ГОСТ Р 56431-2015/
GHTF/SG3/N99-10:2004
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СИСТЕМА МЕНЕДЖМЕНТА КАЧЕСТВА
Изделия медицинские
Руководство по валидации процессов
Quality management system. Medical devices. Process validation guidance
ОКС 03.120.10
11.040.01
Дата введения 2016-07-01
Предисловие
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "МЕДИТЕСТ" (ООО "МЕДИТЕСТ") на основе собственного перевода на русский язык англоязычной версии документа, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 436 "Управление качеством медицинских изделий"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 10 июня 2015 г. N 634-ст
4 Настоящий стандарт идентичен международному документу Целевой группы по глобальной гармонизации (Global Harmonization Task Force, GHTF) "Система менеджмента качества. Изделия медицинские. Руководство по валидации процессов" (GHTF/SG3/N99-10:2004 "Quality management system - Medical devices - Process validation guidance", IDT)*
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Март 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
"Системы менеджмента качества. Руководящие указания по валидации процессов" первоначально завершены в 1999 г. и переизданы под названием "GHTF/SG3/N99-10:2004 (издание 2)" после пересмотра из-за изменений в ИСО 13485, который применяют в некоторых регулирующих системах. Руководящие указания по валидации процессов были пересмотрены начиная с раздела 0 по 3.4, рисунок 1 и приложение В. Выполненный пересмотр можно разделить на две части: 1) редакционный пересмотр терминологии в соответствии с ИСО 13485 (т.е. термин "система качества" изменена на термин "система менеджмента качества", "управление проектированием" изменено на "управление проектированием и разработкой"); 2) изменения на рисунке 1 и далее по тексту для отражения новых требований по валидации процессов, установленных в 7.5.2 ИСО 13485.
Настоящий стандарт оказывает помощь изготовителям в понимании требований системы менеджмента качества в отношении валидации процессов и имеет общее отношение к процессам производства медицинских изделий (включая монтаж и обслуживание). В настоящем стандарте приведены общие предложения в отношении того, как изготовители могут подготовить и выполнить валидацию процессов.
Термин "валидация процесса" использован в области медицинских изделий для обозначения того, что процесс был подвергнут такому тщательному рассмотрению, что на практике обеспечен результат процесса (продукции, услуги или иного). Это существенно необходимо, если соблюдение предварительно установленных требований к продукции можно проверить только путем разрушающего контроля.
Несоответствия в процессах могут стать очевидными только после последующей обработки полуфабриката продукта или применения готовой продукции. Валидация процесса демонстрирует, что если процесс выполняют в установленных границах, то процесс производства продукции будет стабильным в соответствии с предварительно определенными требованиями (при проектировании и разработке).
Медицинская промышленность связана с широким спектром технологий и областей применения: начиная от простых инструментов до сложных хирургических установок с компьютерным управлением, от имплантируемых винтов до искусственных органов, от тест-полосок на наличие сахара в крови до диагностических систем и лабораторного испытательного оборудования. Эти изделия изготавливают в компаниях разного размера, структуры, объема производства, с использованием различных технологий и методов менеджмента. Эти факторы, особенно объем производства и количество технологических операций на единицу (например, этапов пайки или сварки), существенно влияют на то, как фактически применяется процесс валидации. С учетом такого разнообразия настоящий стандарт не предлагает подробных методов внедрения и поэтому не должен быть использован для оценки соответствия требованиям системы менеджмента качества. Настоящий стандарт предназначен для пояснения требований системы менеджмента качества посредством практических объяснений и примеров принципов валидации процессов. Изготовители могут и должны использовать настоящий стандарт по применению процессов валидации с учетом специфики технологии применительно к конкретной ситуации.
Настоящий стандарт дает общие предложения по тому, как изготовители могут подготовиться к валидации процессов и ее осуществлению. Отдельные регулирующие требования определяют ответственность изготовителей в отношении процессов, требующих валидации, и квалификации работников, задействованных в валидируемых процессах. Независимо от метода, используемого для валидации процесса, записи по всей деятельности при валидации и окончательный результат должны быть документированы.
Кроме того, что осуществление процесса валидации является обязательным требованием, изготовитель может валидировать процесс для улучшения качества в целом, устранения отходов, уменьшения затрат, повышения удовлетворенности потребителей или по другим причинам. В сочетании с должным управлением деятельности по проектированию и разработке валидированный процесс может привести к сокращению времени выпуска на рынок новой продукции.
В общем случае валидация процесса - это механизм или система, используемые изготовителем для планирования, получения данных, регистрации данных и интерпретации данных. Эту деятельность можно разделить на три этапа: 1) начальная квалификация используемого оборудования и обеспечение необходимого обслуживания - также известная, как установочная квалификация оборудования IQ; 2) демонстрация того, что процесс обеспечивает приемлемые результаты и будет функционировать в заданных границах параметров процесса (в худшем случае) - также известная, как операционная квалификация OQ; 3) обеспечение долговременной стабильности процесса - также известное, как эксплуатационная квалификация PQ.
Для управления многими процессами используют компьютеры. Несмотря на то что программные средства компьютеров могут считаться составной частью процесса, настоящий стандарт не охватывают валидацию программных средств.
Некоторые обязательные требования констатируют, что каждый процесс, который не может быть верифицирован последующим мониторингом или измерениями, должен быть валидирован. Настоящий стандарт предназначен для поддержки решений в отношении необходимости валидации.
1 Назначение и область применения
1.1 Назначение
Настоящий стандарт предназначен для содействия изготовителям в понимании требований системы менеджмента качества в отношении валидации процессов.
1.2 Область применения
Настоящий стандарт имеет общее отношение к производственным процессам (включая процессы монтажа и технического обслуживания) медицинских изделий. Специальные рекомендации для верификации выходных данных проектирования и валидации проекта включены в документы GHTF, касающиеся управления проектами.
2 Определения
В настоящем стандарте применимы следующие термины с соответствующими определениями. В отдельных стандартах могут встречаться термины, отличающиеся от приведенных.
2.1 установочная квалификация (installation qualification, IQ): Предоставление объективных свидетельств того, что все ключевые аспекты установки оборудования для процессов и вспомогательных систем соответствуют техническим требованиям изготовителя и что рекомендации поставщика оборудования должным образом учтены.
2.2 операционная квалификация (operational qualification, OQ): Предоставление объективных свидетельств того, что границы управления процессом и пределы выполняемых действий приводят к созданию продукции, удовлетворяющей всем установленным требованиям.
2.3 эксплуатационная квалификация (performance qualification, PQ): Предоставление объективных свидетельств того, что процесс при возможных условиях стабильно производит продукцию, которая удовлетворяет всем установленным требованиям.
2.4 валидация процесса (process validation): Предоставление объективных свидетельств того, что на выходе процесса стабильно получается результат или продукция, удовлетворяющие установленным требованиям.
2.5 протокол валидации процесса (process validation protocol): Документ, определяющий, как валидацию будут проводить, включая параметры испытаний, характеристики продукции, технологическое оборудование и контрольные точки, которые устанавливают приемлемые результаты испытаний.
2.6 верификация (verification:): Подтверждение на основании проверки и представления объективных свидетельств того, что установленные требования были выполнены.
3 Валидация процессов в рамках системы менеджмента качества
Валидация процессов является частью интегрированных требований системы менеджмента качества. Валидацию осуществляют в рамках системы, включающей управление проектированием и разработкой, управление процессами и корректирующие и предупреждающие действия.
Взаимосвязь управления проектированием и процесса разработки может быть очень тесной для некоторых технологий. Для других видов деятельности взаимосвязь может быть косвенной. Продукцию следует спроектировать продуманно, чтобы она выдерживала изменения технологического процесса, и применять воспроизводимый и стабильный технологический процесс для постоянного обеспечения безопасности продукции и функционирования надлежащим образом. Часто это приводит к интерактивным разработкам продукции и деятельности по процессам.
Ежедневную деятельность по мониторингу и измерению проводят в соответствии с планом управления процессом, который часто разрабатывают при валидации процесса.
Корректирующие действия часто выявляют недостаточную валидацию процесса/процессов. Во все корректирующие действия следует включать рассмотрение выполнения валидации и/или повторной валидации процессов.
3.1 Решение по валидации процессов
Модель, представленная на рисунке 1, может быть полезна для определения того, следует или нет валидировать процесс.
|
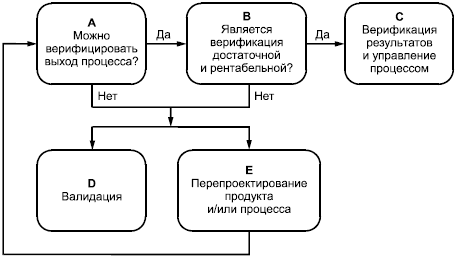
Рисунок 1 - Дерево принятия решения о валидации процесса
Приведенная модель описывает дерево принятия решения, которому изготовитель может следовать для принятия решения о необходимости валидации процесса. В этой модели рассмотрен самый простой процесс, однако многие реальные процессы могут быть более масштабными и/или состоять из совокупности подпроцессов.
