ГОСТ Р ИСО/ТО 8550-1-2007
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Статистические методы
РУКОВОДСТВО ПО ВЫБОРУ И ПРИМЕНЕНИЮ СИСТЕМ СТАТИСТИЧЕСКОГО ПРИЕМОЧНОГО КОНТРОЛЯ ДИСКРЕТНЫХ ЕДИНИЦ ПРОДУКЦИИ В ПАРТИЯХ
Часть 1
Общие требования
Statistical methods. Guide to the selection and usage of acceptance sammpling systems for inspection of discrete items in lots. Part 1. General requirements
ОКС 03.120.30
Дата введения 2008-06-01
Предисловие
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Научно-исследовательский центр контроля и диагностики технических систем" (ОАО "НИЦ КД") и Техническим комитетом по стандартизации ТК 125 "Статистические методы в управлении качеством продукции" на основе собственного перевода на русский язык англоязычной версии документа, указанного в пункте 4
2 ВНЕСЕН Управлением развития, информационного обеспечения и аккредитации Федерального агентства по техническому регулированию и метрологии
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 14 ноября 2007 г. N 304-ст
4 Настоящий стандарт идентичен международному документу ISO/TR 8550-1:2007* "Руководство по выбору и применению систем статистического приемочного контроля дискретных единиц продукции в партиях. Часть 1. Общие требования" (ISO/TR 8550-1:2007 "Guidance on the selection and usage of acceptance sampling systems for inspection of discrete items in lots - Part 1: Acceptance sampling", IDT).
___________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов и документов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Сентябрь 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
В настоящем стандарте приведено руководство по выбору схемы приемочного выборочного контроля из схем, описанных в соответствующих стандартах ИСО.
Существует много ситуаций, когда продукцию (материалы, составные части, компоненты, сборочные единицы и системы) передают из одной организации в другую, причем эти организации могут быть различными компаниями или частями одной компании, или даже магазинами в пределах предприятия. В этих случаях и поставщик, и потребитель могут использовать процедуры приемочного выборочного контроля для подтверждения соответствия продукции установленному требованию по качеству. Поставщик должен стремиться поддерживать репутацию хорошего качества продукции и уменьшать вероятность рекламаций без излишних затрат на производство и поставки. С другой стороны, потребитель должен требовать адекватного свидетельства (при минимальной стоимости для себя), что продукция, которую он получает, соответствует установленным требованиям. По сравнению со сплошным контролем подходящие методы выборочного контроля обычно более выгодны для этих целей. В некоторых случаях методы выборочного контроля являются единственно возможными, особенно если для проверки соответствия применяют разрушающие испытания.
Несколько типов систем, схем и планов выборочного контроля, применяемых для этих целей, представлены в стандартах ИСО, разъясняющих правила их использования. Однако часто бывает трудно выбрать наиболее подходящую процедуру для конкретной ситуации. Цель настоящего стандарта - помочь в решении этой задачи.
Выбор системы, схемы или плана выборочного контроля зависит от ряда условий и обстоятельств. В любой ситуации поставщик и потребитель должны понимать и согласовывать требования к производству и приемке продукции, включая все используемые методы приемочного контроля.
Непринятые партии продукции доставляют трудности как поставщику, так и потребителю. Поставщик несет дополнительные затраты на переделку, повторный контроль, переход на усиленный контроль и потери от продаж. Задержки поставки и затраты на повторный контроль создают дополнительные трудности для потребителя. По этим причинам поставщик обычно назначает высокую вероятность приемки партии (95% или выше). Поставщик должен гарантировать, что управление качеством производства или процесса поставки обеспечивает требуемое качество партий. Основной принцип некоторых схем статистического приемочного контроля - обеспечивать производство партий продукции приемлемого качества. Главная цель таких схем состоит не в том, чтобы различать приемлемые и неприемлемые партии, т.е. отсортировывать партии, но поддерживать производство на приемлемом уровне среднего процесса. Хотя все планы статистического приемочного контроля обладают дискриминационными свойствами, для обеспечения высокой вероятности приемки среднее качество процесса в процентах несоответствий или несоответствующих единиц продукции не должно быть больше половины предела приемлемого качества.
Главной целью настоящего стандарта является помощь в выборе системы, схемы или плана статистического приемочного контроля. Рассмотрены системы, описанные в различных стандартах, и указаны способы их сравнения для оценки преимуществ и недостатков использования в конкретных ситуациях. Показано, как знание производства, процессов поставки и обслуживания может влиять на выбор системы, схемы или плана выборочного контроля, а также как влияют на выбор конкретные требования потребителя. Приведены графики и таблицы, помогающие пользователю при выборе системы или схемы и плана выборочного контроля.
Ответственность за правильное применение настоящего стандарта лежит на пользователе.
1 Область применения
Настоящий стандарт содержит руководство по выбору и применению системы, схемы или плана статистического приемочного контроля. Настоящий стандарт опирается на существующие стандарты ИСО по выборочному контролю. Более детальная информация о конкретных системах выборочного контроля приведена в ISO/TR 8550-2 и ISO/TR 8550-3.
В стандарте рассмотрен статистический приемочный контроль продукции, собранной в партии, каждая из которых состоит из дискретных единиц. Предполагается, что каждая единица продукции в партии может быть идентифицирована, отделена от других и имеет равный шанс на включение в выборку. Каждая единица продукции имеет определенные характеристики, которые могут быть измерены или проконтролированы и могут быть классифицированы как соответствующие или не соответствующие техническому условию или техническому требованию.
Стандарты ИСО на статистический приемочный контроль и, следовательно, настоящий стандарт применимы к большой группе объектов контроля, которая охватывает следующие (приведенный перечень не является полным):
a) готовые единицы продукции или сборочные единицы;
b) компоненты и сырье;
c) услуги;
d) материалы для процесса;
e) запасы на хранении;
f) действия технического обслуживания;
g) данные или отчеты;
h) процедуры управления.
Несмотря на то, что в настоящем стандарте преимущественно использованы термины "продукция" и "производство", его требования распространяются соответствующим образом на все типы продукции и процессов согласно ИСО 9000.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы. Для датированных ссылок применяют только указанное издание ссылочного документа, для недатированных - последнее издание (включая все изменения).
ИСО 2859-1:1999, Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества AQL
ИСО 2859-2:1985, Процедуры выборочного контроля по альтернативному признаку. Часть 2. Планы выборочного контроля отдельных партий на основе предельного качества LQ
___________________
Заменен ИСО 2859-2:2020.
ИСО 2859-3:2005, Процедуры выборочного контроля по альтернативному признаку. Часть 3. Процедуры выборочного контроля с пропуском партий
ИСО 2859-4:2002, Процедуры выборочного контроля по альтернативному признаку. Часть 4. Оценка соответствия заявленным уровням качества
___________________
Заменен на ИСО 2859-4:2020.
ИСО 2859-5:2005, Процедуры выборочного контроля по альтернативному признаку. Часть 5. Система планов последовательного выборочного контроля на основе приемлемого уровня качества
ИСО 2859-10:2006, Процедуры выборочного контроля по альтернативному признаку. Часть 10. Введение в стандарты серии ИСО 2859 на выборочный контроль по альтернативному признаку
___________________
Заменен на ИСО 28590:2017.
ИСО 3534-1:2006, Статистика. Словарь и условные обозначения. Часть 1. Общие статистические термины и термины, используемые в вероятностных задачах
ИСО 3534-2:2006, Статистика. Словарь и условные обозначения. Часть 2. Прикладная статистика
ИСО 3951-1:2005, Процедуры выборочного контроля по количественному признаку. Часть 1. Требования к одноступенчатым планам на основе предела приемлемого качества (AQL) для последовательного контроля партий по единственной характеристике и единственному AQL
___________________
Заменен на ИСО 3951-1:2013
ИСО 3951-2:2006, Процедуры выборочного контроля по количественному признаку. Часть 2. Требования к одноступенчатым планам на основе предела приемлемого качества (AQL) для последовательного контроля партий
___________________
Заменен на ИСО 3951-2:2013.
ИСО 3951-5:2006, Процедуры выборочного контроля по количественному признаку. Часть 5. Планы последовательного выборочного контроля на основе приемлемого уровня качества (AQL) для контроля партий по количественному признаку (стандартное отклонение известно)
ISO/TR 8550-2:2007, Руководство по выбору и применению систем статистического приемочного контроля для контроля отдельных единиц продукции в партиях. Часть 2. Выборочный контроль по альтернативному признаку
ISO/TR 8550-3:2007, Руководство по выбору и применению систем статистического приемочного контроля для контроля отдельных единиц продукции в партиях. Часть 3. Выборочный контроль по количественному признаку
ИСО 9000:2005, Системы менеджмента качества. Основные положения и словарь
___________________
Заменен на ИСО 9000:2015.
ИСО 18414:2006, Процедуры приемочного контроля по альтернативному признаку. Система нуль-приемки, основанная на принципе резерва качества при контроле выходного качества
___________________
Заменен на ИСО 28593:2017.
3 Термины и определения
В настоящем стандарте применены термины с соответствующими определениями по ИСО 3534-1, ИСО 3534-2 и ИСО 9000.
4 Использование статистического приемочного контроля и возможные злоупотребления
4.1 Злоупотребления при использовании статистического приемочного контроля
Статистический приемочный контроль стал непопулярен с начала 1980-х. Некоторые из причин являются обоснованными. Поэтому важно отличать ситуации, в которых статистический приемочный контроль не следует использовать, от ситуаций, в которых он уместен.
Главные аргументы против использования статистического приемочного контроля следующие:
a) если качество продукции очень высокое, объем выборки, необходимый для обнаружения возможных отклонений, должен быть очень большим и поэтому применение статистического контроля является экономически непривлекательным;
b) качество продукции не может быть выявлено при контроле;
c) намного легче разработать конструкцию, обеспечивающую необходимое качество, и осуществлять всестороннее управление процессом производства, чем стараться найти и устранить несоответствующие единицы продукции после изготовления;
d) в большей части стандартов на статистический приемочный контроль планы основаны на установленном значении предела приемлемого качества (AQL). Как только при установленном AQL качество продукции позволит достичь высоких вероятностей приемки партии, производитель теряет стимул для непрерывного улучшения качества продукции;
_______________
AQL - Acceptance Quality Limit.
e) установление AQL эквивалентно предоставлению лицензии на производство дефектной продукции;
f) единственным приемлемым уровнем качества является отсутствие дефектов.
Эти аргументы рассмотрены ниже.
4.2 Пример 1
Пример - Пример (заимствованный из [1]) показывает, как оптимальный план выборочного контроля может измениться в соответствии с уровнем качества, который желательно сохранить. Некоторая продукция изготовлена в партиях по 10000 шт. Себестоимость производства одной единицы составляет 10,00 руб. Отпускная цена одной единицы продукции составляет руб. в принятых партиях и 0,50 руб. в непринятых партиях. Контроль является разрушающим, а стоимость испытаний каждой единицы продукции составляет 1,00 руб. Дополнительные затраты (например, на гарантийное обслуживание и от снижения привлекательности продукции для потребителя), приходящиеся на единицу продукции в принятой партии, составляют 10000 руб. в принятых партиях и 0 руб. в непринятых партиях, проданных со скидкой. Предыдущий опыт показывает, что доля несоответствующих единиц продукции составляет
для 99% партий, но по неясным причинам близка к 100
для 1% партий. Необходимо использовать одноступенчатый план с контролем по альтернативному признаку. Это значит, что из каждой партии должна быть отобрана случайная выборка объема
, а партию следует считать приемлемой, если выборка содержит не более
несоответствующих единиц продукции. Каков оптимальный план выборочного контроля, т.е. план, который максимизирует полученную прибыль от реализации продукции?
Математические детали приведены в приложении А. В таблице 1 указан оптимальный план выборочного контроля для диапазона значений уровня качества . Результаты поучительны.
Неудивительно, что улучшение уровня качества позволяет уменьшить отпускную цену при увеличении прибыли за реализованную единицу продукции. Сначала улучшение уровня качества требует больших объемов выборки для обеспечения необходимой дискриминации между уровнями качества. Поскольку уровни качества улучшаются, оптимальное приемочное число уменьшается и достигает точки, когда становится экономически неэффективно проводить контроль. Это заключительное состояние называют "косвенным контролем", поскольку контроль фактически передан потребителю. Несоответствующие единицы продукции настолько редки, что более экономично не проводить контроль со всеми последующими действиями, а возмещать потребителю потери в случаях, предусмотренных гарантийными обязательствами.
Таблица 1 - Оптимальные планы выборочного контроля для примера 1
| Оптимальный план |
|
| ||
Используемый уровень качества | Уровень качества | Объем выборки | Приемочное число | Отпускная цена единицы продукции | Средняя прибыль |
0,00100 | 0,100 | 104 | 2 | 20,25 | 0,022 |
0,00050 | 0,050 | 139 | 1 | 15,40 | 0,091 |
0,00030 | 0,030 | 197 | 1 | 13,60 | 0,211 |
0,00020 | 0,020 | 149 | 1 | 12,75 | 0,280 |
0,00010 | 0,010 | 141 | 0 | 12,00 | 0,378 |
0,00009 | 0,009 | 137 | 0 | 11,95 | 0,436 |
0,00008 | 0,008 | 129 | 0 | 11,90 | 0,499 |
0,00007 | 0,007 | 113 | 0 | 11,85 | 0,570 |
0,00006 | 0,006 | 86 | 0 | 11,75 | 0,603 |
0,00005 | 0,005 | 34 | 0 | 11,70 | 0,710 |
0,00004 | 0,004 | Приемка без контроля | 11,60 | 0,804 | |
0,00003 | 0,003 | Приемка без контроля | 11,50 | 0,903 | |
0,00002 | 0,002 | Приемка без контроля | 11,35 | 0,952 | |
0,00001 | 0,001 | Приемка без контроля | 11,20 | 1,001 | |
Таким образом, аргумент 4.1, перечисление а) вводит в заблуждение в случае, когда уровни качества достигают достаточно высокого значения. Тогда статистический приемочный контроль становится ненужным, поскольку требует больших объемов выборки и, соответственно, больших затрат.
4.3 Контроль качества продукции
Контроль плохо различает изменения качества готовой продукции (на выходе процесса), когда качество исходных материалов (на входе процесса) более или менее постоянно, если объем выборки составляет большую часть объема партии. В этом случае процесс контроля приводит к большим непроизводительным затратам. В любом случае, это не очень подходящий способ улучшения уровня качества.
