ГОСТ Р ИСО 22514-6-2014
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Статистические методы
УПРАВЛЕНИЕ ПРОЦЕССАМИ
Часть 6
Статистики воспроизводимости процесса для многомерного нормального распределения
Statistical methods. Process management. Part 6. Process capability statistics for multivariate normal distribution
ОКС 03.120.30
Дата введения 2015-12-01
Предисловие
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Научно-исследовательский центр контроля и диагностики технических систем" (АО "НИЦ КД") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 125 "Применение статистических методов"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 29 октября 2014 г. N 1455-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 22514-6:2013* "Статистические методы в управлении процессами. Воспроизводимость и пригодность. Часть 6. Статистики воспроизводимости процесса для многомерного нормального распределения" (ISO 22514-6:2013 "Statistical methods in process management - Capability and performance - Part 6: Process capability statistics for characteristics following a multivariate normal distribution", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Апрель 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Возрастание сложности производственных методов и требований к качеству продукции и процессов, проводит к тому, что анализа процесса на основе измерений одномерных характеристик в некоторых случаях недостаточно и необходимо анализировать процесс на основе многомерных характеристик продукции. Это могут быть наблюдения сразу за несколькими геометрическими допусками или за динамическими величинами, такими как дисбаланс, или при наличии корреляции между характеристиками продукции.
По аналогии с ИСО 22514-2 в настоящем стандарте приведены формулы для индексов воспроизводимости и пригодности процесса, которые расширяют понятия изменчивости и положения процесса на случай многомерных характеристик. Предложенные индексы основаны на классических индексах
и
для одномерного случая. Необходимые объяснения расширения приведены в приложении А.
___________________
ИСО 22514-2:2013 "Статистические методы в управлении процессами. Воспроизводимость и пригодность. Часть 6. Возможности и характеристики моделей процессов, зависимых от времени".
Приведены примеры возможного применения таких индексов в случае двумерных или трехмерных характеристик положения, дисбаланса или нескольких коррелированных характеристик химической продукции.
Разброс результатов измерений характеристик готовой продукции зависит от разброса параметров процесса изготовления продукции и точности процесса измерений. Предполагается, что воспроизводимость используемой измерительной системы подтверждена до определения воспроизводимости процесса изготовления продукции.
Метод вычислений, установленный в настоящем стандарте, следует использовать для принятия однозначного решения в следующих ситуациях:
- предельные значения индексов воспроизводимости процесса для многомерных, непрерывных количественных характеристик продукции должны быть установлены в контракте между заказчиком и поставщиком;
- необходимо сравнить возможности различных конструкций, производственных методов или поставщиков;
- необходимо провести одобрение производственного процесса;
- необходимо провести анализ и принять решение при наличии претензий или нанесения ущерба.
Примечание - Процессы создания продукции включают, например, производственные процессы, процессы обслуживания и сборки.
1 Область применения
Настоящий стандарт устанавливает методы вычисления статистик воспроизводимости и пригодности процессов для многомерных количественных характеристик в тех случаях, когда необходимо (или выгодно) рассматривать набор одномерных характеристик. Методы, приведенные в настоящем стандарте, разработаны на основе двумерного нормального распределения.
Примечание - Методология настоящего стандарта может быть применена также в случае многомерного распределения.
В стандарте не рассмотрены оценки различных методов в различных ситуациях и возможное применение каждого метода. В каждом случае выбор метода осуществляет пользователь на основе своих предпочтений.
Целью настоящего стандарта является установление различных способов вычисления индексов воспроизводимости и пригодности в случае сложных процессов или многомерных количественных характеристик продукции.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
ISO 22514-1, Statistical methods in process management - Capability and performance - Part 1: General principles and concept (Статистические методы в управлении процессами. Воспроизводимость и пригодность. Часть 1. Основные принципы)
ISO 22514-2, Statistical methods in process management - Capability and performance - Part 2: Process capability and performance of time-dependent process models (Статистические методы в управлении процессами. Воспроизводимость и пригодность. Часть 2. Пригодность и воспроизводимость процессов, зависящих от времени)
3 Термины и определения
В настоящем стандарте применены термины по ИСО 22514-1 и ИСО 22514-2, а также следующие термины с соответствующими определениями.
3.1 величина (quantity): Свойство материального объекта или явления, которое может быть выражено в виде числа или соотношения.
[Руководство ИСО/МЭК 99:2007, 1.1]
3.2 многомерная величина (multivariate quantity): Набор величин, характеризующих свойства объекта.
Примечание 1 - Набор может быть d-компонентным, то есть упорядоченным набором, состоящим из d элементов.
Примечание 2 - Если х единичная характеристика набора, где i=1, 2...d, то вектор х=(
,
, …
)
представляет собой многомерную величину. Таким образом, многомерную величину можно рассматривать как вектор характеристик продукции. Значение многомерной величины может быть представлено точкой в d-мерном пространстве.
Примечание 3 - Формирование многомерной величины в виде вектора выполняют на основе технических соображений.
Примечание 4 - Все одномерные величины, объединенные в многомерный вектор, должны быть измеримы на одном и том же объекте или единице продукции.
Примечание 5 - Если многомерная величина должна быть описана с помощью статистик, то вектор х=(,
, …
) следует рассматривать, как случайный вектор, подчиняющийся d-мерному распределению.
Пример 1 - Пусть имеются три характеристики объекта х - цвет, х
- масса и х
- число дефектов. Эти характеристики могут быть объединены в трехмерную величину для оценки процесса. Размерность вектора равна трем, d=3.
Пример 2 - Необходимо оценить положение оси ствола скважины при бурении шахты. Положение оси ствола определяется координатами х и у. Координаты могут быть объединены в двумерную величину х, у которой компонент x является абсциссой, а х
- ординатой.
Пример 3 - Дисбаланс колеса.
3.3 поле допуска (tolerance region): Совокупность всех допустимых значений величины (3.2).
Примечание 1 - Поле допуска представляет собой область d-мерного пространства, которая может быть ограничена линиями, поверхностями или гиперповерхностями и не обязательно является закрытой. Форма и размеры области поля допуска могут быть определены одним или несколькими параметрами.
Примечание 2 - Типичные формы области поля допуска в двухмерном случае - прямоугольник, эллипс (или окружность), в трехмерном случае - куб или эллипсоид, в многомерном случае - гиперкуб, гиперэллипсоид или сложные призматические формы. На рисунке 1 показаны примеры областей поля допуска в двухмерном пространстве.
Примечание 3 - Поле допуска зависит от требований к продукции. Если значение характеристики находится вне поля допуска, то предполагается, что продукция не соответствует установленным требованиям. (Такая продукция является несоответствующей).
Примечание 4 - При проверке положения характеристики продукции по отношению к области поля допуска порядок единичных характеристик в многомерной характеристике и ее размерность должны быть такими же, как при формировании области поля допуска.
Пример - Определение "поле допуска" по стандарту ИСО 1101 для геометрических размеров можно применить к понятию "области поля допуска". В этом случае геометрические линии или поверхности, соответствующие границам поля допуска, формируют область поля допуска.
|
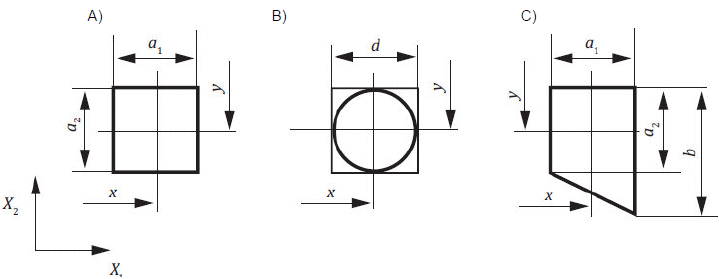
А - область поля допуска в виде прямоугольника с параметрами ,
, х и у; В - область поля допуска в виде окружности с параметрами d, х и у; С - область поля допуска в виде трапеции с параметрами
,
, b, х и у
Рисунок 1 - Примеры областей поля допуска в двухмерном пространстве для двумерной величины (,
)
3.4 показатель воспроизводимости процесса (process capability): Статистический показатель, определяемый на основе выходной характеристики процесса (3.1), по которому судят о нахождении процесса в состоянии статистической управляемости, позволяющий оценить способность процесса поддерживать выходную характеристику процесса в соответствии с установленными для нее требованиями.
Примечание 1 - Индекс воспроизводимости процесса характеризует способность процесса обеспечивать установленные требования.
Примечание 2 - Индекс воспроизводимости обозначают .
3.5 оценка воспроизводимости процесса (estimated process capability): Оценка показателя воспроизводимости процесса (3.4), полученная с помощью статистических методов.