Для каждого процесса следует установить технические требования, описывающие параметры процесса и требуемый результат. Изготовителю необходимо принять во внимание возможность верификации последующим мониторингом или измерениями результатов процесса А. При положительном ответе нужно убедиться, достаточна ли только верификация для исключения недопустимого риска и является ли решение рентабельным В. Если проведение верификации достаточно, то результат процесса следует верифицировать, а процессом следует управлять соответствующим образом С.
Если результат процесса нельзя верифицировать, то следует принять решение о валидации процесса D; альтернативой может стать перепроектирование продукции или процесса для уменьшения отклонений и улучшения продукции либо процесса Е. Изменение технологического процесса, кроме прочего, может привести к необходимости валидации процесса, даже если ранее для этого требовались только верификация и управление.
Риск или затраты могут быть также снижены путем изменения проекта (перепроектирование) продукции или процесса таким образом, что простая верификация окажется приемлемым решением Е.
3.2 Примеры
Ниже приведены примеры: 1 - процессы, которые следует валидировать; 2 - процессы, которые могут быть удовлетворительно верифицированы; 3 - процессы, которые можно верифицировать, но для которых по коммерческим соображениям выбрана валидация.
Примеры -
1 Процессы, которые следует валидировать:
- процессы стерилизации;
- процессы, связанные с обеспечением чистоты помещений;
- процессы асептической расфасовки;
- процессы герметизации стерильных упаковок;
- процессы лиофилизации;
- процессы термообработки;
- процессы нанесения покрытий;
- процессы опрессовки пластмасс под давлением.
2 Процессы, которые могут быть удовлетворительно охвачены верификацией:
- процессы ручной резки;
- процессы проверки цвета, мутности, показателя рН для растворов;
- визуальный контроль печатных плат;
- процессы изготовления и испытания электропроводки.
3 Процессы, которые можно верифицировать, но для которых по коммерческим соображениям выбрана валидация:
- некоторые процессы очистки;
- некоторые процессы ручной сборки;
- процессы резки с программным управлением;
- некоторые процессы расфасовки.
Несмотря на то, что результат процесса может быть верифицирован, используемые компьютерные программные средства должны быть валидированы в отношении предназначенного применения.
4 Статистические методы для валидации процессов
Существует много методов, которые можно использовать для валидации процессов. В приложении А приведены примеры применения статистических методов в качестве руководства для валидации процессов в виде основных понятий. Отдельными примерами являются контрольные карты, анализ возможностей, планирование экспериментов, анализ допусков, методы робастного проектирования, анализ видов и последствий потенциальных отказов, планы выборок, методики защиты от очевидно неверных действий ("защита от дурака") и др.
5 Проведение валидации
5.1 Начало работы
Необходимо создать многопрофильную команду для планирования и контроля деятельности по валидации. Командный подход способствует тщательной продуманности процессов валидации, полноте составленных протоколов, а также должному оформлению итоговых документов, благодаря чему будет легко следовать. Команда должна сообщать о возникших проблемах. Команда также предоставляет возможности для заблаговременного обмена информацией между подразделениями организации по ключевым функциональным областям относительно новой и измененной продукции и новых и измененных процессов в целях сотрудничества между ними.
В состав команды по валидации могут входить специалисты с опытом по следующим направлениям:
- обеспечение качества;
- технология;
- производство;
- другие, в зависимости от структуры организации и типов продукции:
a) лабораторная деятельность,
b) техническое обслуживание,
c) научно-исследовательские работы,
d) деятельность в области регулирования,
e) клинические исследования,
f) закупки/планирование.
Следующий этап после формирования команды по валидации состоит в планировании подхода и определении требований. Многие изготовители разрабатывают общий план валидации, в котором указывают процессы, требующие валидации, график валидации, взаимосвязь между процессами, требующими валидации, и график повторной валидации. После подготовки такого плана и ясного определения назначения и области валидации можно приступить к разработке протокола.
Ниже приведен список направлений деятельности, который можно использовать в качестве проверочного списка для анализа деятельности по валидации:
- формирование многопрофильной команды по валидации;
- планирование подхода и определение требований;
- идентификация и описание процессов;
- определение параметров процессов и требуемого результата;
- решение по верификации и/или валидации;
- создание общего плана валидации;
- выбор методов и инструментов для валидации;
- создание протоколов валидации;
- выполнение IQ, OQ, PQ и документальное оформление результатов;
- определение непрерывного управления процессами;
- непрерывное управление процессом.
5.2 Разработка протокола
Подробные протоколы для проведения валидации имеют важное значение для обеспечения того, чтобы процесс был надлежащим образом валидирован. В протоколы валидации процессов следует включать следующие элементы:
- идентификация валидируемого процесса;
- идентификация продукции, изготавливаемой с применением этого процесса;
- объективные измеряемые критерии для успешной валидации;
- объем и продолжительность валидации;
- смены, операторы и оборудование, задействованные в процессе;
- идентификация систем обеспечения для технологического оборудования и качество систем обеспечения;
- идентификация операторов и требуемая квалификация операторов;
- полное описание процесса;
- уместные технические требования, связанные с продукцией, комплектующими, используемыми материалами и др.;
- любые специальные средства управления или условия, которые должны задействоваться в предшествующих процессах во время валидации;
- параметры процесса, подлежащие мониторингу, методы контроля и мониторинга;
- характеристики продукции, подлежащие мониторингу и методы мониторинга;
- все субъективные критерии, используемые для оценивания продукции;
- определение, что является несоответствием для измеримых и для субъективных критериев;
- статистические методы для сбора и анализа данных;
- аспекты, связанные с техническим обслуживанием и ремонтом технологического оборудования; критерии для повторной валидации.
Для всех трех этапов IQ, OQ и PQ, основанных на требованиях к продукции/процессам, следует:
- определить, что верифицировать/измерять;
- определить, как верифицировать/измерять;
- определить, как много верифицировать/измерять, т.е. статистическую значимость;
- определить, когда верифицировать/измерять;
- определить критерии приемки/бракования;
- определить требуемую документацию.
Учитывая требования к продукции и ее ключевые параметры, необходимо определить, что измерять. Примерами измеряемых параметров являются толщина и прочность шва, давление и визуальные дефекты образцов.
Использование статистически обоснованных методов, таких как выборочный контроль, планирование экспериментов, методов Тагути, изучение поверхности отклика и перестановка статистически обоснованных методов, позволяют ответить на вопрос об объеме измерений. Использование стандартных методов испытаний, например тех, что изложены в международных или национальных стандартах, предоставит руководящие указания по измерению конкретных параметров. Также необходимо обеспечить, чтобы используемые методы испытаний соответствовали фактическим условиям использования.
В ходе осуществления различных этапов валидации в протоколе необходимо предусмотреть разрешение противоречий. Отдельные отклонения в созданном протоколе могут не оказывать отрицательного влияния на результаты. Каждое отклонение следует рассмотреть, оценить и сделать выводы о принятии или отклонении результатов. В результате процедуры управления процессом могут потребоваться изменения, и эти изменения следует валидировать как часть всего процесса.
Рассмотрение всех требований к продукции и процессам и установление специальных критериев для каждого требования, верхних и нижних пределов, основанных на технических требованиях к продукции и примененных стандартах, поможет определить критерии приемки/бракования.
5.3 Установочная квалификация IQ
Под IQ подразумевается, правильно ли выполнена установка? Важными аспектами IQ являются:
- конструктивные особенности оборудования (например, очищающая способность материалов конструкции и др.);
- условия установки (электропроводка, системы обеспечения, выполняемые функции и др.);
- калибровка, профилактическое техническое обслуживание, график уборки;
- показатели безопасности;
- документация поставщика, печатные материалы, чертежи и руководства;
- документация по программным средствам;
- перечень запасных частей;
- условия окружающей среды (например, требования к чистоте помещения, температуре и влажности).
Иногда деятельность на этапе IQ осуществляется по месту нахождения поставщика оборудования до поставки оборудования. Поставщики оборудования могут выполнять тестовые прогоны на своей территории и анализировать результаты для определения готовности оборудования к поставке. Копии квалификационных исследований поставщиков следует использовать в качестве руководств для получения исходных данных и в дополнение к установочной квалификации. Тем не менее этого, как правило, недостаточно, чтобы полностью полагаться на результаты валидации поставщика оборудования.
Каждый изготовитель медицинского изделия, в конечном счете, несет ответственность за оценивание проблемы и испытание оборудования, а также принятие решения о пригодности оборудования для использования в производстве определенного изделия. Оценки могут привести к изменениям в оборудовании или процессе.
5.4 Операционная квалификация OQ
На этом этапе параметры процесса подвергают критическому рассмотрению для обеспечения того, чтобы в результате получилась продукция, которая будет удовлетворять всем установленным требованиям при всех возможных условиях изготовления, т.е. при наихудших условиях испытаний. При обычном управлении производством и процессами желательно измерять параметры процессов и/или характеристики продукции для того, чтобы предоставить возможность по настройке технологического процесса на различных уровнях функционирования и поддержать состояние управляемости. Эти уровни управления следует оценивать, устанавливать и документально оформлять при валидации процесса для определения надежности процесса и способности избежать приближения "наихудших условий".
