60,41 | 71,31 |
10 | 203,6 | 3,6 | 21,47 | 32,37 | 30,8 | 67,63 | 78,53 |
11 | 203,3 | 3,3 | 24,25 | 35,15 | 34,1 | 74,85 | 85,75 |
12 | 204,7 | 4,7 | 27,03 | 37,93 | 38,8 | 82,07 | 92,97 |
| |||||||
Кумулятивный запас качества партии удовлетворяет критерию приемки, таким образом, партию следует принять.
Примечание 1 - Для одноступенчатого плана в соответствии с ИСО 2859-1 необходимый объем выборки составляет 32.
Примечание 2 - Если 2,0 мм, то
![]() , следовательно, выборочный контроль не может быть выполнен.
, следовательно, выборочный контроль не может быть выполнен.
8.3 Пример 3
Требования к выходному напряжению электронного компонента составляют 5950±50 мВ. Производство является устойчивым, а выходное напряжение подчиняется нормальному распределению. Установлено, что стандартное отклонение выходного напряжения в пределах партии электронных компонентов постоянно, а его значение составляет 2 мВ.
Принято решение использовать последовательный план выборочного контроля с качеством риска изготовителя ![]() 0,5% и качеством риска потребителя
0,5% и качеством риска потребителя ![]() 2% для верхней границы
2% для верхней границы 6000 мВ и качеством риска изготовителя
![]() 2,5% и качеством риска потребителя
2,5% и качеством риска потребителя ![]() 10% для нижней границы
10% для нижней границы 5900 мВ (индивидуальный контроль).
В связи с тем, что требования к выходному напряжению электронных компонентов установлены для каждой границы допустимых значений отдельно, определены два набора параметров последовательного плана выборочного контроля.
Параметры плана выборочного контроля для верхней границы допустимых значений определены по таблице 4: ![]() 3,826,
3,826, ![]() 5,258,
5,258, 2,315 и
![]() 49.
49.
Параметры плана выборочного контроля для нижней границы допустимых значений определены по таблице 4: ![]() 2,812,
2,812, ![]() 3,914,
3,914, 1,621 и
![]() 29.
29.
Так как большим из двух значений усеченного объема выборки является ![]() 49, для последовательного плана выборочного контроля следует применять
49, для последовательного плана выборочного контроля следует применять 49.
Значения и
, соответствующие верхней границе, определены по формулам:
![]() ,
,
![]() .
.
Значения и
, соответствующие нижней границе, определены по формулам:
![]() ,
,
![]() .
.
Приемочное и браковочное значения, соответствующие кумулятивным объемам выборки ![]() 1, 2, …, 48, определяют, последовательно подставляя значения
1, 2, …, 48, определяют, последовательно подставляя значения в эти формулы. Приемочные значения
и
, соответствующие усеченному объему выборки, определяют по формулам:
![]() ,
,
![]()
для 49.
Так как требования к выходному напряжению электронных компонентов установлены с точностью вычислений до одного знака после запятой, приемочные и браковочные значения определены с точностью вычислений до двух знаков после запятой. Приемочная карта показана на рисунке 3.
Необходимая информация: | Полученное значение: |
| 0,220 |
| 2,315 |
| 3,826 |
| 5,258 |
| 49 |
| 1,621 |
| 2,812 |
| 3,914 |
| 12 мВ |
| 5900 |
| 6000 |
Максимальное стандартное отклонение процесса | 22 мВ |
Поскольку ![]() , может быть проведен контроль партии. Результаты контроля и расчета запаса качества, кумулятивного запаса качества и параметров
, может быть проведен контроль партии. Результаты контроля и расчета запаса качества, кумулятивного запаса качества и параметров ,
,
,
приведены в таблице 3.
Таблица 3 - Пример последовательного плана индивидуального контроля двух границ допустимых значений
Кумулятивный объем выборки | Результаты контроля | Запас качества | Нижнее браковочное значение | Нижнее приемочное значение | Кумуля- тивный запас качества | Верхнее приемочное значение | Верхнее браковочное значение |
1 | 5930 | 30 | -27,5 | 53,2 | 30 | 26,3 | 135,3 |
2 | 5909 | 9 | -8,1 | 72,6 | 39 | 98,5 | 207,5 |
3 | 5921 | 21 | 11,4 | 92,1 | 60 | 170,7 | 279,8 |
4 | 5924 | 24 | 30,8 | 111,6 | 84 | 243,0 | 352,0 |
5 | 5927 | 27 | 50,3 | 131,0 | 111 | 315,2 | 424,2 |
6 | 5939 | 39 | 69,7 | 150,5 | 150 | 387,4 | 496,4 |
7 | 5914 | 14 | 89,2 | 169,9 | 164 | 459,6 | 568,6 |
8 | 5916 | 16 | 108,6 | 189,4 | 180 | 531,8 | 640,9 |
9 | 5932 | 32 | 128,1 | 208,8 | 212 | 604,1 | 713,1 |
| |||||||
9 Таблицы
Необходимые для работы значения приведены в таблицах 4-6.
В таблице 4 приведены значения параметров для последовательных планов выборочного контроля процента несоответствующих единиц продукции (основная таблица для 0,05 и
0,1).
В таблице 5 приведены значения коэффициента , используемого для вычисления максимального стандартного отклонения процесса (объединенный контроль двух границ допустимых значений).
В таблице 6 приведены значения коэффициента , используемого для вычисления максимального стандартного отклонения процесса (индивидуальный контроль двух границ допустимых значений).
