ГОСТ Р ИСО/ТО 8550-3-2008
Группа Т59
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Статистические методы
РУКОВОДСТВО ПО ВЫБОРУ И ПРИМЕНЕНИЮ СИСТЕМ СТАТИСТИЧЕСКОГО ПРИЕМОЧНОГО КОНТРОЛЯ ДИСКРЕТНЫХ ЕДИНИЦ ПРОДУКЦИИ В ПАРТИЯХ
Часть 3
Выборочный контроль по количественному признаку
Statistical methods. Guide to the selection and usage of acceptance sampling systems of discrete items in lots. Part 3. Sampling by variables
ОКС 03.120.30
Дата введения 2009-12-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Автономной некоммерческой организацией "Научно-исследовательский центр контроля и диагностики технических систем" (АНО "НИЦ КД") на основе собственного аутентичного перевода международного отчета, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 125 "Статистические методы в управлении качеством продукции"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 18 декабря 2008 г. N 469-ст
4 Настоящий стандарт идентичен международному отчету ИСО/ТО 8550-3:2007 "Руководство по выбору и применению систем статистического приемочного контроля дискретных единиц продукции в партиях. Часть 3. Выборочный контроль по количественному признаку" (ISO/TR 8550-3:2007 "Guide to the selection and usage of acceptance sampling systems for inspection of discrete items in lots - Part 3: Guide to sampling by variables").
Наименование настоящего стандарта изменено относительно наименования указанного международного отчета для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении B
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
В настоящем стандарте приведено руководство по выбору системы статистического приемочного контроля по количественному признаку. Преимущество настоящего стандарта заключается в том, что он позволяет рассмотреть системы, установленные различными стандартами, и указывает способы сравнения этих систем для оценки их пригодности в конкретной ситуации. Предполагается, что выбор между контролем по альтернативному признаку и контролем по количественному признаку уже сделан в пользу контроля по количественному признаку.
Руководство по выбору схемы или плана статистического приемочного контроля по альтернативному признаку приведено в ИСО/ТО 8550-2:2007 "Руководство по выбору и применению систем статистического приемочного контроля дискретных единиц продукции в партиях. Часть 2. Выборочный контроль по альтернативному признаку".
1 Область применения
В настоящем стандарте рассмотрен статистический приемочный контроль продукции, поставляемой в партиях. Каждая единица продукции в партии может быть идентифицирована, отделена от других единиц продукции и имеет равный шанс быть отобранной в выборку. Каждая единица продукции имеет характеристики качества, которые являются измеримыми в соответствии с непрерывной шкалой. Каждая характеристика качества подчиняется нормальному распределению или распределению, которое может быть преобразовано в нормальное распределение.
Стандарты на статистический приемочный контроль по количественному признаку применимы в широкой области объектов контроля. Эти стандарты распространяются в том числе на следующие объекты:
a) готовые единицы продукции или сборочные единицы;
b) компоненты и сырье;
c) услуги;
d) материалы для производственного процесса;
e) поставки на хранении;
f) процедуры технического обслуживания;
g) данные или отчеты;
h) административные процедуры.
Несмотря на то, что в настоящем стандарте преимущественно использованы термины "продукция" и "производство", требования стандарта относятся ко всем типам продукции и процессов согласно ИСО 9000.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ИСО 2854:1976 Статистическое представление данных. Методы оценки и проверки гипотез о средних значениях и дисперсиях
ИСО 2859-1:1999 Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества AQL
ИСО 2859-2:1985 Процедуры выборочного контроля по альтернативному признаку. Часть 2. Планы выборочного контроля отдельных партий на основе предельного качества LQ
ИСО 2859-3:2005 Процедуры выборочного контроля по альтернативному признаку. Часть 3. Процедуры выборочного контроля с пропуском партий
ИСО 2859-4:2002 Процедуры выборочного контроля по альтернативному признаку. Часть 4. Оценка соответствия заявленным уровням качества
ИСО 2859-5:2005 Процедуры выборочного контроля по альтернативному признаку. Часть 5. Система планов последовательного выборочного контроля на основе предела приемлемого качества (AQL)
ИСО 2859-10:2006 Процедуры выборочного контроля по альтернативному признаку. Часть 10. Введение в стандарты серии ИСО 2859 на выборочный контроль по альтернативному признаку
ИСО 3951-1:2005 Процедуры выборочного контроля по количественному признаку. Часть 1. Требования к одноступенчатым планам на основе предела приемлемого качества (AQL) для контроля последовательных партий по единственной характеристике и единственному AQL
ИСО 3951-2:2006 Процедуры выборочного контроля по количественному признаку. Часть 2. Общие требования к одноступенчатым планам на основе предела приемлемого качества (AQL) для контроля последовательных партий по независимым характеристикам качества
ИСО 3951-3:2007 Процедуры выборочного контроля по количественному признаку. Часть 3. Двухступенчатые планы выборочного контроля последовательных партий на основе предела приемлемого качества (AQL)
ИСО 3951-5:2006 Процедуры выборочного контроля по количественному признаку. Часть 5. Планы последовательного выборочного контроля на основе предела приемлемого качества (AQL) (стандартное отклонение известно)
ИСО 5479:1997 Статистическое представление данных. Проверка отклонения распределения вероятностей от нормального распределения
ИСО 8422:2006 Последовательные планы выборочного контроля по альтернативному признаку
ИСО 8423:1991 Последовательные планы выборочного контроля по количественному признаку для процента несоответствующих единиц продукции (стандартное отклонение известно)
ИСО/ТО 8550-1:2007 Руководство по выбору и применению систем статистического приемочного контроля дискретных единиц продукции в партиях. Часть 1. Общие требования
ИСО/ТО 8550-2:2007 Руководство по выбору и применению систем статистического приемочного контроля дискретных единиц продукции в партиях. Часть 2. Выборочный контроль по альтернативному признаку
ИСО 9000:2005 Системы менеджмента качества. Основные положения и словарь
ИСО18414:2006 Процедуры выборочного контроля по альтернативному признаку. Система нуль-приемки, основанная на вычислении показателя кредита
3 Нормальное распределение
3.1 Связь формы распределения характеристики качества с долей несоответствующих единиц продукции
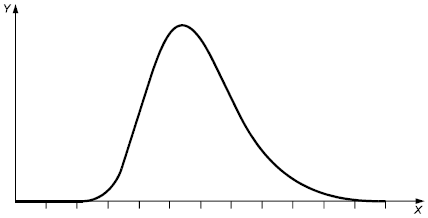
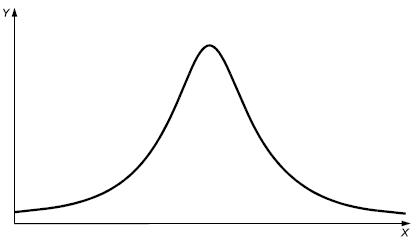
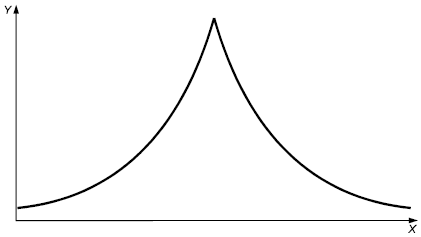
Применение выборочного контроля по количественному признаку невозможно без наличия информации о виде распределения характеристики качества. Если единственная характеристика качества распределена по нормальному закону и верхний предел поля допуска равен среднему арифметическому плюс два стандартных отклонения, доля несоответствующих единиц продукции выше этого предела составляет приблизительно 2,5%. Если предел поля допуска равен среднему плюс три стандартных отклонения, доля несоответствующих единиц продукции составляет приблизительно 0,1%. Однако если распределение характеристики качества не является нормальным и имеет большую положительную асимметрию, т.е. длинный хвост справа, то верхний предел поля допуска, равный среднему плюс три стандартных отклонения, может соответствовать доле несоответствующих единиц продукции, составляющей 10% вместо 0,1% (см. рисунки 1 и 2).
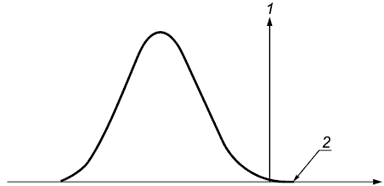
1 - верхний предел поля допуска; 2 - 0,1% продукции за границей поля допуска
Рисунок 1 - Плотность нормального распределения
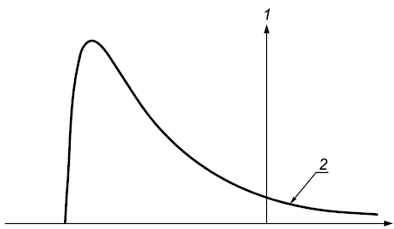
1 - верхний предел поля допуска; 2 - 10% продукции за границей поля допуска
Рисунок 2 - Плотность распределения с большой положительной асимметрией
Следовательно, при использовании плана выборочного контроля по количественному признаку настоятельно рекомендуется проверить предположения о форме распределения, особенно на его хвостах. Если AQL является очень маленьким, например 0,1%, необходимо провести исследование нескольких тысяч единиц продукции и применить статистический критерий для проверки соответствия выбранному распределению.
3.2 Идентификация отклонения от нормального распределения
3.2.1 Субъективная оценка
Соответствие выборки нормальному распределению может быть субъективно оценено с помощью графика, построенного следующим образом. После отбора случайной выборки и измерения характеристики качества для каждой единицы продукции значения
,
, ...,
располагают в порядке неубывания
,
, ...,
, т.е.
![]() . Точки с координатами
. Точки с координатами ![]() изображают на вероятностной бумаге для нормального распределения с
изображают на вероятностной бумаге для нормального распределения с 1, 2, ...,
. Вероятностная бумага формата A4 для нормального распределения приведена на рисунке А.1 (приложение A).
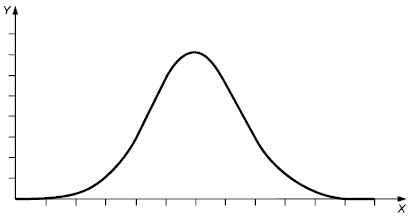
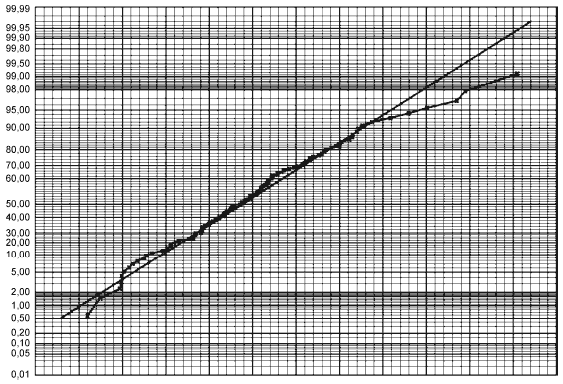
На рисунке 3 представлены графики плотности и соответствующей функции распределения для выборки объема 100 из нормального распределения. Вероятностная бумага специально разработана так, чтобы данные из нормального распределения лежали на прямой линии. Линия, проведенная в соответствии с данными, показывает, что в этом случае имеются лишь незначительные отклонения от прямой.
- характеристика качества
;
- плотность вероятности
a) Плотность нормального распределения
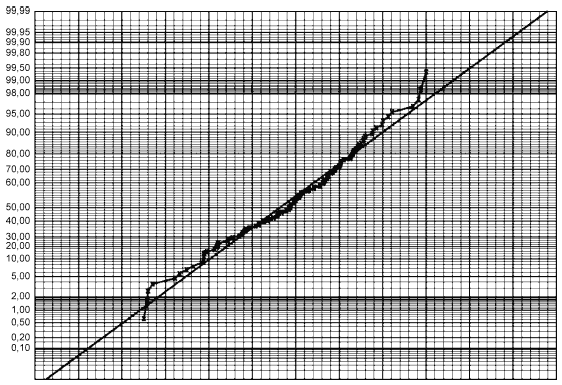
b) Функция распределения для случайной выборки объема 100 из нормального распределения
Рисунок 3 - Графики плотности и соответствующей функции нормального распределения
Если данные подчиняются нормальному распределению, отклонения графика функции распределения от прямой линии вызваны только случайными отклонениями. Наоборот, если данные подчиняются другому распределению, отклонения от прямой имеют характерный вид, который помогает установить семейство распределений, к которому принадлежат данные. Знание этого распределения помогает найти преобразование, приводящее данные к нормальному распределению.
