ГОСТ ISO 7870-5-2023
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Статистические методы
КОНТРОЛЬНЫЕ КАРТЫ
Часть 5
Специальные контрольные карты
Statistical methods. Control charts. Part 5. Specialized control charts
МКС 03.120.30
Дата введения 2024-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Закрытым акционерным обществом "Научно-исследовательский центр контроля и диагностики технических систем" (ЗАО "НИЦ КД") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 125 "Применение статистических методов"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 31 марта 2023 г. N 160-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 27 апреля 2023 г. N 282-ст межгосударственный стандарт ГОСТ ISO 7870-5-2023 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2024 г.
5 Настоящий стандарт идентичен международному стандарту ISO 7870-5:2014* "Контрольные карты. Часть 5. Специальные контрольные карты" ("Control charts - Part 5: Specialized control charts", IDT).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных (государственных) стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
_________________
Однако для количественных данных возможны особые ситуации, когда контрольные карты Шухарта могут быть неадекватными, недостаточными или менее эффективными при обнаружении необычных структур вариабельности/изменчивости процесса, особенно в тех случаях, когда:
a) для изготовления объекта требуется значительное время, и поэтому данные выборки доступны через большие промежутки времени;
b) существует несколько источников подгрупп, которые имеют примерно одинаковую производительность, среднее процесса и воспроизводимость процесса;
c) среднее процесса систематически изменяется;
d) объем выборки велик, а последовательность производства не существенна;
e) процесс не имеет постоянного целевого значения.
В таких ситуациях следует использовать специальные контрольные карты.
Аналогично особые ситуации могут возникнуть при работе с данными по альтернативному признаку. Могут возникнуть ситуации, когда критичность несоответствий в подгруппе вызывает озабоченность, но различные несоответствия имеют разную критичность. Таким образом, все типы несоответствий не могут быть рассмотрены одинаково. В зависимости от критичности каждому классу несоответствий должны быть присвоены различные ранги (веса), и, соответственно, рассчитаны негативные баллы/баллы качества. Контрольные границы рассчитывают на основе таких негативных оценок и, соответственно, строят контрольные карты.
Могут возникнуть ситуации, когда исходя из практических соображений контроль по альтернативному признаку предпочтительнее контроля по количественному признаку, как при контроле параметров положения, так и при контроле параметров изменчивости/вариабельности контролируемой характеристики процесса (например, контроль на основе калибров). В операциях сборки возможно наличие информации о количестве единиц продукции с характеристикой, меньше нижней границы поля допуска (калибр непроходной), а также о количестве единиц продукции с характеристикой, превышающей верхнюю границу поля допуска (калибр проходной). В такой ситуации может быть использована пара специальных контрольных карт.
Также могут возникнуть ситуации, когда данные не соответствуют нормальному распределению. Такие ситуации довольно часто встречаются в сфере услуг, кроме того, в специальных производственных процессах. В этом случае следует использовать специальную контрольную карту.
Настоящий стандарт является руководством по использованию специальных контрольных карт для решения вышеуказанных типовых, необычных ситуаций.
1 Область применения
Настоящий стандарт устанавливает руководство по использованию и пониманию специальных контрольных карт в ситуациях, когда применение обычных контрольных карт Шухарта для статистического управления процессом может быть либо не возможно, либо менее эффективно для обнаружения необычных структур изменчивости процесса.
Специальными контрольными картами, рассмотренными в настоящем стандарте для количественных данных, являются:
а) контрольные карты скользящего среднего и скользящего размаха;
б) z-карты;
c) групповые контрольные карты;
d) контрольные карты экстремальных значений;
e) контрольные карты с трендом;
f) контрольные карты коэффициента вариации;
g) контрольные карты ненормальных данных.
Для альтернативных данных специальные контрольные карты, рассмотренные в настоящем стандарте, включают:
a) стандартизованные p-карты;
b) контрольные карты баллов качества;
c) контрольные карты контроля с помощью калибров.
В настоящем стандарте также приведены рекомендации относительно того, когда следует использовать каждую из вышеперечисленных контрольных карт, указаны преимущества и особенности их применения, а также рекомендации по определению соответствующих контрольных границ. Для каждой контрольной карты приведен пример.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующий стандарт [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
ISO 3534-2, Statistics - Vocabulary and symbols - Part 2: Applied statistics (Статистика. Словарь и условные обозначения. Часть 2. Прикладная статистика)
3 Термины и определения
В настоящем стандарте применены термины по ISO 3534-2, а также следующие термины с соответствующими определениями.
3.1 контрольная карта (control chart): График, на который наносят в установленном порядке значения статистического показателя в соответствии с последовательностью выборок, используемый для управления процессом и снижения изменчивости процесса.
Примечание 1 - Порядок нанесения на карту значений обычно привязан ко времени или порядку отбора выборок.
Примечание 2 - Применение контрольной карты обычно наиболее эффективно, если на ней отражают показатель процесса, коррелированный с качеством готовой продукции или услуги.
[ISO 3534-2:2006, 2.3.1]
3.2 контрольная карта Шухарта (Shewhart control chart): Контрольная карта с контрольными границами Шухарта, предназначенная для разделения причин изменчивости контролируемой характеристики на случайные и специальные.
[ISO 3534-2:2006, 2.3.2]
3.3 карта контроля по количественному признаку (variables control chart): Контрольная карта Шухарта, предназначенная для графического представления данных, измеряемых по непрерывной шкале.
[ISO 3534-2:2006, 2.3.6]
3.4 карта контроля по альтернативному признаку (attributes control chart): Контрольная карта Шухарта, предназначенная для графического представления счетных или категоризированных данных.
[ISO 3534-2:2006, 2.3.7]
3.5 контрольная карта средних арифметических, Xbar-карта (Xbar control chart, average control chart): Карта контроля по количественному признаку, предназначенная для оценки уровня процесса на основе средних арифметических в подгруппах.
[ISO 3534-2:2006, 2.3.12]
3.6 контрольная карта размахов, R-карта (R chart, range control chart): Карта контроля по количественному признаку, предназначенная для оценки изменчивости процесса по размахам в подгруппах.
[ISO 3534-2:2006, 2.3.18]
Примечание 1 - Такая карта особенно полезна, когда доступно только одно наблюдение в подгруппе. Примеры - характеристики процесса, такие как температура, давление, время.
[ISO 3534-2:2006, 2.3.14]
[ISO 3534-2:2006, 2.3.20]
3.9 z-карта (z-chart): Карта контроля по количественному признаку, предназначенная для оценки процесса на основе подгрупп со стандартизованной нормальной переменной.
3.10 групповая контрольная карта средних (group control chart for averages): Карта контроля по количественному признаку, предназначенная для оценки уровня процесса на основе наибольших и наименьших средних в подгруппах (имеющих различные источники), с указанием соответствующих обозначений входных данных.
3.11 групповая контрольная карта размахов (group control chart for ranges): Карта контроля по количественному признаку, предназначенная для оценки изменчивости процесса на основе наибольших размахов в подгруппах (имеющих различные источники), с указанием соответствующих обозначений входных данных.
3.12 контрольная карта экстремальных значений (high - low control chart): Карта контроля по количественному признаку, предназначенная для оценки уровня процесса на основе наибольших и наименьших значений в подгруппах.
3.13 контрольная карта с трендом (trend control chart): Контрольная карта, предназначенная для оценки уровня процесса на основе отклонений средних арифметических по подгруппам от ожидаемого изменения уровня процесса.
Примечание 1 - Тренд может быть определен экспериментально или с помощью регрессионного анализа.
Примечание 2 - Тренд - это тенденция роста или снижения центральной линии процесса после исключения случайной изменчивости и циклических воздействий, если наблюдаемые значения представлены на графике в порядке, соответствующем моментам времени наблюдений.
[ISO 3534-2:2006, 2.3.17]
3.14 контрольная карта коэффициента вариации (control chart for coefficient of variation): Карта контроля по количественному признаку, предназначенная для оценки изменчивости процесса по коэффициентам вариации в подгруппах.
3.15 контрольная карта долей или процента; p-карта (p chart, proportion or percent categorized units control chart): Карта контроля по альтернативному признаку для контроля числа единиц продукции данного класса по отношению к общему числу единиц продукции в выборке, выраженному в виде пропорции или процента.
Примечание 1 - В области качества классом обычно является класс "несоответствующих единиц продукции".
Примечание 2 - Как правило, p-карты применяют в тех случаях, когда объем выборки является непостоянным.
Примечание 3 - Наносимые на карту данные могут быть долями или процентами.
[ISO 3534-2:2006, 2.3.11]
3.16 стандартизованная p-карта (standardized p-chart): Карта контроля по альтернативному признаку, где доля единиц продукции данного класса представляет собой случайную величину, подчиняющуюся стандартному нормальному распределению.
Примечание - На этой карте центральная линия - нулевая, верхняя контрольная граница равна +3, а нижняя контрольная граница равна -3.
3.17 контрольная карта баллов качества (demerit control chart, quality score chart): Контрольная карта многомерной характеристики, предназначенная для оценки уровня процесса на основе присвоения весовых коэффициентов событиям в зависимости от их значимости.
[ISO 3534-2:2006, 2.3.23]
3.18 контрольная карта контроля с помощью калибра (control chart for inspection by gauging): Карта контроля по альтернативному признаку, когда контроль выполняют с помощью калибра и доступна информация о количестве единиц, превышающих верхний предел калибра (отклоненных проходным калибром) и лежащих ниже нижнего предела калибра (отклоненных непроходным калибром).
4 Обозначения и сокращения
4.1 Обозначения
В настоящем стандарте использованы следующие обозначения:
- объем выборки (подгруппы); | |
- количество подгрупп; | |
- отдельное измеренное значение; | |
- выборочное среднее -й подгруппы; | |
- арифметическое среднее средних подгрупп; | |
- истинное среднее процесса; | |
- истинное стандартное отклонение процесса; | |
- размах; | |
- средний размах; | |
- выборочное стандартное отклонение; | |
- среднее арифметическое выборочных стандартных отклонений подгрупп; | |
- доля или процент единиц продукции; | |
- среднее арифметическое доли или процентов единиц продукции; | |
- центральная линия; | |
- верхняя контрольная граница; | |
- нижняя контрольная граница; | |
- среднее арифметическое переменной , нанесенной на контрольную карту; | |
- наибольшее наблюдение в подгруппе; | |
- наименьшее наблюдение в подгруппе; | |
- среднее арифметическое наибольших наблюдений в подгруппах; | |
- среднее арифметическое наименьших наблюдений в подгруппах; | |
- переменная, подчиняющаяся нормальному распределению с нулевым средним и единичным стандартным отклонением; | |
- коэффициент вариации; | |
- среднее арифметическое значений коэффициента вариации. |
4.2 Сокращения
В настоящем стандарте использованы следующие сокращения:
BPO - аутсорсинг бизнес-процессов;
CV - коэффициент вариации;
5 Специальные контрольные карты
Специальные карты контроля по количественному признаку включают следующие:
a) контрольные карты скользящего среднего и скользящего размаха;
b) z-карты;
c) групповые контрольные карты;
d) контрольные карты экстремальных значений;
e) контрольные карты с трендом;
f) контрольные карты коэффициента вариации;
g) контрольные карты ненормальных данных.
Специальные карты контроля по альтернативному признаку включают следующие:
a) стандартизованные p-карты;
b) контрольные карты баллов качества;
c) контрольные карты контроля с помощью калибра.
6 Контрольные карты скользящего среднего и скользящего размаха
6.1 Контрольные границы
6.1.1 Карта скользящего размаха
6.1.2 Карта скользящего среднего
6.2 Интерпретация
В отличие от контрольных карт Шухарта последовательные значения скользящего среднего и скользящего размаха не являются независимыми. Следовательно, на контрольной карте скользящего среднего и скользящего размаха серии точек с любой стороны от центральной линии не могут быть интерпретированы так же, как на контрольной карте Шухарта. Однако точка за пределами контрольных границ здесь имеет тот же смысл, что и в случае контрольной карты Шухарта. Циклический участок и/или наличие тенденции к увеличению или уменьшению на карте скользящего размаха указывают на возможность улучшения. Однако специальные причины вариаций на картах скользящего среднего и картах скользящего размаха могут быть различными.
6.3 Преимущества
6.4 Особенности применения
Последовательные точки не являются независимыми. Поскольку вероятность получения серий на контрольных картах скользящего среднего или скользящего размаха намного выше по сравнению с контрольными картами Шухарта, традиционная интерпретация серий на этих контрольных картах не допустима.
6.5 Пример
Заводную головку на корпусе часов используют для настройки времени. Штифт заводной головки вставляется через отверстие в корпусе часов. Диаметр отверстия должен удовлетворять требованию 0,005±0,001 мм. В таблице 1 приведены данные изготовления, в процессе которого выполняют операцию сверления корпуса, чтобы штифт заводной головки поместился в корпус часов. Принято решение об использовании контрольных карт скользящего среднего и скользящего размаха путем усреднения значений диаметра отверстия из трех последовательных подгрупп.