Таблица 4 - Параметры последовательных планов выборочного контроля процента несоответствующих единиц продукции. (Основная таблица для 0,05 и
0,1)
| Пара- метры плана кон- троля |
| ||||||||||||||||
0,800 | 1,00 | 1,25 | 1,60 | 2,00 | 2,50 | 3,15 | 4,00 | 5,00 | 6,30 | 8,00 | 10,0 | 12,5 | 16,0 | 20,0 | 25,0 | 31,5 | ||
0,100 | 2,794 | 2,431 | 2,126 | 1,842 | 1,636 | 1,452 | 1,273 | 1,125 | 0,976 | 0,846 | 0,715 | 0,609 | 0,492 | 0,371 | 0,254 | 0,138 | 0,012 | |
3,882 | 3,403 | 2,987 | 2,593 | 2,331 | 2,092 | 1,840 | 1,667 | 1,460 | 1,304 | 1,142 | 1,035 | 0,894 | 0,764 | 0,634 | 0,508 | 0,377 | ||
2,750 | 2,708 | 2,666 | 2,617 | 2,572 | 2,525 | 2,475 | 2,420 | 2,368 | 2,310 | 2,248 | 2,186 | 2,120 | 2,042 | 1,966 | 1,882 | 1,786 | ||
29 | 23 | 19 | 16 | 13 | 11 | 10 | 8 | 8 | 7 | 7 | 5 | 5 | 4 | 4 | 4 | 4 | ||
0,125 | 3,168 | 2,715 | 2,349 | 2,019 | 1,774 | 1,572 | 1,384 | 1,205 | 1,067 | 0,926 | 0,783 | 0,675 | 0,549 | 0,418 | 0,304 | 0,184 | 0,055 | |
4,396 | 3,773 | 3,271 | 2,816 | 2,487 | 2,229 | 1,984 | 1,742 | 1,583 | 1,409 | 1,225 | 1,120 | 0,962 | 0,810 | 0,688 | 0,557 | 0,422 | ||
2,716 | 2,675 | 2,632 | 2,584 | 2,539 | 2,492 | 2,441 | 2,387 | 2,334 | 2,277 | 2,214 | 2,152 | 2,087 | 2,009 | 1,932 | 1,849 | 1,753 | ||
35 | 28 | 23 | 19 | 16 | 13 | 11 | 10 | 8 | 7 | 7 | 5 | 5 | 5 | 4 | 4 | 4 | ||
0,160 | 3,688 | 3,119 | 2,663 | 2,269 | 1,992 | 1,749 | 1,516 | 1,337 | 1,158 | 1,012 | 0,866 | 0,734 | 0,619 | 0,480 | 0,362 | 0,236 | 0,104 | |
5,075 | 4,309 | 3,684 | 3,157 | 2,814 | 2,488 | 2,145 | 1,933 | 1,678 | 1,510 | 1,330 | 1,164 | 1,048 | 0,880 | 0,755 | 0,614 | 0,472 | ||
2,678 | 2,637 | 2,595 | 2,546 | 2,501 | 2,454 | 2,404 | 2,349 | 2,296 | 2,239 | 2,176 | 2,115 | 2,049 | 1,971 | 1,895 | 1,811 | 1,715 | ||
46 | 35 | 28 | 22 | 17 | 14 | 13 | 10 | 10 | 8 | 7 | 7 | 5 | 5 | 4 | 4 | 4 | ||
0,200 | 4,337 | 3,588 | 3,022 | 2,554 | 2,208 | 1,914 | 1,666 | 1,458 | 1,269 | 1,111 | 0,952 | 0,806 | 0,689 | 0,540 | 0,412 | 0,287 | 0,151 | |
5,970 | 4,938 | 4,169 | 3,567 | 3,101 | 2,685 | 2,356 | 2,097 | 1,835 | 1,647 | 1,445 | 1,255 | 1,139 | 0,951 | 0,804 | 0,670 | 0,522 | ||
2,644 | 2,602 | 2,560 | 2,511 | 2,466 | 2,419 | 2,369 | 2,314 | 2,262 | 2,204 | 2,142 | 2,080 | 2,014 | 1,936 | 1,860 | 1,776 | 1,680 | ||
59 | 44 | 34 | 25 | 20 | 17 | 14 | 11 | 10 | 8 | 7 | 7 | 5 | 5 | 5 | 4 | 4 | ||
0,250 | 5,208 | 4,204 | 3,495 | 2,887 | 2,457 | 2,133 | 1,837 | 1,588 | 1,387 | 1,197 | 1,033 | 0,887 | 0,743 | 0,605 | 0,470 | 0,341 | 0,200 | |
7,109 | 5,756 | 4,836 | 4,001 | 3,410 | 3,001 | 2,584 | 2,255 | 1,989 | 1,733 | 1,537 | 1,356 | 1,176 | 1,030 | 0,868 | 0,731 | 0,574 | ||
2,608 | 2,567 | 2,524 | 2,476 | 2,430 | 2,383 | 2,333 | 2,279 | 2,226 | 2,169 | 2,106 | 2,044 | 1,979 | 1,901 | 1,824 | 1,741 | 1,644 | ||
83 | 58 | 41 | 31 | 25 | 19 | 16 | 13 | 11 | 10 | 8 | 7 | 7 | 5 | 5 | 4 | 4 | ||
0,315 | 6,564 | 5,104 | 4,117 | 3,345 | 2,815 | 2,395 | 2,041 | 1,769 | 1,519 | 1,326 | 1,145 | 0,971 | 0,823 | 0,680 | 0,534 | 0,396 | 0,253 | |
8,929 | 6,971 | 5,653 | 4,636 | 3,918 | 3,344 | 2,852 | 2,522 | 2,151 | 1,918 | 1,699 | 1,452 | 1,274 | 1,127 | 0,946 | 0,785 | 0,632 | ||
2,570 | 2,529 | 2,487 | 2,438 | 2,393 | 2,346 | 2,295 | 2,241 | 2,188 | 2,131 | 2,068 | 2,007 | 1,941 | 1,863 | 1,787 | 1,703 | 1,607 | ||
125 | 80 | 55 | 38 | 29 | 23 | 19 | 14 | 13 | 10 | 8 | 8 | 7 | 5 | 5 | 5 | 4 | ||
0,400 | 8,919 | 6,512 | 5,039 | 3,952 | 3,269 | 2,743 | 2,313 | 1,967 | 1,697 | 1,470 | 1,246 | 1,082 | 0,915 | 0,744 | 0,607 | 0,460 | 0,313 | |
12,090 | 8,868 | 6,908 | 5,416 | 4,527 | 3,820 | 3,231 | 2,775 | 2,404 | 2,117 | 1,801 | 1,600 | 1,394 | 1,175 | 1,032 | 0,857 | 0,698 | ||