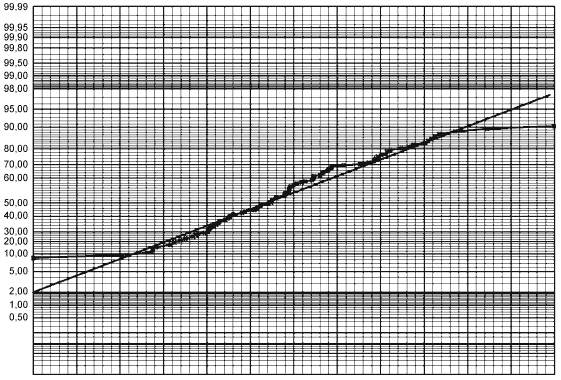
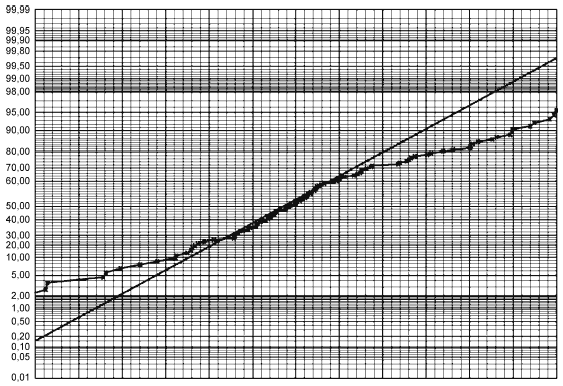
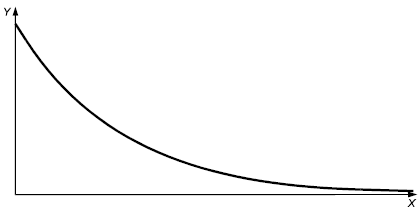
На рисунках 4-7 показаны примеры графиков плотности соответствующей функции распределения для выборки объема 100 из нормального, логарифмически нормального, экспоненциального распределений и распределений Коши и Лапласа соответственно. На рисунках 4-6 для идентификации характерных отклонений распределения проведена прямая линия.
- характеристика качества
;
- плотность вероятности
a) Плотность логарифмически нормального распределения
b) Функция распределения для случайной выборки объема 100 из логарифмически нормального распределения
Рисунок 4 - Графики плотности логарифмически нормального распределения и соответствующей функции распределения
- характеристика качества
;
- плотность вероятности
a) Плотность распределения Коши
b) Функция распределения для случайной выборки объема 100 из распределения Коши
Рисунок 5 - Графики плотности распределения Коши и соответствующей функции распределения
- характеристика качества
;
- плотность вероятности
a) Плотность распределения Лапласа
b) Функция распределения для случайной выборки объема 100 из распределения Лапласа
Рисунок 6 - Графики плотности распределения Лапласа и соответствующей функции распределения
- характеристика качества
;
- плотность вероятности
a) Плотность экспоненциального распределения
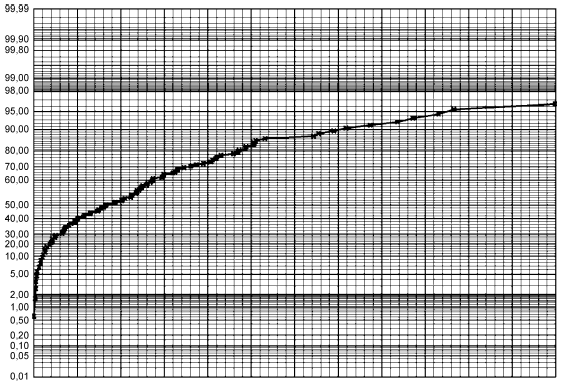
b) Функция распределения для случайной выборки объема 100 экспоненциального распределения
Рисунок 7 - Графики плотности экспоненциального распределения и соответствующей функции распределения
Для логарифмически нормального распределения характерно расположение данных на выпуклой кривой.
Распределение Коши почти не отличается от нормального распределения в центре, но большая толщина его хвостов приводит к более высоко расположенным точкам для малых значений , более низко расположенным точкам для больших значений
и почти горизонтальным краям графика.
Распределение Лапласа выглядит похожим на распределение Коши, однако область близости к прямой на графике функции распределения является более короткой, а края графика не горизонтальными.
График функции распределения для экспоненциального распределения имеет очень характерную форму, он круто возрастает слева и становится почти горизонтальным справа.
Это лишь небольшой набор возможных распределений. В некоторых случаях, например для логарифмически нормального распределения, распределение может быть преобразовано к нормальному без знания его параметров (см. 3.3.2 и 3.3.3). В других случаях может быть достигнуто приближение нормального распределения, например при использовании корня четвертой степени из переменной, распределенной по экспоненциальному закону [1]. Статистический контроль по количественному признаку невозможен без использования метода, ориентированного на определенное семейство распределений. Если такой метод не существует, необходимо использовать статистический приемочный контроль по альтернативному признаку. Потеря в эффективности контроля в этом случае компенсируется увеличением объема выборки.
На рисунках 4-7 показаны графики функции распределения для выборок объема 100. Часто отсутствует возможность отбора таких больших выборок. По маленьким выборкам трудно выяснить, чем вызваны отклонения графика от прямой - случайными отклонениями или ненормальностью распределения. При сомнениях субъективную оценку отклонений от нормального распределения необходимо заменить объективными статистическими критериями, такими как в 3.2.2.
Более подробная информация относительно критерия отклонения от нормального распределения приведена в ИСО 5479 и ИСО 2854, раздел 2.
3.2.2 Статистические критерии проверки отклонения от нормального распределения
3.2.2.1 Направленные и многосторонние критерии
Для проверки гипотез о виде распределения (нулевая гипотеза ) используют статистические критерии. Мощность критерия - это вероятность отклонения гипотезы
в пользу альтернативной гипотезы
, когда верна альтернативная гипотеза.
При проверке соответствия данных нормальному распределению используют нулевую гипотезу : "распределение является нормальным" и альтернативную гипотезу
: "распределение не является нормальным". Для альтернативной гипотезы может быть установлено семейство альтернативных распределений, которым принадлежит выборка. В этом случае критерий является направленным. В противном случае критерий является многосторонним.
В обоих случаях по выборочным данным вычисляют статистику , а гипотезу
отклоняют, если значение
находится в так называемой критической области. Критическая область построена так, чтобы вероятность попадания
в критическую область, когда гипотеза
верна, была небольшой, обычно она составляет 5%. Для многостороннего критерия критическая область охватывает все значения
, как угодно далеко расположенные от математического ожидания
при справедливости
. Для направленного критерия критическая область охватывает значения
, соответствующие альтернативным распределениям. Как правило, у направленных критериев мощность выше, чем у многосторонних.
В общем случае большая мощность достигается при большей определенности альтернативной гипотезы, т.е. при большей информации о природе возможного отклонения от нулевой гипотезы.
Кроме того, мощность увеличивается с увеличением объема выборки, по которой выч
исляют .
3.2.2.2 Направленные критерии
В ИСО 5479 установлено два направленных критерия, один - для асимметрии, другой - для эксцесса (т.е. островершинности) распределения. Установлен также двунаправленный критерий для асимметрии и эксцесса. Статистики критерия асимметрии и эксцесса по наблюдениям
,
,...,
- это нормированные центральные моменты третьего и четвертого порядков
![]() и
и ![]() ,
,
где ![]() для
для 2, 3, 4.
3.2.2.3 Многосторонние критерии
В ИСО 5479 также установлено два многосторонних критерия - Шапиро-Уилка и Эппса-Палли. Статистика критерия Шапиро-Уилка является линейной функцией упорядоченных наблюдений. Статистика Эппса-Палли немного сложнее, поскольку она использует сумму и двойную сумму экспоненты наблюдений. В ИСО 5479 дано эмпирическое правило для выбора критерия в конкретной ситуации.
3.3 Преобразование к нормальному распределению
3.3.1 Нормализация и стабилизация дисперсии
Применение дисперсионного анализа существенно усложняется, если исследуемая характеристика качества является гетероскедастичной, т.е. если дисперсия характеристики качества изменяется в зависимости от среднего (математического ожидания). Математическое преобразование характеристики качества, которое приблизительно выравнивает дисперсию по всем значениям среднего, называют преобразованием, стабилизирующим дисперсию. Часто преобразование по устранению гетероскедастичности, т.е. превращение данных из гетероскедастичных в гомоскедастичные, одновременно их нормализует. Следовательно, преобразование, стабилизирующее дисперсию, часто является нормализующим преобразованием.
Грубое правило определения соответствующего преобразования состоит в следующем. Если стандартное отклонение характеристики качества процесса
можно выразить в виде функции
, где
- среднее (математическое ожидание) характеристики качества, то преобразование
, стабилизирующее дисперсию, имеет вид
, где
 . (1)
. (1)
Примеры использования этого метода приведены в 3.3.2 и 3.3.3.
Если критерий проверки отклонения от нормального распределения указывает, что не подчиняется нормальному распределению, необходимо рассмотреть возможность использования
![]() вместо
вместо .
3.3.2 Преобразование с помощью квадратного корня
Если пропорционально
, т.е.
![]() , где
, где - постоянная, то преобразование (1) принимает вид
 .
.
Поскольку коэффициент не оказывает влияния на стабилизацию дисперсии, то им можно пренебречь. Следовательно, преобразованием, стабилизирующим дисперсию, является преобразование в виде квадратного корня
![]() .
.
Стандартное отклонение приближенно равно
.
3.3.3 Логарифмическое преобразование
Если пропорционально
, т.е.
![]() , где
, где - постоянная, то в соответствии с преобразованием (1)
 .
.
Поскольку коэффициент не оказывает влияния на стабилизацию дисперсии, им можно пренебречь. Следовательно, преобразованием, стабилизирующим дисперсию, является логарифмическое преобразование
![]()
Стандартное отклонение приближенно равно
.
Это преобразование применимо в случае, когда характеристикой качества является выборочная дисперсия, полученная по выборке объема , тогда
![]() .
.
3.3.4 Преобразование Бокса-Кокса
Общее преобразование, предложенное в [2], имеет вид
![]() ,
,
где 0.
Следует отметить, что:
- преобразование с 1 перемещает существующее распределение вдоль горизонтальной оси, сохраняя его первоначальную форму неизменной;
- преобразование с 0,5 эквивалентно преобразованию с применением квадратного корня и последующим перемещением и вычислением нового распределения;
- преобразование с , стремящимся к нулю, эквивалентно логарифмическому преобразованию, т.е. преобразованию
![]() .
.
Однако может иметь и другое значение. Значение
больше нуля, лучше всего нормализующее распределение, может быть найдено или опытным путем, или с помощью методов оптимизации на основе предыдущих данных.
Более общее преобразование Бокса-Кокса имеет вид
 для
для 0 и
![]() .
.
Это преобразование предусматривает перемещение распределения на величину
и последующее применение преобразования Бокса-Кокса. Более общее преобразование не требует, чтобы все значения были положительными. Поскольку более общее преобразование имеет два параметра, с помощью него более крупная группа семейств распределений может быть преобразована к нормальному распределению.
4 Типы контроля
4.1 Контроль единственной характеристики качества
4.1.1 Общие положения
Статистический приемочный контроль по количественному признаку становится более сложным при наличии двух или более характеристик качества, поэтому в настоящем стандарте сначала рассмотрен случай единственной характеристики качества. Поскольку критерий приемки для единственной характеристики качества основан на и
или
и
, его всегда можно представить графически или алгебраически. Графическое представление критерия приемки называют диаграммой приемки.
