ГОСТ Р ИСО 22514-3-2015
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Статистические методы
УПРАВЛЕНИЕ ПРОЦЕССАМИ
Часть 3
Анализ пригодности машин на основе данных измерений единиц продукции
Statistical methods. Process management. Part 3. Machine performance studies for measured data on discrete parts
ОКС 03.120.30
Дата введения 2016-07-01
Предисловие
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Научно-исследовательский центр контроля и диагностики технических систем" (АО "НИЦ КД") на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 125 "Применение статистических методов"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 18 ноября 2015 г. N 1854-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 22514-3:2008* "Статистические методы в управлении процессами. Воспроизводимость и пригодность. Часть 3. Анализ пригодности машин на основе данных измерений единиц продукции" (ISO 22514-3:2008 "Statistical methods in process management - Capability and performance - Part 3: Machine performance studies for measured data on discrete parts").
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов, указанных в библиографии настоящего стандарта, соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВЗАМЕН ГОСТ Р ИСО 22514-3-2013
6 ПЕРЕИЗДАНИЕ. Апрель 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
В настоящем стандарте приведено руководство по определению соответствия выходов машины установленным критериям (под машиной следует понимать единицу оборудования или систему из нескольких единиц оборудования). Данное руководство может быть использовано при организации и проведении части приемочных испытаний, при диагностике текущего состояния машины или при поиске решения проблемы, связанной с функционированием машины. Метод, описанный в настоящем стандарте, универсален и применим во многих ситуациях.
Исследование пригодности машины дает информацию о функционировании машины в условиях максимально возможного ограничения воздействия внешних источников изменчивости, характерных для процессов. Данные для исследования обычно получают на основе проверки последовательно изготовленных машиной единиц продукции, но в зависимости от задач исследования, сбор данных может быть другим.
Процедура исследования и отчетность, изложенные в настоящем стандарте, ориентированы на инженеров, начальников производственных подразделений и руководителей, так как позволяют установить целесообразность приобретения машины, обнаружить наличие нарушений в ходе технического обслуживания машины, оказать помощь в решении задач, связанных с функционированием машины и исследовать уровень изменчивости, присущий машине.
В настоящем стандарте приведены методы анализа пригодности машин, позволяющие решать основные задачи инжиниринга (см. приложение ДБ):
- обеспечение допустимого риска опасных событий, в том числе обеспечение безопасности личности, общества, государства;
- внедрение передовых технологий;
- достижение высокой результативности и эффективности функционирования объекта.
Методы анализа пригодности машин, приведенные в настоящем стандарте, могут быть применены также для решения задач инжиниринга в соответствии с основными принципами инжиниринга (см. приложение ДБ).
Прогноз пригодности машин при функционировании производственного процесса и соответствия характеристик машины стандартам современного эффективного производства позволяет ускорить внедрение в производство новых видов техники.
1 Область применения
В настоящем стандарте установлен порядок проведения исследования пригодности машины на основе последовательно изготовленных единиц продукции в условиях повторяемости. Количество анализируемых наблюдений зависит от особенностей исследуемых данных и от производительности машины. Методы настоящего стандарта не следует использовать при объемах выборки менее 30 наблюдений. В настоящем стандарте установлены процедуры обработки данных и выполнения расчетов, включая вычисление индексов пригодности машины, и указаны действия, предпринимаемые по результатам исследования пригодности машины.
Настоящий стандарт не применим, если в период проведения предписанного им исследования возможны проявления износа машины, а также, если между наблюдениями присутствует автокорреляция. В настоящем стандарте не рассмотрен случай автоматизированного сбора большого количества данных (например, при поступлении тысяч единиц наблюдений за минуту).
2 Обозначения и сокращения
2.1 В настоящем стандарте применены следующие обозначения и сокращения:
- индекс пригодности машины;
- минимальный индекс пригодности машины;
- нижний индекс пригодности машины;
- верхний индекс пригодности машины;
f частота;
- кумулятивная частота;
i - подстрочный индекс, используемый для идентификации i-го значения переменной;
L - нижняя граница поля допуска;
N - общий объем выборки;
- квантиль распределения уровня
%;
- i-e значение в выборке;
- стандартное отклонение генеральной совокупности;
S - выборочное стандартное отклонение  ;
;
U - верхняя граница поля допуска;
- квантиль нормированного нормального распределения,
![]() ;
;
- математическое ожидание генеральной совокупности;
- среднее арифметическое значение, среднее выборочное значение
![]() ;
;
GRR - изменчивость измерений в условиях повторяемости и воспроизводимости измерений;
- квантиль уровня
распределения хи-квадрат.
3 Условия применения
3.1 Общие положения
Приведенные ниже условия являются минимальными и, при необходимости, могут быть расширены. В исследованиях, описанных в настоящем стандарте, факторы, влияющие на результат исследований (за исключением факторов самой машины, рассматриваемых при анализе результатов), важно поддерживать на постоянном уровне. Ввиду этого, необходимо принятие определенных мер, направленных на поддержание требуемого постоянства факторов, например, участие в исследованиях одного оператора, использование одной партии материала и пр.
3.2 Количество единиц продукции, используемых в исследовании
Объем выборки обычно составляет 100 единиц продукции. Однако, если значения исследуемых характеристик не подчиняются нормальному распределению, объем выборки должен быть не менее 100 единиц продукции. Методы исследования, представленные в настоящем стандарте, могут быть использованы и при проверке пригодности процесса. В этом случае объем выборки может быть уменьшен, например, до 50 единиц продукции.
Примечание 1 - В случае нормального распределения при соблюдении этих условий получают достаточно узкий доверительный интервал для значений индексов пригодности машины. Интервал составляет приблизительно ±12% оценки значения индекса пригодности для уровня доверия 90% и объема выборки 100 единиц.
Машины определенных видов затрачивают значительное время на изготовление одной единицы продукции. Таким машинам для изготовления 100 единиц продукции необходим достаточно большой интервал времени, предоставить который в ходе исследования представляется проблематичным. В этом случае объем выборки должен быть не менее 30 единиц продукции.
Примечание 2 - Для выборок меньшего объема существуют специальные методы анализа, не рассматриваемые в настоящем стандарте.
В случае высокой производительности машины, например, при изготовлении заклепок, когда 100 единиц продукции изготавливаются за несколько секунд, стратегия отбора выборок может быть изменена. В данной ситуации для изучения функционирования машины может потребоваться проведение нескольких исследований с различными способами отбора выборок.
3.3 Используемые материалы
Исходные материалы для проведения исследования должны быть проверены на соответствие установленным требованиям и относиться к одной партии. Проведение исследований с материалами, не соответствующими установленным требованиям, может оказать влияние на достоверность результатов.