2,530 | 2,489 | 2,477 | 2,398 | 2,353 | 2,306 | 2,256 | 2,201 | 2,148 | 2,091 | 2,029 | 1,967 | 1,901 | 1,823 | 1,747 | 1,663 | 1,567 | ||
218 | 122 | 77 | 52 | 37 | 28 | 22 | 17 | 14 | 11 | 10 | 8 | 7 | 7 | 5 | 5 | 4 | ||
0,500 | 13,263 | 8,674 | 6,323 | 4,757 | 3,826 | 3,158 | 2,631 | 2,205 | 1,886 | 1,614 | 1,396 | 1,183 | 1,002 | 0,823 | 0,683 | 0,525 | 0,374 | |
17,874 | 11,758 | 8,610 | 6,506 | 5,258 | 4,377 | 3,675 | 3,097 | 2,666 | 2,296 | 1,970 | 1,698 | 1,494 | 1,274 | 1,130 | 0,932 | 0,770 | ||
2,492 | 2,451 | 2,409 | 2,360 | 2,315 | 2,268 | 2,218 | 2,163 | 2,110 | 2,053 | 1,990 | 1,929 | 1,863 | 1,785 | 1,709 | 1,625 | 1,529 | ||
463 | 208 | 116 | 71 | 49 | 35 | 26 | 20 | 16 | 13 | 11 | 10 | 8 | 7 | 5 | 5 | 4 | ||
0,630 | 26,286 | 13,137 | 8,522 | 6,002 | 4,641 | 3,727 | 3,029 | 2,501 | 2,121 | 1,787 | 1,531 | 1,307 | 1,117 | 0,917 | 0,749 | 0,598 | 0,431 | |
35,313 | 17,693 | 11,551 | 8,185 | 6,349 | 5,142 | 4,179 | 3,479 | 2,983 | 2,509 | 2,145 | 1,889 | 1,656 | 1,397 | 1,200 | 1,021 | 0,826 | ||
2,452 | 2,411 | 2,368 | 2,320 | 2,274 | 2,227 | 2,177 | 2,123 | 2,070 | 2,012 | 1,950 | 1,888 | 1,823 | 1,745 | 1,668 | 1,585 | 1,488 | ||
1739 | 454 | 202 | 106 | 68 | 46 | 34 | 25 | 19 | 16 | 13 | 10 | 8 | 7 | 7 | 5 | 5 | ||
0,800 | 27,416 | 13,215 | 8,149 | 5,918 | 4,556 | 3,607 | 2,913 | 2,430 | 2,019 | 1,706 | 1,458 | 1,227 | 1,017 | 0,841 | 0,682 | 0,504 | ||
36,720 | 17,806 | 11,049 | 8,072 | 6,248 | 4,973 | 4,046 | 3,404 | 2,818 | 2,421 | 2,098 | 1,775 | 1,514 | 1,304 | 1,130 | 0,920 | |||
2,368 | 2,325 | 2,277 | 2,231 | 2,184 | 2,134 | 2,080 | 2,027 | 1,969 | 1,907 | 1,845 | 1,780 | 1,702 | 1,625 | 1,542 | 1,445 | |||
1886 | 460 | 185 | 103 | 65 | 44 | 31 | 23 | 19 | 14 | 11 | 10 | 8 | 7 | 5 | 5 | |||
1,00 | 26,619 | 12,114 | 7,890 | 5,718 | 4,347 | 3,420 | 2,793 | 2,299 | 1,904 | 1,615 | 1,377 | 1,136 | 0,949 | 0,748 | 0,587 | |||
35,722 | 16,370 | 10,691 | 7,804 | 5,953 | 4,727 | 3,883 | 3,209 | 2,674 | 2,300 | 1,953 | 1,687 | 1,426 | 1,182 | 1,006 | ||||
2,284 | 2,235 | 2,190 | 2,143 | 2,093 | 2,039 | 1,986 | 1,928 | 1,866 | 1,804 | 1,738 | 1,660 | 1,584 | 1,500 | 1,404 | ||||
1781 | 389 | 175 | 97 | 61 | 40 | 29 | 22 | 17 | 13 | 11 | 8 | 7 | 7 | 5 | ||||
1,25 | 23,253 | 11,729 | 7,621 | 5,459 | 4,112 | 3,271 | 2,661 | 2,162 | 1,801 | 1,511 | 1,246 | 1,036 | 0,839 | 0,658 | ||||
31,226 | 15,833 | 10,339 | 7,458 | 5,646 | 4,511 | 3,726 | 3,024 | 2,531 | 2,141 | 1,801 | 1,541 | 1,294 | 1,099 | |||||
2,193 | 2,148 | 2,101 | 2,050 | 1,996 | 1,943 | 1,886 | 1,823 | 1,761 | 1,696 | 1,618 | 1,542 | 1,458 | 1,362 | |||||
1367 | 367 | 164 | 89 | 55 | 38 | 26 | 20 | 16 | 13 | 10 | 8 | 7 | 5 | |||||
1,60 | 24,899 | 11,941 | 7,511 | 5,273 | 4,030 | 3,169 | 2,526 | 2,075 | 1,732 | 1,412 | 1,158 | 0,968 | 0,739 | |||||
33,511 | 16,117 | 10,191 | 7,188 | 5,540 | 4,398 | 3,521 | 2,906 | 2,462 | 2,028 | 1,679 | 1,452 | 1,182 | ||||||
2,099 | 2,052 | 2,002 | 1,948 | 1,895 | 1,837 | 1,775 | 1,713 | 1,647 | 1,569 | 1,493 | 1,409 | 1,313 | ||||||
1564 | 379 | 160 | 85 | 53 | 35 | 25 | 19 | 14 | 11 | 10 | 7 | 7 | ||||||
2,00 | 24,055 | 11,309 | 7,032 | 5,054 | 3,812 | 2,965 | 2,393 | 1,961 | 1,581 | 1,306 | 1,065 | 0,835 | ||||||
32,298 | 15,249 | 9,540 | 6,895 | 5,235 | 4,109 | 3,342 | 2,764 | 2,247 | 1,893 | 1,581 | 1,298 | |||||||
2,007 | 1,956 | 1,902 | 1,849 | 1,792 | 1,729 | 1,668 | 1,602 | 1,524 | 1,448 | 1,364 | 1,268 | |||||||
1462 | 341 | 142 | 79 | 49 | 32 | 23 | 17 | 13 | 10 | 8 | 7 | |||||||
2,50 | 22,347 | 10,459 | 6,742 | 4,781 | 3,571 | 2,812 | 2,246 | 1,785 | 1,477 | 1,184 | 0,945 | |||||||