Для случая единственной характеристики качества существует несколько методов контроля, которые описаны в 4.1.2 и 4.1.3.
4.1.2 Единственный предел поля допуска
Самая простая ситуация для единственной характеристики качества - это ситуация с единственным пределом поля допуска, когда для характеристики качества имеется только верхний или только нижний предел поля допуска. Выборочный контроль такой характеристики качества по количественному признаку является достаточно очевидным, и необходимо, чтобы выборочное среднее удовлетворяло установленным требованиям и, по крайней мере, отстояло от предела поля допуска на выборочное стандартное отклонение (или стандартное отклонение процесса, если оно известно), умноженное на . Если критерий приемки выражен через коэффициент
, его называют методом в форме
(см. 5.2).
4.1.3 Двусторонние пределы поля допуска
4.1.3.1 Общие положения
Более сложным является случай единственной характеристики качества с двусторонними пределами поля допуска, т.е. когда для характеристики качества заданы верхний и нижний пределы поля допуска. Для этого случая существует три способа контроля (см. 4.1.3.2, 4.1.3.3, 4.1.3.4).
4.1.3.2 Объединенный контроль
Контроль при двусторонних пределах поля допуска называют объединенным контролем, если доля несоответствующих единиц продукции за обоими пределами поля допуска принадлежит общему классу с единственным AQL. В этом случае несоответствия вне каждого предела поля допуска являются приблизительно одинаково значимыми.
Пример 1 - Система наведения оружия должна быть испытана на перемещающейся цели. Отклонение от цели влево или вправо одинаково неприемлемо, таким образом, в этом случае может быть применен объединенный контроль.
Форма не подходит для объединенного контроля. Вместо нее применяют форму
, т.е. партию принимают только тогда, когда оценка доли несоответствующих единиц продукции процесса меньше заданного значения
. Таким образом,
- максимальная оценка доли несоответствующих единиц продукции процесса, которая является приемлемой для данного объема выборки и AQL.
4.1.3.3 Индивидуальный контроль
Контроль при двусторонних пределах поля допуска называют индивидуальным контролем, если доли несоответствующих единиц продукции вне пределов поля допуска принадлежат различным классам с различными AQL.
Таким образом, несоответствия вне каждого из пределов поля допуска имеют различную значимость и AQL для класса с более высокой значимостью соответственно меньше, чем AQL для класса с меньшей значимостью.
Пример 2 - На заводе, занимающемся розливом жидкости по бутылкам, перелив приводит к сокращению прибыли, а недолив к намного более серьезным последствиям - возможным финансовым штрафным санкциям и снижению репутации продукции на рынке. Поэтому нижнему пределу поля допуска в этом случае должен соответствовать существенно меньший AQL, чем верхнему пределу поля допуска.
В случае индивидуального контроля форма для критерия приемки может быть применена к каждому пределу поля допуска. Партию принимают, если выполнены оба критерия.
4.1.3.4 Сложный контроль
Контроль при двусторонних пределах поля допуска называют сложным контролем, если доля несоответствующих единиц продукции за одним пределом поля допуска принадлежит одному классу, более ответственному, к которому применяют меньший AQL, а объединенная доля несоответствующих единиц продукции вне обоих пределов поля допуска принадлежит другому классу, к которому применяют больший AQL. Это приводит к некоторому перераспределению долей несоответствующих единиц продукции на концах области значений характеристики качества при обеспечении необходимого уровня контроля доли несоответствующих единиц продукции в более важной области распределения с более значимыми несоответствиями.
Пример 3 - Деревянные рейки поставляют в партиях и используют для изготовления садовой мебели. Требуется, чтобы длина рейки составляла от 86,5 до 86,7 см. Рейки большой длины можно уменьшить, но слишком короткие рейки непригодны и должны быть заменены, что отнимает много времени. Для объединенного контроля установлен AQL=2,5% для обоих пределов и другой AQL=0,65% для нижнего предела поля допуска.
Сложный контроль является комбинацией объединенного контроля для двух пределов поля допуска с индивидуальным контролем только для одного из этих пределов. Поэтому форма для этой ситуации неприменима и должна быть использована форма
.
4.2 Контроль нескольких характеристик качества
4.2.1 Основные положения
Сложность комбинаций контроля быстро возрастает с увеличением количества характеристик качества продукции. Поэтому в приведенных ниже примерах рассмотрены только две характеристики качества и
.
4.2.2 Примеры контроля двух независимых характеристик качества
4.2.2.1 Основные положения
В большинстве случаев для двух и более характеристик качества необходимо использовать форму . Для наглядности все примеры, приведенные ниже, даны для двух переменных.
Во всех случаях предполагается, что для каждого класса несоответствий существует критерий приемки и партия является приемлемой, только если критерий приемки выполнен для каждого класса.
4.2.2.2 Примечание
Две характеристики качества обозначены и
. Нижний и верхний пределы поля допуска для
и
обозначены
,
и
и
соответственно. Доля несоответствующих единиц продукции процесса вне каждого из этих четырех пределов обозначена
![]() ,
, ![]() ,
, ![]() и
и ![]() , а их оценки
, а их оценки ![]() ,
, ![]() ,
, ![]() и
и ![]() соответственно.
соответственно.
Поскольку и
независимы, полная доля несоответствующих единиц продукции процесса в классе, содержащем несоответствия вне всех четырех пределов поля допуска, и его оценка имеют вид
![]() , (2)
, (2)
![]() . (3)
. (3)
Классы несоответствий обозначены индексами A и B, как для , так и для
. Формулы (2) и (3) могут быть использованы в общем случае с элементами, отличными от нуля. Нижеприведенные примеры демонстрируют это.
Если ![]() ,
, ![]() ,
, ![]() и
и ![]() малы, то
малы, то ![]() . Аналогично, если
. Аналогично, если ![]() ,
, ![]() ,
, ![]() и
и ![]() малы,
малы,
то ![]() .
.
4.2.2.3 Пример контроля с единственным классом несоответствий (пример 4)
Пример - Для единственного класса А используют ![]() ,
, ![]() и
и ![]() , а
, а ![]() равно нулю. Выражения (2) и (3) в этом случае имеют вид
равно нулю. Выражения (2) и (3) в этом случае имеют вид
![]() ,
, ![]() .
.
Величины ![]() и
и ![]() соответствуют объединенному контролю. Это следует учитывать при использовании 5.3.4.2 для известного стандартного отклонения процесс
соответствуют объединенному контролю. Это следует учитывать при использовании 5.3.4.2 для известного стандартного отклонения процесс
а.
4.2.2.4 Примеры контроля с двумя классами (примеры 5, 6 и 7)
4.2.2.4.1 Пример 5
Пример - Если классу A соответствует ![]() , а классу B соответствуют
, а классу B соответствуют ![]() ,
, ![]() и
и ![]() , то из выражения (3) следует
, то из выражения (3) следует
![]() ,
,
![]() .
.
Примечание - Величины ![]() и
и ![]() соответствуют индивидуальному контролю, а величины
соответствуют индивидуальному контролю, а величины ![]() и
и ![]() соответствуют объединенному контролю. Это следует учитывать при использовании 5.3.4.2 для известных стандартных отклонений характеристик
соответствуют объединенному контролю. Это следует учитывать при использовании 5.3.4.2 для известных стандартных отклонений характеристик и
.
4.2.2.4.2 Пример 6
Пример - Если классу A соответствуют ![]() и
и ![]() , а классу B соответствуют
, а классу B соответствуют ![]() и
и ![]() , то
, то
![]() ,
, ![]() .
.
Примечание - Величины ![]() ,
, ![]() соответствуют индивидуальному контролю, величины
соответствуют индивидуальному контролю, величины ![]() и
и ![]() также соответствуют индивидуальному контролю. Это следует учитывать, если стандартные отклонения процесса для
также соответствуют индивидуальному контролю. Это следует учитывать, если стандартные отклонения процесса для и
предполагают известными (см. 5.3.4.2).
4.2.2.4.3 Пример 7
Пример - Если классу A соответствует ![]() , а классу B соответствуют
, а классу B соответствуют ![]() ,
, ![]() и
и ![]() , то
, то
![]() ,
, ![]() .
.
Примечание - Величинам ![]() ,
, ![]() и
и ![]() соответствует сложный контроль, а величинам
соответствует сложный контроль, а величинам ![]() и
и ![]() соответствует объединенный контроль. Это необходимо учитывать, если стандартные отклонения процесса для
соответствует объединенный контроль. Это необходимо учитывать, если стандартные отклонения процесса для и
предполагают известными (см. 5.3.4.2)
.
4.2.2.5 Пример контроля с тремя классами (пример 8)
Пример - Если классу A соответствует ![]() , классу B соответствует
, классу B соответствует ![]() , а классу C соответствует
, а классу C соответствует ![]() , то
, то
![]() ,
, ![]() ,
, ![]() .
.
Примечание - Величинам ![]() и
и ![]() соответствует индивидуальный контроль. Это следует учитывать, если стандартное отклонение процесса для характеристики
соответствует индивидуальный контроль. Это следует учитывать, если стандартное отклонение процесса для характеристики предполагают известным (см. 5.3.4.2).
5 Формы критериев приемки
5.1 Общие положения
5.1.1 Цель критерия приемки
В ИСО 2859-1 (пункт 8.3.3) указано, что только кривые оперативных характеристик типа B применимы для выборочного контроля по количественному признаку. При этом контролируемым параметром является доля несоответствующих единиц продукции процесса за время изготовления партии, а не доли несоответствующих единиц продукции в оцениваемой партии. Во всех критериях приемки это оцениваемое значение неявно или явно сравнивают с верхним пределом поля допуска.
Приемочные константы приведены в ИСО 3951-1 (форма ) и в ИСО 3951-2 (форма
и форма
).
5.1.2 -метод и
-метод
Если стандартное отклонение процесса неизвестно, его оценивают с помощью соответствующего выборочного стандартного отклонения
. Процедуры статистического приемочного контроля, основанные на
, обычно называют
-методом. Наоборот, процедуры статистического приемочного контроля, основанные на
, обычно называют
-методом.
-методу соответствуют меньшая неопределенность оценок и меньший объем выборки, что очень важно для больших партий.
Примечание - Хотя стандартное отклонение процесса обычно неизвестно, во многих практических ситуациях оно бывает известно достаточно точно.
5.1.3 Максимальное стандартное отклонение
5.1.3.1 Максимальное выборочное стандартное отклонение
Для контроля с двумя пределами поля допуска на основе -метода существует граница, превышение которой величиной
приводит к несоответствию партии по критерию приемки. Эту границу называют максимальным выборочным стандартным отклонением
. Значение
различно для индивидуального, объединенного и сложного контроля, а также для нормального, усиленного и ослабленного контроля. Кроме того, для
-метода сначала проверяют то, что
не превышает соответствующего
. Преимущество такого подхода состоит в том, что если
превышает
, партия может быть отклонена сразу без выполнения расчетов.
Стандарты серии ИСО 3951 устанавливают значения коэффициентов для при объединенном контроле, а также нормальном, усиленном и ослабленном контроле. Коэффициенты приведены в таблицах с кодом объема выборки и AQL.
Таблицы коэффициентов для не приведены для индивидуального и сложного контроля, поскольку в этом случае необходимы трехмерные таблицы. Для индивидуального контроля необходимо привести в таблице код объема выборки и AQL для нижнего и верхнего пределов поля допуска. Также для сложного контроля необходимо привести в таблице код объема выборки и AQL для единственного предела поля допуска и AQL для объединенных пределов поля допуска. Поскольку для каждого из этих методов контроля требуется более дюжины таблиц и предварительное сравнение
с
, такие таблицы не приведены в ста
ндартах.
