ГОСТ Р ИСО 3951-2-2009
Группа Т59
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Статистические методы
ПРОЦЕДУРЫ ВЫБОРОЧНОГО КОНТРОЛЯ ПО КОЛИЧЕСТВЕННОМУ ПРИЗНАКУ
Часть 2
Общие требования к одноступенчатым планам на основе AQL при контроле последовательных партий по независимым характеристикам качества
Statistical methods. Sampling procedures for inspection by variables. Part 2. General specification for single sampling plans indexed by AQL for lot-by-lot inspection of independent quality characteristics
ОКС 03.120.30
Дата введения 2010-12-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Автономной некоммерческой организацией "Научно-исследовательский центр контроля и диагностики технических систем" (АНО "НИЦ КД") на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 125 "Статистические методы в управлении качеством продукции"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. N 584-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 3951-2:2006* "Процедуры выборочного контроля по количественному признаку. Часть 2. Общие требования к одноступенчатым планам выборочного контроля на основе предела приемлемого качества (AQL) при контроле последовательных партий по независимым характеристикам качества" (ISO 3951-2:2006 "Sampling procedures for inspection by variables - Part 2: General specification for single sampling plans indexed by acceptance quality limit (AQL) for lot-by-lot inspection of independent quality characteristics").
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Настоящий стандарт устанавливает систему одноступенчатых планов статистического приемочного контроля по количественному признаку на основе предельно допустимого уровня несоответствий (AQL) и предназначен для пользователей, уже знакомых с выборочным контролем по количественному признаку (см. ИСО 3951-1*).
_______________
* ИСО 3951:2005 Процедуры выборочного контроля по количественному признаку. Часть 1. Требования к одноступенчатым планам на основе предела приемлемого качества (AQL) для контроля последовательных партий по единственной характеристике и единственному AQL.
Целью методов, установленных в настоящем стандарте, является обеспечение высокой вероятности приемки партии приемлемого качества, при этом вероятность отклонения партии неприемлемого качества является наибольшей среди всех возможных. Это достигается за счет применения правил переключения, которые обеспечивают:
a) автоматическую защиту потребителя (посредством переключения на усиленный контроль или прекращение выборочного контроля при обнаружении ухудшения качества);
b) стимулирование изготовителя (по усмотрению уполномоченной стороны) к снижению затрат на контроль при достижении стабильного качества (переключением на ослабленный контроль).
В настоящем стандарте приемлемость партии определяют на основе оценки процента несоответствующих единиц продукции процесса, полученной по случайной выборке единиц продукции из партии.
Настоящий стандарт предназначен для применения непрерывной серии партий, состоящих из дискретных единиц продукции, поставляемых одним изготовителем, использующим один процесс производства. При наличии нескольких изготовителей или процессов производства настоящий стандарт следует применять к каждому изготовителю или производству отдельно.
Настоящий стандарт дополняет ИСО 2859-1*. По решению уполномоченной стороны в требованиях на продукцию, в контракте, инструкциях по проведению контроля и других документах могут быть использованы ссылки на настоящий стандарт и ИСО 2859-1. В одном из упомянутых документов должна быть определена уполномоченная сторона.
_______________
* ИСО 2859-1:1999 Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества AQL.
В настоящем стандарте использовано предположение, что неопределенность результатов измерений является незначительной (см. ИСО 10576-1*).
_______________
* ИСО 10576-1:2003 Руководство по оценке соответствия установленным требованиям. Часть 1: Общие принципы.
ПРЕДОСТЕРЕЖЕНИЕ - Процедуры настоящего стандарта не предназначены для применения к партиям, для которых проводилась предварительная разбраковка.
Контроль по количественному признаку для процента несоответствующих единиц продукции, как описано в настоящем стандарте, предусматривает несколько возможных ситуаций, комбинация которых может выглядеть достаточно сложной:
- неизвестно или первоначально неизвестно, а затем оценено с достаточной точностью стандартное отклонение или оно известно до начала контроля;
- установлена единственная граница поля допуска или две границы поля допуска со сложным, индивидуальным или объединенным контролем;
- контролируют одну или несколько характеристик качества (одномерный или многомерный случаи);
- применяют нормальный, усиленный или ослабленный контроль.
Стандарт включает 15 приложений.
В таблицах приложений А-I приведены данные, необходимые для выполнения процедур. В таблицах приложения J приведены процедуры определения выборочного стандартного отклонения и оценки предполагаемого известным значения стандартного отклонения процесса
. В приложении K приведены формулы для оценки доли несоответствующих единиц продукции процесса, а также достаточно точного его приближения для случая, когда стандартное отклонение процесса неизвестно. В приложении L изложена статистическая теория, лежащая в основе вычисления качества риска потребителя, вместе с таблицами, указывающими уровни качества риска поставщика для нормального, усиленного и ослабленного контроля при использовании "
" и "
" методов. В приложении М приведена подобная информация о рисках изготовителя. В приложении N приведена общая формула оперативной характеристики при использовании "
" метода.
В таблице 1 приведены ссылки на разделы и таблицы настоящего стандарта для всех ситуаций, предусмотренных стандартом. В таблице 1 использованы ссылки на разделы 15, 16, 17, 18, 19, 23, 24 и 25. В каждой ситуации необходимо, прежде всего, ознакомиться с другими разделами стандарта.
Применяемый в настоящем стандарте международный стандарт разработан техническим комитетом ИСО/ТК 69 "Применение статистических методов".
Таблица 1 - Обзор методов и ситуаций контроля
Тип контроля | Единственная граница поля допуска | Две границы поля допуска при объединенном контроле | ||||||
" | " | " | " | |||||
Разделы, подразделы или пункты стандарта | Таблицы | Разделы, подразделы или пункты стандарта | Таблицы | Разделы, подразделы или пункты стандарта | Таблицы | Разделы, подразделы или пункты стандарта | Таблицы | |
Нормальный контроль | 15.1, 15.2, 15.3, 16.2, 23(а) | А.1, А.2, В.1 | 17.1, 17.2, 18, 19, 23(а) | А.1, А.2, С.1 | 15.1, 15.4, 16.2, 23(а) | А.1, А.2, D.1, F.1 (для | 17.1, 17.3, 18, 19, 23(а) | А.1, А.2, С.1, Е.1 |
Переключение с нормального на усиленный контроль | 23(b), 23(с) | В.1, В.2 | 23(b), 23(с) | С.1, С.2 | 23(b), 23(с) | D.1, D.2, G.1, G.2 | 23(b), 23(с) | Е.1, G.1, G.2 |
Переключение с нормального на ослабленный контроль | 23(d), 23(e) | В.1, В.3, I.1 | 23(d), 23(е) | С.1, С.3, I.1 | 23(d), 23(е) | D.1, D.3, G.1, G.3, I.1 | 23(d), 23(е) | Е.1, G.1, G.3, I.1 |
Переключение с усиленного на прекращение контроля | 21, 24 | В.2 | 24 | С.2 | 21, 24 | D.2, G.2 | 24 | Е.1, G.2 |
Переключения между " | 25, K.2.1, K.3, K.4, K.5 | Н.1 | 25, K.2.2 | Н.1 | 25, K.2.1, K.3, K.4, K.5 | Н.1 | 25, K.2.2 | Н.1 |
Нормальный контроль | 15.1, 15.4, 16.2, 23(а) | А.1, А.2, D.1, F.1 (для | 17.1, 17.2, 17.3, 18, 19, 23(а) | А.1, А.2, С.1, Е.2 | 15.1, 15.5, 16.2, 23(а) | А.1, А.2, D.1, F (для | 17.1, 17.3, 18, 19, 23(а) | А.1, А.2, С.1, Е.3 |
Переключение с нормального на усиленный контроль | 23(b), 23(с) | D.1, D.2, G.1, G.2 | 23(b), 23(с) | Е.1, G.1, G.2 | 23(b), 23(с) | D.1, D.2, G.1, G.2 | 23(b), 23(с) | Е.1, G.1, G.2 |
Переключение с нормального на ослабленный контроль | 23(d), 23(e) | D.1, D.3, G.1, G.3, I.1 | 23(d), 23(e) | Е.2, G.1, G.3, I.1 | 23(d), 23(e) | D.1,D.3, G.1, G.3, I.1 | 23(d), 23(е) | Е.3, G.1, G.3, I.1 |
Переключение с усиленного на прекращение контроля | 21, 24 | D.2, G.2 | 24 | E.1,G.2 | 21, 24 | D.2, G.2 | 24 | Е.1, G.2 |
Переключения между " | 25, K.2.1, K.3, K.4, K.5 | Н.1 | 25, K.2.2 | Н.1 | 25, K.2.1, K.3, K.4, K.5 | Н.1 | 25, K.2.2 | Н.1 |
1 Область применения
Настоящий стандарт устанавливает систему одноступенчатых планов статистического приемочного контроля по количественному признаку на основе предельно допустимого уровня несоответствий (AQL).
Стандарт предназначен для использования при следующих условиях:
a) процедура контроля должна быть применена к непрерывному ряду партий, состоящих из дискретных единиц продукции, поставляемых одним изготовителем, использующим один процесс производства. Если имеется несколько изготовителей или процессов производства, настоящий стандарт следует применять отдельно к каждому изготовителю или процессу;
b) характеристики качества продукции измеримы в соответствии с непрерывной шкалой;
c) погрешность измерений незначительна (т.е. стандартное отклонение ошибки измерений составляет не более 10% от стандартного отклонения процесса);
d) производство устойчиво, находится в статистически управляемом состоянии и характеристики качества подчиняются нормальному или близкому к нему распределению;
e) в случае нескольких характеристик качества они являются независимыми друг от друга;
f) в контракте или стандарте для характеристики качества установлены верхняя граница поля допуска , нижняя граница поля допуска
или обе эти границы.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты*:
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ИСО 2859-1:1999 Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества AQL (ISO 2859-1:1999, Sampling procedures for inspection by attributes. Part 1. Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection)
ИСО 3534-1 Статистика. Словарь и условные обозначения. Часть 1. Общие статистические термины и термины, используемые в вероятностных задачах (ISO 3534-1, Statistics - Vocabulary and symbols - Part 1: General statistical terms and terms used in probability)
ИСО 3534-2 Статистика. Словарь и условные обозначения. Часть 2. Прикладная статистика (ISO 3534-2, Statistics - Vocabulary and symbols - Part 2: Applied statistics)
ИСО 9000 Системы менеджмента качества. Основные положения и словарь (ISO 9000, Quality management systems - Fundamentals and vocabulary)
3 Термины и определения
В настоящем стандарте применены термины и определения по ИСО 3534-1, ИСО 3534-2, ИСО 2859-1 и ИСО 9000, а также следующие термины с соответствующими определениями.
3.1 контроль по количественному признаку (inspection by variables): Контроль на основе измерений характеристики качества единицы продукции. [ИСО 3534-2, статья 4.1.4]. |
3.2 выборочный контроль (sampling inspection): Контроль на основе данных отобранной для исследования группы единиц продукции. [ИСО 3534-2, статья 4.1.6]. |
3.3 статистический приемочный контроль (acceptance sampling inspection, acceptance sampling): Выборочный контроль (3.2), проводимый для принятия решения о приемке или отклонении (браковке) партии или другого количества продукции, материала или услуг. [ИСО 3534-2, статья 4.1.8, 1.3.17]. |
3.4 статистический приемочный контроль по количественному признаку (acceptance sampling inspection by variables): Статистический приемочный контроль (3.3), при котором решение о приемке или отклонении продукции процесса принимают на основе измерений установленной характеристики качества каждой единицы продукции в выборке, отобранной из партии. [ИСО 3534-2, статья 4.2.11]. |
3.5 доля несоответствующих единиц продукции процесса (process fraction nonconforming): Интенсивность генерирования процессом несоответствующих единиц продукции в виде доли продукции, изготавливаемой процессом.
3.6 предельно допустимый уровень несоответствий; предел приемлемого качества*; AQL (acceptance quality limit): Наихудшая допустимая доля несоответствующих единиц продукции процесса (3.5), если на статистический приемочный контроль (3.3) представлена непрерывная серия партий. [ИСО 3534-2, статья 4.6.15]. |
_______________
* Термин заменяет ранее применяемый в стандартах термин "приемлемый уровень качества" (acceptance quality level).
Примечание - См. раздел 5.
3.7 уровень несоответствий, уровень качества (quality level): Показатель качества продукции, представляющий собой долю несоответствующих единиц продукции или несоответствий.
3.8 качество риска потребителя; CRQ (consumer's risk quality): Уровень несоответствий (3.7) партии или процесса, который соответствует риску потребителя, установленному в плане статистического приемочного контроля. [ИСО 3534-2, статья 4.6.9]. |
Примечание 1 - В настоящем стандарте под уровнем несоответствий понимают долю несоответствующих единиц продукции процесса.
Примечание 2 - В настоящем стандарте рассмотрено такое качество риска потребителя, при котором риск потребителя составляет 10%.
3.9 риск поставщика (изготовителя); PR (producer's risk): Вероятность отклонения партии или процесса, когда уровень несоответствий (3.7) партии или процесса является приемлемым в соответствии с планом контроля. [ИСО 3534-2, статья 4.6.4]. |
Примечание - Уровень несоответствий характеризуется долей несоответствующих единиц продукции (3.5) процесса, а предельно допустимый уровень несоответствий равен AQL (3.6).
3.10 несоответствие (nonconformity): Невыполнение требования. [ИСО 9000, статья 3.1.11]. |
Примечание - Несоответствие обычно классифицируют по степени его значимости:
- Класс А. Наиболее значимые несоответствия, оказывающие существенное влияние на качество продукции или услуг. Для несоответствий такого типа обычно назначают очень маленькие значения AQL.
- Класс В. Менее значимые несоответствия, имеющие меньшее влияние на качество продукции или услуг. Для таких несоответствий обычно назначают большие значения AQL, чем для несоответствий класса А и меньшие, чем для несоответствий класса С, если третий класс существует, и так далее.
Количество классов и порядок назначения в класс должно соответствовать установленным требованиям в конкретной ситуации.
3.11 несоответствующая единица продукции (nonconforming unit): Единица продукции с одним или более несоответствиями. [ИСО 3534-2, статья 1.2.15]. |
3.12 план статистического приемочного контроля " [ИСО 3534-2, статья 4.3.10]. |
Примечание - См. разделы 15 и 16.
3.13 план статистического приемочного контроля " [ИСО 3534-2, статья 4.3.9]. |
Примечание - См. разделы 17 и 18.
3.14 граница поля допуска (specification limit): Граница допустимых значений, установленная для характеристики. [ИСО 3534-2, статья 3.1.3]. |
3.15 нижняя граница поля допуска (lower specification limit): Граница поля допуска (3.14), определяющая нижнюю границу допустимых значений характеристики. [ИСО 3534-2, статья 3.1.5]. |
Примечание - Предпочтительное обозначение для нижней границы поля допуска - .
3.16 верхняя граница поля допуска (upper specification limit): Граница поля допуска (3.14), определяющая верхнюю границу допустимых значений характеристики. [ИСО 3534-2, статья 3.1.4]. |
Примечание - Предпочтительное обозначение для верхней границы поля допуска - .
3.17 объединенный контроль (combined control): Контроль, согласно которому для характеристики качества заданы верхняя и нижняя границы поля допуска (3.16, 3.15), a AQL (3.6) относится к общему проценту несоответствующих единиц продукции вне обеих границ поля допуска.
Примечание 1 - См. 5.3, 15.3.2 и 17.3.
Примечание 2 - При использовании объединенного контроля предполагают, что несоответствия, связанные с выходом значений характеристики за верхнюю и нижнюю границы поля допуска (3.14), равно ответственны (опасны) для качества продукции.
3.18 индивидуальный контроль (separate control): Контроль, при котором несоответствующие единицы продукции вне верхней и нижней границ поля допуска (3.16, 3.15) принадлежат различным классам с различными AQL (3.6).
Примечание - См. 5.3, 15.3.3 и 17.2.
3.19 сложный контроль (complex control): Контроль с двумя границами поля допуска, когда несоответствующие единицы продукции вне одной из границ поля допуска принадлежат одному классу (более значимому) с меньшим AQL (3.6), а несоответствующие единицы продукции вне обеих границ поля допуска (3.15, 3.16) принадлежат другому классу с большим AQL.
Примечание - См. 5.3, 15.3.4 и 17.3.
3.20 контрольный норматив; [ИСО 3534-2, статья 4.4.4]. |
Примечание - См. 15.2 и 16.2.
3.21 статистика качества; [ИСО 3534-2, статья 4.9.9]. |
Примечание 1 - В случае единственной границы поля допуска решение о приемке партии может быть принято по результатам сравнения с контрольным нормативом
(3.20).
Примечание 2 - См. 15.2 и 16.2.
3.22 нижняя статистика качества; [ИСО 3534-2, статья 4.4.11]. |
Примечание 1 - Для единственной нижней границы поля допуска решение о соответствии партии принимают по результатам сравнения с контрольным нормативом
(3.20).
Примечание 2 - См. раздел 4, 15.2 и 16.2.
3.23 верхняя статистика качества; [ИСО 3534-2, статья 4.4.10]. |
Примечание 1 - Для единственной верхней границы поля допуска решение о приемке партии принимают по результатам сравнения с контрольным нормативом
(3.20).
Примечание 2 - См. раздел 4, а также 15.2 и 16.2.
3.24 максимальное выборочное стандартное отклонение; [ИСО 3534-2, статья 4.4.7]. |
Примечание - См. 15.3.
3.25 максимальное стандартное отклонение процесса; [ИСО 3534-2, статья 4.4.8]. |
Примечание - См. 17.2 и 17.3.
3.26 правило переключения (switching rule): Установленное в схеме статистического приемочного контроля правило перехода от одного плана контроля к другому с большей или меньшей жесткостью на основании истории качества продукции. [ИСО 3534-2, статья 4.3.4]. |
Примечание 1 - Нормальный, усиленный или ослабленный контроль и прекращение контроля являются примерами контроля с большей или меньшей жесткостью.
Примечание 2 - См. разделы 6 и 23.
3.27 измерение (measurement): Набор операций, используемых для определения значения некоторой величины. [ИСО 3534-2, статья 3.2.1]. |
3.28 уполномоченная сторона (responsible authority): Контролирующий орган независимо от того, относится он к первой, второй или третьей стороне.
Примечание 1 - Уполномоченной стороной может быть:
a) отдел качества организации-поставщика (первая сторона);
b) поставщик или покупатель (вторая сторона);
c) независимая организация по проверке или сертификации (третья сторона);
d) любая из перечисленных сторон, которая выполняет соответствующую функцию (см. примечание 2), установленную в соглашении между двумя сторонами, например между поставщиком и покупателем.