3.6 показатель пригодности процесса (process performance): Статистический показатель, определяемый на основе выходной характеристики процесса, используемый для описания процесса, пребывание которого в состоянии статистической управляемости не подтверждено.
3.7 оценка пригодности процесса (estimated process performance): Оценка показателя пригодности процесса (3.6), полученная с помощью статистических методов.
4 Сокращения и обозначения
ММС | - | условие максимума материала; |
PCI | - | индекс воспроизводимости процесса ( |
5 Анализ процесса
Цель анализа процесса состоит в получении достоверной информации о процессе. Эта информация необходима для эффективного управления процессом, т.е. управления, обеспечивающего соответствие продукции, изготовленной процессом, требованиям к ее качеству.
Анализ процесса представляет собой анализ одной или нескольких характеристик, наиболее важных для процесса.
Вместо характеристик процесса часто анализируют характеристики продукции, поскольку характеристики продукции характеризуют не только продукцию, но и процесс, изготавливающий эту продукцию.
Величины, используемые для анализа, как правило, определяют на основе выборок, отобранных в процессе выполнения технологических операций. Объем выборки и частоту отбора выборок определяют в зависимости от особенностей процесса и продукции так, чтобы все важные изменения были обнаружены вовремя. Выборки многомерных количественных характеристик, используемые для анализа процесса должны быть представительными. (Одномерные статистики рассмотрены в ИСО 22514-2.) В настоящем стандарте для анализа воспроизводимости процесса рассмотрены многомерные статистики.
Для определения оценок С желательно, чтобы объем выборки был не менее 125.
6 Использование многомерных индексов воспроизводимости и пригодности процесса
Целью определения индекса воспроизводимости процесса является определение того, насколько хорошо (или плохо) процесс может изготавливать продукцию, соответствующую установленным требованиям. Использование для многомерных характеристик позволяет сделать это лучше, чем
для одномерных характеристик.
Так как существует несколько определений многомерного , то выбор окончательного варианта определяет пользователь. Ниже приведены рекомендации по использованию многомерного индекса
.
Использование многомерной оценки воспроизводимости и пригодности процесса является предпочтительным, если:
- многомерная оценка позволяет описывать воспроизводимость и пригодность процесса одной статистической величиной вместо большого количества одномерных характеристик;
- границы поля допуска не могут быть определены для каждой характеристики независимо одна от другой (обычно так бывает, если область поля допуска имеет форму, отличную от прямоугольника или многомерного параллелепипеда);
- одномерные характеристики коррелированы между собой.
Пример - Двумерное поле допуска положения оси ствола скважины. Область поля допуска имеет вид круга с определенными размерами по оси х и оси у (см. 8.1). Результатом измерения положения оси отверстия скважины являются координаты точки (х, у). Границы поля допуска по координате х не могут быть выражены независимо от координаты у. Таким образом, должна быть применена двумерная оценка.
7 Вычисление индексов воспроизводимости и пригодности процесса
7.1 Описание индексов вида I и II
Для многомерных количественных характеристик существуют разные подходы к определению воспроизводимости и пригодности процесса. В настоящем стандарте приведено описание двух различных видов индексов: вида I и вида II. Различие видов индексов состоит в способе их определения (вероятностном или геометрическом).
Применяют следующие определения вида индекса:
- Индекс вида I, основанный на вероятности Р соответствия (или несоответствия) продукции установленным требованиям, вычисляют как отношение индекса и вышеупомянутой вероятности в случае одномерного нормального распределения.
- Индекс вида II вычисляют как отношение площади или объема области поля допуска к площади или объему области изменчивости процесса.
По практическим соображениям в настоящем стандарте использовано многомерное нормальное распределение. Однако, существуют ситуации, в которых необходимо использовать другие распределения. Кроме того, по тем же соображениям, в настоящем стандарте область изменчивости процесса выбрана в форме эллипсоида.
Наиболее важные свойства многомерного нормального распределения приведены в приложении А.
Чтобы сделать область изменчивости процесса сопоставимой с областью поля допуска обычно используют дополнительные преобразования. Существуют три вида преобразований:
а) преобразование области поля допуска в область изменчивости процесса;
b) преобразование области изменчивости процесса в область поля допуска;
с) преобразование области поля допуска и/или области изменчивости процесса в другую область в соответствии с функцией количественной характеристики процесса.
Для определения многомерного виды индексов и преобразований могут быть объединены. Однако не любая комбинация может быть использована. Например, не существует индекса
, объединяющего индекс вида I и преобразование b).
Термин "воспроизводимость" может быть использован только по отношению к процессам, для которых с помощью контрольных карт было продемонстрировано, что они находятся в состоянии статистической управляемости. Если для процесса не было продемонстрировано, что он находится в состоянии статистической управляемости, то по отношению к нему может быть использован только термин "пригодность".
7.2 Обозначения индексов
7.2.1 Общие положения
В настоящее время используют различные обозначения для индексов воспроизводимости и пригодности. Эти обозначения должны позволять определить вид индекса или область его применения. Для того, чтобы различать индексы воспроизводимости и пригодности используют символы С (capability) для индексов воспроизводимостей и Р (performance) для индексов пригодности. В стандартах ИСО 22514 использованы обозначения и/или
,
и/или
.
7.2.2 Индекс воспроизводимости процесса
Рассмотрим d-мерное нормальное распределение ![]() с вектором средних
с вектором средних и матрицей ковариации
. Если область изменчивости не имеет овальную форму (не представляет собой окружность, эллипс, если d=2 или сферу, эллипсоид, если d=3 или гиперсферу, гиперэллипсоид, если
3), она должна быть преобразована в область поля допуска, которая имеет овальную форму. Преобразование выполняют таким образом, чтобы область изменчивости процесса была наибольшей из возможных (самый большой эллипс, эллипсоид или гиперэллипсоид) и целиком вписывалась в область поля допуска.
Для вычисления многомерного индекса нормальное распределение должно быть таким, чтобы среднее значение находилось в центре овальной области поля допуска. Для такого нормального распределения определяют наибольший контур эллипсоида, который полностью содержится в овальной области поля допуска, и вычисляют вероятность попадания характеристики в объем, ограниченный этим эллипсоидом в случае d-мерного нормального распределения с матрицей ковариации
и средним в центре овальной области поля допуска. Обозначим эту вероятность Р, тогда многомерный индекс С
вычисляют по формуле:
![]() . (1)
. (1)
Вычисление вероятности Р реализации наблюдений х внутри эллипса (эллипсоида/гиперэллипсоида) для любого значения d может быть сделано с использованием функции распределения. Более подробные пояснения приведены в А.1 приложения А.
Для определения оценки индекса по d-мерным данным определяют ковариационную матрицу многомерного нормального распределения. Используют оценку ковариационной матрицы
для определения контура эллипсоида и соответствующей ему вероятности
. Оценка многомерного индекса
имеет вид:
 . (2)
. (2)
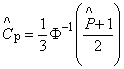
|

1 - область поля допуска с границей в виде окружности; 2 - преобразованная область поля допуска с границей в виде эллипса для вычисления индекса воспроизводимости; 3 - эллипс, ограничивающий область изменчивости процесса, в который количественная характеристика процесса попадает с вероятностью 99,73%
Рисунок 2 - Области поля допуска и изменчивости процесса для вычисления индекса воспроизводимости с d=2
На рисунке 1 эллипс, соответствующий вероятности 99,73%, полностью содержится в эллипсе, используемом для вычисления индекса. В этом случае индекс больше 1.
Для такого случая используют обозначение индекса , как и для классического индекса воспроизводимости в случае одномерного нормального распределения, поскольку этот метод в одномерном случае дает классический индекс
(см. А.1.)
7.2.3 Меньший индекс воспроизводимости процесса
|
1 - область поля допуска с границей в виде окружности; 2 - преобразованная область поля допуска с границей в виде эллипса для вычисления индекса воспроизводимости; 3 - эллипс, соответствующий области изменчивости процесса, в которую количественная характеристика процесса попадает с вероятностью 99,73%
Рисунок 3 - Области поля допуска и изменчивости процесса для вычисления индекса воспроизводимости с d=2
Индекс вычисляют с учетом среднего и дисперсии распределения. В случае d-мерного нормального распределения со средним
и матрицей ковариации
для
![]() определяют:
определяют:
- наибольший эллипс (эллипсоид, гиперэллипсоид), который полностью содержится в овальной области поля допуска, если находится в области поля допуска;
- наибольший эллипс (эллипсоид, гиперэллипсоид), который не содержится в области поля допуска, если находится вне области поля допуска.
Если вероятность Р для распределения ![]() вычислена, вычисляют индекс С
вычислена, вычисляют индекс С.