5.1.3.2 Максимальное стандартное отклонение процесса
При контроле двусторонних пределов поля допуска -методом существует граница
, при превышении которой партия не может удовлетворять критерию приемки. Эту границу называют максимальным стандартным отклонением процесса
. Значение
различно для индивидуального, объединенного или сложного контроля. Для применения
-метода необходимо убедиться, что
не превышает
. Чтобы избежать излишних вычислений, эту проверку выполняют до применения
-метода.
Таблицы для меньше, чем для
, поскольку
:
- не зависит от объема выборки, а значит, не зависит от кода объема выборки, поэтому таблица для объединенного контроля является одномерной, а таблицы для индивидуального и сложного контроля двухмерными;
- определен для худшего сценария усиленного контроля и, таким образом, не зависит от жесткости кон
троля.
5.2 Процедуры формы для одноступенчатых планов
5.2.1 Применимость
Процедуры формы применяют в случае единственной характеристики качества и единственного предела поля допуска или индивидуального контроля двусторонних пределов поля допуска. Значение
зависит от объема партии, предела приемлемого качества (AQL), уровня контроля и от того, известно стандартное отклонение процесса
или нет. При одноступенчатом выборочном контроле оценка приемлемости партии основана на единственной выборке из партии.
5.2.2 Форма для единственного предела поля допуска
В случае единственного предела поля допуска партию считают приемлемой, если статистика больше или равна постоянной
. Статистика позволяет оценить, как далеко от предела поля допуска лежит выборочное среднее (с учетом стандартного отклонения выборки или процесса соответственно).
a) В случае верхнего предела поля допуска статистику
определяют следующим образом:
1) для -метода
![]() ; (4)
; (4)
2) для -метода
![]() . (5)
. (5)
b) В случае единственного нижнего предела поля допуска статистику
определяют следующим образом:
1) для-метода
![]() ; (6)
; (6)
2) для -метода
![]() . (7)
. (7)
Независимо от формулы для критерий приемки требует, чтобы выборочное среднее было на расстоянии не менее
стандартных отклонений от предела поля допуска. Формулу
![]() , (8)
, (8)
можно записать
![]() . (9)
. (9)
Области принятия и отклонения гипотезы для единственного верхнего предела поля допуска приведены на рисунке 8.

Рисунок 8 - Области принятия и отклонения гипотезы для единственного верхнего предела поля допуска 110, код объема выборки G, -метод, AQL=1%,
18,
1,770
5.2.3 Форма для индивидуального контроля с двумя пределами поля допуска
В случае индивидуального контроля с двумя пределами поля допуска верхний и нижний пределы поля допуска принадлежат различным классам с различными AQL. Это приводит к появлению двух констант, которые можно обозначить и
соответственно. Партию считают приемлемой, только если
![]() и
и ![]() , где
, где и
- соответствующие выборочные статистики характеристики качества. В случае неизвестного стандартного отклонения процесса для
-метода на основе двух неравенств можно записать
![]() .
.
Следовательно,
![]() ,
,
![]() . (10)
. (10)
Таким образом, если неравенство (10) не выполняется, то не выполняется хотя бы одно из неравенств ![]() и
и ![]() . Правая сторона неравенства (10) - это
. Правая сторона неравенства (10) - это для индивидуального контроля каждого из двусторонних пределов поля допуска.
Области приемки и отклонения гипотезы для изолированного контроля двусторонних пределов поля допуска при использовании -метода показаны на рисунке 9. Простым преобразованием осей график нормализован и применен к любым значениям верхних и нижних пределов поля допуска
и
.
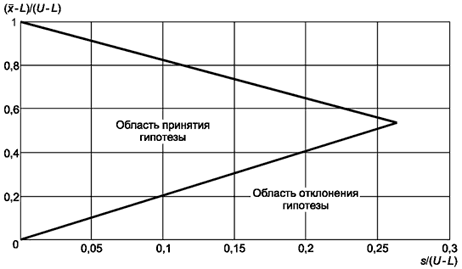
Рисунок 9 - Области принятия и отклонения гипотезы для изолированного контроля двусторонних пределов поля допуска, -метод, код объема выборки G, AQL=0,40% для нижнего предела поля допуска, AQL=1,0% для верхнего предела поля допуска
Для -метода вычисление значения
является более сложным. Сначала определяют приемочные числа для усиленного контроля. Значения AQL, для которых найдены эти приемочные числа, в случае нормального контроля обозначают
и
. Затем вычисляют значение
:
![]() , (11)
, (11)
где ,
- квантили нормированного нормального распределения уровней
и
соответственно.
5.3 Процедуры формы для одноступенчатых планов
5.3.1 Область применения
Процедуры формы используют принятие партии только в том случае, когда оценка
доли несоответствующих единиц продукции процесса
не превышает верхнего предела
, т.е. критерий приемки имеет вид: партию принимают, если
![]() . (12)
. (12)
В противном случае партию не принимают.
В отличие от процедуры формы процедуры формы
являются абсолютно общими. Они могут быть применены к более чем одной характеристике качества одновременно и охватывают объединенный и сложный контроль двусторонних пределов поля допуска. Однако так же, как и приемочное число формы
, приемочное число формы
зависит от объема партии, предела приемлемого качества AQL, уровня контроля, а также от того, известно или неизвестно стандартное отклонение процесса
.
5.3.2 Форма для единственного предела поля допуска единственной характеристики качества
5.3.2.1 Пригодность
Процедуры формы предусматривают более простые вычисления, и поэтому их намного легче использовать, чем процедуры формы
для единственной характеристики качества и единственного предела поля допуска. Однако главное преимущество использования формы
в данном случае состоит в том, что можно получить оценку доли несоответствующих единиц продукции процесса. Эту оценку можно отмечать на контрольной карте, что позволяет достаточно рано обнаружить ухудшение качества продукции.
5.3.2.2 Критерий приемки для -метода
Статистику вычисляют в соответствии с формулой (4) или (6) соответственно. Оценка доли несоответствующих единиц продукции процесса имеет вид
 , (13)
, (13)
где - объем выборки;
- симметричная функция бета-распределения с параметрами, равными
.
Примечание - В случае если пользователь не имеет доступа к соответствующему программному обеспечению или таблицам бета-функции, рекомендуется использовать приближение этой функции, приведенное в ИСО 3951-2 и ИСО 3951-3, которое требует применения только таблиц нормированного нормального распределения.
Критерий приемки получают, подставляя выражение для из формулы (13) в формулу (12).
5.3.2.3 Критерий приемки для -метода
Статистику вычисляют в соответствии с формулой (5) или (7) соответственно. Оценка доли несоответствующих единиц продукции процесса имеет вид
 , (14)
, (14)
где - функция нормированного нормального распределения.
Критерий приемки получают, подставляя выражение для из формулы (14) в формулу (12).
5.3.3 Форма для индивидуального контроля двусторонних пределов поля допуска (единственная характеристика качества)
5.3.3.1 Пригодность
Процедуры формы также намного легче использовать, чем процедуры формы
для единственной характеристики качества с индивидуальным контролем двусторонних пределов поля допуска. Преимущество использования формы
в данном случае состоит в возможности получения оценки доли несоответствующих единиц продукции процесса и нанесения ее на контрольную карту, что обеспечивает ранее обнаружение ухудшения качества продукции.
При индивидуальном контроле двусторонних пределов поля допуска каждый из пределов соответствует своему классу со своим значением AQL и своим приемочным числом формы . Приемочные числа обозначают
для верхнего предела поля допуска и
для нижнего предела поля допуска. Значения этих величин зависят от объема выборки, но одинаковы для
-метода и
-метод
а.
5.3.3.2 Критерий приемки для -метода
Вычисляют статистику для верхнего предела поля допуска в соответствии с формулой (4), а статистику
для нижнего предела поля допуска - в соответствии с формулой (6). Подставляя в формулу (13)
или
, получают
или
соответственно. Партию считают приемлемой тогда и только тогда, когда
![]() и
и
![]() .
.
5.3.3.3 Критерий приемки для -метода
Для индивидуального контроля -методом необходимо найти коэффициент
для индивидуального контроля с установленными требованиями AQL. Тогда значение
определяют как
![]() . Если предполагаемое значение
. Если предполагаемое значение превышает
, то партию считают неприемлемой без отбора выборки до тех пор, пока значение
не станет менее или равно
.
Если ![]() , отбор выборки необходим. Статистику для верхнего предела поля допуска
, отбор выборки необходим. Статистику для верхнего предела поля допуска вычисляют в соответствии с формулой (5). Статистику для нижнего предела поля допуска
вычисляют в соответствии с формулой (7). Долю несоответствующих единиц продукции вне предела поля допуска находят, подставляя в формулу (14)
или
для получения
и
соответственно. Партию считают приемлемой тогда и только тогда,
когда ![]() и
и ![]() .
.
5.3.4 Форма для объединенного контроля с двусторонними пределами поля допуска (единственная характеристика качества)
5.3.4.1 Критерий приемки для -метода
Статистику для верхнего предела поля допуска вычисляют в соответствии с формулой (4). Статистику
для нижнего предела поля допуска вычисляют в соответствии с формулой (6). Подставляя в формулу (13)
или
, определяют соответственно
и
. Партию считают приемлемой тогда и только тогда, когда сумма этих оценок является достаточно малой, т.е. если
![]() .
.
Возможно также использование графиков с изображением области принятия и отклонения гипотезы. На рисунке 10 показана типичная форма области приемки для -метода и объединенного контроля двусторонних пределов поля допуска. Главным недостатком такого подхода является то, что не предусмотрена оценка доли несоответствующих единиц продукции процесса. Кроме того, трудно определить, где находятся выборочные данные - внутри или снаружи зоны приемки.
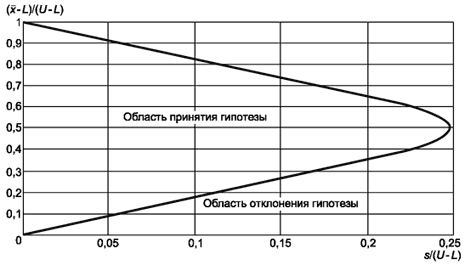
Рисунок 10 - Области принятия и отклонения гипотезы для объединенного контроля с двусторонними пределами поля допуска, -метод, код объема выборки G, AQL=1%,
18,
0,03323
5.3.4.2 Критерий приемки для -метода
Для объединенного контроля -методом необходимо определить коэффициент
в соответствии с заданными требованиями AQL. Значение
принимают равным
![]() . Если значение
. Если значение превышает
, то партию можно считать неприемлемой без отбора выборки до тех пор, пока
не будет менее или равно
.
Если ![]() , возможно, но не обязательно, что процесс функционирует в допустимой зоне, таким образом необходим отбор выборки. Статистику
, возможно, но не обязательно, что процесс функционирует в допустимой зоне, таким образом необходим отбор выборки. Статистику для верхнего предела поля допуска вычисляют в соответствии с формулой (5). Статистику
для нижнего предела поля допуска вычисляют в соответствии с формулой (7). Подставляя
и
в формулу (14), получают
и
. Партию считают приемлемой только в том случае, если
![]() .
.
Области принятия и отклонения гипотезы приведены на рисунке 11. Верхняя и нижняя границы зоны приемки близки к прямым линиям. Фактически для всех практических целей в качестве верхней и нижней границ можно использовать прямые линии
![]() и
и ![]() ,
,
где - приемочное число формы
, соответствующее единственному пределу поля допуска и объединенному AQL.
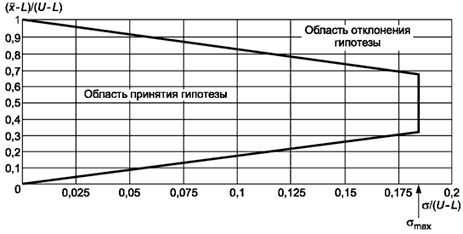
Рисунок 11 - Области принятия и отклонения гипотезы для объединенного контроля двусторонних пределов поля допуска, -метод, код объема выборки G, AQL=1%,
10,
0,03323
5.3.5 Форма для сложного контроля двусторонних пределов поля допуска (единственная характеристика качества)
5.3.5.1 Общие положения
Приемочное число для объединенного контроля двух пределов поля допуска обозначают и меньшее приемочное число для более ответственного предела поля допуска
.