Примечание 2 - Ответственность и функции уполномоченной стороны установлены в ИСО 2859-1 (5.2, 6.2, раздел 7, 9.1, 9.3.3, 9.4, 10.1 и 10.3).
4 Обозначения
4.1 Обозначения в случае единственной характеристики качества
В случае, когда классу несоответствий соответствует единственная характеристика качества, в настоящем стандарте применены следующие условные обозначения:
- коэффициент, связывающий максимальное выборочное стандартное отклонение (
![]() ) с разностью
) с разностью и
(см. приложение D);
- коэффициент, связывающий максимальное стандартное отклонение процесса (
![]() ) с разностью
) с разностью и
(см. приложение Е);
- контрольный норматив формы
для "
" метода в случае единственной границы поля допуска и единственной характеристики качества (приложения В и С);
- индекс переменной, обозначающий ее значение в точке нижней границы поля допуска;
- среднее процесса (истинное);
- объем партии (количество единиц продукции в партии);
- объем выборки (количество единиц продукции в выборке);
- оценка доли несоответствующих единиц продукции процесса (см. приложение K);
- доля несоответствующих единиц продукции процесса ниже нижней границы поля допуска;
- оценка доли несоответствующих единиц продукции процесса ниже нижней границы поля допуска;
- доля несоответствующих единиц продукции процесса выше верхней границы поля допуска;
- оценка доли несоответствующих единиц продукции процесса выше верхней границы поля допуска;
- контрольный норматив формы
, максимальное приемлемое значение оценки доли несоответствующих единиц продукции процесса (см. приложение G);
- вероятность приемки;
- статистика качества;
- нижняя статистика качества.
Примечание - равна
![]() , если стандартное отклонение процесса неизвестно, и равна
, если стандартное отклонение процесса неизвестно, и равна ![]() , если его предполагают известным;
, если его предполагают известным;
- верхняя статистика качества.
Примечание - равна
![]() , если стандартное отклонение процесса неизвестно, и равна
, если стандартное отклонение процесса неизвестно, и равна ![]() , если его предполагают известным;
, если его предполагают известным;
- выборочное стандартное отклонение измеренных значений характеристики качества (оценка стандартного отклонения процесса)
 (см. приложение J);
(см. приложение J);
- максимальное выборочное стандартное отклонение (
![]() );
);
- стандартное отклонение статистически управляемого процесса (истинное).
Примечание - - квадрат стандартного отклонения процесса или дисперсия процесса;
- максимальное стандартное отклонение процесса (
![]() );
);
- индекс переменной, обозначающий ее значение в точке верхней границы поля допуска;
- измеренное значение характеристики качества для
-й единицы продукции из выборки;
- среднее арифметическое измеренных значений характеристики качества единиц продукции выборки
 .
.
- нижнее приемочное значение для
;
- верхнее приемочное значение для
.
4.2 Обозначения в случае нескольких характеристик качества
В случае, когда классу несоответствий соответствуют две или более характеристик качества, в настоящем стандарте применяют следующие условные обозначения:
- нижняя граница поля допуска для
-й характеристики качества;
- количество характеристик качества, соответствующих классу;
- оценка доли несоответствующих единиц продукции процесса для
-й характеристики качества;
- оценка доли несоответствующих единиц продукции процесса ниже нижней границы поля допуска для
-й характеристики качества;
- оценка доли несоответствующих единиц продукции процесса выше верхней границы поля допуска для
-й характеристики качества;
- выборочное стандартное отклонение для
-й характеристики качества
 ;
;
- стандартное отклонение процесса для
-й характеристики качества (истинное);
- верхняя граница поля допуска для
-й характеристики качества;
- измеренное значение
-й характеристики качества для
-й единицы продукции в выборке;
- выборочное среднее значение
-й характеристики качества
 .
.
5 Предельно допустимый уровень несоответствий (AQL)
5.1 Принцип
AQL - уровень несоответствий, представляющий собой наихудшую допустимую долю несоответствующих единиц продукции процесса, если на статистический приемочный контроль представлена непрерывная серия партий. Хотя отдельные партии с таким же качеством как AQL могут быть приняты с довольно высокой вероятностью, предельно допустимый уровень несоответствий не является желаемым уровнем качества. Схемы выборочного контроля, приведенные в настоящем стандарте вместе с правилами переключения и прекращения выборочного контроля, стимулируют поставщиков к постоянной поддержке доли несоответствующих единиц продукции процесса менее соответствующего AQL. В противном случае существует высокий риск, что при переключении на усиленный контроль критерий приемки становится более жестким. Усиленный контроль сохраняется, пока не предприняты действия по улучшению процесса. В ожидании такого улучшения может вступить в силу правило по прекращению выборочного контроля.
5.2 Использование
AQL вместе с кодом объема выборки использован для индексирования планов выборочного контроля, приведенных в настоящем стандарте.
5.3 Выбор и назначение AQL
Используемый AQL должен быть указан в технических условиях (стандарте) на продукцию, контракте или установлен уполномоченной стороной. Во всех случаях должен быть установлен для каждого класса несоответствий один AQL (см. 3.10).
Если для характеристики качества заданы верхняя и нижняя границы поля допуска, возможны три вида контроля:
a) объединенный контроль двух границ поля допуска, когда несоответствия вне обеих границ поля допуска принадлежат одному классу с единственным AQL;
b) индивидуальный контроль, когда несоответствия вне обеих границ поля допуска принадлежат различным классам с различными AQL;
c) сложный контроль, когда несоответствия вне одной границы поля допуска принадлежат одному классу с меньшим AQL, а несоответствия вне обеих границ поля допуска принадлежат другому классу с большим AQL.
Таким образом, для единственной характеристики качества с нижней границей поля допуска и верхней границей поля допуска
, неизвестной долей
несоответствующих единиц продукции процесса ниже
и неизвестной долей
несоответствующих единиц продукции процесса выше
:
- объединенный контроль представляет собой контроль суммы ![]() для одного класса несоответствий с единственным AQL;
для одного класса несоответствий с единственным AQL;
- индивидуальный контроль представляет собой контроль для одного класса с соответствующим AQL и контроль
для другого класса с другим AQL;
- сложный контроль представляет собой контроль ![]() для одного класса с соответствующим AQL и индивидуальный контроль
для одного класса с соответствующим AQL и индивидуальный контроль или
для другого класса с более низким AQL.
Вместе с контролем единственной верхней и единственной нижней границ поля допуска существуют пять типов контроля.
Приемочный контроль должен быть выполнен в соответствии с требованиями настоящего стандарта для каждого класса несоответствий. Партия должна быть принята только в том случае, если все классы несоответствий удовлетворяют критериям приемочных испытаний.
5.4 Предпочтительный AQL
В настоящем стандарте использовано 16 значений AQL - от 0,01% до 10% (несоответствующих единиц продукции), которые наиболее предпочтительны для применения. Настоящий стандарт не применим, если требуется иное значение AQL (см. 13.2).
5.5 Предостережение
Из вышеупомянутого определения AQL следует, что желательная защита может быть достигнута только в случае, когда на контроль представляют непрерывную последовательность партий.
5.6 Ограничение
Назначение AQL не предусматривает, что поставщик может сознательно поставлять несоответствующие единицы продукции.
6 Правила переключения для нормального, усиленного и ослабленного контроля
Правила переключения не позволяют изготовителю работать с уровнем несоответствий выше AQL. Настоящий стандарт устанавливает переключение на усиленный контроль, если результаты контроля указывают на превышение AQL. Если усиленный контроль не стимулирует изготовителя к быстрому улучшению процесса производства, контроль должен быть прекращен.
Усиленный контроль и правило прекращения контроля являются неотъемлемой частью и обязательными процедурами настоящего стандарта, если требуется обеспечить качество продукции не хуже AQL.
Настоящий стандарт предусматривает возможность переключения на ослабленный контроль, если результаты контроля указывают, что уровень несоответствий продукции устойчив и лучше AQL. Эта практика, однако, является дополнительной на усмотрение уполномоченной стороны.
Если имеются достаточные свидетельства из контрольных карт (см. 22.1), что изменчивость процесса находится на уровне статистической управляемости, следует рассмотреть возможность переключения на "" метод. В этом случае в качестве
может быть использовано значение
выборочного стандартного отклонения.
Если в соответствии с настоящим стандартом статистический приемочный контроль был прекращен, он не должен быть возобновлен, пока не будут предприняты действия по улучшению качества продукции.
Детали правил переключения описаны в разделах 23, 24 и 25 и приведены на схеме (см. рисунок 1).
|
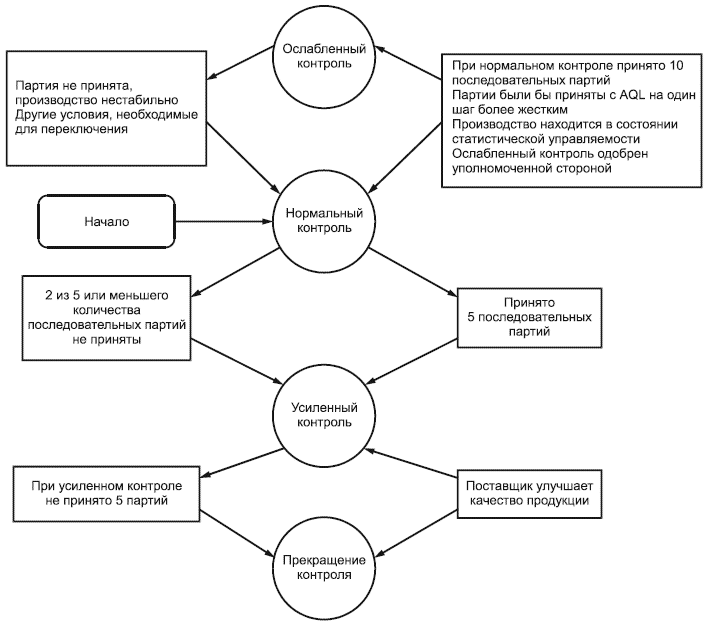
Рисунок 1 - Схема правил переключения
7 Взаимосвязь с ИСО 2859-1 и ИСО 3951-1
7.1 Взаимосвязь с ИСО 2859-1
7.1.1 Аналогии
a) Настоящий стандарт дополняет ИСО 2859-1. Оба эти стандарта имеют общую философию. Их процедуры и термины в максимально возможной степени совпадают.
b) Оба стандарта используют AQL для индексации планов выборочного контроля, а используемые предпочтительные значения идентичны данным для процента несоответствующих единиц продукции в ИСО 2859-1 (т.е. от 0,01% до 10%).
c) В обоих стандартах объем партии и уровень контроля (уровень контроля II, если не установлено иначе) определяют код объема выборки. Затем по общим таблицам определяют объем выборки, которая будет отобрана, и критерий приемлемости, соответствующий коду объема выборки и AQL. Специальные таблицы даны для "" и "
" методов, а также для нормального, усиленного и ослабленного контроля.
d) Правила переключения полностью эквивалентны.
e) Классификация несоответствий по степени значимости на класс А, класс В и т.д. осталась неизменной.
7.1.2 Различия
a) Определение приемлемости: Приемлемость по ИСО 2859-1 для плана выборочного контроля по альтернативному признаку определяется числом несоответствующих единиц продукции в выборке. Для плана выборочного контроля по количественному признаку решение о приемке или отклонении принимают в зависимости от положения оценки среднего процесса по отношению к границе(ам) поля допуска с учетом оценки стандартного отклонения процесса. В настоящем стандарте рассмотрено два метода: "" метод для случая, когда стандартное отклонение процесса
неизвестно, и "
" метод для случая, когда
предполагают известным. В случае класса несоответствий с единственной характеристикой качества и единственной границей поля допуска приемлемость определяют путем сравнения статистики качества с контрольным нормативом формы
(см. 15.2 и 17.2). Для класса несоответствий с несколькими характеристиками качества и/или объединенным или сложным контролем с двумя границами поля допуска приемлемость определяют, сравнивая оценку доли несоответствующих единиц продукции процесса для данного класса с контрольным нормативом формы
.
b) Нормальность: В ИСО 2859-1 отсутствуют требования относительно распределения характеристик качества. Однако в настоящем стандарте необходимо, чтобы результаты измерений каждой характеристики качества были распределены в соответствии с нормальным распределением или распределением, близким к нормальному.
c) Независимость: В ИСО 2859-1 нет требований относительно независимости нескольких характеристик качества. Однако в соответствии с настоящим стандартом необходимо, чтобы результаты измерений для всех характеристик качества были независимы или хотя бы почти независимы.
d) Кривые оперативных характеристик (кривые ОС): кривые ОС планов контроля по количественному признаку настоящего стандарта не идентичны соответствующим планам контроля по альтернативному признаку в соответствии с ИСО 2859-1. Кривые ОС настоящего стандарта подобраны настолько близко, насколько возможно в условиях реальных ограничений, таких как сохранение одного и того же объема выборки для данного кода объема выборки, жесткости контроля и применение "" или "
" метода независимо от AQL.
e) Риск изготовителя: Для качества процесса, равного AQL, риск изготовителя, состоящий в том, что партия не будет принята, имеет тенденцию уменьшаться с увеличением на один шаг объема выборки и одновременным уменьшением на один шаг AQL, т.е. вниз по диагонали основных таблиц из верхнего правого угла. Значения вероятностей близки, но не идентичны значениям, приведенным в ИСО 2859-1. Риски изготовителя приведены в приложении М.
f) Объемы выборки: Объемы выборки при контроле по количественному признаку обычно меньше, чем объемы выборки при контроле по альтернативному признаку для одних и тех же кодов объема выборки. Это особенно верно для "" метода (см. таблицу А.2).
g) Двухступенчатые планы выборочного контроля: Двухступенчатые планы выборочного контроля по количественному признаку приведены в ИСО 3951-3.
h) Многоступенчатые планы выборочного контроля: В настоящем стандарте не рассмотрены многоступенчатые планы выборочного контроля.
i) Предел среднего выходного качества (AOQL): Понятие AOQL применяют, когда проводят сплошной контроль и разбраковку для непринятых партий. Из этого следует, что AOQL не может быть применен при разрушающих или дорогостоящих испытаниях. Поскольку планы контроля по количественному признаку обычно используют именно в этих ситуациях, таблицы AOQL не включены в настоящий стандарт.
7.2 Взаимосвязь с ИСО 3951-1
7.2.1 Аналогии
a) Настоящий стандарт дополняет ИСО 3951-1. Оба эти документа представляют одноступенчатые планы контроля по количественному признаку.
b) Процедуры ИСО 3951-1 включены в настоящий стандарт, но приведены как процедуры формы .
7.2.2 Различия
a) Настоящий стандарт является более общим, чем ИСО 3951-1, поскольку включает многоступенчатые процедуры для независимых характеристик качества при индивидуальном или объединенном контроле двух границ поля допуска.
b) Поскольку процедуры формы могут быть использованы для единственной характеристики качества с единственным AQL, настоящий стандарт включает также более общие процедуры формы
.
8 Защита потребителя
8.1 Использование индивидуальных планов
Настоящий стандарт предназначен для использования усиленного, нормального и ослабленного контроля на непрерывной серии партий для обеспечения защиты потребителя путем обеспечения уверенности изготовителя в том, что вероятность приемки достаточно велика, если качество продукции лучше AQL.
Иногда отдельные планы контроля в настоящем стандарте используют без правил переключения. Например, покупатель может использовать планы в целях только верификации. Это не является назначением настоящего стандарта. Его использование в этом случае не должно быть описано "как контроль в соответствии с настоящим стандартом". В такой ситуации настоящий стандарт просто представляет собрание индивидуальных планов контроля на основе AQL. Кривые оперативных характеристик и другие параметры плана должны быть в этом случае оценены самостоятельно.
8.2 Таблицы значений качества риска потребителя
Если серия партий не достаточна для применения правил переключения, рекомендуется ограничить выбор планов контроля планами, связанными с определяемым значением AQL, при которых качество риска потребителя не более установленного предельного уровня качества. Планы выборочного контроля могут быть отобраны на основе значения качества риска потребителя (CRQ) и связанного с ним значения риска потребителя. В приложении L приведены значения уровней качества риска потребителя для "" и "
" методов, соответствующих риску потребителя 10%.
Однако применение настоящего стандарта к отдельным партиям не допустимо, поскольку теория выборочного контроля по количественному признаку разработана для процессов. Для отдельных партий рекомендуется использовать планы контроля по альтернативному признаку в соответствии с ИСО 2859-2.
8.3 Таблицы значений риска изготовителя
В приложении М приведены формулы и таблицы для определения вероятности браковки партий для "" и "
" методов, когда доля несоответствующих единиц продукции процесса равна AQL. Эту вероятность называют риском изготовителя.
8.4 Кривые оперативных характеристик
Таблицы для качества риска потребителя и риска изготовителя включают данные только в двух точках на кривых оперативных характеристик. Степень защиты потребителя в соответствии с индивидуальным планом выборочного контроля для любого уровня качества процесса может быть оценена по кривой оперативной характеристики (ОС). Кривые ОС для нормального контроля и планов выборочного контроля "" методом в соответствии с настоящим стандартом приведены на графиках В-R ИСО 3951-1. Их следует использовать при выборе плана контроля. В ИСО 3951-1 также приведены таблицы В-R, в которых указаны уровни качества процесса для девяти стандартных вероятностей приемки и всех планов выборочного контроля "
" методом, установленным в настоящем стандарте.
Эти кривые ОС и таблицы предполагают наличие единственной границы поля допуска для "" метода. Большинство из них также обеспечивает хорошее приближение для "
" метода и случая объединенного контроля двух границ поля допуска, особенно для больших объемов выборки. Если требуются более точные значения ОС для "
" метода, то следует использовать приложение N.
9 Планирование
Выбор наиболее подходящего плана контроля по количественному признаку, если он существует, требует опыта по выбору плана контроля и знаний математической статистики и контролируемой продукции. Разделы 10-13 настоящего стандарта предназначены для помощи при выборе плана контроля. В данных разделах приведены факторы, которые следует при этом учитывать.