При проведении исследований недопустимо наличие других источников изменчивости, за исключением анализируемых. Если при производстве одной партии продукции используют сырьевые материалы из нескольких партий, то различие в характеристиках сырьевых материалов из разных партий влияет на результат проводимого исследования. Поэтому для анализа необходимо использовать только данные, полученные при работе с одной партией материала.
3.4 Измерительная система
Измерительная система, используемая при проведении исследований, должна обеспечивать получение достоверных данных, быть поверенной и/или калиброванной, а составляющая изменчивости данных, соответствующая измерительной системе, должна быть оценена количественно и минимизирована. Для определения составляющей изменчивости данных, соответствующей измерительной системе, проводят специальные исследования. Измерительная система (в идеале) должна иметь GRR менее 10% от ширины заданного поля допуска. Наряду с GRR, при анализе измерительной системы следует рассматривать смещение, стабильность, линейность и разрешающую способность измерительной системы.
Значение GRR может быть выражено в процентах от ширины заданного поля допуска. Если измерительная система имеет GRR от 10% до 30% поля допуска, систему можно считать приемлемой в зависимости от особенностей ее применения. При изменчивости измерительной системы, превышающей 30% поля допуска, измерительную систему следует считать неприемлемой. Неопределенность измерений измерительной системы должна быть существенно ниже допустимого или среднего общего разброса характеристики. При несоблюдении указанных требований к измерительной системе в ходе проводимого исследования, возможно получение ошибочных заключений о исследуемом объекте.
3.5 Выполнение исследований
При проведении исследования должна быть обеспечена бесперебойная работа машины в нормальных условиях эксплуатации. Должно быть учтено время вхождения машины в нормальный режим функционирования и настраивания на номинальное значение исследуемой характеристики. Если в ходе исследования произошла незапланированная остановка машины (по любой причине), следует либо провести исследование заново, либо провести анализ полученных данных, если полученное количество этих данных достаточно для анализа, и не были нарушены условия повторяемости измерений. В любом случае количество измерений не может быть менее 30.
3.6 Особые условия
В случае сложнооснащенной, многокамерной или многопоточной машины для обеспечения условий повторяемости, каждую отдельно функционирующую единицу оснащения машины, каждую камеру или каждый поток рассматривают отдельно.
Для многокамерной машины может быть проведен анализ изменчивости между камерами и внутри отдельной камеры. Последовательные наблюдения по всем камерам могут быть использованы для изучения общей пригодности машины. При проведении исследования в рассматриваемых особых условиях привлекают другие методы статистического анализа, например дисперсионный анализ.
4 Сбор данных
4.1 Прослеживаемость данных
Прослеживаемость всех данных необходима для обнаружения непредвиденных значений данных, причины появления которых должны быть найдены и изучены. При сборе данных важно соблюдать последовательность их поступления, для временного ряда данных можно строить график зависимости значений изучаемой характеристики от времени, что позволяет обнаруживать непредвиденные значения данных. Причины появления непредвиденных значений данных исследуют и принимают решение о приемлемости таких данных. Сведения о настройках машины, о предшествующей эксплуатации машины, о ремонте машины и т.п. учитывают в ходе исследования, например, с помощью ведения журнала учета и регистрации информации о машине.
4.2 Хранение образцов
Если испытания, проводимые в ходе исследования, носят неразрушающий характер, все образцы сохраняют для проведения последующих необходимых испытаний. После завершения исследования и подготовки отчетной документации образцы утилизируют.
4.3 Регистрация данных
Данные должны быть четко зарегистрированы или с помощью электронных средств учета или с помощью специально разработанных таблиц, куда данные заносят в числовой форме с необходимым количеством значащих цифр (разрядов). Необходимое количество значащих цифр определяют заранее до начала измерений, исходя из разрешающей способности используемого средства измерений.
5 Анализ
5.1 Общие положения
Анализ данных, полученных в ходе исследования, выполняют вручную (см. пример в данном разделе) или используют соответствующие программные средства (см. пример в приложении В).
5.2 График наблюдений
5.2.1 Назначение графика
При проведении исследования машины необходимо выяснить, формируют полученные данные единую и стабильную последовательность или нет. По последовательности полученных данных определяют наличие возможных отклонений в настройках машины от первоначально установленных настроек. В случаях незапланированных при проведении исследования регулировок машины, а также в случае каким-либо образом произошедшего смешения данных, исследование должно быть остановлено и начато заново. Анализировать полученные данные помогает их графическое представление. На рисунке 1 представлен график наблюдений за анализируемой в ходе исследования характеристикой. По данному графику видны изменения, произошедшие со значениями этой характеристики по мере поступления наблюдений. По ступенчатому характеру изменения данных на графике можно сделать предположение о том, что либо имела место незапланированная регулировка машины, либо машина эксплуатируется неправильно.
5.2.2 Анализ графика
По графику наблюдений выявляют наличие нестабильности данных. Нестабильность данных на графике характеризуется скачкообразным изменением значений анализируемой характеристики (как, например, на графике, представленном на рисунке 1, где имеется ступенчатое изменение данных) или смещением среднего арифметического значения данной характеристики. Оценка неслучайных причин изменчивости данных может быть проведена с помощью контрольных карт (см. ИСО 7870-2). Контроль выбросов проводят с помощью контрольных карт индивидуальных значений и скользящего размаха (см. ИСО 7870-2).
Существуют программные продукты, позволяющие автоматизировать обработку данных. Их преимуществом является быстрота и легкость построения графиков наблюдений.
|
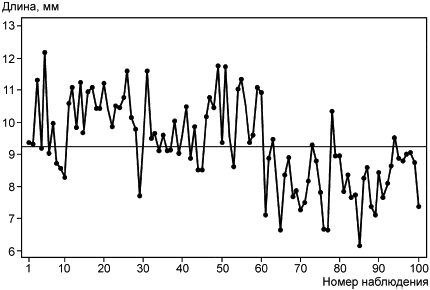
Рисунок 1 - Пример графика наблюдений за длиной шпильки
5.3 Анализ визуального представления данных
5.3.1 Ручная обработка данных
Простой способ первичного анализа полученной последовательности наблюдений - построение рабочей таблицы.