![]() , (3)
, (3)
если находится в области поля допуска,
![]() , (4)
, (4)
если не находится в области поля допуска.
Для этого индекса используют обозначение , как для классического индекса воспроизводимости в случае одномерного нормального распределения, поскольку этот метод в одномерном случае дает классический индекс
(см. А.1).
Примечание - Описанные выше индексы относятся к индексам вида la. Их применяют для характеристик процесса, представляющих собой геометрические размеры и отклонения в виде допусков. Область поля допуска для таких индексов обычно представляет собой круг. В этом случае часто используют обозначения и
для
и
соответственно.
7.3 Индексы воспроизводимости видов lc и IIс
Вычисление индексов воспроизводимости видов lc и IIс основано на преобразовании многомерной характеристики в одномерную. Для этих индексов многомерный аспект выражен в определении функции преобразования q(x), где х - многомерная величина. Это преобразование должно отражать функциональную значимость одномерных количественных характеристик в х и их взаимосвязь. Например, она описывает модель для области поля допуска и может быть интерпретирована как весовая функция, например, функция потерь или количественная функция, характеризующая техническую функциональность.
Вычисление индексов вида lc и IIс выполняют последовательно в четыре этапа (см. рисунок 4).
|

Рисунок 4 - Этапы вычисления индексов процесса вида lc и IIc
На первом этапе определяют функцию q(x) для d-мерной области поля допуска. Эта функция обладает максимумом со значением q в целевой точке области поля допуска. На границе области поля допуска q(x) принимает значение
![]() . В некоторых случаях
. В некоторых случаях и
![]() могут быть получены на основе технической информации обо всех одномерных характеристиках, составляющих х. В других случаях соответствующие значения принимают равными
могут быть получены на основе технической информации обо всех одномерных характеристиках, составляющих х. В других случаях соответствующие значения принимают равными =1 и
![]() =0,5. Функция q(x) может быть представлена в виде уравнения или кусочно-гладкой функции. Пример функции, составленной из линейных отрезков, представлен на рисунке 5.
=0,5. Функция q(x) может быть представлена в виде уравнения или кусочно-гладкой функции. Пример функции, составленной из линейных отрезков, представлен на рисунке 5.
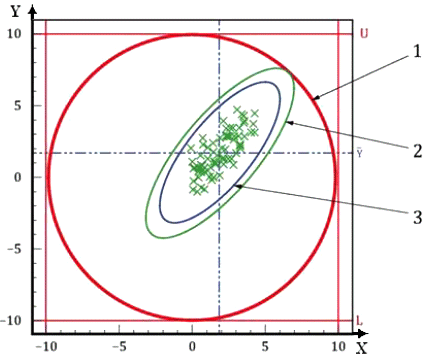
Размеры в миллиметрах
|
X - отклонение оси детали; Y - размер ширины паза; 1 - ![]() - значение на границе области поля допуска; 2 -
- значение на границе области поля допуска; 2 - =1, целевое значение; 3 - q(x) контурные линии
Рисунок 5 - Пример функции преобразования области поля допуска (ширина/положение) для ММС
На рисунке 5 многомерная характеристика состоит из двух параметров: ширины паза и отклонения его оси. Область допуска имеет сложную форму, составленную из прямоугольника и треугольника. Дальнейшие объяснения примера приведены в разделе 8. Значение =1 функция принимает при номинальных значениях параметров. От этого значения функция уменьшается к границам поля допуска. Функция может быть любой: линейной, показательной и другой. На рисунке 5 функция q(x) составлена из отрезков линейных функций. Возможны и другие более сложные формы функции q(x).
На втором этапе отбирают выборку и выполняют измерения характеристик. Результаты измерений формируют в многомерную величину х и преобразуют с помощью функции q(x) в другие функционально связанные величины.
На третьем этапе, на основе этих значений, должна быть определена соответствующая одномерная функция распределения F(q). Может быть также выполнено второе преобразование к нормальному одномерному случаю. Если функция q(x) монотонно возрастает от границы до целевого значения и случайный вектор X имеет многомерное нормальное распределение, то плотность распределения F(q) является унимодальной.
На четвертом этапе на основе установленного распределения, преобразованного целевого значения и границ поля допуска вычисляют . Если выбраны q
=1 и
![]() =0,5, то 0,5 соответствует нижней допустимой границе, а 1 - верхней естественной границе. Так как q предлагает только односторонний допуск и распределение, ограниченное с одной стороны, для оценки процесса можно использовать только
=0,5, то 0,5 соответствует нижней допустимой границе, а 1 - верхней естественной границе. Так как q предлагает только односторонний допуск и распределение, ограниченное с одной стороны, для оценки процесса можно использовать только .
Индекс вида I вычисляют аналогично 7.2.3. Вероятность Р вычисляют на основе одномерного распределения F(q), Р=1-F(q
).
Индекс вида II может быть вычислен методами, приведенными в ИСО 22514-2. На основе определения , выбирают X
в качестве медианы распределения F(q), L= q
и
![]() , тогда
, тогда имеет вид:
![]() , (5)
, (5)
где q - процентиль распределения F(q) уровня х%.
Поскольку содержит информацию об изменчивости и положении процесса относительно границы поля допуска
![]() , необходим индекс только для информации об изменчивости процесса. Этот индекс
, необходим индекс только для информации об изменчивости процесса. Этот индекс может быть вычислен с применением методов ИСО 22514-2. Но так как целевое значение q является максимальным значением,
может быть менее
.
Если на первом этапе вместо функции I(х) определяют функцию потерь I(х), то она имеет значение в целевой точке и
![]() на границе области поля допуска. Например (хотя, строго говоря, оно не является функцией потерь) отклонение оси буровой скважины D от целевого положения можно интерпретировать как функцию I(х). Эта функция достигает минимума
на границе области поля допуска. Например (хотя, строго говоря, оно не является функцией потерь) отклонение оси буровой скважины D от целевого положения можно интерпретировать как функцию I(х). Эта функция достигает минимума =0 в целевой точке и значения
![]() на половине позиционного допуска оси скважины. Область поля допуска представляет собой круг.
на половине позиционного допуска оси скважины. Область поля допуска представляет собой круг.
7.4 Индексы воспроизводимости процесса видов IIа и IIb
7.4.1 Общие положения
Многомерные индексы воспроизводимости процесса вида II основаны на отношении объема области поля допуска к объему области изменчивости процесса. Если - объем области поля допуска и
- объем области изменчивости процесса, то индекс имеет вид:
 . (6)
. (6)
Показатель степени а позволяет переходить от площади или объема к одномерным измерениям.
Таким образом, обычно а=1/d. В противном случае а=1.
Чтобы сделать объемы областей сопоставимыми, необходимо преобразовать форму областей. Индексы вида IIа преобразовывают исходную область поля допуска в модифицированную, имеющую форму области изменчивости процесса (например, эллипс или гиперэллипс в случае многомерного нормального распределения). Для индексов типа lIb преобразование выполняют для области изменчивости процесса. В этом случае форму области изменчивости процесса адаптируют к форме области поля допуска. Сопоставление ситуаций IIа и IIb приведено в [9].
Так как этот индекс позволяет получить только информацию об изменчивости процесса относительно поля допуска, желательно дополнительно определять индекс, позволяющий получить информацию о положении вектора среднего относительно целевого значения.
7.4.2 Вид IIа
Трансформированная область поля допуска определена как наибольший эллипс (или гиперэллипсоид) с целевым значением в центре, полностью содержащийся в исходной области поля допуска (см. рисунок 2 или рисунок 3). В случае области поля допуска, параметры которой ,
...
обозначают половину расстояния от границы поля допуска до целевого значения, объем
имеет вид:
 . (7)
. (7)
Объем эллипсоида изменчивости процесса для вычисления рассчитывают с учетом того, что многомерная количественная характеристика попадает в этот эллипсоид с вероятностью 99,73:
 , (8)
, (8)
где - определитель S (приложение А). Этот индекс соответствует значению 1/D и позволяет получить информацию о положении процесса относительно целевого значения
. Оценка D имеет вид:
![]() . (9)
. (9)
Оценку индекса С определяют по формуле:
 . (10)
. (10)
Примеры расчета индекса приведены в [7].
7.4.3 Вид IIb
Вид индекса IIb определен в [8]. Форму области изменчивости процесса (эллипс), трансформируют в форму области поля допуска. В случае прямоугольной области поля допуска, это - наименьший прямоугольник (гиперкубоид), в который вписывается данный эллипс (гиперэллипсоид). Определяют значение на основе проекции размеров эллипса (гиперэллипсоида) в каждом направлении L и U.
Примеры расчета индекса приведены в [8].