10 Выбор между контролем по количественному и альтернативному признакам
Первое, что необходимо решить, какой тип контроля следует применять в конкретной ситуации (по количественному или альтернативному признакам). При этом необходимо учитывать следующие экономические и организационные особенности:
a) Необходимо сравнить общие затраты на относительно простой контроль большого количества единиц продукции при контроле по альтернативному признаку с обычно более сложной процедурой контроля по количественному признаку, которая, как правило, требует много времени и является более дорогостоящей.
b) Контроль по количественному признаку позволяет получить более точную информацию о качестве продукции и раньше обнаружить неблагоприятные тенденции его изменений.
c) Схема контроля по альтернативному признаку является более понятной. Например, при контроле по количественному признаку может быть сложно осознать, что партия может быть отклонена по результатам измерений выборочных единиц, не имеющих несоответствий (см. примеры в 15.3.2.2 и 15.3.2.4.)
d) Сравнение объемов выборки, соответствующих одному и тому же AQL для стандартных планов контроля по количественному и альтернативному признакам (см. ИСО 2859-1) и стандартных планов настоящего стандарта, приведено в таблице А.2. Следует заметить, что наименьшие объемы выборки необходимы для "" метода (стандартное отклонение процесса известно). Объемы выборки для "
" метода (стандартное отклонение процесса неизвестно) также обычно существенно меньше, чем при контроле по альтернативному признаку.
e) При контроле по количественному признаку, как правило, используют контрольные карты.
f) Контроль по количественному признаку имеет существенные преимущества, если процесс контроля требует больших затрат, например, в случае разрушающего контроля.
g) Схема контроля по количественному признаку становится относительно более сложной при увеличении количества характеристик и выполняемых измерений.
h) Использование настоящего стандарта допустимо только в случае, когда есть основания полагать, что распределение результатов измерений каждой характеристики качества является нормальным и все они независимы. В случае отсутствия необходимых обоснований для использования настоящего стандарта требуется решение уполномоченной стороны.
Примечание 1 - Процедуры проверки наличия отклонений от нормального распределения приведены в ИСО 5479.
Примечание 2 - В разделе 2 ИСО 2854 приведены примеры графических методов, которые могут быть использованы для проверки соответствия данных нормальному распределению и обоснования использования контроля по количественному признаку.
11 Выбор между " " и "
" и " " методами
" методами
Если выбран контроль по количественному признаку, необходимо определить какой "" или "
" метод является более приемлемым. Объем выборки "
" метода всегда меньше, но до его применения значение "
" должно быть известно.
Первоначально необходимо начать с "" метода, но по распоряжению уполномоченной стороны, если качество продукции остается удовлетворительным, стандартные правила переключения позволяют перейти на ослабленный контроль и использовать меньший объем выборки.
Затем, если изменчивость процесса не будет возрастать, а партии будут удовлетворять условиям приемки, можно перейти на "" метод. Для "
" метода объем выборки обычно меньше, а критерий приемки более простой (см. 17.2). Однако необходимо вычислять стандартное отклонение выборки
для отчета и совершенствовать контрольные карты (см. раздел 22). Вычисление
может казаться излишним, но эта трудность больше кажущаяся, чем реальная. Методы вычисления
приведены в приложении J.
12 Выбор уровня контроля и AQL
Для стандартного плана выборочного контроля вместе с объемом партии и AQL определяют объем выборки. Соответствующие кривые ОС приведены на графиках В-R, и в таблицах В-R ИСО 3951-1 они показывают риск, соответствующий плану контроля.
На выбор уровня контроля и AQL влияет много факторов, главный из которых - баланс между общей стоимостью контроля и последствиями попадания несоответствующих единиц продукции к потребителю.
Необходимо использовать уровень контроля II, пока не возникнут обстоятельства, требующие перехода на другой уровень контроля.
13 Выбор схемы контроля
13.1 Стандартные планы
Стандартную процедуру контроля можно использовать только при непрерывном производстве партий.
Стандартная процедура использует уровень контроля II и начинается с "" метода. Эта процедура позволяет находить практически осуществимые планы и схемы выборочного контроля и основана на следующем порядке: сначала назначают AQL, затем - назначения параметров объема выборки и последним - предельный уровень качества.
Достоинством этой системы является то, что потребитель защищен правилами переключения (см. разделы 23, 24 и 25), которые при ухудшении качества быстро увеличивают жесткость контроля и прекращают контроль, если качество процесса остается хуже AQL.
Примечание - Предельный уровень качества - это качество, которому соответствует вероятность приемки 10%. На практике риск потребителя зависит от вероятности представления на контроль продукции низкого качества.
Если в определенных обстоятельствах предельный уровень качества имеет более высокий приоритет, чем объем выборки (например, при изготовлении только ограниченного количества партий), подходящий план в соответствии с настоящим стандартом может быть найден с помощью графика А (см. рисунок 2). Для этого строят вертикальную прямую через точку приемочного значения для предельного уровня качества и горизонтальную прямую через точку желательного качества с 95%-ной вероятностью приемки (т.е. приблизительно AQL). Точка пересечения этих прямых попадет на линию, отмеченную кодом объема выборки стандартного плана нормального контроля, который отвечает указанным требованиям, или под (ниже) нее. Это необходимо проверить с использованием кривой ОС (см. графики В-R ИСО 3951-1), соответствующей этому коду и AQL.
|
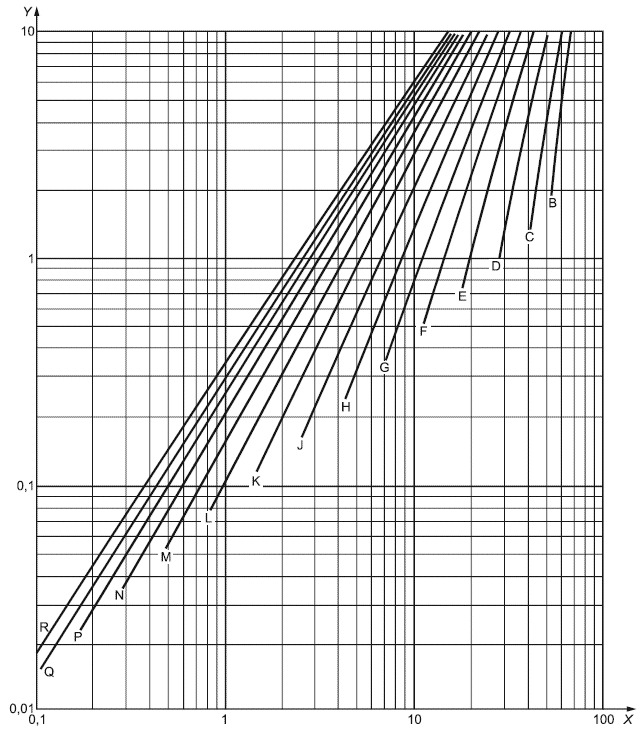
- предельный уровень качества, т.е. уровень несоответствий, соответствующий вероятности приемки 10% в виде процента несоответствующих единиц продукции;
- уровень несоответствий в процентах несоответствующих единиц продукции, соответствующий вероятности приемки 95%;
Коды объема выборки показаны полужирным шрифтом.
Рисунок 2 - График А. Код объема выборки стандартных одноступенчатых планов контроля для установленных уровней несоответствий с вероятностями приемки 95% и 10%
Методы настоящего стандарта не применимы к короткой серии партий или отдельным партиям. Если количество партий менее 10, следует использовать планы контроля по альтернативному признаку.
Пример - Если приемочное значение для предельного уровня качества составляет 1,5% несоответствующих единиц продукции, а желательное качество с 95%-ной вероятностью приемки составляет 0,15% несоответствующих единиц продукции, вертикальная прямая на графике для 1,5% и горизонтальная прямая для 0,15% пересекаются только ниже линии, соответствующей коду L. (Проверка графика L ИСО 3951-1 подтверждает, что план с кодом объема выборки L и AQL 0,15% отвечает перечисленным требованиям.)
Если линии пересекаются на графике А выше линии с кодом R, это означает, что может потребоваться слишком большой объем выборки, и эти требования не могут быть выполнены ни одним из планов контроля настоящего стандарта.
13.2 Специальные планы
Если стандартные планы не приемлемы, то необходимо разработать специальный план. В этом случае необходимо решить, какая комбинация AQL предельного уровня качества и объема выборки является наиболее подходящей, учитывая, что только любые два из них могут быть назначены независимо, а значение третьей является следствием сделанного выбора.
Этот выбор имеет ограничения. Объем выборки должен быть целым числом. Если необходим специальный план контроля, он должен быть разработан только с помощью специалиста в области статистики, имеющего соответствующий опыт.
14 Предварительные действия
Перед началом контроля по количественному признаку необходимо выполнить следующие действия:
a) Убедиться, что производство является непрерывным, а распределения характеристик качества можно считать нормальными и независимыми;
Примечание 1 - Для проверки распределения на отклонение от нормального распределения см. ИСО 5479.
Примечание 2 - Если партии проходят разбраковку с удалением несоответствующих единиц продукции до приемочного контроля, то распределение характеристик качества будет усеченным и настоящий стандарт не может быть использован.
b) Проверить для каждой характеристики качества отдельно - должен ли использоваться первоначально "" метод, устойчиво ли стандартное отклонение процесса, известно ли значение
, когда следует применять "
" метод;
c) Проверить, что уровень контроля, который будет использоваться, установлен. Если уровень контроля не задан, необходимо использовать уровень контроля II;
d) Установить для каждой характеристики качества с двумя границами поля допуска, какой контроль (объединенный, индивидуальный или сложный) следует проводить и для какого класса несоответствий была назначена каждая граница поля допуска. Для объединенного контроля необходимо проверить, что несоответствия вне каждой границы поля допуска имеют равную значимость;
e) Проверить, что AQL установлен для каждого класса несоответствий и является одним из предпочтительных AQL настоящего стандарта. Если это не так, то таблицы настоящего стандарта не применимы.
15 Стандартные процедуры "" метода для единственной характеристики качества
15.1 Определение плана, отбор выборки и предварительные вычисления
Процедура определения плана контроля и его выполнения состоит в следующем:
а) В соответствии с установленным уровнем контроля (обычно уровень II) и объемом партии по таблице А.1 определяют код объема выборки.
b) Для единственной границы поля допуска в соответствии с кодом объема выборки и AQL по таблицам В.1, В.2 или В.3 определяют объем выборки и контрольный норматив
формы
. При индивидуальном контроле двух границ поля допуска эти действия выполняют для каждой границы поля допуска. При объединенном контроле двух границ поля допуска для определения объема выборки
и контрольного норматива формы
следует использовать таблицы G.1, G.2 или G.3. При сложном контроле таблицы G.1, G.2 или G.3 используют дважды, один раз для объединенного контроля, а второй раз с меньшим AQL для более ответственной границы поля допуска.
c) Отбирают случайную выборку объема , измеряют характеристику качества
для каждой единицы продукции и определяют выборочное среднее
и выборочное стандартное отклонение процесса
(см. приложение J). Если
находится вне границ поля допуска, партию отклоняют независимо от значения
. Однако
необходимо вычислять для целей регистрации.
15.2 Критерий приемки формы для "
" метода
Если задана единственная граница поля допуска или необходим индивидуальный контроль каждого из двух границ поля допуска, наиболее простая процедура состоит в следующем. Вычисляют статистику качества
![]() и/или
и/или ![]()
соответственно, а затем сравнивают ее ( или
) с контрольным нормативом формы
, определенным по таблицам В.1, В.2 или В.3 для нормального, усиленного или ослабленного контроля соответственно. Если статистика качества больше или равна контрольному нормативу, партию принимают. В противном случае партию отклоняют.
Таким образом, если задана только верхняя граница поля допуска , партию принимают, если
![]() , и отклоняют, если
, и отклоняют, если ![]() .
.
Если задана только нижняя граница поля допуска , партию принимают, если
![]() , и отклоняют, если
, и отклоняют, если ![]() .
.
При индивидуальном контроле границ поля допуска контрольные нормативы и
формы
для
и
могут быть различными. В этом случае партию принимают, если
![]() и
и ![]() , и отклоняют, если
, и отклоняют, если ![]() и/или
и/или ![]() .
.
Пример 1 - Единственная верхняя граница поля допуска
Максимальная температура процесса в устройстве 60 °С. Производство контролируют партиями по 100 единиц продукции. Уровень контроля II, нормальный контроль с AQL=2,5%. В соответствии с таблицей А.1 код объема выборки - F. В соответствии с таблицей В.1 объем выборки 13, контрольный норматив
1,405. Результаты измерений: 53; 57; 49; 58; 59; 54; 58; 56; 50; 50; 55; 54; 57 °С.
Необходимая информация | Полученные значения |
Объем выборки: |
|
Выборочное среднее: |
|
Выборочное стандартное отклонение: |
|
Верхняя граница поля допуска: |
|
Верхняя статистика качества: |
|
Критерий приемки формы |
|
Критерий приемки: | Да (1,617 |

Партия удовлетворяет критерию приемки и поэтому должна быть принята.
Пример 2 - Единственная нижняя граница поля допуска, требующая использования стрелки в основной таблице.
Пиротехнический механизм имеет установленное минимальное время задержки 4,0 с. Производство контролирует партию по 1000 единицам продукции с уровнем контроля II при нормальном контроле с AQL=0,10% для нижней границы поля допуска. В соответствии с таблицей А.1 код объема выборки - J. В соответствии с таблицей А.2 объем выборки для "" метода равен 35. Однако в таблице В.1 для кода объема выборки J и AQL=0,10% находится стрелка, указывающая на клетку ниже. Это означает, что подходящего плана контроля не существует и необходимо применять следующий лучший план для данного объема выборки, т.е. план с объемом выборки 50 и контрольным нормативом
2,569.
Результаты измерений времени задержки у 50 механизмов в секундах:
6,95 | 6,04 | 6,68 | 6,63 | 6,65 | 6,52 | 6,59 | 6,86 | 6,57 | 6,91 |
6,40 | 6,44 | 6,34 | 6,04 | 6,15 | 6,29 | 6,63 | 6,70 | 6,67 | 6,67 |
6,44 | 7,15 | 6,70 | 6,59 | 6,51 | 6,80 | 5,94 | 5,92 | 6,56 | 6,53 |
6,35 | 7,17 | 6,83 | 6,25 | 6,96 | 7,00 | 6,38 | 6,83 | 6,29 | 6,39 |
6,80 | 5,84 | 6,16 | 6,25 | 6,57 | 6,71 | 6,77 | 6,55 | 6,87 | 6,25 |
Необходимая информация | Полученные значения |
Объем выборки: |
|
Выборочное среднее: |
|
Выборочное стандартное отклонение | 0,310 с |
Нижняя граница поля допуска: |
|
Нижняя статистика качества: |
|
Контрольный норматив формы |
|
Критерий приемки: | Да (8,147 |
 (см. J.1.2, приложение J),
(см. J.1.2, приложение J),Партия удовлетворяет критерию приемки и поэтому должна быть принята.
15.3 Критерий приемки формы для "
" метода
15.3.1 Введение
Настоящий стандарт устанавливает форму "
" метода. Форму
применяют к единственной характеристике качества или единственной границе поля допуска, или к двум границам поля допуска при их индивидуальном контроле. Форму
применяют намного более широко, в том числе как к одной, так и к нескольким характеристикам с любой комбинацией одной или двух границ поля допуска при объединенном индивидуальном или сложном контроле.
15.3.2 Объединенный контроль для "" метода
15.3.2.1 Общие положения
Если для "" метода с единственной характеристикой качества необходим объединенный или сложный контроль двух границ поля допуска, когда задан AQL для процента несоответствующих единиц продукции процесса вне обеих границ поля допуска, сначала следует проверить, что выборочное стандартное отклонение
не является слишком большим. Если значение
превышает максимальное выборочное стандартное отклонение (
![]() ), приведенное в таблицах D.1, D.2 или D.3, дальнейшие вычисления не требуются и партия должна быть немедленно отклонена.
), приведенное в таблицах D.1, D.2 или D.3, дальнейшие вычисления не требуются и партия должна быть немедленно отклонена.
Если значение не превышает
![]() , то должна быть вычислена оценка
, то должна быть вычислена оценка доли несоответствующих единиц продукции процесса. Оценку
сравнивают с контрольным нормативом формы
. Партию принимают, если
![]() , и отклоняют, если
, и отклоняют, если ![]() , где
, где ![]() ,
,
 ,
,
 .
.
![]() - функция распределения симметричного бета-распределения с обоими параметрами, равными
- функция распределения симметричного бета-распределения с обоими параметрами, равными ![]() (см. приложение K).
(см. приложение K).
Форма может также быть применена к единственной границе поля допуска, однако в этом случае применение формы
проще, поскольку не требуется определения оценки доли несоответствующих единиц продукции процесса.
При отсутствии таблиц бета-распределения или соответствующего программного обеспечения необходимо использовать одну из следующих трех процедур в зависимости от объема выборки.
15.3.2.2 Объединенный контроль для "" метода с
3
В соответствии с таблицами В.1, В.2 и В.3 необходимый объем выборки 3 для "
" метода с кодом объема выборки В при нормальном и усиленном контроле и с кодами объема выборки В-D при ослабленном контроле.
Если требуется проведение объединенного контроля двух границ поля допуска, то после вычисления и
из первой строки таблицы D.1, D.2 или D.3 должно быть найдено значение
. Затем определяют максимальное стандартное отклонение выборки (т.е. допустимый максимум
) по формуле
![]() .
.
Значение сравнивают с
. Если
больше
, то партия должна быть отклонена без дальнейших вычислений.
В противном случае определяют значения ![]() и/или
и/или ![]() . Умножают
. Умножают и/или
на
![]() (т.е. приближенно на 0,866) и используют таблицу F.1 для определения оценок
(т.е. приближенно на 0,866) и используют таблицу F.1 для определения оценок и/или
из доли несоответствующих единиц продукции процесса выше верхней и/или ниже нижней границы поля допуска соответственно.
Примечание 1 - Отрицательные значения соответствуют оценкам доли несоответствующих единиц продукции процесса более 0,5 в границах поля допуска и, следовательно, всегда будут приводить к отклонению партии согласно условиям настоящего стандарта. Однако для отчета оценка доли несоответствующих единиц продукции процесса может быть получена по таблице F.1 для абсолютного значения
![]() и вычитанием полученного значения из 1,0. Например, если
и вычитанием полученного значения из 1,0. Например, если -0,156, то
![]() -0,135; таблица F.1 для 0,135 дает оценку 0,4569. Вычитание этого значения из 1,0 дает
-0,135; таблица F.1 для 0,135 дает оценку 0,4569. Вычитание этого значения из 1,0 дает 0,5431.
Примечание 2 - Обоснование таблицы F.1 приведено в приложении K. Если 3, можно не использовать таблицу F.1, а вычислять оценку доли несоответствующих единиц продукции процесса вне каждой границы поля допуска непосредственно
Для получения оценки
и
складывают,
![]() . Если
. Если не превышает значение
, приведенное в таблицах G (т.е. в таблице G.1 для нормального контроля, таблице G.2 для усиленного контроля или таблице G.3 для ослабленного контроля), партию принимают, в противном случае партию отклоняют.