Наблюдения распределяют по классам. Часто используемый способ подсчета - группами по пять. Пример рабочей таблицы для данного способа подсчета данных приведен на рисунке 2. Здесь значения наблюдаемой характеристики перед нанесением на график заменены значениями ближайшими к значениям, кратным 5 мм, что уместно для рассматриваемого процесса.
|
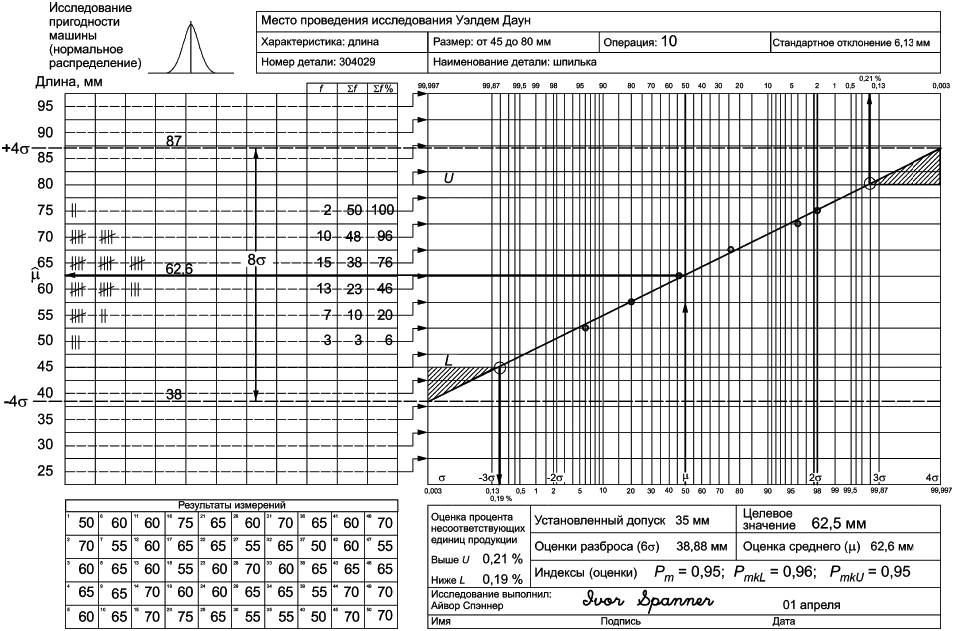
Рисунок 2 - Пример рабочей таблицы в случае нормального распределения данных
5.3.2 Обработка данных программными средствами
Альтернативой ручной обработке данных являются прикладные программные средства, позволяющие проводить обработку данных и визуализировать различные этапы обработки в виде соответствующих графиков. Спектр таких программных средств достаточно широк.
5.3.3 Анализ распределения данных
Полученные данные проверяют на соответствие одному из известных законов распределения. Требует анализа ситуация, при которой данные демонстрируют соответствие различным законам распределения. Для данных, не подчиняющихся закону нормального распределения, может потребоваться использование рабочей таблицы, отличной от приведенной на рисунке 2. Пример таблицы для такого случая приведен на рисунке 3. Анализ данных, не подчиняющихся нормальному распределению, с применением рабочих таблиц для нормального распределения может давать неверные результаты. Соответствие нормальному распределению не может быть подтверждено для цензурированных данных, например для результатов измерений усилий нагрузки или концентрации. Можно предполагать распределение, отличное от нормального распределения для данных, представляющих собой результаты измерений при наличии ограничений (например, на геометрические размеры или на характеристику). Для определения соответствия данных нормальному распределению следует руководствоваться ИСО 5479, а также использовать другие статистические процедуры, не установленные в настоящем стандарте.
|
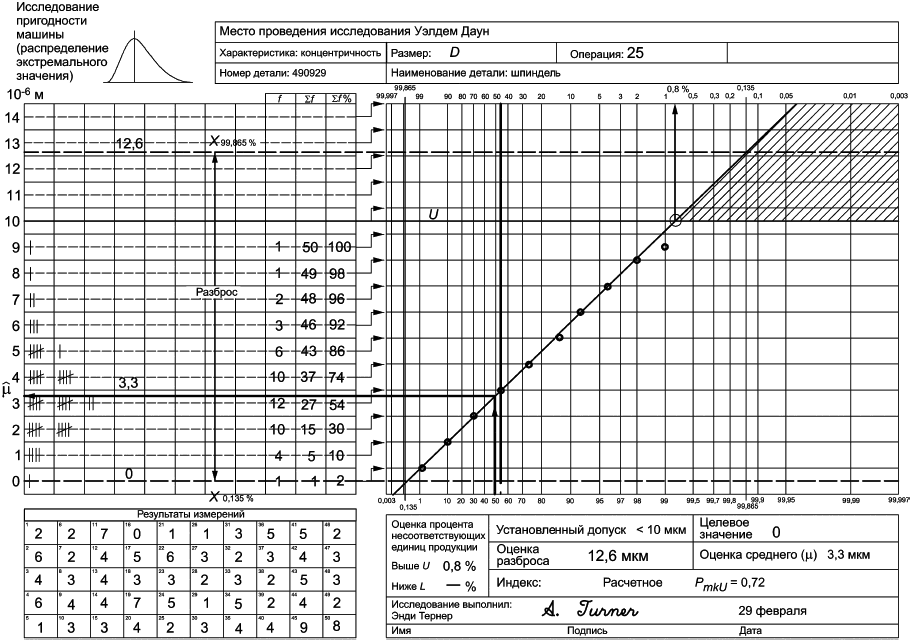
Рисунок 3 - Пример рабочей таблицы для данных, подчиняющихся распределению экстремальных значений
Особые случаи распределения данных, такие как асимметричное и бимодальное распределения данных, рассмотрены в 5.6.
При определении вида распределения допустимо использование данных, собранных ранее при аналогичных исследованиях. Данные научных исследований также могут быть использованы для выбора вида распределения данных. Если данные указывают на то, что имело место событие, вызвавшее неслучайное изменение данных, то необходимо проведение анализа причин такого изменения.
Проведение исследований без проверки данных на соответствие нормальному распределению может приводить к ошибочным выводам.
5.3.4 Обработка данных
Выборочное среднее и стандартное отклонение S полученной выборки вычисляют с использованием формул раздела 2. Если распределение данных не является нормальным, вычисляют выборочные статистики, соответствующие параметрам предполагаемого распределения.
5.4 Построение графика функции распределения вероятностей
5.4.1 Общие положения
На основании данных, полученных в ходе исследования, необходимо построить график функции распределения вероятностей. График строят либо вручную, либо с помощью программных средств (см. 5.3.2, 5.3.3). Пример, представляющий результаты обработки данных с помощью программы статистической обработки данных MINITAB, представлен в приложении В.
5.4.2 График кумулятивной частоты
Используя нижнюю процентную шкалу вероятностной бумаги, строят график кумулятивной частоты в процентах для каждого значения в рабочей таблице, проставляя точки на пересечении границы более высокого класса и кумулятивной частоты в процентах.
Примечание 1 - Последнее значение кумулятивной частоты (равное 100%) невозможно отобразить на графике, построенном на вероятностной бумаге, поскольку шкала заканчивается значением 99,997%. Не отображают это значение и как 99,997%, поскольку это может ввести в заблуждение и привести к неправильным выводам. Потери данных можно избежать, отразив среднее двух последних значений кумулятивной частоты в средней точке последнего интервала, а не у верхней границы класса.