8 Примеры
8.1 Двумерный позиционный допуск
8.1.1 Вид индекса la
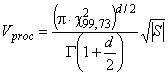
На готовой детали выполняют измерения параметров отверстия. Расстояние от края детали до середины отверстия по оси X составляет 80 мм, а по оси Y это расстояние составляет 116,5 мм (см. рисунок 6). Диаметр отверстия равен 50 мм с допуском ±0,05 мм. Информация о геометрических допусках приведена в ИСО 1101.
|
Рисунок 6 - Схема положения отверстия на детали
В таблице 1 приведены результаты измерений, выполненных на 100 деталях (положение отверстия и отклонение диаметра отверстия).
Результаты расчетов показаны на рисунке 8. Метод вычисления интервала изменчивости приведен в приложении А.
Количество измеренных деталей n=100.
Установленные допуски: | по оси X |
|
по оси Y |
|
Таблица 1 - Результаты измерений и полученные отклонения
N | D | X | У | N | D | X | У | N | D | X | У |
1 | 0,038 | 79,976 | -116,470 | 16 | 0,119 | 80,016 | -116,382 | 31 | 0,099 | 79,986 | -116,402 |
2 | 0,094 | 79,993 | -116,406 | 17 | 0,086 | 80,038 | -116,423 | 32 | 0,094 | 79,982 | -116,408 |
3 | 0,086 | 80,031 | -116,420 | 18 | 0,118 | 80,018 | -116,383 | 33 | 0,111 | 79,942 | -116,405 |
4 | 0,041 | 79,968 | -116,475 | 19 | 0,116 | 80,005 | -116,384 | 34 | 0,135 | 79,975 | -116,367 |
5 | 0,105 | 79,973 | -116,399 | 20 | 0,118 | 80,071 | -116,406 | 35 | 0,103 | 80,014 | -116,398 |
6 | 0,092 | 79,983 | -116,410 | 21 | 0,072 | 79,941 | -116,458 | 36 | 0,090 | 79,995 | -116,410 |
7 | 0,099 | 80,008 | -116,401 | 22 | 0,097 | 79,984 | -116,404 | 37 | 0,097 | 80,002 | -116,403 |
8 | 0,086 | 80,014 | -116,415 | 23 | 0,029 | 79,986 | -116,475 | 38 | 0,113 | 80,027 | -116,390 |
9 | 0,075 | 80,020 | -116,428 | 24 | 0,093 | 80,043 | -116,418 | 39 | 0,021 | 79,995 | -116,520 |
10 | 0,076 | 79,979 | -116,427 | 25 | 0,047 | 80,027 | -116,538 | 40 | 0,085 | 80,010 | -116,416 |
11 | 0,064 | 79,978 | -116,440 | 26 | 0,090 | 80,031 | -116,415 | 41 | 0,110 | 80,005 | -116,390 |
12 | 0,086 | 80,016 | -116,416 | 27 | 0,097 | 80,005 | -116,403 | 42 | 0,081 | 80,004 | -116,419 |
13 | 0,067 | 79,990 | -116,434 | 28 | 0,122 | 80,024 | -116,380 | 43 | 0,055 | 79,966 | -116,457 |
14 | 0,120 | 79,992 | -116,380 | 29 | 0,081 | 80,040 | -116,430 | 44 | 0,097 | 80,013 | -116,404 |
15 | 0,103 | 79,999 | -116,397 | 30 | 0,094 | 80,006 | -116,406 | 45 | 0,078 | 80,021 | -116,425 |
46 | 0,118 | 79,989 | -116,383 | 65 | 0,101 | 80,015 | -116,400 | 84 | 0,122 | 79,990 | -116,378 |
47 | 0,111 | 79,988 | -116,390 | 66 | 0,081 | 79,990 | -116,420 | 85 | 0,126 | 79,994 | -116,374 |
48 | 0,057 | 79,987 | -116,445 | 67 | 0,087 | 80,009 | -116,413 | 86 | 0,089 | 80,029 | -116,416 |
49 | 0,101 | 80,012 | -116,400 | 68 | 0,067 | 80,004 | -116,433 | 87 | 0,110 | 80,000 | -116,390 |
50 | 0,067 | 80,017 | -116,435 | 69 | 0,130 | 79,960 | -116,376 | 88 | 0,084 | 80,010 | -116,417 |
51 | 0,099 | 80,000 | -116,401 | 70 | 0,121 | 80,007 | -116,379 | 89 | 0,121 | 80,000 | -116,379 |
52 | 0,101 | 79,995 | -116,399 | 71 | 0,107 | 79,986 | -116,394 | 90 | 0,131 | 79,992 | -116,369 |
53 | 0,139 | 79,999 | -116,361 | 72 | 0,073 | 80,016 | -116,429 | 91 | 0,122 | 79,992 | -116,378 |
54 | 0,086 | 80,002 | -116,414 | 73 | 0,069 | 79,995 | -116,431 | 92 | 0,062 | 79,990 | -116,439 |
55 | 0,095 | 80,068 | -116,433 | 74 | 0,108 | 79,975 | -116,395 | 93 | 0,098 | 79,999 | -116,402 |
56 | 0,103 | 79,990 | -116,397 | 75 | 0,118 | 79,965 | -116,387 | 94 | 0,086 | 79,986 | -116,415 |
57 | 0,178 | 80,035 | -116,325 | 76 | 0,122 | 79,971 | -116,382 | 95 | 0,097 | 79,986 | -116,404 |
58 | 0,107 | 79,980 | -116,395 | 77 | 0,119 | 79,978 | -116,383 | 96 | 0,092 | 80,020 | -116,410 |
59 | 0,182 | 79,978 | -116,319 | 78 | 0,118 | 79,999 | -116,382 | 97 | 0,095 | 79,984 | -116,406 |
60 | 0,099 | 80,000 | -116,401 | 79 | 0,024 | 80,008 | -116,477 | 98 | 0,133 | 79,980 | -116,369 |
61 | 0,080 | 79,995 | -116,420 | 80 | 0,094 | 80,005 | -116,406 | 99 | 0,132 | 79,981 | -116,369 |
62 | 0,133 | 79,996 | -116,367 | 81 | 0,056 | 80,007 | -116,444 | 100 | 0,058 | 80,033 | -116,452 |
63 | 0,088 | 80,000 | -116,412 | 82 | 0,093 | 80,032 | -116,413 | ||||
64 | 0,107 | 79,948 | -116,406 | 83 | 0,139 | 79,958 | -116,368 |
На основе значений таблицы 1 были построены два набора контрольных карт (см. рисунок 7).
Контрольная карта для координат х и у показывает, что процесс не находится в состоянии статистической управляемости, следовательно, вычислять можно только индекс пригодности.
|
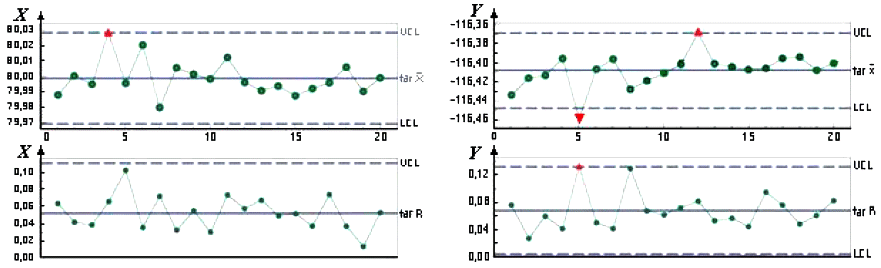
Рисунок 7 - Контрольные карты и R для координат X и Y
|

Рисунок 8 - Графическое представление позиционного допуска с опорной областью (3) и установленным допуском
Результаты:
Индекс пригодности процесса: =2,43;
Минимальный индекс пригодности процесса: =1,48;
Границы доверительной области уровня 95% для P=1,99 и
=2,88.
Для Р:
![]() =1,19 и
=1,19 и ![]() =1,48.
=1,48.
8.1.2 Вид индекса IIс. Вычисление индекса воспроизводимости с использованием отклонения от целевого значения
На рисунке 6 установлено целевое положение центра отверстия (,
)=(80, -116,5). Положение (х, у) (координат центра отверстия) измеряют для каждой детали. Отклонение от целевого значения вычисляют по формуле:
![]() . (11)
. (11)
Результаты вычислений D приведены в таблице 1.