30,067 | 14,137 | 9,175 | 6,546 | 4,934 | 3,914 | 3,121 | 2,506 | 2,132 | 1,716 | 1,435 | ||||||||
1,910 | 1,855 | 1,802 | 1,745 | 1,683 | 1,621 | 1,555 | 1,477 | 1,401 | 1,317 | 1,221 | ||||||||
1267 | 295 | 131 | 71 | 43 | 29 | 22 | 16 | 11 | 10 | 7 | ||||||||
3,15 | 20,714 | 10,196 | 6,425 | 4,493 | 3,404 | 2,650 | 2,068 | 1,670 | 1,345 | 1,067 | ||||||||
27,850 | 13,791 | 8,739 | 6,153 | 4,699 | 3,667 | 2,896 | 2,365 | 1,929 | 1,587 | |||||||||
1,805 | 1,752 | 1,695 | 1,632 | 1,570 | 1,505 | 1,427 | 1,350 | 1,267 | 1,170 | |||||||||
1093 | 281 | 121 | 64 | 40 | 28 | 19 | 14 | 11 | 8 | |||||||||
4,00 | 21,268 | 9,893 | 6,094 | 4,339 | 3,253 | 2,468 | 1,944 | 1,543 | 1,210 | |||||||||
28,531 | 13,378 | 8,305 | 5,971 | 4,502 | 3,470 | 2,735 | 2,189 | 1,752 | ||||||||||
1,698 | 1,640 | 1,578 | 1,516 | 1,451 | 1,373 | 1,296 | 1,213 | 1,116 | ||||||||||
1148 | 265 | 109 | 59 | 37 | 23 | 17 | 13 | 10 | ||||||||||
5,00 | 19,542 | 9,053 | 5,775 | 4,069 | 2,955 | 2,269 | 1,773 | 1,385 | ||||||||||
26,306 | 12,271 | 7,894 | 5,571 | 4,097 | 3,162 | 2,486 | 1,988 | |||||||||||
1,587 | 1,525 | 1,463 | 1,398 | 1,320 | 1,243 | 1,160 | 1,063 | |||||||||||
976 | 224 | 98 | 55 | 32 | 22 | 16 | 11 | |||||||||||
6,30 | 17,912 | 8,711 | 5,493 | 3,720 | 2,754 | 2,101 | 1,607 | |||||||||||
24,119 | 11,811 | 7,489 | 5,130 | 3,814 | 2,948 | 2,287 | ||||||||||||
1,468 | 1,406 | 1,340 | 1,262 | 1,186 | 1,102 | 1,006 | ||||||||||||
824 | 209 | 91 | 46 | 29 | 19 | 13 | ||||||||||||
8,00 | 18,133 | 8,483 | 5,041 | 3,515 | 2,558 | 1,896 | ||||||||||||
24,370 | 11,506 | 6,906 | 4,871 | 3,553 | 2,662 | |||||||||||||
1,343 | 1,278 | 1,200 | 1,123 | 1,040 | 0,943 | |||||||||||||
844 | 199 | 77 | 41 | 26 | 17 | |||||||||||||
10,0 | 17,031 | 7,463 | 4,657 | 3,202 | 2,286 | |||||||||||||
22,927 | 10,141 | 6,376 | 4,416 | 3,184 | ||||||||||||||
1,216 | 1,138 | 1,062 | 0,978 | 0,882 | ||||||||||||||
748 | 157 | 68 | 37 | 22 | ||||||||||||||
Таблица 5 - Значения коэффициента (объединенный контроль двух границ допустимых значений)
| 0,1 | 0,125 | 0,160 | 0,20 | 0,25 | 0,315 | 0,4 | 0,5 | 0,63 | 0,8 | 1,0 | 1,25 | 1,60 | 2,0 | 2,5 | 3,15 | 4,0 | 5,0 | 6,3 | 8,0 | 10,0 |
0,143 | 0,146 | 0,149 | 0,152 | 0,155 | 0,158 | 0,161 | 0,165 | 0,169 | 0,174 | 0,178 | 0,183 | 0,189 | 0,194 | 0,201 | 0,208 | 0,216 | 0,225 | 0,235 | 0,246 | 0,259 | |
Примечание - Максимальное стандартное отклонение процесса для последовательного контроля | |||||||||||||||||||||
Таблица 6 - Значения коэффициента (индивидуальный контроль двух границ допустимых значений)
|
| ||||||||||||||||||||
0,1 | 0,125 | 0,160 | 0,20 | 0,25 | 0,315 | 0,4 | 0,5 | 0,63 | 0,8 | 1,0 | 1,25 | 1,60 | 2,0 | 2,5 | 3,15 | 4,0 | 5,0 | 6,3 | 8,0 | 10,0 | |
0,1 | 0,162 | 0,164 | 0,166 | 0,168 | 0,170 | 0,172 | 0,174 | 0,176 | 0,179 | 0,182 | 0,185 | 0,188 | 0,191 | 0,194 | 0,198 | 0,202 | 0,207 | 0,211 | 0,216 | 0,222 | 0,229 |
0,125 | 0,164 | 0,165 | 0,167 | 0,169 | 0,172 | 0,174 | 0,176 | 0,179 | 0,181 | 0,184 | 0,187 | 0,190 | 0,194 | 0,197 | 0,201 | 0,205 | 0,209 | 0,214 | 0,220 | 0,226 | 0,232 |
0,160 | 0,166 | 0,167 | 0,170 | 0,172 | 0,174 | 0,176 | 0,179 | 0,181 | 0,184 | 0,187 | 0,190 | 0,193 | 0,196 | 0,200 | 0,204 | 0,208 | 0,213 | 0,218 | 0,223 | 0,230 | 0,236 |
0,20 | 0,168 | 0,169 | 0,172 | 0,174 | 0,176 | 0,178 | 0,181 | 0,183 | 0,186 | 0,189 | 0,192 | 0,195 | 0,199 | 0,203 | 0,207 | 0,211 | 0,216 | 0,221 | 0,227 | 0,233 | 0,240 |
0,25 | 0,170 | 0,172 | 0,174 | 0,176 | 0,178 | 0,181 | 0,183 | 0,186 | 0,189 | 0,192 | 0,195 | 0,198 | 0,202 | 0,206 | 0,210 | 0,214 | 0,219 | 0,225 | 0,231 | 0,237 | 0,245 |