4.4 Проектирование и управление
Применение робастного проектирования и внедрение системы всестороннего управления процессом имеет много преимуществ. Робастный проект предъявляет минимальные требования к производственному процессу, а система управления процессом обеспечивает предотвращение слишком больших отклонений параметров процесса от их целевых значений. Таким образом, изменения процесса и затраты поддерживаются на низком уровне, а качество готовой продукции - на высоком уровне. Кроме того, для обеспечения непрерывного улучшения конструкция и система управления производственным процессом могут быть опытным путем исследованы и улучшены.
4.5 Приемлемый уровень качества (AQL)
Аббревиатура AQL означает приемлемый уровень качества, хотя на практике AQL обычно используют для обозначения плана выборочного контроля. Этот уровень является приемлемым для целей статистического приемочного контроля (а не в абсолютном смысле). В действительности уровни качества партий должны быть не более 1/3 AQL, чтобы иметь очень высокий шанс приемки партии.
В конце 20-го века многие компании поняли, что единственным способом выживания на рынке является постоянное улучшение качества. Создалась ситуация, когда представление о том, что ненулевой уровень качества (см. 4.7) является приемлемым, начали отвергать. Для ясности смысл аббревиатуры AQL в международных стандартах был заменен на более точный "предел приемлемого качества". К сожалению, ущерб уже был нанесен, поскольку многие организации больше не используют стандарты, устанавливающие планы, основанные на AQL.
Аргумент о том, что AQL не стимулирует производителя к улучшению качества продукции, как только AQL будет достигнут, является сомнительным. Во многих среднесрочных или долгосрочных договорах между поставщиком и потребителем прогрессивное уменьшение AQL легко может быть согласовано и записано в контракте. Кроме того, целью производителя является стремление повысить уровни качества, вызванное желанием сохранить или улучшить свое положение на национальном или мировом рынке.
4.6 Лицензия на производство дефектов
Утверждение, что AQL "дает лицензию" на производство дефектов, является неверным. Большинство стандартов, использующих AQL, указывает, что AQL не подразумевает право поставщика сознательно поставлять несоответствующие единицы продукции.
4.7 Философия нуль-дефектов
Кросби [2] ввел идею, что качество продукции может быть любым. Дополнительные ресурсы, используемые для улучшения качества продукции, часто превышают компенсацию на ее восстановление, переделку, списание или потерю репутации. К сожалению, идею об обязанности изготовителя бороться за совершенный процесс производства, который не дает несоответствующих единиц продукции, часто неверно истолковывают, полагая, что планы статистического приемочного контроля должны всегда иметь нулевое приемочное число, т.е. должны вести к неприемке партии, если в выборке обнаружена хотя бы одна несоответствующая единица продукции. Пример 1 показывает, что нулевое приемочное число является оптимальным только для некоторого диапазона уровней качества. Для более низких уровней качества оптимальными являются приемочные числа 1 и выше. Для более высоких уровней качества выгоднее не проводить контроль.
4.8 Использование статистического приемочного контроля
Для многих установившихся производственных процессов уровни качества настолько приближаются к совершенным значениям, что выполнение процедуры статистического приемочного контроля является бесполезным расходованием ресурсов. Конструкция продукции должна быть такой, чтобы не возникало трудностей в процессе производства по достижению параметрами процесса заданного уровня или поддержанию их на этом уровне. При необходимости, в системе управления производственным процессом должны быть предусмотрены меры защиты и обеспечения безопасности.
Из таблицы 1 видно, что статистический приемочный контроль становится излишним при уровне качества от 0,0001 до 0,0002 несоответствующих единиц продукции. Одной из переменных в примере 1 был 1% партий, близких к наихудшему уровню качества. Если бы этот процент мог быть существенно уменьшен, то статистический приемочный контроль стал бы не нужен для партий с уровнем качества менее 0,0002 несоответствующих единиц продукции. Таким образом, борьба с внутренними и внешними причинами отклонений процесса производства вместе с повторениями анализа проекта (для продукции), в конечном счете приводят к тому, что статистический приемочный контроль становится ненужным для многих видов продукции.
А как быть на ранних стадиях, пока процесс и средства его управления совершенствуются? Пример 1 показывает, что соответствующее использование статистического приемочного контроля может играть ключевую роль в максимизации дохода за этот период.
Некоторые процессы никогда или довольно долго не устанавливаются. Это особенно верно для оборонных отраслей промышленности. Создание наступательного вооружения допускает лишь небольшие перерывы, поскольку, как правило, вскоре после изготовления наступательного оружия появляются эффективные средства защиты от него. Таким образом, технические требования часто изменяются, что мешает достижению робастного проекта или эффективного управления процессом производства. Иногда материалы, используемые в производстве вооружений, настолько новы, что их свойства и ограничения еще полностью не исследованы. В некоторых случаях при сборке сложного изделия из отдельных компонентов может быть необходимо использование статистического приемочного контроля для поддержки качества продукции. Иногда может оказаться, что высокие уровни несоответствий являются приемлемыми. Например, противотанковое оружие является приемлемым, даже если оно имеет только 50%-ную вероятность разрушить танк, стоимость которого в тысячу раз больше. Статистический приемочный контроль может быть периодически применен к боеприпасам на хранении в течение многих лет с целью проверки, что их качество ухудшилось до недопустимого уровня. В компьютерной отрасли выходные показатели процесса в 50% для изготовления самых быстрых компьютерных микросхем можно считать приемлемыми. Статистический приемочный контроль может быть использован как инструмент контроля результатов статистического управления процессом.
Таким образом, статистический приемочный контроль имеет значение при обеспечении качества многих видов продукции.
5 Системы, схемы и планы статистического приемочного контроля
План статистического приемочного контроля - набор правил, по которым контролируют партию и принимают решение о ее приемлемости или неприемлемости. План включает в себя количество единиц продукции (объектов) в выборке, которые должны быть случайным образом отобраны из партии для контроля соответствия продукции установленным требованиям. Партию признают приемлемой или неприемлемой после сравнения результатов контроля с критериями плана статистического приемочного контроля.
Иногда при контроле "длинной" серии партий процедура выборочного контроля в зависимости от текущих и предыдущих результатов может привести к изменению плана выборочного контроля. Процедура выборочного контроля, устанавливающая правила переключения с одного плана на другой и возвращения к первоначальному плану, называется схемой выборочного контроля. Схема выборочного контроля может также привести к прекращению контроля, если качество продукции окажется низким. Потребитель в таком случае может сменить поставщика, если это возможно, или ввести сплошную разбраковку, пока поставщик не улучшит процесс производства до состояния, обеспечивающего производство продукции приемлемого качества.
В случае разрушающих испытаний потребитель может прекратить приемку продукции, пока поставщик не продемонстрирует, что проблемы производства, приводившие к низкому качеству продукции, устранены.
Набор планов выборочного контроля и соответствующих схем выборочного контроля составляет систему выборочного контроля. Систему индексируют некоторым способом, например по объему партии, уровню контроля и пределу приемлемого качества (см. ИСО 2859-1).
В соответствующих стандартах представлены планы одноступенчатого, двухступенчатого, многоступенчатого и последовательного выборочного контроля. Процедуры выборочного контроля с пропуском партий для контроля по альтернативному признаку приведены в ИСО 2859-3. Сравнение различных методов выборочного контроля и принципов, на которых они основаны, помогает оценить их пригодность для конкретного использования и позволяет сделать соответствующий выбор.
6 Практические и экономические преимущества использования стандартных планов выборочного контроля
Статистические процедуры выборочного контроля удобны для описания требований. Поскольку имеется экономия за счет роста производства для более крупных партий, большинство схем выборочного контроля, рассмотренных в ISO/TR 8550-2 и ISO/TR 8550-3, связывает объем выборки с объемом партии. Кроме требований к методам отбора выборки, эти стандарты определяют требования к действиям с несоответствующей продукцией, выявленной при контроле, и с партиями, повторно представленными на контроль после первоначальной неприемки. Кроме того, большинство этих систем выборочного контроля содержит встроенные правила переключения, например с нормального на усиленный или ослабленный контроль, чтобы отрегулировать план выборочного контроля в случае ухудшения или улучшения качества продукции. Использование этих стандартов может сократить время разработки нестандартных схем выборочного контроля, которые имеют лишь ограниченное значение для международной торговли.
Поскольку выборочный контроль обладает определенным риском, то все заинтересованные стороны стремятся минимизировать свой риск. Теоретически риски поставщика и потребителя являются функциями плана выборочного контроля и заданного уровня качества и не зависят от производства и продукции. На практике эти риски могут быть уменьшены благодаря управлению производством и улучшению уровня качества продукции.
Риски не могут быть полностью устранены, но они могут быть точно подсчитаны и оценены с экономической точки зрения с помощью современных статистических методов. Следовательно, все участвующие стороны заинтересованы в том, чтобы критерии приемки были установлены в требованиях на продукцию и всюду (где это возможно) были применены ссылки на стандарты по выборочному контролю из стандартов серий ИСО 2859 и ИСО 3951.
В общем случае для оптимального исполнения плана или схемы статистического приемочного контроля затраты по предупреждению появления несоответствий должны быть согласованы с вероятностью отказов и затратами на обслуживание и ремонт. Если могут быть сделаны предположения об отношении объема выборки к объему партии ![]() и о теоретическом распределении, для статистической теории этого достаточно, чтобы сформулировать соответствующие планы выборочного контроля. Необходимо учесть, что стандарты на выборочный контроль по количественному признаку применимы только к характеристике продукции, имеющей нормальное распределение, а стандарты на выборочный контроль по альтернативному признаку не требуют информации о форме распределения этой характеристики.
и о теоретическом распределении, для статистической теории этого достаточно, чтобы сформулировать соответствующие планы выборочного контроля. Необходимо учесть, что стандарты на выборочный контроль по количественному признаку применимы только к характеристике продукции, имеющей нормальное распределение, а стандарты на выборочный контроль по альтернативному признаку не требуют информации о форме распределения этой характеристики.
Разработка общих стандартов статистического приемочного контроля является более трудной задачей. Есть бесспорные преимущества в наличии относительно небольшого количества стандартных схем, поскольку это приводит к большей однородности действий и упрощает административные процедуры в организации. Для широкого международного использования стандарты по выборочному контролю должны быть простыми и достаточно гибкими, чтобы учитывать многие различающиеся ситуации. Установленные процедуры на основе AQL, приведенные в стандартах серий ИСО 2859 и ИСО 3951 и широко использовавшиеся в прошлом, в настоящее время получают дальнейшее развитие для удовлетворения текущих и будущих потребностей промышленных предприятий.
Мотивацией к применению статистического приемочного контроля являются прежде всего затраты на выборочный контроль, обычно составляющие малую долю в затратах на качество. Улучшения качества достигают двумя путями:
1) использованием различных вероятностей приемки "хороших" и "плохих" партий;
2) использованием переключения на усиленный контроль или прекращением контроля при низком качестве продукции и высокой частоте неприемки в последовательности купленных партий (коммерческое воздействие).
Задача статистического приемочного контроля состоит в определении однозначного критерия качества для отдельных единиц продукции, обладающих количественной характеристикой, критерия приемки партии в производственном процессе среднего уровня качества, а также действий в случае неприемки партии. Схему выборочного контроля необходимо проектировать таким образом, чтобы ее можно было использовать в контракте на закупки. Планы выборочного контроля в соответствии с ISO/TR 8550-2 и ISO/TR 8550-3 позволяют это эффективно осуществлять.
При этом стороны должны договориться о следующем:
a) требованиях, которым должны соответствовать отдельные единицы продукции. Такое соглашение необходимо, поскольку стороны должны одинаково понимать, что является соответствующей единицей продукции и что является несоответствующей единицей продукции;
b) осуществляется ли приемка продукции путем приемки отдельных единиц продукции или приемки контролируемых партий единиц продукции (приемка отдельных единиц продукции исключает выборочный контроль).
Когда приемку проводят на основе контроля партий единиц продукции, соглашение между поставщиком и покупателем должно включать в себя:
- критерии соответствия единиц продукции;
- критерии приемки партии;
- критерии неприемки партии;
- используемые систему, схему и план статистического приемочного контроля.
План статистического приемочного контроля должен быть основан на значениях риска, которые являются взаимоприемлемыми и для производителя, и для потребителя.
Если достигнута договоренность о системе, схеме и плане статистического приемочного контроля, поставщику известна вероятность приемки представленных партий для различных уровней качества. Аналогично, потребитель осознает свою защищенность, обеспеченную системой, схемой или планом выборочного контроля при приемке продукции низкого качества.
Существующие стандарты представляют планы для одноступенчатого, двухступенчатого, многоступенчатого и последовательного контроля, а также контроля с пропуском партий. Сравнение различных методов выборочного контроля и принципов, на которых они основаны, полезно при оценке их пригодности для конкретного случая и позволяет сделать соответствующий выбор.
7 Сопоставление контроля по альтернативному признаку с контролем по количественному признаку
Стандарты статистического приемочного контроля описывают процедуры контроля по альтернативному и количественному признакам. Таким образом, ключевым должно быть решение, какой из этих видов контроля следует использовать.
Если верны предположения, необходимые для использования контроля по количественному признаку, то этот вид контроля имеет преимущество, поскольку требует меньшего объема выборки, чем контроль по альтернативному признаку при одинаковой степени защиты от ошибочных решений. Он также обеспечивает больше информации относительно причин снижения качества (ухудшение среднего процесса, рост изменчивости процесса или и то и другое).
Преимуществами метода контроля по альтернативному признаку являются отсутствие предположений о виде распределения и простота в использовании. Большие объемы выборки и, соответственно, большие затраты, связанные с использованием данного метода по этим причинам, могут быть допустимы. Кроме того, схема контроля по альтернативному признаку более понятна и с большей готовностью применяется персоналом, участвующим в контроле. Отсутствие предположения о нормальности делает ненужной проверку этого предположения для серий или изолированных партий. Это позволяет рекомендовать контроль по альтернативному признаку во многих случаях и даже взамен контроля по количественному признаку.
Если известно, что контролируемые характеристики качества подчиняются нормальному распределению или распределению, близкому к нормальному, контроль по количественному признаку имеет существенное преимущество, особенно при высоких затратах на контроль (например, когда контроль является разрушающим). Часто простое математическое преобразование, такое как взятие логарифма или извлечение квадратного корня, приводит результаты измерений к нормальному распределению или распределению, близкому к нормальному.