На рисунке 9 приведена гистограмма, построенная на основе полученных отклонений. Максимальное допустимое отклонение составляет 0,25 мм (поле допуска - круг с центром в целевом значении и диаметром 0,5 мм). Максимальное допустимое отклонение равно радиусу круга.
|

Рисунок 9 - Гистограмма и график вероятности
Если значения сосредоточены около целевого значения, моделью распределения для фактического набора данных является распределение Рэлея. Однако, в данном случае, когда значения больше целевых, нормальное распределение также хорошо согласуется с данными.
|
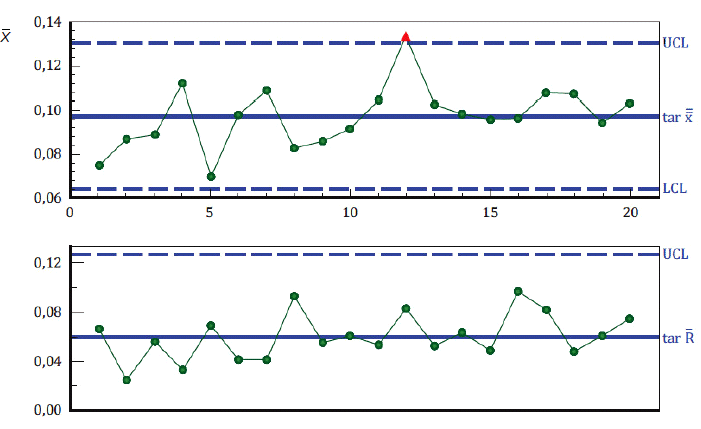
Рисунок 10 - Контрольная карта
Данные на контрольной карте не показывают стабильности. В таких случаях может быть вычислен только индекс пригодности процесса . Индекс воспроизводимости не может быть вычислен, поскольку не существует нижней границы поля допуска.
Минимальный индекс воспроизводимости процесса имеет вид:
![]() . (12)
. (12)
8.2 Расположение и размер паза
На рисунке 5 представлена деталь с пазом посередине. В соответствии с конструкцией эта деталь должна соединяться с другой деталью. Ширина паза должна составлять 20±0,2 мм. Для обеспечения совместимости деталей значение допуска на положение оси паза детали "А" равно 0,1 мм при минимальной ширине паза 19,8 мм (т.е. максимальной массе детали). Это обычно обозначают символом . В результате деталь можно считать приемлемой, если позиционное отклонение оси паза не превышает значения 0,1 мм плюс разность между фактической шириной паза и размером, соответствующим максимальной массе. Область поля допуска в ситуации, где условие максимума материала не должно быть применено, задана прямоугольником. Треугольная часть области поля допуска соответствует условию максимума материала детали.
На первом этапе определяют функцию q(x) для многомерной количественной характеристики х, где х - ширина паза, х
- позиционное отклонение оси паза. Выбранная функция составлена из трех отрезков линейных функций
, i=1, 2, 3 и имеет вид
=
х
+
х
+
. Значения коэффициентов
,
,
, выбирают так, чтобы функция q(x) принимала значения
=1 в целевой точке и
![]() =0,5 на границах поля допуска.
=0,5 на границах поля допуска.
Таблица 2 - Результаты измерений и вычисленные значения функции q(x)
Номер детали | q | Ширина паза, мм | Позиционное отклонение оси паза, мм | Номер детали | q | Ширина паза, мм | Позиционное отклонение оси паза, мм | Номер детали | q | Ширина паза, мм | Позиционное отклонение оси паза, мм |
1 | 0,744 | 20,102 | 0,06 | 18 | 0,828 | 20,069 | 0,09 | 35 | 0,862 | 20,033 | 0,116 |
2 | 0,845 | 20,062 | 0,11 | 19 | 0,899 | 20,04 | 0,091 | 36 | 0,879 | 20,027 | 0,1 |
3 | 0,858 | 20,016 | 0,102 | 20 | 0,807 | 20,007 | 0,123 | 37 | 0,671 | 20,131 | 0,074 |
4 | 0,846 | 20,035 | 0,127 | 21 | 0,838 | 20,065 | 0,083 | 38 | 0,865 | 20,026 | 0,107 |
5 | 0,829 | 20,068 | 0,075 | 22 | 0,781 | 20,087 | 0,071 | 39 | 0,897 | 20,035 | 0,097 |
6 | 0,906 | 20,038 | 0,091 | 23 | 0,866 | 20,053 | 0,09 | 40 | 0,777 | 20,001 | 0,135 |
7 | 0,763 | 20,002 | 0,144 | 24 | 0,888 | 20,045 | 0,096 | 41 | 0,771 | 20,009 | 0,146 |
8 | 0,789 | 20,084 | 0,074 | 25 | 0,897 | 20,041 | 0,102 | 42 | 0,823 | 20,026 | 0,132 |
9 | 0,798 | 20,001 | 0,122 | 26 | 0,768 | 20,093 | 0,084 | 43 | 0,84 | 20,012 | 0,108 |
10 | 0,797 | 20,081 | 0,069 | 27 | 0,824 | 20,07 | 0,084 | 44 | 0,832 | 20,01 | 0,111 |
11 | 0,841 | 20,063 | 0,09 | 28 | 0,85 | 20,06 | 0,116 | 45 | 0,875 | 20,05 | 0,112 |
12 | 0,874 | 20,05 | 0,085 | 29 | 0,825 | 20,07 | 0,091 | 46 | 0,884 | 20,031 | 0,101 |
13 | 0,731 | 20,108 | 0,068 | 30 | 0,843 | 20,063 | 0,097 | 47 | 0,894 | 20,042 | 0,091 |
14 | 0,792 | 20,083 | 0,076 | 31 | 0,843 | 20,063 | 0,114 | 48 | 0,852 | 20,018 | 0,106 |
15 | 0,763 | 20,095 | 0,081 | 32 | 0,818 | 20,073 | 0,07 | 49 | 0,832 | 20,025 | 0,126 |
16 | 0,888 | 20,045 | 0,081 | 33 | 0,9 | 20,036 | 0,096 | 50 | 0,854 | 20,058 | 0,091 |
17 | 0,815 | 20,008 | 0,119 | 34 | 0,755 | 19,992 | 0,139 |
На втором этапе данные для х преобразуют. В качестве примера приведено 50 результатов измерений после фрезерования паза. Значения ширины паза и позиционное отклонение оси получены на основе данных таблицы 2. Для каждой пары значений вычислено соответствующее значение функции q(,
). Данные показаны на рисунке 5, а также на контрольных картах, приведенных на рисунке 11.
На рисунке 5 можно заметить, что ширина паза и позиционное отклонение его оси коррелированы. Большим значениям ширины паза соответствуют небольшие значения позиционного отклонения оси паза. Приведенные на рисунке 11 контрольные карты показывают, что процесс начинается с более высоких значений ширины паза и небольших значений позиционного отклонения оси паза. Возможно, это связано с износом инструмента или другими систематическими воздействиями. В результате ширина паза уменьшается, позиционное отклонение оси паза увеличивается и превышает 0,1 мм (граница поля допуска), располагаясь в дополнительном поле допуска, соответствующем максимуму материала детали. На верхней карте рисунка 11 показано направление изменения функции q(x). Сначала она немного возрастает, поскольку вектор процесса перемещается в направлении целевого значения, затем снижается, поскольку процесс приближается к границе поля допуска.
|
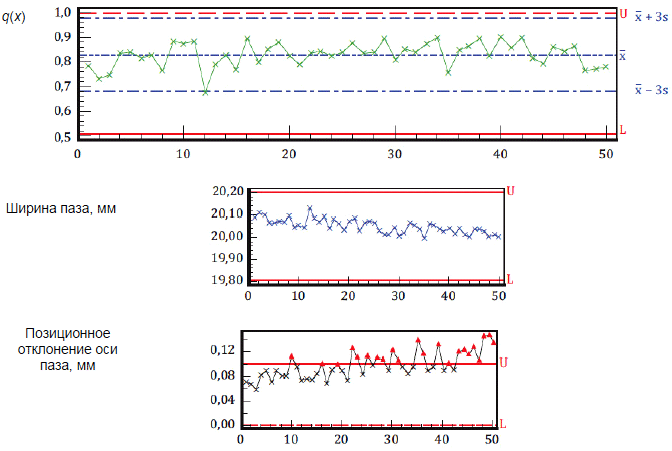
Рисунок 11 - Карты индивидуальных значений для функции q(x) (верхний график), ширины паза (средний график) и позиционного положения оси паза (нижний график)
На третьем этапе идентифицируют распределение значений q. Несмотря на то, что распределение ширины паза и позиционного отклонения оси паза вероятно не является нормальными из-за наличия трендов, распределение значений q можно определить. На рисунке 12 показана гистограмма плотности распределения Пирсона.
|
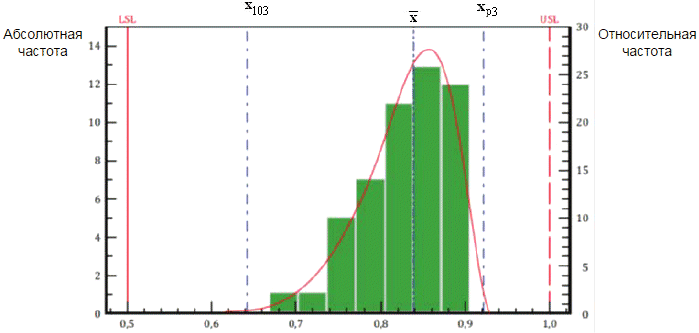
Рисунок 12 - Гистограмма и функция плотности распределения Пирсона для значений q
На основе этих данных и учитывая, что q=0,5 на границе поля допуска, С
вида IIс имеет вид:
 . (13)
. (13)
Поскольку количество результатов измерений является недостаточным для того, чтобы сделать выводы о нахождении процесса в состоянии статистической управляемости, следует вычислять индекс пригодности, а не индекс воспроизводимости.