0,315 | 0,172 | 0,174 | 0,176 | 0,178 | 0,181 | 0,183 | 0,186 | 0,188 | 0,191 | 0,195 | 0,198 | 0,201 | 0,205 | 0,209 | 0,213 | 0,218 | 0,223 | 0,228 | 0,235 | 0,242 | 0,249 |
0,4 | 0,174 | 0,176 | 0,179 | 0,181 | 0,183 | 0,186 | 0,189 | 0,191 | 0,194 | 0,198 | 0,201 | 0,204 | 0,208 | 0,213 | 0,217 | 0,222 | 0,227 | 0,233 | 0,239 | 0,246 | 0,254 |
0,5 | 0,176 | 0,179 | 0,181 | 0,183 | 0,186 | 0,188 | 0,191 | 0,194 | 0,197 | 0,201 | 0,204 | 0,208 | 0,212 | 0,216 | 0,220 | 0,225 | 0,231 | 0,237 | 0,244 | 0,251 | 0,259 |
0,63 | 0,179 | 0,181 | 0,184 | 0,186 | 0,189 | 0,191 | 0,194 | 0,197 | 0,200 | 0,204 | 0,207 | 0,211 | 0,216 | 0,220 | 0,224 | 0,230 | 0,236 | 0,242 | 0,248 | 0,256 | 0,265 |
0,8 | 0,182 | 0,184 | 0,187 | 0,189 | 0,192 | 0,195 | 0,198 | 0,201 | 0,204 | 0,208 | 0,211 | 0,215 | 0,220 | 0,224 | 0,229 | 0,234 | 0,240 | 0,247 | 0,254 | 0,262 | 0,271 |
1,0 | 0,185 | 0,187 | 0,190 | 0,192 | 0,195 | 0,198 | 0,201 | 0,204 | 0,207 | 0,211 | 0,215 | 0,219 | 0,224 | 0,229 | 0,233 | 0,269 | 0,245 | 0,252 | 0,259 | 0,268 | 0,277 |
1,25 | 0,188 | 0,190 | 0,193 | 0,195 | 0,198 | 0,201 | 0,204 | 0,208 | 0,211 | 0,215 | 0,219 | 0,223 | 0,228 | 0,233 | 0,238 | 0,244 | 0,250 | 0,257 | 0,265 | 0,274 | 0,284 |
1,6 | 0,191 | 0,194 | 0,196 | 0,199 | 0,202 | 0,205 | 0,208 | 0,212 | 0,216 | 0,220 | 0,224 | 0,228 | 0,233 | 0,238 | 0,244 | 0,250 | 0,257 | 0,264 | 0,272 | 0,282 | 0,292 |
2,0 | 0,194 | 0,197 | 0,200 | 0,203 | 0,206 | 0,209 | 0,213 | 0,216 | 0,220 | 0,224 | 0,228 | 0,233 | 0,238 | 0,243 | 0,249 | 0,256 | 0,263 | 0,270 | 0,279 | 0,289 | 0,300 |
2,5 | 0,198 | 0,201 | 0,204 | 0,207 | 0,210 | 0,213 | 0,217 | 0,220 | 0,224 | 0,229 | 0,233 | 0,238 | 0,244 | 0,249 | 0,255 | 0,262 | 0,269 | 0,277 | 0,287 | 0,297 | 0,308 |
3,15 | 0,202 | 0,205 | 0,208 | 0,211 | 0,214 | 0,218 | 0,222 | 0,225 | 0,230 | 0,234 | 0,239 | 0,244 | 0,250 | 0,256 | 0,262 | 0,269 | 0,277 | 0,285 | 0,295 | 0,306 | 0,318 |
4,0 | 0,207 | 0,209 | 0,213 | 0,216 | 0,219 | 0,223 | 0,227 | 0,231 | 0,236 | 0,240 | 0,245 | 0,250 | 0,257 | 0,263 | 0,269 | 0,277 | 0,286 | 0,295 | 0,305 | 0,317 | 0,330 |
5,0 | 0,211 | 0,214 | 0,218 | 0,221 | 0,225 | 0,228 | 0,233 | 0,237 | 0,242 | 0,247 | 0,252 | 0,257 | 0,264 | 0,270 | 0,277 | 0,285 | 0,295 | 0,304 | 0,315 | 0,328 | 0,342 |
6,3 | 0,216 | 0,220 | 0,223 | 0,227 | 0,231 | 0,235 | 0,239 | 0,244 | 0,248 | 0,254 | 0,259 | 0,265 | 0,272 | 0,279 | 0,287 | 0,295 | 0,305 | 0,315 | 0,327 | 0,341 | 0,356 |
8,0 | 0,222 | 0,226 | 0,230 | 0,233 | 0,237 | 0,242 | 0,246 | 0,241 | 0,256 | 0,262 | 0,268 | 0,274 | 0,282 | 0,289 | 0,297 | 0,306 | 0,317 | 0,328 | 0,341 | 0,356 | 0,372 |
10,0 | 0,229 | 0,232 | 0,236 | 0,240 | 0,245 | 0,249 | 0,254 | 0,259 | 0,265 | 0,271 | 0,277 | 0,284 | 0,292 | 0,300 | 0,308 | 0,318 | 0,330 | 0,342 | 0,356 | 0,372 | 0,390 |
Примечание - Максимальное стандартное отклонение процесса для последовательного контроля | |||||||||||||||||||||
Приложение А
(справочное)
Дополнительная информация
А.1 Риск изготовителя и риск потребителя
В настоящем стандарте для планов выборочного контроля установлены значения риска изготовителя и риска потребителя, равные 5% и 10% соответственно. Однако при вычислении кривой оперативной характеристики для последовательных планов выборочного контроля по количественному признаку фактические значения риска изготовителя и риска потребителя
могут отличаться от этих значений. Почти все значения риска изготовителя лежат между 4,95% и 5,00%, и почти все значения риска потребителя лежат между 9,95% и 10,00%. Таким образом, фактически значения рисков равны их установленным максимальным значениям.