Таблица 2 позволяет сравнить объемы выборки при контроле по альтернативному и количественному признакам в некоторых диапазонах объема партии при использовании обычных одноступенчатых планов для уровня контроля II (см. 8.6.1). Аналогичные преимущества существуют при сопоставлении контроля по альтернативному признаку с контролем по количественному признаку для двухступенчатого и последовательного контроля.
Таблица 2 - Сравнение объемов выборки при контроле по альтернативному и количественному признакам
Объем партии | Объем единственной выборки при обычном контроле | ||
Контроль по альтернативному признаку (ИСО 2859-1) | Контроль по количественному признаку (ИСО 3951-1) | ||
Неизвестное стандартное отклонение процесса | Известное стандартное отклонение процесса | ||
16-25 | 5 | 4 | 3 |
91-150 | 20 | 13 | 8 |
281-500 | 50 | 25 | 12 |
1201-3200 | 125 | 50 | 18 |
35001-150000 | 500 | 125 | 32 |
8 Более детальное рассмотрение контроля
8.1 Крупносерийное и мелкосерийное производство
Большая часть стандартов по статистическому приемочному контролю предназначена для использования непрерывной серии партий, достаточной для применения правил переключения. Это предполагает крупносерийное производство.
Исключением является ИСО 2859-2, содержащий планы, основные на предельном качестве (LQ), которые могут быть использованы, когда правила переключения по ИСО 2859-1 неприменимы. ИСО 2859-2, прежде всего, предназначен для использования в случае единичных партий или изолированных партий. Косвенно он охватывает "короткую" серию контролируемых партий или мелкосерийное производство.
________________
LQ - Limited Quality.
ИСО 2859-5 и ИСО 3951-5 устанавливают последовательные планы, которые взаимосвязаны с другими стандартами и во многих случаях применимы как к крупным, так и к мелким сериям.
Очевидным критерием для идентификации крупной серии является возможность применения правил переключения, если качество продукции неудовлетворительно. Одновременно ясно, что однократное увеличение продукции неудовлетворительного качества зависит от требований и обстоятельств, преобладающих в каждом рассматриваемом случае. Невозможно просто и точно определить, какое количество партий является мелкой серией применительно к выборочному контролю.
В отсутствие другого руководства под мелкой серией понимают серию менее 10 последовательных контролируемых партий. В этом случае должны быть использованы планы в соответствии с ИСО 2859-2. Однако партии не следует дополнительно дробить для создания более крупной серии. Обычно предпочтительны большие однородные партии, поскольку они позволяют иметь меньшее отношение объема выборки к объему партии и обеспечивают лучшую представительность выборки, более четкую дискриминацию и более экономичный контроль.
В крупносерийном производстве присутствуют непрерывность и стабильность, таким образом, производство устанавливается на уровне среднего процесса. Однако качество отдельных партий отличается от среднего процесса. Кроме того, в начале производства после существенного перерыва и для мелкосерийного производства качество партии может иметь большую изменчивость. На практике необходимо учитывать наличие свидетельств устойчивости среднего процесса и поддержки его на этом уровне.
8.2 Несоответствия и несоответствующие единицы продукции
8.2.1 Нарушение соответствия
8.2.1.1 Общие положения
Любое нарушение соответствия требованиям к характеристике продукции, измерению, свойству или требованиям функционирования является несоответствием. Несоответствующая единица продукции может иметь одно или несколько несоответствий.
Например, неспособность шариковой ручки писать является несоответствием, а ручка является несоответствующей единицей продукции. Однако одна и та же ручка может иметь много других несоответствий, например по окраске, размерам и т.д. Ручка, имеющая несколько несоответствий, тем не менее является одной несоответствующей единицей продукции.
Наличие несоответствия не обязательно подразумевает, что единица продукции не может быть использована по назначению. Например кирпич, один из размеров которого выходит за границы поля допуска, хоть и имеет несоответствие, может все же быть использован в строительстве.
Различие между несоответствием и несоответствующей единицей продукции отсутствует, если единица продукции может иметь не более одного несоответствия. Это различие становится существенным, когда единица продукции может иметь много несоответствий.
Качество заданного количества продукции может быть охарактеризовано с помощью процента несоответствующих единиц продукции или числа несоответствий на сто единиц продукции. Эти величины совпадают, если единицы продукции могут иметь не более одного несоответствия.
При контроле по альтернативному признаку планы выборочного контроля пригодны как для процента несоответствующих единиц продукции, так и для числа несоответствий на сто единиц продукции.
8.2.1.2 Пример 2
Пример 2 - При контроле наличия отверстий в металлической фольге подсчитывают количество отверстий на квадратный метр фольги. Можно подсчитать количество отверстий на каждом квадратном метре единицы продукции и затем охарактеризовать качество с помощью количества отверстий на 100 м.
8.2.1.3 Пример 3
Пример 3 - Предположительно, партия состоит из 500 объектов. Из них 480 соответствуют требованиям и приемлемы, 15 имеют по одному несоответствию, четыре имеют по два несоответствия, а один имеет три несоответствия.
Процент несоответствующих единиц продукции в партии определяют по формуле
![]()
Таким образом, партия имеет 4% несоответствующих единиц продукции.
Число несоответствий на сто единиц продукции в партии определяют по формуле
![]()
Таким образом, партия имеет 5,2 несоответствий на сто единиц продукции.
8.2.1.4 Комментарий к примерам 2 и 3
При контроле по альтернативному признаку в каждом конкретном случае необходимо решить, какую характеристику (процент несоответствующих единиц продукции или число несоответствий на сто единиц продукции) следует использовать. Этот вопрос необходимо рассмотреть, определить и согласовать заранее, не дожидаясь начала контроля выборки.
При контроле по количественному признаку планы выборочного контроля применяют только для процента несоответствующих единиц продукции. Однако различные характеристики качества могут принадлежать различным классам (см. 8.2.3), если их рассматривают отдельно.
8.2.1.5 Информация, которую следует учитывать
При выборе величины, характеризующей качество при контроле по альтернативному признаку (процент несоответствующих единиц продукции или число несоответствий на сто единиц продукции), необходимо учитывать следующее.
a) Контроль процента несоответствующих единиц продукции предполагает, что если единица продукции может иметь одно или несколько несоответствий, она является несоответствующей и неприемлемой.
Предполагают также, что количество различных способов, которыми единица продукции может стать несоответствующей, ограничено и известно. Например, есть только пять способов, которыми каждая конкретная единица продукции может стать несоответствующей [см. перечисление b)].
b) Контроль числа несоответствий на сто единиц продукции учитывает каждое найденное несоответствие. Три несоответствия, выявленные в одной единице продукции, учитывают как три. Им придают такой же вес, как трем единицам продукции, имеющим одно несоответствие. Особый случай представляет собой ситуацию, когда несоответствие в единице продукции может появиться неизвестное и почти неограниченное количество раз. Например, поверхностные пятна или отверстия могут иметься в любом количестве и неизвестно, сколько раз они появятся. Таким образом, процент несоответствующих единиц продукции для этого случая не имеет смысла. В таких случаях необходимо использовать число несоответствий на сто единиц продукции (см. пример 2).
Примечание - При выборочном контроле по альтернативному признаку предполагают, что процент несоответствующих единиц продукции подчиняется биномиальному распределению, а число несоответствий на сто единиц продукции - распределению Пуассона.
c) Два свойства продукции являются зависимыми, если несоответствия единицы продукции возникают частично или полностью по некоторой общей причине или если одно свойство влияет на другое. Таким образом, для признания свойств независимыми необходимо детальное знание процесса. В математических терминах независимость двух характеристик, например длины и диаметра, означает, что если все произведенные единицы продукции были рассортированы на две группы с соответствующей и несоответствующей длиной, то процент несоответствующих единиц продукции по диаметру будет одинаковым в каждой из этих двух групп. И наоборот, если продукция была рассортирована на две группы с соответствующим и несоответствующим диаметрами, то процент несоответствующих единиц продукции по длине в этих двух группах одинаков. Можно доказать математически, что эти две процедуры эквивалентны.
Если два несоответствия не независимы, то они будут связаны или зависимы. В этом случае при возникновении обоих несоответствий в одной единице продукции должно быть принято решение считать только одно несоответствие, а не оба. Иногда корреляция между двумя связанными несоответствиями низка. В таком случае эти два несоответствия можно считать независимыми. При контроле процента несоответствующих единиц продукции эта трудность отсутствует.
d) Если процент несоответствий в партии менее 2,5%, то распределения вероятностей несоответствующих единиц продукции и несоответствий на сто единиц продукции будут почти идентичны. В диапазоне от 2,5% до 10% есть некоторое различие распределений. План контроля процента несоответствий на сто единиц продукции является более строгим, чем эквивалентный план для процента несоответствующих единиц продукции.
e) На станции технического контроля (если это допустимо) может существовать более простая и эффективная практика использования одного показателя в противоположность частой замене одного на другой, например процента несоответствующих единиц продукции вместо несоответствия на сто единиц продукции.
f) С точки зрения отчетов для улучшения качества более полезным является использование несоответствий на сто единиц продукции, поскольку в этом случае отчеты автоматически будут содержать информацию относительно всех несоответствий, тогда как в случае процента несоответствующих единиц продукции часть данных может не попасть в отчет.
8.2.2 Терминология
Далее в настоящем стандарте использован только термин "несоответствующая единица продукции". Все изложенное справедливо также для несоответствий. Чтобы трактовать приведенные требования по отношению к контролю несоответствий, достаточно заменить термин "несоответствующие единицы продукции" на термин "несоответствия на сто единиц продукции".
8.2.3 Классификация несоответствий
До этого момента предполагалось, что если изделие может иметь более одного несоответствия, то все возможные несоответствия являются равнозначными. В этом случае можно делать выводы, подсчитывая несоответствующие единицы продукции. В качестве примера может быть рассмотрен объект с тремя контролируемыми размерами. При этом в выборке три изделия являются несоответствующими только по первому размеру, три изделия - только по второму размеру, одно изделие - только по третьему размеру и одно изделие - по первому и второму размерам, что дает всего восемь несоответствующих единиц продукции. Это число и следует сравнивать с приемочным и браковочным числами.
Процедура суммирования несоответствующих единиц продукции для различных типов несоответствий имеет смысл, только если несоответствия равны или почти равны по значимости. В противном случае необходимо классифицировать возможные несоответствия в группы так, чтобы несоответствия в различных группах имели различные уровни значимости, но все несоответствия в пределах группы имели приблизительно равную значимость. Тогда для различных групп используют различные AQL.
Во многих случаях достаточно двух групп, а именно основные несоответствия класса А, представляющие собой наибольшую опасность, и несоответствия класса В, имеющие следующий по значимости уровень. Иногда необходимо ввести большее количество классов или определить внутри классов подклассы. Самый ответственный класс включает в себя критические несоответствия, которые связаны с безопасностью продукции, ее потенциальной опасностью и опасностью неблагоприятного использования продукции.
Критические несоответствия более подробно описаны в 8.2.4. Далее будут рассмотрены классы основных и вспомогательных несоответствий. Следует понимать, что эти классы характеризуют лишь относительную значимость несоответствий для конкретной продукции, а поскольку продукция может различаться по значимости и опасности, абсолютных требований по разделению несоответствий на классы не существует. Поэтому нет специального значения AQL, соответствующего каждому классу.
Классификация несоответствий должна быть выполнена надлежащим образом. При этом с особой осторожностью следует отнестись к введению классификации внутри выделенного класса (например, при классификации несоответствий класса В среди несоответствий класса А), поскольку это вызывает появление большего, чем действительно требуется, количества несоответствий данного класса. Часто следствием непонимания является введение излишне большого количества классов.
После введения системы классификации несоответствий необходимо для каждого класса задать свое значение AQL, обеспечивая классу А более сильный контроль, чем классу В.
При контроле по альтернативному признаку, если единица продукции имеет более одного несоответствия и несоответствия отнесены к различным классам, то ее рассматривают как несоответствующую единицу продукции более высокого класса значимости. Однако если проводят контроль по несоответствиям, а не по несоответствующим единицам продукции, несоответствия в выборке подсчитывают в соответствии с их классами.
Возможно, что в какой-то момент времени различные классы могут быть использованы в контроле различной степени жесткости, например класс А может быть использован при нормальном контроле, а класс В - при усиленном. Партию считают приемлемой, только если критерии приемки выполнены для всех классов.
8.2.4 Критические несоответствия
По определению, критические несоответствия связаны с безопасностью, потенциальной опасностью и/или неблагоприятным использованием продукции. Эти несоответствия формируют специальную категорию. Невозможно выбрать какое-либо значение процента несоответствующих единиц продукции и считать этот процент допустимым для критических несоответствий.
В случае неразрушающего контроля обычно требуют, чтобы для критических характеристик объем выборки при контроле был равен объему партии, а приемочное число было равно нулю. Это - сплошной контроль, но следует учитывать, что это не традиционная сплошная разбраковка. Здесь нет сортировки продукции на плохую и хорошую, а есть лишь выявление наличия плохой продукции. Если критическое несоответствие выявлено, это не означает, что соответствующее "плохое" изделие помещают в другую коробку и контроль продолжается. Это означает, что вся партия не принята (хотя неприемка не обязательно означает браковку). Это по возможности должно предполагать остановку производства и одновременное проведение исследования по обнаружению причин появления несоответствий и разработке методов предупреждения их повторного появления. Целью этих действий являются предотвращение производства продукции с серьезными несоответствиями и формирование у изготовителя мнения, что нет большой беды, если некоторое количество несоответствующей продукции будет изготовлено, поскольку при контроле она будет отбракована. Даже лучший контролер не всегда может заметить несоответствие, так что только действия по предотвращению несоответствий гарантируют, что несоответствующая продукция не поступит к потребителю.
При наличии сомнений в том, что данная процедура может приводить именно к критическим несоответствиям, необходимо пересмотреть классификацию этого несоответствия, переводя его из критических в основные. Критические несоответствия должны быть действительно критическими. В этом случае никакие усилия по их устранению не являются слишком большими.
Если единственно возможным контролем критических несоответствий является разрушающий контроль, то поиск способов предотвращения этих несоответствий является еще более важным. В этом случае невозможно контролировать всю партию и необходимо решить, каким должен быть объем выборки. Объем выборки можно определить, используя простую формулу, связывающую:
a) число несоответствующих единиц продукции в партии, при котором с большой вероятностью в выборке будет обнаружено хотя бы одно несоответствие (одна несоответствующая единица продукции);
b) объем партии;
c) объем выборки;
d) риск (вероятность) ошибки при обнаружении несоответствия (несоответствующей единицы продукции).