Таблица 1 - Данные подгрупп при определении диаметра отверстия для штифта головки
Номер подгруппы | Диаметр отверстия | Сумма трех последовательных скользящих наблюдений | Скользящее среднее | Скользящий размах | Примечания |
1 | 0,003 | ||||
2 | 0,005 | ||||
3 | 0,001 | 0,009 | 0,0030 | 0,004 | |
4 | 0,003 | 0,009 | 0,0030 | 0,004 | |
5 | 0,002 | 0,006 | 0,0020 | 0,002 | |
6 | 0,005 | 0,010 | 0,0033 | 0,003 | |
7 | 0,006 | 0,013 | 0,0043 | 0,004 | Пересменка |
8 | 0,003 | 0,014 | 0,0047 | 0,003 | |
9 | 0,004 | 0,013 | 0,0043 | 0,003 | |
10 | 0,005 | 0,012 | 0,0040 | 0,002 | |
11 | 0,005 | 0,014 | 0,0047 | 0,001 | |
12 | 0,006 | 0,016 | 0,0053 | 0,001 | |
13 | 0,001 | 0,012 | 0,0040 | 0,005 | |
14 | 0,002 | 0,009 | 0,0030 | 0,005 | Инструмент изменен |
15 | 0,007 | 0,010 | 0,0033 | 0,006 | |
16 | 0,001 | 0,010 | 0,0033 | 0,006 | |
17 | 0,003 | 0,011 | 0,0037 | 0,006 | |
18 | 0,004 | 0,008 | 0,0027 | 0,003 | |
19 | 0,003 | 0,010 | 0,0033 | 0,001 | |
20 | 0,001 | 0,008 | 0,0027 | 0,003 | |
21 | 0,006 | 0,010 | 0,0033 | 0,005 | |
22 | 0,005 | 0,012 | 0,0040 | 0,005 | |
23 | 0,004 | 0,015 | 0,0050 | 0,002 | |
24 | 0,002 | 0,011 | 0,0037 | 0,003 | |
25 | 0,001 | 0,007 | 0,0023 | 0,003 | |
Сумма | 0,0829 | 0,080 | |||
6.5.1 Контрольные границы контрольной карты скользящего размаха
6.5.2 Контрольные границы контрольной карты скользящего среднего
6.5.3 Интерпретация
По карте видно, что процесс находится в статистически управляемом (стабильном) состоянии.
 |
Рисунок 1 - Контрольные карты скользящего среднего и скользящего размаха
7 z-карта
Существуют ситуации, когда необходимо контролировать процессы с большим разнообразием продукции с различными техническими требованиями (ТУ), изготавливаемой небольшими производственными партиями и с различными объемами выборок. При наличии существенных различий в разбросе характеристик этой продукции использование отклонения от целевого показателя процесса становится проблематичным. Также возможны ситуации, когда у процесса не постоянное, а изменяющееся во времени целевое значение.
7.1 Контрольные границы
7.2 Преимущества
Преимуществом z-карты является простота расчетов, интерпретации, и, что наиболее важно, z-карта способствует обычной интерпретации контрольных карт Шухарта для управления процессами и принятия решений.
7.3 Особенности применения
При отсутствии предыдущих данных эту карту трудно применять, поскольку для оценки изменчивости необходимы ранее полученные данные.
7.4 Пример
8 Групповая контрольная карта
В промышленном производстве может сложиться ситуация, при которой данные для контроля качества поступают из нескольких источников, например с многошпиндельного станка с одной и той же стандартной производительностью шпинделей, или от нескольких рабочих, или с нескольких машин. В таких случаях, если при отборе образца не предприняты специальные меры, инженеру по качеству трудно выявить причину проблемы, когда контрольная карта показывает отсутствие управляемости. Одним из очевидных решений является ведение отдельной карты для каждого возможного источника вариаций, что довольно нерационально и отнимает много времени. Решение этой проблемы обеспечивает имеющая широкое применение групповая контрольная карта, впервые разработанная с целью контроля размеров продукции многошпиндельного автомата.
Таблица 2 - Данные подгрупп по температуре боковой поверхности печи
Номер подгруппы | Время (ч) | Целевое значение ( ) | Стандартное отклонение по прошлым данным ( ) | Наблюдаемое значение ( ) | Примечание | |
1 | 2 | 205 | 2,12 | 200 | -2,36 | |
2 | 4 | 210 | 7,07 | 200 | -1,41 | |
3 | 6 | 210 | 8,48 | 210 | 0,00 | |
4 | 8 | 220 | 6,36 | 215 | -0,79 | |
5 | 10 | 220 | 7,07 | 215 | -0,71 | |
6 | 12 | 230 | 7,07 | 220 | -1,41 | |
7 | 14 | 230 | 6,36 | 225 | -0,79 | |
8 | 16 | 230 | 17,68 | 240 | 0,57 | |
9 | 18 | 240 | 11,31 | 245 | 0,44 | |
10 | 20 | 240 | 10,61 | 260 | 1,89 | |
11 | 22 | 240 | 7,07 | 265 | 3,54 | Неисправность системы нагрева |
12 | 24 | 240 | 3,53 | 245 | 1,42 | |
13 | 26 | 240 | 5,53 | 255 | 2,71 | |
14 | 28 | 250 | 8,08 | 260 | 1,24 | |
15 | 30 | 250 | 12,65 | 270 | 1,58 | |
16 | 32 | 250 | 13,62 | 285 | 2,57 | |
17 | 34 | 260 | 10,5 | 285 | 2,38 | |
18 | 36 | 260 | 10,07 | 285 | 2,48 | |
19 | 38 | 270 | 8,48 | 285 | 1,77 | |
20 | 40 | 270 | 6,36 | 285 | 2,36 | |
21 | 42 | 270 | 7,07 | 285 | 2,12 | |
22 | 44 | 270 | 7,07 | 285 | 2,12 | |
23 | 46 | 280 | 6,36 | 300 | 3,14 | |
24 | 48 | 280 | 7,67 | 300 | 2,61 | |
25 | 50 | 320 | 4,95 | 330 | 2,02 | |
26 | 52 | 380 | 4,95 | 350 | -6,06 | |
27 | 54 | 460 | 5,15 | 430 | -5,83 | |
28 | 56 | 480 | 6,7 | 460 | -2,99 | |
29 | 58 | 550 | 8,1 | 530 | -2,47 | |
30 | 60 | 550 | 5,1 | 545 | -0,98 | |
31 | 62 | 550 | 4,8 | 555 | 1,04 | |
32 | 64 | 550 | 5,25 | 550 | 0,00 | |
33 | 66 | 550 | 4,5 | 545 | -1,11 | |
34 | 68 | 550 | 6,02 | 540 | -1,66 | |
35 | 70 | 550 | 8,07 | 530 | -2,48 | |
36 | 72 | 460 | 7,8 | 450 | -1,28 | |
37 | 74 | 340 | 10,2 | 350 | 0,98 | |
38 | 76 | 300 | 8,76 | 310 | 1,14 |
Примечание - Такие события, как изменение сырья, смены, оператора и т.п., могут быть записаны в разделе "Примечания", чтобы облегчить прослеживаемость специальной причины вариаций на этом этапе.
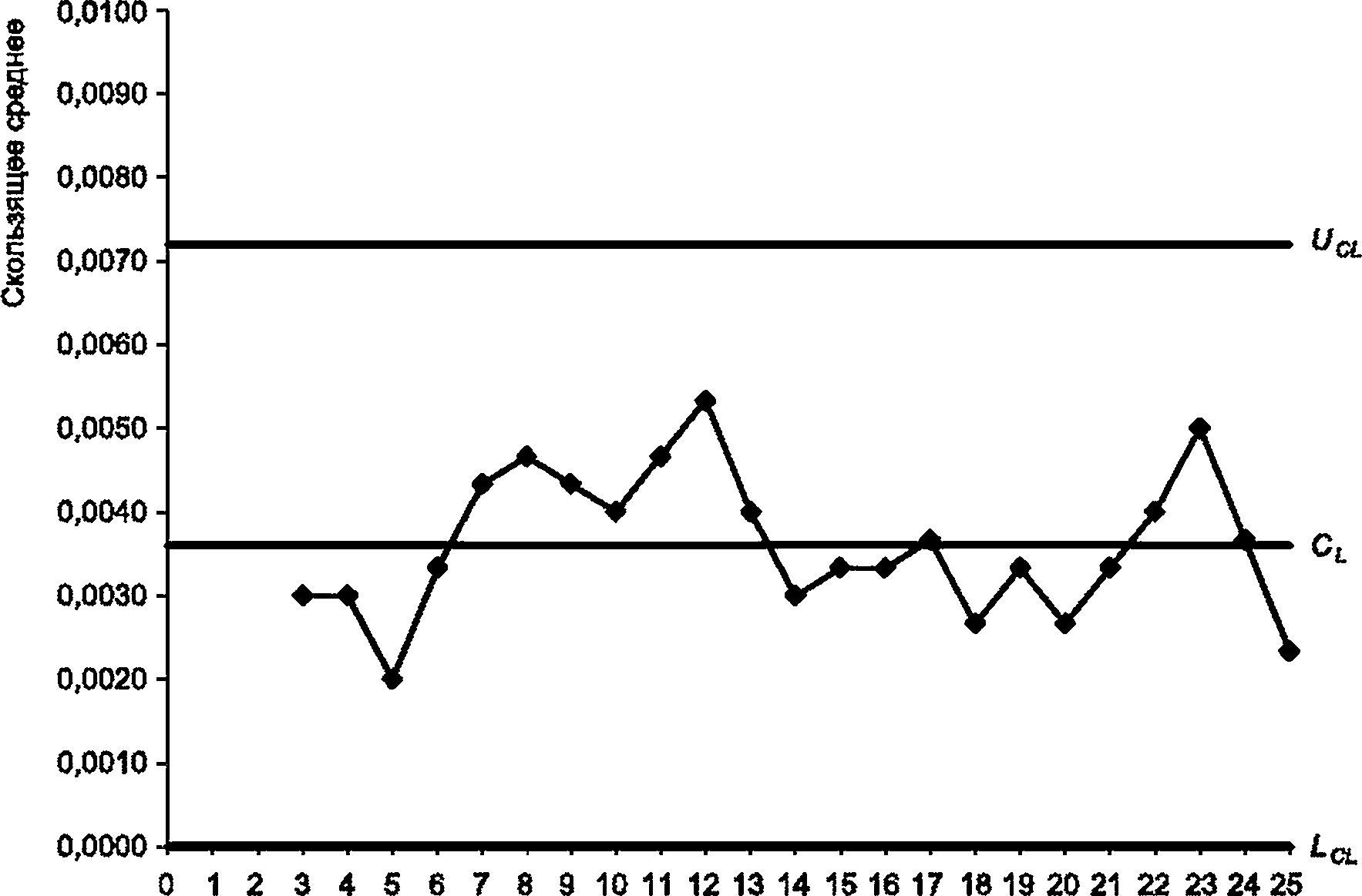 |
Рисунок 2 - z-карта
8.1 Контрольные границы
8.1.1 Групповая контрольная карта размаха
8.1.2 Групповая контрольная карта средних
8.2 Преимущества
Преимущества заключаются в следующем:
a) карта требует меньше работы при построении графика;
b) компактное представление всей информации от группы машин на одной карте облегчает интерпретацию;
c) легче выяснить, дает ли конкретный источник стабильно высокие или низкие значения на карте среднего или размаха. Если между источниками нет реального различия, то в долгосрочной перспективе цифры, соответствующие различным источникам, будут появляться на картах почти одинаково часто.
8.3 Особенности применения
Особенностями применения карты являются следующие:
a) групповые контрольные карты требуют наличия нескольких источников, которые дают примерно равное количество подгрупп примерно с одинаковой интенсивностью, например, разные шпиндели на одном автоматическом станке, несколько идентичных станков или несколько операторов, каждый из которых выполняет одну и ту же операцию. Между средними значениями или дисперсиями различных подгрупп возможна согласованность, которая может быть устойчивой. Например, если на одном и том же задании задействовано 10 машин, но две из них имеют разные технологические возможности, групповая контрольная карта не может быть применена ко всем 10 машинам, она не должна охватывать эти две машины. Две машины, которым соответствуют различные технологические возможности, следует контролировать отдельно;
b) для интерпретации необходимы опыт и навык;
c) общепринятая интерпретация серий точек выше и ниже центральной линии не применима.
8.4 Пример
В таблице 3 приведены два измерения диаметров двух деталей, изготовленных на каждом из шести шпинделей автоматического винтонарезного станка. Приведенные значения указаны в единицах 0,001 мм превышения 12 мм. Самые высокие (H) и самые низкие (L) средние значения указаны в таблице 3 соответственно. Самые высокие размахи также обозначены буквой H в таблице 3. Принято решение построить групповую контрольную карту.
8.4.1 Контрольные границы групповой контрольной карты размаха
8.4.2 Контрольные границы групповой контрольной карты среднего
Поскольку значения превышают 12 мм, фактические контрольные границы для групповой контрольной карты среднего составляют:
Таблица 3 - Результаты измерений диаметра в подгруппах (мкм более 12 мм)
Номер подгруппы | Номер шпинделя | Диаметр | Среднее | Размах | Примечание | |||
деталь 1 | деталь 2 | |||||||
1 | 1 | 6 | 7 | 6,5 | H | 1 | ||
2 | 4 | 6 | 5,0 | 2 | H | |||
3 | 6 | 4 | 5,0 | 2 | H | |||
4 | 5 | 4 | 4,5 | L | 1 | |||
5 | 6 | 5 | 5,5 | 1 | ||||
6 | 4 | 5 | 4,5 | L | 1 | |||
2 | 1 | 6 | 6 | 6,0 | H | 0 | ||
2 | 6 | 6 | 6,0 | H | 0 | |||
3 | 5 | 6 | 5,5 | 1 | ||||
4 | 5 | 5 | 5,0 | L | 0 | |||
5 | 5 | 6 | 5,5 | 1 | ||||
6 | 7 | 5 | 6,0 | H | 2 | H | ||
3 | 1 | 5 | 6 | 5,5 | 1 | H | ||
2 | 6 | 6 | 6,0 | H | 0 | |||
3 | 5 | 5 | 5,0 | L | 0 | |||
4 | 6 | 5 | 5,5 | 1 | H | |||
5 | 5 | 5 | 5,0 | L | 0 | |||
6 | 6 | 6 | 6,0 | H | 0 | |||
4 | 1 | 5 | 6 | 5,5 | 1 | |||
2 | 6 | 5 | 5,5 | 1 | ||||
3 | 5 | 5 | 5,0 | 0 | ||||
4 | 4 | 4 | 4,0 | L | 0 | |||
5 | 5 | 7 | 6,0 | H | 2 | H | ||
6 | 6 | 4 | 5,0 | 2 | H | |||
5 | 1 | 5 | 6 | 5,5 | 1 | |||
2 | 5 | 4 | 4,5 | L | 1 | |||
3 | 6 | 5 | 5,5 | 1 | ||||
4 | 7 | 4 | 5,5 | 3 | H | |||
5 | 7 | 6 | 6,5 | H | 1 | |||
6 | 5 | 7 | 6,0 | 2 | ||||
6 | 1 | 5 | 5 | 5,0 | L | 0 | ||
2 | 6 | 5 | 5,5 | 1 | ||||
3 | 4 | 7 | 5,5 | 3 | H | |||
4 | 7 | 6 | 6,5 | H | 1 | |||
5 | 5 | 5 | 5,0 | L | 0 | |||
6 | 6 | 5 | 5,5 | 1 | ||||
Итого | 195,5 | 35 | ||||||
Групповые контрольные карты среднего и размаха показаны на рисунке 3. На групповой контрольной карте среднего показаны самые высокие и самые низкие значения с соответствующими указателями, идентифицирующими источник (номер шпинделя). Аналогично на групповой контрольной карте размаха нанесен наибольший размах с соответствующими указателями источника, идентифицирующими номер шпинделя.