А.2 Средний объем выборки для и
Основным преимуществом последовательных планов выборочного контроля является сокращение среднего объема выборки. Однако у этих планов имеются и недостатки (см. введение). Для определения возможной прибыли от сокращения объема выборки необходимо знать значения объема выборки для конкретных последовательных планов контроля. К сожалению, не существует простой формулы для вычисления среднего объема выборки последовательного плана контроля. Таким образом, средний объем выборки для данного последовательного плана выборочного контроля и данного уровня несоответствий (в виде процента несоответствующих единиц продукции) может быть найден только численными методами. Приближенные значения среднего объема выборки (ASSI) для последовательных планов выборочного контроля, установленных в настоящем стандарте, приведены в таблице А.1 для двух значений
и
. Объем выборки
в первом ряду каждой клетки таблицы представляет собой объем выборки соответствующего одноступенчатого плана. Легко видеть, что средний объем выборки для последовательных планов выборочного контроля, установленный в настоящем стандарте, значительно меньше объема выборки соответствующего одноступенчатого плана контроля по количественному признаку. Кроме того, параметры
,
и
планов контроля выбраны таким образом, что средний объем выборки для
является минимально возможным.
_______________
ASSI - Average sample sizes.
Таблица А.1 - Средний объем выборки
| Параметры |
| ||||||||||||||||
0,800 | 1,00 | 1,25 | 1,60 | 2,00 | 2,50 | 3,15 | 4,00 | 5,00 | 6,30 | 8,00 | 10,0 | 12,5 | 16,0 | 20,0 | 25,0 | 31,5 | ||
0,100 | 19 | 15 | 12 | 10 | 8 | 7 | 6 | 5 | 5 | 4 | 4 | 3 | 3 | 2 | 2 | 2 | 2 | |
ASSI( | 9,02 | 7,23 | 5,90 | 4,79 | 4,04 | 3,44 | 2,93 | 2,53 | 2,20 | 1,94 | 1,71 | 1,54 | 1,40 | 1,28 | 1,18 | 1,11 | 1,06 | |
ASSI( | 10,92 | 8,74 | 7,11 | 5,74 | 4,84 | 4,12 | 3,48 | 3,00 | 2,58 | 2,25 | 1,96 | 1,75 | 1,57 | 1,40 | 1,28 | 1,17 | 1,09 | |
0,125 | 23 | 18 | 15 | 12 | 10 | 8 | 7 | 6 | 5 | 4 | 4 | 3 | 3 | 3 | 2 | 2 | 2 | |
ASSI( | 11,04 | 8,62 | 6,89 | 5,49 | 4,56 | 3,84 | 3,25 | 2,76 | 2,40 | 2,09 | 1,83 | 1,64 | 1,47 | 1,32 | 1,22 | 1,14 | 1,07 | |
ASSI( | 13,42 | 10,43 | 8,30 | 6,58 | 5,44 | 4,58 | 3,86 | 3,25 | 2,83 | 2,45 | 2,11 | 1,88 | 1,66 | 1,47 | 1,33 | 1,21 | 1,12 | |
0,160 | 30 | 23 | 18 | 14 | 11 | 9 | 8 | 6 | 6 | 5 | 4 | 4 | 3 | 3 | 2 | 2 | 2 | |
ASSI( | 14,26 | 10,78 | 8,38 | 6,53 | 5,35 | 4,43 | 3,67 | 3,10 | 2,64 | 2,28 | 1,98 | 1,74 | 1,56 | 1,39 | 1,27 | 1,17 | 1,10 | |
ASSI( | 17,33 | 13,07 | 10,10 | 7,85 | 6,44 | 5,32 | 4,36 | 3,69 | 3,11 | 2,68 | 2,30 | 2,00 | 1,78 | 1,55 | 1,39 | 1,26 | 1,15 | |
0,200 | 39 | 29 | 22 | 16 | 13 | 11 | 9 | 7 | 6 | 5 | 4 | 4 | 3 | 3 | 3 | 2 | 2 | |
ASSI( | 18,77 | 13,61 | 10,27 | 7,81 | 6,24 | 5,06 | 4,16 | 3,46 | 2,92 | 2,50 | 2,14 | 1,87 | 1,66 | 1,46 | 1,32 | 1,21 | 1,12 | |
ASSI( | 22,92 | 16,53 | 12,41 | 9,46 | 7,53 | 6,07 | 4,97 | 4,13 | 3,46 | 2,96 | 2,51 | 2,16 | 1,91 | 1,64 | 1,46 | 1,31 | 1,18 | |
0,250 | 55 | 38 | 27 | 20 | 16 | 12 | 10 | 8 | 7 | 6 | 5 | 4 | 4 | 3 | 3 | 2 | 2 | |
ASSI( | 25,95 | 17,85 | 12,99 | 9,51 | 7,39 | 5,92 | 4,77 | 3,89 | 3,26 | 2,74 | 2,33 | 2,01 | 1,76 | 1,54 | 1,38 | 1,25 | 1,15 | |
ASSI( | 31,65 | 21,70 | 15,82 | 11,52 | 8,90 | 7,15 | 5,71 | 4,65 | 3,88 | 3,23 | 2,73 | 2,35 | 2,02 | 1,75 | 1,54 | 1,37 | 1,23 | |
0,315 | 83 | 53 | 36 | 25 | 19 | 15 | 12 | 9 | 8 | 6 | 5 | 5 | 4 | 3 | 3 | 3 | 2 | |
ASSI( | 39,36 | 25,03 | 17,19 | 12,07 | 9,11 | 7,08 | 5,58 | 4,49 | 3,68 | 3,07 | 2,58 | 2,19 | 1,90 | 1,64 | 1,45 | 1,30 | 1,18 | |
ASSI( | 48,10 | 30,53 | 20,93 | 14,69 | 11,05 | 8,54 | 6,69 | 5,41 | 4,38 | 3,66 | 3,06 | 2,56 | 2,20 | 1,89 | 1,64 | 1,44 | 1,27 | |
0,400 | 145 | 81 | 51 | 34 | 24 | 18 | 14 | 11 | 9 | 7 | 6 | 5 | 4 | 4 | 3 | 3 | 2 | |