Пример - Объединенный контроль для двух границ поля допуска с объемом выборки 3.
Торпеды, поставляемые в партиях по 100 шт. контролируют на точность стрельбы в горизонтальной плоскости. Положительные или отрицательные угловые ошибки одинаково недопустимы, поэтому применяют общий AQL для обеих границ поля допуска. Границы поля допуска на отклонение торпеды составляют 10 метров при стрельбе с расстояния 1 км, AQL=4%. Поскольку испытания являются разрушающими и очень дорогостоящими, было достигнуто соглашение между изготовителем и уполномоченной стороной, что должен использоваться специальный уровень контроля S-2. В соответствии с таблицей А.1 код объема выборки В. В соответствии с таблицей А.2 объем выборки 3. В результате испытаний трех торпед зафиксированы отклонения - 5,0; 6,7 и 8,8 м.
Необходимая информация | Полученное значение |
Объем выборки: |
|
Выборочное среднее: |
|
Выборочное стандартное отклонение: |
|
Значение |
|
|
|
 (см. J.1.2, приложение J.)
(см. J.1.2, приложение J.)Так как 7,436,
![]() 9,48 и
9,48 и ![]() , необходимо продолжить вычисления.
, необходимо продолжить вычисления.
|
|
|
|
| 0,757 |
| 1,572 |
| 0,2267 |
| 0,0000 |
|
|
|
|
Так как ![]() , партию отклоняют.
, партию отклоняют.
Примечание - Партию отклоняют несмотря на то, что все отклонения находятся в границах поля допуска.
15.3.2.3 Объединенный контроль для "" метода с
4
В соответствии с таблицами В.1, В.2 и В.3 необходимый объем выборки 4 для "
" метода с кодом объема выборки С при нормальном, усиленном контроле и с кодом объема выборки Е при ослабленном контроле.
После вычисления выборочного среднего и выборочного стандартного отклонения
из второй строки таблицы D.1, D.2 или D.3 находят значение
. Определяют максимальное выборочное стандартное отклонение по формуле
![]() .
.
Затем сравнивают с
![]() . Если
. Если больше
![]() , то партия может быть отклонена без дальнейших вычислений.
, то партия может быть отклонена без дальнейших вычислений.
В противном случае определяют значения ![]() и
и ![]() . Затем вычисляют
. Затем вычисляют
 (1)
(1)
 (2)
(2)
Оценки и
складывают и получают оценку
![]() общей доли несоответствующих единиц продукции процесса. Если
общей доли несоответствующих единиц продукции процесса. Если не превышает
, приведенного в таблицах G (т.е. таблице G.1 для нормального контроля, таблице G.2 для усиленного контроля или таблице G.3 для ослабленного контроля), партию принимают. В противном случае партию отклоняют.
Примечание - Обоснование уравнений (1) и (2) приведено в приложении K.
Пример - Объединенный контроль двух границ поля допуска для объема выборки 4.
Продукцию изготовляют в партиях по 25 шт. Нижняя и верхняя границы поля допуска на диаметр - 82 и 84 мм. Поскольку отклонение диаметра в обе стороны одинаково нежелательно, использован AQL=2,5% с уровнем контроля II. В начале контроля должен быть установлен нормальный контроль. В соответствии с таблицей А.1 кодом объема выборки является С. В соответствии с таблицей А.2 необходим объем выборки 4. Результаты измерений диаметров четырех изделий первой партии составили 82,4; 82,2; 83,1 и 82,3 мм.
Необходимая информация | Полученное значение |
Объем выборки: |
|
Выборочное среднее: |
|
Выборочное стандартное отклонение: |
|
Верхняя граница поля допуска: |
|
Нижняя граница поля допуска: |
|
Значение |
|
|
|
 (см. J.1.2, приложение J)
(см. J.1.2, приложение J)Поскольку 0,4082,
![]() 0,752 и
0,752 и ![]() необходимо продолжить вычисления.
необходимо продолжить вычисления.
|
|
|
|
|
|
|
|
|
|
|
|
Так как ![]() , партию принимают.
, партию принимают.
15.3.2.4 Объединенный контроль для "" метода с
5
После вычисления выборочного среднего и выборочного стандартного отклонения
по таблицам D.1, D.2 или D.3 находят значение
. Определяют максимальное выборочное стандартное отклонение (т.е. допустимый максимум
) по формуле
![]() .
.
Затем сравнивают с
. Если
больше
, то партия может быть отклонена без дальнейших действий.
В противном случае вычисляют верхнюю и нижнюю статистику качества ![]() и
и ![]() . Если доступны таблицы функции бета-распределения или соответствующее программное обеспечение, определяют оценки
. Если доступны таблицы функции бета-распределения или соответствующее программное обеспечение, определяют оценки и
в соответствии с K.2.1. В противном случае применяют метод, приведенный в K.3.
Пример - Объединенный контроль двух границ поля допуска, когда объем выборки равен 5 или больше.
Минимальная температура процесса для определенного устройства равна 60 °С, а максимальная температура равна 70 °С. Продукцию изготавливают партиями по 96 шт. Уровень контроля II, нормальный контроль, AQL=1,5. В соответствии с таблицей А.1 код объема выборки - F; в соответствии с таблицей А.2 объем выборки равен 13, а в соответствии с таблицей D.1 0,274. Результаты измерений: 63,5; 62,0; 65,2; 61,7; 69,0; 67,1; 60,0; 66,4; 62,8; 68,0; 63,4; 60,7; 65,8 °С.
Необходимая информация | Полученное значение |
Объем выборки: |
|
Выборочное среднее: |
|
Выборочное стандартное отклонение: |
|
Верхняя граница поля допуска: |
|
Нижняя граница поля допуска: |
|
Значение |
|
|
|
 (см. J.1.2, приложение J)
(см. J.1.2, приложение J)Поскольку ![]() , партия должна быть отклонена.
, партия должна быть отклонена.
Примечание - Эту партию отклоняют несмотря на то, что все изделия в выборке не выходят за границы поля допуска.
Если AQL=4,0%, то значение 0,328, таким образом,
![]() 3,28 °С. Поскольку теперь
3,28 °С. Поскольку теперь меньше
, то принять решение о приемке или браковке партии невозможно и требуются дальнейшие вычисления.
Существуют два метода завершения необходимых вычислений. Первый применяют, когда доступны таблицы или программное обеспечение для функции бета-распределения (см. K.2.1).
Необходимая информация | Полученное значение |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Общая доля несоответствующих единиц продукции процесса
![]()
Поскольку ![]() партию принимают.
партию принимают.
15.3.2.5 Объединенный контроль для "" метода с
5. Приближенный метод
Если таблицы бета-распределения или программное обеспечение недоступны, рекомендуется применять достаточно точный приближенный метод, описанный в K.3. Метод показан на основе предыдущего примера.
Пример
Необходимая информация | Полученное значение |
| 1,9998 |
| 0,19957 |
|
|
|
|
|
|
Поскольку |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Общая доля несоответствующих единиц продукции процесса:
![]() .
.
Поскольку ![]() , партию принимают.
, партию принимают.
Примечание - Результат использования приближенного метода отличается от точного значения только на единицу в четвертом знаке.
15.3.3 Индивидуальный контроль для "" метода
Если к каждой границе поля допуска применяют индивидуальный контроль, для определения значений и
используют таблицы G.1, G.2 или G.3 со своим кодом объема выборки и своим AQL. Критерий приемки в этом случае имеет вид
![]() и
и ![]() .
.
15.3.4 Сложный контроль для "" метода
Сложный контроль включает в себя объединенный контроль с двумя границами поля допуска и индивидуальный контроль одной из границ поля допуска с меньшим AQL. Поэтому партию принимают, если ![]() и
и ![]() или
или ![]() .
.
16 Стандартные процедуры "" метода для нескольких независимых характеристик качества
16.1 Общая методология
Общая методология работы с классом, описываемым независимыми характеристиками качества, следующая. Для оценки доли несоответствующих единиц продукции процесса справедлива формула
![]() ,
,
где - оценка доли несоответствующих единиц продукции для
-й характеристики качества.
Примечание - Если все оценки ,
, ...,
не превышают 0,01, то оценка
приблизительно равна сумме индивидуальных оценок
![]() .
.
Если существует только один класс, например класс А, то оценку доли несоответствующих единиц продукции процесса можно обозначить . В этом случае партии принимают, если
![]() .
.
В противном случае партию отклоняют.
- контрольный норматив формы
, определяемый по таблицам G (т.е. по таблице G.1 для нормального контроля, таблице G.2 для усиленного контроля или таблице G.3 для ослабленного контроля) для соответствующих классу кода объема выборки и AQL.
Если существует больше двух классов (классы А, В, ...) с соответствующими значениями ,
, ..., партию принимают, если справедливы неравенства
![]() и
и ![]() и т.д. для всех классов.
и т.д. для всех классов.
При наличии нескольких классов несоответствий класс А является наиболее значимым и имеет самый низкий AQL и поэтому самый маленький контрольный норматив формы . Класс В содержит несоответствия следующего более низкого уровня значимости с более высоким AQL и
и так далее.
16.2 Пример
Пример - Продукция имеет пять независимых характеристик качества ,
,
,
и
, стандартные отклонения процесса для которых неизвестны. Код объема выборки -
, объем выборки
25, нормальный контроль для всех пяти характеристик качества. Результаты контроля приведены в таблице 2.
Таблица 2 - Результаты контроля для пяти характеристик качества с неизвестным стандартным отклонением процесса
Харак- | Границы поля допуска | Тип контроля | Класс | Выбо- | Выбо- | Ста- |
| |
| индивидуальный | А |
|
| 3,0000 | 0,1875 | 0,000418 | |
| индивидуальный | В |
|
| 2,0000 | 0,2917 | 0,019134 | |
| объединенный | А |
|
| 3,0000 | 0,1875 | 0,000418 | |
| индивидуальный | В |
|
| 2,7500 | 0,2135 | 0,001380 | |
| сложный, т.е. объединенный и индивидуальный | А |
|
| 3,2000 | 0,1667 | 0,000140 |
AQL для класса А равен 0,25%, AQL для класса В равен 1,0%. В соответствии с таблицей G.1 контрольные нормативы формы имеют вид:
0,01012 и
0,03010.
Оценка доли несоответствующих единиц продукции для класса А имеет вид:

Оценка доли несоответствующих единиц продукции для класса В имеет вид:

Так как ![]() и
и ![]() , партию принимают.
, партию принимают.
Примечание - Приближенные оценки доли несоответствующих единиц продукции процесса для каждого класса получают сложением оценок для соответствующих характеристик.
![]() ,
,
![]() .
.
17 Стандартные процедуры "" метода для единственной характеристики качества
17.1 Определение плана отбора выборки и предварительные вычисления
"" метод может быть использован только в случае, когда есть основание полагать, что стандартное отклонение процесса
является постоянным и его значение известно.
По таблице А.1 определяют код объема выборки. Затем в зависимости от тяжести контроля по таблице С.1, С.2 или С.3 в соответствии с кодом объема выборки и AQL определяют объем выборки и контрольный норматив
.
Отбирают случайную выборку объема , измеряют контролируемую характеристику качества
для всех элементов выборки и вычисляют выборочное среднее
, а также выборочное стандартное отклонение
для контроля стабильности стандартного отклонения процесса (см. раздел 19).
17.2 Критерий приемки для единственной границы поля допуска или индивидуального контроля
Критерий приемки может быть найден в соответствии с процедурой, установленной для "" метода. Сначала заменяют
, полученное по отдельным выборкам, на предполагаемое известное значение стандартного отклонения процесса
, и затем сравнивают расчетное значение
со значением контролируемого норматива
, определенного по одной из таблиц С.1, С.2 или С.3.
Критерий приемки ![]() для верхней границы поля допуска может быть записан в виде
для верхней границы поля допуска может быть записан в виде ![]() . Поскольку значения
. Поскольку значения ,
и
известны заранее, приемочное значение
![]() должно быть определено до начала контроля.
должно быть определено до начала контроля.
Для верхней границы поля допуска партию принимают, если ![]() , и отклоняют, если
, и отклоняют, если ![]() .
.
Для нижней границы поля допуска партию принимают, если ![]() , и отклоняют, если
, и отклоняют, если ![]() .
.
Пример - "" метод для единственной границы поля допуска.
Установленный минимальный предел текучести для стальных брусков равен 400 Н/мм. На контроль представлена партия из 500 брусков. Уровень контроля II, нормальный контроль, AQL=1,5%. Значение
предполагают равным 21 Н/мм
. В соответствии с таблицей А.1 код объема выборки - Н. В соответствии с таблицей С.1 для AQL=1,5% объем выборки
12 и
1,613. Предел текучести брусков выборки: 431; 417; 469; 407; 450; 452; 427; 411; 429; 420; 400; 445 Н/мм
.
Необходимая информация, | Полученное значение |
Контрольный норматив: |
|
Известное |
|
Произведение: |
|
Нижняя граница поля допуска: |
|
Нижнее приемочное значение: |
|
Сумма результатов измерений: |
|
Объем выборки: |
|
Выборочное среднее: |
|
Критерий приемки: | Нет |
Поскольку выборочное среднее партии не удовлетворяет критерию приемки, партию отклоняют.
Для двух границ поля допуска с индивидуальным контролем партию отклоняют, если больше
![]() , определенного по таблице Е.2. Если
, определенного по таблице Е.2. Если ![]() , определяют контрольные нормативы для верхней и нижней границ поля допуска
, определяют контрольные нормативы для верхней и нижней границ поля допуска и
. Партию принимают, если
![]() и
и ![]() ,
,
партию отклоняют,
если ![]() и
и ![]() .
.
17.3 Критерий приемки объединенного или сложного контроля для двух границ поля допуска
В случае объединенного контроля верхней и нижней границ поля допуска, когда используют единый AQL, для процента несоответствующих единиц продукции процесса вне обеих границ поля допуска рекомендуется применять описанную ниже процедуру.
a) До отбора выборки определяют значение по таблице Е.1 (для объединенного контроля) с единым AQL или по таблице Е.3 (для сложного контроля с двумя AQL).
b) Вычисляют максимальное допустимое значение стандартного отклонения процесса ![]() по формуле
по формуле ![]() .
.
c) Сравнивают значение стандартного отклонения процесса с
. Если
больше
, процесс является неприемлемым и выборочный контроль прекращают, пока не будет продемонстрировано, что изменчивость процесса уменьшена.
d) Если ![]() , то для объема партии и данного уровня контроля определяют по таблице А.1 код объема выборки.
, то для объема партии и данного уровня контроля определяют по таблице А.1 код объема выборки.
e) По таблицам G.1, G.2 или G.3 для заданных кода объема выборки и жесткости контроля (т.е. нормальный, усиленный или ослабленный контроль) определяют объем выборки и контрольный норматив
.
f) Отбирают из партии случайную выборку объема и вычисляют выборочное среднее
.
g) Используя метод, приведенный в K.2.2, вычисляют ,
и
![]() .
.
h) Если ![]() , партию отклоняют для объединенного и для сложного контроля без дальнейших вычислений.
, партию отклоняют для объединенного и для сложного контроля без дальнейших вычислений.
i) Для объединенного контроля партию принимают, если ![]() .
.
j) Для сложного контроля по таблицам G.1, G.2 или G.3 определяют контрольный норматив для единственной границы поля допуска ( - для верхней границы поля допуска или
- для нижней границы поля допуска). Для сложного контроля с верхней границей поля допуска партию принимают, если
![]() и
и ![]() . Для сложного контроля с нижней границей поля допуска партию принимают, если
. Для сложного контроля с нижней границей поля допуска партию принимают, если ![]() и
и ![]() .
.
Пример - Объединенный контроль "" методом.
Требования к резисторам составляют 520±50 Ом. Резисторы изготавливают партиями по 2500 шт. Уровень контроля II, нормальный контроль, AQL=4% для обеих границ поля допуска (470 Ом и 570 Ом). Известно, что 21,0 Ом. В соответствии с таблицей А.1 для данных объема партии и уровня контроля код объема выборки - K. В соответствии с таблицей А.2 для нормального контроля объем выборки
18. Значения сопротивлений в Ом составляли: 515; 491; 479; 507; 543; 521; 536; 483; 509; 514; 507; 484; 526; 552; 499; 530; 512; 492.
Необходимая информация | Полученное значение |
Коэффициент таблицы Е.1: |
|
Верхняя граница поля допуска: |
|
Нижняя граница поля допуска: |
|
Максимальное стандартное отклонение процесса | |
|
|
Известное значение |
|
(Поскольку | |
Объем выборки: |
|
Контрольный норматив |
|
Верхняя граница |
|
Нижняя граница |
|
Сумма результатов измерений: |
|
Выборочное среднее: |
|
Так как ![]() (498,14
(498,14511,11
541,86), партию принимают.
Все вычисления, кроме последних двух строк, должны быть выполнены до отбора.
Если, например, известно и равно 25, то оно больше
![]() , и поэтому выборочный контроль проводить не нужно.
, и поэтому выборочный контроль проводить не нужно.
18 Стандартные процедуры "" метода для нескольких характеристик качества
18.1 Общая методология
Общая методология работы с классом, описываемым независимыми характеристиками качества
,
, ...,
для "
" метода, аналогична процедурам "
" метода в этой ситуации. Для оценки доли несоответствующих единиц продукции процесса справедлива формула
![]() ,
,
где - оценка доли несоответствующих единиц продукции для
-й характеристики качества.
Если существует только один класс, например класс А, то оценку доли несоответствующих единиц продукции процесса для класса можно обозначить . В этом случае партию принимают, если
![]() . В противном случае партию отклоняют. Контрольный норматив
. В противном случае партию отклоняют. Контрольный норматив формы
определяют по таблицам G (т.е. по таблице G.1 для нормального контроля, таблице G.2 для усиленного контроля или таблице G.3 для ослабленного контроля) для соответствующих кода объема выборки и AQL.
Если существует более двух классов (класс А, класс В) с соответствующими значениями ,
, партию принимают, при условии, если
![]() ,
, ![]() для всех классов.
для всех классов.
При наличии нескольких классов несоответствий, обычно класс А является наиболее значимым и имеет самый низкий AQL и поэтому самый маленький контрольный норматив формы . Класс В содержит несоответствия следующего, более низкого уровня значимости, и имеет более высокий AQL и значение
и так далее.
Единственным отличием от "" метода с несколькими характеристиками качества является то, что долю несоответствующих единиц продукции процесса для каждой характеристики качества оценивают в соответствии с K.2.2 вместо K.2.1.