8.4.3 Интерпретация
Нет свидетельств какой-либо неконтролируемой ситуации.
 |
Рисунок 3 - Групповая контрольная карта средних и размахов
9 Контрольная карта экстремальных значений
Возможны ситуации, когда объем выборки велик, а последовательность производства невозможно отследить. Например, при производстве партиями (например, нанесение цинкового покрытия, термообработка при отжиге) последовательность производства трудно проследить. Кроме того, поскольку несколько партий смешивают, систематическая изменчивость становится неотъемлемой частью дальнейшей обработки. В таких ситуациях желательно использовать контрольную карту экстремальных (наибольших и наименьших) значений или контрольную карту "максимум-минимум", как ее часто называют, вместо обычной контрольной карты Шухарта.
9.1 Контрольные границы
9.1.1 Среднее и стандартное отклонение неизвестны
Если значения среднего и дисперсии процесса неизвестны из прошлых данных, их оценивают на основе собранных исходных данных, а контрольные границы вычисляют следующим образом:
9.1.2 Среднее и стандартное отклонение известны
9.2 Интерпретация
9.3 Преимущества
Данный вид карт чрезвычайно прост, так как для построения точек на контрольной карте не требуется никаких вычислений. Кроме того, в этом случае необходимо заполнять только одну карту вместо двух обычных карт, поскольку информация об уровне и дисперсии процесса представлена на одной карте.
9.4 Особенности применения
Данный вид карт не очень полезен, если процесс неустойчив. Систематические изменения внутри партии могут остаться незамеченными.
9.5 Пример


Контрольные границы составляют:
Данные таблицы 4 нанесены на контрольную карту экстремальных значений как для наибольших, так и для наименьших значений (см. рисунок 4).
Таблица 4 - Данные подгрупп по наибольшим и наименьшим значениям диаметра головки болта
Номер подгруппы | Наибольшее значение ( ), мм | Наименьшее значение ( ), мм | Примечание |
1 | 4,00 | 3,96 | |
2 | 3,99 | 3,95 | |
3 | 3,99 | 3,97 | |
4 | 4,00 | 3,97 | |
5 | 3,99 | 3,97 | |
6 | 4,00 | 3,97 | |
7 | 3,98 | 3,96 | |
8 | 3,99 | 3,98 | |
9 | 4,00 | 3,98 | |
10 | 3,99 | 3,97 | |
11 | 4,00 | 3,98 | |
12 | 4,01 | 3,98 | |
13 | 3,98 | 3,97 | |
14 | 4,00 | 3,98 | Изменение материала |
15 | 3,98 | 3,97 | |
16 | 3,96 | 3,95 | |
17 | 3,96 | 3,94 | |
18 | 3,96 | 3,94 | |
19 | 3,98 | 3,93 | |
20 | 3,98 | 3,93 | |
21 | 3,97 | 3,94 | Инструмент сломан и заменен |
22 | 3,97 | 3,95 | |
23 | 3,97 | 3,94 | |
24 | 3,97 | 3,95 | |
25 | 3,97 | 3,95 | |
Итого | 99,59 | 98,98 |
Примечание - Такие события, как изменение сырья, смены, оператора и т.п., могут быть записаны в разделе "Примечания", чтобы облегчить прослеживаемость специальной причины вариаций на этом этапе.
9.5.1 Интерпретация
Данные строк 19 и 20 в таблице 4 указывают на увеличение изменчивости, связанной с состоянием инструмента. Среднее процесса непостоянно. Оно различно для более раннего периода (первые 7 строк), среднего периода (строки 8-15) и более позднего периода. Можно достичь стабильности, контролируя соответствующие независимые параметры процесса.
10 Контрольная карта с трендом
В некоторых отраслях промышленности в процессе производства уровень процесса систематически изменяется. Это связано, например, с износом инструмента в механическом цехе, падением давления при опорожнении резервуара и замедлением химических реакций по мере снижения концентрации химических веществ в партии с течением времени. В случае износа инструмента желательно отрегулировать или повторно заточить инструмент, чтобы избежать изготовления несоответствующей продукции. С другой стороны, может оказаться нецелесообразным чрезмерно часто прерывать производство для замены, повторной заточки или настройки инструмента. Целью является экономия совокупных затрат, связанных с продукцией и заменой, повторной заточкой или регулировкой инструмента.
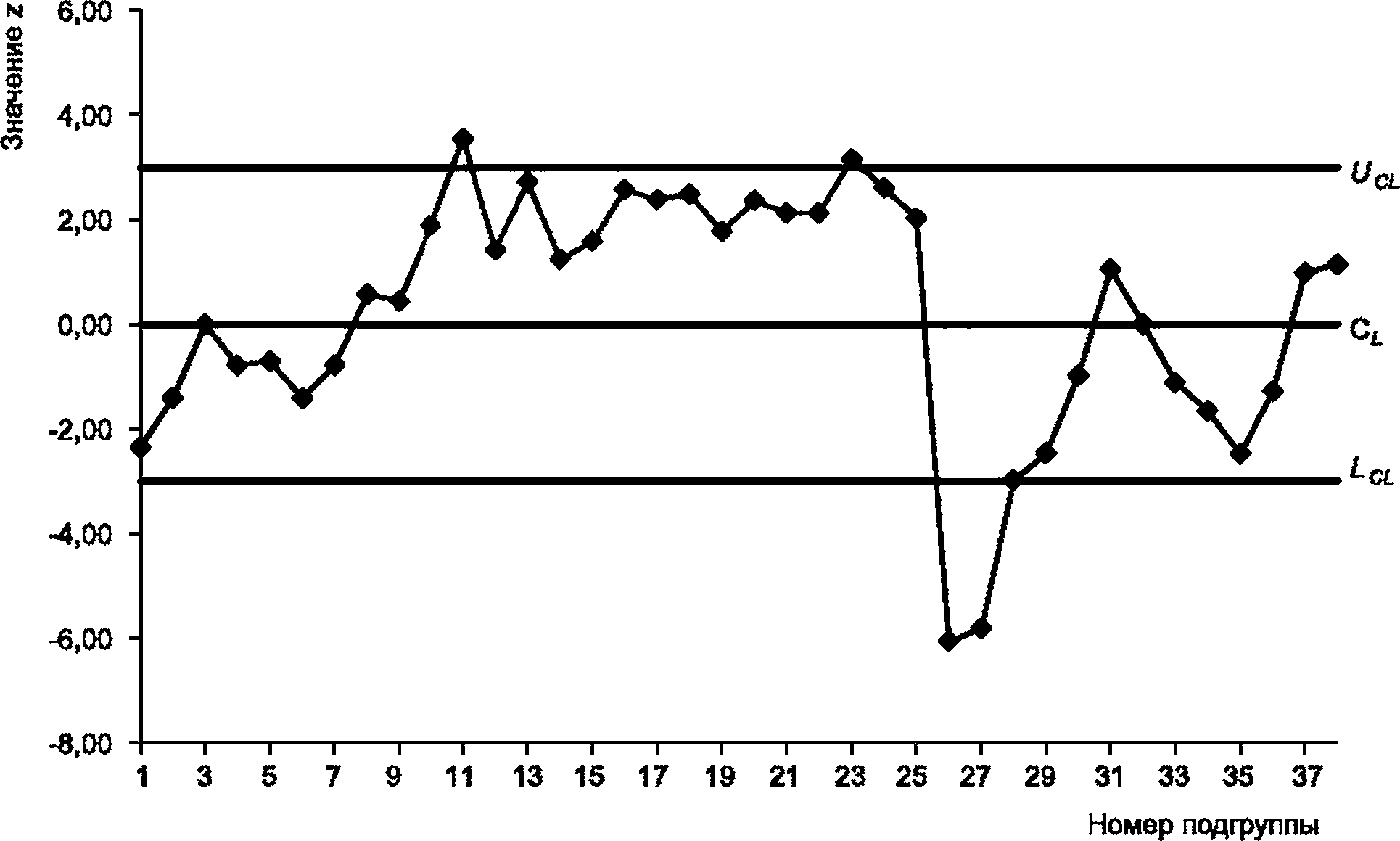 |
Рисунок 4 - Контрольная карта экстремальных значений
10.1 Контрольные границы
10.1.1 Контрольные границы карты размаха
10.1.2 Контрольные границы карты среднего

Контрольные границы среднего имеют вид:
10.2 Преимущества
Контрольная карта минимизирует частоту регулировок процесса, что приводит к соответствующему снижению затрат. Кроме того, критерии для сигналов выхода процесса из-под контроля такие же, как и для контрольной карты Шухарта.
10.3 Особенности применения
Контрольная карта с трендом:
a) полезна только тогда, когда воспроизводимость процесса очень высока;
b) применима только в том случае, если дальнейшая сборка не требуется;
c) менее эффективна, чем карта средних.
10.4 Пример
В таблице 5 приведены данные о толщине головки стартера, обработанной новыми инструментами, для 25 подгрупп (объем каждой выборки 5), отобранных через регулярные периоды производства и записанных в порядке изготовления. Среднее и размах для каждой подгруппы рассчитаны и также приведены в таблице 5. Принято решение использовать контрольную карту с трендом.
10.4.1 Контрольные границы карты размаха
10.4.2 Контрольные границы карты среднего


Таблица 5 - Данные подгрупп по толщине головки стартера
Номер подгруппы ( ) | Среднее ( ) | Размах, мм | Примечание | |||||
1 | 1,962 | 0,03 | -12 | -23,544 | 1,9727 | 1,9542 | 1,9635 | |
2 | 1,964 | 0,00 | -11 | -21,604 | 1,9739 | 1,9554 | 1,9647 | |
3 | 1,960 | 0,03 | -10 | -19,600 | 1,9750 | 1,9565 | 1,9658 | |
4 | 1,966 | 0,02 | -9 | -17,694 | 1,9762 | 1,9577 | 1,9670 | Изменение партии |
5 | 1,968 | 0,03 | -8 | -15,744 | 1,9774 | 1,9589 | 1,9682 | |
6 | 1,968 | 0,02 | -7 | -13,776 | 1,9786 | 1,9601 | 1,9694 | |
7 | 1,970 | 0,01 | -6 | -11,820 | 1,9798 | 1,9613 | 1,9706 | |
8 | 1,974 | 0,02 | -5 | -9,870 | 1,9809 | 1,9624 | 1,9717 | |
9 | 1,972 | 0,00 | -4 | -7,888 | 1,9821 | 1,9636 | 1,9729 | Пересменка |
10 | 1,976 | 0,01 | -3 | -5,928 | 1,9833 | 1,9648 | 1,9741 | |
11 | 1,976 | 0,01 | -2 | -3,952 | 1,9845 | 1,9660 | 1,9753 | |
12 | 1,980 | 0,01 | -1 | -1,980 | 1,9857 | 1,9672 | 1,9765 | |
13 | 1,978 | 0,02 | 0 | 0,000 | 1,9868 | 1,9683 | 1,9776 | Замена инструмента |
14 | 1,982 | 0,03 | 1 | 1,982 | 1,9880 | 1,9695 | 1,9788 | |
15 | 1,984 | 0,01 | 2 | 3,968 | 1,9892 | 1,9707 | 1,9800 | |
16 | 1,980 | 0,03 | 3 | 5,940 | 1,9904 | 1,9719 | 1,9812 | |
17 | 1,984 | 0,02 | 4 | 7,936 | 1,9916 | 1,9731 | 1,9824 | |
18 | 1,986 | 0,00 | 5 | 9,930 | 1,9927 | 1,9742 | 1,9835 | |
19 | 1,986 | 0,03 | 6 | 11,916 | 1,9939 | 1,9754 | 1,9847 | |
20 | 1,988 | 0,00 | 7 | 13,916 | 1,9951 | 1,9766 | 1,9859 | |
21 | 1,988 | 0,01 | 8 | 15,904 | 1,9963 | 1,9778 | 1,9871 | |
22 | 1,990 | 0,02 | 9 | 17,910 | 1,9975 | 1,9790 | 1,9883 | |
23 | 1,992 | 0,01 | 10 | 19,920 | 1,9986 | 1,9801 | 1,9894 | |
24 | 1,980 | 0,02 | 11 | 21,780 | 1,9998 | 1,9813 | 1,9906 | |
25 | 1,986 | 0,01 | 12 | 23,832 | 2,0010 | 1,9825 | 1,9918 | |
Итого | 49,440 | 0,40 | 0 | 1,5340 |
Примечание - Такие события, как изменение сырья, смены, замена оператора и т.д., должны быть записаны в разделе "Примечания", это облегчает отслеживание специальных причин вариаций на этом этапе.
Данные, приведенные в таблице 5, нанесены на контрольную карту с трендом для среднего и размаха (см. рисунок 5).
10.4.3 Интерпретация
Изменчивость процесса находится под контролем, что видно по карте размаха. Среднее (карта с трендом) показывает высокую однородность, при этом большая часть точек группируется вокруг центральной линии. Полученный график и метод отбора проб должны быть исследованы на наличие скрытого систематического влияния, чтобы оценить возможности улучшения.