Примечание 2 - Некоторые программные средства не используют сгруппированные частоты для создания графика распределения функции вероятностей. Вместо них используются отдельные значения.
5.4.3 Построение аппроксимирующей прямой
Для полученного графика проверяют возможность аппроксимации его прямой линией. Если такая возможность есть, прямую линию проводят. При построении аппроксимирующей прямой следует:
a) нанести на график выборочное среднее ;
b) нанести на график ![]() ;
;
c) провести прямую линию между этими двумя точками.
Продлевают построенную линию таким образом, чтобы она пересекла вертикальные прямые в точках у крайних процентных значений (т.е. в точках ![]() ).
).
Если проведенная линия плохо описывает нанесенные точки, это указывает на то, что данные не соответствуют нормальному распределению. Такие ситуации рассмотрены в 5.6.
В рабочей таблице, представленной на рисунке 2, использована нормальная вероятностная бумага. Бумага построена так, что кумулятивные проценты на ней попадают на прямую линию, если данные соответствуют нормальному распределению. В противном случае график кумулятивных процентов не будет представлять собой прямую линию. Это означает, что надо использовать другие методы или другую бумагу, как показано в примере на рисунке 3. Рекомендуется наносить на график не менее шести кумулятивных процентных значений, что позволяет более точно расположить прямую линию.
5.4.4 Нанесение прямых, соответствующих установленным границам
Линии, соответствующие установленным границам, проводят на итоговой карте и продлевают их до границ вероятностной бумаги.
5.5 Интерпретация рабочей таблицы
5.5.1 Прогноз соответствия установленным требованиям
5.5.1.1 Общие положения
При наличии двух границ допустимых значений, если построенная прямая не пересекает ни одну из границ, принимают решение, что не менее чем 99,994% продукции, изготовленной машиной, соответствует установленным требованиям. Процент приемлемой продукции зависит от отрасли, характеристик, используемых в исследовании, значимости параметра и мнения потребителя. Необходимо всегда устанавливать минимальный приемлемый процент. Например, в определенных ситуациях, для того, чтобы машину считали приемлемой, требуют, чтобы машина изготавливала 99,99994% приемлемой продукции (т.е. ±). Индексы пригодности машины (
и
) могут быть определены в соответствии с 5.7. Поскольку эти исследования проводят с использованием минимального объема данных на очень коротком интервале времени, рекомендуется также определить доверительные интервалы для этих индексов. Расчеты приведены в 6.2. Если построенная прямая пересекает одну или обе линии границ допустимых значений, пригодность машины следует считать неприемлемой (точка пересечения лежит за границами интервала также ±
). Если требуется, чтобы, как указано выше, не менее 99,9999% изготовленных единиц продукции соответствовали установленным требованиям, то точка соответствующей характеристики должна находиться в области ±
. Это может быть следствием одного или обоих условий, описанных в 5.5.1.2, 5.5.1.3.
5.5.1.2 Разброс данных слишком велик
Данное состояние может быть вызвано проблемами с самой машиной, например, слишком большим износом деталей машины. Для соответствия установленным требованиям необходимо снижать изменчивость контролируемой характеристики путем выявления и устранения источников этой изменчивости. Если снижение изменчивости данных достигнуто, следующее исследование должно показывать, что линия (![]() ) имеет меньший угол наклона и лежит между линиями допустимых границ, что означает, то что машина является приемлемой (см. рисунок 4).
) имеет меньший угол наклона и лежит между линиями допустимых границ, что означает, то что машина является приемлемой (см. рисунок 4).
|
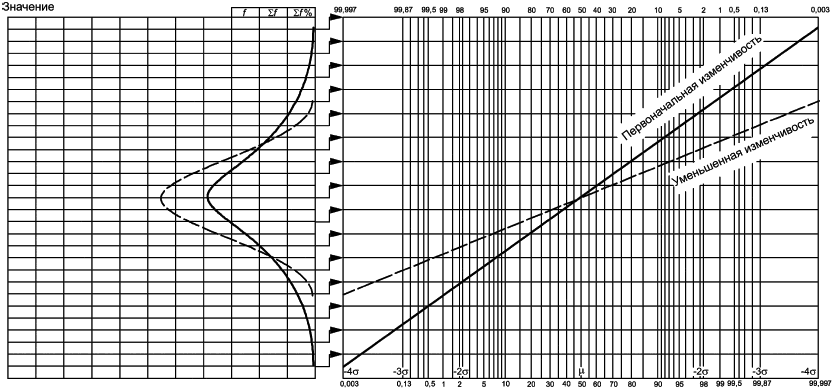
Рисунок 4 - Слишком большая изменчивость. Машина после улучшений
5.5.1.3 Настройка слишком высокого или слишком низкого среднего
Если среднее значение распределения может быть изменено, например, с помощью регулировки машины, построенная прямая на графике после регулировки машины может попасть внутрь области допустимых значений, и пригодность машины в этом случае можно считать приемлемой.
Прогнозирование результатов регулировки машины выполняют с помощью смещения линии на вероятностной бумаге параллельно ее первоначальной позиции. Если после этого подобранная линия попадет в область допустимых значений, то регулировка является эффективной (см. рисунок 5).
|
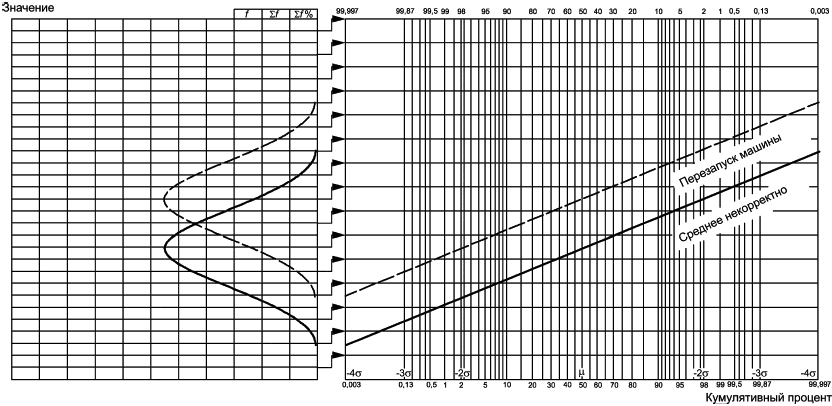
Рисунок 5 - Среднее некорректно. Перезапуск машины.
5.5.2 Оценка процента единиц продукции, не соответствующих установленным требованиям
Если построенная прямая пересекает линию границ допустимых значений, можно определить оценку доли несоответствующих единиц продукции, изготавливаемых машиной. Эту долю определяют, находя пересечение построенной прямой с линией границ допустимых значений. Например, в соответствии с рисунком 2, доля значений характеристики выше верхней границы поля допуска U показана стрелкой на верхней прямой графика. Аналогично определяют долю ниже нижней границы поля допуска L. Общая доля несоответствующих единиц продукции равна сумме этих двух значений.