Объем выборки определяют по следующей формуле и затем округляют его значение до ближайшего целого числа
:
________________
Это приближение является достаточно точным для практических целей статистического приемочного контроля. В редких случаях оно дает результат на одну единицу больше необходимого.
![]() , (1)
, (1)
где - объем партии;
- заданная вероятность ошибки при обнаружении хотя бы одного критического несоответствия;
- максимальное число критических несоответствующих единиц продукции, допустимое в партии.
Примечание - Если - наибольшая допустимая доля несоответствующих единиц продукции в партии, то
![]() с округлением вниз до ближайшего целого числа
с округлением вниз до ближайшего целого числа.
________________
Только небольшие значения процента несоответствующих единиц продукции следует считать допустимыми, т.к. несоответствия являются критическими.
Партия является приемлемой, если в выборке не выявлено критических несоответствий.
Пример 4 - Имеется партия из 3454 единиц продукции, 0,001, а наибольший допустимый процент критических несоответствующих единиц продукции 0,2%.
Тогда =0,2/100=0,002 и
=3454·0,002=6,908, которое с округлением вниз дает
=6.
Примечание - Здесь проведено округление вниз, поскольку округление вверх дает процент несоответствующих единиц продукции 100·7/3454=0,2027%, который превышает предусмотренные 0,2%.
Таким образом,
![]() =(3454-3)(1-0,001
=(3454-3)(1-0,001)=3451·0,62724=2164,61.
В результате округления n=2165.
План выборочного контроля:
- объем выборки n=2165;
- приемочное число Ac= 0 несоответствующих единиц продукции;
- браковочное число Re=1 несоответствующих единиц продукции.
Примечание - Очень большой объем выборки вызван требованием высокой достоверности при низкой доле критических несоответствующих единиц продукции.
Чтобы определить соответствующий объем партии при заданном числе единиц продукции
, остающихся после разрушения при испытаниях выборки из
единиц продукции, предполагают, что несоответствующие единицы продукции не обнаружены. Для заданного значения вероятности
и числа несоответствующих единиц продукции в партии объем партии определяют по формуле
![]()
с последующим округлением результата до целого числа.
Пример 5 - Требуется, чтобы после испытаний выборки с 0,001 и
=6 (как в примере 4) осталось 1500 единиц продукции, тогда L=1500 и объем партии равен
(1500-6/2)/0,001+6/2=1497/0,37276+3=4018,99.
После округления получено N=4019.
Отсюда следует, что n=N-L =4019-1500=2519. Это значение n также может быть получено из уравнения (1) с объемом партии 4019.
Если начальные вычисления приводят к неприемлемому объему выборки или партии, то риск (вероятность) и/или допустимое число несоответствующих единиц продукции (несоответствий) в партии должны быть пересмотрены и должны быть установлены новые критерии.
Альтернативный план для критических несоответствий, когда критическая характеристика является измеримой, состоит в том, чтобы использовать некоторый запас прочности. Например, если минимально допустимая нагрузка для разрушения компонента составляет 2000 кг, можно использовать вместо предела в 2000 кг для критического несоответствия предел в 2500 кг для основного несоответствия. Выбор пределов и допустимого плана зависит от информации об изменчивости и прочности рассматриваемых компонентов. Описанный метод может дать существенно более удовлетворительные результаты, чем сплошной контроль. В этом случае есть возможность выборочного контроля по количественному признаку (см. стандарты серии ИСО 3951), позволяющего проводить испытания с увеличенной нагрузкой и получать информацию о среднем значении и изменчивости характеристики.
8.3 Кривая оперативной характеристики
8.3.1 Общие положения
Кривая оперативной характеристики (ОС), показывающая, сколько партий в среднем принимает и не принимает конкретный план выборочного контроля, является своего рода кривой эффективности плана. Кривая ОС относится к конкретному плану выборочного контроля. Каждый возможный план имеет свою кривую оперативной характеристики.
________________
Operating Characteristic.
8.3.2 Кривые ОС для контроля по альтернативному признаку
В статистическом приемочном контроле применяют два типа кривых ОС: кривые типов А и В. В общем случае крупносерийного производства с устойчивым средним качеством процесса (100 - процент несоответствующих партий,
лежит в интервале от 0 до 1) качество партий, взятых из серии, изменяется относительно этого среднего процесса в соответствии с биномиальным распределением. Для каждого изменения качества партии соответствующая ордината кривой ОС указывает среднюю долю партий, принимаемых согласно плану выборочного контроля. Кривая ОС в этом случае является кривой типа В и описывает оперативную характеристику с точки зрения пользователя для плана выборочного контроля при стабильной поставке продукции из конкретного источника.
В случае изолированных или отдельных партий ординаты кривой ОС не могут быть интерпретированы как доля среднего количества принятых партий в большой серии. Однако такая интерпретация возможна по отношению к гипотетическому процессу производства серии идентичных партий одинакового объема и качества (100 - процент несоответствующих партий). Тогда ордината кривой ОС - доля идентичных партий, принятых в соответствии с планом выборочного контроля. Однако в этом случае предполагают, что проведен отбор выборки не из процесса со случайными изменениями качества, а из конечного количества единиц продукции, составляющих одну партию. Ординаты кривой ОС указывают вероятность приемки, а не среднюю долю принятых партий. Вероятность подчиняется гипергеометрическому распределению и зависит от объема партии. Кривая ОС имеет тип А и описывает оперативную характеристику с точки зрения пользователя в случае изолированных или отдельных партий.
Хотя два типа кривых ОС построены в соответствии с различными распределениями вероятностей, кривая типа В пригодна для обеих целей, поскольку ее можно использовать как хорошее приближение кривой типа А, когда объем партии является достаточно большим, т.е. не менее чем в 10 раз превышает объем выборки. Следует иметь в виду, что качество относится к отдельной партии, а не к продукции. Если объем выборки составляет большую долю партии, а приемочные числа являются положительными целыми числами (не нулем), кривая типа В (как приближение кривой типа А) дает пессимистическое значение для рисков изготовителя и потребителя, т.е. дает ошибку в безопасную сторону. В пределе (т.е. для больших партий) кривые типа А и типа В идентичны. Таким образом, для практических целей кривые типа В могут быть использованы для обоих типов отбора выборки без существенных ошибок в большинстве случаев. Кривые ОС для планов статистического приемочного контроля, приведенные в стандартах серий ИСО 2859 и ИСО 3951, являются кривыми типа В.
В ИСО 2859-1 представлены кривые оперативных характеристик выборочного контроля для процента несоответствующих единиц продукции и числа несоответствий на сто единиц продукции. Эти кривые ОС указывают на оси ординат средний процент принятых партий и процент несоответствующих единиц продукции или число несоответствий на сто единиц продукции на оси абсцисс. Для процента несоответствующих единиц продукции они были рассчитаны на основе биномиального распределения при объеме единственной выборки, не превышающем 80. Для числа несоответствий на 100 единиц продукции при вычислении кривых ОС использовано распределение Пуассона.
Распределение Пуассона опирается на предположение, что несоответствия являются независимыми с постоянным математическим ожиданием. Это предположение используют во многих случаях. Любое существенное отклонение от этого предположения приводит к распределениям с большей дисперсией, чем у распределения Пуассона. В этих случаях защита потребителя несколько выше, чем данные кривых оперативных характеристик.
В ИСО 2859-2 таблицы риска изготовителя и потребителя для процедуры А (т.е. для изолированных партий) основаны на предположении о случайном отборе выборки из конечных партий. Однако для процедуры В таблицы риска потребителя в соответствии с LQ основаны на предположении о случайном отборе выборки из конечной партии, а таблицы для риска изготовителя и кривых ОС - на случайном отборе выборки из процесса. Фактическая оперативная характеристика соответствует приемке с большей вероятностью, когда указанная вероятность больше или равна 0,90, и приемке с меньшей вероятностью, когда указанная вероятность меньше 0,10.
8.3.3 Кривые ОС для контроля по количественному признаку
Стандарты для контроля по количественному признаку основаны на предположении, что контролируемые характеристики качества подчиняются нормальному распределению или распределению, которое может быть преобразовано к нормальному. Это предположение не поддается проверке для отдельных партий или малых серий. Кроме того, на основе измерений контролируемых характеристик качества для партии большого объема нельзя быть уверенным в истинности нормального распределения. С другой стороны, весьма возможно, что во время производства партии были изготовлены единицы продукции, характеристики качества которых имеют нормальное распределение или распределение, поддающееся приведению к нормальному. По этим причинам только кривые ОС типа В применимы к контролю по количественному признаку.
Для контроля по количественному признаку и для контроля по альтернативному признаку кривые оперативных характеристик для одинаковых объемов партии и уровней качества подобны. Кривые ОС типа В для выборочного контроля по альтернативному признаку основаны на биномиальном распределении. Кривые ОС типа В для контроля по количественному признаку основаны:
a) на нецентральном -распределении, если стандартное отклонение процесса не известно;
b) на нормальном распределении, если стандартное отклонение процесса известно.
Решение о приемлемости основано на оценке процента несоответствующих единиц продукции, определяемой на основе среднего и стандартного отклонения результатов измерений контролируемых характеристик продукции всех единиц продукции в выборке.
Кривые ОС для контроля по количественному признаку показывают средний процент принятых партий, но не указывают вероятность приемки конкретной партии. Может случиться, что отклоненная партия не имеет несоответствующих единиц продукции. Наоборот, конкретная партия с высокой долей несоответствующих единиц продукции может иметь меньшую фактическую вероятность неприемки, чем показывает кривая ОС для всего процесса.
8.4 Риски выборочного контроля
8.4.1 Риск изготовителя и риск потребителя
8.4.1 Риск изготовителя и риск потребителя
Поскольку выборки составляют только малую часть всей контролируемой партии, выборочный контроль использует риски изготовителя и потребителя. Иногда "хорошая" партия может быть не принята, потому что контролируемая выборка, хотя и отобрана случайным образом, не отражает истинное качество партии. Вероятность такой ситуации называют риском изготовителя (PR. Наоборот, партия "низкого качества" может успешно пройти контроль из-за ограниченных данных выборки. Вероятность такого события называют риском потребителя (СR
).
__________________
PR - Producer's Risk.
СR - Consumer's Risk.
В подразделе 8.3 установлено, что риски, соответствующие выборочному контролю, могут быть вычислены и оценены. Используя кривую оперативной характеристики для каждого плана выборочного контроля, можно определить долю партий, которые будут приняты для данного исходного качества продукции или процесса, т.е. вероятность приемки для установленного уровня качества.
Производитель требует приемки продукции хорошего качества с высокой вероятностью, а потребитель - приемки продукции низкого качества с низкой вероятностью. Обычно эти вероятности устанавливают равными 0,95 и 0,10 соответственно. Это дает PR неприемки продукции низкого качества 0,05 или 5%, а CR приемки низкого качества 0,10 или 10%. На практике все чаще и PR и CR устанавливают равными 5%. Для установленных значений PR и CR соответствующее качество риска изготовителя (РRQ) и качество риска потребителя (СRQ
())) может быть определено по кривой OC (см. рисунок 1). Наоборот, для данной кривой OC AQL и предельный уровень качества (LQL
) определяют PR и CR соответственно (см. рисунок 2). План выборочного контроля и соответствующая ему кривая OC могут быть специально разработаны для выбранных значений риска изготовителя (AQL, 1,0-PR)
и риска потребителя (LQL, CR).
__________________
PRQ - Producer's Risk Quality.
CRQ - Consumer's Risk Quality.
LQL - Limiting Quality Level.
Возможно выражение (AQL, 100% - PR%).
Анализ кривых OC для одноступенчатых планов на основе AQL для нормального контроля (например, для контроля по альтернативному признаку в соответствии с ИСО 2859-1) показывает, что для приведенных AQL вероятность приемки изменяется приблизительно от 0,87 до 0,99 (т.е. PR изменяется от 13% до 1 ). Это характерно для планов выборочного контроля на основе AQL и, соответственно, любых планов, предназначенных для подбора характеристик, соответствующих таким одноступенчатым планам. Термин AQL не должен быть использован без ссылки на стандарты серии ИСО 2859 или ИСО 3951 или эквивалентные им стандарты. Графики OC и таблицы, приведенные в этих стандартах, также показывают влияние перехода на усиленный контроль. При этом PR увеличивается, а CR уменьшается для одного и того же LQ.
В действующей системе выборочного контроля правила переключения являются важным фактором при рассмотрении рисков выборочного контроля. Например, кривые OC в ИСО 2859-1 показывают, чего следует ожидать от нормального контроля. Они показывают для всех планов выборочного контроля, определенных в этом стандарте, средний процент принятых партий, если качество процесса относительно удвоенного AQL составляет менее 80%. В короткое время такой контроль приведет к переключению на усиленный контроль.
Интенсивность приемки для AQL при усиленном контроле составляет только 80%, а по отношению к удвоенному AQL она составляет приблизительно 50% и намного меньше по количеству. Такая низкая интенсивность приемки при усиленном контроле должна вызывать последующий анализ причин низкого качества продукции. Правило прекращения выборочного контроля, в конечном счете, делает такие исследования обязательными. Корректирующие действия возвращают к предыдущему уровню качества или приводят к улучшению качества.