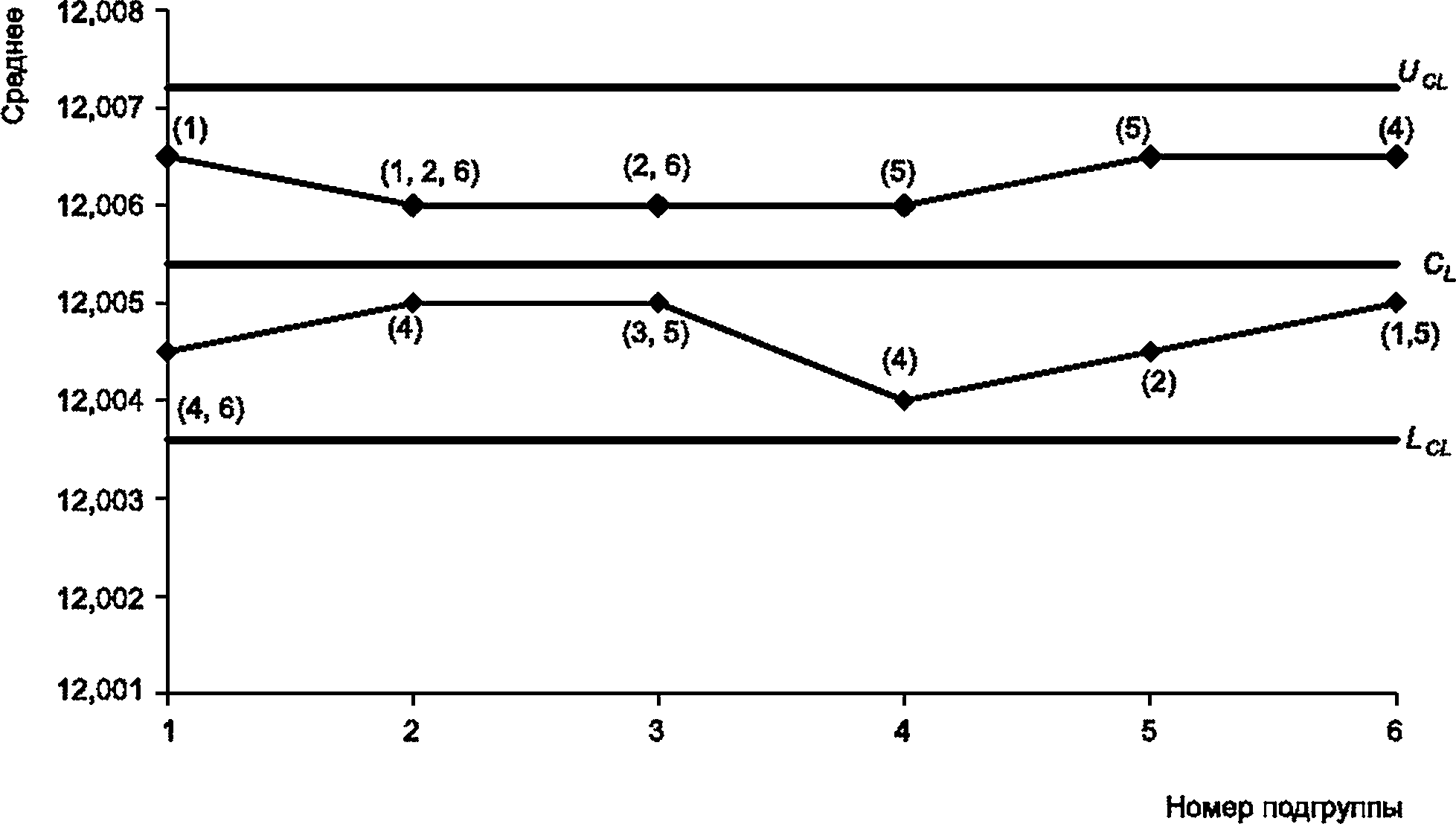 |
Рисунок 5 - Контрольная карта с трендом
11 Контрольная карта коэффициента вариации
Затем относительную изменчивость можно контролировать путем вычисления выборочных коэффициентов вариации и нанесения их на контрольную карту. Более высокие значения коэффициента вариации являются результатом либо высокой изменчивости, либо более низкого среднего значения, либо и того, и другого вместе. Принято считать, что это свидетельствует о неудовлетворительном состоянии процесса. Соответствующие низкие значения коэффициента вариации считаются благоприятными. Поэтому на контрольных картах коэффициента вариации необходимо отмечать только появление производственной проблемы, вызывающей высокие значения выборочных коэффициентов вариации. Таким образом, в основном рассматривают верхнюю границу, например, на картах размаха или стандартного отклонения.
11.1 Контрольные границы
11.1.1 Среднее и дисперсия процесса неизвестны

11.1.2 Среднее и дисперсия процесса известны
11.2 Преимущества
Вместо двух карт заполняют только одну контрольную карту.
11.3 Особенности применения
Необходимо обращать внимание на то, чтобы снижение изменчивости не сопровождалось высоким значением среднего. Поскольку для конкретной продукции коэффициент вариации должен поддерживаться на желаемом уровне путем соответствия установленным значениям среднего и дисперсии, акцент только на коэффициент вариации иногда может вводить в заблуждение. В случае, если какое-либо значение коэффициента вариации выходит за контрольные границы на карте коэффициента вариации, прежде чем делать какие-либо выводы следует оценить вклад среднего и стандартного отклонения. Это также поможет определить корректирующие действия.
11.4 Пример
В джутовой промышленности равномерность линейной плотности пряди является важным критерием, который влияет на последующие операции прядения и ткачества. Поэтому желательно правильно управлять этим свойством. С целью применения контрольной карты коэффициента вариации ежедневно на последнем этапе собирают и взвешивают пять отрезков пряди длиной 10 м. Записи за 25 дней при определенной эталонной влажности приведены в таблице 6 вместе со средним и коэффициентом вариации (конкретный образец соответствует только одной машине в определенное время).
Таблица 6 - Данные веса образцов длиной 10 м в подгруппах
Номер под- группы | Вес образца длиной 10 м (г) с установленным процентом влажности | Среднее | Стандарт- ное отклонение | CV | Примечание | ||||
1 | 751 | 681 | 708 | 748 | 704 | 718,4 | 30,22 | 4,21 | |
2 | 808 | 794 | 839 | 887 | 811 | 827,8 | 36,90 | 4,46 | |
3 | 760 | 731 | 774 | 771 | 765 | 760,2 | 17,20 | 2,26 | |
4 | 794 | 794 | 777 | 774 | 811 | 790,0 | 14,98 | 1,90 | |
5 | 714 | 712 | 695 | 697 | 703 | 704,2 | 8,58 | 1,22 | |
6 | 735 | 735 | 760 | 705 | 764 | 739,8 | 23,72 | 3,21 | |
7 | 730 | 735 | 780 | 715 | 705 | 733,0 | 28,85 | 3,94 | |
8 | 735 | 820 | 700 | 765 | 790 | 762,0 | 46,72 | 6,13 | |
9 | 740 | 745 | 705 | 765 | 715 | 734,0 | 24,08 | 3,28 | |
10 | 695 | 725 | 745 | 730 | 770 | 733,0 | 27,52 | 3,75 | |
11 | 645 | 640 | 685 | 660 | 657 | 657,4 | 17,50 | 2,66 | |
12 | 655 | 690 | 605 | 618 | 655 | 644,6 | 33,74 | 5,23 | |
13 | 662 | 682 | 655 | 705 | 670 | 674,8 | 19,64 | 2,91 | |
14 | 620 | 610 | 630 | 610 | 695 | 633,0 | 35,64 | 5,63 | |
15 | 760 | 710 | 740 | 690 | 745 | 729,0 | 28,37 | 3,89 | |
16 | 632 | 703 | 688 | 655 | 740 | 683,6 | 42,00 | 6,14 | |
17 | 720 | 700 | 681 | 777 | 792 | 734,0 | 48,41 | 6,60 | |
18 | 600 | 612 | 697 | 775 | 780 | 692,8 | 85,91 | 12,40 | |
19 | 717 | 690 | 753 | 686 | 681 | 705,4 | 30,04 | 4,26 | Продукция изменена (соответственно скорректированы материал и влажность) |
20 | 795 | 822 | 707 | 725 | 774 | 764,6 | 47,94 | 6,27 | |
21 | 605 | 715 | 764 | 655 | 660 | 679,8 | 61,10 | 8,99 | |
22 | 810 | 740 | 825 | 733 | 796 | 780,8 | 41,79 | 5,35 | |
23 | 650 | 600 | 693 | 651 | 666 | 652,0 | 33,86 | 5,19 | |
24 | 700 | 767 | 720 | 783 | 710 | 736,0 | 36,74 | 4,99 | |
25 | 665 | 640 | 700 | 653 | 704 | 672,4 | 28,47 | 4,23 | |
Итого | 119,10 | ||||||||
Примечание - Такие события, как изменение сырья, смены, замена оператора и т.д., должны быть записаны в разделе "Примечания", это облегчает отслеживание специальных причин вариаций на этом этапе.
11.4.1 Контрольные границы

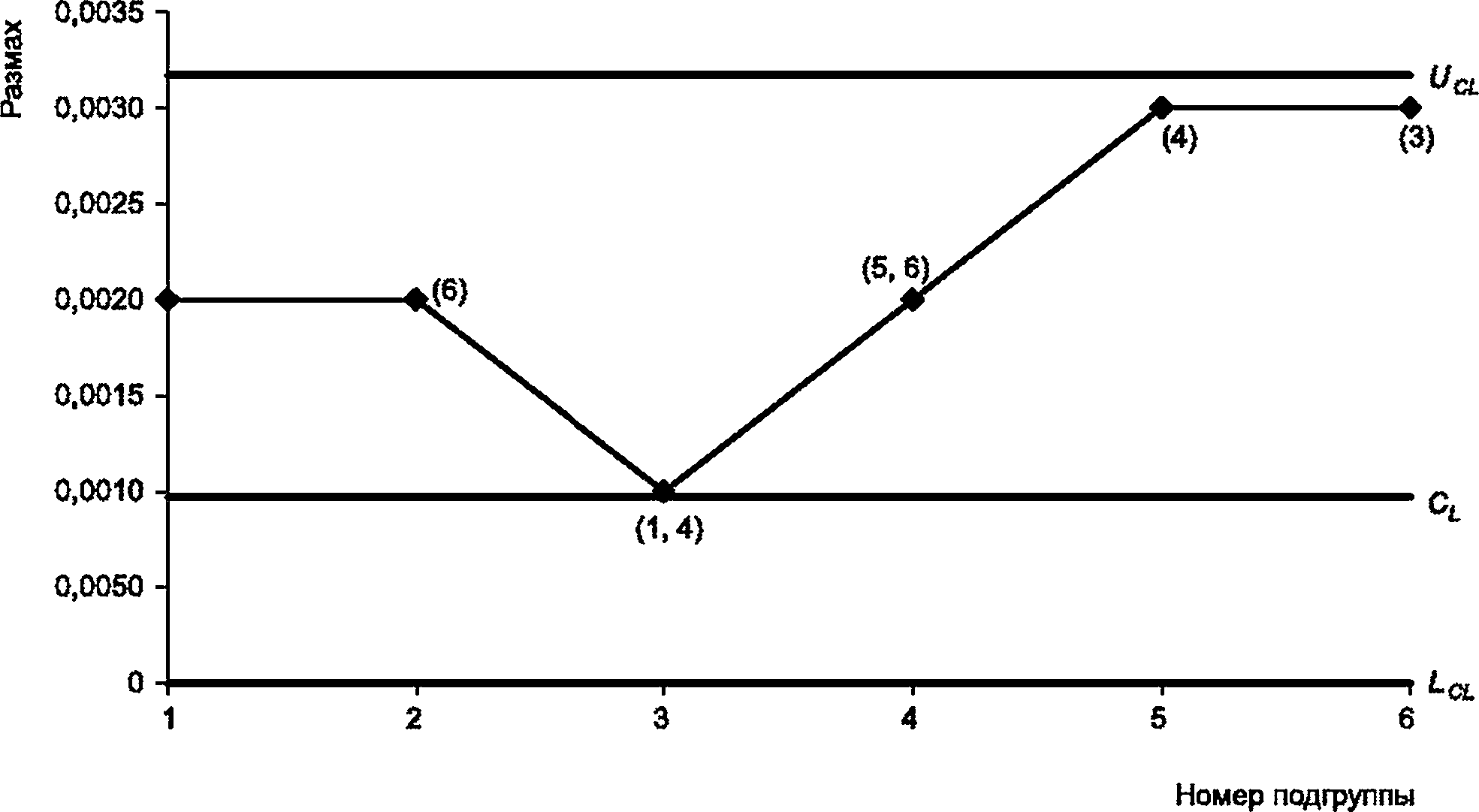 |
Рисунок 6 - Контрольная карта коэффициента вариации
11.4.2 Интерпретация
a) Имеется серия точек 1-7, указывающих на низкое выборочное среднее коэффициента вариации, это может быть обусловлено низкой вариацией или высоким средним процесса, или и тем и другим. Это необходимо исследовать.
b) Далее от точки 8 до точки 17 нет свидетельств какого-либо отсутствия управляемости процесса. В точке 18 процесс вышел из-под контроля либо из-за увеличения изменчивости, либо из-за снижения среднего, для устранения чего необходимо принять соответствующие меры.
12 Контрольная карта ненормальных данных
Фундаментальное предположение контрольных карт Шухарта состоит в том, что исследуемая характеристика качества подчиняется нормальному распределению. Чувствительность контрольных карт Шухарта уменьшается с увеличением отклонения распределения характеристики от нормального распределения. Существуют ситуации, когда распределение характеристик процесса не является нормальным, например сфера услуг (больницы, предприятия обрабатывающей промышленности и т.д.), специальные процессы (например, сварка), химические процессы и т.д.
Поэтому, прежде чем применять контрольные карты Шухарта, необходимо сначала проверить нормальность распределения данных, а если данные не соответствуют нормальному распределению, можно использовать следующие методы.
a) Использование больших подгрупп. В соответствии с центральной предельной теоремой при увеличении объема подгрупп распределение выборочных средних по подгруппам имеет тенденцию более точно соответствовать нормальному распределению.
b) Преобразование данных таким образом, чтобы преобразованные данные подчинялись нормальному распределению. Для этой цели можно использовать семейство преобразований Джонсона и/или преобразование Бокса-Кокса.
c) Если невозможно использовать большие подгруппы и/или трудно преобразовать данные, то с использованием соответствующей вероятностной бумаги или компьютерного программного обеспечения могут быть вычислены соответствующие процентили. Их также можно вычислить с использованием стандартизованных кривых Пирсона, требующих оценки коэффициентов асимметрии и эксцесса в дополнение к среднему и стандартному отклонениям. Более подробная информация приведена в ISO/TR 22514-4.