Аспекты OQ включают:
- границы управления процессом (время, температура, давление, линейная скорость, условия наладки и др.);
- параметры программных средств;
- технические требования к сырью;
- рабочие процедуры процессов;
- требования по работе с материалами;
- управление изменением процесса;
- обучение;
- кратковременную стабильность и возможности процесса (исследование интервалов или контрольной карты);
- виды потенциальных отказов, уровни действий и наихудшие условия (анализ видов и последствий потенциальных отказов, анализ дерева отказов);
- использование статистически пригодных методов, таких как отсеивающие эксперименты, для установления ключевых параметров процессов, и статистически спланированные эксперименты для оптимизации процессов могут использовать на этом этапе.
5.5 Эксплуатационная квалификация PQ
На этом этапе ключевой целью является демонстрация того, что результатом процесса станет стабильный выпуск приемлемой продукции при нормальных условиях работы. Следует обратить внимание на рекомендации по обеспечению стабильности процесса в приложениях А и В.
- Аспекты PQ включают:
- фактические параметры продукции и процессов и процедуры, установленные в OQ;
- приемлемость продукции;
- обеспечение возможностей процесса, установленных в OQ;
- воспроизводимость процесса, долговременную стабильность процесса.
Для выявления проблем по ходу процесса следует моделировать условия, которые будут возникать во время реального производства. Проблемные ситуации должны включать ряд условий, которые определены на различных уровнях действий, установленных в письменных стандартных операционных процедурах на этапе OQ. Проблемные ситуации необходимо повторить достаточное количество раз, чтобы обеспечить представительность и непротиворечивость результатов.
Следует анализировать данные по процессам и продукции для определения нормального диапазона разброса для результата процесса. Знание нормального разброса результатов процесса является критическим при определении управляемости процесса и возможностей процесса по получению требуемых результатов.
Одним из результатов OQ и PQ является разработка показателей для постоянного мониторинга и поддержания в рабочем состоянии. Данные по процессу и продукции следует также анализировать для идентификации любых отклонений из-за контролируемых причин. В зависимости от характера процесса и его восприимчивости контролируемые причины отклонений могут включать следующие параметры:
- температура;
- влажность;
- отклонения в электропитании;
- вибрации;
- загрязнение окружающей среды;
- чистота технологической воды;
- освещение;
- человеческий фактор (подготовка, эргономические факторы, стресс и др.);
- вариабельность материалов;
- износ оборудования.
Необходимые меры следует предпринять для устранения контролируемых причин отклонений. Устранение контролируемых причин отклонений уменьшит вариабельность результатов процесса и приведет к увеличению степени обеспечения того, что результат будет стабильно удовлетворять техническим требованиям.
5.6 Заключительный отчет
По завершении деятельности по валидации следует подготовить заключительный отчет. В этом отчете необходимо обобщить все протоколы и результаты, дать ссылки на них и сделать выводы относительно статуса валидации процесса. Заключительный отчет следует проанализировать и утвердить командой по валидации и соответствующим руководством.
6 Поддержание в рабочем состоянии валидации
6.1 Мониторинг и управление
Следует вести мониторинг тенденций процесса для обеспечения уверенности в том, что процесс остается в пределах установленных параметров. Если данные мониторинга по характеристикам качества демонстрируют негативные тенденции, то причину следует выяснить, далее могут быть предприняты корректирующие действия и принято решение о повторной валидации.
6.2 Изменения в процессах и/или продукции
Любые изменения в процессах и/или продукции, включая изменения в процедурах, оборудовании, персонале и др., следует оценить для определения влияния этих изменений и масштабов требуемой повторной валидации.
6.3 Состояние непрерывного управления
Различные изменения, касающиеся сырья и/или процессов, которые могут не обнаруживаться или возникать в непредсказуемое время (в качестве примера можно привести процесс стерилизации). Эти изменения могут кумулятивным образом влиять на статус валидации процесса. Периодическую повторную валидацию следует проводить для этих типов процессов.
6.4 Примеры причин для повторной валидации (ревалидации)
Повторная валидация может быть необходима в следующих случаях:
- изменение в фактическом процессе, которое может повлиять на качество или статус валидации;
- негативные тенденции в показателях качества;
- изменение в проекте продукции, которое влияет на процесс;
- перенос процесса из одного производственного помещения в другое;
- изменение области применения процесса.
Необходимость в повторной валидации следует оценивать и документировать, включая в эту оценку накопленные результаты по показателям качества, изменениям продукции, процесса, изменениям внешних требований (регулирующих требований или стандартов) и другим обстоятельствам.
Повторная валидация может быть не такой обширной, как первоначальная валидация, если в этой ситуации не требуется, чтобы все аспекты первоначальной валидации были повторены. Если закуплена новая единица оборудования для валидированного процесса, то очевидно, что этап IQ валидации следует повторить. Вместе с тем, большинство аспектов OQ уже задействовано. В зависимости от воздействия нового оборудования может потребоваться повторить отдельные элементы PQ.
В том случае, если сменен поставщик сырья, следует принять во внимание воздействие этой замены на процесс и получаемую продукцию. Возможно, потребуется переделка этапов OQ и PQ, так как взаимодействие между новым сырьем и процессом может быть не полностью понятно.
7 Использование накопленных данных для валидации
Валидация процесса может быть частично основана на накопленных данных по производству, испытаниям, управлению, а также на других данных, связанных с продукцией или процессом. Эти данные могут быть найдены в записях по партии, технологических журналах, записях по сериям, контрольных картах, результатах испытаний и исследований, обратной связи от потребителей, отчетах об отказах при эксплуатации, отчетах по обслуживанию и актах аудитов. Полная валидация, основанная на накапливаемых данных, нереальна, если не все необходимые данные собраны или соответствующие данные не были собраны надлежащим образом, позволяющим осуществить надлежащий анализ. Накапливаемые данные типа "да/нет" обычно недостаточны.
Если определено, что накопленные данные адекватны и репрезентативны, то анализ может быть выполнен в форме письменного протокола для определения того, что процесс выполняется в управляемых условиях, а на выходе стабильно получается продукция, удовлетворяющая установленным требованиям. Анализ следует документально оформить.
Часто используют термины "прошлая валидация", "текущая валидация" и "будущая валидация". При каждой валидации могут применять накапливаемые данные в том виде, как это описано выше, независимо от используемого термина.
8 Сводный обзор деятельности
Исходная информация включает:
- идентификацию и описание процессов;
- решение по верификации и/или валидации;
- создание основного плана (мастер-плана) валидации.
Если принято решение о проведении валидации, необходимо:
- сформировать многофункциональную команду для валидации;
- спланировать подход и определить требования;
- идентифицировать и описать процессы;
- определить параметры процесса и требуемый выход;
- разработать основной план валидации;
- выбрать методы и инструменты для валидации;
- разработать протоколы валидации;
- выполнить этапы IQ, OQ, PQ и документально оформить результаты;
- установить непрерывное управление процессом;
- подготовить итоговый отчет и официальное одобрение руководством;
- вести непрерывное управление процессом.
При поддержании состояния валидации следует:
- осуществлять непрерывный мониторинг и непрерывное управление процессом;
- проводить повторную валидацию, если это необходимо.
Приложение А
(справочное)
Статистические методы для валидации процессов
А.1 Введение
Валидация процесса требует, чтобы процесс был установлен таким образом, чтобы он мог постоянно подтверждать соответствие требованиям, а затем анализировался для демонстрации того, что эти требования выполняют. Разработка и оптимизация процесса непосредственно могут привести к валидации процесса. Другими словами, могут быть использованы методы разработки и оптимизации процесса (и разработаны данные) для демонстрации возможности и стабильности процесса. Поэтому часто отсутствует четкое различие между разработкой процесса и его валидацией.
Большинство процессов хорошо разработаны и подвергаются обычному процессу валидации. Многие из методов и инструментов, описанных здесь, возможно, уже используют для этих процессов. Анализ методов и инструментов валидации для существующих процессов показывает, что некоторые из них могут быть полезными для улучшения протоколов валидации и процессов.
В настоящем приложении описаны многие преимущества, которые можно достичь при использовании для валидации статистических методов. Каждый метод более подробно описан в А.3 приложения А.
Несоответствия часто возникают из-за сделанных ошибок и из-за чрезмерной вариабельности процессов. Создание процесса, который стабильно соответствует требованиям, требует сбалансированного подхода с использованием защиты от ошибок ("защита от дурака") и методов уменьшения вариабельности. При возникновении несоответствия из-за ошибки следует использовать методы защиты от ошибок ("защита от дурака"). Методы защиты от ошибок являются попыткой сделать невозможным возникновение ошибок или, как минимум, чтобы они не остались незамеченными.
Однако многие несоответствия не являются результатом ошибок, а связаны с большой вариабельностью и неправильно ориентированными процессами. Уменьшение вариабельности и правильное определение целей процессов требует идентификации ключевых входных данных и установления управления этими входными данными для обеспечения того, чтобы результат процесса соответствовал требованиям.