18.2 Пример
Ниже использованы данные примера 16.2.
Пример - Продукция имеет пять независимых характеристик качества ,
,
,
и
, стандартные отклонения процесса для которых известны. Код объема выборки - Н, объем выборки - 12, нормальный контроль для всех пяти характеристик качества. Результаты контроля приведены в таблице 3.
Для класса AQL=0,25%. Для класса В AQL=1,0%. В соответствии с таблицей G.1 контрольные нормативы формы равны
0,01012 и
0,03010.
Таблица 3 - Результаты контроля для пяти характеристик качества с известными стандартными отклонениями процесса
Харак- | Границы поля допуска | Выбо- | Выборочное стан- | Тип контроля | Стати- |
| Класс | |
|
|
| индивидуальный | 3,0000 | 3,1334 | 0,000864 | А | |
|
|
| индивидуальный | 2,0000 | 2,0889 | 0,018357 | В | |
|
|
| объединенный | 3,0000 | 3,1334 | 0,000864 | А | |
|
|
| индивидуальный | 2,7500 | 2,8723 | 0,002038 | В | |
|
|
| сложный, т.е. объединенный и индивидуальный | 3,2000 | 3,3423 | 0,000415 | А |
Оценка доли несоответствующих единиц продукции для класса А

Оценка доли несоответствующих единиц продукции для класса В

Так как ![]() ,
, ![]() , партию принимают.
, партию принимают.
19 Стандартные процедуры объединенного контроля "" и "" методами для нескольких независимых характеристик качества
19.1 Общая методология
Возможна ситуация, когда стандартные отклонения процесса для одних характеристик качества известны, а для других неизвестны. Общая методология работы с таким классом, для которого применяют независимых характеристик качества, остается прежней. Оценку доли несоответствующих единиц продукции процесса определяют по формуле:
![]() .
.
Если существует один класс, например класс А, то оценку доли несоответствующих единиц продукции процесса для класса можно обозначить . В этом случае партию принимают, если
![]() . В противном случае партию отклоняют. Контрольный норматив
. В противном случае партию отклоняют. Контрольный норматив формы
определяют по таблицам G (т.е. по таблице G.1 для нормального контроля, таблице G.2 для усиленного контроля или таблице G.3 для ослабленного контроля) для соответствующих
кода объема выборки и AQL.
_______________
Текст документа соответствует оригиналу. - .
Если существуют два или более классов (класс А, класс В и т.д.) с соответствующими значениями ,
и т.д., партию принимают при условии, если справедливы неравенства
![]() ,
, ![]() и т.д. для всех классов.
и т.д. для всех классов.
Различие между этой процедурой и процедурами, приведенными в разделах 16 и 18, состоит в том, что для характеристик качества с неизвестными стандартными отклонениями процесса требуется один объем выборки, а для характеристик качества с известными стандартными отклонениями процесса требуются меньшие объемы выборки. Кроме того, оценки доли несоответствующих единиц продукции процесса для каждой характеристики качества в зависимости от информации о стандартном отклонении процесса определяют в соответствии с K.2.1 или K.2.2.
19.2 Пример
Пример - Продукция имеет пять независимых характеристик качества ,
,
,
и
. Однако только характеристики
и
имеют известные стандартные отклонения процесса. Код объема выборки - Н, при нормальном контроле для всех пяти характеристик качества объем выборки равен 12 или 25 в зависимости от того, известно или нет стандартное отклонение процесса. Исходные данные и результаты контроля приведены в таблице 4.
Для класса A AQL=0,25%. Для класса B AQL=1,0%. В соответствии с таблицей G.1 0,01012 и
0,03010.
Оценка доли несоответствующих единиц продукции для класса А:

Таблица 4 - Исходные данные и результаты контроля для пяти характеристик качества с известным и неизвестным стандартным отклонением процесса
Харак- | Границы поля допуска | Объем выбо- | Выбо- | Выбо- | Тип контроля | Стати- |
|
| Класс | |
| 12 |
|
| индиви- | 3,0000 | 3,1334 | 0,000864 | А | ||
| 25 |
|
| индиви- | 2,0000 | 0,2917 | 0,019134 | В | ||
| 25 |
|
| объеди- | 3,0000 | 0,1875 | 0,000418 | А | ||
| 12 |
|
| индиви- | 2,7500 | 2,8723 | 0,002038 | В | ||
| 25 |
|
| сложный: т.е. индиви- | 3,2000 | 0,1667 | 0,000140 | А |
Оценка доли несоответствующих единиц продукции для класса В
Так как ![]() и
и ![]() , партию принимают.
, партию принимают.
20 Условия продолжения контроля
Для эффективного выполнения плана выборочного контроля по количественному признаку необходимо выполнение следующих условий:
a) контролируемая характеристика качества подчиняется нормальному распределению;
b) проводится постоянная регистрация результатов контроля и всех полученных данных;
c) выполняются предусмотренные правила переключения.
21 Нормальное распределение и выбросы
21.1 Нормальное распределение
Уполномоченная сторона до начала контроля должна проверить, что контролируемая характеристика качества подчиняется нормальному распределению. В случае сомнений необходимо проконсультироваться со специалистом в области статистики о возможности применения контроля по количественному признаку и необходимости выполнения проверки на отклонение от нормального распределения по ИСО 5479. Нормальность следует периодически подтверждать, особенно если произошли существенные изменения производства, персонала, материалов или технологий.
21.2 Выбросы
Выброс - это наблюдение (результат измерений), который существенно отклоняется от других наблюдений в выборке. Единственный выброс, даже если он находится внутри границ поля допуска, дает увеличение дисперсии, изменяет выборочное среднее и может, следовательно, привести к отклонению партии (см. например, ИСО 5725-2.). Если обнаружены выбросы, распоряжение партией должно быть предметом переговоров между поставщиком и потребителем.
22 Отчеты
22.1 Контрольные карты
Одно из преимуществ контроля по количественному признаку - наличие возможности выявления изменений характеристик качества продукции и проведения действий, предупреждающих появление недопустимого уровня качества. Однако это возможно только при наличии постоянной регистрации данных контроля.
Независимо от используемого метода ("" или "
" метод) необходимо фиксировать значения
и
, предпочтительно в форме контрольных карт (см. ИСО 7870 и ИСО 8258).
Эта процедура особенно необходима в случае "" метода для проверки того, что выборочные значения
находятся в пределах установленных значений
.
Для двух границ поля допуска с общим AQL значение ![]() , приведенное в таблицах D.1, D.2 или D.3, должно быть отображено на контрольной карте
, приведенное в таблицах D.1, D.2 или D.3, должно быть отображено на контрольной карте для выявления недопустимого значения.
Примечание - Контрольные карты используют для выявления тенденций изменения контролируемых параметров и их изменчивости. Окончательное решение о приемке отдельной партии принимают в соответствии с процедурами разделов 15-19.
22.2 Непринятые партии
Следует особенно аккуратно фиксировать данные контроля всех отклоненных партий и выполнение правил переключения. Любая партия, не принятая в соответствии с планом выборочного контроля, не должна быть повторно представлена на контроль полностью или частично без разрешения уполномоченной стороны.
23 Правила переключения
Стандартные правила переключения состоят в следующем.
a) Нормальный контроль используют в начале контроля (если иначе не установлено) и продолжают использовать до тех пор, пока не появляется необходимость перехода на усиленный или ослабленный контроль.
b) Усиленный контроль должен быть назначен, если при первоначальном нормальном контроле две партии из пяти или меньшего количества последовательных партий не приняты.
Усиленному контролю соответствует более жесткое значение контрольного норматива. Значения контрольного норматива приведены в таблице В.2 для "" метода и таблице С.2 для "
" метода. Ни один метод не требует изменения объема выборки при переключении с нормального на усиленный контроль, если это не предусмотрено таблицами в соответствии с уменьшением AQL.
c) Усиленный контроль должен быть заменен на нормальный контроль, если пять последовательных партий при первом предъявлении были приняты (при усиленном контроле).
d) Ослабленный контроль назначают после того, как десять последовательных партий приняты (при нормальном контроле) при выполнении следующих условий:
1) партии были бы приняты с AQL на один шаг более жестким.
Примечание - Если значение для более жесткого AQL не приведено в таблице В.1 ("
" метод) или таблице С.1 ("
" метод), или значение
не приведено в таблице G.1, следует использовать нормативы таблицы I;
2) производство находится в статистически управляемом состоянии;