12.1 Контрольные границы
12.1.1 Контрольные границы карты размаха
12.1.2 Контрольные границы карты стандартных отклонений

12.1.3 Контрольные границы карты среднего
12.1.3.1 Если выборочные средние соответствуют нормальному распределению и объем подгруппы составляет менее 10
12.1.3.2 Если выборочные средние соответствуют нормальному распределению и объем подгруппы составляет 10 и более
12.1.3.3 Если выборочные средние не соответствуют нормальному распределению
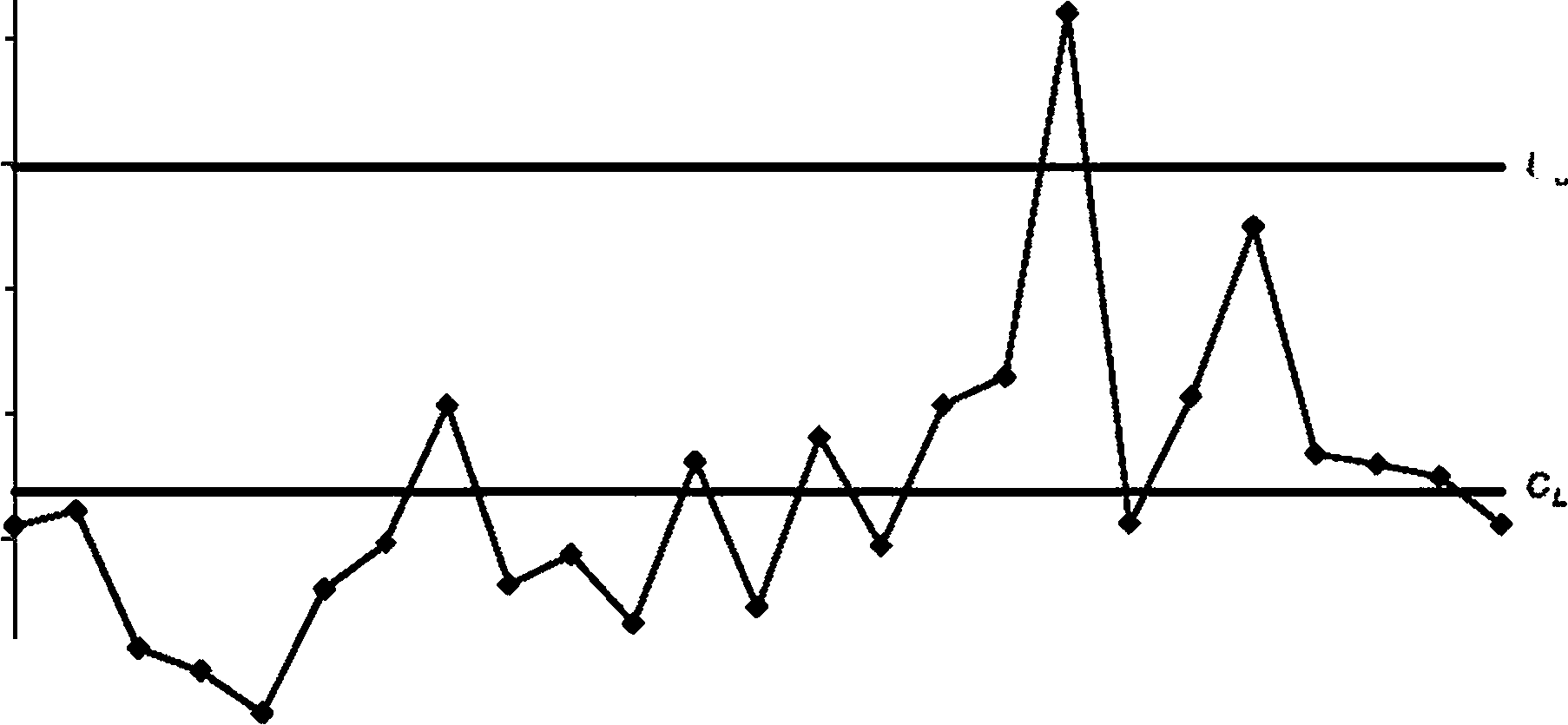
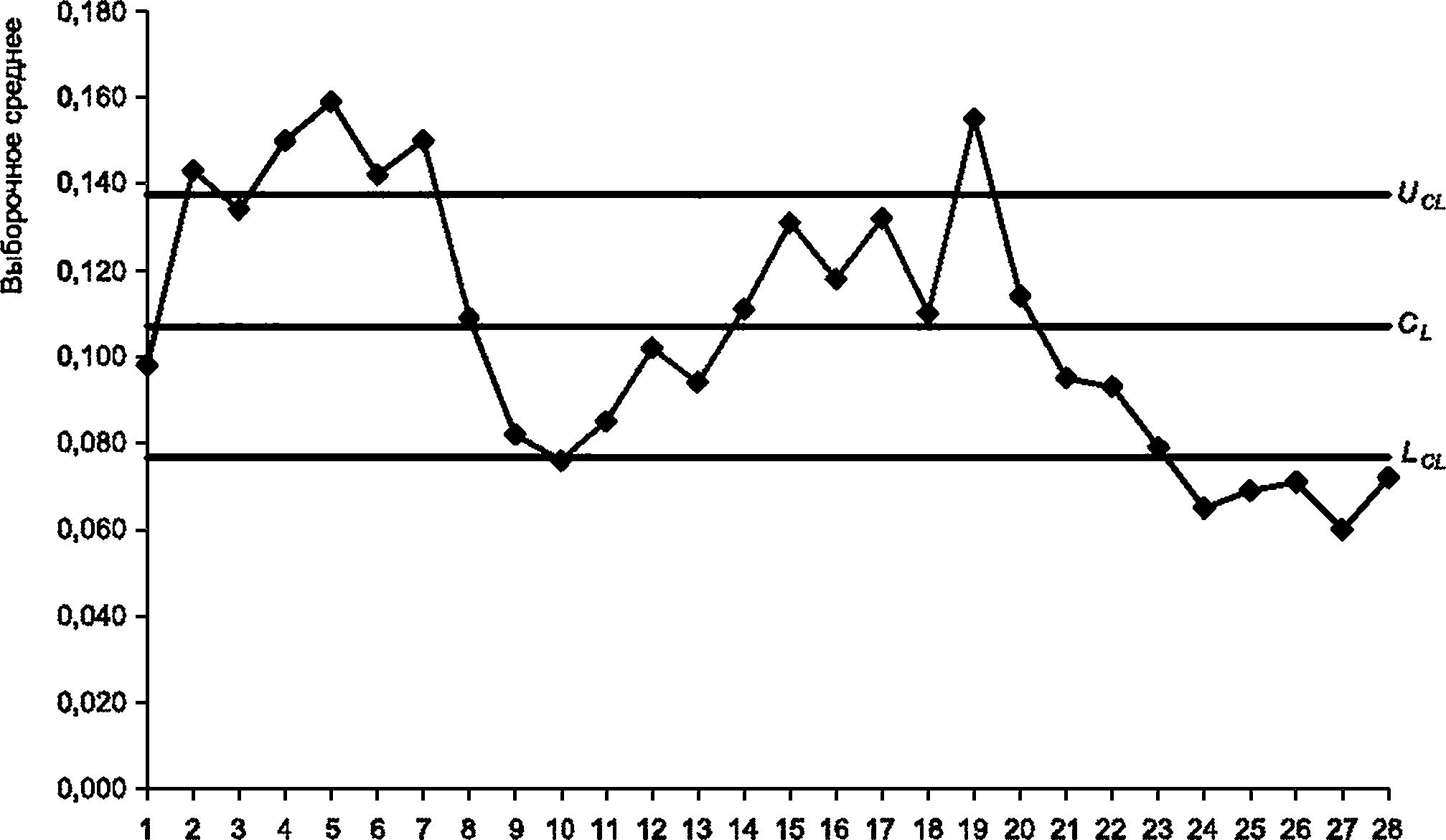
12.2 Пример
Данные о времени в минутах, затраченном на отправку образцов крови в лабораторию, приведены в таблице 7. Поскольку объем подгруппы равен 10, для контроля вариабельности используют карту стандартных отклонений. Проверка нормальности распределения с использованием нормальной вероятностной бумаги показала, что выборочные данные не подчиняются нормальному распределению. Однако выборочные средние по 28 подгруппам соответствуют нормальному распределению.
Таблица 7 - Данные времени (минуты), затраченного на доставку образцов в лабораторию по подгруппам
Номер под- группы | Время (минуты), затраченное на единицу выборки | |||||||||||
1 | 0,12 | 0,06 | 0,06 | 0,19 | 0,14 | 0,04 | 0,14 | 0,04 | 0,09 | 0,10 | 0,098 | 0,050 |
2 | 0,06 | 0,12 | 0,16 | 0,17 | 0,20 | 0,19 | 0,16 | 0,17 | 0,06 | 0,14 | 0,143 | 0,049 |
3 | 0,15 | 0,14 | 0,07 | 0,13 | 0,17 | 0,08 | 0,16 | 0,13 | 0,16 | 0,15 | 0,134 | 0,034 |
4 | 0,14 | 0,13 | 0,17 | 0,19 | 0,13 | 0,10 | 0,21 | 0,08 | 0,17 | 0,18 | 0,150 | 0,041 |
5 | 0,17 | 0,10 | 0,10 | 0,18 | 0,18 | 0,17 | 0,15 | 0,20 | 0,18 | 0,16 | 0,159 | 0,034 |
6 | 0,08 | 0,16 | 0,16 | 0,17 | 0,17 | 0,11 | 0,11 | 0,15 | 0,14 | 0,17 | 0,142 | 0,032 |
7 | 0,14 | 0,19 | 0,15 | 0,16 | 0,14 | 0,17 | 0,16 | 0,16 | 0,16 | 0,07 | 0,150 | 0,032 |
8 | 0,18 | 0,09 | 0,06 | 0,13 | 0,13 | 0,08 | 0,14 | 0,07 | 0,10 | 0,11 | 0,109 | 0,037 |
9 | 0,08 | 0,08 | 0,13 | 0,10 | 0,07 | 0,07 | 0,06 | 0,07 | 0,08 | 0,08 | 0,082 | 0,020 |
10 | 0,08 | 0,06 | 0,05 | 0,08 | 0,09 | 0,08 | 0,08 | 0,07 | 0,08 | 0,09 | 0,076 | 0,013 |
11 | 0,08 | 0,09 | 0,08 | 0,09 | 0,12 | 0,08 | 0,08 | 0,06 | 0,08 | 0,09 | 0,085 | 0,015 |
12 | 0,10 | 0,08 | 0,10 | 0,07 | 0,14 | 0,12 | 0,12 | 0,08 | 0,10 | 0,11 | 0,102 | 0,021 |
13 | 0,09 | 0,10 | 0,10 | 0,09 | 0,11 | 0,10 | 0,08 | 0,08 | 0,09 | 0,10 | 0,094 | 0,010 |
14 | 0,09 | 0,08 | 0,18 | 0,11 | 0,08 | 0,10 | 0,10 | 0,13 | 0,12 | 0,12 | 0,111 | 0,030 |
15 | 0,08 | 0,08 | 0,08 | 0,15 | 0,16 | 0,19 | 0,19 | 0,16 | 0,13 | 0,09 | 0,131 | 0,045 |
16 | 0,11 | 0,06 | 0,07 | 0,14 | 0,11 | 0,18 | 0,15 | 0,09 | 0,13 | 0,14 | 0,118 | 0,037 |
17 | 0,13 | 0,17 | 0,12 | 0,14 | 0,13 | 0,16 | 0,08 | 0,16 | 0,12 | 0,11 | 0,132 | 0,027 |
18 | 0,09 | 0,13 | 0,07 | 0,12 | 0,11 | 0,07 | 0,12 | 0,16 | 0,07 | 0,16 | 0,110 | 0,035 |
19 | 0,12 | 0,13 | 0,15 | 0,22 | 0,17 | 0,17 | 0,14 | 0,17 | 0,12 | 0,16 | 0,155 | 0,030 |
20 | 0,07 | 0,14 | 0,19 | 0,11 | 0,18 | 0,09 | 0,08 | 0,08 | 0,09 | 0,11 | 0,114 | 0,042 |
21 | 0,08 | 0,14 | 0,13 | 0,05 | 0,06 | 0,07 | 0,05 | 0,14 | 0,12 | 0,11 | 0,095 | 0,037 |
22 | 0,10 | 0,07 | 0,09 | 0,14 | 0,13 | 0,11 | 0,10 | 0,05 | 0,08 | 0,06 | 0,093 | 0,029 |
23 | 0,05 | 0,09 | 0,07 | 0,13 | 0,07 | 0,05 | 0,08 | 0,08 | 0,10 | 0,07 | 0,079 | 0,024 |
24 | 0,05 | 0,08 | 0,05 | 0,06 | 0,03 | 0,07 | 0,09 | 0,10 | 0,05 | 0,07 | 0,065 | 0,021 |
25 | 0,06 | 0,09 | 0,06 | 0,08 | 0,07 | 0,08 | 0,05 | 0,04 | 0,08 | 0,08 | 0,069 | 0,016 |
26 | 0,07 | 0,08 | 0,08 | 0,05 | 0,08 | 0,08 | 0,05 | 0,07 | 0,05 | 0,10 | 0,071 | 0,017 |
27 | 0,07 | 0,04 | 0,06 | 0,05 | 0,06 | 0,08 | 0,05 | 0,07 | 0,07 | 0,05 | 0,060 | 0,012 |
28 | 0,04 | 0,07 | 0,09 | 0,05 | 0,07 | 0,08 | 0,07 | 0,05 | 0,06 | 0,14 | 0,072 | 0,028 |
Итого | 2,999 | 0,818 | ||||||||||
12.2.1 Контрольные границы
12.2.1.1 Контрольные границы карты стандартных отклонений

12.2.1.2 Контрольные границы карты среднего
Контрольные карты показаны на рисунке 7.