5.3.5.2 Критерии приемки для -метода
Статистику для верхнего предела поля допуска вычисляют в соответствии с формулой (4). Статистику
для нижнего предела поля допуска вычисляют в соответствии с формулой (6). Подставляя
или
в формулу (13), получают
или
. Значение
устанавливают равным
, если верхний предел поля допуска является более ответственным. В противном случае
устанавливают равным
. Партию считают приемлемой, только если
![]() и
и ![]() .
.
Типичная форма области приемки для сложного контроля, когда стандартное отклонение процесса неизвестно, показана на рисунке 12. Она соответствует случаю кода объема выборки G с общим AQL=1,5% и AQL=0,4% для верхнего предела поля допуска. Это область приемки для объединенного контроля минус область выше линии, соответствующей контролю верхнего предела поля допуска.
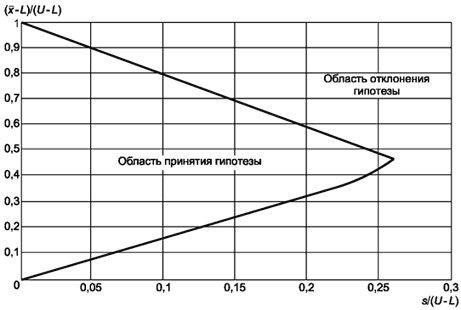
Рисунок 12 - Области принятия и отклонения гипотезы для сложного контроля двусторонних пределов поля допуска, -метод, код объема выборки G, объединенный AQL=1,5%, для верхнего предела AQL=0,4%,
10,
0,03323
5.3.5.3 Критерии приемки для -метода
Сначала необходимо найти коэффициент для сложного контроля с заданным AQL, а затем определить значение
как
![]() . Если предполагаемое значение
. Если предполагаемое значение превышает
, тогда партию считают неприемлемой без отбора выборки, пока значение
не станет менее или равно
.
Если ![]() , партия может удовлетворять критерию приемки. Из партии отбирают случайную выборку. Статистику
, партия может удовлетворять критерию приемки. Из партии отбирают случайную выборку. Статистику для верхнего предела поля допуска вычисляют в соответствии с формулой (5). Статистику
для нижнего предела поля допуска вычисляют в соответствии с формулой (7). Подставляя
и
в формулу (14), получают
и
соответственно. Устанавливают
равным
, если верхний предел является более ответственным, в противном случае его устанавливают равным
. Партию считают приемлемой только в том случае, если
![]() и
и ![]() .
.
Характерная форма области приемки для сложного контроля, когда стандартное отклонение процесса известно, показана на рисунке 13.
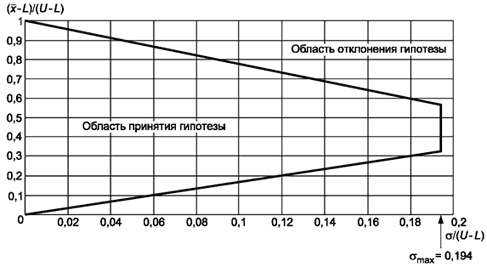
Рисунок 13 - Области принятия и отклонения гипотезы для сложного контроля двусторонних пределов поля допуска, -метод, код объема выборки М, объединенный AQL=1,5%, для верхнего предела AQL=0,4%
5.3.6 Форма для двух независимых характеристик качества
5.3.6.1 Замечания
В очевидных случаях статистики и параметры для двух характеристик качества различают, записывая рядом или
в круглых скобках. Таким образом, оценку доли несоответствующих единиц продукции процесса выше верхнего предела
для
обозначают
![]() , а оценку доли несоответствующих единиц продукции процесса ниже нижнего предела
, а оценку доли несоответствующих единиц продукции процесса ниже нижнего предела для
обозначают
![]() . Оценку полной доли несоответствующих единиц продукции в случае, когда
. Оценку полной доли несоответствующих единиц продукции в случае, когда имеет двусторонние пределы поля допуска, обозначают
![]() . В случае единственного нижнего предела поля допуска
. В случае единственного нижнего предела поля допуска ![]() , а в случае единственного верхнего предела поля допуска
, а в случае единственного верхнего предела поля допуска ![]() . То же самое касается
. То же самое касается и
.
В случае нескольких классов несоответствий обозначают индексом А класс большей ответственности, а для менее ответственного класса используют индекс В и т.д. Таким образом, оценки доли несоответствующих единиц продукции процесса обозначают ,
, ..., а приемочные числа обознача
ют ,
, … .
5.3.6.2 Критерии приемки для -метода
5.3.6.2.1 Единственный класс несоответствий
Вычисляют и
, тогда
![]() . Партию принимают, только если
. Партию принимают, только если ![]() .
.
5.3.6.2.2 Два класса несоответствий
Для двух классов несоответствий A и B величины и
вычисляют, используя формулу
![]() ,
,
при условии, что включены только элементы, принадлежащие этим двум классам. Например, если класс A соответствует нижнему пределу , а класс B охватывает оба предела
и нижний предел
, то
![]() ,
,
![]() .
.
Партию принимают, только если ![]() и
и ![]() .
.
5.3.6.2.3 Три или более класса несоответствий
Обобщение на три и более класса несоответствий очевидно. Вычисляют величины ,
,
, и партию принимают только в том случае, если
![]() ,
, ![]() и
и ![]() .
.
5.3.6.3 Критерии приемки для -метода
Процедура для -метода аналогична процедуре для
-метода, за исключением того, что:
- формулы для ![]() и
и ![]() более просты, поскольку соответствуют хвостам нормального распределения;
более просты, поскольку соответствуют хвостам нормального распределения;
- если оба предела поля допуска характеристики качества отнесены к одному классу, значение для характеристики качества необходимо проверить, чтобы убедиться, что оно не превышает значения
для объединенного контроля этого класса;
- если один предел поля допуска характеристики качества отнесен к одному классу, а другой предел поля допуска - к другому классу, значение для характеристики качества необходимо проверить, чтобы убедиться, что оно не превышает значения
для индивидульного контроля этих классов;
- если оба предела поля допуска характеристики качества отнесены к одному классу, а один из пределов поля допуска включен в другой класс, необходимо убедиться, что значение для характеристики качества не превышает значения
для сложного контроля кла
ссов.
5.4 Двухступенчатые планы выборочного контроля
5.4.1 Общие положения
Двухступенчатые планы выборочного контроля позволяют сократить средний объем выборки, когда объемы выборки на каждой ступени контроля значительно меньше, чем соответствующий объем выборки при одноступенчатом контроле. Если качество продукции является очень плохим или очень хорошим, первой выборки достаточно для принятия решения и вторая выборка не нужна. В других случаях может понадобиться вторая выборка.
Для простоты при разработке двухступенчатых планов выборочного контроля объемы выборки каждой ступени выбраны равными. Если оба объема выборки равны, они приблизительно составляют 60% соответствующего объема выборки при одноступенчатом контроле, так что среднее сокращение объема выборки может достигать 40%.
Применение двухступенчатого плана выборочного контроля может иметь несколько неудобств. Если для контроля единицы продукции требуется много времени и объекты не могут быть проконтролированы одновременно, замена одноступенчатого плана на двухступенчатый план выборочного контроля может удвоить время принятия решения. Эта проблема усложняется, если необходимо заранее заказывать время для использования испытательного или контрольного оборудования.
Ситуация еще более ухудшается, если объекты контроля требуется транспортировать на значительное расстояние. В этом случае необходимо решить несколько вопросов. Следует ли обе выборки транспортировать к контрольному оборудованию одновременно? Если время для одной или обеих выборок должно быть заказано заранее, то каковы затраты на оплату времени, не использованного впоследствии? Если вторую выборку транспортируют, но не контролируют, можно ли транспортировать ее обратно и возвращать в партию, из которой она была отобрана, т.е. можно ли предполагать, что транспортировка не повлияла на качество продукции? Задержки, связанные с применением двухступенчатого плана, требуют ли хранения партий, представленных на контроль? Преимущества от использования двухступенчатого плана покрывают ли необходимые дополнительные административные и логистические затраты?
Поэтому решение о замене одноступенчатых планов выборочного контроля на двухступенчатые зависит от того, превышают ли преимущества от сокращения среднего объема выборки отрицательные свойства двухступенчатого плана.
5.4.2 Форма двухступенчатых планов выборочного контроля
Форма для двухступенчатого плана выборочного контроля с равными объемами выборки первой и второй ступеней имеет четыре параметра -
,
,
и
. Предполагают, что стандартное отклонение процесса неизвестно и существует единственный верхний предел поля допуска
. Случайная выборка объема
выбрана из партии, и значение характеристики качества
измерено на каждом объекте контроля. Вычисляют выборочное среднее
, выборочное стандартное отклонение
и статистику
![]() . Если
. Если ![]() , партию принимают. Если
, партию принимают. Если ![]() , партию отклоняют.
, партию отклоняют.
Если ![]() , из партии отбирают вторую случайную выборку объема
, из партии отбирают вторую случайную выборку объема и вычисляют ее среднее
и стандартное отклонение
. Вычисляют объединенное выборочное среднее
![]() , объединенное выборочное стандартное отклонение
, объединенное выборочное стандартное отклонение ![]() и объединенную статистику
и объединенную статистику ![]() . Если
. Если ![]() , партию принимают, в противном случае партию отклоняют.
, партию принимают, в противном случае партию отклоняют.
Если стандартное отклонение процесса предполагают известным,
и
в вышеуказанных выражениях для
и
заменяют на
. При этом необходимо вычислить стандартное отклонение выборки
для проверки того, что значение
не изменилось.
Если контролируют нижний предел поля допуска , выражение
![]() заменяют на выражение
заменяют на выражение ![]() .
.
5.4.3 Форма для двухступенчатых планов выборочного контроля
Форма для двухступенчатых планов выборочного контроля имеет четыре параметра -
,
,
и
. Если стандартное отклонение процесса неизвестно, из партии отобрана случайная выборка объема
и измерено значение характеристики качества
на каждом объекте контроля, вычисляют выборочное среднее
выборочное стандартное отклонение
и оценку
доли несоответствующих единиц продукции процесса. Если
![]() , партию принимают. Если
, партию принимают. Если ![]() , партию отклоняют.
, партию отклоняют.
Если ![]() , из партии отбирают вторую случайную выборку объема
, из партии отбирают вторую случайную выборку объема и вычисляют ее среднее
и стандартное отклонение
. Вычисляют объединенное выборочное среднее
![]() , объединенное выборочное стандартное отклонение
, объединенное выборочное стандартное отклонение ![]() и объединенную оценку
и объединенную оценку доли несоответствующих единиц продукции процесса. Если
![]() , партию принимают, в противном случае партию отклоняют.
, партию принимают, в противном случае партию отклоняют.
Если стандартное отклонение процесса неизвестно, оценки
и
соответствуют хвостам симметричного бета-распределения (см. 5.3.2.2). Для известного
оценки
и
соответствуют хвостам нормального распределения (см. 5.3.2.3). Когда
известно,
и
при вычислении
и
не требуются. Однако при применении процедур формы
желательно вычислять и использовать для мониторинга стандартное отклонение первой выборки
.
Если выполняют контроль нижнего предела поля допуска , выражение
![]() в формулах для
в формулах для и
следует заменить на
![]() .
.
Форма для двухступенчатых планов выборочного контроля может быть применена в различных ситуациях, так же как форма
д
ля одноступенчатых планов контроля.
5.5 Многоступенчатые планы выборочного контроля
Многоступенчатые планы выборочного контроля при контроле по количественному признаку являются расширением двухступенчатых планов. Однако стандартизованные многоступенчатые планы выборочного контроля по количественному признаку отсутствуют или находятся в процессе разработки.