3) уполномоченная сторона считает ослабленный контроль более предпочтительным.
Ослабленный контроль проводится на выборке существенно меньшего объема, чем нормальный контроль. Значения и
для ослабленного контроля приведены в таблице В.3 для "
" метода и таблице С.3 для "
" метода.
e) Ослабленный контроль должен быть прекращен и применен нормальный контроль, если при первом предъявлении произойдет любое из следующих событий:
1) партия отклонена;
2) стабильность процесса нарушена;
3) уполномоченная сторона больше не считает ослабленный контроль предпочтительным.
24 Прекращение и возобновление контроля
Если общее количество отклоненных партий в последовательности контролируемых партий при первом предъявлении достигло 5, то процедуры контроля в соответствии с настоящим стандартом должны быть прекращены.
Согласно настоящему стандарту контроль не должен быть возобновлен, пока поставщиком не предприняты действия по улучшению качества контролируемой продукции или услуги. Затем должен быть применен усиленный контроль как в случае 23 b).
25 Переключения между "" и "" методами
25.1 Оценка стандартного отклонения процесса
В соответствии с настоящим стандартом значение необходимо вычислять периодически в качестве оценки стандартного отклонения процесса
как для "
", так и для "
" метода (см. подраздел J.2 в приложении J.). Значение
должно быть оценено с интервалом в пять партий, если уполномоченная сторона не установила другой интервал. Оценку следует определять на основе данных контроля 10 предыдущих партий, если уполномоченная сторона не установила другое количество партий.
25.2 Состояние статистической управляемости
Для каждых 10 партий (или другого количества партий, установленного уполномоченной стороной) вычисляют верхнюю контрольную границу в виде , где
- коэффициент, который зависит от объема выборки
, указанный в таблице Н.1. Если ни одно из стандартных отклонений выборки
не превышает соответствующую контрольную границу, то можно считать, что процесс находится в состоянии статистической управляемости. В противном случае следует считать, что процесс вышел из состояния статистической управляемости.
Примечание 1 - Если все объемы выборки равны, то значение одинаково для всех партий.
Примечание 2 - Если объем выборки для каждой партии свой, нет необходимости вычислять для тех партий, для которых выборочное стандартное отклонение
меньше или равно
.
Примечание 3 - Значение таково, что для статистически устойчивого процесса с постоянным стандартным отклонением
вероятность превышения выборочным стандартным отклонением
соответствующего значения
в одной или нескольких партиях из десяти последовательных партий составляет 5%. Таким образом, вероятность ложной тревоги ограничена 5%.
25.3 Переключение с "" метода на "
" метод
Если процесс, как полагают, находится в состоянии статистической управляемости при использовании "" метода, то "
" метод может быть использован для последнего значения
.
Примечание - Это переключение выполняют в соответствии с решением уполномоченной стороны.
25.4 Переключение с "" метода на "
" метод
Рекомендуется заполнять контрольную карту для при использовании "
" метода. При появлении любых сомнений в статистической управляемости процесса контроль должен быть переключен на "
" метод.
Приложение А
(обязательное)
Таблицы для определения необходимого объема выборки
Таблица А.1 - Код объема выборки и уровни контроля
Объем партии | Специальные уровни контроля | Общие уровни контроля | |||||
S-1 | S-2 | S-3 | S-4 | I | II | III | |
От 2 до 8 | В | В | B | В | В | В | В |
От 9 до 15 | В | В | B | В | В | В | С |
От 16 до 25 | В | В | B | В | В | С | D |
От 26 до 50 | В | B | В | С | С | D | Е |
От 51 до 90 | В | B | С | С | С | Е | F |
От 91 до 150 | В | B | С | D | D | F | G |
От 151 до 280 | В | С | D | Е | Е | G | Н |
От 281 до 500 | В | С | D | Е | F | Н | J |
От 501 до 1200 | С | С | Е | F | G | J | K |
От 1201 до 3200 | С | D | Е | G | Н | K | L |
От 3201 до 10000 | С | D | F | G | J | L | М |
От 10001 до 35000 | С | D | F | Н | K | М | N |
От 35001 до 150000 | D | E | G | J | L | N | Р |
От 150001 до 500000 | D | E | G | J | М | Р | Q |
От 500000 и свыше | D | E | Н | K | N | Q | R |
Примечание - Код объема выборки и уровни контроля настоящего стандарта соответствуют ИСО 2859-1 и ИСО 3951-1. | |||||||
Таблица А.2 - Объемы выборки для кода объема выборки и метода контроля
Код объема выборки | " | " | Эквивалентный объем выборки по ИСО 2859-1 | |||
Нормальный и усиленный контроль | Ослабленный контроль | Нормальный и усиленный контроль | Ослабленный контроль | Нормальный и усиленный контроль | Ослабленный контроль | |
В | 3 | 3 | 2 | 2 | 3 | 2 |
С | 4 | 3 | 3 | 2 | 5 | 2 |
D | 6 | 3 | 4 | 2 | 8 | 3 |
Е | 9 | 4 | 6 | 3 | 13 | 5 |
F | 13 | 6 | 8 | 4 | 20 | 8 |
G | 18 | 9 | 10 | 6 | 32 | 13 |
Н | 25 | 13 | 12 | 8 | 50 | 20 |
J | 35 | 18 | 15 | 10 | 80 | 32 |
K | 50 | 25 | 18 | 12 | 125 | 50 |
L | 70 | 35 | 21 | 15 | 200 | 80 |
М | 95 | 50 | 25 | 18 | 315 | 125 |
N | 125 | 70 | 32 | 21 | 500 | 200 |
Р | 160 | 95 | 40 | 25 | 800 | 315 |
Q | 200 | 125 | 50 | 32 | 1250 | 500 |
R | 250 | 160 | 65 | 40 | 2000 | 800 |
Примечание - Код объема выборки и уровни контроля настоящего стандарта соответствуют ИСО 2859-1 и ИСО 3951-1. | ||||||
Приложение В
(обязательное)
Одноступенчатые планы формы для "
" метода
Таблица В.1 - Одноступенчатые планы формы для нормального контроля (основная таблица), "
" метод
|

Таблица В.2 - Одноступенчатые планы формы для усиленного контроля (основная таблица), "
" метод
|

|

Таблица В.3 - Одноступенчатые планы формы для ослабленного контроля (основная таблица), "
" метод
|
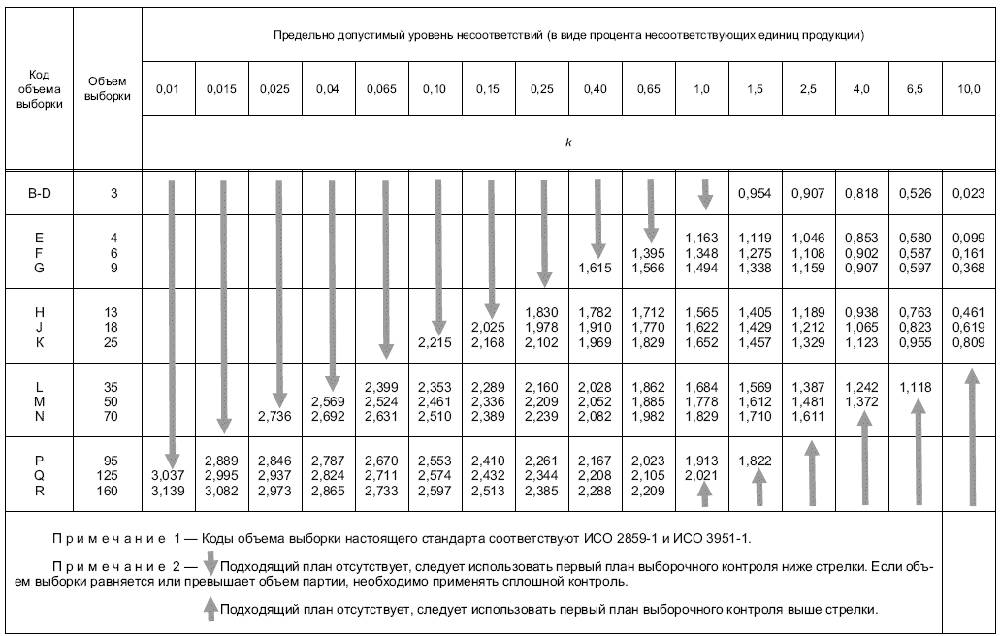
Приложение С
(обязательное)
Одноступенчатые планы формы для "
" метода
Таблица С.1 - Одноступенчатые планы формы для нормального контроля (основная таблица), "
" метод
|
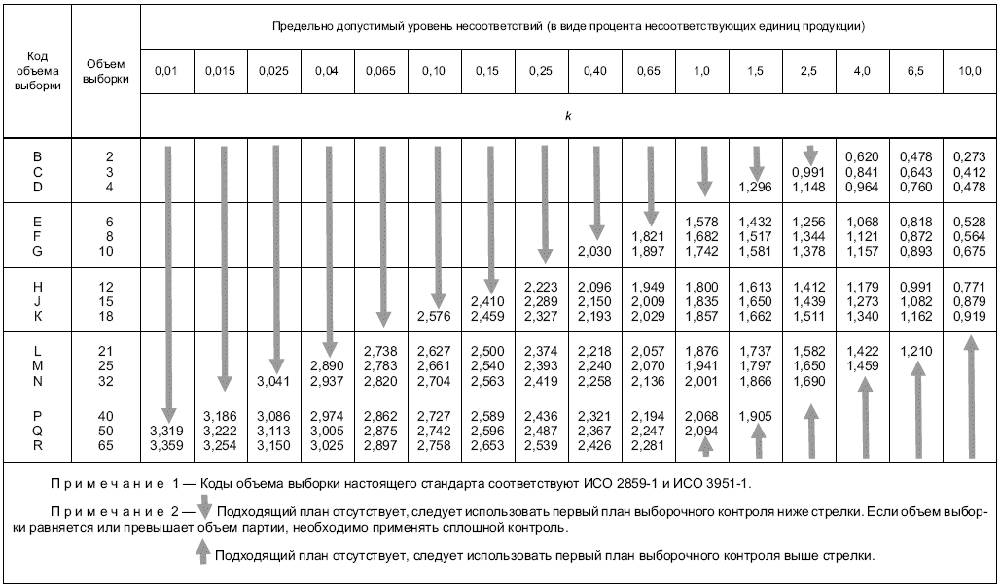
Таблица С.2 - Одноступенчатые планы формы для усиленного контроля (основная таблица), "
" метод
|
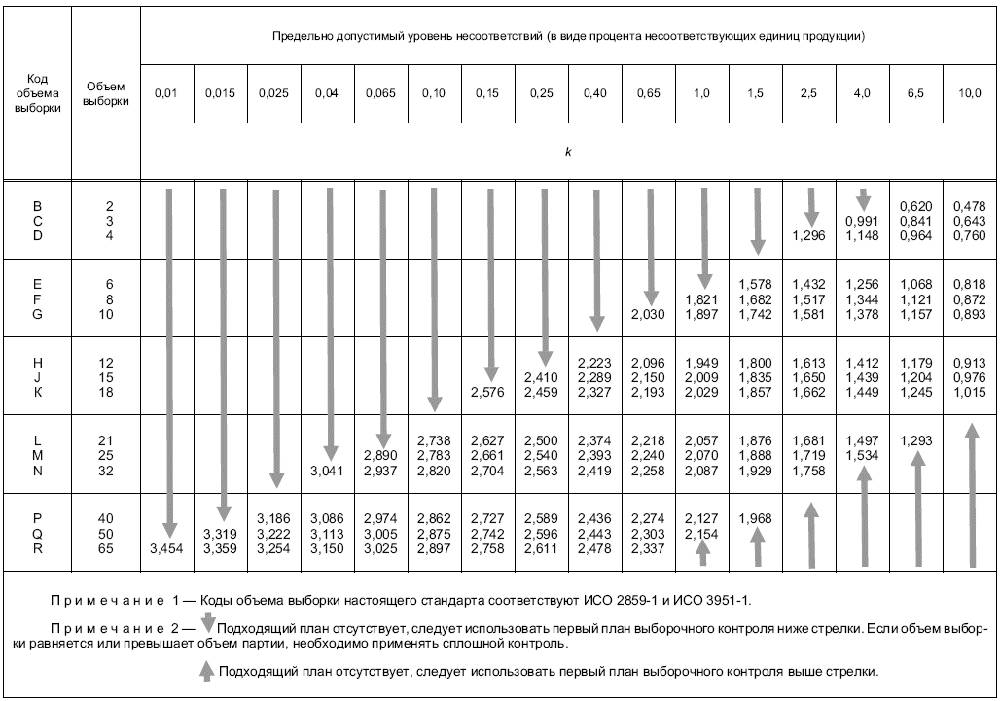
Таблица С.3 - Одноступенчатые планы формы для ослабленного контроля (основная таблица), "
" метод
|
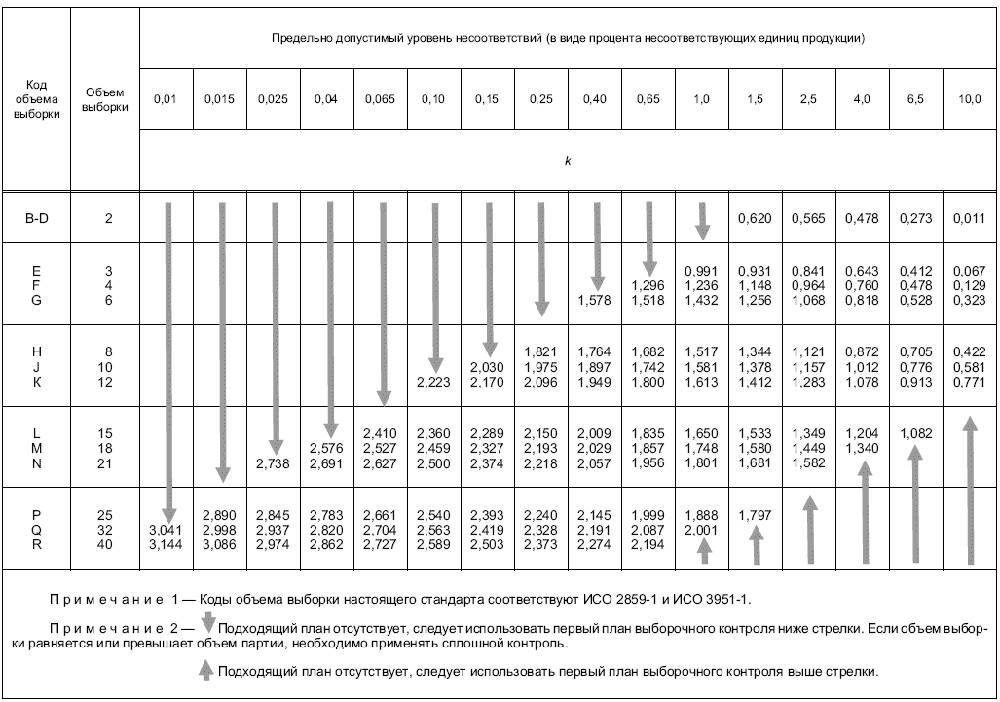
Приложение D
(обязательное)
Значения для максимального выборочного стандартного отклонения (
![]() )
)
Таблица D.1 - Значения для максимального выборочного стандартного отклонения (
![]() ) при объединенном контроле с двумя границами поля допуска. Нормальный контроль, "
) при объединенном контроле с двумя границами поля допуска. Нормальный контроль, "" метод
|
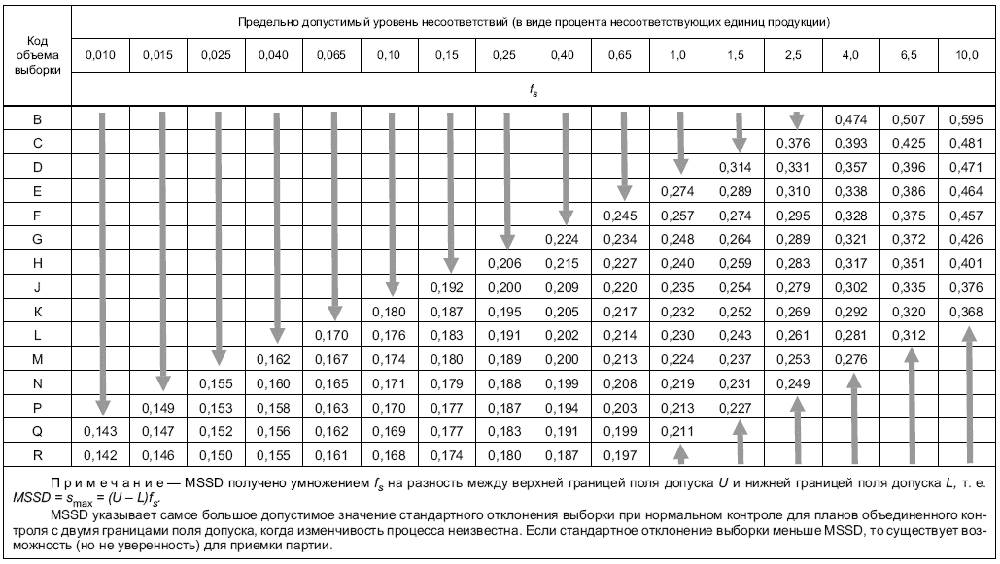
Таблица D.2 - Значения для максимального выборочного стандартного отклонения (
![]() ) при объединенном контроле с двумя границами поля допуска. Усиленный контроль, "
) при объединенном контроле с двумя границами поля допуска. Усиленный контроль, "" метод
|
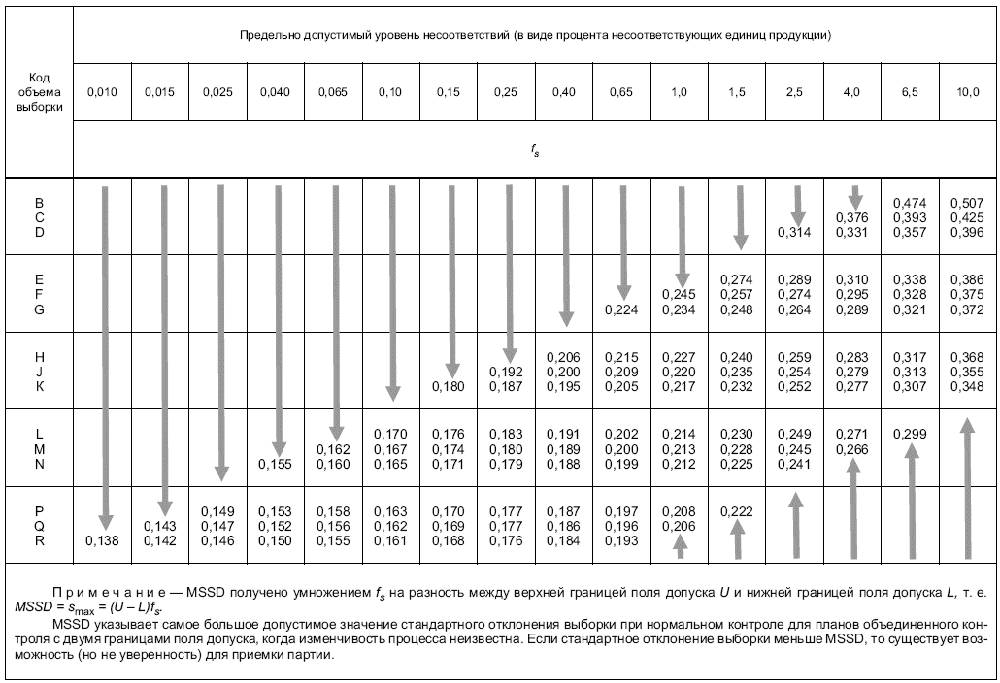
Таблица D.3 - Значения для максимального выборочного стандартного отклонения (
![]() ) при объединенном контроле с двумя границами поля допуска. Ослабленный контроль, "
) при объединенном контроле с двумя границами поля допуска. Ослабленный контроль, "" метод
|
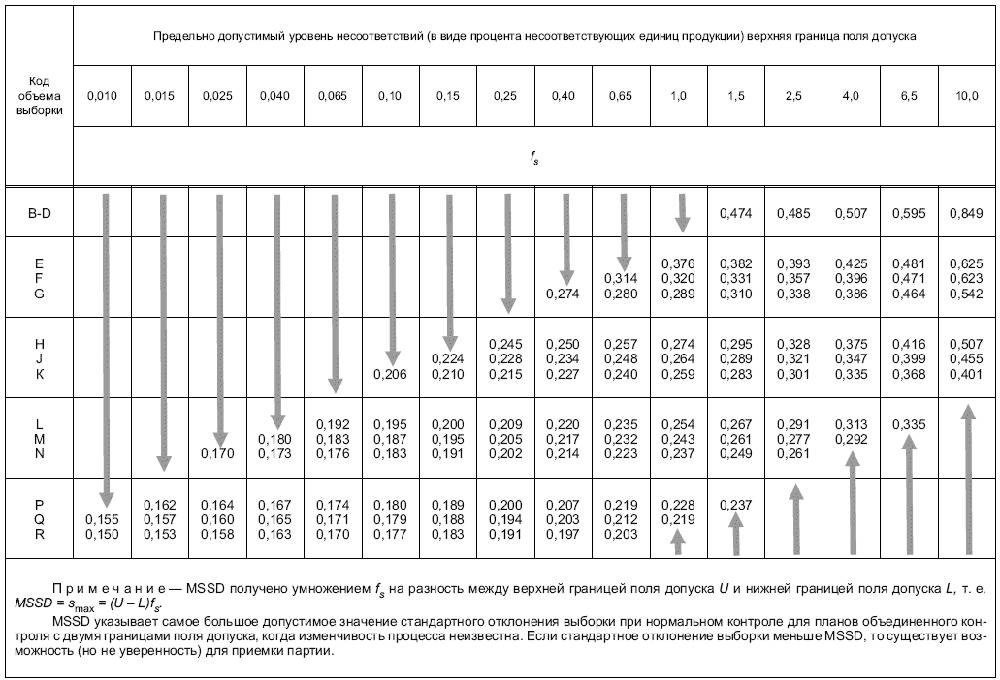
Приложение Е
(обязательное)
Значения для максимального стандартного отклонения процесса
Таблица Е.1 - Значения для максимального стандартного отклонения процесса при объединенном контроле с двумя границами поля допуска, "
" метод
Предельно допустимый уровень несоответствий (в виде процента несоответствующих единиц продукции) | |
0,010 | 0,125 |
0,015 | 0,129 |
0,025 | 0,132 |
0,040 | 0,137 |
0,065 | 0,141 |
0,10 | 0,147 |
0,15 | 0,152 |
0,25 | 0,157 |
0,40 | 0,165 |
0,65 | 0,174 |
1,0 | 0,184 |
1,5 | 0,194 |
2,5 | 0,206 |
4,0 | 0,223 |
6,5 | 0,243 |
10,0 | 0,271 |
Примечание - ![]() получено умножением
получено умножением на разность между верхней границей поля допуска
и нижней границей поля допуска
, т.е.
![]() .
.
![]() указывает самое большое допустимое значение стандартного отклонения процесса при объединенном контроле с двумя границами поля допуска, когда изменчивость процесса известна. Если стандартное отклонение процесса меньше
указывает самое большое допустимое значение стандартного отклонения процесса при объединенном контроле с двумя границами поля допуска, когда изменчивость процесса известна. Если стандартное отклонение процесса меньше ![]() , существует возможность (но не уверенность) приемки партии.
, существует возможность (но не уверенность) приемки партии.