Одним из результатов процесса валидации является разработка плана управления. На заключительном этапе валидации требуется, чтобы этот план управления работал, т.е. процесс стабильно соответствовал требованиям. Одним из ключевых методов здесь является исследование возможностей. Исследование возможностей измеряет способность процесса постоянно удовлетворять техническим требованиям. Это подходит для количественных показателей, когда несоответствия обусловлены вариабельностью и неправильным определением условий. Испытания следует проводить не только при номинальных, но и при самых плохих условиях. В случае потенциальных ошибок необходимо провести критические испытания для демонстрации того, что методы защиты от ошибок, разработанные для обнаружения или предотвращения таких ошибок, действительно работают. Планы статистического приемочного контроля могут быть полезными для оптимизации объема выборки для испытаний и для демонстрации соответствия техническим требованиям.
А.2 Основы статистических методов и валидации процессов
Каждая единица продукции отличается в некоторой степени от других единиц продукции. Эти отличия независимо от того, насколько они малы, рассматривают как отклонения. Отклонение может быть описано путем измерения образцов продукции и построения гистограммы. Например, пусть имеет место разрезание проволоки на части длиной по 100 см. Размеры отрезанных частей заданы с допуском, т.е. (100±5) см. Выборка из 12 образцов отобрана случайным образом и получены следующие результаты замеров:
98,7 | 99,3 | 100,4 | 97,6 | 101,4 | 102,0 |
100,2 | 96,4 | 103,4 | 102,0 | 98,0 | 100,5 |
На основании полученных замеров построена гистограмма, приведенная ниже. Ширина гистограммы представляет собой вариацию (разброс).
|
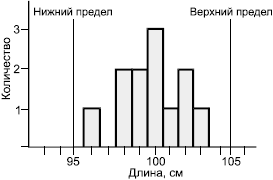
Рисунок А.1 - Гистограмма данных
Особый интерес связан с правильным центрированием гистограммы и имеющим место разбросом для того, чтобы легко вписаться в пределы допуска. Центр гистограммы определяют путем расчета среднего значения по 12 показаниям. Среднее значение равно 99,99 см. Ширину гистограммы определяют путем расчета размаха или среднеквадратичного отклонения. Для данного случая размах - 7,00 см. Среднеквадратичное отклонение равно 2,06 см. Среднеквадратичное отклонение определяет отклонение от среднего значения. Приблизительно половина замеров находится в ±1 среднеквадратичного отклонения от среднего, и примерно половина замеров - в области, превышающей ±1 среднеквадратичного отклонения от среднего. С другой стороны, размах представляет собой интервал, в котором находятся все замеры. Размах обычно составляет от трех до шести среднеквадратичных отклонений.
Часто гистограмма имеет форму колокола, что характерно для кривой нормального распределения, которая приведена ниже. Для нормального распределения 99,73% замеров находятся в диапазоне ±3 среднеквадратичных отклонений от среднего.
|
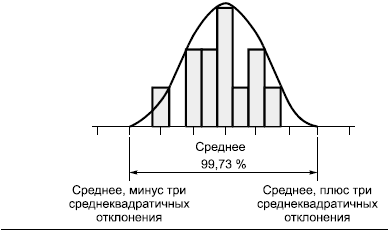
Рисунок А.2 - Кривая нормального распределения, наложенная на гистограмму
Для количественных показателей типа длины прутка, объема заполнения и прочности соединения цель связана с оптимизацией среднего значения и уменьшения разброса. Оптимизация среднего значения означает центрирование процесса для случая заполнения объемов, в максимизации среднего для случая прочности соединений или в минимизации среднего в случае с вредными выбросами.
Во всех случаях уменьшение вариации также требуется для обеспечения того, чтобы все единицы находились в пределах технических требований. Уменьшение вариации необходимо для достижения стабильного и осуществимого процесса. На рисунке А.4 показан нестабильный процесс. Процесс непрерывно изменяется: среднее значение то увеличивается, то уменьшается; вариация периодически увеличивается и уменьшается; полная вариация увеличивается из-за смещения.
|
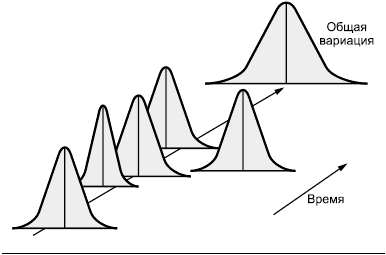
Рисунок А.3 - Нестабильный процесс
Стабильные процессы, как это показано на рисунке А.5, безусловно предпочтительнее: при стабильных процессах имеет место согласующийся уровень показателей; полная вариация уменьшается; процесс более прогнозируем.
|
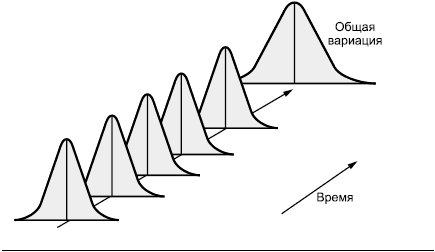
Рисунок А.4 - Стабильный процесс
Вместе с тем, стабильность - это не единственный требуемый показатель. После достижения согласующихся показателей оставшаяся вариация должна быть такой, чтобы находиться между верхним и нижним значениями установленных технических требований. Именно такой процесс стабильный, т.к. реализует необходимые требования. Результатом процесса является качественная продукция, как это показано на рисунке А.5.
|

Рисунок А.5 - Возможности процесса
Анализ возможностей используют для определения стабильности процесса и реализации процессом необходимых требований, поэтому для него необходимо отбирать образцы в течение определенного времени. Среднее значение и среднеквадратичное отклонение за каждый период времени рассчитывают, и затем эти значения наносят на контрольную карту. Контрольные карты используют для определения стабильности процесса. Если процесс стабилен, то данные могут быть объединены в единую гистограмму для определения возможностей процесса. Для содействия определению реализации процессом необходимых требований используют определенные показатели, показывающие, насколько хорошо гистограмма вписывается в границы технических требований. Один из показателей (см. приложение В) используют для оценки вариации; другой показатель
(см. приложение В) - для оценки центрирования процесса. Вместе эти два показателя используют для определения удовлетворения процессом технических требований. Допускаемые проходные значения определяют тяжестью дефекта (значительный, малозначительный, критический), который, по мнению изготовителя, можно считать приемлемым.
Если при анализе возможностей оценивают возможности процесса для стабильного производства качественной продукции, то это мало способствует в достижении такого процесса. Уменьшение вариации и достижение стабильных процессов требует использования многочисленных методов уменьшения вариации. Вариация результата обусловлена вариацией на входе. Рассмотрим пример простой системы в виде насоса для перекачки жидкости.
|
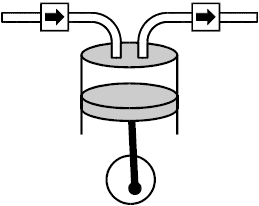
Рисунок А.6 - Насос
Выходом является скорость потока. В насосе использован поршень для подачи жидкости в камеру через одно отверстие, а затем для перекачки ее назад через другое отверстие. Клапаны используют для обеспечения правильного направления потока жидкости. Скорость потока зависит от радиуса поршня, величины хода поршня, скорости электродвигателя, противотока в клапанах. Требуемая скорость потока достигается путем выбора радиуса поршня, величины хода поршня, скорости электродвигателя и других параметров. Фактическая скорость потока будет зависеть от износа клапанов, отклонений скорости электродвигателя, температуры/вязкости жидкости и других параметров. Вариации входных данных приводят к вариации выходных данных, как это показано на рисунке А.7.
|
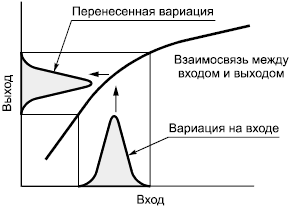
Рисунок А.7 - Перенос вариации (от входных данных к выходным)
Уменьшение вариации требует идентификации ключевых входных переменных, влияющих на выходные переменные, правильного проектирования процесса с учетом преимуществ относительной чувствительности входных переменных (соотношение между радиусом цилиндра, длиной хода, скоростью двигателя и выходными данными) и обеспечения управления вариацией входных данных (износ, скорость электродвигателя, температура/влажность и др.) для обеспечения соответствия выходных данных установленным техническим требованиям. В общем случае необходимо идентифицировать ключевые входные переменные, понять влияние этих переменных на выходные данные, понять природу изменения входных переменных и, в итоге, использовать эту информацию для установления целей (номинальных значений) и допусков (интервалов) для входных переменных. При этом могут быть использованы различные методы.
Один из видов планирования эксперимента называется отсеивающим экспериментом, который может быть применен для идентификации ключевых входных данных. Другой тип планирования эксперимента, называемый анализом поверхности отклика, может быть использован для получения детального понимания влияния ключевых входных данных на выходные. Анализ возможностей применим для понимания изменений ключевых входных данных. Вооружившись такими знаниями, можно использовать методы робастного проектирования для идентификации оптимальных целей для входных данных, а анализ допусков применять для установления рабочих интервалов или схем управления, которые гарантируют, что выходные данные будут стабильно соответствовать требованиям.