ASSI( | 69,26 | 38,73 | 24,44 | 16,03 | 11,63 | 8,75 | 6,71 | 5,26 | 4,26 | 3,49 | 2,86 | 2,43 | 2,07 | 1,76 | 1,54 | 1,37 | 1,23 | |
ASSI( | 84,85 | 47,36 | 29,87 | 19,48 | 14,14 | 10,60 | 8,10 | 6,33 | 5,10 | 4,18 | 3,39 | 2,86 | 2,42 | 2,02 | 1,76 | 1,52 | 1,34 | |
0,500 | 308 | 138 | 77 | 47 | 32 | 23 | 17 | 13 | 10 | 8 | 7 | 6 | 5 | 4 | 3 | 3 | 2 | |
ASSI( | 146,78 | 65,79 | 36,72 | 22,12 | 15,18 | 10,99 | 8,18 | 6,23 | 4,95 | 3,97 | 3,25 | 2,69 | 2,26 | 1,90 | 1,65 | 1,44 | 1,28 | |
ASSI( | 179,79 | 80,56 | 44,89 | 26,96 | 18,45 | 13,35 | 9,92 | 7,52 | 5,95 | 4,75 | 3,84 | 3,16 | 2,65 | 2,20 | 1,90 | 1,62 | 1,41 | |
0,630 | 1159 | 302 | 134 | 70 | 45 | 30 | 22 | 16 | 12 | 10 | 8 | 6 | 5 | 4 | 4 | 3 | 5 | |
ASSI( | 552,47 | 143,99 | 63,71 | 33,45 | 21,18 | 14,49 | 10,30 | 7,58 | 5,88 | 4,60 | 3,69 | 3,02 | 2,51 | 2,07 | 1,77 | 1,53 | 1,34 | |
ASSI( | 677,66 | 176,35 | 77,97 | 40,88 | 25,80 | 17,64 | 12,46 | 9,15 | 7,09 | 5,50 | 4,37 | 3,59 | 2,98 | 2,42 | 2,05 | 1,74 | 1,48 | |
0,800 | 1257 | 306 | 123 | 68 | 43 | 29 | 20 | 15 | 12 | 9 | 7 | 6 | 5 | 4 | 3 | 3 | ||
ASSI( | 598,96 | 145,70 | 58,56 | 32,58 | 20,47 | 13,72 | 9,64 | 7,23 | 5,49 | 4,29 | 3,46 | 2,81 | 2,29 | 1,93 | 1,65 | 1,42 | ||
ASSI( | 733,75 | 178,52 | 71,66 | 39,82 | 24,97 | 16,69 | 11,70 | 8,75 | 6,58 | 5,14 | 4,13 | 3,33 | 2,69 | 2,24 | 1,89 | 1,59 | ||
1,00 | 1187 | 259 | 116 | 64 | 40 | 26 | 19 | 14 | 11 | 8 | 7 | 5 | 4 | 4 | 3 | |||
ASSI( | 565,73 | 123,55 | 55,15 | 30,63 | 18,90 | 12,54 | 9,01 | 6,66 | 5,03 | 3,98 | 3,21 | 2,56 | 2,12 | 1,77 | 1,51 | |||
ASSI( | 693,89 | 151,44 | 67,43 | 37,43 | 23,01 | 15,25 | 10,92 | 8,02 | 6,03 | 4,76 | 3,80 | 3,04 | 2,48 | 2,03 | 1,71 | |||
1,25 | 911 | 244 | 109 | 59 | 36 | 25 | 17 | 13 | 10 | 8 | 6 | 5 | 4 | 3 | ||||
ASSI( | 434,28 | 116,15 | 51,73 | 28,17 | 17,16 | 11,67 | 8,31 | 6,06 | 4,65 | 3,65 | 2,86 | 2,33 | 1,92 | 1,61 | ||||
ASSI( | 532,51 | 142,27 | 63,28 | 34,42 | 20,89 | 14,15 | 10,10 | 7,29 | 5,56 | 4,34 | 3,39 | 2,74 | 2,23 | 1,85 | ||||
1,60 | 1042 | 252 | 106 | 56 | 35 | 23 | 16 | 12 | 9 | 7 | 6 | 4 | 4 | |||||
ASSI( | 497,02 | 120,17 | 50,38 | 26,52 | 16,57 | 11,05 | 7,69 | 5,70 | 4,37 | 3,33 | 2,64 | 2,16 | 1,75 | |||||
ASSI( | 610,24 | 147,25 | 61,60 | 32,34 | 20,18 | 13,43 | 9,29 | 6,85 | 5,25 | 3,97 | 3,11 | 2,53 | 2,02 | |||||
2,00 | 974 | 227 | 94 | 52 | 32 | 21 | 15 | 11 | 8 | 6 | 5 | 7 | ||||||
ASSI( | 464,37 | 108,18 | 44,62 | 24,61 | 15,09 | 9,92 | 7,07 | 5,23 | 3,87 | 3,02 | 2,40 | 1,92 | ||||||
ASSI( | 569,18 | 132,44 | 54,52 | 29,98 | 18,33 | 12,02 | 8,53 | 6,30 | 4,62 | 3,59 | 2,82 | 2,23 | ||||||
2,50 | 844 | 196 | 87 | 47 | 28 | 19 | 14 | 10 | 7 | 6 | 4 | |||||||
ASSI( | 402,45 | 93,45 | 41,32 | 22,30 | 13,48 | 9,10 | 6,44 | 4,60 | 3,51 | 2,71 | 2,13 | |||||||
ASSI( | 493,73 | 114,47 | 50,54 | 27,20 | 16,42 | 11,04 | 7,73 | 5,49 | 4,21 | 3,19 | 2,49 | |||||||
3,15 | 728 | 187 | 80 | 42 | 26 | 18 | 12 | 9 | 7 | 5 | ||||||||
ASSI( | 346,91 | 89,07 | 37,88 | 20,00 | 12,45 | 8,32 | 5,68 | 4,17 | 3,14 | 2,40 | ||||||||
ASSI( | 425,60 | 109,11 | 46,27 | 24,36 | 15,13 | 10,03 | 6,82 | 4,99 | 3,73 | 2,83 | ||||||||
4,00 | 765 | 176 | 72 | 39 | 24 | 15 | 11 | 8 | 6 | |||||||||
ASSI( | 364,75 | 84,11 | 34,38 | 18,78 | 11,55 | 7,39 | 5,17 | 3,75 | 2,77 | |||||||||
ASSI( | 446,91 | 103,00 | 42,01 | 22,93 | 14,03 | 8,96 | 6,21 | 4,47 | 3,27 | |||||||||
5,00 | 650 | 149 | 65 | 36 | 21 | 14 | 10 | 7 | ||||||||||
ASSI( | 310,05 | 71,24 | 31,16 | 16,88 | 9,87 | 6,54 | 4,55 | 3,25 | ||||||||||
ASSI( | 380,36 | 87,25 | 38,13 | 20,55 | 11,97 | 7,86 | 5,43 | 3,87 | ||||||||||
6,30 | 549 | 139 | 60 | 30 | 19 | 12 | 8 | |||||||||||
ASSI( | 261,66 | 66,31 | 28,52 | 14,45 | 8,83 | 5,80 | 3,95 | |||||||||||