Таблица Е.2 - Значения для максимального стандартного отклонения процесса (
![]() ) при индивидуальном контроле с двумя границами поля допуска, "
) при индивидуальном контроле с двумя границами поля допуска, "" метод
AQL (%) (нижняя граница поля допуска) | Предельно допустимый уровень несоответствий в виде процента несоответствующих единиц продукции (верхняя граница поля допуска) | |||||||||||||||
0,010 | 0,015 | 0,025 | 0,040 | 0,065 | 0,10 | 0,15 | 0,25 | 0,40 | 0,65 | 1,0 | 1,5 | 2,5 | 4,0 | 6,5 | 10,0 | |
0,010 | 0,131 | 0,133 | 0,134 | 0,137 | 0,139 | 0,142 | 0,145 | 0,147 | 0,151 | 0,154 | 0,158 | 0,163 | 0,167 | 0,173 | 0,179 | 0,187 |
0,015 | 0,133 | 0,134 | 0,136 | 0,139 | 0,141 | 0,144 | 0,147 | 0,150 | 0,153 | 0,157 | 0,161 | 0,165 | 0,170 | 0,176 | 0,183 | 0,191 |
0,025 | 0,134 | 0,136 | 0,138 | 0,141 | 0,144 | 0,146 | 0,149 | 0,152 | 0,156 | 0,160 | 0,164 | 0,168 | 0,173 | 0,179 | 0,186 | 0,195 |
0,040 | 0,137 | 0,139 | 0,141 | 0,144 | 0,146 | 0,149 | 0,152 | 0,155 | 0,159 | 0,163 | 0,168 | 0,172 | 0,177 | 0,184 | 0,191 | 0,200 |
0,065 | 0,139 | 0,141 | 0,144 | 0,146 | 0,149 | 0,152 | 0,155 | 0,158 | 0,162 | 0,167 | 0,171 | 0,176 | 0,181 | 0,188 | 0,196 | 0,205 |
0,10 | 0,142 | 0,144 | 0,146 | 0,149 | 0,152 | 0,155 | 0,159 | 0,162 | 0,166 | 0,170 | 0,175 | 0,180 | 0,186 | 0,193 | 0,201 | 0,211 |
0,15 | 0,145 | 0,147 | 0,149 | 0,152 | 0,155 | 0,159 | 0,162 | 0,165 | 0,170 | 0,174 | 0,179 | 0,185 | 0,190 | 0,198 | 0,207 | 0,217 |
0,25 | 0,147 | 0,150 | 0,152 | 0,155 | 0,158 | 0,162 | 0,165 | 0,168 | 0,173 | 0,178 | 0,183 | 0,189 | 0,195 | 0,203 | 0,212 | 0,223 |
0,40 | 0,151 | 0,153 | 0,156 | 0,159 | 0,162 | 0,166 | 0,170 | 0,173 | 0,178 | 0,183 | 0,189 | 0,195 | 0,201 | 0,210 | 0,219 | 0,231 |
0,65 | 0,154 | 0,157 | 0,160 | 0,163 | 0,167 | 0,170 | 0,174 | 0,178 | 0,183 | 0,189 | 0,195 | 0,201 | 0,207 | 0,217 | 0,227 | 0,240 |
1,0 | 0,158 | 0,161 | 0,164 | 0,168 | 0,171 | 0,175 | 0,179 | 0,183 | 0,189 | 0,195 | 0,201 | 0,208 | 0,215 | 0,225 | 0,236 | 0,250 |
1,5 | 0,163 | 0,165 | 0,168 | 0,172 | 0,176 | 0,180 | 0,185 | 0,189 | 0,195 | 0,201 | 0,208 | 0,215 | 0,222 | 0,233 | 0,245 | 0,260 |
2,5 | 0,167 | 0,170 | 0,173 | 0,177 | 0,181 | 0,186 | 0,190 | 0,195 | 0,201 | 0,207 | 0,215 | 0,222 | 0,230 | 0,242 | 0,255 | 0,271 |
4,0 | 0,173 | 0,176 | 0,179 | 0,184 | 0,188 | 0,193 | 0,198 | 0,203 | 0,210 | 0,217 | 0,225 | 0,233 | 0,242 | 0,255 | 0,269 | 0,288 |
6,5 | 0,179 | 0,183 | 0,186 | 0,191 | 0,196 | 0,201 | 0,207 | 0,212 | 0,219 | 0,227 | 0,236 | 0,245 | 0,255 | 0,269 | 0,286 | 0,306 |
10,0 | 0,187 | 0,191 | 0,195 | 0,200 | 0,205 | 0,211 | 0,217 | 0,223 | 0,231 | 0,240 | 0,250 | 0,260 | 0,271 | 0,288 | 0,306 | 0,330 |
Примечание -
| ||||||||||||||||
Таблица Е.3 - Значения для максимального стандартного отклонения процесса (
![]() ) при сложном контроле с двумя границами поля допуска, "
) при сложном контроле с двумя границами поля допуска, "" метод
AQL (%) (нижняя граница поля допуска) | Предельно допустимый уровень несоответствий в виде процента несоответствующих единиц продукции (верхняя граница поля допуска) | ||||||||||||||
0,015 | 0,025 | 0,040 | 0,065 | 0,10 | 0,15 | 0,25 | 0,40 | 0,65 | 1,0 | 1,5 | 2,5 | 4,0 | 6,5 | 10,0 | |
0,010 | 0,129 | 0,132 | 0,135 | 0,138 | 0,141 | 0,144 | 0,147 | 0,151 | 0,154 | 0,158 | 0,162 | 0,167 | 0,173 | 0,179 | 0,187 |
0,015 | 0,132 | 0,136 | 0,140 | 0,143 | 0,146 | 0,149 | 0,153 | 0,157 | 0,161 | 0,165 | 0,170 | 0,176 | 0,183 | 0,191 | |
0,025 | 0,137 | 0,141 | 0,145 | 0,148 | 0,151 | 0,155 | 0,159 | 0,164 | 0,168 | 0,173 | 0,179 | 0,186 | 0,195 | ||
0,040 | 0,141 | 0,146 | 0,150 | 0,154 | 0,158 | 0,162 | 0,167 | 0,172 | 0,177 | 0,184 | 0,191 | 0,200 | |||
0,065 | 0,147 | 0,152 | 0,156 | 0,161 | 0,166 | 0,171 | 0,176 | 0,181 | 0,188 | 0,196 | 0,205 | ||||
0,10 | 0,152 | 0,157 | 0,163 | 0,169 | 0,174 | 0,180 | 0,185 | 0,193 | 0,201 | 0,211 | |||||
0,15 | 0,157 | 0,165 | 0,171 | 0,178 | 0,183 | 0,189 | 0,197 | 0,206 | 0,217 | ||||||
0,25 | 0,165 | 0,173 | 0,180 | 0,187 | 0,193 | 0,202 | 0,211 | 0,223 | |||||||
0,40 | 0,174 | 0,183 | 0,191 | 0,198 | 0,208 | 0,218 | 0,230 | ||||||||
0,65 | 0,184 | 0,194 | 0,202 | 0,213 | 0,225 | 0,238 | |||||||||
1,0 | 0,194 | 0,205 | 0,219 | 0,232 | 0,247 | ||||||||||
1,5 | 0,206 | 0,222 | 0,238 | 0,255 | |||||||||||
2,5 | 0,223 | 0,242 | 0,262 | ||||||||||||
4,0 | 0,243 | 0,269 | |||||||||||||
6,5 | 0,271 | ||||||||||||||
Примечание -
| |||||||||||||||
Приложение F
(обязательное)
Оценка доли несоответствующих единиц продукции процесса для объема выборки 3, "
" метод
Таблица F.1 - Оценка доли несоответствующих единиц продукции процесса как функция статистики качества
Два первых десятичных знака после запятой | Третий десятичный знак после запятой | |||||||||
0,000 | 0,001 | 0,002 | 0,003 | 0,004 | 0,005 | 0,006 | 0,007 | 0,008 | 0,009 | |
0,00 | 0,5000 | 0,4997 | 0,4994 | 0,4990 | 0,4987 | 0,4984 | 0,4981 | 0,4978 | 0,4975 | 0,4971 |
0,01 | 0,4968 | 0,4965 | 0,4962 | 0,4959 | 0,4955 | 0,4952 | 0,4949 | 0,4946 | 0,4943 | 0,4940 |
0,02 | 0,4936 | 0,4933 | 0,4930 | 0,4927 | 0,4924 | 0,4920 | 0,4917 | 0,4914 | 0,4911 | 0,4908 |
0,03 | 0,4904 | 0,4901 | 0,4898 | 0,4895 | 0,4892 | 0,4889 | 0,4885 | 0,4882 | 0,4879 | 0,4876 |
0,04 | 0,4873 | 0,4869 | 0,4866 | 0,4863 | 0,4860 | 0,4857 | 0,4854 | 0,4850 | 0,4847 | 0,4844 |
0,05 | 0,4841 | 0,4838 | 0,4834 | 0,4831 | 0,4828 | 0,4825 | 0,4822 | 0,4818 | 0,4815 | 0,4812 |
0,06 | 0,4809 | 0,4806 | 0,4803 | 0,4799 | 0,4796 | 0,4793 | 0,4790 | 0,4787 | 0,4783 | 0,4780 |
0,07 | 0,4777 | 0,4774 | 0,4771 | 0,4767 | 0,4764 | 0,4761 | 0,4758 | 0,4755 | 0,4751 | 0,4748 |
0,08 | 0,4745 | 0,4742 | 0,4739 | 0,4735 | 0,4732 | 0,4729 | 0,4726 | 0,4723 | 0,4720 | 0,4716 |
0,09 | 0,4713 | 0,4710 | 0,4707 | 0,4704 | 0,4700 | 0,4697 | 0,4694 | 0,4691 | 0,4688 | 0,4684 |
0,10 | 0,4681 | 0,4678 | 0,4675 | 0,4672 | 0,4668 | 0,4665 | 0,4662 | 0,4659 | 0,4656 | 0,4652 |
0,11 | 0,4649 | 0,4646 | 0,4643 | 0,4640 | 0,4636 | 0,4633 | 0,4630 | 0,4627 | 0,4624 | 0,4620 |
0,12 | 0,4617 | 0,4614 | 0,4611 | 0,4607 | 0,4604 | 0,4601 | 0,4598 | 0,4595 | 0,4591 | 0,4588 |
0,13 | 0,4585 | 0,4582 | 0,4579 | 0,4575 | 0,4572 | 0,4569 | 0,4566 | 0,4563 | 0,4559 | 0,4556 |
0,14 | 0,4553 | 0,4550 | 0,4546 | 0,4543 | 0,4540 | 0,4537 | 0,4534 | 0,4530 | 0,4527 | 0,4524 |
0,15 | 0,4521 | 0,4518 | 0,4514 | 0,4511 | 0,4508 | 0,4505 | 0,4501 | 0,4498 | 0,4495 | 0,4492 |
0,16 | 0,4489 | 0,4485 | 0,4482 | 0,4479 | 0,4476 | 0,4472 | 0,4469 | 0,4466 | 0,4463 | 0,4459 |
0,17 | 0,4456 | 0,4453 | 0,4450 | 0,4447 | 0,4443 | 0,4440 | 0,4437 | 0,4434 | 0,4430 | 0,4427 |
0,18 | 0,4424 | 0,4421 | 0,4417 | 0,4414 | 0,4411 | 0,4408 | 0,4404 | 0,4401 | 0,4398 | 0,4395 |
0,19 | 0,4392 | 0,4388 | 0,4385 | 0,4382 | 0,4379 | 0,4375 | 0,4372 | 0,4369 | 0,4366 | 0,4362 |
0,20 | 0,4359 | 0,4356 | 0,4353 | 0,4349 | 0,4346 | 0,4343 | 0,4340 | 0,4336 | 0,4333 | 0,4330 |
0,21 | 0,4327 | 0,4323 | 0,4320 | 0,4317 | 0,4314 | 0,4310 | 0,4307 | 0,4304 | 0,4300 | 0,4297 |
0,22 | 0,4294 | 0,4291 | 0,4287 | 0,4284 | 0,4281 | 0,4278 | 0,4274 | 0,4271 | 0,4268 | 0,4265 |
0,23 | 0,4261 | 0,4258 | 0,4255 | 0,4251 | 0,4248 | 0,4245 | 0,4242 | 0,4238 | 0,4235 | 0,4232 |
0,24 | 0,4229 | 0,4225 | 0,4222 | 0,4219 | 0,4215 | 0,4212 | 0,4209 | 0,4206 | 0,4202 | 0,4199 |
0,25 | 0,4196 | 0,4192 | 0,4189 | 0,4186 | 0,4183 | 0,4179 | 0,4176 | 0,4173 | 0,4169 | 0,4166 |
0,26 | 0,4163 | 0,4159 | 0,4156 | 0,4153 | 0,4150 | 0,4146 | 0,4143 | 0,4140 | 0,4136 | 0,4133 |
0,27 | 0,4130 | 0,4126 | 0,4123 | 0,4120 | 0,4117 | 0,4113 | 0,4110 | 0,4107 | 0,4103 | 0,4100 |
0,28 | 0,4097 | 0,4093 | 0,4090 | 0,4087 | 0,4083 | 0,4080 | 0,4077 | 0,4073 | 0,4070 | 0,4067 |
0,29 | 0,4063 | 0,4060 | 0,4057 | 0,4053 | 0,4050 | 0,4047 | 0,4043 | 0,4040 | 0,4037 | 0,4033 |
0,30 | 0,4030 | 0,4027 | 0,4023 | 0,4020 | 0,4017 | 0,4013 | 0,4010 | 0,4007 | 0,4003 | 0,4000 |
0,31 | 0,3997 | 0,3993 | 0,3990 | 0,3987 | 0,3983 | 0,3980 | 0,3977 | 0,3973 | 0,3970 | 0,3967 |
0,32 | 0,3963 | 0,3960 | 0,3956 | 0,3953 | 0,3950 | 0,3946 | 0,3943 | 0,3940 | 0,3936 | 0,3933 |
0,33 | 0,3930 | 0,3926 | 0,3923 | 0,3919 | 0,3916 | 0,3913 | 0,3909 | 0,3906 | 0,3902 | 0,3899 |
0,34 | 0,3896 | 0,3892 | 0,3889 | 0,3886 | 0,3882 | 0,3879 | 0,3875 | 0,3872 | 0,3869 | 0,3865 |
0,35 | 0,3862 | 0,3858 | 0,3855 | 0,3852 | 0,3848 | 0,3845 | 0,3841 | 0,3838 | 0,3835 | 0,3831 |
0,36 | 0,3828 | 0,3824 | 0,3821 | 0,3818 | 0,3814 | 0,3811 | 0,3807 | 0,3804 | 0,3800 | 0,3797 |
0,37 | 0,3794 | 0,3790 | 0,3787 | 0,3783 | 0,3780 | 0,3776 | 0,3773 | 0,3770 | 0,3766 | 0,3763 |
0,38 | 0,3759 | 0,3756 | 0,3752 | 0,3749 | 0,3745 | 0,3742 | 0,3739 | 0,3735 | 0,3732 | 0,3728 |
0,39 | 0,3725 | 0,3721 | 0,3718 | 0,3714 | 0,3711 | 0,3707 | 0,3704 | 0,3701 | 0,3697 | 0,3694 |
0,40 | 0,3690 | 0,3687 | 0,3683 | 0,3680 | 0,3676 | 0,3673 | 0,3669 | 0,3666 | 0,3662 | 0,3659 |
0,41 | 0,3655 | 0,3652 | 0,3648 | 0,3645 | 0,3641 | 0,3638 | 0,3634 | 0,3631 | 0,3627 | 0,3624 |
0,42 | 0,3620 | 0,3617 | 0,3613 | 0,3610 | 0,3606 | 0,3603 | 0,3599 | 0,3596 | 0,3592 | 0,3589 |
0,43 | 0,3585 | 0,3582 | 0,3578 | 0,3575 | 0,3571 | 0,3567 | 0,3564 | 0,3560 | 0,3557 | 0,3553 |
0,44 | 0,3550 | 0,3546 | 0,3543 | 0,3539 | 0,3536 | 0,3532 | 0,3528 | 0,3525 | 0,3521 | 0,3518 |
0,45 | 0,3514 | 0,3511 | 0,3507 | 0,3504 | 0,3500 | 0,3496 | 0,3493 | 0,3489 | 0,3486 | 0,3482 |
0,46 | 0,3478 | 0,3475 | 0,3471 | 0,3468 | 0,3464 | 0,3461 | 0,3457 | 0,3453 | 0,3450 | 0,3446 |
0,47 | 0,3443 | 0,3439 | 0,3435 | 0,3432 | 0,3428 | 0,3424 | 0,3421 | 0,3417 | 0,3414 | 0,3410 |
0,48 | 0,3406 | 0,3403 | 0,3399 | 0,3395 | 0,3392 | 0,3388 | 0,3385 | 0,3381 | 0,3377 | 0,3374 |
0,49 | 0,3370 | 0,3366 | 0,3363 | 0,3359 | 0,3355 | 0,3352 | 0,3348 | 0,3344 | 0,3341 | 0,3337 |
0,50 | 0,3333 | 0,3330 | 0,3326 | 0,3322 | 0,3319 | 0,3315 | 0,3311 | 0,3308 | 0,3304 | 0,3300 |
0,51 | 0,3296 | 0,3293 | 0,3289 | 0,3285 | 0,3282 | 0,3278 | 0,3274 | 0,3270 | 0,3267 | 0,3263 |
0,52 | 0,3259 | 0,3256 | 0,3252 | 0,3248 | 0,3244 | 0,3241 | 0,3237 | 0,3233 | 0,3229 | 0,3226 |
0,53 | 0,3222 | 0,3218 | 0,3214 | 0,3211 | 0,3207 | 0,3203 | 0,3199 | 0,3196 | 0,3192 | 0,3188 |
0,54 | 0,3184 | 0,3180 | 0,3177 | 0,3173 | 0,3169 | 0,3165 | 0,3161 | 0,3158 | 0,3154 | 0,3150 |
0,55 | 0,3146 | 0,3142 | 0,3139 | 0,3135 | 0,3131 | 0,3127 | 0,3123 | 0,3120 | 0,3116 | 0,3112 |
0,56 | 0,3108 | 0,3104 | 0,3100 | 0,3096 | 0,3093 | 0,3089 | 0,3085 | 0,3081 | 0,3077 | 0,3073 |
0,57 | 0,3069 | 0,3066 | 0,3062 | 0,3058 | 0,3054 | 0,3050 | 0,3046 | 0,3042 | 0,3038 | 0,3034 |
0,58 | 0,3031 | 0,3027 | 0,3023 | 0,3019 | 0,3015 | 0,3011 | 0,3007 | 0,3003 | 0,2999 | 0,2995 |
0,59 | 0,2991 | 0,2987 | 0,2983 | 0,2979 | 0,2975 | 0,2972 | 0,2968 | 0,2964 | 0,2960 | 0,2956 |
0,60 | 0,2952 | 0,2948 | 0,2944 | 0,2940 | 0,2936 | 0,2932 | 0,2928 | 0,2924 | 0,2920 | 0,2916 |
0,61 | 0,2912 | 0,2908 | 0,2904 | 0,2900 | 0,2896 | 0,2892 | 0,2888 | 0,2883 | 0,2879 | 0,2875 |
0,62 | 0,2871 | 0,2867 | 0,2863 | 0,2859 | 0,2855 | 0,2851 | 0,2847 | 0,2843 | 0,2839 | 0,2835 |
0,63 | 0,2831 | 0,2826 | 0,2822 | 0,2818 | 0,2814 | 0,2810 | 0,2806 | 0,2802 | 0,2798 | 0,2793 |
0,64 | 0,2789 | 0,2785 | 0,2781 | 0,2777 | 0,2773 | 0,2769 | 0,2764 | 0,2760 | 0,2756 | 0,2752 |
0,65 | 0,2748 | 0,2743 | 0,2739 | 0,2735 | 0,2731 | 0,2727 | 0,2722 | 0,2718 | 0,2714 | 0,2710 |
0,66 | 0,2706 | 0,2701 | 0,2697 | 0,2693 | 0,2689 | 0,2684 | 0,2680 | 0,2676 | 0,2672 | 0,2667 |
0,67 | 0,2663 | 0,2659 | 0,2654 | 0,2650 | 0,2646 | 0,2641 | 0,2637 | 0,2633 | 0,2628 | 0,2624 |
0,68 | 0,2620 | 0,2615 | 0,2611 | 0,2607 | 0,2602 | 0,2598 | 0,2594 | 0,2589 | 0,2585 | 0,2580 |
0,69 | 0,2576 | 0,2572 | 0,2567 | 0,2563 | 0,2558 | 0,2554 | 0,2550 | 0,2545 | 0,2541 | 0,2536 |