Очевидным подходом для уменьшения вариации является ужесточение допусков в отношении входных данных. Это улучшает качество, но в общем случае приводит к увеличению затрат. Методы робастного проектирования предлагают альтернативный вариант. При робастном проектировании (см. рисунок А.8) выбирают такие целевые значения входных данных, при которых выходные данные менее чувствительны (более робастны) к изменению входных данных, как это показано ниже. Выходные данные характеризуются меньшей вариацией и более высоким качеством, но без дополнительных затрат. Среди подходов робастного проектирования можно выделить следующие: методы Тагути, подход двойного отклика и робастный анализ допусков.
|
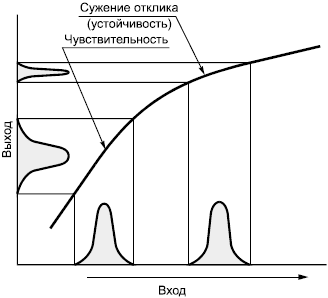
Рисунок А.8 - Робастное проектирование
Другой важный инструмент, связанный с использованием контрольных карт, приведен на рисунке А.9.
|
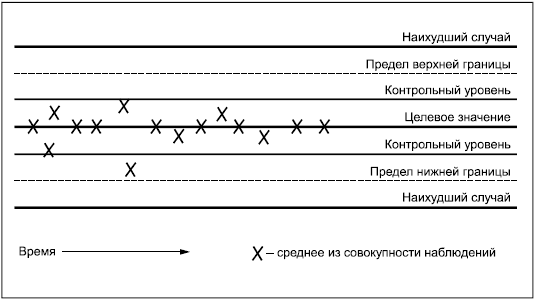
Рисунок А.9 - Контрольная карта
Осуществляя мониторинг результатов изменений входных данных путем использования контрольных карт, можно определить результирующую вариацию выходных данных и идентифицировать собственно вариацию процесса. В конечном счете, контрольные карты можно использовать для постоянного мониторинга процесса с гарантией выполнения валидированного управления. Методы управления могут быть определены для настройки процесса и поддержания процесса в пределах установленных границ.
Имеется много других методов для идентификации ключевых входных данных и источников вариации, включая анализ замены комплектующих, многокритериальные карты, анализ средних, дисперсионный анализ.
Для анализа вариаций необходимо иметь надежные результаты измерений. Во многих случаях следует выполнять оценку системы измерения с использованием испытаний для оценки повторяемости и воспроизводимости результатов измерений измерительной системой или аналогичным образом.
А.3 Описание методов
В этом подразделе приведено краткое описание указанных методов.
План статистического приемочного контроля - при плане статистического приемочного контроля берут выборку продукции и по этим образцам принимают решение по приемке или бракованию. Планы статистического приемочного контроля обычно используют при изготовлении для принятия решения о приемке (выпуске) или браковке (задержке) партии однородной продукции. Однако они также могут применяться при валидации для принятия (разрешения) или отклонения (отказа) процесса. На основании приемки по плану статистического приемочного контроля можно сделать заключение следующего вида: "с 95%-ной вероятностью уровень дефектных изделий будет меньше 1%".
Анализ средних (ANOM) - статистический анализ для определения наличия существенных расхождений между полостями, инструментами и др. Он имеет много направлений, включая определение воспроизводимости средств измерения применительно к операторам и определение возможных различий между измерительными головками и др. Альтернативным и более простым графическим методом является дисперсионный анализ (ANOVA).
Дисперсионный анализ (ANOVA) - статистический анализ для определения наличия существенных различий между полостями, инструментами и др. Статистически это определено как методика для оценки результатов факторных экспериментов, спланированных для определения относительного влияния факторов и взаимодействий, которые вызывают вариации процесса. Этот метод является альтернативным анализу средних (ANOM).
Анализ возможностей - анализ возможностей выполнен для оценки возможностей процесса постоянно удовлетворять техническим требованиям и осуществлять путем периодического отбора небольшого количества единиц продукции. Единицы продукции, отобранные в один период времени, называются подгруппой. Для каждой подгруппы рассчитывают среднее значение и размах. Среднее значение и размах наносят на контрольную карту для определения стабильности процесса и его соответствия требованиям в течение этого периода времени. Если эти условия выполнены, то единицы продукции затем объединяют для определения наличия центрирования процесса и выяснения того, является ли вариация достаточно малой. Это дополняется расчетом индексов воспроизводимости. Наиболее часто используют такие индексы воспроизводимости, как и
. Если имеют место приемлемые значения, то процесс стабильно производит продукцию, которая находится в границах установленных технических требований. Анализ возможностей часто используют ближе к окончанию валидации для демонстрации того, что выходные данные стабильно соответствуют техническим требованиям. Вместе с тем, они также могут быть использованы для исследования поведения входов для осуществления анализа отклонений.
Критические испытания - это испытания или проверки, выполняемые для демонстрации осуществления требуемых функций. Например, для демонстрации функционирования резервного питания можно отключить подачу электропитания к процессу. Для демонстрации того, что датчик, спроектированный для обнаружения пузырьков, работает, можно просто специально организовать появление пузырьков.
Анализ замены комплектующих - анализ для выделения причин различий между двумя группами продукции или двумя элементами оборудования. Требует возможности разборки узлов и заменяемых элементов оборудования с целью определения наличия расхождений по отношению к первоначальным элементам при их замене.
Контрольная карта - контрольные карты используют для обнаружения изменений в процессе. Периодически проводят выборку, состоящую из пяти последовательных единиц. По каждой выборке рассчитывают среднее значение и размах и строят соответствующие графики. График средних значений используют для определения изменений средних процесса и разброса процесса. Для содействия в определении наличия изменений рассчитывают границы управления и наносят на графики. Границы управления представляют максимальные значения, в пределах которых могут изменяться средние значения или размах, при которых считается, что процесс не изменяется. Точка за пределами границ управления свидетельствует о том, что процесс изменился. При идентификации изменения с использованием контрольной карты следует выполнить анализ для выяснения причины изменения. Контрольные карты помогают идентифицировать ключевые входные переменные, вызывающие изменение процесса и способствующие уменьшению разброса. Контрольные карты также используют при анализе возможностей для демонстрации стабильности и согласованности процесса.
Планирование эксперимента - термин "планирование эксперимента" является общим термином, который охватывает отсеивающие эксперименты, анализ поверхностей отклика и дисперсионный анализ. В общем случае спланированный эксперимент включает намеренное изменение одной или нескольких входных переменных и измерение результирующего изменения на одной или нескольких выходных переменных.
Подход двойного отклика для робастного проектирования - это один из трех подходов к робастному проектированию. Он включает текущий анализ поверхностей отклика для раздельного моделирования средних и вариаций на выходе. Результаты затем используют для выбора целей для входных данных с минимизацией вариаций при центрировании средних по целевым значениям. Для этого требуется, чтобы вариация при анализе была характерна для долговременного производства. Альтернативными вариантами анализа являются методы Тагути и робастный анализ допусков.
Анализ видов и последствий потенциальных отказов (FMEA) - это систематический анализ видов потенциальных отказов. Он включает в себя идентификацию видов возможных отказов, определение потенциальных причин и последствий отказов и анализ связанных с этим рисков, а также запись корректирующих действий или контроля, осуществляемого в результате детального плана управления. FMEA можно применять и к продукции, и к процессам. Обычно FMEA осуществляется на уровне комплектующих и начинается с потенциальных отказов, а затем рассматриваются последствия. Это подход "снизу вверх". Альтернативой является анализ дерева отказов, который начинается с возможных последствий и прослеживается до потенциальных причин. Это подход "сверху вниз". FMEA имеет тенденцию быть более детальным и лучше подходит для идентификации возможных проблем. Вместе с тем, анализ дерева отказов может быть осуществлен ранее в процессе проектирования до перехода проекта на стадию работы с комплектующими.
Анализ дерева отказов (FTA) - вариант анализа отказов. Для сравнения см. FMEA.
Анализ с использованием испытаний для оценки повторяемости и воспроизводимости результатов измерений - анализ для оценки точности средств измерения и воспроизводимости средств с учетом деятельности операторов.
Методы защиты от ошибок [защита от очевидно неверных действий ("защита от дурака")] - защита от ошибок связана с широким набором используемых методов, обеспечивающих либо невозможность возникновения ошибки, либо то, что ошибка не останется незамеченной. В Японии этот метод получил название Poka-Yoke ("пока-екэ"). Общая стратегия заключается в том, чтобы с первой попытки сделать невозможным возникновение ошибки. Например, сделать невозможным неправильную установку собираемой части, или изготовление части с разными размерами, или с разной формой с двух сторон, при которой невозможна сборка этой части. Если это невозможно, то необходимо обеспечить обнаружение дефекта. Например, для этих целей может быть использован отсекатель на конвейере, отделяющий все изделия слишком больших размеров. Другие возможности связаны со смягчением последствий дефектов (например, привязные ремни в автомобилях) и с уменьшением вероятности человеческого фактора путем внедрения самопроверок.
Многокритериальные карты - это графическая процедура для выделения наибольшего источника вариаций для того, чтобы последующие усилия были направлены на наибольший источник вариаций.