В используемых для этой работы программных средствах обычно предусмотрено определение доли несоответствующих единиц продукции, как показано в примере, приведенном в приложении В.
5.6 Особые случаи
5.6.1 Асимметричное распределение
Данные, полученные при исследовании машины, могут указывать на асимметричное распределение анализируемой характеристики. Обычно это происходит при наличии некоего естественного порога, ниже которого данных не существует. Примером служит измерение концентрации, в ходе которого невозможно получить отрицательные значения.
Если асимметричные данные наносят на нормальную вероятностную бумагу, точки отклоняются от прямой линии и показывают небольшую кривизну. Для анализа асимметричного распределения необходимо использовать другую вероятностную бумагу, в основе которой лежит асимметричное распределение. Если данные соответствуют выбранному распределению, график будет иметь вид прямой линии. Пример реализации этого метода для распределения экстремальных значений представлен на рисунке 3. Другие виды распространенной вероятностной бумаги предназначены для логарифмически нормального распределения, экспоненциального распределения и распределения Вейбулла.
Выборочное среднее может быть определено по графику. Оно равно такому значению на вертикальной оси, которое соответствует точке пересечения построенной линии с перпендикуляром, восстановленным из точки
. Выборочное среднее можно также рассчитать с помощью калькулятора.
5.6.2 Бимодальные данные
Если в ходе исследования имела место незапланированная регулировка машины, то с большой вероятностью это повлияет на результаты исследования и приведет к получению многомодального распределения. Например, распределение имеет две моды (иногда больше), и каждая мода соответствует разным настройкам машины. К этому может привести и то, что машина имеет несколько инструментов или камер, и в выборку попадают единицы продукции, изготовленные с применением всех инструментов или камер. Появление более одной моды также может указывать на неверное функционирование машины.
При изображении данных бимодального или мультимодального распределения на нормальной вероятностной бумаге прямая линия не получается.
Форма графика будет другой, что показано на рисунке 6.
|
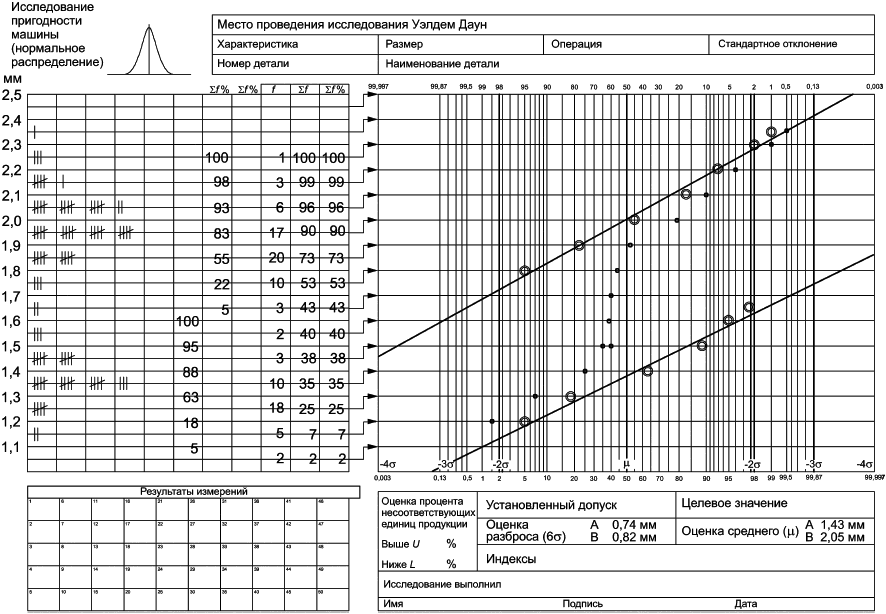
Рисунок 6 - Пример данных бимодального распределения и их анализ
Данные, полученные с использованием разных инструментов или камер, следует по возможности разделять и проводить их анализ отдельно, как сказано выше.
На рисунке 6 приведен пример графика данных, формирующих бимодальное распределение. Если в ходе исследований получен такой график, необходимо установить и, по возможности, устранить причину такого явления. Существует несколько причин появления бимодального распределения. Одной из них является регулировка машины в процессе выполнения исследований, что приводит к появлению двух мод. Пример таких данных представлен на рисунке 1. После выявления причины такого явления следует повторить исследование. Данное графическое представление данных является хорошим способом выявления проблем сбора данных. В качестве альтернативы этому представлению данных можно использовать контрольную карту. Контрольная карта обладает рядом преимуществ, поскольку позволяет выявить изменчивость данных, вызванную неслучайными, несвойственными изучаемому процессу причинами. Здесь, как и в предыдущем случае, необходимо знать последовательность получения данных.
5.6.3 Усеченные данные
Некоторые исследования могут быть проведены с усеченными данными. Усечение данных может быть связано с представлением данных. Например, при измерении электрического сопротивления используемое средство измерений показывает только значения, превышающие 5 Ом. В подобной ситуации необходима консультация специалиста о методах анализа таких данных. Иначе достоверность полученных результатов оказывается сомнительной.
5.6.4 Цензурированные данные
Цензурированные данные получают при отбрасывании некоторых полученных наблюдений. Это может быть связано с определенной стратегией отбора выборки, например, когда отбирают данные только из первых двух камер машины с четырьмя камерами. В этом случае из анализа исключают наблюдения, полученные из камер с номерами три и четыре. Такая модель может быть реализована устройством автоматизированного контроля (об этом не обязательно знает экспериментатор или аналитик). Другим примером является сортировка данных с исключением наблюдений, имеющих слишком большое или слишком маленькое значение исследуемой характеристики.
Следствием обработки цензурированных данных могут быть неправильные выводы о пригодности машины. Цензурированные данные дают неожиданную форму кривой в рабочей таблице, поэтому аналитику необходим совет специалиста.
5.7 Индексы пригодности машины в случае нормального и асимметричного распределений
5.7.1 Данные, соответствующие нормальному распределению
5.7.1.1 Индекс
![]() . (1)
. (1)
Примечание - Исторически для индексов использовались обозначения ,
и
. Поскольку статистический контроль не осуществляется, предпочтительно использование в качестве индексов пригодности машины
,
и
по аналогии с индексами пригодности процесса.
5.7.1.2 Индекс
![]() , (2)
, (2)
где ![]() ,
,
![]() .
.
Примечание - "Крышечки" над индексами указывают, что это оценки истинных значений индексов.
5.7.1.3 Определение доли несоответствующих единиц продукции
После определения значений долю несоответствующих единиц продукции определяют по таблице А.1. Например, если
=0,85, средняя доля несоответствующих единиц продукции составляет 0,0054.