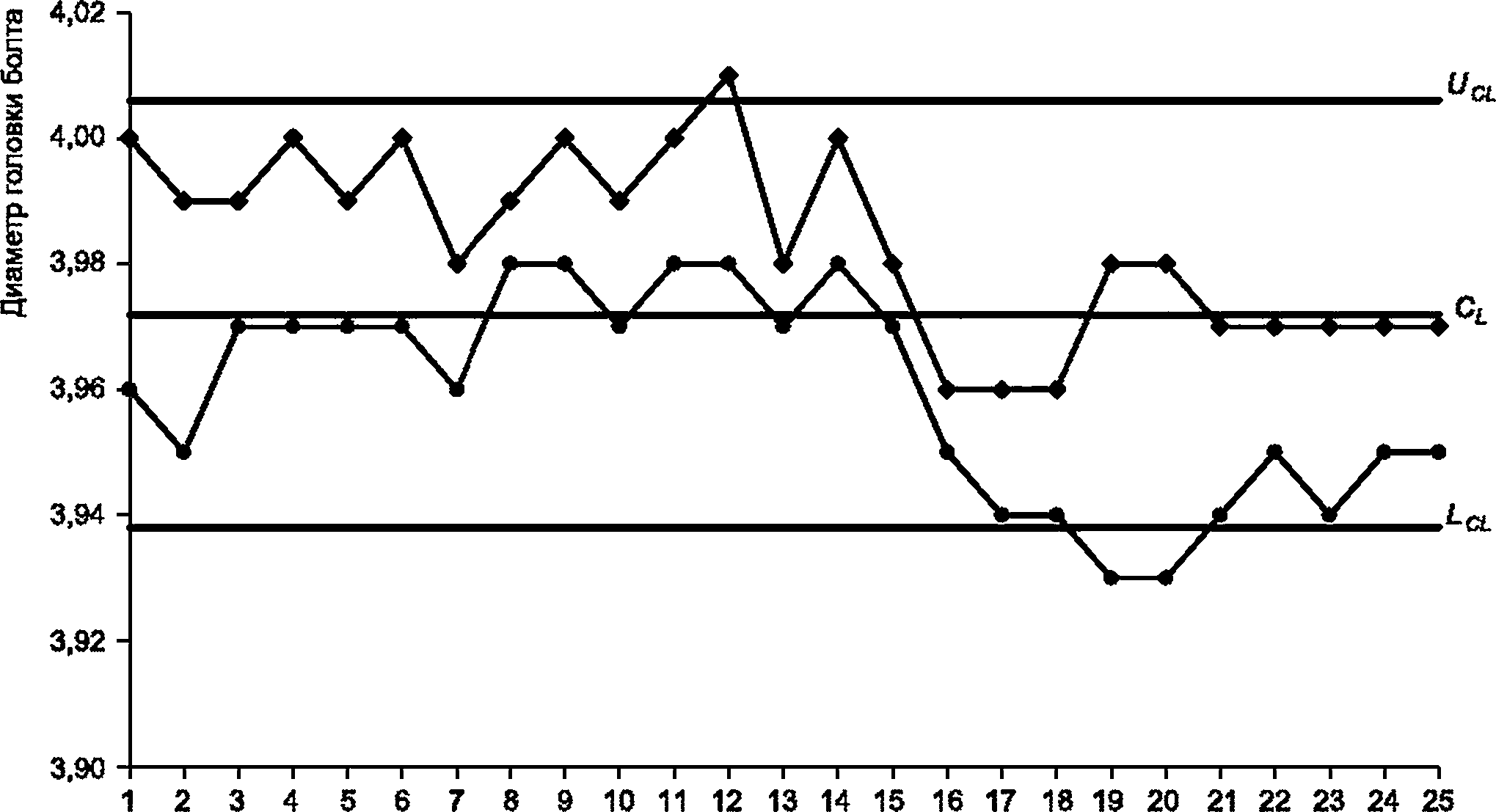 |
Рисунок 7 - Контрольные карты средних и стандартных отклонений в подгруппах
12.2.2 Интерпретация
a) По карте средних среднее время, затрачиваемое на доставку образцов крови в лабораторию, не находится в состоянии статистической управляемости (нестабильно). Фактически 12 из 28 точек находятся за пределами контрольных границ.
b) Значения стандартных отклонений стабильны, т.е. в течение суток точки находятся в пределах контрольных границ, но имеют высокое значение. Однако есть признаки трендов, которые означают, что существуют систематические изменения с периодом 7-8 дней. Это означает, что существует возможность уменьшения разброса. Ее следует изучить, проверить и внести соответствующие изменения.
12.2.3 Систематические факторы и корректирующие действия
В процессе обсуждения неконтролируемых точек на карте среднего было отмечено много систематических факторов, в том числе:
a) возраст пациентов;
b) размер используемых игл в шприце;
c) состояние пациента;
d) время суток;
e) наличие помощника;
f) мастерство специалиста по отбору крови;
g) наличие сотрудника лаборатории, документирующего данные;
h) количество крови, подлежащей отбору;
i) размещение пациента в лаборатории;
j) заболевания пациента.
Были выполнены следующие корректирующие действия:
a) стандартная процедура определена и зафиксирована;
b) специалисты по отбору крови обучены выполнению стандартной процедуры;
c) в любой момент времени доступны два специалиста по отбору крови или помощник.
После выполнения вышеуказанных корректирующих действий отобраны новые данные, приведенные в таблице 8.
Очевидно, что данные не являются нормальными, но выборочные средние по подгруппам подчиняются нормальному распределению. Новые контрольные границы рассчитаны в соответствии с 12.2.4.
12.2.4 Контрольные границы
12.2.4.1 Контрольные границы карты стандартных отклонений

Таблица 8 - Данные времени (минуты), затраченного на доставку образцов в лабораторию после выполнения корректирующих действий по подгруппам
Номер под- группы | Время (минуты), затраченное на единицу выборки | Сре- днее | Стандарт- ное отклонение | ||||||||||
1 | 0,06 | 0,04 | 0,08 | 0,08 | 0,08 | 0,08 | 0,04 | 0,10 | 0,11 | 0,13 | 0,080 | 0,0287 | |
2 | 0,07 | 0,07 | 0,08 | 0,08 | 0,08 | 0,10 | 0,07 | 0,11 | 0,09 | 0,06 | 0,081 | 0,0152 | |
3 | 0,04 | 0,06 | 0,13 | 0,05 | 0,11 | 0,11 | 0,10 | 0,10 | 0,10 | 0,09 | 0,089 | 0,0292 | |
4 | 0,12 | 0,09 | 0,08 | 0,07 | 0,07 | 0,06 | 0,06 | 0,05 | 0,04 | 0,09 | 0,073 | 0,0231 | |
5 | 0,07 | 0,08 | 0,06 | 0,04 | 0,04 | 0,12 | 0,11 | 0,06 | 0,04 | 0,03 | 0,065 | 0,0306 | |
6 | 0,07 | 0,06 | 0,06 | 0,09 | 0,09 | 0,10 | 0,10 | 0,11 | 0,06 | 0,04 | 0,078 | 0,0230 | |
7 | 0,05 | 0,05 | 0,11 | 0,05 | 0,06 | 0,06 | 0,05 | 0,06 | 0,06 | 0,11 | 0,066 | 0,0237 | |
8 | 0,13 | 0,06 | 0,07 | 0,05 | 0,08 | 0,07 | 0,05 | 0,07 | 0,10 | 0,08 | 0,076 | 0,0241 | |
9 | 0,06 | 0,04 | 0,06 | 0,09 | 0,07 | 0,08 | 0,07 | 0,08 | 0,10 | 0,07 | 0,072 | 0,0169 | |
10 | 0,06 | 0,07 | 0,06 | 0,08 | 0,06 | 0,06 | 0,06 | 0,10 | 0,04 | 0,05 | 0,064 | 0,0165 | |
11 | 0,08 | 0,08 | 0,08 | 0,11 | 0,11 | 0,06 | 0,06 | 0,07 | 0,06 | 0,09 | 0,080 | 0,0189 | |
12 | 0,10 | 0,07 | 0,06 | 0,07 | 0,04 | 0,06 | 0,10 | 0,07 | 0,07 | 0,06 | 0,070 | 0,0183 | |
13 | 0,07 | 0,07 | 0,02 | 0,02 | 0,07 | 0,07 | 0,09 | 0,05 | 0,06 | 0,05 | 0,057 | 0,0226 | |
14 | 0,07 | 0,06 | 0,04 | 0,04 | 0,06 | 0,05 | 0,06 | 0,09 | 0,07 | 0,07 | 0,061 | 0,0152 | |
15 | 0,07 | 0,06 | 0,06 | 0,04 | 0,07 | 0,03 | 0,08 | 0,05 | 0,06 | 0,06 | 0,058 | 0,0148 | |
16 | 0,09 | 0,10 | 0,10 | 0,09 | 0,11 | 0,10 | 0,08 | 0,08 | 0,09 | 0,10 | 0,094 | 0,0097 | |
17 | 0,12 | 0,13 | 0,05 | 0,12 | 0,10 | 0,09 | 0,07 | 0,07 | 0,05 | 0,06 | 0,086 | 0,0303 | |
18 | 0,08 | 0,09 | 0,06 | 0,06 | 0,04 | 0,08 | 0,14 | 0,07 | 0,10 | 0,11 | 0,083 | 0,0287 | |
19 | 0,07 | 0,04 | 0,06 | 0,05 | 0,06 | 0,08 | 0,05 | 0,07 | 0,07 | 0,05 | 0,060 | 0,0125 | |
20 | 0,08 | 0,09 | 0,06 | 0,07 | 0,08 | 0,08 | 0,11 | 0,05 | 0,14 | 0,17 | 0,093 | 0,0371 | |
Итого | 1,486 | 0,4390 | |||||||||||
12.2.4.2 Контрольные границы карты среднего
Данные, полученные после выполнения корректирующих действий в соответствии с выявленными причинами, показали улучшение оценок как средних, так и стандартных отклонений. Контрольные карты показаны на рисунке 8.
13 Стандартизованная p-карта
13.1 Контрольные границы
13.2 Преимущества и особенности применения
На стандартизованной p-карте контрольная граница и центральная линия фиксированы, что облегчает интерпретацию. Однако это требует дополнительных вычислений.
13.3 Пример

Контрольная карта приведена на рисунке 9.
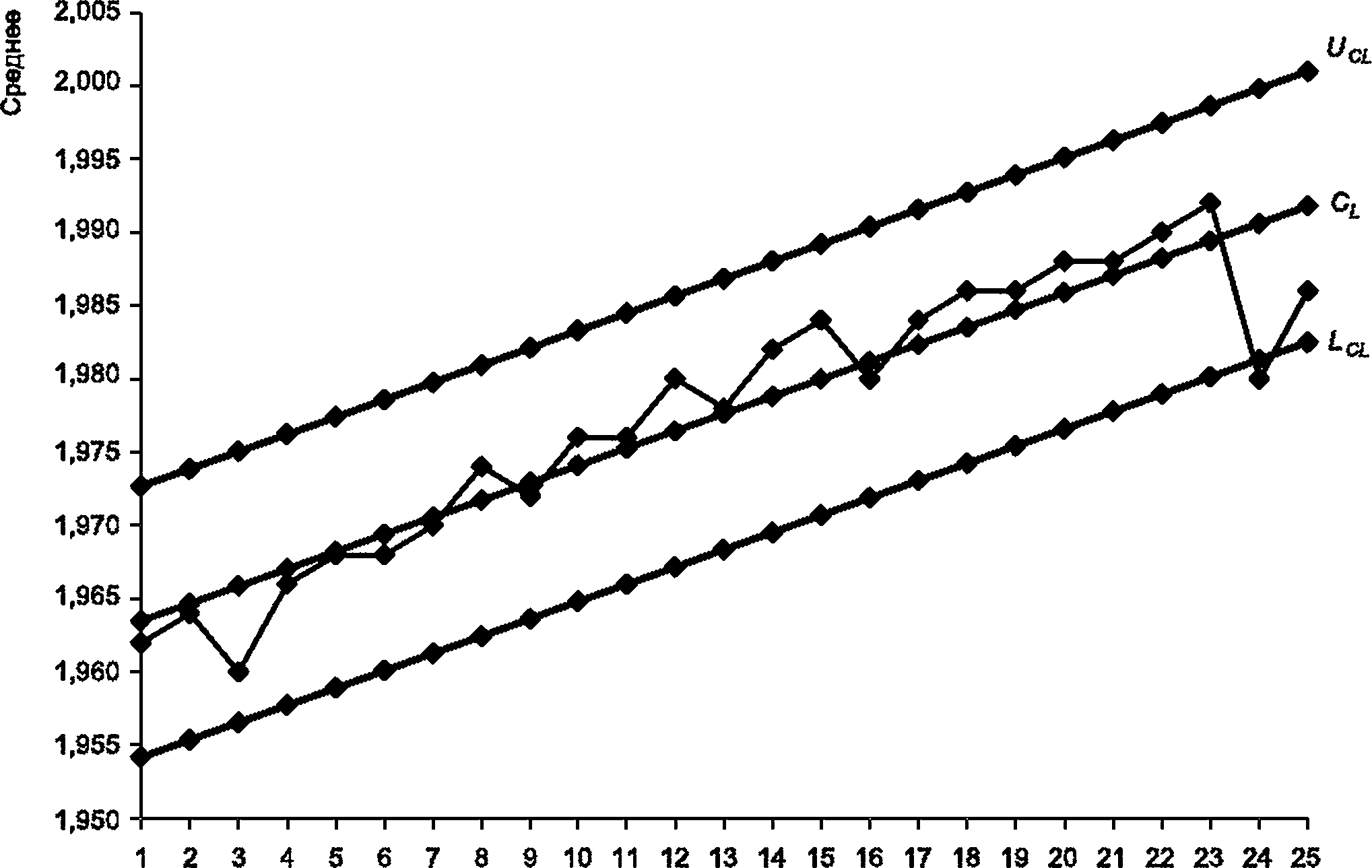 |
Рисунок 8 - Контрольная карта средних и стандартных отклонений по подгруппам
Таблица 9 - Данные о несоответствующих кинескопах по подгруппам
Номер подгруппы | Количество проверенных кинескопов | Количество несоответствующих кинескопов | Примечание | ||
1 | 2417 | 143 | 0,059 | 1,705 | |
2 | 2334 | 105 | 0,045 | -1,424 | |
3 | 954 | 63 | 0,066 | 2,032 | |
4 | 1104 | 55 | 0,050 | -0,253 | |
5 | 1246 | 40 | 0,032 | -3,098 | Новый контролер |
6 | 792 | 54 | 0,068 | 2,124 | |
7 | 1298 | 73 | 0,056 | 0,773 | |
8 | 321 | 12 | 0,037 | -1,144 | |
9 | 1204 | 51 | 0,042 | -1,435 | |
10 | 576 | 15 | 0,026 | -2,765 | |
11 | 1151 | 59 | 0,051 | -0,037 | |
12 | 1256 | 53 | 0,042 | -1,492 | |
13 | 1099 | 44 | 0,040 | -1,720 | |
14 | 1811 | 98 | 0,054 | 0,503 | |
15 | 1073 | 65 | 0,061 | 1,346 | |
16 | 196 | 18 | 0,092 | 2,555 | |
17 | 1113 | 53 | 0,048 | -0,586 | |
18 | 1066 | 59 | 0,055 | 0,568 | |
19 | 828 | 38 | 0,046 | -0,730 | |
20 | 1083 | 63 | 0,058 | 0,993 | |
21 | 991 | 39 | 0,039 | -1,730 | |
22 | 1102 | 57 | 0,052 | 0,034 | |
23 | 1226 | 60 | 0,049 | -0,406 | |
24 | 1140 | 85 | 0,075 | 3,523 | Новый контролер |
25 | 1093 | 65 | 0,059 | 1,192 | |
Итого | 28474 | 1467 |
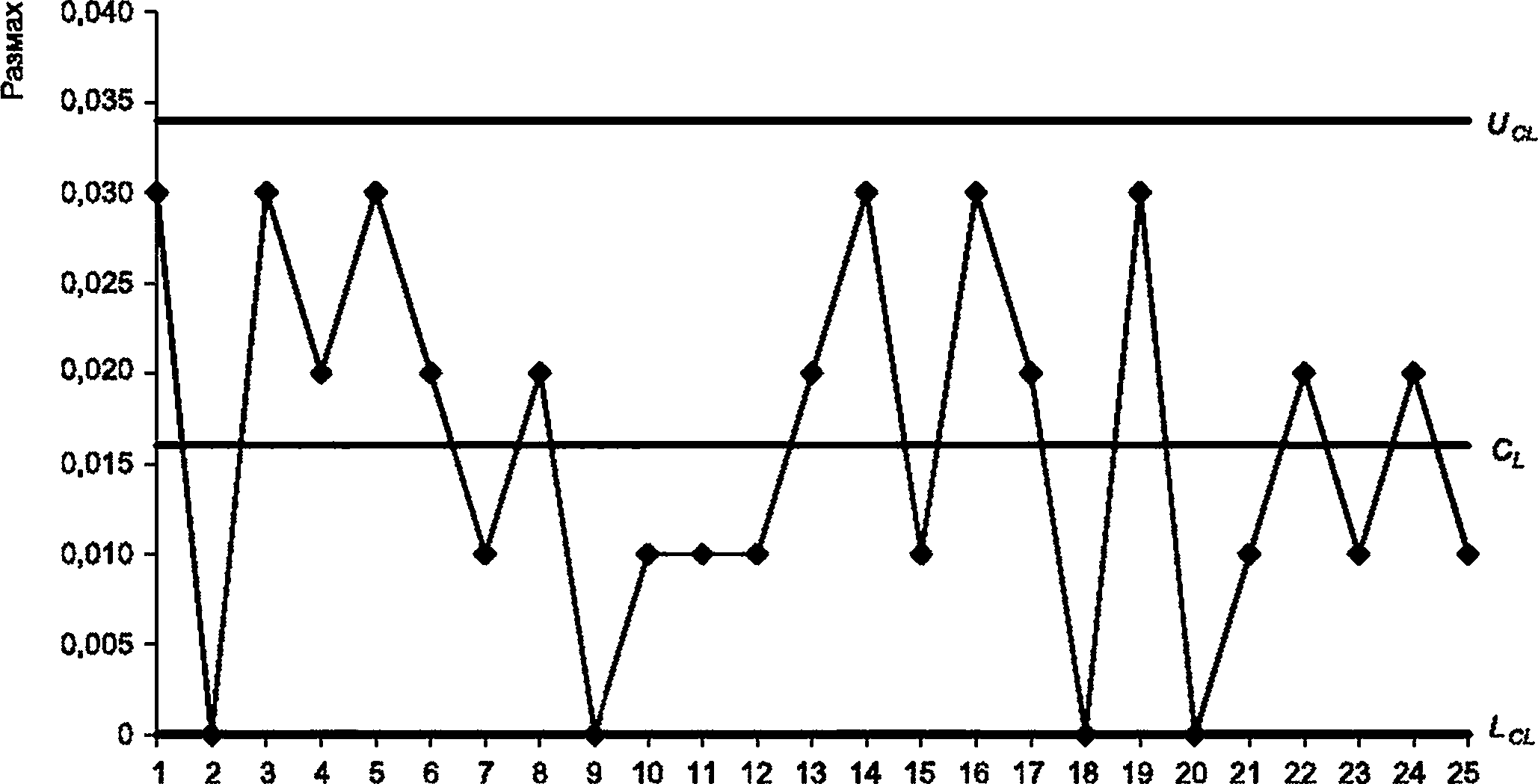 |
Рисунок 9 - Стандартизованная p-карта
13.3.1 Интерпретация
14 Контрольная карта баллов качества
При использовании контрольной карты числа несоответствий подсчитывают все несоответствия на единицу продукции и наносят на контрольную карту. Применение этой карты имеет ограничения, поскольку карта придает равный вес каждому виду несоответствий. Но различные несоответствия неодинаковы по своему влиянию на затраты и потери, к которым они могут привести. Некоторые из них могут быть устранены простой недорогой операцией по доработке продукции, другие могут потребовать дорогостоящей переработки, третьи могут включать утилизацию проверенных единиц продукции. Практическое решение этой проблемы состоит в том, чтобы классифицировать различные несоответствия по некоторым широким категориям, таким как критические, основные и незначительные несоответствия, и использовать отдельные контрольные карты для каждого вида несоответствий. Однако, если количество видов несоответствий велико, трудно использовать большое количество контрольных карт одновременно. Более простое решение состоит в том, чтобы присвоить различный ранг (вес) каждому виду несоответствий и рассчитать балл качества по всем проверенным единицам продукции. Эти баллы качества могут быть нанесены на контрольную карту.
14.1 Критерии выбора весовых коэффициентов
В случае баллов качества базовым распределением является распределение Пуассона. Несоответствиям присваивают веса, поскольку все виды несоответствий не следует рассматривать одинаково. Критерии выбора весов для различных несоответствий зависят от типа рассматриваемой продукции. В целом существует два типа продукции. В первом случае несоответствие можно устранить либо путем замены компонента, либо путем соответствующей доработки, либо путем его утилизации. Примером такого типа являются изделия машиностроительной промышленности, включающие большое количество компонентов. Во втором случае может оказаться невозможным провести доработку и продукцию классифицируют и продают такой, как она есть. Текстильные изделия являются примером такой категории. Большую часть несоответствий ткани, возникающих при ткачестве, отделке, печати и т.д., классифицируют и продают по разным ценам.