Анализ поверхности отклика - это специальный вид планирования эксперимента с целью моделирования взаимосвязи между ключевыми входными и выходными данными. При выполнении анализа поверхности отклика осуществляют прогоны процесса при различных настройках, называемых в данном случае испытаниями, с одновременным измерением выходных данных. Затем можно составить уравнение для моделирования влияния входных данных на выходные. Это уравнение может быть использовано для определения оптимальных целевых показателей с применением методов робастного проектирования или для установления рабочих интервалов с использованием анализа допусков. Количество испытаний, требуемых для анализа поверхности откликов, возрастает экспоненциально с увеличением числа входных данных. Желательно, чтобы анализируемое число входных данных было минимально. Вместе с тем, если ключевые входные данные не будут рассмотрены, то это приведет к дискредитации результата. Для обеспечения того, что только ключевые входные данные будут использованы при анализе, часто сначала применяют отсеивающие эксперименты.
Методы робастного проектирования - эти методы связаны в собирательном значении с различными методами выбора оптимальных значений для входных данных. Обычно при уменьшении вариаций подразумевается ужесточение допусков. Однако, как показал Тагути, вариации также можно уменьшить путем правильного выбора целей. Если имеет место нелинейная зависимость между входными и выходными данными, то можно выбрать такие целевые показатели для входных данных, чтобы выходные данные были менее чувствительны к входным данным. Результат связан с тем, что при продолжении варьирования входных данных меньшая часть этого варьирования будет передана к выходным данным. В итоге будет иметь место меньшее варьирование выходных данных. Уменьшение варьирования путем изменения целевых показателей называется робастным проектированием. При робастном проектировании задача связана с выбором таких целевых показателей для входных данных, при которых будет иметь место функционирование по целевым показателям с минимальным варьированием. Имеются разные методы робастного проектирования, среди которых - робастный анализ допусков, подход двойного отклика и методы Тагути.
Робастный анализ допусков - это один из трех подходов робастного проектирования. Он включает проведение спланированного эксперимента для моделирования среднего значения выходных данных с последующим использованием статистического подхода для анализа допусков с целью прогнозирования вариации выходных данных. Требует оценки значений изменения входных данных при долговременном производстве. Альтернативами являются методы Тагути и робастный анализ допусков.
Отсеивающий эксперимент - это специальный тип спланированного эксперимента, главная цель которого состоит в идентификации ключевых входных переменных. Отсеивающие эксперименты также называются факторными экспериментами с дробными репликами или L-матрицами Тагути. Для выполнения отсеивающего эксперимента необходимо выполнить прогон процесса при различных значениях входных данных, называемых стохастическими испытаниями, и измерить выходные данные. На основании этого можно установить, какие входные данные влияют на выходные. Для проведения отсеивающих экспериментов число испытаний обычно равно удвоенному значению входных переменных. Например, при восьми переменных исследование может быть выполнено за 16 испытаний. Это позволяет изучить достаточно большое количество входных переменных за приемлемое время. Проведение исследования с большим количеством переменных уменьшает вероятность пропуска важной переменной. Часто анализ поверхности отклика выполняют после отсеивающего эксперимента для дальнейшего понимания влияния ключевых входных переменных на выходные переменные.
Методы Тагути - это один из трех подходов к робастному проектированию. Подход включает проведение спланированного эксперимента для приблизительного понимания влияния входных целевых показателей на среднее значение и вариацию. Результаты затем используют при выборе целевых показателей для входных переменных с минимизацией вариации при центрировании среднего относительно целевых показателей. Аналогично подходу двойного отклика, за исключением того, что при выполнении исследований входные переменные направленно изменяются небольшими приращениями для моделирования долговременных вариаций производственного процесса. Альтернативными методами являются подход двойного отклика и робастный анализ допусков.
Анализ допусков - при использовании анализа допусков можно назначить рабочие интервалы для входных переменных с обеспечением того, что выходные переменные будут соответствовать требованиям. Для выполнения анализа допусков необходимо с помощью уравнений описать влияние входных переменных на выходные. Если такое уравнение невозможно составить, то можно применить подход с анализом поверхности отклика для его получения. Для того чтобы обеспечить технологичность, первоначально допуски для входных переменных следует рассчитывать исходя из возможности предприятия и поставщиков их обеспечивать. Анализ возможностей может быть применен для оценки размахов, в пределах которых происходит текущее изменение входных переменных. Если такие действия не приводят к приемлемому размаху для выходных переменных, то допуски как минимум для одной входной переменной должны быть ужесточены. Вместе с тем, ужесточение допусков за пределы имеющихся возможностей предприятия или поставщика требует достижения ими улучшений либо выбора нового предприятия или новых поставщиков. Перед ужесточением любых допусков необходимо рассмотреть методы робастного проектирования.
Анализ различия комплектующих - статистический анализ, используемый для оценки относительного влияния различных источников вариаций. Например, вариации заполнителя с несколькими головками могут быть обусловлены смещением со временем среднего значения процесса, различиями в головках заполнителя и кратковременными вариациями у головки заполнителя. Анализ различия комплектующих может быть применен для оценки величины вариаций, вызванных каждым источником.
Приложение В
(справочное)
Пример валидации
Предисловие
В процессах термосварки, рассматриваемых в этом примере, используют оборудование для сварки пластиковых пакетов с целью создания стерильной защиты для применяемых медицинских изделий. Целостность сварного соединения является критической для обеспечения стерильности. Проверку целостности сварного соединения обычно проводят путем разрушающих испытаний, и поэтому процесс термосварки является специальным процессом, требующим валидации.
В этом приложении дается простой и краткий пример сущности процесса валидации. Описываемый процесс термосварки не следует рассматривать в качестве модели для валидации всех вариантов термосварки. Кроме того, приведенный пример может быть изменен на более сложный с учетом различных систем менеджмента качества, методов ведения документации, региональных особенностей и/или стран, где будут использованы настоящие рекомендации.
Имеется много других обстоятельств и переменных, которые можно принимать во внимание при валидации фактического процесса термосварки. В представленном примере рассмотрены только три простые входные переменные: время, температура и давление. Может быть намного больше входных переменных, таких как подготовка оператора, толщина материала и показатели термосварки пластиковых пакетов. Кроме этого, не рассматриваются характеристики окружающей среды, конкретные размеры образцов, границы управления и другие переменные.
ABC Компания по медицинскому оборудованию
Протокол процесса валидации
PVP 98-101
Наименование: Валидация процесса термосварки
Охватываемая продукция: Стерильные части - коды от 12345 до 12789
Оборудование/процесс, требующие валидации: Компания поставщика, модель xyz, реестр технологического оборудования ABC: MER 98-1248/Процесс термосварки: SOP 20-12-14
Номер управления изменениями процесса/продукции: PPCN 98-364
Цель
Поставщик разработал и внедрил новый и улучшенный вариант термосварки, который позволит улучшить выполнение процесса и сократить время настройки. Выполнение термосварки должно пройти валидацию для гарантии того, что обеспечена требуемая стерильность и выполнена установленная процедура процесса SOP 20-12-14. SOP 20-12-14 идентифицирует требования проекта по прочности термосварки в диапазоне от 2 до 4 кг при целевом значении 3 кг. Наиболее сложно выполнить склеивание маленьких (PN 96-122) и больших (PN 88-010) пакетов. Целевое значение индекса воспроизводимости процесса >1.
Ссылочная документация:
1 Процедура процесса термосварки, SOP 20-12-14.
2 Методики по статистическим методам, SOP 3-8-51, SOP 3-9-12, SOP 3-13-81.
3 Записи по эталонным устройствам, коды 12ххх.
4 Реестр технологического оборудования, MER 98-1248.
5 Руководство поставщика по выполнению работ при термосварке, модель xyz.
6 Основной план процесса валидации: PVP-98001.
7 Лабораторные процессы и калибровки: SOP 9-2-5.
8 Производственные процессы и калибровки: SOP 20-1-2.
9 Процедуры по чистоте помещений: SOP 1-12-77.
План валидации
Термосваривающее устройство "модель xyz" будет подвергнуто процедурам квалификации установки (IQ), операционной квалификации (OQ) и эксплуатационной квалификации (PQ), которые описаны в основном плане валидации: PVP-98001. Также будут использовать статистические методы, описанные в SOP 3-х-х.
При IQ будет использовано руководство по эксплуатации установки для термосварки для определения требований к электросети и к подаче сжатого воздуха. Установка для термосварки будет установлена, проверена и откалибрована в помещении класса чистоты "3" в течение выходных дней до начала рабочей недели. Особое внимание будет уделено выбросу сжатого воздуха в чистое помещение, чтобы не нарушать требования к производственной среде помещения. Контрольный лист с требованиями будет заполнен, и результаты утверждены.
OQ будет проведена в три этапа. На первом этапе, во внерабочее время, будет осуществлена начальная приработка оборудования для выяснения стабильности измерений времени сварки, нарастания температуры и давления. Пакеты будут сваривать, но подробная оценка целостности сварных соединений не будет выполнена. Будут вестись записи касательно времени сварки, наращивания температуры и давления. Вариации этих показателей будут пропущены через отсеивающий эксперимент (SOP 3-8-51) для определения возможных наихудших ситуаций и риска возникновения ослабленных соединений (шва) или пережога пакетов. Также определяют значения исходных оптимальных настроек для термосварки.