Для вычисления вида I необходимо вычислить процент соответствующих деталей. Для распределения Пирсона уровень дефектности составляет 0,01 млн
.
Индекс воспроизводимости вида lc имеет вид:
![]() . (14)
. (14)
Кроме того, если допустимо применение принципа взаимности (путем добавления к значению ширины паза на рисунке), выражение для может быть упрощено. В этом случае для определения квалификационной функции (при дополнительном мониторинге ширины паза) можно использовать выражение
![]() . (15)
. (15)
В этом случае используют ![]() =0, а для детали, соответствующей требованиям,
=0, а для детали, соответствующей требованиям, 0.
 . (16)
. (16)
Приложение А
(справочное)
Обоснование использованных формул
А.1 Полезные свойства многомерного нормального распределения при вычислении индексов воспроизводимости
Плотность d-мерного нормального распределения со средним и ковариационной матрицей
имеет вид:
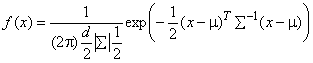 ,
, ![]() , (А.1)
, (А.1)
если для ковариационной матрицы существует обратная матрица
. Здесь X и
- d-мерные векторы,
- матрица размерности dxd. Векторы являются вектор-столбцами, а Т означает транспонирование матрицы или вектора, т.е. Х
представляет собой вектор-строку. d-мерное нормальное распределение со средним
и ковариационной матрицей
обозначают
![]() .
.
Контуры постоянной плотности определяют из уравнения
![]() . (А.2)
. (А.2)
Для d=1 это интервалы, для d=2 - эллипсы, для 3 - эллипсоиды.
Вероятность того, что значения характеристики процесса находятся в области, ограниченной эллипсоидом, может быть вычислена с помощью -распределения с d степенями свободы. Если X подчиняется многомерному нормальному распределению со средним
и ковариационной матрицей
, то
![]() , (А.3)
, (А.3)
где F - функция распределения
с d степенями свободы.
Из этого следует, что контур эллипсоида
 , (А.4)
, (А.4)
ограничивает область соответствующую вероятности p. ![]() - квантиль
- квантиль распределения уровня р с d степенями свободы. Этот квантиль иногда обозначают
![]() .
.
Если Х, ..., Х
- выборка из d-мерного нормального распределения со средним
и ковариационной матрицей
, то оценки
и S для
и
вычисляют следующим образом:
![]() , (А.5)
, (А.5)![]() . (А.6)
. (А.6)
А.2 Обоснование определения многомерного индекса воспроизводимости
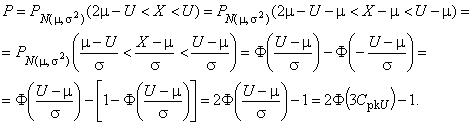
Рассмотрим сначала индекс С в одномерном случае. Предположим, что полем допуска является интервал [L, U]. Пусть X подчиняется распределению
![]() и
и =(U+L)/2, т.е. центр распределения находится в середине поля допуска. Вероятность того, что характеристика процесса находится внутри поля допуска, имеет вид:
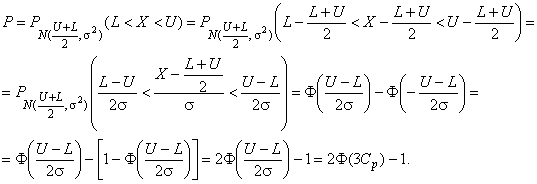 (А7.)
(А7.)
Из этого следует, что
![]() , (А.8)
, (А.8)
где Р - вероятность того, что значение характеристики процесса находится в поле допуска для нормального распределения со средним в середине интервала поля допуска и дисперсией .
Рассмотрим индексы C, C
и C
в одномерном случае, в случае нормального распределения со средним
и дисперсией
. Предположим, что
больше (U+L)/2, но меньше U, т.е.
находится в поле допуска, но ближе к его верхней границе. Вероятность попадания величины х в наибольший интервал с центром, совпадающим со средним распределения, если интервал целиком лежит в поле допуска (это интервал [2
-U, U]) имеет вид:
 (А.9)
(А.9)
Из этого следует, что
![]() . (А10)
. (А10)
Если больше (U+L)/2, то С
меньше C
.
C=min{C
, С
}=С
.
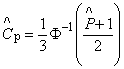
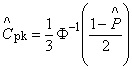
Если находится между L и (U+L)/2, то:
![]() . (А.11)
. (А.11)![]() .(А.12)
.(А.12)
В обоих случаях формула для С имеет вид:
![]() , (А.13)
, (А.13)
где Р - вероятность попадания величины х в наибольший интервал, центр которого совпадает со средним распределения, а сам интервал целиком лежит в поле допуска. Это интервал [L, 2-L].
Рассмотрим случай, когда находится вне поля допуска. Предположим, что
больше U. Необходимо вычислить вероятность попадания величины х в наибольший интервал, с центром в
и такими границами, когда одной из границ является ближайшая к
граница поля допуска. Такой интервал имеет вид [U, 2
-U].
 (А.14)
(А.14)
следовательно,
![]() . (А.15)
. (А.15)
В этом случае С меньше C
.
C=min{C
, С
}=С
,
т.е. ![]() .
.
Распространение способа вычисления индексов пригодности и воспроизводимости для одномерного распределения на многомерное нормальное распределение состоит в замене интервалов эллипсами на плоскости для двумерного нормального распределения и эллипсоидами для d-мерного нормального распределения, если 3.
В случае d-мерного нормального распределения с ковариационной матрицей для вычисления многомерного индекса
, нормальное распределение должно иметь среднее в центре области поля допуска. Для этого определяют наибольший эллипсоид, который полностью содержится в области поля допуска, и вероятность Р попадания многомерной величины в объем, ограниченный этим эллипсоидом в случае d-мерного нормального распределения с матрицей ковариации
и средним в центре области поля допуска. Тогда оценка многомерного индекса
имеет вид:
![]() . (А.16)
. (А.16)
Определение индекса С для d-мерных данных начинают с оценки элементов ковариационной матрицы
многомерного нормального распределения данных, затем определяют эллипсоид и вероятность
. Оценка многомерного индекса имеет вид
 . (А.17)
. (А.17)
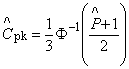
Для вычисления индекса необходимо определить оценки среднего и дисперсии распределения. Рассмотрим d-мерное нормальное распределение со средним
и ковариационной матрицей
. Для распределения
![]() вычисляют границу наибольшего эллипсоида, который полностью содержится в области поля допуска, если
вычисляют границу наибольшего эллипсоида, который полностью содержится в области поля допуска, если содержится в поле допуска, или наибольшего эллипсоида, который не содержится в поле допуска, если
, не содержится в поле допуска. Теперь вероятность Р объема, содержавшегося в эллипсоиде для
![]() вычислена. Индекс
вычислена. Индекс имеет вид:
![]() , если
, если содержится в поле допуска, (А.18)
![]() , если
, если не содержится в поле допуска. (А.19)
Для определения оценки индекса для d-мерных данных, сначала определяют оценки среднего и элементов ковариационной матрицы многомерного нормального распределения на основе данных, т.е. оценки
и
. Затем определяют оценку
в соответствии с приведенными формулами для
![]() .
.
 , (А.20)
, (А.20)
если находится в поле допуска,
 , (А.21)
, (А.21)
если не находится в зоне допуска.
Приложение В
(справочное)
Пример оценки воспроизводимости для дисбаланса оси
В.1 Пример. Дисбаланс оси
Измерение величины дисбаланса описывает отклонения функции распределения масс ротора от его идеальной функции распределения масс при совпадении главной оси инерции ротора с его осью вращения. Осевое распределение дисбаланса оценивают на основе дисбаланса относительно двух различных плоскостей. Выбор текущей плоскости ротора случаен. Однако, для оценки воспроизводимости процесса важно, чтобы заданный допуск на дисбаланс и остаточный дисбаланс находились в одной плоскости. (Более детальные объяснения дисбаланса можно найти в литературе, поэтому далее технические термины использованы без дополнительных пояснений).