В случае продукции второго типа применяемый подход предполагает финальную классификацию продукции с самого начала. Затем эту классифицированную продукцию проверяют на наличие различных видов несоответствий. Веса для каждого вида несоответствий присваивают таким образом, чтобы каждому классу продукции можно было присвоить отдельный балл. Различным комбинациям несоответствий, приводящим к конкретному классу продукции, присваивают общий балл, который не должен перекрываться с баллами других классов.
14.2 Пример присвоения весов для тканей
a) Первоначально организовано совещание руководителей различных подразделений, а именно ткацкого, отделочного, принтового, складского и торгового. Классификацию несоответствий определяют путем отнесения несоответствий к двум или более классам. Степень несоответствий определенного вида на ткани также может быть принята во внимание при проведении этой классификации (например, дефектная или отсутствующая кромка может быть классифицирована по-разному в зависимости от количества и длины дефектов кромки). На совещании окончательный класс ткани определяют путем рассмотрения различных комбинаций несоответствий, имеющихся на отрезе или в куске.
b) Следующим этапом является отбор большого количества кусков с производственной линии, их независимо сортируют, относя к конечным классам (например, качественные, второсортные и некондиционные), четыре или пять опытных контролеров. Куски, которые могут быть исправлены, делят на две группы и снова оценивают.
c) Куски, отнесенные различными контролерами к разным классам, повторно рассматривают и после обсуждения должным образом классифицируют. Куски, по которым такой консенсус в отношении окончательной классификации не может быть достигнут, не принимают во внимание при дальнейшем анализе данных.
d) Различные комбинации несоответствий в различных классах затем перечисляют по кускам, по которым достигнут консенсус в отношении единообразной классификации. Это позволяет проводить перекрестную проверку определения классов, а также позволяет дополнять определения классов путем включения дополнительных комбинаций несоответствий, которые могли быть не замечены ранее. Следующим этапом является назначение различных комбинаций весов для каждой категории несоответствий и вычисление общего балла для каждого куска. Методом проб и ошибок баллы должны быть скорректированы таким образом, чтобы не было перекрытия общих баллов кусков, отнесенных к разным классам.
14.3 Контрольные границы


Альтернативно

Контрольные границы имеют вид:


Если балл на единицу продукции для каждой подгруппы меньше или равен соответствующей верхней контрольной границе, собранные исходные данные считают однородными для целей составления контрольной карты. Если балл на единицу продукции для одной или нескольких подгрупп превышает соответствующую верхнюю контрольную границу, то соответствующие подгруппы отбрасывают и вычисляют новый средний балл на единицу продукции для расчета пересмотренной верхней контрольной границы. Этот процесс продолжают до тех пор, пока не будет установлено, что балл на единицу продукции для всех остальных подгрупп меньше соответствующих верхних контрольных границ.
14.4 Интерпретация
В контрольной карте баллов качества балл качества может быть получен несколькими способами, он может включать несколько критических несоответствий или много незначительных несоответствий. Таким образом, даже если имеет место серия, ее не следует интерпретировать в обычном смысле, то есть как присутствие специальных причин вариаций.
14.5 Преимущества
b) система назначения баллов учитывает степень и критичность несоответствий.
14.6 Особенности применения
a) система подсчета баллов должна быть разработана объективно, и ее использование следует объяснить надлежащим образом;
b) применение карты предусматривает больше вычислений.
14.7 Пример
При изготовлении дизельных двигателей выявлено несколько несоответствий, которые влияют на качество двигателя. Исходя из прошлого опыта, веса для каждого вида несоответствий приведены в таблице 10. Количество проверенных двигателей и количество выявленных несоответствий для каждого вида несоответствий также приведены в таблице 10. Необходимо вычислить контрольные границы контрольной карты баллов качества.
В соответствии с таблицей 10:

С учетом этих контрольных границ используют контрольную карту баллов качества. Контрольная карта показана на рисунке 10.
 |
Рисунок 10 - Контрольная карта баллов качества
14.7.1 Интерпретация
Средний балл в первых 13 подгруппах составляет приближенно 5,0, а в последующих 8 подгруппах (подгруппы 14-21) - приближенно 2,7, что является убедительным доказательством возможности улучшения.
Таблица 10 - Данные числа несоответствий по подгруппам
Несоответ- ствие | Балл | Номер подгруппы | ||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | |||||
Блок | 100 | 0 | 0 | 3 | 1 | 0 | 1 | 1 | 2 | 0 | 0 | 1 | 2 | 0 | 0 | 0 | 1 | 0 | 1 | 1 | 0 | 1 | 1 | 0 | 2 | 18 | 1800 | 180000 |
Жилье | 100 | 1 | 2 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 1 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 3 | 0 | 0 | 9 | 900 | 90000 |
Головка блока цилиндров | 100 | 0 | 2 | 0 | 0 | 1 | 0 | 0 | 1 | 0 | 1 | 4 | 2 | 0 | 0 | 0 | 1 | 1 | 0 | 1 | 1 | 0 | 1 | 0 | 0 | 16 | 1600 | 160000 |
Корпус фильтра | 50 | 0 | 0 | 1 | 0 | 0 | 0 | 1 | 0 | 2 | 0 | 2 | 3 | 3 | 0 | 1 | 0 | 2 | 0 | 1 | 0 | 1 | 3 | 3 | 3 | 26 | 1300 | 65000 |
Крышка фильтра | 50 | 0 | 0 | 1 | 1 | 3 | 4 | 3 | 2 | 1 | 2 | 1 | 0 | 0 | 1 | 1 | 2 | 2 | 1 | 0 | 0 | 0 | 0 | 5 | 7 | 37 | 1850 | 92500 |
Колесо торцом наружу | 50 | 5 | 7 | 3 | 5 | 2 | 2 | 2 | 2 | 0 | 2 | 1 | 1 | 4 | 2 | 2 | 2 | 2 | 1 | 1 | 2 | 1 | 1 | 2 | 4 | 56 | 2800 | 140000 |
Неправильный момент газораспре- деления | 50 | 0 | 0 | 0 | 0 | 0 | 1 | 2 | 1 | 0 | 1 | 0 | 0 | 1 | 1 | 0 | 0 | 2 | 0 | 1 | 0 | 1 | 1 | 0 | 0 | 12 | 600 | 30000 |
Масляная труба | 30 | 2 | 1 | 4 | 7 | 5 | 4 | 2 | 4 | 3 | 2 | 2 | 0 | 4 | 3 | 0 | 4 | 0 | 4 | 0 | 2 | 2 | 6 | 0 | 1 | 62 | 1860 | 55800 |
Сальник | 30 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 2 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 2 | 60 | 1800 |
Осевой люфт (плотный) | 20 | 0 | 0 | 0 | 2 | 2 | 2 | 8 | 5 | 11 | 4 | 5 | 2 | 2 | 2 | 1 | 6 | 0 | 2 | 1 | 1 | 2 | 6 | 1 | 0 | 65 | 1300 | 26000 |
Толкатель клапана | 20 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 1 | 1 | 3 | 1 | 1 | 2 | 1 | 1 | 0 | 1 | 0 | 0 | 0 | 0 | 13 | 260 | 5200 |
Утечка в корпусе | 10 | 22 | 20 | 16 | 18 | 15 | 23 | 32 | 29 | 28 | 26 | 14 | 5 | 3 | 7 | 6 | 4 | 1 | 5 | 3 | 6 | 14 | 6 | 2 | 2 | 307 | 3070 | 30700 |
Фильтро- вальная труба | 10 | 2 | 2 | 2 | 2 | 4 | 4 | 4 | 1 | 3 | 2 | 0 | 2 | 2 | 2 | 1 | 1 | 1 | 2 | 3 | 0 | 0 | 2 | 1 | 1 | 44 | 440 | 4400 |
Сумма | 17840 | 881400 | ||||||||||||||||||||||||||
Количество проверенных двигателей ( ) | 170 | 170 | 170 | 200 | 170 | 170 | 170 | 170 | 170 | 200 | 175 | 175 | 175 | 175 | 175 | 200 | 175 | 175 | 175 | 175 | 175 | 190 | 175 | 175 | ||||
Общий балл на несоответ- ствие ( ) | 650 | 1000 | 850 | 850 | 750 | 880 | 1080 | 1170 | 770 | 770 | 1080 | 730 | 770 | 440 | 410 | 730 | 540 | 450 | 430 | 360 | 490 | 1130 | 550 | 960 | 17840 | |||
Оценка числа несоответ- ствий на каждый двигатель ( ) | 3,8 | 5,9 | 5,0 | 4,3 | 4,4 | 5,2 | 6,4 | 6,9 | 4,5 | 3,9 | 6,2 | 4,2 | 4,4 | 2,5 | 2,3 | 3,7 | 3,1 | 2,6 | 2,5 | 2,1 | 2,8 | 5,9 | 3,1 | 5,5 | ||||
15 Контрольная карта контроля с помощью калибра
Помимо механического контроля технических объектов на соответствие требованиям к размерам с использованием пары калибров "проходной"/"непроходной" существует много других ситуаций, в которых результаты контроля формируют данные такого типа, например классификация объектов по весу на недостаточный вес, нормальный и избыточный вес; классификация головок предохранителей по их чувствительности на нечувствительные, нормальные и сверхчувствительные и т.д.