На втором этапе OQ будет выполнено центрирование процесса и определены начальные возможности процесса. Процесс будет выполнен вне общего технологического цикла, но в ходе производства, в чистом помещении с участием персонала подразделения. Персонал подразделения получит необходимую подготовку по использованию установки для термосварки. Термосварка будет выполнена для пакетов PN 96-122 и PN 88-010. Настройка времени, температуры и давления будут такими, которые были определены в качестве оптимальных на первом этапе OQ. Упрощенный план выборочного контроля 1-А из SOP 3-9-12 будет использован, а результаты будут нанесены на контрольные карты. Целевое значение прочности соединения (шва) принято равным 3 кг, а вариации будут зарегистрированы. Количество прогонов, образцов и оценок будет таким, чтобы можно было убедиться, что >1, как это установлено в SOP 3-13-81. При этом будут определены оптимальные значения настроек для следующего этапа.
На третьем этапе OQ будет определена чувствительность процесса к вариациям времени, температуры и давления. При этом будет выполнен нормальный технологический процесс. Персонал подразделения будет подготовлен для работы с новым устройством для термосварки. Будут рассмотрены и оценены наихудшие сочетания времени, температуры и давления. Будут выполнены прогоны при следующих условиях: 1) при оптимальных наладках; 2) при сокращенном времени выдержки, низкой температуре и низком давлении; 3) при повышенном времени выдержки, повышенной температуре и повышенном давлении. Результатом этого этапа будет определение уровней настроек установки для термосварки.
PQ начнется после удовлетворительного завершения OQ. Будут использованы оптимальные значения настроек для установки термосварки по времени, температуре и давлению. Будет использован упрощенный план выборочного контроля 2-С из SOP 3-9-12, а результаты нанесены на контрольную карту. Будут исследованы вариации прочности шва и определены их ключевые причины. Когда будет продемонстрирована стабильность процесса и установлено, что >I, как в SOP 3-13-81, то процесс будет считаться валидированным и SOP 20-12-14 использован для управления процессом.
Оборудование для измерений/испытаний и калибровка:
1 Секундомер (испытательная лаборатория) откалибрована по SOP 9-2-5.
2 Дистанционный ИК-термометр RST-12 (испытательная лаборатория) откалибрована по SOP 9-2-5.
3 Манометр, 0-500 kРа (испытательная лаборатория) откалибрована по SOP 9-2-5.
4 Вольт-амперметр ID 683 (испытательная лаборатория) откалибрована по SOP 9-2-5.
5 Установка для испытания термосварного соединения на разрыв, РЕ 8167, откалибрована в производстве по SOP 20-1-2.
Техническое обслуживание оборудования
Во время валидации будет выполнено техническое обслуживание установки для термосварки согласно руководству по эксплуатации поставщика. После окончания валидации реестр технологического оборудования MER 98-1248 будет актуализирован, и в него будет добавлена информация по техническому обслуживанию и калибровке установки для термосварки.
Повторная валидация
После окончания валидации основной план процесса PVP-98001 будет актуализирован, а установка для термосварки будет включена в основной график валидации.
Подписи группы по валидации:
Ф.И.О подпись | должность | дата | подразделение | |||||
Ф.И.О подпись | должность | дата | подразделение | |||||
Ф.И.О подпись | должность | дата | подразделение |
………
Регистрация протокола в подразделении управления документооборотом:
Ф.И.О подпись | должность | дата | подразделение |
Результаты установочной квалификации
PVP 98-101
Установочный чек-лист
Требования были сформулированы на основе руководства по эксплуатации установки тепловой герметизации, процедуры по обеспечению чистоты помещения (SOP 1-12-77) и процедуры процесса тепловой сварки (SOP 20-12-14).
Таблица В.1
Требование | Источник | Статус |
Электрические тепловые сети | Руководство по эксплуатации установки термосваривания | Соответствует |
Давление воздуха | Руководство по эксплуатации установки термосваривания | Соответствует |
Эргономичность размещения | Руководство по эксплуатации установки термосваривания | Соответствует |
Запасные части | SOP 20-12-14 | Соответствует |
Чистота выбрасываемого воздуха | SOP 1-12-77 | Соответствует |
Возможность поддержания чистоты вокруг оборудования | SOP 1-12-77 | Соответствует |
Доступность для обслуживания | SOP 20-12-14 | Соответствует |
Технические возможности в отношении изменения размеров пакетов | SOP 20-12-14 | Соответствует |
Начальные требования к термосварке
Термосварка работает в соответствии с описанием в руководстве по эксплуатации и с требованиями SOP 20-12-14.
Калибровка
Все датчики и измерительные приборы на термосварке были успешно откалиброваны в соответствии с SOP 20-1-2.
Лабораторный журнал, ссылки.
Журнал лаборатории по качеству, JWS, 98-4, с.46-62.
Вопросы/комментарии.
Новые проблемы не выявлены.
Угрозы загрязнения в отработанном воздухе имели место, в связи с чем был добавлен воздушный фильтр на масляной основе на линии вытяжки установки термосварки.
Наличие твердых частиц в воздухе контролировалось в соответствии с СОП 9-15-84 и не было обнаружено никаких отклонений от нормального уровня.
Установка оборудования тепловой герметизации была выполнена успешно.
Одобрение результатов IQ группой по валидации:
Ф.И.О подпись | должность | дата | подразделение | |||||
Ф.И.О подпись | должность | дата | подразделение | |||||
Ф.И.О подпись | должность | дата | подразделение |
………
Регистрация протокола в подразделении управления документооборотом:
Ф.И.О подпись | должность | дата | подразделение |
Результаты квалификации выполнения работ
PVP 98-101
Этап первый
Время сварки, нарастание температуры и давления измерялись в течение 4 ч при исходных настройках времени, температуры и давления. При этом построены необходимые контрольные карты, приведенные на рисунках В.1-В.3.
|
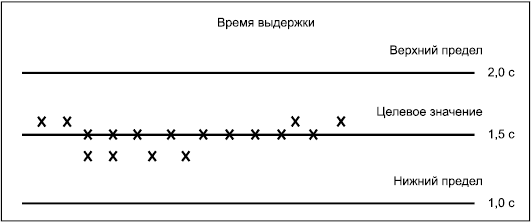
Рисунок В.1
|
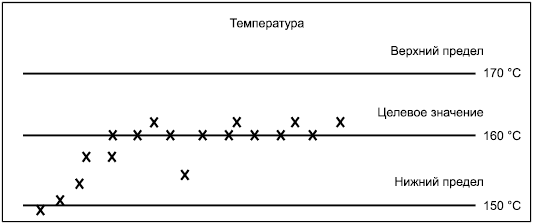
Рисунок В.2
|
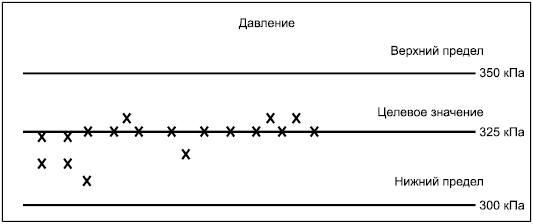
Рисунок В.3
На основании этого анализа видно, что для температуры наибольшая изменчивость имеет место в диапазоне низких и высоких значений температуры. Также температура сдерживала работу в течение первых 15-20 мин работы, когда шел разогрев. На основании отсеивающего эксперимента установлено, что температура является главным фактором, влияющим на качество сварки.
Были определены исходные значения настройки установки для термосварки: настройка положения контроллера температуры - "7", "5", время выдержки - 1,5 с и настройка давления - 325 кПа.
Этап второй
Были выполнены анализ поверхности отклика для определения влияния ключевых входных данных на прочность склеенного соединения, варьирование настроек и рассчитаны значения прочности сварного соединения для десяти пакетов. Полученные результаты обобщены в таблице В.2.