Существует большое количество различных видов роторов. Статистические методы, описанные в настоящем стандарте, не зависят от размера ротора. Однако, при определенных размерах ротора процессы ускорения и торможения весьма длительны. В этом случае следует проводить повторные измерения при одном и том же числе оборотов ротора.
Особенностью измерений дисбаланса является его двумерность. В данном примере описан расчет индексов воспроизводимости процесса. Целью балансировки является ограничение остаточного дисбаланса, которое задано областью поля допуска согласованных индексов воспроизводимости. Распределение остаточного дисбаланса является результатом воздействия случайных и систематических нарушений. Разность между наблюдаемыми дисбалансом (двумерным) и границами области поля допуска показаны в данном приложении при вычислении индексов .
Не всегда можно правильно принять решение о том одномерный или двумерный индекс лучше вычислять. Поэтому, предпочтение отдано двумерному индексу. Однако в приведенных случаях лучше всего подходит одномерный индекс.
Важно, чтобы стороны, участвующие в оценке процесса, заранее договорились об использовании выбранных методов оценки.
Индексы, вычисленные таким образом, используют на основе данных воспроизводимости процесса в одномерном случае. Даже при том, что индексы принимают одинаковое значение, требования к качеству (например, значение индекса 1,67) для двумерного процесса являются более серьезными, чем для одномерного.
Кроме того, важное влияние на статистическую оценку процесса балансировки ротора оказывает наличие или отсутствие у ротора установленной системы координат. Для якорей электрической машины, например, часто не указана их ось начала отсчета углов. Напротив, для коленчатых валов существует однозначное положение нулевой оси. Повторные измерения дисбаланса обычно показывают тот же самый дисбаланс, но каждый раз с другим углом. Кроме того, данные обстоятельства во время работы ротора могут привести к тому, что предварительные условия (двумерное нормальное распределение) не выполнено для приведенных здесь вычислений.
В.2 Пример проверки индексов воспроизводимости
В следующем примере показана проверка индексов воспроизводимости, когда для балансировки коленчатых валов использована балансировочная машина. Стабильность процесса продемонстрирована с помощью контрольной карты.
Измерение дисбаланса производят в двух плоскостях.
Установленный допустимый дисбаланс составляет 140 г·мм.
В процессе работы балансировочной машины отобрана выборка значений остаточного дисбаланса для n=40 коленчатых валов.
Полученные значения остаточного дисбаланса приведены в таблице В.1. Они графически представлены на рисунках В.1 и В.2.
Таблица В.1 - Результаты измерений
Уровень 1 | Уровень 2 | ||||
Номер измерения | X | Y | Номер измерения | X | Y |
1 | 0,885 | 12,604 | 1 | -19,324 | 23,276 |
2 | 20,068 | 178,425 | 2 | 12,318 | -169,764 |
3 | -5,521 | 6,054 | 3 | -9,016 | 1,470 |
4 | 1,476 | 2,838 | 4 | -6,814 | -1,508 |
5 | 1,455 | -11,472 | 5 | -14,592 | 9,731 |
6 | 1,794 | 0,567 | 6 | -34,272 | 13,383 |
7 | 30,136 | 41,994 | 7 | -36,690 | 1,563 |
8 | -45,382 | 9,398 | 8 | 12,357 | 8,047 |
9 | -35,158 | -3,739 | 9 | 20,696 | 4,372 |
10 | -3,660 | -2,120 | 10 | 3,090 | 3,458 |
11 | -25,347 | 5,964 | 11 | 3,326 | -7,789 |
12 | -7,926 | 1,247 | 12 | -0,222 | 6,666 |
13 | -44,010 | -5,069 | 13 | 40,998 | 2,136 |
14 | -10,365 | -9,795 | 14 | -11,033 | 11,969 |
15 | 18,726 | -1,139 | 15 | -30,559 | -2,421 |
16 | -9,878 | -6,160 | 16 | -12,540 | 21,162 |
17 | -24,537 | -14,385 | 17 | 17,230 | 12,795 |
18 | 9,477 | 4,240 | 18 | -20,771 | 7,762 |
19 | -9,621 | -6,873 | 19 | -4,295 | 5,838 |
20 | -24,828 | -14,058 | 20 | 0,373 | 8,879 |
21 | -24,426 | 3,781 | 21 | 7,877 | 19,057 |
22 | 22,463 | 2,530 | 22 | -17,939 | 14,573 |
23 | 10,189 | -29,127 | 23 | -26,314 | 36,687 |
24 | -8,204 | -6,575 | 24 | 0,147 | 9,822 |
25 | -14,549 | -3,084 | 25 | 22,519 | -8,161 |
26 | 5,275 | -18,891 | 26 | -24,116 | 32,627 |
27 | -2,593 | -9,904 | 27 | 23,783 | 16,612 |
28 | -9,663 | -3,303 | 28 | -8,201 | -3,193 |
29 | 4,277 | -7,275 | 29 | -10,786 | 6,597 |
30 | 16,190 | -0,354 | 30 | -36,605 | 0,287 |
31 | -13,753 | 1,395 | 31 | -0,683 | 19,652 |
32 | -26,941 | 4,794 | 32 | 22,566 | -1,902 |
33 | 14,465 | -8,385 | 33 | -17,977 | -0,198 |
34 | -3,879 | -6,028 | 34 | -5,684 | 4,800 |
35 | -51,059 | -7,822 | 35 | 46,300 | 7,634 |
36 | 10,574 | -7,357 | 36 | -26,883 | -7,430 |
37 | 0,311 | -5,701 | 37 | 1,859 | 19,344 |
38 | -12,551 | 10,266 | 38 | 0,909 | 12,527 |
39 | -3,687 | -2,249 | 39 | 6,882 | 21,786 |
40 | 3,833 | 6,598 | 40 | -5,863 | 7,641 |
|
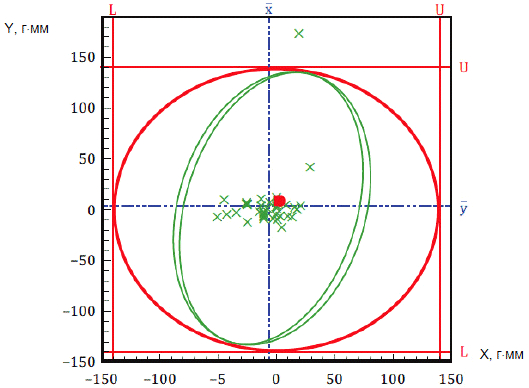
Рисунок В.1 - Остаточный дисбаланс. Уровень 1. Графическое представление дисбаланса с областью поля допуска и областью изменчивости процесса
|
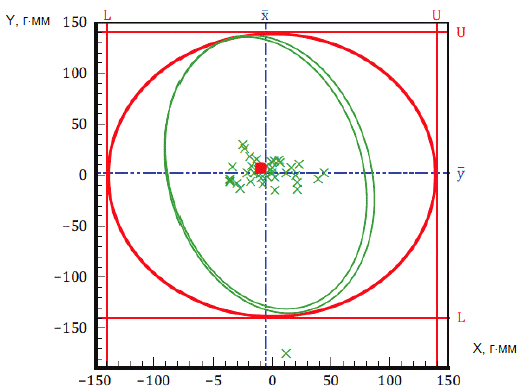
Рисунок В.2 - Остаточный дисбаланс. Уровень 2. Графическое представление дисбаланса с областью поля допуска и областью изменчивости процесса
Результаты: | ||
Уровень 1. | Индекс воспроизводимости: | 1,37. |
Минимальный индекс воспроизводимости | 1,36. | |
Уровень 2. | Индекс воспроизводимости: | 1,41. |
Минимальный индекс воспроизводимости | 1,36. |
Приложение С
(справочное)
Пример оценки воспроизводимости для позиционного отклонения оси отверстия
С.1 Расстояние от целевой точки
Рассмотрим процесс сверления отверстия в детали. Для центральной оси отверстия установлено целевое положение (,
). Это положение (
,
) измеряют от некоторой установленной опорной точки. Координаты (х, у) обозначают положение оси отверстия реальной детали. Тогда, отклонение положения оси отверстия от целевого значения определяют в виде (см. ИСО 1101):
![]() . (С.1)
. (С.1)
В этом случае установленные ограничения обычно имеют вид круга с диаметром D и центром в точке (,
). Поэтому, значение D может быть использовано в качестве показателя воспроизводимости процесса для обеспечения его качества.