5.6 Последовательные планы выборочного контроля
5.6.1 Общие положения
Последовательные планы выборочного контроля являются расширением многоступенчатых планов. При последовательном контроле решение о приемке или отборе следующей выборки принимают после контроля всех элементов предыдущей выборки. Очевидно, что последовательные планы выборочного контроля не подходят, когда требуется много времени для проверки каждого контролируемого объекта и когда невозможно контролировать все объекты выборки одновременно. Последовательные планы выборочного контроля обеспечивают в среднем минимально возможный объем выборки.
В настоящее время не существует стандартов для последовательных планов выборочного контроля по количественному признаку в случае неизвестного стандартного отклонения процесса.
5.6.2 Ограничение последовательного контроля
Недостаток последовательных планов выборочного контроля состоит в том, что отбор выборки может продолжаться неопределенно долго. Вероятность превышения объема выборки одноступенчатого контроля намного меньше для последовательных планов, чем для соответствующих двухступенчатых планов. Однако, чтобы избавиться от указанного недостатка, стандартизованные последовательные планы выборочного контроля обычно ограничивают объемом выборки , который приблизительно равен 1,5 объемам выборки соответствующего одноступенчатого контроля. Таким образом, решение о приемке или отклонении принимают по объему выборки
, если оно не было принято ранее.
5.6.3 Форма для последовательных планов выборочного контроля
Форма для последовательных планов выборочного контроля при контроле по количественному признаку имеет четыре параметра, а именно -
,
,
и
.
Объекты отобраны из партии один за другим случайным образом. Объем выборки после отбора каждого объекта обозначен , где
![]() 1, 2...,
1, 2..., .
В случае единственного предела поля допуска с единственной характеристикой качества , когда стандартное отклонение характеристики качества процесса
известно для верхнего предела поля допуска
"дрейф"
имеет вид
![]() , для нижнего предела поля допуска
, для нижнего предела поля допуска он имеет вид
![]() . Суммарный дрейф
. Суммарный дрейф
![]() .
.
Для ![]() 1, 2, ...,
1, 2, ..., 1 партию принимают без дальнейшего отбора выборки, если
![]() ,
,
или отклоняют без дальнейшего отбора выборки, если
![]() ,
,
где ![]() ,
, ![]() .
.
Однако если
![]() ,
,
случайным образом отбирают и контролируют следующий объект. Если объем выборки достиг , партию принимают, если
![]()
где ![]() .
.
Для простоты иногда обозначают
.
Типичная приемочная карта для единственного предела поля допуска показана на рисунке 14.
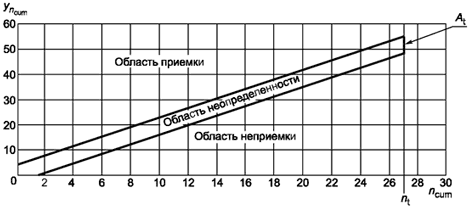
Рисунок 14 - Приемочная карта для последовательного выборочного контроля по количественному признаку для единственного предела поля допуска, -метод, код объема выборки K,
1,0, AQL=1,0%,
2,764,
3,895,
1,900,
27
5.6.4 Форма для последовательного плана выборочного контроля
Форма для последовательного плана выборочного контроля даже для известного стандартного отклонения процесса не может быть так же кратко описана, как форма
. По этой причине она не была стандартизована. Однако, как и в случае одноступенчатого плана, план формы
может быть получен из плана соответствующей формы
. Соответствующие формулы для известного стандартного отклонения процесса имеют вид
![]() ,
, ![]() ;
;
![]() ,
, ![]() ;
;
![]() ;
;
![]() ,
, ![]() ;
;
где ![]() , а
, а - функция нормированного нормального распределения.
При объеме выборки , где
![]() , партию принимают, если
, партию принимают, если ![]() , и отклоняют, если
, и отклоняют, если ![]() . Если
. Если ![]() , отбирают следующий объект. Если достигнут объем выборки
, отбирают следующий объект. Если достигнут объем выборки , а решение о приемке или отклонении не принято, то партию принимают, если
![]() , и отклоняют в противном случае.
, и отклоняют в противном случае.
6 Международные стандарты по статистическому приемочному контролю партий по количественному признаку
6.1 Основные положения
В разделе описаны особенности действующих стандартов по статистическому приемочному контролю по количественному признаку. Описания обычно позволяют пользователю выбрать стандарт, подходящий для конкретной ситуации.
Если приведенных в разделе сведений недостаточно для выбора системы, схемы или плана выборочного контроля, пользователю следует руководствоваться ИСО/ТО 8550-1.
Стандарты серии ИСО 3951 предназначены для использования при контроле непрерывной серии партий из одного источника достаточной продолжительности для применения правил переключения. Стандарты серии ИСО 3951 используют предположение о нормальном распределении характеристик качества. Отдельная партия, как правило, не обеспечивает достаточной уверенности в справедливости этого предположения. Поэтому стандарты серии ИСО 3951 не следует применять при контроле отдельных партий.
6.2 ИСО 3951-1 Процедуры выборочного контроля по количественному признаку. Часть 1. Требования к одноступенчатым планам на основе предела приемлемого качества (AQL) для контроля последовательных партий по единственной характеристике и единственному AQL
ИСО 3951-1 устанавливает систему выборочного контроля на основе объема партии, уровня контроля и AQL, которая дополняет ИСО 2859-1. Эти два стандарта соответствуют общей философии и общей цели. ИСО 3951-1 предназначен для использования при контроле непрерывной серии партий из одного источника достаточной продолжительности для применения правил переключения.
ИСО 3951-1 устанавливает одноступенчатые планы, т.е. планы, при которых решение о приемлемости партии основано на контроле единственной выборки. В отличие от ИСО 2859-1 этот стандарт не устанавливает двухступенчатые и многоступенчатые планы выборочного контроля. Двухступенчатые планы выборочного контроля по количественному признаку установлены в ИСО 3951-3.
ИСО 3951-1 применим только для единственной характеристики качества продукции, измеряемой в соответствии с непрерывной шкалой, и единственного класса несоответствий. Характеристика качества продукции должна быть распределена в соответствии с нормальным распределением, распределением, близким к нормальному, или преобразуемым в нормальное (см. раздел 3).
Партию считают неприемлемой, когда характеристика качества продукции не удовлетворяет критерию приемки односторонних или двухсторонних пределов поля допуска. Возможен выбор между количественными и графическими критериями приемки. Приведены процедуры как для случая, когда стандартное отклонение процесса неизвестно, так и для случая, когда оно известно.
Установлены процедуры для объемов выборки три, четыре и более.
6.3 ИСО 3951-2 Процедуры выборочного контроля по количественному признаку. Часть 2. Общие требования к одноступенчатым планам на основе предела приемлемого качества (AQL) для контроля последовательных партий по независимым характеристикам качества
Стандарт обобщает ИСО 3951-1. Так же, как ИСО 3951-1 он устанавливает одноступенчатые планы контроля и предназначен для контроля непрерывной серии партий из одного источника достаточной продолжительности для применения правил переключения.
ИСО 3951-1 применим к единственной характеристике качества, измеряемой по непрерывной шкале. В отличие от него ИСО 3951-2 применим к любому количеству характеристик качества, если они независимы или хотя бы почти независимы. Каждая характеристика качества должна быть распределена в соответствии с нормальным распределением, распределением, близким к нормальному, или распределением, которое может быть преобразовано в нормальное (см. раздел 3).
Партию оценивают как неприемлемую, если доля несоответствующих единиц продукции процесса превышает установленное критическое значение. Все критерии приемки являются количественными. Установлены процедуры как для случая, когда стандартное отклонение процесса неизвестно, так и для случая, когда оно известно.
Если имеется несколько классов несоответствий, процедуры приемки должны быть применены к каждому классу отдельно. Партию считают приемлемой, только если она соответствует критериям приемки для всех классов несоответствий.
6.4 ИСО 3951-3 Процедуры выборочного контроля по количественному признаку. Часть 3. Двухступенчатые планы выборочного контроля последовательных партий на основе предела приемлемого качества (AQL)
ИСО 3951-3 устанавливает двухступенчатые планы выборочного контроля по количественному признаку (см. 5.4). Поскольку процедуры для двухступенчатых планов выборочного контроля являются более сложными, стандарт в основном посвящен единственной характеристике качества. Процедуры для двух или более характеристик качества приведены в приложениях. Каждая характеристика качества должна быть измеримой в непрерывной шкале и распределенной в соответствии с нормальным распределением, распределением, близким к нормальному, или распределением, которое может быть преобразовано в нормальное (см. раздел 3).
Целью этих планов выборочного контроля является уменьшение среднего количества контролируемых объектов для серии партий.
Партию считают неприемлемой, когда доля несоответствующих единиц продукции процесса, у которых характеристика качества выходит за пределы поля допуска, превышает установленное значение. Все критерии приемки являются количественными. Приведены процедуры как для случая, когда стандартное отклонение процесса неизвестно, так и для случая, когда оно известно.
Для простоты объемы первой и второй выборок каждого плана приняты равными. Однако для согласованности кривых ОС* этих планов и соответствующих одноступенчатых планов ИСО 2859-1 объемы выборок в ряде таблиц несколько отличаются. В действительности имеется тенденция к назначению меньших объемов выборки для меньших AQL, что обеспечивает дополнительный стимул для производителей к улучшению качества продукции. Эта тенденция прерывается на второй и третьей диагоналях основных таблиц для нормального и усиленного контроля и на второй, третьей и четвертой диагоналях для ослабленного контроля, что вызвано тем, что планы вдоль указанных диагоналей дополняют планы ИСО 2859-1 с дробными приемочными числами и имеют незначительные различия кривых оперативной характеристики для планов с целыми приемочными числами.
________________
* OC - Operating Characteristic (оперативная характеристика).
6.5 ИСО 3951-4 [3] Процедуры выборочного контроля по количественному признаку. Часть 4. Процедуры оценки заявленного уровня качества
Стандарт устанавливает планы и процедуры выборочного контроля для оценки соответствия действительного уровня качества партии или процесса заявленному. Установлены процедуры для любого количества характеристик качества, измеримых в соответствии с непрерывной шкалой и подчиняющихся нормальному распределению, распределению, близкому к нормальному, или распределению, которое может быть преобразовано в нормальное (см. раздел 3). Планы выборочного контроля разработаны так, чтобы риск ошибочного решения о несоответствии заявленному уровню качества (DQL) был меньше 5%. Наоборот, риск ошибочного решения о соответствии DQL, который связан с отношением предельного качества, составляет 10%. ИСО 3951-4 [3] устанавливает планы выборочного контроля, соответствующие трем уровням дискриминационной способности. Приведены процедуры как для случая, когда стандартное отклонение процесса неизвестно, так и для случая, когда оно известно.
В отличие от других стандартов серии ИСО 3951 процедуры, приведенные в ИСО 3951-4, не предназначены для приемки партий. В общем случае баланс рисков ошибочных решений в процедурах оценки отличается от баланса рисков в процедурах статистического приемочного контроля.
ИСО 3951-4 может быть использован для различных вариантов контроля качества в ситуациях, когда выводы о соответствии некоторому DQL делают на основе выборочного контроля. Процедуры применимы к таким объектам, как партии, процессы, продукция и т.п., которые допускают отбор случайной выборки.
ИСО 3951-4 предназначен для случая, когда исследуемой величиной является доля несоответствующих единиц продукции.
6.6 ИСО 3951-5 Процедуры выборочного контроля по количественному признаку. Часть 5. Планы последовательного выборочного контроля на основе предела приемлемого качества (AQL) (стандартное отклонение известно)
ИСО 3951-5 устанавливает систему выборочного контроля, включающую в себя широкий диапазон планов последовательного выборочного контроля партий на основе объема партии, уровня контроля и AQL, и дополняющую ИСО 3951-1, ИСО 3951-2 и ИСО 3951-3. Как и в других частях ИСО 3951 каждая характеристика качества продукции должна быть измеримой в соответствии с непрерывной шкалой и подчиняться нормальному распределению, распределению, близкому к нормальному, или распределению, которое может быть преобразовано в нормальное (см. раздел 3).