Таблица В.2
N прогона | Размер пакета | Время | Температура | Давление | Прочность шва |
1 | Маленький | 1,0 | 150 | 300 | 2,1, 6 |
2 | Большой | 1,0 | 150 | 300 | 2,3, 6 |
3 | Маленький | 1,5 | 150 | 300 | 2,2, 6 |
4 | Большой | 1,5 | 150 | 300 | 2,5, 6 |
5 | Маленький | 2,0 | 150 | 300 | 2,4, 6 |
6 | Большой | 2,0 | 150 | 300 | 2,8, 6 |
7 | Маленький | 1,0 | 160 | 300 | 3,0, 6 |
8 | Большой | 1,0 | 160 | 300 | 3,1, 6 |
9 | Маленький | 1,5 | 160 | 300 | 3,3, 6 |
10 | Большой | 1,5 | 160 | 300 | 3,4, 6 |
11 | Маленький | 2,0 | 160 | 300 | 2,9, 6 |
12 | Большой | 2,0 | 160 | 300 | 2,8, 6 |
13 | Маленький | 1,0 | 170 | 300 | 3,1, 6 |
14 | Большой | 1,0 | 170 | 300 | 3,2, 6 |
15 | Маленький | 1,5 | 170 | 300 | 2,7, 6 |
16 | Большой | 1,5 | 170 | 300 | 2,9, 6 |
17 | Маленький | 2,0 | 170 | 300 | 2,8, 6 |
18 | Большой | 2,0 | 170 | 300 | 3,0, 6 |
19 | Маленький | 1,0 | 150 | 325 | 2,2, 6 |
20 | Большой | 1,0 | 150 | 325 | 2,3, 6 |
21 | Маленький | 1,5 | 150 | 325 | 2,2, 6 |
22 | Большой | 1,5 | 150 | 325 | 2,5, 6 |
23 | Маленький | 2,0 | 150 | 325 | 2,4, 6 |
24 | Большой | 2,0 | 150 | 325 | 2,8, 6 |
25 | Маленький | 1,0 | 160 | 325 | 3,0, 6 |
26 | Большой | 1,0 | 160 | 325 | 3,1, 6 |
27 | Маленький | 1,5 | 160 | 325 | 3,3, 6 |
28 | Большой | 1,5 | 160 | 325 | 3,4, 6 |
29 | Маленький | 2,0 | 160 | 325 | 2,9, 6 |
30 | Большой | 2,0 | 160 | 325 | 2,8, 6 |
31 | Маленький | 1,0 | 170 | 325 | 3,1, 6 |
32 | Большой | 1,0 | 170 | 325 | 3,2, 6 |
33 | Маленький | 1,5 | 170 | 350 | 2,3, 6 |
34 | Большой | 1,5 | 170 | 350 | 2,2, 6 |
35 | Маленький | 2,0 | 170 | 350 | 2,5, 6 |
36 | Большой | 2,0 | 170 | 350 | 2,4, 6 |
37 | Маленький | 1,0 | 150 | 350 | 2,8, 6 |
38 | Большой | 1,0 | 150 | 350 | 3,0, 6 |
39 | Маленький | 1,5 | 150 | 350 | 3,1, 6 |
40 | Большой | 1,5 | 150 | 350 | 3,3, 6 |
41 | Маленький | 2,0 | 150 | 350 | 3,4, 6 |
42 | Большой | 2,0 | 150 | 350 | 2,9, 6 |
43 | Маленький | 1,0 | 160 | 350 | 2,8, 6 |
44 | Большой | 1,0 | 160 | 350 | 3,1, 6 |
45 | Маленький | 1,5 | 160 | 350 | 3,2, 6 |
46 | Большой | 1,5 | 160 | 350 | 2,7, 6 |
47 | Маленький | 2,0 | 160 | 350 | 2,9, 6 |
48 | Большой | 2,0 | 160 | 350 | 2,8, 6 |
49 | Маленький | 1,0 | 170 | 350 | 3,0, 6 |
50 | Большой | 1,0 | 170 | 350 | 2,8, 6 |
На основании этих результатов видно, что нижний предел температуры 150°С приведет к недопустимым изменениям прочности сварного соединения (общее среднее 2,38 кг, 6 для 1,42). Изменение времени и давления в установленных пределах оказывает незначительное влияние на прочность сварного соединения.
Дополнительно были повторены 36 прогонов при пониженной температуре 155°С и установлены изменения времени и температуры, аналогичные первым 54 прогонам. Данные не включены в этот отчет, но они имеются в лабораторном журнале, на который дана ссылка ниже. Результаты этих прогонов показали общее среднее 2,92 кг, 6 для 0,5. С
для этих прогонов имел значение 1,8. Были определены оптимальные значения настройки установки для термосварки - настройка температуры 8,2; время 1,5 с и давление 325 кПа.
Этап третий
Были выполнены нормальные производственные процессы для сварки пакетов со следующими значениями настроек: 1) оптимальные значения; 2) пониженная температура, пониженное давление и укороченное время выдержки, 3) повышенная температура, повышенное давление и увеличенное время выдержки. По 190 пакетов было склеено при каждом из этих сочетаний параметров настройки.
При прогоне с оптимальными значениями параметров настройки было получено среднее значение прочности сварного соединения 3,08 кг, 6 для 0,3; при прогоне с пониженными значениями среднее значение прочности сварного соединения 2,8 кг, 6
для 0,5 и при прогоне с повышенными значениями среднее значение прочности сварного соединения 2,9 кг, 6
для 0,6.
Ссылка на лабораторный журнал
Лабораторный журнал по качеству, JWS, 98-4, с.63-98.
Вопросы/примечания
Температура оказывает наибольшее влияние на процесс термосварки. Нижнее предельное значение температуры было изменено со 150°С на 155°С.
Установка для термосварки должна пройти этап разогрева в течение не менее 20 мин при нормальном цикле работы для обеспечения стабильного температурного режима.
На основании этих результатов установлено, что когда процесс проходит в пределах установленных значений, то целевое значение прочности склеенного соединения равно 3,0 кг при 1,8 по SOP 3-13-81. Исходные значения настройки установки для термосварки следует выбирать в диапазоне 2,6 и 3,2 кг, что приведет к отклонениям 3
от среднего значения 2,9 при OQ.
OQ для установки для термосварки прошла успешно.
Одобрение результатов OQ группой по валидации:
Ф.И.О подпись | должность | дата | подразделение | |||||
Ф.И.О подпись | должность | дата | подразделение | |||||
Ф.И.О подпись | должность | дата | подразделение |
………
Регистрация протокола в подразделении управления документооборотом:
Ф.И.О подпись | должность | дата | подразделение |
Результаты квалификации показателей
PVP 98-101
Нормальное производство продукции с кодами 12345 и 12789 было осуществлено для пакетов PN 96-122 и PN 88-010. Были использованы оптимальные настройки установки для термосварки, выполнен разогрев установки для термосварки с нормальным циклом до начала работ в течение получаса. По каждому коду работы продолжались в течение недели. Использовался упрощенный выборочный план 2-С из SOP 3-9-12, результаты отображались на контрольных картах (см. рисунок В.4).
|
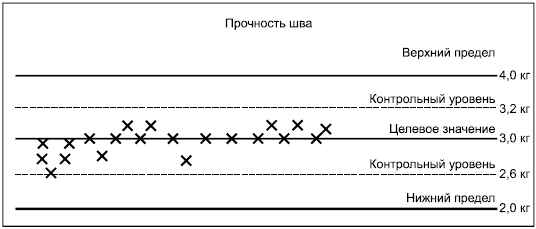
Рисунок В.4
В результате установлено, что равен 1,75 для всего процесса при PQ. Сравнение результатов
по каждому дню показало, что процесс был стабильным и реализовывал требуемые функции. Были рассчитаны следующие значения
:
PN 96-122: 1,8; 1,9; 1,7; 1,6; 1,7;
PN 88-010: 1,6; 1,8; 1,7; 1,9; 2,0.
Центрирование результатов оказалось очень близким к целевому значению: общее среднее значение прочности шва равно 2,93 кг при целевом значении 3,0 кг.
Предельные границы не были достигнуты, и поэтому не потребовалось осуществлять коррекции.
Ссылка на лабораторный журнал
Лабораторный журнал по качеству, JWS, 99-1, с.1-48.
Вопросы/примечание
Процесс показал стабильность и воспроизводимость.
Реестр технологического оборудования MER 98-1248 был актуализирован, и в него были внесены данные по техническому обслуживанию и калибровке новой установки для термосварки.
Основной план процесса валидации, PVP-98001, был актуализирован, и в него была включена информация по процессу повторной валидации установки для термосварки.
Процедура процесса термосварки SOP 20-12-14 была актуализирована, и в нее включены информация о новой установке для термосварки и пересмотренная рабочая процедура для разогрева, а также нижние температурные границы изменены со 150°С на 155°С.
Все сотрудники производственного участка и группы обеспечения качества были подготовлены, и, соответственно, график подготовки был пересмотрен в SOP 20-12-14.
Одобрение результатов OQ группой по валидации:
Ф.И.О подпись | должность | дата | подразделение | |||||
Ф.И.О подпись | должность | дата | подразделение | |||||
Ф.И.О подпись | должность | дата | подразделение |
………
Регистрация протокола в подразделении управления документооборотом:
Ф.И.О подпись | должность | дата | подразделение |
Итоговый отчет PVP 98-101
Мы проанализировали требования протокола; отчеты IQ, OQ и PQ и сравнили их с требованиями ссылочных документов. Все требования были выполнены, и процесс валидирован.
Одобрение итогового отчета группой по валидации:
Ф.И.О подпись | должность | дата | подразделение | |||||
Ф.И.О подпись | должность | дата | подразделение | |||||
Ф.И.О подпись | должность | дата | подразделение |
………
Регистрация протокола в подразделении управления документооборотом:
Ф.И.О подпись | должность | дата | подразделение |
УДК 006.83:006.354 | ОКС 03.120.10 |
11.040.01 | |
Ключевые слова: система менеджмента качества, изделия медицинские, валидация, валидация процессов | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}