ПРЕДОСТЕРЕЖЕНИЕ - Несмотря на то, что кривые ОС полезно использовать не только при анализе риска, на практике партии в сериях встречаются редко, а процессы производства редко являются случайными. Поскольку кривые указывают, чего следует ожидать в установленных условиях, они не могут точно описать, что будет происходить в период, когда условия постоянно изменяются. Поэтому следует опасаться жестких утверждений.
|
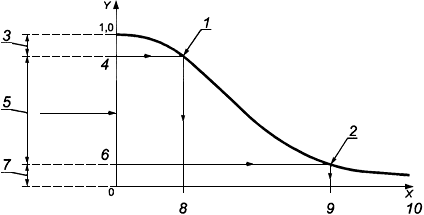
- качество процесса (снижение);
- вероятность приемки; 1 - точка риска изготовителя (PRP); 2 - точка риска потребителя (CRP); 3 - риск изготовителя (PR); 4 - высокая вероятность приемки; 5 - вероятность приемки; 6 - низкая вероятность приемки; 7 - риск потребителя (CR); 8 - качество риска изготовителя (PRQ); 9 - качество риска потребителя (CRQ); 10 - снижение качества процесса
Рисунок 1 - Кривая оперативной характеристики для риска изготовителя (PR) и потребителя (CR)
|
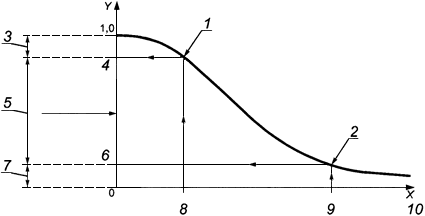
- качество процесса (снижение);
- вероятность приемки; 1 - точка риска изготовителя (PRP); 2 - точка риска потребителя (CRP); 3 - риск изготовителя (PR); 4 - высокая вероятность приемки; 5 - вероятность приемки; 6 - низкая вероятность приемки; 7 - риск потребителя (CR); 8 - предел приемлемого качества (AQL); 9 - предельный уровень качества (LQL); 10 - снижение качества процесса
Рисунок 2 - Кривая оперативной характеристики для предела приемлемого качества (AQL) и предельного качества (LQ)
8.4.2 Методы снижения риска
Наличие рисков выборочного контроля (приемки "плохих" партий и неприемки "хороших" партий) является неизбежным, но эти риски должны быть приемлемыми, если AQL и уровень контроля были выбраны правильно.
Если в конкретном случае изготовитель или потребитель полагает назначенный риск слишком большим, необходимо проверить правильность выбора AQL и уровня контроля.
Производитель заинтересован в снижении рисков, когда качество продукции лучше AQL. Риски не могут быть снижены в другом случае. Потребитель заинтересован в снижении рисков, когда качество продукции хуже AQL, поскольку, когда качество продукции лучше AQL, его интересы не нарушаются.
Методы снижения рисков для обеих сторон установлены в ISO/TR 8550-2 для контроля по альтернативному признаку и в ISO/TR 8550-3 для контроля по количественному признаку.
Таким образом, для снижения рисков рекомендуется по возможности:
a) повысить качество продукции;
b) увеличить объем партии;
c) в случае контроля по альтернативному признаку с нулевым приемочным числом увеличить приемочное число до единицы, сохранив тот же самый AQL.
8.5 Выбор значений AQL, PRQ, LQ и CRQ
8.5.1 AQL и PRQ
8.5.1.1 Смысл AQL и PRQ
В настоящем стандарте AQL и PRQ можно считать эквивалентными. Оба они указывают, какое качество продукции можно считать допустимым для целей выборочного контроля. Различие их состоит в том, что PRQ соответствует заданному малому PR, a AQL означает уровень качества, для которого PR (неизвестное) мало.
8.5.1.2 Назначение AQL
При назначении AQL следует помнить, что AQL соответствует необходимому для продукции качеству. От поставщика ожидают изготовления партий, средний уровень качества которых лучше AQL (средний уровень несоответствий ниже AQL). С одной стороны, этот уровень качества должен быть достижимым, с другой стороны, он должен отвечать интересам потребителя. Обычно это означает компромисс между качеством продукции, которого ожидает потребитель, и качеством продукции, которое он может себе позволить. Более высокое требование является более трудным для производства, а контроль его выполнения может быть более дорогим.
Первичным должно быть желание потребителя, но необходимо, чтобы требования потребителя являлись реалистичными, т.е. не имели в виду качество лучше, чем это в действительности необходимо. Необходимо учесть особенности использования рассматриваемой продукции и последствия ее неисправностей. Если единицы продукции в большинстве случаев годные, а дефект появляется при сборке, так что несоответствующий компонент может быть выявлен и удален, а другой использован вместо него, допустим относительно мягкий AQL. Если неисправность приводит к нарушению функционирования дорогой и ответственной части оборудования и одновременно невозможно провести замену несоответствующей единицы продукции, то требуется более жесткий AQL.
Необходимо также учитывать, сколько компонентов содержит готовое оборудование. Если, например, составная часть оборудования, содержащая три различных, но одинаково важных независимых компонента, должна иметь не более 10% несоответствующих единиц продукции, то для выполнения данного требования каждый из этих трех компонентов может иметь не более 3,45% несоответствующих единиц продукции. Если оборудование включает в себя десять компонентов, они должны иметь в среднем не более 1,04% несоответствующих единиц продукции.
Следует помнить, что даже если компоненты контролируют с одинаковым AQL, они должны быть изготовлены с меньшим средним процесса, чтобы увеличить вероятность приемки партии.
Независимо от соответствия или несоответствия компонентов из закона умножения вероятностей следует, что общая доля соответствующих единиц продукции
![]() .
.
Таким образом, общая доля несоответствующих единиц продукции
![]() ,
,
где - количество компонентов в объекте;
- процент несоответствующих единиц продукции после сборки;
- процент несоответствующих единиц продукции для каждого из компонентов.
Таким образом, AQL после сборки связан с AQL
для отдельных компонентов.
Примечания
1 Значение , однако, не учитывает несоответствия, связанные с процессом сборки.
2 AQL является границей удовлетворительного среднего процесса. Ожидается, что качество поставщика будет лучше AQL.
Приведенную выше формулу применяют, когда компоненты идентичны. В более общем случае, если проценты несоответствующих единиц продукции для компонентов соответственно равны
,
, …,
, тогда
![]() .
.
Здесь различным компонентам соответствуют различные требования, а каждый компонент вносит свой вклад в общее требование . При распределении
по уровням качества
,
, …,
по возможности следует получить консультацию проектировщика продукции.
В этих обстоятельствах изготовитель, вероятно, хотел бы выбрать подходящий AQL для каждого компонента и затем вычислить средний уровень качества оборудования в целом, тогда как потребитель хотел бы назначить AQL для оборудования в целом и затем вычислить уровень качества для компонентов. Второй из этих подходов является более разумным, поскольку он ориентирован на оборудование в целом. Однако это и более дорогой подход, он обычно приводит к меньшим значениям AQL. При этом следует признать, что хорошее качество сложного объекта является более дорогим, чем такое же качество простого объекта.
Определить, какой уровень качества обоснованно соответствует цене, которую потребитель готов заплатить, и методам производства, обычно помогает экспертиза, исследующая уровень качества произведенной продукции и уровень качества продукции в прошлом. Для вновь создаваемой продукции, не имеющей истории, можно использовать данные об аналогичных объектах, для которых может быть получена необходимая информация. Оценки прошлого среднего процесса на основе предыдущей информации особенно полезны. Идея анализа качества продукции, достигнутого в прошлом, не предполагает, что прошлые уровни качества всегда являются достаточно хорошими. Стоимость производства несоответствующей единицы продукции почти равна стоимости производства соответствующей единицы продукции, поэтому уменьшение процента несоответствующих единиц продукции обычно приводит к сокращению затрат на производство.
Эффективное управление производственным процессом может обеспечить чрезвычайно хорошее качество продукции, вплоть до долей процента на миллион. Качество продукции, достигнутое таким способом, является намного менее дорогостоящим, чем более низкое качество продукции при отсутствии должного управления производственным процессом. Главным аргументом в пользу такого способа является отсутствие переделок, возврата материалов и отходов из-за брака.
Попытки достигнуть превосходного качества продукции путем контроля и сортировки являются значительно более дорогими из-за неэффективности контроля и не очень высокой эффективности производства. Поэтому для достижения уровня качества на уровне долей AQL или долей процента на миллион появляется необходимость в анализе управления производством и проектированием продукции вместо ее контроля.
8.5.1.3 Влияние изменчивости выборки
Одно только назначение AQL не дает потребителю гарантии, что партии низкого качества не будут приняты. Во-первых, AQL относится к среднему. Некоторые партии могут иметь уровень несоответствий выше AQL, в то время как средний уровень несоответствий ниже AQL. Во-вторых, если представленные партии имеют средний уровень несоответствий выше AQL, то требуется приемка некоторого количества партий до переключения на усиленный контроль и даже после переключения вероятна приемка еще некоторого количества партий. Однако можно ожидать, что потребитель получит продукцию со средним уровнем несоответствий ниже AQL, поскольку схемы выборочного контроля имеют внутренний экономический стимул, побуждающий изготовителя не иметь непринятых партий более установленной малой доли. Поэтому он предпримет меры для улучшения качества производства, если эта доля будет превышена.
Потребителя не слишком удовлетворяют надежды на то, что может случиться. На практике большинство производителей предпринимает действия для того, чтобы их среднее процесса не превышало AQL, если только частота неприемки партий не осложняет им жизнь. В любом случае защита потребителя зависит от более низкого участка кривой ОС. Однако и высокий участок, связанный с AQL, и более низкий участок могут быть отрегулированы подбором значения LQ предлагаемых планов выборочного контроля.
Если такой способ не приемлем для конкретной продукции, необходима более существенная защита потребителя, которую можно достичь, назначая меньший AQL и принимая во внимание, что при этом может увеличиться стоимость продукции. Обычно способ, направленный на улучшение качества продукции и уменьшение количества несоответствий, приводит к снижению затрат. Даже если появляются дополнительные затраты, они обычно связаны с хранением продукции или увеличением количества потребителей.
8.5.1.4 AQL как индекс плана
Не обязательно сначала выбирают AQL, а затем другие параметры. Если требуют обстоятельства, можно "входить" в таблицы выборочного контроля с "черного хода", выбирая план в соответствии с другим критерием, а затем определять AQL, необходимый для получения желаемого результата. В этом случае AQL является удобным индексом для использования стандартных таблиц, что позволяет изготовителю определять качество готовой продукции для большинства партий.
Если используют "обратный" метод, сначала можно выбрать точку на низком участке кривой ОС, опираясь на критическое значение или экономический критерий. Вероятно, самым простым экономическим критерием является оценка точки критического объема производства, т.е. такого качества партий, при приемке которых стоимость затрат, связанных с несоответствующими единицами продукции, равна стоимости ошибочной приемки партии.
8.5.1.5 Сбалансированное качество
Для оценки сбалансированного качества рекомендуется определить такой план выборочного контроля, при котором в среднем 50% партий будут приняты. Такой план гарантирует более 50% приемки продукции с качеством лучше сбалансированного и более 50% неприемки продукции с качеством хуже сбалансированного.
8.5.1.6 Изменение допуска и AQL
Иногда полагают, что возможно сузить допуск и одновременно увеличить AQL. Например, если размер задан с предельными отклонениями ±0,6 мм и AQL 0,1%. Если измерения этого размера приблизительно подчиняются нормальному распределению, то допуск ±0,3 мм с AQL 10% дает практически одинаковые результаты. Эти выводы основаны на свойствах хвостов распределения и масштабе измерений. Преимущество такой замены состоит в том, что 10% несоответствующих единиц продукции намного легче обнаружить и можно существенно уменьшить объем выборки. Однако существует плата за крайности.
Например, в соответствии с ИСО 2859-1, при среднем уровне контроля, если AQL равен 0,1%, это означает, что объем партии должен превышать 10000, а для AQL, равного 10%, объем партии может быть равен 30. Сужение поля допуска усиливает жесткость контроля, при котором в качестве несоответствующих должны быть признаны единицы продукции, результаты измерений которых находятся в границах установленного поля допуска. Еще хуже ситуация, при которой партия признана неприемлемой и должна быть забракована, хотя фактически большая часть продукции в ней соответствует техническим требованиям. Это может подтолкнуть к неверному решению об изменении результатов измерений, основанных на допуске продукции. Использование производственных допусков (суженных границ поля допуска) для оценки соответствия более подходит для управления процессом и методов внутренней приемки, но не подходит для технических условий.
8.5.1.7 Реалистичность требований
Для целей технического контроля требования должны быть реалистичными, а уровни качества должны быть последовательными и должны отражать классификацию несоответствий и их относительную значимость.
Самыми общими основаниями для назначения AQL являются следующие данные:
a) хронологические. На основе прошлых данных оценивают среднее процесса. Значение AQL выбирают близким или равным полученной оценке;
b) эмпирические. Значение AQL устанавливают, учитывая известный удовлетворительный уровень для аналогичной продукции;
c) технические. Значение AQL устанавливают на основе инженерных оценок, требований к функционированию, эксплуатации, ресурсу, взаимозаменяемости продукции и т.д.;
d) экспериментальные. Значение AQL устанавливают экспериментально и затем регулируют в процессе работы и с накоплением опыта;
e) минимальные общие затраты. Значение AQL устанавливают на основе анализа затрат на качество и затрат, связанных с ненадлежащим качеством;
f) знание продукции и поставщика. Значение AQL устанавливают на основе опыта. Эти данные могут быть использованы непосредственно или в комбинации с другими данными.
8.5.1.8 Предпочтительные AQL
Принимая во внимание все перечисленные факторы, желательно выбрать одно из значений AQL, приведенных в таблицах стандарта. В противном случае должен быть разработан специальный план или схема выборочного контроля. Предпочтительные значения AQL приближенно соответствуют геометрической прогрессии со знаменателем 1,6. Ситуация, когда отсутствуют подходящие значения, является очень редкой.
8.5.2 LQ и CRQ
По аналогии с AQL и PRQ, LQ и CRQ можно считать эквивалентными для целей выборочного контроля при индексации уровня нежелательного качества, которому соответствует низкая вероятность приемки.
Процесс выбора этих уровней качества аналогичен процессу назначения AQL, за исключением того, что рассматривают недопустимый уровень, который, при его появлении, вызывает проблемы в эксплуатации, дополнительные затраты и т.п. Уровни должны соответствовать выбранному уровню риска потребителя и должны быть назначены с его учетом.
8.6 Уровень контроля. Отношение объема выборки к объему партии
8.6.1 Уровень контроля
Уровень контроля (IL) указывает относительный объем контроля для схемы выборочного контроля и связывает объем выборки с объемом партии, а следовательно, влияет на степень различия продукции хорошего и плохого качества. Например, ИСО 2859-1 обеспечивает семь, а ИСО 3951-1 - пять уровней контроля.
________________
IL - Inspection level.