5.7.2 Данные, несоответствующие нормальному распределению
5.7.2.1 Общие положения
Для асимметричных распределений данных необходимо определить фактическую функцию распределения и по ней определить значения процентилей ![]() и
и ![]() . Данные значения подставляют в уравнения для получения значения оценок индексов. Эти значения можно также получить с помощью графика на вероятностной бумаге, что является простым и быстрым, но неточным методом.
. Данные значения подставляют в уравнения для получения значения оценок индексов. Эти значения можно также получить с помощью графика на вероятностной бумаге, что является простым и быстрым, но неточным методом.
5.7.2.2 Индекс
Для вычисления значения оценки этого индекса используют следующую формулу:
![]() . (3)
. (3)
5.7.2.3 Индекс
Для вычисления значений оценок верхнего и нижнего индексов используют следующие формулы:
 , (4)
, (4) . (5)
. (5)
6 Отчетная документация
6.1 Отчет о проведении исследования
Отчет о проведенном исследовании должен содержать следующую информацию:
a) место проведения исследования и тип технологического процесса, частью которого является машина;
b) сведения о специалистах, выполнивших исследования и измерения;
c) хронологию исследований, включая дату, время начала и окончания, журнал учета и регистрации информации о машине;
d) идентификационный номер машины;
e) наименование и идентификационные номера компонентов машины;
f) измеряемые характеристики компонентов;
g) требования к характеристикам и факторам, неизменным в ходе исследования;
h) условия окружающей среды;
i) характеристики используемых сырьевых материалов;
j) данные о наличии и характере нестандартных ситуаций.
Для каждой измеряемой характеристики должны быть приведены:
- график наблюдений;
- рабочая таблица или гистограмма для полученных данных;
- график функции распределения вероятностей полученных данных;
- выборочное среднее значение;
- значение выборочного стандартного отклонения;
- оценка доли несоответствующих единиц продукции;
- оценки индексов пригодности машины;
- границы доверительных интервалов для индексов пригодности машины;
- оценка неопределенности результатов измерений.
6.2 Доверительные интервалы
6.2.1 Общие положения
Исследования, установленные в настоящем стандарте, не требуют большого объема данных. Данные исследования предусматривают определение значений оценок для индексов пригодности машин и их доверительных интервалов. Это позволяет оценить неопределенность точечной оценки индекса пригодности машины на основе выборки небольшого объема.
6.2.2 Индексы пригодности машины для нормально распределенных данных
Если данные подчиняются нормальному распределению, индекс пригодности машины подчиняется распределению хи-квадрат. Другие индексы (
,
и
) имеют более сложные распределения, однако в качестве приближенных доверительных границ могут быть использованы доверительные границы, полученные с использованием нормального распределения для N>30. Приближенные границы доверительных интервалов уровня
![]() % можно определить по следующим формулам:
% можно определить по следующим формулам:
 ,
,  , (6)
, (6)
 , (7)
, (7) , (8)
, (8) , (9)
, (9)
где z - квантиль нормированного нормального распределения.
Примечание - "Крышечки" над индексами указывают на точечные оценки истинных значений индексов.
6.2.3 Индексы пригодности машины для распределения данных, отличного от нормального распределения
Определение доверительных интервалов для данных, распределенных не по нормальному закону, требует установления закона распределения этих данных, как описано, например, в ИСО/ТО 22514-4 и ИСО 21747.
7 Действия после завершения исследования пригодности машины
После завершения исследования, информацию, изложенную в разделе 6, документируют и прикладывают к отчету.
Последующие действия зависят от целей исследования. Если цель исследования состоит в установлении приемлемости функционирования машины, то значение индекса пригодности машины менее установленного значения указывает на то, что функционирование машины является неприемлемым и необходимы корректирующие действия для улучшения ее работы. Принятие решения о приемлемости или неприемлемости работы машины опирается на использование доверительных интервалов для индексов, а не на точечных оценок индексов. После завершения этой работы проверяют наличие улучшений в работе машины.
Анализ пригодности машины наиболее часто выполняют с целью принятия решения о приемлемости функционирования машины, целесообразности приобретения машины или ее частей. В данном случае до проведения исследования устанавливают и согласовывают с заказчиком минимальные приемлемые значения индексов пригодности. В некоторых случаях, заказчик самостоятельно устанавливает и сообщает поставщику значения индексов пригодности.
Результаты исследования, проведенного с какой-либо иной целью, анализируют лица, ответственные за решение соответствующей задачи. Анализ изменчивости данных при этом полезен для принятия решения по результатам исследования.
Приложение А
(справочное)
Таблица долей несоответствующих единиц продукции и рабочие таблицы
Таблица А.1 - Значения верхней доли несоответствующих единиц продукции в случае нормального распределения
0,0 | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | |
1,6 | 7,9Е-07 | 6,8Е-07 | 5,9Е-07 | 5,0Е-07 | 4,3Е-07 | 3,7Е-07 | 3,2Е-07 | 2,7Е-07 | 2,3Е-07 | 2,0Е-07 |
1,5 | 3,4Е-06 | 3,0Е-06 | 2,6Е-06 | 2,2Е-06 | 1,9Е-06 | 1,7Е-06 | 1,4Е-06 | 1,2Е-06 | 1,1Е-06 | 9,2Е-07 |
1,4 | 1,3Е-05 | 1,2Е-05 | 1,0Е-05 | 8,9Е-06 | 7,8Е-06 | 6,8Е-06 | 5,9Е-06 | 5,2Е-06 | 4,5Е-06 | 3,9Е-06 |
1,3 | 4,8Е-05 | 4,2Е-05 | 3,7Е-05 | 3,3Е-05 | 2,9Е-05 | 2,6Е-05 | 2,3Е-05 | 2,0Е-05 | 1,7Е-05 | 1,5Е-05 |
1,2 | 0,0002 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 |
1,1 | 0,0005 | 0,0004 | 0,0004 | 0,0003 | 0,0003 | 0,0003 | 0,0003 | 0,0002 | 0,0002 | 0,0002 |
1,0 | 0,0013 | 0,0012 | 0,0011 | 0,0010 | 0,0009 | 0,0008 | 0,0007 | 0,0007 | 0,0006 | 0,0005 |
0,9 | 0,0035 | 0,0032 | 0,0029 | 0,0026 | 0,0024 | 0,0022 | 0,0020 | 0,0018 | 0,0016 | 0,0015 |
0,8 | 0,0082 | 0,0075 | 0,0069 | 0,0064 | 0,0059 | 0,0054 | 0,0049 | 0,0045 | 0,0041 | 0,0038 |
0,7 | 0,0179 | 0,0166 | 0,0154 | 0,0143 | 0,0132 | 0,0122 | 0,0113 | 0,0104 | 0,0096 | 0,0089 |
0,6 | 0,0359 | 0,0336 | 0,0314 | 0,0294 | 0,0274 | 0,0256 | 0,0239 | 0,0222 | 0,0207 | 0,0192 |
0,5 | 0,0668 | 0,0630 | 0,0594 | 0,0559 | 0,0526 | 0,0495 | 0,0465 | 0,0436 | 0,0409 | 0,0384 |
0,4 | 0,1151 | 0,1093 | 0,1038 | 0,0985 | 0,0934 | 0,0885 | 0,0838 | 0,0793 | 0,0749 | 0,0708 |
0,3 | 0,1841 | 0,1762 | 0,1685 | 0,1611 | 0,1539 | 0,1469 | 0,1401 | 0,1335 | 0,1271 | 0,1210 |
0,2 | 0,2743 | 0,2643 | 0,2546 | 0,2451 | 0,2358 | 0,2266 | 0,2177 | 0,2090 | 0,2005 | 0,1922 |
0,1 | 0,3821 | 0,3707 | 0,3594 | 0,3483 | 0,3372 | 0,3264 | 0,3156 | 0,3050 | 0,2946 | 0,2843 |
0,0 | 0,5000 | 0,4880 | 0,4761 | 0,4641 | 0,4522 | 0,4404 | 0,4286 | 0,4168 | 0,4052 | 0,3936 |
Примечание 1 - Значения | ||||||||||
Ниже приведены примеры использования вероятностной бумаги для нормального распределения и распределения экстремальных значений. Опыт практических исследований показывает, что они применимы во многих ситуациях. Вероятностная бумага имеется и для других известных распределений.