Процедуры выборочного контроля, приведенные в ИСО 3951-5, основаны на результатах последовательного контроля и побуждают поставщика обеспечивать более высокое качество с высокой вероятностью приемки при сохранении верхнего предела риска потребителя (ошибочной приемки партии низкого качества).
Планы выборочного контроля предназначены прежде всего для контроля единственной характеристики качества в непрерывной серии партий одного и того же изготовителя.
6.7 ИСО 8423 Последовательные планы выборочного контроля по количественному признаку для процента несоответствующих единиц продукции (стандартное отклонение известно)
ИСО 8423 устанавливает систему выборочного контроля, охватывающую широкий диапазон последовательных планов выборочного контроля на основе точки риска потребителя (CRP1*) и точки риска изготовителя (PRP**). Характеристика качества продукции, к которой применяют стандарт, должна быть измерима в соответствии с непрерывной шкалой и подчиняться нормальному распределению, распределению, близкому к нормальному, или распределению, которое может быть преобразовано в нормальное (см. раздел 3). Поскольку планы предназначены для сопоставления одного уровня качества с другим, они подходят не только для статистического приемочного контроля, но и для проверки гипотез.
________________
* CRP - Consumer's Risk Point (точка риска потребителя).
** PRP - Producer's Risk Point (точка риска изготовителя).
Для случая двусторонних пределов поля допуска ИСО 8423 устанавливает процедуры для объединенного контроля (см. 4.1.3.2 и 4.1.3.3).
Процедуры выборочного контроля, приведенные в ИСО 8423, основаны на результатах последовательного контроля. В случае непрерывной серии партий они побуждают поставщика через угрозу экономических и психологических последствий неприемки партии низкого качества поставлять партии хорошего качества с высокой вероятностью приемки, сохраняя верхний предел риска потребителя (вероятность ошибочной приемки партии низкого качества).
Планы выборочного контроля предназначены, прежде всего, для контроля единственной характеристики качества.
7 Влияние на процесс выбора схемы контроля особенностей рынка и производства
Некоторые способы, которыми состояние рынка и особенности производства, идентифицированные в ИСО/ТО 8550-1, раздел 11*, влияют на выбор системы, схемы или плана выборочного контроля в различных ситуациях контроля, приведены в таблицах 1, 2 и 3.
________________
* В этом разделе и в следующих таблицах числа, выделенные полужирным шрифтом, указывают номера пунктов ИСО/ТО 8550-1.
Таблицы 2 и 3 содержат рекомендации по учету состояния рынка (ИСО/ТО 8550-1, подраздел 11.2) и особенностей производства (ИСО/ТО 8550-1, подраздел 11.3). Необходимо учитывать особенности контроля (см. таблицу 1), а также сочетание различных условий, влияющих на выбор.
На рисунках 15 и 16 показана процедура выбора плана для контроля по количественному признаку соответственно для случая непрерывного производства с длиной серии партий более 10 и для случая, когда производство не является непрерывным или длина серии партий менее 10.
Таблица 1 - Рекомендации по выбору системы, схемы или плана статистического приемочного контроля по количественному признаку с учетом особенностей контроля
Особенности контроля | Условия, влияющие на выбор плана контроля (подраздел, перечисление ИСО/ТО 8550-1) | Рекомендуемый тип плана выборочного контроля | Рекомендуемый стандарт |
Характеристика качества не подчиняется нормальному распределению | 11.3 p), q), g) и h) | Схемы, установленные в ИСО 3951, неприменимы, если распределенная характеристика качества не может быть подчинена нормальному распределению | |
Имеется несколько характеристик качества | AQL | ИСО 3951-2 или ИСО 3951-3 | |
Единица продукции имеет высокую стоимость или является ответственной | 11.2 c) и d) | Сплошной контроль | Нет стандартов |
AQL | ИСО 3951-3 | ||
Последовательный контроль | ИСО 8423 | ||
Заключительный контроль | 11.2 a) и f), 11.3 a), b) и j) | AQL | ИСО 3951-1 или ИСО 3951-5 для единственной характеристики качества и единственного AQL. В противном случае ИСО 3951-2 |
История полученного качества неизвестна | 11.2 c), f) и h), 11.3 g) и m) | LQ | ИСО 2859-2 |
Ограничение среднего выходного качества | 11.2 f), n) и o) | AOQL | Любой стандарт, предусматривающий определение AQL по кривым ОС и возможность старта при усиленном контроле |
Маленькие партии с необходимым хорошим качеством продукции | 11.2 с), 11.3 а), j) и о) | AQL | Рекомендуется применять контроль по альтернативному признаку (см. ИСО 2859-2) |
История полученного качества была хорошей | 11.2 g) и h) | AQL | Любой стандарт, предусматривающий старт с нормального контроля |
Уникальные партии | 11.2 c), d) и f), 11.3 i) | Уникальные планы | Контроль по количественному признаку неприменим |
Примечание - См. также таблицы 2 и 3 и рисунки 15 и 16, иллюстрирующие процесс выбора. | |||
Таблица 2 - Рекомендации по выбору системы, схемы или плана статистического приемочного контроля по количественному признаку с учетом условий рынка
Фактор рынка (подраздел, перечисление ИСО/ТО 8550-1) | Метод | Рекомендации ИСО/ТО 8550-1 |
Производство непрерывно, обратная связь с потребителем может влиять на качество поставщика или гарантийные обязательства допускают приемку партиями - 11.2, a) и b) | ИСО 3951-1, ИСО 3951-2, ИСО 3951-3, ИСО 3951-5 | Фактически рекомендуются все стандарты, посвященные статистическому приемочному контролю по альтернативному признаку. Выбор зависит от других факторов. Предполагаются длинные серии партий (8.1) |
Партия является изолированной или одной из короткой последовательности партий, или получатель не может влиять на качество продукции поставщика, или гарантийные обязательства допускают приемку партиями - 11.2, f) и g) | ИСО 2859-2 | Контроль по количественному признаку неприменим. Рекомендуется контроль по альтернативному признаку с планами на основе LQ (8.5) |
Небольшая доля несоответствующих единиц продукции не может привести к большим потерям - 11.2, c) | ИСО 2859-2, ИСО 8422 | Предполагается низкое значение CRQ (8.5.2) и высокая разделительная способность контроля (8.3, 8.4, 8.5, 8.6, 9.1). Применим любой стандарт, посвященный контролю по количественному признаку, с AQL, выбранным в соответствии с кривой ОС так, чтобы обеспечить достаточно маленькое значение CRQ. Выбор стандарта зависит от других факторов |
Небольшая доля несоответствующих единиц продукции не может привести к большим потерям и легко обнаруживается - 11.2, b) | Все схемы ИСО серии 3951. Косвенный и эпизодический контроль | Рекомендуются фактически все стандарты, посвященные контролю по количественному признаку. Выбор зависит от других факторов. Для длинных серий обычно используют (8.1, 11.2, g), 8, 9.2, 8.3, 8.5, 8.6 и 9.1) |
Неприемка партии вызывает закрытие предприятия и экономические потери - 11.2, d) | Планы контроля по альтернативному признаку, на основе AOQL, например ИСО 18414, ИСО 2859-1 | Могут быть полезны AOQL и контроль с разбраковкой (8.7) (см. ИСО серии 2859). Эта ситуация требует большего количества административных действий, особенно когда выборочный контроль приводит к отрицательному результату. Поскольку стандарт, основанный на AOQL, отсутствует, для контроля по количественному признаку следует рассмотреть использование ИСО 18414. Кроме того, таблица 8 из ИСО 2859-1 связывает AOQL с AQL для одноступенчатых планов |
Существует несколько источников единиц продукции - 11.2, i) | См. примечание | Следует рассмотреть другие факторы |
История полученного качества свидетельствует о последовательно хорошем качестве продукции - 11.2, e) | Все схемы по ИСО 3951-1, ИСО 2859-3, косвенный и эпизодический контроль | Если есть уверенность в наличии контроля у поставщиков комплектующих и материалов (косвенный контроль поставщиков готовой продукции), можно рассмотреть проведение контроля с пропуском партий или ослабленного контроля. Небольшие объемы выборки с умеренным DR в схеме c правилами переключения являются существенной мерой защиты потребителя (8.3, 8.4, 8.5 и 9.2) |
История полученного качества отсутствует или полученное качество является недостаточно высоким - 11.2, j) | Усиленный контроль. Все схемы по ИСО серии 3951, ИСО 8423, ИСО 2859-2 | Предполагается использование правил переключения (5), начинающихся с довольно жестких условий контроля, например усиленного контроля, который переключается на менее строгий (нормальный), только когда качество восстановлено. Предполагается непрерывная поставка для крупносерийного производства (8.1, 8.3, 8.4, 8.5, 8.7 и 9); ИСО серии 2859 - для мелкосерийного производства, если контроль по количественному признаку неприменим |
Примечания 1 Указанный метод (система или план) выборочного контроля означает, что сначала следует рассмотреть приведенные стандарты, хотя другие факторы могут предполагать другой выбор. Простоту, риск и затраты всегда следует учитывать. Любое сочетание условий также может повлиять на выбор (см. таблицу 3). 2 Обозначения разделов, подразделов и перечислений, выделенные полужирным шрифтом, относятся к тексту ИСО/ТО 8550-1, остальные обозначения - к настоящему стандарту. | ||
Таблица 3 - Рекомендации по выбору системы, схемы или плана статистического приемочного контроля по количественному признаку с учетом особенностей производства
Особенности производства (подраздел, перечисление ИСО/ТО 8550-1) | Метод | Рекомендации ИСО/ТО 8550-1 |
История полученного качества свидетельствует о последовательно хорошем качестве продукции - 10.3, b) | ИСО 3951-1, ИСО 3951-2, косвенный контроль, эпизодический контроль | Если есть уверенность в наличии контроля у поставщиков комплектующих и материалов (косвенный контроль поставщиков готовой продукции), можно рассмотреть проведение контроля с пропуском партий или ослабленного контроля. Небольшие объемы выборки с умеренным DR* в схеме c правилами переключения являются существенной мерой защиты потребителя (6, 8.1, 8.4.1, 9.2, 10.4) |
Качество продукции сильно изменяется или является недостаточно высоким - 11.3, k) | Усиленный контроль ИСО 3951-1 | Предполагается использование правил переключения (6), начинающихся с довольно жестких условий контроля, например с усиленного контроля, который переключается на менее строгий (нормальный) только при установившемся качестве. Предполагается непрерывная поставка для крупносерийного производства (8.1, 8.3, 8.4, 8.5, 8.7 и 9); ИСО 2859-2 - для мелкосерийного производства |