Для выбора AQL (или PRQ) и уровня контроля предназначены таблица 1 ИСО 2859-1 и таблица 1 ИСО 3951-1. В более общем случае AQL и уровень качества выбирают на основе рассмотрения качества продукции, которая должна иметь малую вероятность приемки при контроле. Затем следует рассмотреть кривые ОС для плана выборочного контроля основных стандартов статистического приемочного контроля (ИСО 2859-1 или ИСО 3951-1) и установить, какой план выборочного контроля лучше всего отвечает общим требованиям, а также определить соответствующие ему код и объем выборки. Таблица 1 применяемого стандарта (ИСО 2859-1 или ИСО 3951-1) охватывает диапазон объемов партии, соответствующих этому коду для различных уровней контроля, и указывает предпочтительный объем партии. Уровень контроля II применим во многих случаях.
Примечания
1 В ИСО 2859-4 (см. ISO/TR 8550-2) установлены планы, индексированные по PRP и CRP, поэтому уровень контроля в них не использован. Однако в приложении А каждого из этих стандартов приведены также планы, соответствующие основным стандартам статистического приемочного контроля (ИСО 2859-1 и ИСО 3951-1).
2 Всегда возможно иметь дело со специальными случаями, назначая постоянный код независимо от объема партии, например если требуется определенная кривая ОС. Разработка специальных планов для конкретного случая лежит за пределами области распространения настоящего стандарта, однако этого можно избежать в подавляющем большинстве случаев.
3 Возможно, что "низкий" уровень контроля, такой как S, необходимо использовать по экономическим причинам или по причине применения разрушающего контроля. В этом случае могут пострадать различительные свойства контроля. Однако данные для непрерывной серии партий и совокупная выборка показывают, что CR является более приемлемым.
4 Процедуры А в ИСО 2859-2 не индексируют планы контроля по уровням контроля, поскольку эти процедуры предназначены для отдельных партий, для которых и производитель и потребитель заинтересованы в LQ.
Если для требуемых значений AQL и LQ подходящей кривой ОС не существует, необходимо проанализировать эти требования. Если CRQ (или LQ) не могут быть изменены, необходимо снижать AQL с последовательным увеличением риска изготовителя.
Если после установки кода объема выборки выясняется, что ни один уровень контроля не соответствует этому коду для ожидаемых объемов партии, то необходимо пересмотреть требования или, если это невозможно, определить объем выборки без уровня контроля. Если в итоге получен объем выборки, превышающий объем партии, то следует перейти к сплошному контролю.
8.6.2 Комментарий
Не существует простой математической связи между объемом выборки и объемом партии. Причиной того, что большинство схем выборочного контроля связывает объем выборки с объемом партии, является принятый принцип - для определения приемлемости более крупных партий необходимо больше доказательств. Если объем выборки мал по сравнению с объемом партии, то в практических целях объем партии можно не рассматривать при построении кривой ОС для плана выборочного контроля. Выбор плана выборочного контроля и объема выборки зависит от однородности партии. При недостатке однородности необходимы партии большого объема. Планы, индексированные по AQL, требуют однородности партии. Планы, индексированные по LQ, требуют большого объема выборки. Для контроля со схемами, индексированными по AQL, партии должны быть сформированы при чрезвычайно близких условиях и не должны быть смешанными. Хотя влияние объема партии больше для маленьких партий, абсолютный объем выборки более важен, чем его отношение к объему партии.
С точки зрения выборочного контроля большие партии при наличии однородности имеют преимущество, поскольку для них возможен большой объем выборки при сохранении большого отношения объема партии к объему выборки, что обеспечивает лучшее различение партий. Кроме того, для заданной эффективности объем выборки увеличивается не так быстро, как объем партии, и не увеличивается вообще, начиная с определенного объема партии. Однако есть множество причин для ограничения объема партии:
a) формирование больших партий может привести к уровню качества, изменяющемуся в широком диапазоне;
b) интенсивность производства или поставки может быть слишком низкой для формирования больших партий;
c) хранение и обработка могут не допускать формирования больших партий;
d) имеются большие трудности отбора случайных выборок для больших партий;
e) экономические последствия неприемки большой партии (списание, переделка и дальнейший контроль) могут быть значительными.
8.7 Контроль с разбраковкой для последовательного контроля партии
Если все единицы продукции в партии имеют одинаковую вероятность несоответствия, план статистического приемочного контроля не оказывает прямого влияния на качество контролируемых партий, за исключением случая, когда используют замену несоответствующих единиц продукции, обнаруженных в выборке. Если до выборочного контроля 3% продукции являются несоответствующими, то приблизительно 3% будут несоответствующими и после выборочного контроля. План выборочного контроля влияет на качество продукции косвенно, а неприемка партий влияет на производство, например на отношение руководства к персоналу и на меры, принимаемые руководством для улучшения процесса.
Контроль с разбраковкой для последовательного выборочного контроля является комбинацией выборочного контроля и сплошного контроля (или сортировки с отбраковкой). Все партии контролируют с помощью выборочного контроля, а партии, не принятые при выборочном контроле, подвергают сплошному контролю. Обнаруженные несоответствующие единицы продукции отбраковывают. Они могут быть заменены на соответствующие единицы продукции. Среднее выходное качество (AOQ), соответствующее такому контролю с разбраковкой, выше среднего уровня качества на входе. Следует учесть, что AOQ - среднее всей совокупности партий и в общем случае не соответствует отдельным партиям.
________________
AOQ - Average Outgoing Quality.
Когда на входе уровень несоответствий очень низкий, нет необходимости в исправлениях и качество продукции на выходе будет также отличным. Когда качество на входе является очень низким, контроль с отбраковкой применяют ко всем партиям, и поэтому на выходе качество продукции теоретически снова будет отличным, но при больших затратах на контроль. При изменении уровня несоответствий на входе от 0% до 100% несоответствующих единиц продукции AOQ изменяется от нуля до верхнего предела и снова уменьшается до нуля. Предел среднего выходного качества (AOQL) - это верхний предел AOQ.
________________
AOQL - Average Outgoing Quality Limit.
В то время как контроль с разбраковкой оказывает некоторое давление на поставщика, побуждая его к улучшению качества продукции (если он выполняет контроль), требования к оценке последствий являются несколько идеалистичными. Вычисление AOQ предполагает идеальную сплошную сортировку и, в некоторых случаях, замену несоответствующих единиц продукции на соответствующую продукцию (новую или исправленную). Поскольку совершенство на практике маловероятно, к результатам процесса разбраковки и вычислений необходимо относиться с некоторой осторожностью, так как результаты вычислений могут быть излишне оптимистичными.
Главная проблема при применении контроля с разбраковкой состоит в том, что поставщик может предпочесть переделку продукции, особенно если это выполняет покупатель, и может не стремиться к улучшению качества процесса.
Другая проблема, связанная с контролем этого вида, - давление на отдел контроля и затраты на контроль. Всякий раз, когда партия отклонена как несоответствующая, увеличение нагрузки при контроле может быть значительным и требовать таких трудовых ресурсов и такого оборудования, что обеспечение требований стандартов и поддержки производительности оборудования может быть очень трудоемким. Это может неблагоприятно повлиять на эффективность сплошной разбраковки и затронуть качество первоначального контроля. Такая ситуация может привести к сознательному или подсознательному стремлению обойти "неудобные углы" с последовательным ухудшением качества продукции. Однако использование AOQL может быть полезным при анализе влияния контроля с разбраковкой на выходное качество продукции, а также как стимул для производства к обеспечению изначально хорошего качества продукции и процессов.
Не все системы, индексированные по AOQL, страдают этими недостатками. В ИСО 18414 установлена система статистического приемочного контроля, индексированная по AOQL, для контроля по альтернативному признаку, которая требует только сплошного контроля непринятой партии, если эта партия является первой в серии или если предыдущая партия была неприемлемой. Таким образом, только подвергая контролю большую партию, когда предыдущая партия была принята, сплошного контроля больших партий можно избежать.
AOQL может быть также использован как основа для сравнения и выбора плана выборочного контроля. Если параметры AOQL не заданы в стандарте и применяют сплошной контроль с заменой несоответствующих единиц продукции на соответствующую продукцию для всех непринятых партий, AOQL может быть вычислен по значению AOQ при использовании следующего приближения:
![]() ,
,
где - доля несоответствующих единиц продукции;
![]() - вероятность приемки с уровнем качества
- вероятность приемки с уровнем качества .
Из этой формулы AOQ и затем AOQL могут быть получены в виде процента несоответствующих единиц продукции. Фактически это приближение показывает, что более детальные вычисления при пересчете не повышают эффективности.
9 Сравнение методов выборочного контроля
9.1 Использование кривых оперативных характеристик для сравнения планов выборочного контроля
Кривые ОС подходят для непосредственного сравнения планов выборочного контроля, поскольку каждый план имеет свою кривую ОС. Наоборот, некоторые сравнения могут быть проведены с использованием данных кривой ОС, например AOQL (см. 8.7), отношения дискриминации (см. 9.2) или среднего объема выборки (см. 9.3.2).
9.2 Разрешающее отношение
Идеальный план выборочного контроля дал бы абсолютную дискриминацию для процента несоответствующих единиц продукции в точке предела приемлемого качества. Кривая ОС была бы вертикальной прямой в точке AQL. Для качества с более низким по сравнению с AQL процентом несоответствующих единиц продукции существует область тотальной приемки, а для качества с более высоким по сравнению с AQL процентом несоответствующих единиц существует область тотальной неприемки. На рисунке 3 показана идеальная кривая ОС. Этот идеал является недосягаемым в случаях несплошного контроля.
Как только введен метод выборочного контроля, способность абсолютного разделения продукции приемлемого и неприемлемого качества утрачивается. Плату за то, чтобы не контролировать каждую единицу продукции, отражает наклон кривой оперативной характеристики, в особенности абсолютная величина разности значений кривой между PRP и CRP. Эту величину называют разрешающим отношением (DR). Чем ближе этот наклон к вертикали, тем больше разделительные возможности плана. Таким образом, сравнение наклона этой части кривых ОС позволяет проводить сравнение эффективности планов выборочного контроля по разделению приемлемого и неприемлемого качества.
________________
DR - Discrimination Ratio.
Если кривые ОС находятся на разных страницах или имеют различный масштаб, непосредственное сравнение является сложным. В этом случае может быть полезен метод, использующий наклон прямой, соединяющей PRP и CRP. Прямая линия является удовлетворительным приближением этой части кривой ОС.
|
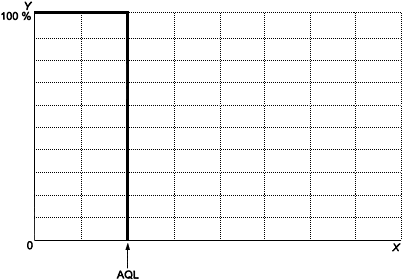
- процент несоответствующих единиц продукции;
- средний процент принятых партий
Рисунок 3 - Идеальная кривая оперативной характеристики
Коэффициент CRQ/PRQ является числовой характеристикой наклона кривой ОС (разрешающее отношение). Чем больше значение этого коэффициента, тем меньше разделяющая способность плана выборочного контроля. Этот коэффициент может быть использован для выбора плана, для сравнения планов или для любой другой цели, требующей применения кривых ОС.
Однако планы выборочного контроля с одинаковым значением разрешающего отношения не обязательно эквивалентны. Например, в соответствии с ИСО 2859-1 кривая для плана с AQL, равным 1%, и кодом К дает такое же разрешающее отношение, как и кривая ОС для плана с AQL, равным 4%, и кодом М, но CR и PR для них существенно различны. Для наиболее часто применяемых случаев кривые с одинаковыми точками PR и уровнями качества сравнимы по отделению низкого качества, т.е. по риску потребителя.
9.3 Сравнение одноступенчатого, двухступенчатого, многоступенчатого и последовательного выборочного контроля
9.3.1 Эквивалентные планы
Для большинства одноступенчатых планов выборочного контроля можно найти двухступенчатый, многоступенчатый или последовательный план выборочного контроля с близкой кривой оперативной характеристики. В таких случаях нет никаких оснований для выбора между одноступенчатым, двухступенчатым, многоступенчатым или последовательным планами выборочного контроля по ОС. Нет преимуществ одного плана перед другим во всех возможных ситуациях. Взвешивая преимущества и недостатки процедур выборочного контроля, выбирают в одной ситуации один, в другой ситуации другой метод выборочного контроля. При выборе плана контроля необходимо учитывать следующие характеристики:
a) сложность. Одноступенчатый выборочный контроль является самым легким для описания и управления. Двухступенчатый выборочный контроль требует больших усилий для отбора и контроля второй выборки при необходимости. Многоступенчатый контроль и последовательный контроль являются более сложными. Иногда простота является определяющей характеристикой при выборе плана выборочного контроля. С другой стороны, могут быть случаи, когда психологически более привлекательным является двухступенчатый план выборочного контроля;
b) изменчивость выборочного контроля. При одноступенчатом выборочном контроле объем выборки установлен, а усилия, необходимые для принятия решения, известны заранее. Для выборочного контроля других типов количество проверяемых единиц продукции меняется в зависимости от результатов первого этапа контроля. Можно подсчитать средний объем выборочного контроля и среднюю стоимость контроля для любого заданного входного уровня качества. Они изменяются вместе с уровнем качества и становятся меньше для продукции и очень высокого и очень низкого качества. Кроме неопределенности, связанной с неизвестным уровнем качества на входе, и даже когда входной уровень качества известен, существует неопределенность, связанная с изменениями средних этих величин. Эта неопределенность может привести к проблемам в приемке, относящимся к недостатку ресурсов для требуемого контроля. При недостатке ресурсов результат является отсроченным. В противоположном случае использование ресурсов является неэффективным. В некоторых ситуациях переменный объем контроля часто является малой платой за существенное сокращение общей средней стоимости контроля;
c) трудности отбора выборки. Иногда легко отбирать вторую выборку и отбор двух выборок не создает больше трудностей, чем отбор одной выборки объединенного объема. В других случаях отбор выборки составляет большую часть контроля, а нарушение партии при отборе первой выборки едва ли можно повторить для отбора второй выборки. В этих случаях план одноступенчатого выборочного контроля является наилучшим. Существует также альтернативная возможность отбора выборки максимально допустимого объема и последующего контроля в соответствии с двухступенчатым, многоступенчатым и последовательным планами. Это может обеспечить некоторую экономию затрат по сравнению с одноступенчатым планом из-за проблем с возвращением неконтролированных единиц продукции в партию;
d) продолжительность испытаний. Если испытания имеют большую продолжительность и им подвергают большое число единиц продукции, более удобным является одноступенчатый план. В этом случае отсутствует риск, что после испытаний первой выборки результат будет неокончательным и потребуется отбор второй или даже нескольких выборок, увеличивающий затраты времени. Одноступенчатый выборочный контроль предпочтителен также в ситуации, когда весь объем выборки может быть проверен сразу. Однако если только один или два объекта могут быть проверены одновременно, предпочтителен многоступенчатый или последовательный контроль.