Проводимые здесь построения могут быть осуществлены с помощью соответствующего программного обеспечения.
|
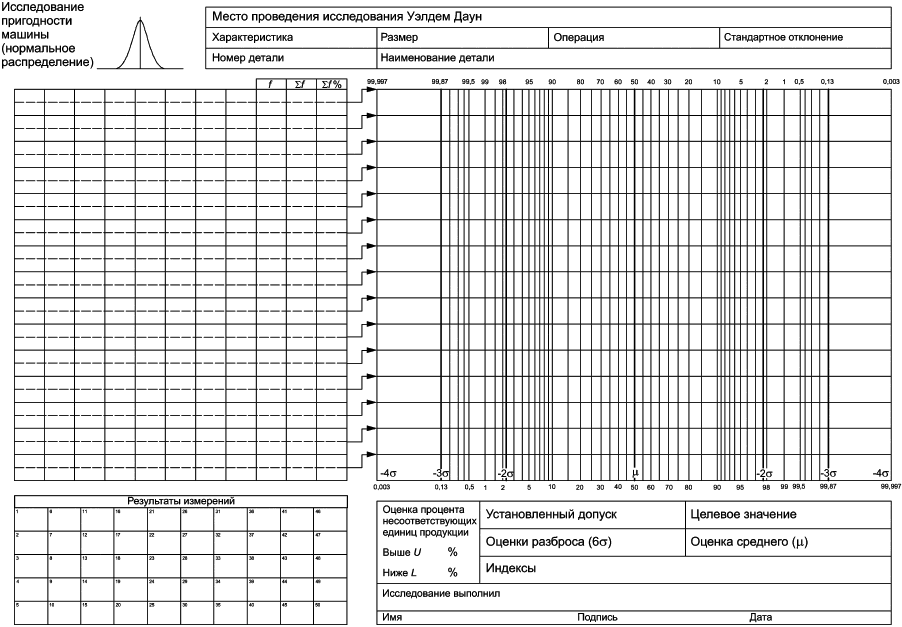
Рисунок А.1 - Рабочая таблица для данных, подчиняющихся нормальному распределению
|
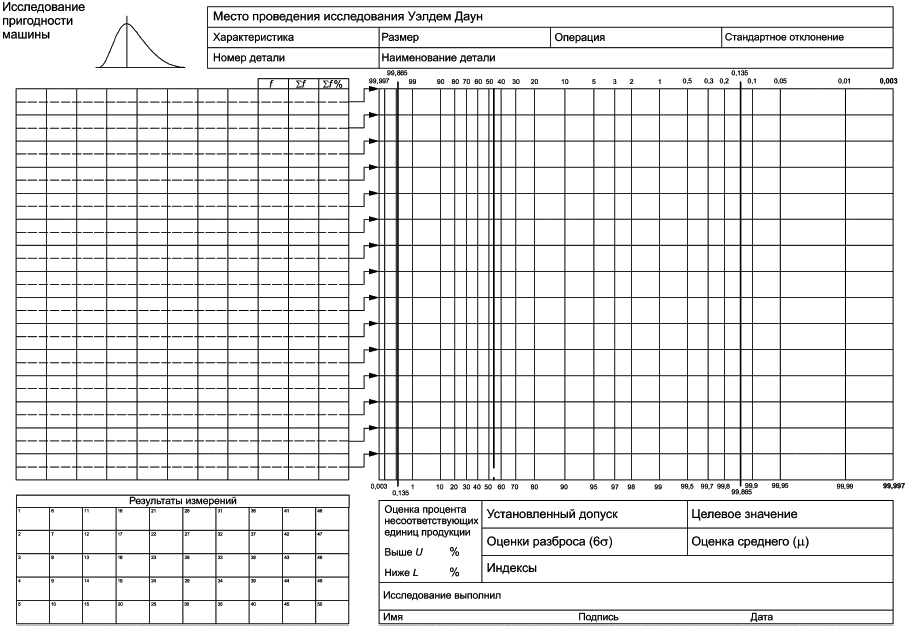
Рисунок А.2 - Рабочая таблица для данных, подчиняющихся распределению экстремальных значений
Приложение В
(справочное)
Компьютерный анализ данных
Графики, приведенные на рисунках В.1-В.3, построены для данных, представленных на рисунке 2, анализ этих данных проведен в разделе 5. Данные обработаны с помощью пакета программ для статистической обработки данных MINITAB.