Величину D можно рассматривать как одномерную замену двумерной характеристики положения оси отверстия.
На рисунке С.1 показаны значения среднего и размаха для двух нормальных распределений. Эти распределения могут рассматриваться как распределения характеристик положения двух процессов, процесса А и процесса В, соответственно (см. рисунок С.1). Ковариационные матрицы этих процессов имеют вид ( мало).
 , (С.2)
, (С.2) . (С.3)
. (С.3)
|
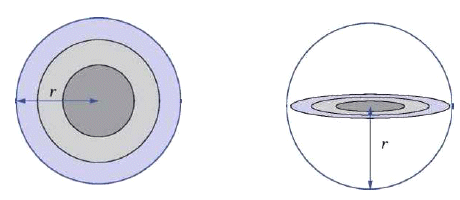
Рисунок С.1 - Распределения процесса А (слева) и процесса В (справа)
На первый взгляд в соответствии с рисунком С.1 воспроизводимость процесса В выше, чем процесса А. Однако, если рассчитать стандартное отклонение обоих процессов, то
![]() ,
, ![]() , (С.4)
, (С.4)
следовательно, на основе стандартного отклонения D воспроизводимость процесса А выше, чем процесса В.
Этот пример показывает, что показатель, характеризующий качество, не обязательно идентичен показателю, используемому для управления процессом.
С.2 Практический пример
Рассмотрим процесс изготовления деталей агрегатным станком, который является системой поворотных столов, вращающихся в горизонтальной плоскости (по координате х) как показано на рисунке С.2. Процесс изготовления детали включает такие операции, как сверление, зенкерование, развертывание, растачивание, нарезание резьбы и т.п., выполняемые поочередно на каждом столе. В данном примере рассмотрен процесс сверления отверстия.
|
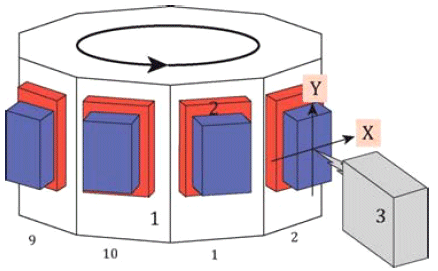
1 - поворотный стол; 2 - зажимное приспособление; 3 - обрабатывающий центр
Рисунок С.2 - Механизм поворотного стола агрегатного станка
Деталь, для которой выполняют измерения, показана на рисунке С.3. Контролируемой характеристикой является отклонение D, рассчитанное по формуле С.1. Его область поля допуска на это отклонение представляет собой круг с диаметром 0,1 мм.
|
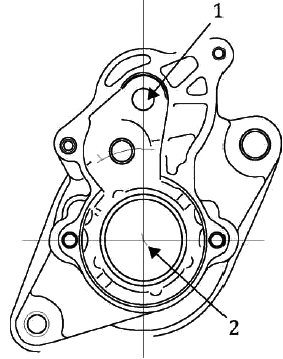
1 - положение отверстия; 2 - опорная точка
Рисунок С.3 - Грубый эскиз детали
|
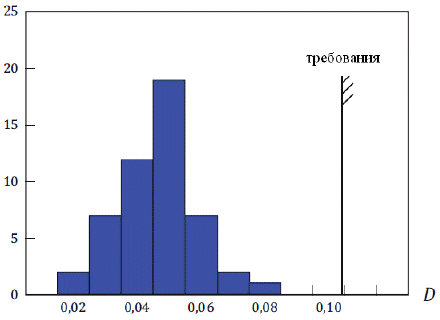
Рисунок С.4 - Гистограмма значений характеристики D
На рисунке С.4 показаны точки расположения центра отверстия, где (,
) - его целевое положение. Как видно из рисунка С.5 отклонение координаты х намного больше, чем координаты у. Стандартные отклонения положения центра отверстия по координатам х и у обозначены
и
, соответственно,
=0,0177 и
=0,0050. Тогда индексы воспроизводимости процесса
(х)=0,94 и
(у)=3,35. Воспроизводимость процесса по координате х намного меньше, чем по координате у.
|

Рисунок С.5 - Положение центра отверстия относительно целевой точки
Причины такой изменчивости могут быть разными, например, изменчивость, связанная с зажимным приспособлением и т.д. Однако в данном случае изменчивость вызвана типом механизма поворотного стола (рисунок С.2). Низкая воспроизводимость процесса вызвана изменчивостью положения при остановке поворотного стола, что и приводит к изменчивости по оси х. Это приводит к частым поломкам агрегатного станка.
Фактически, выбор характеристики D в качестве контролируемой характеристики для этого процесса был неудачным.
Приложение D
(справочное)
Построение функции качества
Пример построения функции качества приведен в 8.2.
Во-первых, определяют ряд ограничивающих функций q(
) для i= 1, 2, ... М. Эти функции определяют область поля допуска. Одна функция задает одно ограничение на допуск. Целевое значение х
с
![]() 1 задано в требованиях. Отклонение от целевого вектора
1 задано в требованиях. Отклонение от целевого вектора ![]() (разность между измеренным значением и целевым значением для каждого М) вычисляют и обозначают
(разность между измеренным значением и целевым значением для каждого М) вычисляют и обозначают .
![]() . (D.1)
. (D.1)
Функции ограничений (
) (в примере 8.2, М=3) выбраны как линейные функции и имеют вид
![]() , (D.2)
, (D.2)
где - угловой коэффициент i-й функции;
с - свободный член i-й функции.
Для каждого отклонения вектора определена ось
, где
![]() . Ось начинается с t=0 в целевом значении
. Ось начинается с t=0 в целевом значении ![]() и продолжается до пересечения с функциями
и продолжается до пересечения с функциями . Для всех ограничивающих функций значение
может быть вычислено из уравнения:
![]() . (D.3)
. (D.3)
Среди всех можно найти
.
![]() . (D.4)
. (D.4)
На основе можно вычислить значение а(х), которое описывает отклонение от целевой точки,
![]() . (D.5)
. (D.5)
Таким образом, q(x) можно привести к =1 и
![]() =0,5, используя линейную функцию:
=0,5, используя линейную функцию:
![]() (D.6)
(D.6)
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 22514-1 | IDT | ГОСТ Р ИСО 22514-1-2015 "Статистические методы. Управление процессами. Часть 1. Основные принципы" |
ISO 22514-2 | IDT | ГОСТ Р ИСО 22514-2-2015 "Статистические методы. Управление процессами. Часть 2. Оценка пригодности и воспроизводимости процесса на основе модели его изменения во времени" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
Библиография
[1] | ISO/IEC Guide 99:2007 | International vocabulary of metrology - Basic and general concepts and associated terms (VIM) |
[2] | ISO 1101 | Geometrical product specifications (GPS) - Geometrical tolerancing - Tolerances of form, orientation, location and run-out |
[3] | ISO 9000 | Quality management systems - Fundamentals and vocabulary |
[4] | ISO/TR 22514-4 | Statistical methods in process management - Capability and performance - Part 4: Process capability estimates and performance measures |
[5] | Kotz S., & Lovelace C.R. Process Capability Indices in Theory and Practice. Arnold, 1998 | |
[6] | Nishina K., Isaki Y., Kuzuya K. Selection of Process Characteristics from the Viewpoint of Application of Process Capability. Proceedings of International Conference on Quality '05 - Tokyo, 2005 | |
[7] | Taam W., Subbaiah P., Liddy J.W. A note on Multivariate Capability Indices. J. Appl. Stat. 1993, 20 pp.339-351 | |
[8] | Shahriari H., Hubele N.F., Lawrence F.P. A Multivariate Process Capability Vector. Proceedings of the 4th Industrial Engineering Research Conference. Institue of Industrial Engineers, (1995) pp.304-309 | |
[9] | Wang F.K., Hubele N.F., Lawrence F.P., Miskulin J.D., Shahriari, H. Comparison of three Multivariate Process Capability Indices. Journal of Quality Technology. 2000, 32 (3) pp.263-275 | |
[10] | Baillie D.H. Multivariate Acceptance Sampling. In: Frontiers in Statistical Quality Control 3, (Lenz H.-J., Wetherill G.B., Wilrich P.T.eds.). Physica-Verlag, Heidelberg, 1987, pp.83-115 | |
УДК 658.562.012.7:65.012.122:006.354 | ОКС 03.120.30 |
Ключевые слова: процесс, воспроизводимость и пригодность процесса, индексы воспроизводимости и пригодности, многомерная количественная характеристика, поле допуска, показатель воспроизводимости процесса, оценка воспроизводимости процесса, показатель пригодности процесса, оценка пригодности процесса | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}