Пример 6 - Консервированное мясо необходимо контролировать на сохранение качества в течение трех недель при хранении в определенных условиях.
Для достижения желаемой кривой ОС выбор может лежать между одноступенчатым планом с выборкой из 80 банок консервов, двухступенчатым планом с выборками по 50 банок каждая и пятиэтапным многоступенчатым планом выборочного контроля с выборками по 20 банок каждая. Если будет использован одноступенчатый выборочный контроль, то результат будет известен через 3 недели после начала испытаний. При двухступенчатом контроле результат будет известен через 3 или 6 недель. При многоступенчатом контроле может потребоваться почти 5 месяцев.
В этих обстоятельствах, вероятно, будет выбран одноступенчатый контроль.
Пример 7 - Необходимо провести разрушающий контроль. Все объекты в партии доступны для испытаний, но испытательное оборудование назначено для одновременных испытаний только одного объекта. Поскольку основу затрат на испытания составляет стоимость разрушаемого объекта, желательно разрушить минимально возможное в соответствии с кривой ОС количество объектов.
Поскольку объекты выборки должны быть проконтролированы по одному, использование последовательного выборочного контроля позволит сэкономить время и сократить средний объем выборки;
е) множественные несоответствия. Для более сложной продукции с большим количеством несоответствий и несколькими классами несоответствий применяют более сложный двухступенчатый или многоступенчатый контроль. Эффективное использование рабочего и контрольного оборудования трудно организовать, если контроль первой выборки проводят для всех характеристик, контроль второй выборки - только для некоторых характеристик, а контроль третьей выборки - только для отдельных характеристик. В общем случае возможны ситуации, когда сложному контролю соответствует простой план выборочного контроля, а более простому контролю - более сложный план.
Кривая оперативной характеристики для одноступенчатого плана с объемом выборки 200, приемочным числом 3 и браковочным числом 4 и эквивалентных двухступенчатых и многоступенчатых планов показана на рисунке 4. Совпадение для этих планов не является точным, но достаточным для практических целей. Эквивалентный последовательный план также подобран для кривой ОС одноступенчатого плана, но не показан на рисунке. Кривые оперативных характеристик для последовательного и одноступенчатого планов фактически неразличимы между собой.
9.3.2 Средний объем выборки
Для сравнения одноступенчатого, многоступенчатого и последовательного планов выборочного контроля полезно рассмотреть средний объем выборки, необходимый в длинной серии контроля для различных средних уровней качества продукции. Кривая среднего объема выборки показывает относительную эффективность различных систем выборочного контроля. Такие кривые указывают количество единиц продукции, которое в среднем должно быть проверено для принятия решения о приемке или отклонении продукции в некотором диапазоне уровня качества продукции. На рисунке 5 показаны средние объемы выборки для набора эквивалентных одноступенчатых, двухступенчатых, многоступенчатых и последовательных планов выборочного контроля, приведенных в таблице 3 и на рисунке 4.
В среднем количество единиц продукции, которое должно быть проверено до принятия решения, является наибольшим при одноступенчатом контроле. Наибольшее сокращение объема выборки соответствует одноступенчатому, многоступенчатому и последовательному выборочному контролю, когда партии имеют очень хорошее или очень плохое качество.
Таблица 3 - Эквивалентные планы выборочного контроля по альтернативному признаку для кода L и AQL=0,65%
Тип плана выборочного контроля | Объем(ы) выборки | Приемочное и браковочное числа | |
Одноступенчатый | Объем выборки | 3 | 4 |
Двухступенчатый | Объем первой выборки | 1 | 3 |
Общий объем первой и второй выборок | 4 | 5 | |
Многоступенчатый | Объем первой выборки | # | 3 |
Общий объем выборок | 0 | 3 | |
Общий объем выборок | 1 | 4 | |
Общий объем выборок | 2 | 5 | |
Общий объем выборок | 4 | 5 | |
Последовательный |
| ||
| |||
________________
Обозначения, соответствующие ИСО 2859-5;
,
- точки пересечения линии приемки и линии браковки с осью ординат;
- коэффициент наклона линий приемки и браковки.
Для продукции хорошего или плохого качества средняя экономия затрат на контроль может быть существенной, но фактическое число единиц продукции, которые должны быть проверены для конкретной партии при двухступенчатом, многоступенчатом и последовательном планах выборочного контроля, может превысить эту величину для соответствующего одноступенчатого плана. Это наиболее вероятно, когда уровень качества соответствует AQL, умноженному на нецелое значение, например на значение больше двух, но меньше трех.
Это вызвано тем, что одноступенчатый выборочный контроль предпочтителен при большой продолжительности испытаний, когда все единицы продукции могут быть проверены одновременно. С другой стороны, если испытания могут быть проведены только по одной единице продукции или контроль является разрушающим, двухступенчатый, многоступенчатый или последовательный контроль может дать существенное преимущество (см. примеры 4 и 5).
Для двухступенчатых и многоступенчатых планов существует верхний предел количества контролируемых единиц продукции. Для последовательных планов такого предела не существует, если не применяют правило ограничения потенциального количества контролируемых единиц продукции. ИСО 2859-5 и ИСО 3951-5 предусматривают сокращение объема выборки соответствующего одноступенчатого плана приблизительно в 1,5 раза.
|
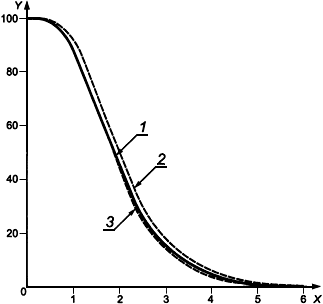
- качество рассматриваемой продукции в процентах несоответствующих единиц продукции;
- средняя доля принятых партий; 1 - одноступенчатый и последовательный планы; 2 - двухступенчатый план; 3 - многоступенчатый план
Рисунок 4 - Кривые оперативных характеристик одноступенчатого, двухступенчатого, многоступенчатого и последовательного планов выборочного контроля
Примечание - Кривая ОС последовательного плана фактически неотличима от кривой одноступенчатого плана.
Двухступенчатый, многоступенчатый и последовательный планы контроля позволяют уменьшить объем выборок, но они требуют больше административных усилий. Использование автоматизированного оборудования при последовательном контроле в ряде ситуаций создает условия для сокращения затрат на контроль, особенно если контроль является разрушающим.
Единственным ограничением для широкого внедрения двухступенчатых, многоступенчатых и последовательных планов выборочного контроля является возможность превышения объема выборки одноступенчатого плана. Вероятность этой ситуации не так высока, как кажется. На рисунке 6 показаны вероятности приемки как функция входного уровня качества для планов, приведенных в таблице 3. Легко заметить, особенно для промежуточных уровней качества, значительное сокращение вероятности превышения среднего объема выборки одноступенчатого выборочного контроля по отношению к объему выборки двухступенчатого, многоступенчатого и последовательного контроля.
|
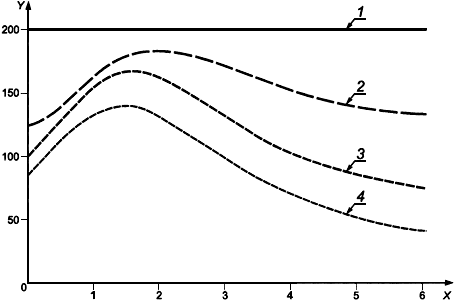
- качество рассматриваемой продукции в процентах несоответствующих единиц продукции,
;
- средний объем выборки; 1 - одноступенчатый план; 2 - двухступенчатый план; 3 - многоступенчатый план; 4 - последовательный план
Рисунок 5 - Средние объемы выборки для одноступенчатого, двухступенчатого, многоступенчатого и последовательного планов контроля
|
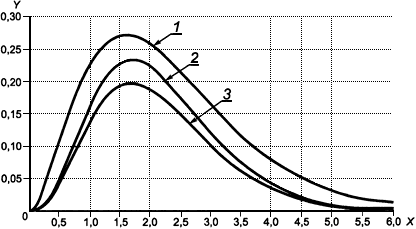
- процент несоответствующих единиц продукции процесса;
- вероятность превышения среднего объема выборки одноступенчатого контроля
Рисунок 6 - Вероятности превышения объема выборки одноступенчатого выборочного контроля для двухступенчатого (1), многоступенчатого (2) и последовательного (3) планов выборочного контроля
10 Другие методы, применяемые на практике
10.1 Сплошной контроль
Многие современные предприятия применяют автоматизированные методы контроля качества продукции. Аналогичные методы применяют для удаления несоответствующих единиц из партий, принятых при контроле. Однако некоторый независимый мониторинг может быть необходим для выявления сбоев системы испытаний, которые приводят к увеличению сроков изготовления и приемке несоответствующей продукции. В некоторых случаях управление процессом или другая часть системы качества могут обеспечить этот мониторинг.
10.2 Разовые выборки
Практика и метод разовых выборок в соответствии с фиксированным планом обычно осуждаются, поскольку такой подход не обеспечивает статистического контроля и, следовательно, является недостаточно достоверным, неэкономичным и неэффективным для целей контроля и приемки. Однако такой метод иногда используют в "упреждающей" системе, когда несоответствующая единица продукции не приводит к реальным неудобствам на последующей стадии. По этим причинам указанный метод обычно используют лишь на внутренних операциях.
Разовая выборка с объемом от двух до двадцати единиц продукции (см. ИСО 2859-1, план выборочного контроля с кодом F и уровнем контроля II) может быть использована для проверки, что поставка содержит единицы продукции, соответствующие заказанным, особенно если все единицы продукции в маленькой разовой выборке соответствуют описанию и техническим требованиям.
Разовая выборка не имеет статистических характеристик, присущих случайной выборке, и плана выборочного контроля с критериями приемки. Разовую выборку следует применять, только если:
a) история изготовления единицы продукции положительная;
b) условия производства таковы, что получатель не может внести свой вклад в управление процессами поставщика или корректировку этих процессов, а природа несоответствия такова, что его легко обнаружить и несоответствующие единицы продукции заменить при последующей сборке или испытаниях.
Разовую выборку не применяют к дорогим изделиям, гарантийные обязательства для которых предусматривают возвращение партии.
Разовая выборка, в которой обнаружены несоответствующие единицы продукции, является сигналом для возвращения к плану выборочного контроля согласно подходящему стандарту на статистический приемочный контроль и выполнения нормального процесса принятия решения для указанной выборки.
10.3 Единственная партия
Необычная ситуация возникает, когда одна специально изготовленная уникальная или "одноразовая" партия не может быть принята в соответствии с планом выборочного контроля. Повторное представление партии, которая после сортировки и/или переделки все еще содержит намного больше несоответствующих единиц продукции, чем предусмотрено, или представление заменяющей партии может привести к приемке на основе совокупного риска выборочного контроля. Планы выборочного контроля предназначены для уменьшения вероятности приемки партий, содержащих чрезмерное количество несоответствий, независимо от того, представлена партия впервые, повторно или несколько раз. Эта процедура изменяет соотношение между объемом выборки и приемочным числом для каждого последовательного представления отклоненной партии и ограничивает количество разрешенных представлений. Главная проблема для таких планов выборочного контроля - большое количество выборок, необходимых для контроля.
10.4 Выборочный контроль при аудите
Если поставщик имеет работающую систему качества, например в соответствии со стандартами серии ИСО 9000, методы выборочного контроля могут быть использованы для анализа и оценки производства или системы качества (см. ИСО 2859-4). В этих случаях эксперт исследует, идентифицированы ли должным образом и на приемлемом уровне качества записи и статус оборудования, материалов в процессе производства и материалов на хранении. Это можно рассматривать как выборочный контроль отдельной партии из непрерывного процесса. План выбирают для небольшого риска изготовителя (например, 1%) с любым разрешающим отношением, риском потребителя и необходимым уровнем качества. Доступные ресурсы и необходимые действия также следует рассмотреть, поскольку они могут повлиять на другие характеристики анализа.
Неприемку в соответствии с планом выборочного контроля следует рассматривать как очевидный признак несоответствия и свидетельство необходимости дальнейших исследований и корректировки причин появления несоответствий.
Такое применение выборочного контроля не следует считать независимой верификацией качества продукции.
11 Значение состояния рынка и условий производства
11.1 Общие положения
Задача выбора подходящей системы, схемы или плана выборочного контроля зависит от условий производства и состояния рынка. Кроме того, следует провести анализ экономических характеристик системы выборочного контроля (см. 4.2), ресурсов контролирующей организации и других. Поэтому процесс выбора становится сложным и редко завершается выбором единственного метода статистического приемочного контроля, который соответствует всем ситуациям, даже если они кажутся аналогичными.
В ISO/TR 8550-2 и ISO/TR 8550-3 приведены таблицы для выборочного контроля по альтернативному и количественному признакам соответственно, позволяющие иллюстрировать процесс выбора системы, схемы или плана выборочного контроля. В таблицах приведены системы, схемы и планы выборочного контроля, соответствующие данной ситуации контроля, условиям производства и состоянию рынка.
Из этих таблиц необходимо выбрать все планы, подходящие к конкретной ситуации. Затем эти планы необходимо проанализировать, используя соответствующие рисунки, и определить систему, схему и план, наиболее выполнимые и экономичные для рассматриваемой ситуации.
11.2 Состояние рынка
Для выбора наиболее подходящей системы, схемы или плана выборочного контроля необходимо рассмотреть состояние рынка. Важно учитывать условия рынка, на котором продукция поступает от изготовителя/поставщика потребителю/пользователю. Это могут быть, например, следующие условия:
a) потребитель может влиять на продавца для улучшения качества (снижения процента несоответствующих единиц) продукции;
b) гарантийные условия на продукцию допускают приемку партиями;
c) приемка даже малого количества несоответствующих единиц продукции может привести к большим потерям или может представлять собой большую опасность;
d) неприемка партии и нарушение поставки потребителю (единственный источник) приводят к закрытию предприятия и экономическим потерям;
e) история продукции, поставляемой продавцом, очень положительная.