Контрольные карты, основанные на результатах контроля с помощью калибра "проходной"/"непроходной", могут быть использованы как для контроля уровня процесса, так и для изменения процесса, имеющего двусторонние требования.
Эти контрольные карты используют в ситуациях:
a) когда базовое распределение контролируемой характеристики является нормальным или близким к нормальному;
b) отклонения уровня процесса и измеряемых параметров являются двусторонними или односторонними (большими, чем отклонения целевых значений) соответственно;
c) известны значения среднего и изменчивости процесса (стандартного отклонения);
d) контроль по альтернативному признаку предпочтительнее контроля по количественному признаку из практических соображений.
15.1 Нижние и верхние границы калибра
15.2 Предварительные этапы
15.2.1 Выбор вероятности ложной тревоги
15.2.2 Выбор объема подгруппы
15.2.3 Выбор контрольных карт
15.3 Предельные калибры и контрольные границы
15.3.2 Контрольная граница
2 | 3,023 | 1 | 2,806 | 1 | 2,495 | 1 | 2,236 | 1 |
3 | 1,894 | 2 | 1,735 | 2 | 1,506 | 2 | 2,388 | 1 |
4 | 2,040 | 2 | 1,889 | 2 | 1,673 | 2 | 1,493 | 2 |
5 | 2,113 | 2 | 1,997 | 2 | 1,790 | 2 | 1,618 | 2 |
6 | 1,626 | 3 | 2,081 | 2 | 1,879 | 2 | 1,713 | 2 |
7 | 1,713 | 3 | 1,595 | 3 | 1,951 | 2 | 1,789 | 2 |
8 | 1,784 | 3 | 1,670 | 3 | 1,506 | 3 | 1,852 | 2 |
9 | 1,844 | 3 | 1,732 | 3 | 1,573 | 3 | 1,440 | 3 |
10 | 1,896 | 3 | 1,786 | 3 | 1,630 | 3 | 1,500 | 3 |
15 | 1,747 | 4 | 1,657 | 4 | 1,833 | 3 | 1,712 | 3 |
20 | 1,889 | 4 | 1,802 | 4 | 1,965 | 3 | 1,850 | 3 |
25 | 1,762 | 5 | 1,907 | 4 | 1,690 | 4 | 1,950 | 3 |
30 | 1,672 | 6 | 1,989 | 4 | 1,779 | 4 | 1,779 | 4 |
40 | 1,547 | 8 | 1,611 | 7 | 1,579 | 6 | 1,579 | 6 |
50 | 1,379 | 11 | 1,507 | 9 | 1,367 | 9 | 1,367 | 9 |
15.4 Построение графика
15.5 Интерпретация
Эта ситуация указывает на то, что как среднее процесса, так и его стандартное отклонение находятся в состоянии статистической управляемости.
Эта ситуация указывает на уменьшение среднего процесса.
Эта ситуация указывает на снижение среднего процесса.
Эта ситуация указывает на увеличение изменчивости/вариабельности процесса.
15.6 Преимущества
Данный вид карты имеет следующие преимущества:
a) имеются данные о количестве объектов с превышением и занижением размеров;
b) измерение отдельных значений затруднено, неэкономично или невозможно, но легко определить, находятся ли они ниже или выше некоторой величины;
d) карта эффективнее, чем p-карта.
15.7 Особенности применения
Данная карта требует подготовки и уверенности в том, что предельные калибры не будут жесткими при применении, т.к. созданный искусственный уровень приемлемости соответствует требованиям качества.
15.8 Оценка среднего и изменчивости процесса
15.9 Пример
Номер подгруппы | Номер выборочной единицы | Среднее | Размах | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | |||||
1 | 19,63 | 19,30 | 18,81 | 18,98 | 19,30 | 18,98 | 19,80 | 0 | 0 | 19,26 | 0,99 |
2 | 19,47 | 19,14 | 19,96 | 18,00 | 18,49 | 18,32 | 19,80 | 0 | 0 | 19,03 | 1,96 |
3 | 19,14 | 18,98 | 18,32 | 19,63 | 19,30 | 19,30 | 19,30 | 0 | 0 | 19,14 | 1,31 |
4 | 18,49 | 18,81 | 18,65 | 18,98 | 18,81 | 18,81 | 19,47 | 0 | 0 | 18,86 | 0,98 |
5 | 18,32 | 18,80 | 18,81 | 18,98 | 18,32 | 18,02 | 18,81 | 0 | 0 | 18,58 | 0,96 |
6 | 18,81 | 18,00 | 18,00 | 18,32 | 19,96 | 19,30 | 19,80 | 0 | 0 | 18,88 | 1,96 |
7 | 19,14 | 18,65 | 18,00 | 18,32 | 18,49 | 17,51 | 18,65 | 0 | 1 | 18,39 | 1,63 |
8 | 18,98 | 18,32 | 19,63 | 19,80 | 18,00 | 22,74 | 19,14 | 1 | 0 | 19,52 | 4,74 |
9 | 19,80 | 18,32 | 20,78 | 19,63 | 19,43 | 19,63 | 20,94 | 0 | 0 | 19,79 | 2,62 |
10 | 19,11 | 18,00 | 21,74 | 19,27 | 18,65 | 20,75 | 19,96 | 1 | 0 | 19,64 | 3,74 |
11 | 18,32 | 20,92 | 19,96 | 19,96 | 20,78 | 21,08 | 20,78 | 0 | 0 | 20,26 | 2,76 |
12 | 18,16 | 18,00 | 17,34 | 18,65 | 19,14 | 18,32 | 18,00 | 0 | 1 | 18,23 | 1,80 |
13 | 18,12 | 18,61 | 18,28 | 18,61 | 18,32 | 18,32 | 17,62 | 0 | 1 | 18,27 | 0,99 |
14 | 22,90 | 22,90 | 20,94 | 21,60 | 19,96 | 21,27 | 21,90 | 5 | 0 | 21,64 | 2,94 |
15 | 22,09 | 19,47 | 22,90 | 23,39 | 18,32 | 22,90 | 22,90 | 5 | 0 | 21,71 | 5,07 |
16 | 18,00 | 18,32 | 19,63 | 18,12 | 18,81 | 19,63 | 20,12 | 0 | 0 | 18,95 | 2,12 |
17 | 17,83 | 19,14 | 18,32 | 19,60 | 17,79 | 19,30 | 18,28 | 0 | 1 | 18,61 | 1,81 |
18 | 19,96 | 18,80 | 21,76 | 19,27 | 21,25 | 20,94 | 20,29 | 2 | 0 | 20,47 | 2,49 |
19 | 16,80 | 17,79 | 20,42 | 18,32 | 19,76 | 17,29 | 18,28 | 0 | 2 | 18,38 | 3,62 |
20 | 18,00 | 18,32 | 19,63 | 18,12 | 18,81 | 19,63 | 20,12 | 0 | 0 | 18,95 | 2,12 |
 |
Карта среднего
Карта размаха
Приложение А
(справочное)
Коэффициенты для вычисления контрольных границ
Таблица А.1 - Коэффициенты для вычисления контрольных границ
Использование стандартных значений и | Использование ( ) | Использование ( ) | |||||||||||||
Карта экстре- мальных значений | Карта среднего | Карта CV | Карта размаха | Карта CV | Карта среднего | Карта экстремальных значений | Карта среднего | Карта размаха | |||||||
(1) | (2) | (3) | (4) | (5) | (6) | (7) | (8) | (9) | (10) | (11) | (12) | (13) | (14) | (15) | |
Коли- чество наблю- дений в выборке | H | A | |||||||||||||
2 | 3,041 | 2,121 | 0,564 | 0 | 1,843 | 1,128 | 0 | 3,686 | 0 | 3,267 | 2,659 | 2,695 | 1,880 | 0 | 3,267 |
3 | 3,090 | 1,732 | 0,724 | 0 | 1,858 | 1,693 | 0 | 4,358 | 0 | 2,568 | 1,954 | 1,826 | 1,023 | 0 | 2,575 |
4 | 3,133 | 1,500 | 0,798 | 0 | 1,808 | 2,059 | 0 | 4,698 | 0 | 2,266 | 1,628 | 1,522 | 0,729 | 0 | 2,282 |
5 | 3,170 | 1,342 | 0,841 | 0 | 1,756 | 2,326 | 0 | 4,918 | 0 | 2,089 | 1,427 | 1,363 | 0,577 | 0 | 2,115 |
6 | 3,202 | 1,225 | 0,869 | 0,026 | 1,711 | 2,534 | 0 | 5,078 | 0,030 | 1,970 | 1,287 | 1,263 | 0,483 | 0 | 2,004 |
7 | 3,230 | 1,134 | 0,888 | 0,105 | 1,672 | 2,704 | 0,205 | 5,203 | 0,118 | 1,882 | 1,182 | 1,194 | 0,419 | 0,076 | 1,924 |
8 | 3,256 | 1,061 | 0,903 | 0,167 | 1,638 | 2,847 | 0,387 | 5,307 | 0,185 | 1,815 | 1,099 | 1,143 | 0,373 | 0,136 | 1,864 |
9 | 3,278 | 1,000 | 0,914 | 0,219 | 1,609 | 2,970 | 0,546 | 5,394 | 0,239 | 1,761 | 1,032 | 1,104 | 0,337 | 0,184 | 1,816 |
10 | 3,299 | 0,949 | 0,923 | 0,262 | 1,584 | 3,078 | 0,687 | 5,469 | 0,284 | 1,716 | 0,975 | 1,072 | 0,308 | 0,223 | 1,777 |
11 | 0,930 | 0,299 | 1,561 | 3,173 | 0,812 | 5,534 | 0,321 | 1,679 | 0,927 | ||||||
12 | 0,936 | 0,331 | 1,541 | 3,258 | 0,924 | 5,592 | 0,354 | 1,646 | 0,886 | ||||||
13 | 0,941 | 0,359 | 1,523 | 3,336 | 1,026 | 5,646 | 0,382 | 1,618 | 0,850 | ||||||
14 | 0,945 | 0,384 | 1,507 | 3,407 | 1,121 | 5,693 | 0,406 | 1,594 | 0,817 | ||||||
15 | 0,949 | 0,406 | 1,492 | 3,472 | 1,207 | 5,737 | 0,428 | 1,572 | 0,789 | ||||||
16 | 0,952 | 0,427 | 1,478 | 3,532 | 1,285 | 5,779 | 0,448 | 1,552 | 0,763 | ||||||
17 | 0,955 | 0,445 | 1,465 | 3,588 | 1,359 | 5,817 | 0,466 | 1,534 | 0,739 | ||||||
18 | 0,958 | 0,461 | 1,454 | 3,640 | 1,426 | 5,854 | 0,482 | 1,518 | 0,718 | ||||||
19 | 0,960 | 0,477 | 1,443 | 3,689 | 1,490 | 5,888 | 0,497 | 1,503 | 0,698 | ||||||
20 | 0,962 | 0,491 | 1,433 | 3,735 | 1,548 | 5,922 | 0,510 | 1,490 | 0,680 | ||||||
21 | 0,964 | 0,504 | 1,424 | 3,778 | 1,606 | 5,950 | 0,523 | 1,477 | |||||||
22 | 0,966 | 0,516 | 1,415 | 3,819 | 1,659 | 5,979 | 0,534 | 1,466 | |||||||
23 | 0,967 | 0,527 | 1,407 | 3,858 | 1,710 | 6,006 | 0,545 | 1,455 | |||||||
24 | 0,968 | 0,538 | 1,399 | 3,895 | 1,759 | 6,031 | 0,555 | 1,445 | |||||||
25 | 0,970 | 0,548 | 1,392 | 3,931 | 1,804 | 6,058 | 0,565 | 1,435 | |||||||
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 3534-2 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Официальный перевод данного международного стандарта находится в Федеральном информационном фонде стандартов. | ||
Библиография
[1] | ISO 5479:1997 | Statistical interpretation of data - Tests for departure from the normal distribution |
[2] | ISO 3534-1 | Statistics - Vocabulary and symbols - Part 1: General statistical terms and terms used in probability |
[3] | ISO 7870-1 | Control charts - Part 1: General guidelines |
[4] | ISO 7870-2 | Control charts - Part 2: Shewhart control charts |
[5] | Rao C.R. ed. Formulae and Tables for Statistical Work. 1975 | |
[6] | Introduction to Statistical Quality Control, Douglas Montgomery, 2004 | |
[7] | Statistical procedures for machine and process qualification, Edgar Dietrich, Alfred Schulze, 1999 | |
[8] | ISO/TR 22514-4 | Statistical methods in process management - Capability and performance - Part 4: Process capability estimates and performance measures |
УДК 658.562.012.7:65.012.122:006.352 | МКС 03.120.30 |
Ключевые слова: контрольная карта, контрольная карта скользящего среднего, контрольная карта скользящего размаха, z-карта, групповая контрольная карта, контрольная карта экстремальных значений, контрольная карта с трендом, контрольная карта коэффициента вариации, контрольная карта ненормальных данных, стандартизованная p-карта, контрольная карта баллов качества, контрольная карта контроля с помощью калибра | |
{kind=link}