_______________
Анализ данных может быть проведен с помощью любого другого программного средства, обладающего соответствующими возможностями.
|
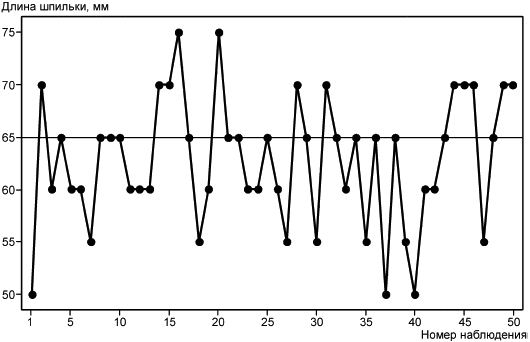
Рисунок В.1 - Пример графика данных для исследования пригодности машины. График наблюдения за длиной шпильки
Анализ пригодности машины по производству шпильки
Контролируемая характеристика - длина шпильки, мм (доверительный интервал уровня 95%)
|
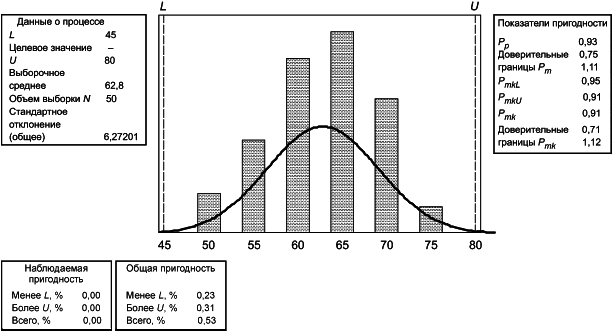
Рисунок В.2 - Пример результатов исследований пригодности машины
Примечание 1 - Среднее значение, стандартное отклонение и проценты, указанные на рисунке 2, не точно соответствуют таким же показателям на рисунке В.2, что вызвано неточностями графического определения значений.
График функции распределения вероятностей для длины шпилек, мм
Нормальное распределение
Доверительный интервал уровня 95%
|
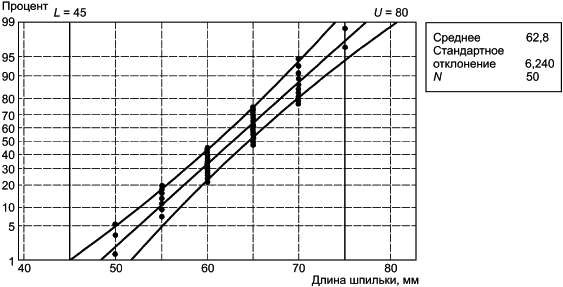
Рисунок В.3 - Пример графика функции распределения вероятностей
Примечание 2 - Представленные на рисунках 2 и В.3 графики функции распределения вероятностей имеют некоторые различия, поскольку график на рисунке В.3 построен с использованием частот для классов, а график на рисунке 2 построен с помощью программы, использующей все точки данных.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов, указанных в библиографии настоящего стандарта, национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 3534-1 | IDT | ГОСТ Р ИСО 3534-1-2019 "Статистические методы. Словарь и условные обозначения. Часть 1. Общие статистические термины и термины, используемые в теории вероятностей" |
ISO 3534-2 | IDT | ГОСТ Р ИСО 3534-2-2019 "Статистические методы. Словарь и условные обозначения. Часть 2. Прикладная статистика |
ISO 5479 | IDT | ГОСТ Р ИСО 5479-2002 "Статистические методы. Проверка отклонения распределения вероятностей от нормального распределения" |
ISO 7870-1 | IDT | ГОСТ Р ИСО 7870-1-2011" Статистические методы. Контрольные карты. Часть 1. Общие принципы" |
ISO 7870-2 | IDT | ГОСТ Р ИСО 7870-2-2015 "Статистические методы. Контрольные карты. Часть 2. Контрольные карты Шухарта" |
ISO 11462-1 | IDT | ГОСТ Р ИСО 11462-1-2007 "Статистические методы. Руководство по внедрению статистического управления процессами. Часть 1. Элементы" |
ISO 21747* | IDT | ГОСТ Р ИСО 21747-2010 "Статистические методы. Статистики пригодности и воспроизводимости процесса для количественных характеристик качества" |
________________ * Заменен на ISO 22514-2:2017. | ||
ISO/TR 22514-4 | IDT | ГОСТ Р 50779.46-2012/ISO/TR 22514-4:2007 "Статистические методы. Управление процессами. Часть 4. Оценка показателей воспроизводимости и пригодности процесса" |
* Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
Приложение ДБ
(справочное)
Анализ пригодности машин в задачах инжиниринга
ДБ.1 Анализ пригодности машин и основные принципы инжиниринга
Основными принципами инжиниринга являются:
- обеспечение допустимого риска опасных событий, в том числе обеспечение безопасности личности, общества, государства;
- внедрение передовых технологий;
- достижение высокой результативности и эффективности функционирования объекта.
Применение методов анализа машин при решении задач инжиниринга позволяет ускорить внедрение в производство более современной техники.
ДБ.1.1 Обеспечение допустимого риска опасных событий
Обеспечение допустимого риска опасных событий основано на выборе в качестве анализируемых характеристик показателей, несоответствие которых установленным требованиям влечет угрозу для безопасности, в том числе для здоровья людей, окружающей среды, государства. Такие характеристики продукции должны быть документированы.
Для определения риска опасных событий, связанных с машиной, настоящий стандарт следует применять вместе со стандартами на методы анализа и оценки риска (см. ГОСТ Р ИСО 31000-2010, ГОСТ Р ИСО/МЭК 31010-2011).
ДБ.1.2 Внедрение передовых технологий
При разработке и внедрении нового оборудования анализ пригодности машин может быть использован на этапе исследования опытного образца и приемочных испытаний.
Методы анализа и прогнозирования пригодности машин обеспечивают получение информации о качестве продукции, в изготовлении которой задействовано исследуемое оборудование.
ДБ.1.3 Достижение высокой результативности и эффективности функционирования объекта
Анализ пригодности машин способствует более полному исследованию свойств и характеристик машин в процессе функционирования и может быть полезен при выборе более эффективного режима работы или сопоставлении аналогичного оборудования.
Библиография
[1] | ISO 3534-1 | Statistics - Vocabulary and symbols - Part 1: General statistical terms and terms used in probability |
[2] | ISO 3534-2 | Statistics - Vocabulary and symbols - Part 2: Applied statistics |
[3] | ISO 5479 | Statistical interpretation of data - Tests for the departure from the normal distribution |
[4] | ISO 7870-1 | Control charts - Part 1: General guidelines |
[5] | ISO 7870-2 | Shewhart control charts |
[6] | ISO 11462-1 | Guidelines for implementation of statistical process control (SPC) - Part 1: Elements of SPC |
[7] | ISO 21747 | Statistical methods - Process performance and capability statistics for measured quality characteristics |
[8] | ISO/TR 22514-4 | Statistical methods in process management - Capability and performance - Part 4: Process capability estimates and performance measures |
[9] | Automotive Industry Action Group (AIAG). Measurement Systems Analysis Reference Manual, 4 | |
УДК 658.562.012.7:65.012.122:006.354 | ОКС 03.120.30 | ||
Ключевые слова: пригодность машин, индекс пригодности машины, анализ пригодности машины, точечная оценка индекса пригодности, доверительный интервал для индекса пригодности | |||
Электронный текст документа
и сверен по:
, 2020
{kind=link}