С другой стороны, могут существовать противоположные условия:
f) покупатель не может влиять на качество произведенной продукции;
g) у продавца имеются полномочия для прекращения приемки единицы или партии продукции;
h) несоответствующие единицы продукции имеют небольшое экономическое или другое влияние и/или их легко обнаруживают и удаляют в процессе сборки;
i) существует много других доступных источников эквивалентной продукции;
j) нет никакой истории полученного качества продукции или есть история ее низкого качества.
11.3 Условия производства
В дополнение к состоянию рынка существуют условия производства, которые влияют на статистический приемочный контроль. Это следующие условия:
a) партия продукции является одной из длинного непрерывного ряда партий;
b) есть история последовательно хорошего качества производства;
c) отбор случайной выборки является простым - все единицы продукции легко и одинаково доступны для отбора;
d) испытания единиц продукции или испытания нескольких характеристик единиц продукции не требуют больших затрат времени;
e) контроль единиц продукции является дорогостоящим;
f) контроль единиц продукции является разрушающим;
g) есть необходимость в знании формы, положения и дисперсии распределения(й) характеристики(к);
h) распределение(я) контролируемой(ых) характеристики(к) является нормальным (или может быть преобразовано к нормальному);
i) партия является единственной в своем роде партией с собственными техническими требованиями (единичная партия).
Противоположные условия также могут существовать:
j) партия является изолированной или одной из мелкосерийного производства;
k) качество производства сильно меняется и/или является недостаточно высоким;
I) случайный отбор выборки является трудным или дорогим;
m) испытание единиц продукции требует много времени;
n) контроль единиц продукции является недорогим;
о) контроль единиц продукции является неразрушающим;
р) форма и дисперсия распределения(й) характеристики(к) не имеют значения;
q) распределение(я) характеристики(к) не известно или известно, но не является нормальным.
Влияние перечисленных условий на выбор системы, схемы или плана выборочного контроля более подробно описано в ISO/TR 8550-2 и ISO/TR 8550-3.
12 Окончательный выбор
Окончательный выбор системы, схемы или плана выборочного контроля должен быть основан и на требованиях ситуации, и на ресурсах контролирующей организации.
При выборе системы, схемы или плана выборочного контроля неизбежны компромиссы в достижении удобства, экономии ресурсов и приемлемости рисков. Процесс выбора может таким образом повторяться. Предыдущий опыт может быть полезен в принятии решения при выборе наиболее выгодного плана среди набора подходящих.
Если предварительно выбранный план по какой-либо причине не подходит, например объем выборки является слишком большим, то следует сначала проверить сделанный выбор.
Если план недопустим, то уровни качества и риски выборочного контроля должны быть рассмотрены всеми заинтересованными сторонами. На основе согласования измененных параметров выбирают приемлемую систему, схему или план выборочного контроля.
Приложение А
(справочное)
Пример модели максимизации прибыли при разрушающем контроле по альтернативному признаку
А.1 Задача
Некоторый объект изготовляют партиями большого объема по единиц продукции в партии с себестоимостью единицы
. Изготовитель классифицирует партии как приемлемые или неприемлемые. Отпускная цена единиц продукции для приемлемых партий равна
и
- для неприемлемых партий. Как правило, величина
намного меньше себестоимости единицы продукции
. Каждая несоответствующая единица продукции, проданная в партии, классифицированной как приемлемая, приводит к дополнительным затратам
на единицу продукции, например за счет затрат на гарантийное обслуживание. Доход от несоответствующих партий равен нулю.
Качество партии определяется долей несоответствующих единиц продукции в партии. Исторические данные показывают, что
находится на низком уровне
для большой доли партий
, но эта доля, случайно меняясь, может приблизиться к более высокому значению
для остающейся доли партий
![]() . Испытания единиц продукции для контроля их соответствия требованиям являются разрушающими с дополнительными затратами
. Испытания единиц продукции для контроля их соответствия требованиям являются разрушающими с дополнительными затратами на каждую единицу продукции.
Для определения приемлемости отдельных партий изготовитель или может классифицировать все партии как приемлемые, или, кроме исторических свидетельств, использовать некоторые выборочные данные по каждой партии. Обычно целью изготовителя является получение максимальной прибыли с каждой проданной единицы продукции.
А.2 Метод решения задачи
Сначала необходимо определить наилучшие условия и действия для отбора выборки. Если эти условия выполнены, определяют оптимальный план выборочного контроля и среднюю прибыль с каждой проданной единицы продукции. Наконец, эту прибыль сравнивают со средней прибылью при отсутствии контроля, чтобы определить наилучшую политику. Для простоты рассмотрен одноступенчатый выборочный контроль по альтернативному признаку. Среди планов с объемом выборки и приемочным числом
определяют оптимальные значения
и
.
А.3 Средняя прибыль с каждой проданной единицы продукции как функция параметров плана выборочного контроля
Средняя прибыль от партии, признанной приемлемой на основе выборки объема , когда
![]()
![]() . (А.1)
. (А.1)
Средняя прибыль от партии, признанной приемлемой на основе выборки объема , когда
![]()
![]() . (А.2)
. (А.2)
Средняя прибыль от партии, признанной неприемлемой, независимо от
![]() . (А.3)
. (А.3)
Обозначим ![]() и
и ![]() - вероятности приемки при контроле по альтернативному признаку для
- вероятности приемки при контроле по альтернативному признаку для ![]() и
и ![]() соответственно. Очевидно, что приемка партии без выборочного контроля означает, что
соответственно. Очевидно, что приемка партии без выборочного контроля означает, что ![]() и
и ![]() равны 1. Общая средняя прибыль от партии
равны 1. Общая средняя прибыль от партии
![]() (А.4)
(А.4)
Преобразуя выражение (А.4) в соответствии с формулами (А.1), (А.2) и (А.3) и деля его на ![]() , можно определить среднюю прибыль от каждой проданной единицы продукции:
, можно определить среднюю прибыль от каждой проданной единицы продукции:
![]() (А.5)
(А.5)
А.4 Решение задачи, если ![]()
Если ![]() 0, то
0, то ![]() 0 и
0 и ![]() достигает максимума по
достигает максимума по и
, когда
![]() и
и ![]() максимальны, т.е. когда
максимальны, т.е. когда и
близки к нулю. Таким образом, если
![]() 0, максимальная средняя прибыль от каждой проданной единицы продукции
0, максимальная средняя прибыль от каждой проданной единицы продукции
![]() .
.
Эта прибыль соответствует ситуации, когда партии считают приемлемыми без проведения контроля. Однако если ![]() не является положительной величиной, лучше таким бизнесом не заниматься.
не является положительной величиной, лучше таким бизнесом не заниматься.
А.5 Решение задачи, если ![]()
Если ![]() , то
, то ![]() , таким образом
, таким образом ![]() всех
всех и
. В этом случае также лучше таким бизнесом не заниматься.
А.6 Решение задачи, если ![]()
В промежуточной области между этими двумя крайними случаями А.4 и А.5 ![]() , но
, но ![]() , т.е.
, т.е.
![]() . (А.6)
. (А.6)
В пределах этой области не очевидно, что оптимальная политика должна предусматривать проведение контроля или следует принимать партии без выполнения контроля. Обозначим ![]() и
и ![]() . Тогда формула (А.5) принимает вид
. Тогда формула (А.5) принимает вид
![]() . (А.7)
. (А.7)
Для данного объема выборки только на второй и третий члены правой части формулы (А.7) влияет изменение приемочного числа. Для постоянного
уменьшение приемочного числа от
до
![]() выгодно тогда и только тогда, если
выгодно тогда и только тогда, если
![]() ,
,
или после преобразования
![]() ,
,
где - натуральный логарифм. Из этого неравенства следует, что для любого заданного объема выборки
оптимальное приемочное число
 , (А.8)
, (А.8)
где означает целую часть
. Таким образом, оптимальный план по всем объемам выборки может быть найден путем максимизации выражения (А.7), т.е. при
![]() (А.9)
(А.9)
А.7 Замечания о планах нуль-приемки
Из выражения (А.8) следует, что оптимальное приемочное число становится равным нулю всякий раз, когда
![]() , (А.10)
, (А.10)
т.е. всякий раз, когда
 . (А.11)
. (А.11)
Это обычно имеет место, когда близко к нулю.
А.8 Пример
Себестоимость единицы продукции 10,00 руб., отпускная цена единицы продукции в непринятых партиях
0,50 руб., дополнительные затраты на разрушающие испытания единицы продукции
1,00 руб., дополнительные затраты, связанные с каждой несоответствующей единицей продукции в принятой партии
10000 руб., объем партии
10000, а вероятность того, что партия имеет уровень качества
, равна
0,99. В таблице А.1 показано изменение оптимальной политики контроля. Средняя прибыль от каждой проданной единицы продукции возрастает вместе с уровнем качества, даже если отпускная цена единицы продукции в принятых партиях уменьшается.
Таблица А.1 - Оптимальные планы выборочного контроля для примера А.8
Обычный уровень качества | Уровень качества | Оптимальный одноступенчатый план выборочного контроля | Отпускная цена единицы продукции | Средняя прибыль на проданную единицу продукции | |
0,00100 | 0,100 | 104 | 2 | 20,25 | 0,022 |
0,00050 | 0,050 | 139 | 1 | 15,40 | 0,091 |
0,00030 | 0,030 | 197 | 1 | 13,60 | 0,211 |
0,00020 | 0,020 | 249 | 1 | 12,75 | 0,280 |
0,00010 | 0,010 | 141 | 0 | 12,00 | 0,378 |
0,00009 | 0,009 | 137 | 0 | 11,95 | 0,436 |
0,00008 | 0,008 | 129 | 0 | 11,90 | 0,499 |
0,00007 | 0,007 | 113 | 0 | 11,85 | 0,570 |
0,00006 | 0,006 | 86 | 0 | 11,75 | 0,603 |
0,00005 | 0,005 | 34 | 0 | 11,70 | 0,710 |
0,00004 | 0,004 | Приемка без контроля | 11,60 | 0,804 | |
0,00003 | 0,003 | Приемка без контроля | 11,50 | 0,903 | |
0,00002 | 0,002 | Приемка без контроля | 11,35 | 0,952 | |
0,00001 | 0,001 | Приемка без контроля | 11,20 | 1,001 | |
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблиц а ДА.1
Обозначение ссылочного | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 2859-1:1999 | IDT | ГОСТ Р ИСО 2859-1-2007 "Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества" |
ISO 2859-2:1985 | MOD | ГОСТ Р 50779.72-99 (ИСО 2859-2-85) "Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 2. Планы выборочного контроля отдельных партий на основе предельного качества LQ" |
ISO 2859-3:2005 | IDT | ГОСТ Р ИСО 2859-3-2009 "Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 3. Контроль с пропуском партий" |
ISO 2859-4:2002 | IDT | ГОСТ Р ИСО 2859-4-2006 "Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 4. Оценка соответствия заявленному уровню качества" |
ISO 2859-5:2005 | IDT | ГОСТ Р ИСО 2859-5-2009 "Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 5. Система последовательных планов на основе AQL для контроля последовательных партий" |
ISO 2859-10:2006 | - | *, |
ISO 3534-1:2006 | IDT | ГОСТ Р ИСО 3534-1-2019 "Статистические методы. Словарь и условные обозначения. Часть 1. Общие статистические термины и термины, используемые в теории вероятностей" |
ISO 3534-2:2006 | IDT | ГОСТ Р ИСО 3534-2-2019 "Статистические методы. Словарь и условные обозначения. Часть 2. Прикладная статистика" |
ISO 3951-1:2005 | - | *, |
ISO 3951-2:2006 | - | *, |
ISO 3951-5:2006 | IDT | ГОСТ Р ИСО 3951-5-2009 "Статистические методы. Процедуры выборочного контроля по количественному признаку. Часть 5. Последовательные планы на основе AQL для известного стандартного отклонения" |
_________________________
Действует ГОСТ Р 50779.70-2018 (ИСО 28590:2017) "Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Введение в стандарты серии ГОСТ Р ИСО 2859", модифицированный ISO 28590:2017.
Действует ГОСТ Р ИСО 3951-1-2015 "Статистические методы. Процедуры выборочного контроля по количественному признаку. Часть 1. Требования к одноступенчатым планам на основе AQL при контроле последовательных партий по единственной характеристике и единственному AQL", идентичный ISO 3951-1:2013.
Действует ГОСТ Р ИСО 3951-2-2015 "Статистические методы. Процедуры выборочного контроля по количественному признаку. Часть 2. Общие требования к одноступенчатым планам на основе AQL при контроле последовательных партий по независимым характеристикам качества", идентичный ISO 3951-2:2013.
Окончание таблицы ДА.1
Обозначение ссылочного | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO/TR 8550-2:2007 | IDT | ГОСТ Р ИСО/ТО 8550-2-2008 "Статистические методы. Руководство по выбору и применению систем статистического приемочного контроля дискретных единиц продукции в партиях. Часть 2. Выборочный контроль по альтернативному признаку" |
ISO/TR 8550-3:2007 | IDT | ГОСТ Р ИСО/ТО 8550-3-2008 "Статистические методы. Руководство по выбору и применению систем статистического приемочного контроля дискретных единиц продукции в партиях. Часть 3. Выборочный контроль по количественному признаку" |
ISO 9000:2005 | IDT | ГОСТ Р ИСО 9000-2008 |
ISO 18414:2006 | - | *, |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В настоящем стандарте использованы следующие условные обозначения степени соответствия стандартов: - IDT- идентичные стандарты; - MOD - модифицированные стандарты. | ||
______________________
Действует ГОСТ ISO 9000-2011.
Действует ГОСТ Р 50779.83-2018 (ИСО 28593:2017) "Статистические методы. Процедуры статистического приемочного контроля по альтернативному признаку. Система нуль-приемки на основе показателя резерва доверия к качеству продукции", модифицированный ISO 28593:2017.
Библиография
[1] | Baillie, D.H. Is acceptance sampling still needed? Invited paper to the 1992 International Conference on Quality Control, Manila, Philippines, organised by the Asia Pacific Quality Organisation and the International Academy for Quality |
[2] | Crosby, P.B. (1979) Quality is free. The art of making quality certain, McGraw-Hill |
УДК 658.562.012.7:65.012.122:006.354 | ОКС 03.120.30 | |
Ключевые слова: статистический приемочный контроль, план выборочного контроля, контроль по альтернативному признаку, контроль по количественному признаку, выборка, партия, приемлемый уровень качества, единица продукции, несоответствие, несоответствующая единица продукции | ||
Электронный текст документа
и сверен по:
, 2020
{kind=link}