ASSI( | 321,11 | 81,21 | 34,80 | 17,62 | 10,66 | 6,98 | 4,73 | |||||||||||
8,00 | 562 | 132 | 51 | 27 | 17 | 11 | ||||||||||||
ASSI( | 267,80 | 63,12 | 24,45 | 13,10 | 7,86 | 5,01 | ||||||||||||
ASSI( | 328,24 | 77,29 | 29,87 | 15,97 | 9,48 | 6,00 | ||||||||||||
10,0 | 498 | 104 | 45 | 24 | 14 | |||||||||||||
ASSI( | 237,38 | 49,75 | 21,30 | 11,28 | 6,60 | |||||||||||||
ASSI( | 291,06 | 60,91 | 25,96 | 13,66 | 7,94 | |||||||||||||
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ИСО 3534-1:2006 | - | * |
ИСО 3534-2:2006 | - | * |
ИСО 3951-1:2005 | IDT | ГОСТ Р ИСО 3951-1-2007 "Статистические методы. Процедуры выборочного контроля по количественному признаку. Часть 1. Требования к одноступенчатым планам на основе предела приемлемого качества для контроля последовательных партий по единственной характеристике и единственному AQL" |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | ||
Библиография
[1] | ISO 2854:1976 Statistical interpretation of data - Techniques of estimation and tests relating to means and variances (ИСО 2854:1976 Статистическое представление данных. Методы оценки и проверки гипотез о средних значениях и дисперсиях)* |
_______________ * Международному стандарту ИСО 2854:1976 соответствует ГОСТ Р 50779.21-2004 "Статистические методы. Правила определения и методы расчета статистических характеристик по выборочным данным. Часть 1. Нормальное распределение". | |
[2] | ISO 2859-1:1999 Sampling procedures for inspection by attributes - Part 1: Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection (ИСО 2859-1:1999 Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества AQL)* |
_______________ * Международному стандарту ИСО 2859-1:1999 соответствует ГОСТ Р ИСО 2859-1-2007 "Статические** методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества".
| |
[3] | ISO 3951-5:2006 Sampling procedures for inspection by variables - Part 5: Sequential sampling plans indexed by acceptance quality limit (AQL) for inspection by variables (known standard deviation)* |
_______________ * Международному стандарту 3951-5:2006 соответствует ГОСТ Р ИСО 3951-5-2009 "Статистические методы. Процедуры выборочного контроля по количественному признаку. Часть 5. Последовательные планы на основе AQL для известного стандартного отклонения". | |
[4] | ISO 5479:1997 Statistical interpretation of data - Tests for departure from the normal distribution (ИСО 5479:1997 Статистическая обработка данных. Критерии отклонения от нормального распределения)* |
_______________ * Международному стандарту ИСО 5479:1997 соответствует ГОСТ Р ИСО 5479-2002 "Статистические методы. Статистическое представление данных. Проверка отклонения распределения вероятностей от нормального распределения". | |
[5] | ISO 7870-1:2007 Control charts - Part 1: General guidelines (ИСО 7870-1:2007 Карты контрольные. Часть 1. Общие руководящие указания) |
[6] | ISO 8258:1991 Shewhart control charts (ИСО 8258:1991 Контрольные карты Шухарта)* |
_______________ * Международному стандарту ИСО 8258:1991 соответствует ГОСТ Р 50779.42-99 (ИСО 8258:1991) "Статистические методы. Контрольные карты Шухарта". | |
[7] | ISO 9000:2005 Quality management systems - Fundamentals and vocabulary (ИСО 9000:2005 Системы менеджмента качества. Основные положения и словарь)* |
_______________ * Международному стандарту ИСО 9000:2005 соответствует ГОСТ Р ИСО 9000-2008 "Системы менеджмента качества. Основные положения и словарь". | |
[8] | GHOSH В.K. Sequential Tests of Statistical Hypothesis. Addison-Wesley, New York, 1970 |
[9] | JOHNSON N.L. Sequential analysis - A survey. J. Roy. Statist. Soc., A124, 1961, pp.372-411 |
[10] | WALD A. Sequential Analysis, Wiley, New York, 1947 |
Электронный текст документа
и сверен по:
, 2012

{kind=link}