Случайный отбор выборки легко выполним, а испытания являются быстрыми и недорогостоящими - 11.3, c) и d) | ИСО 3951-3 | Использование последовательного многоступенчатого или двухступенчатого выборочного контроля не позволяет организации контроля стать слишком сложной и дорогостоящей (9.3) |
Случайный отбор выборки является сложным или дорогостоящим - 11.3, l) | ИСО 3951-1, ИСО 3951-2, ИСО 3951-3, ИСО 3951-5 | Предполагается одновременный отбор всей выборки, что приводит к одноступенчатому выборочному контролю. Двухступенчатый или многоступенчатый контроль может быть применен с правилами для отбора подвыборки и последовательного ее сокращения (9.3). Могут возникнуть административные проблемы |
Испытания являются продолжительными и/или дорогостоящими - 11.3, m) | ИСО 3951-1, ИСО 8423 | Подразумеваются маленькие выборки с большим риском для последовательности партий (планы выборочного контроля с меньшим разрешающим отношением), но с долгосрочным контролем качества (8.3, 8.4, 8.5, 8.6 и раздел 8) |
Форма и ширина распределения(й) - важны -10.3, g) | ИСО 3951-5, ИСО 8423, ИСО 5479 | Следует уделить особое внимание выбору PR, CR, PRQ и CRQ** (8.4) |
Форма и ширина распределения не имеют значения - 11.3, p) | См. примечание | Следует рассмотреть другие факторы |
Распределение известно и является нормальным - 11.3, h) | ИСО 3951-1, ИСО 3951-2, ИСО 3951-3, ИСО 5479 | Относится к рассматриваемым характеристикам качества, таким как длина, распределенным по нормальному закону, но контроль может быть как по количественному, так и по альтернативному признаку. Критерии соответствия определяют на основе знания вида распределения (8.2, 8.3, 8.4, 8.5, 8.6) |
Распределение неизвестно или не является нормальным - 11.3, q) | ИСО 5479 См. примечание 1 | Контроль по количественному признаку может быть использован при наличии информации о виде распределения в длинной серии партий, если распределение может быть преобразовано к нормальному, но для коротких серий или в начале непрерывной поставки риски увеличиваются. Фактически применим любой стандарт для контроля по альтернативному признаку. Выбор зависит от других факторов. Если контроль проводят на основе измерений, рекомендуется рассмотреть возможность перехода к контролю по альтернативному признаку |
Партия является единственной, уникальной -11.3, i) | См. 6.1 и примечание 1 | См. 10.3. Использование выборочного контроля по количественному признаку для отдельных партий не рекомендуется |
Испытания требуют мало времени - 11.3, d), e) и f) | ИСО 3951-5, ИСО 8423 | Последовательный выборочный контроль особенно подходит в случае, когда контроль является быстрым, дорогостоящим и разрушающим |
Контроль единиц продукции является дорогостоящим или разрушающим - 11.3, e) и f) | ИСО 3951-3, ИСО 3951-5 | Минимальный контроль подразумевает маленькие выборки (включая контроль по количественному признаку): двухступенчатый или последовательный контроль предпочтительны (9.3) |
Контроль единиц продукции является недорогостоящим или неразрушающим - 11.3, n) и o) | См. примечание 1 | Следует рассмотреть другие факторы |
* DR - Discrimination Ratio (разрешающее отношение). ** PR - Producer's Risk (риск изготовителя), CR - Consumer's Risk (риск потребителя), PRQ - Рroducer's Risk Quality (качество риска изготовителя), CRQ - Consumer's Risk Quality (качество риска потребителя). Примечания 1 Указанный метод (система или план) выборочного контроля означает, что сначала следует рассмотреть приведенные стандарты, хотя другие факторы могут предполагать другой выбор. Простоту, риск и затраты всегда следует учитывать. Любое сочетание условий также может повлиять на выбор (см. таблицу 3). 2 Обозначения разделов, подразделов и перечислений, выделенные полужирным шрифтом, относятся к тексту ИСО/ТО 8550-1, остальные обозначения - к настоящему стандарту. | ||
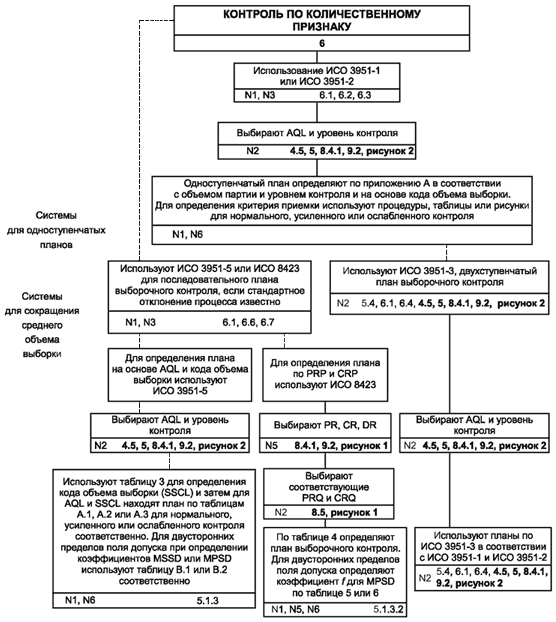
Соответствует первоначальным действиям согласно настоящему стандарту.
Соответствует альтернативному стандарту в определенных условиях, особенно если средний объем выборки важен при определении затрат на контроль.
Примечание - Обозначения разделов, подразделов, перечислений, рисунков, выделенные полужирным шрифтом, относятся к тексту ИСО/ТО 8550-1, остальные обозначения - к настоящему стандарту. Цифры со знаком "N" указывают номер примечания к рисункам 15 и 16.
Рисунок 15 - Иллюстрация процедуры выбора плана для контроля по количественному признаку, когда производство непрерывно и длина серии партий более 10
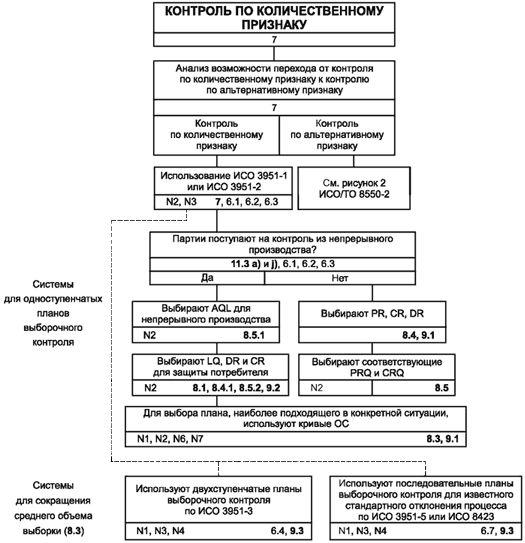
Соответствует первоначальным действиям согласно настоящему стандарту.
Соответствует альтернативному стандарту в определенных условиях, особенно если средний объем выборки важен при определении затрат на контроль.
Примечание - Обозначения разделов, подразделов и перечислений, выделенные полужирным шрифтом, относятся к тексту ИСО/ТО 8550-1, остальные обозначения - к настоящему стандарту. Цифры со знаком "N" указывают номер примечания к рисункам 15 и 16.
Рисунок 16 - Иллюстрация процедуры выбора для контроля по количественному признаку, когда производство не непрерывно или длина в серии партий менее 10
Примечания к рисункам 15 и 16
Следующие примечания являются общими для рисунков 15 и 16. Ссылки на примечания указаны на рисунках с помощью цифр со знаком "N".
N 1 | Более детальные инструкции по выбору соответствующего плана контроля приведены в применяемом стандарте. |
N 2 | AQL, PRQ, LQ, CRQ, IL или DR могут быть назначены, например, в соответствии с контрактом. В противном случае соответствующие параметры должны быть определены прежде, чем план выборочного контроля может быть выбран из применяемого стандарта. |
N 3 | При использовании ИСО 3951-1, ИСО 3951-2 или ИСО 3951-3 для выбора плана выборочного контроля необходимо сначала определить, какой метод применим - Последовательный выборочный контроль по ИСО 3951-5 или ИСО 8423 предполагает, что стандартное отклонение можно считать постоянным и принять его равным |
N 4 | Необходимо определить требования к отношению объема партии к объему выборки и прекращению контроля. Для контроля по количественному признаку отсутствие информации о стандартном отклонении увеличивает риски выборочного контроля. |
N 5 | Основная таблица для определения плана выборочного контроля (таблица 4 из ИСО 8423) основана на значениях риска изготовителя 5% и риска потребителя 10%. |
N 6 | Если план выборочного контроля, определенный при первой попытке, является по какой-либо причине неприемлемым, например из-за слишком большого объема выборки, необходимо в первую очередь удостовериться, что план был выбран правильно. Если план является неприемлемым, то заинтересованные стороны могут пересмотреть и согласовать значения уровней качества и рисков для выбора системы и плана выборочного контроля. |
N 7 | Правила переключения неприменимы, но любой подходящий план выборочного контроля может быть найден по таблицам нормального или усиленного контроля. |
Приложение A
(обязательное)
Вероятностная бумага для нормального распределения
Рисунок А.1 - Вероятностная бумага для нормального распределения
Приложение B
(справочное)
Сведения о соответствии национальных стандартов Российской Федерации ссылочным международным стандартам
Таблица В.1
Обозначение ссылочного международного стандарта | Обозначение и наименование соответствующего национального стандарта |
ИСО 2854:1976 | ГОСТ Р 50779.21-2004 Статистические методы. Правила определения и методы расчета статистических характеристик по выборочным данным. Часть 1. Нормальное распределение |
ИСО 2859-1:1999 | ГОСТ Р ИСО 2859-1-2007 Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества |
ИСО 2859-2:1985 | ГОСТ Р 50779.72-99 (ИСО 2859-2-85) Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 2. Планы выборочного контроля отдельных партий на основе предельного качества LQ |
ИСО 2859-3:2005 | ГОСТ Р 50779.73-99 (ИСО 2859-3-91) Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 3. Процедуры выборочного контроля с пропуском партий |
ИСО 2859-4:2002 | ГОСТ Р ИСО 2859-4-2006 Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 4. Оценка соответствия заявленному уровню качества |
ИСО 2859-5:2005 | * |
ИСО 2859-10:2006 | ГОСТ Р ИСО 2859-10-2008 Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 10. Введение в стандарты серии ГОСТ Р ИСО 2859 |
ИСО 3951-1:2005 | ГОСТ Р ИСО 3951-1-2007 Статистические методы. Процедуры выборочного контроля по количественному признаку. Часть 1. Требования к одноступенчатым планам на основе предела приемлемого качества для контроля последовательных партий по единственной характеристике и единственному AQL |
ИСО 3951-2:2006 | * |
ИСО 3951-3:2007 | * |
ИСО 3951-5:2006 | * |
ИСО 5479:1997 | ГОСТ Р ИСО 5479-2002 Статистические методы. Проверка отклонения распределения вероятностей от нормального распределения |
ИСО 8422:2006 | ГОСТ Р 50779.75-99 (ИСО 8422-91) Статистические методы. Последовательные планы выборочного контроля по альтернативному признаку |
ИСО 8423:1991 | ГОСТ Р 50779.76-99 (ИСО 8423-91) Статистические методы. Последовательные планы выборочного контроля по количественному признаку для процента несоответствующих единиц продукции (стандартное отклонение известно) |
ИСО/ТО 8550-1:2007 | ГОСТ Р ИСО/ТО 8550-1-2007 Статистические методы. Руководство по выбору и применению систем статистического приемочного контроля дискретных единиц продукции в партиях. Часть 1. Общие требования |
ИСО/ТО 8550-2:2007 | ГОСТ Р ИСО/ТО 8550-2-2008 Статистические методы. Руководство по выбору и применению систем статистического приемочного контроля дискретных единиц продукции в партиях. Часть 2. Выборочный контроль по альтернативному признаку |
ИСО 9000:2005 | ГОСТ Р ИСО 9000-2008 Системы менеджмента качества. Основные положения и словарь |
ИСО 18414:2006 | ГОСТ Р ИСО 18414-2008 Статистические методы. Процедуры статистического приемочного контроля по альтернативному признаку. Система нуль-приемки на основе показателя резерва доверия к качеству продукции |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | |
Библиография
[1] | Kittlitz, R. Transforming the exponential for SPC applications. Journal of Quality Technology, 31(3), 1999, pp.301-308 | |
[2] | Box, G.E.P. and Cox, D.R. An analysis of transformations. Journal of the Royal Statistical Society, B, 26, 1964. pp.211-252 | |
[3] | ИСО 3951-4 (проект) | Процедуры выборочного контроля по количественному признаку. Часть 4. Процедуры оценки заявленного уровня качества |
(ISO 3951-4) | (Sampling procedures for inspection by variables - Part 4: Procedures for assessment of declared quality levels) | |
Электронный текст документа
и сверен по:
, 2009
{kind=link}