0,70 | 0,2532 | 0,2527 | 0,2523 | 0,2518 | 0,2514 | 0,2509 | 0,2505 | 0,2500 | 0,2496 | 0,2491 |
0,71 | 0,2487 | 0,2482 | 0,2478 | 0,2473 | 0,2469 | 0,2464 | 0,2460 | 0,2455 | 0,2451 | 0,2446 |
0,72 | 0,2441 | 0,2437 | 0,2432 | 0,2428 | 0,2423 | 0,2418 | 0,2414 | 0,2409 | 0,2405 | 0,2400 |
0,73 | 0,2395 | 0,2391 | 0,2386 | 0,2381 | 0,2377 | 0,2372 | 0,2367 | 0,2362 | 0,2358 | 0,2353 |
0,74 | 0,2348 | 0,2344 | 0,2339 | 0,2334 | 0,2329 | 0,2324 | 0,2320 | 0,2315 | 0,2310 | 0,2305 |
0,75 | 0,2301 | 0,2296 | 0,2291 | 0,2286 | 0,2281 | 0,2276 | 0,2272 | 0,2267 | 0,2262 | 0,2257 |
0,76 | 0,2252 | 0,2247 | 0,2242 | 0,2237 | 0,2232 | 0,2227 | 0,2222 | 0,2217 | 0,2213 | 0,2208 |
0,77 | 0,2203 | 0,2198 | 0,2193 | 0,2188 | 0,2183 | 0,2177 | 0,2172 | 0,2167 | 0,2162 | 0,2157 |
0,78 | 0,2152 | 0,2147 | 0,2142 | 0,2137 | 0,2132 | 0,2127 | 0,2121 | 0,2116 | 0,2111 | 0,2106 |
0,79 | 0,2101 | 0,2096 | 0,2090 | 0,2085 | 0,2080 | 0,2075 | 0,2069 | 0,2064 | 0,2059 | 0,2054 |
0,80 | 0,2048 | 0,2043 | 0,2038 | 0,2032 | 0,2027 | 0,2022 | 0,2016 | 0,2011 | 0,2006 | 0,2000 |
0,81 | 0,1995 | 0,1989 | 0,1984 | 0,1978 | 0,1973 | 0,1967 | 0,1962 | 0,1956 | 0,1951 | 0,1945 |
0,82 | 0,1940 | 0,1934 | 0,1929 | 0,1923 | 0,1917 | 0,1912 | 0,1906 | 0,1900 | 0,1895 | 0,1889 |
0,83 | 0,1883 | 0,1878 | 0,1872 | 0,1866 | 0,1860 | 0,1855 | 0,1849 | 0,1843 | 0,1837 | 0,1831 |
0,84 | 0,1826 | 0,1820 | 0,1814 | 0,1808 | 0,1802 | 0,1796 | 0,1790 | 0,1784 | 0,1778 | 0,1772 |
0,85 | 0,1766 | 0,1760 | 0,1754 | 0,1748 | 0,1742 | 0,1736 | 0,1729 | 0,1723 | 0,1717 | 0,1711 |
0,86 | 0,1705 | 0,1698 | 0,1692 | 0,1686 | 0,1680 | 0,1673 | 0,1667 | 0,1660 | 0,1654 | 0,1648 |
0,87 | 0,1641 | 0,1635 | 0,1628 | 0,1622 | 0,1615 | 0,1609 | 0,1602 | 0,1595 | 0,1589 | 0,1582 |
0,88 | 0,1575 | 0,1569 | 0,1562 | 0,1555 | 0,1548 | 0,1542 | 0,1535 | 0,1528 | 0,1521 | 0,1514 |
0,89 | 0,1507 | 0,1500 | 0,1493 | 0,1486 | 0,1479 | 0,1472 | 0,1465 | 0,1457 | 0,1450 | 0,1443 |
0,90 | 0,1436 | 0,1428 | 0,1421 | 0,1414 | 0,1406 | 0,1399 | 0,1391 | 0,1384 | 0,1376 | 0,1368 |
0,91 | 0,1361 | 0,1353 | 0,1345 | 0,1338 | 0,1330 | 0,1322 | 0,1314 | 0,1306 | 0,1298 | 0,1290 |
0,92 | 0,1282 | 0,1274 | 0,1266 | 0,1257 | 0,1249 | 0,1241 | 0,1232 | 0,1224 | 0,1215 | 0,1207 |
0,93 | 0,1198 | 0,1189 | 0,1181 | 0,1172 | 0,1163 | 0,1154 | 0,1145 | 0,1136 | 0,1127 | 0,1118 |
0,94 | 0,1108 | 0,1099 | 0,1089 | 0,1080 | 0,1070 | 0,1061 | 0,1051 | 0,1041 | 0,1031 | 0,1021 |
0,95 | 0,1011 | 0,1001 | 0,0990 | 0,0980 | 0,0969 | 0,0959 | 0,0948 | 0,0937 | 0,0926 | 0,0915 |
0,96 | 0,0903 | 0,0892 | 0,0880 | 0,0869 | 0,0857 | 0,0845 | 0,0832 | 0,0820 | 0,0807 | 0,0795 |
0,97 | 0,0782 | 0,0768 | 0,0755 | 0,0741 | 0,0727 | 0,0713 | 0,0699 | 0,0684 | 0,0669 | 0,0653 |
0,98 | 0,0638 | 0,0621 | 0,0605 | 0,0588 | 0,0570 | 0,0552 | 0,0533 | 0,0514 | 0,0494 | 0,0473 |
0,99 | 0,0451 | 0,0427 | 0,0403 | 0,0377 | 0,0349 | 0,0318 | 0,0285 | 0,0247 | 0,0201 | 0,0142 |
1,00 | 0,0000 | 0,0000 | 0,0000 | 0,0000 | 0,0000 | 0,0000 | 0,0000 | 0,0000 | 0,0000 | 0,0000 |
Примечание - Для отрицательных значений | ||||||||||
Приложение G
(обязательное)
Одноступенчатые планы выборочного контроля формы
Таблица G.1 - Одноступенчатые планы формы для нормального контроля (основная таблица), "
" и "
" методы
|
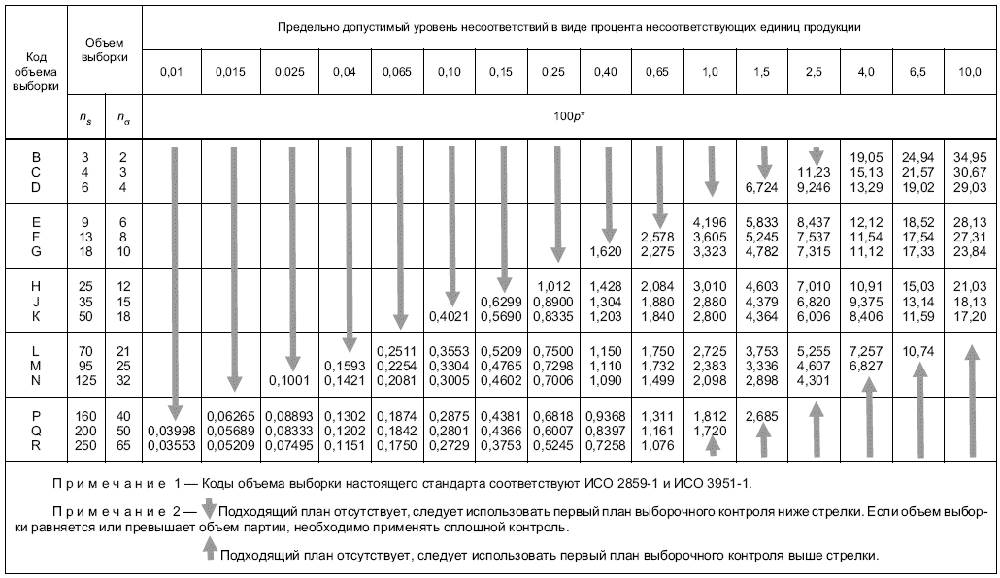
Таблица G.2 - Одноступенчатые планы формы для усиленного контроля (основная таблица), "
" и "
" методы
|
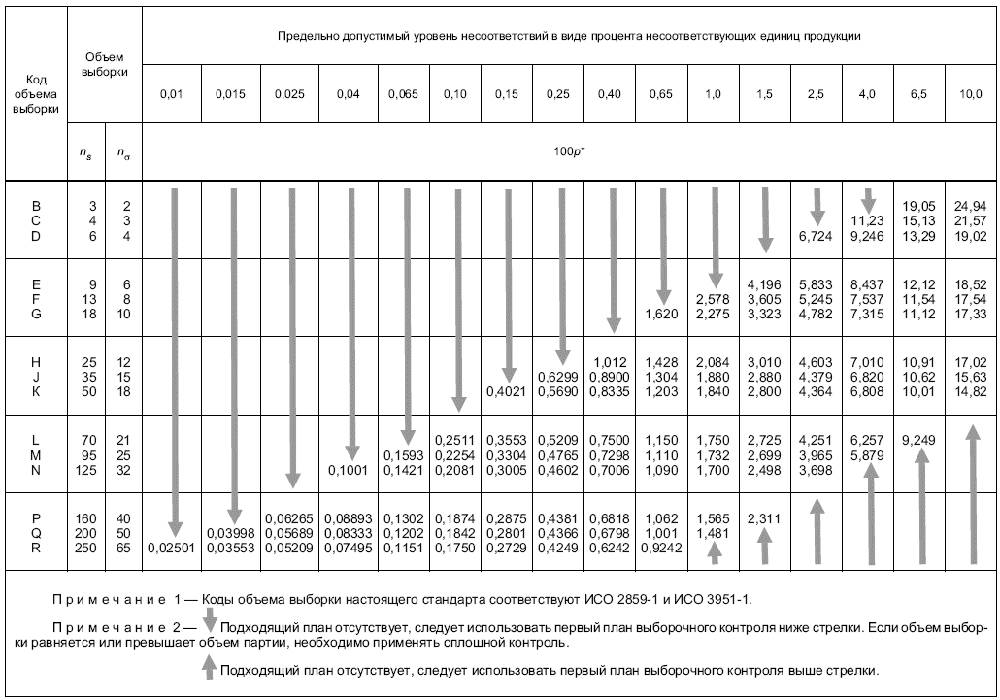
Таблица G.3 - Одноступенчатые планы формы для ослабленного контроля (основная таблица), "
" и "
" методы
|
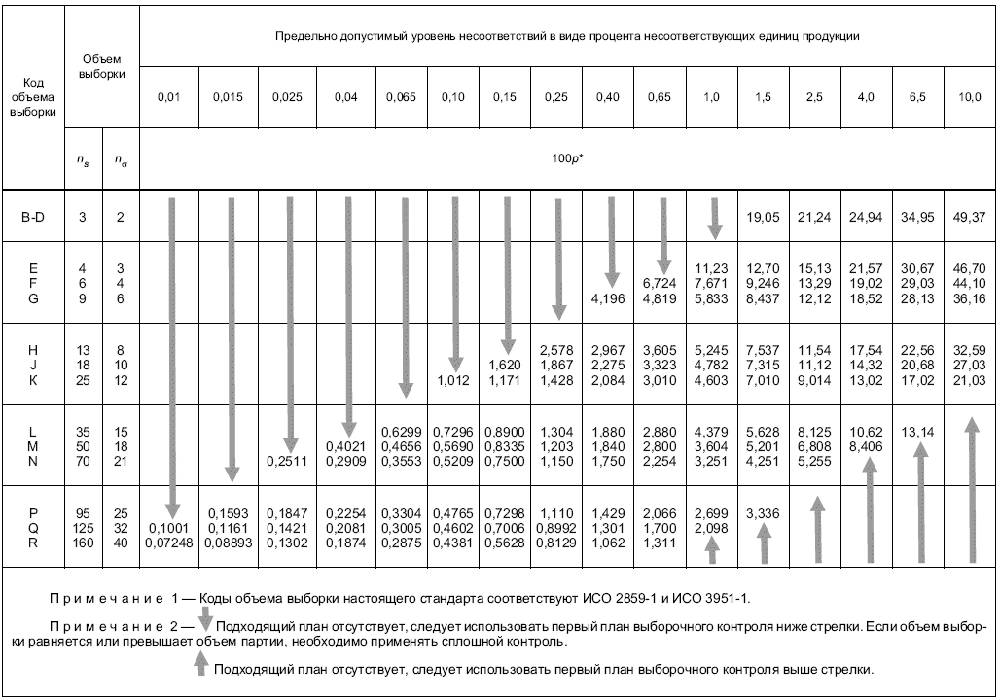
Приложение Н
(обязательное)
Значения для верхней контрольной границы стандартного отклонения выборки
Таблица Н.1 - Значения для верхней контрольной границы стандартного отклонения выборки
Объем выборки | Коэффициент |
2 | 2,800 |
3 | 2,297 |
4 | 2,065 |
6 | 1,827 |
8 | 1,700 |
9 | 1,654 |
10 | 1,617 |
12 | 1,558 |
13 | 1,534 |
15 | 1,494 |
18 | 1,448 |
21 | 1,413 |
25 | 1,377 |
32 | 1,331 |
35 | 1,316 |
40 | 1,295 |
50 | 1,263 |
65 | 1,230 |
70 | 1,221 |
95 | 1,189 |
125 | 1,165 |
160 | 1,145 |
200 | 1,130 |
250 | 1,116 |
Приложение I
(обязательное)
Дополнительные контрольные нормативы при переходе на ослабленный контроль
Таблица I.1 - Дополнительные контрольные нормативы при переходе на ослабленный контроль
Код объема выборки | AQL (%) | Контрольный норматив формы | Контрольный норматив формы | |
" | " | " | ||
100 | ||||
В | 4,0 | 1,118 | 0,991 | 8,047 |
С | 2,5 | 1,325 | 1,281 | 5,833 |
D | 1,5 | 1,516 | 1,465 | 4,540 |
Е | 1,0 | 1,740 | 1,739 | 2,840 |
F | 0,65 | 1,967 | 1,990 | 1,671 |
G | 0,40 | 2,153 | 2,182 | 1,074 |
Н | 0,25 | 2,350 | 2,378 | 0,6495 |
J | 0,15 | 2,503 | 2,526 | 0,4461 |
K | 0,10 | 2,678 | 2,694 | 0,2784 |
L | 0,065 | 2,856 | 2,866 | 0,1659 |
М | 0,040 | 3,002 | 3,008 | 0,1069 |
N | 0,025 | 3,157 | 3,167 | 0,06470 |
Р | 0,015 | 3,272 | 3,282 | 0,04433 |
Q | 0,01 | 3,407 | 3,419 | 0,02760 |
R | 0,01 | 3,448 | 3,460 | 0,02443 |
Приложение J
(обязательное)
Процедуры определения или
J.1 Процедура вычисления
J.1.1 Оценку стандартного отклонения совокупности по выборочным данным обычно обозначают символом . Значение
может быть получено по формуле
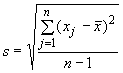 , (J.1)
, (J.1)
где - значение характеристики качества
-й единицы продукции в выборке объема
;
- выборочное среднее
, т.е.
![]() . (J.2)
. (J.2)
J.1.2 Применять формулу (J.1) для вычисления не рекомендуется из-за большого количества ошибок округления. Эквивалентной, но в вычислительном отношении лучшей, является формула
 . (J.3)
. (J.3)
J.1.3 Формула (J.3) может быть улучшена путем вычитания подходящей произвольной константы из всех значений
до вычисления
, т.е.
 . (J.4)
. (J.4)
Формула (J.4) обеспечивает более точный результат, когда изменчивость мала относительно среднего, т.е. мало по сравнению с
.
J.1.4 При использовании калькулятора или компьютерной программы важно убедиться, что формула, используемая машиной или программой, эквивалентна формуле (J.1), поскольку иногда используют объем выборки в знаменателе вместо
![]() .
.
Простая проверка должна дать стандартное отклонение, равное 1, следующих трех чисел: 0, 1 и 2. Объем выборки 3, выборочное среднее равно 1, выборочное стандартное отклонение равно:
![]() .
.
Если компьютер или калькулятор используют в знаменателе вместо
![]() , то результат вычислений будет
, то результат вычислений будет
![]() 0,8165.
0,8165.
Использование в знаменателе недопустимо, так как в этом случае критерий приемки ослабляется и защита потребителя на уровне AQL не выполняется.
Примечание - Полезно применить (J.3) для этого примера.
 .
.
J.2 Процедура выбора
J.2.1 Если в соответствии с контрольной картой значения находятся в зоне статистической управляемости процесса, то в качестве
может быть выбрано:
 ,
,
где - количество партий;
- объем выборки от
-й партии;
- стандартное отклонение выборки из
-й партии.
J.2.2 Если объемы выборок из каждой партии равны, то вышеупомянутая формула принимает более простой вид:
 .
.
Приложение K
(обязательное)
Оценка доли несоответствующих единиц продукции процесса
K.1 Общие положения
По техническим причинам для оценки доли несоответствующих единиц продукции используют несмещенную выборочную оценку минимальной дисперсии (MVUE). Долю несоответствующих единиц продукции процесса обозначают , а ее оценку
. В настоящем приложении приведена точная формула для
в случае неизвестной дисперсии ("
" метод) и известной дисперсии ("
" метод) процесса. Поскольку точная формула для
в случае "
" метода требует применения таблиц или программного обеспечения для вычисления функции симметричного бета-распределения, ниже представлена приближенная формула (K.2), которая требует только использования таблиц нормированного нормального распределения. Эта формула обладает достаточной точностью для всех практических целей при объемах выборки больше 4. Соответственно даны рекомендации по применению точной формулы в случае "
" метода для объемов выборки 3 и 4.
K.2 Точные формулы
K.2.1 Точная несмещенная оценка MVUE для "
" метода
Функция симметричного бета-распределения имеет вид:
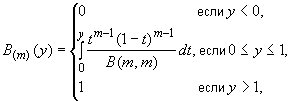 (K.1)
(K.1)
где ![]() ;
;
 .
.
Общая формула для оценки доли несоответствующих единиц продукции процесса вне любой из границ поля допуска, когда стандартное отклонение процесса неизвестно, имеет вид:
 , (K.2)
, (K.2)
где - объем выборки;
- статистика качества для данной границы поля допуска.
Таким образом, для нижней границы поля допуска
 ,
,
для верхней границы поля допуска
 .
.
Для объединенного контроля с двумя границами поля допуска оценка общей доли несоответствующих единиц продукции процесса равна сумме этих двух оценок, т.е. ![]() .
.
K.2.2 Точная несмещенная оценка для "
" метода
Функция распределения нормированного нормального распределения имеет вид:
![]() .
.
Общая формула оценки доли несоответствующих единиц продукции процесса для нижней границы поля допуска, когда стандартное отклонение процесса известно, имеет вид:
 ,
,
где "" - стандартное отклонение процесса, значение которого известно. Соответствующая формула для верхней границы поля допуска:
 .
.
Оценкой общей доли несоответствующих единиц продукции процесса является сумма этих двух оценок.
K.3 Приближенная процедура для "" метода с
5
Если таблицы или программное обеспечение для вычисления функции распределения симметричного бета-распределения не доступны, может быть использована следующая процедура для получения приближенной оценки при применении "
" метода с объемом выборки не менее 5:
a) вычисляют ![]() - и/или
- и/или ![]() ;
;
b) вычисляют ![]() ;
;
c) вычисляют ![]() , значение
, значение приведено в таблице K.1;
d) вычисляют![]() ;
;
e) если 0, устанавливают
![]() , в противном случае устанавливают
, в противном случае устанавливают ![]() .
.
По таблицам функции нормированного нормального распределения находят ![]() .
.
Таблица K.1 - Значения
Объем выборки | |
6 | 0,880496 |
9 | 1,230248 |
13 | 1,583745 |
18 | 1,937919 |
25 | 2,346014 |
35 | 2,828887 |
50 | 3,428086 |
70 | 4,092828 |
95 | 4,795926 |
125 | 5,522742 |
160 | 6,265024 |
200 | 7,017865 |
250 | 7,858138 |
K.4 Упрощенная точная формула для при использовании "
" метода с
3
Если 3, в случае "
" метода
![]() , (K.3)
, (K.3)
где  (K.4)
(K.4)
где ![]() .
.
Подставляя ![]() в (K.4), получаем
в (K.4), получаем
 (K.5)
(K.5)
Следовательно, после подстановки (K.5) в (K.4):
Эта величина приведена в таблице приложения F.
K.5 Упрощенная точная формула для при использовании "
" метода с
4
Если 4, в случае "
" метода
![]() , (K.6)
, (K.6)
где  , (K.7)
, (K.7)
где ![]() .
.
Поэтому (K.7) можно записать в виде:
 (K.8)
(K.8)
Следовательно, после подстановки (K.8) в (K.6)
Приложение L
(справочное)
Качество риска потребителя
L.1 Для данного плана выборочного контроля качество риска потребителя - это качество процесса, при котором вероятность приемки данной партии составляет 10%.
L.2 Для "" метода с единственной характеристикой качества и единственной границей поля допуска качество риска потребителя - результат решения относительно
уравнения
![]() ,
,
где - объем выборки;
- контрольный норматив для формы
для "
" метода;
- квантиль нормированного нормального распределения уровня
![]() ;
;
![]() - функция распределения нецентрального
- функция распределения нецентрального -распределения с
![]() степенями свободы и параметром нецентральности
степенями свободы и параметром нецентральности ![]() .
.
Для формы "
" метода качество риска потребителя является результатом решения относительно
уравнения
![]() ,
,
где ![]() - квантиль уровня
- квантиль уровня симметричного бета-распределения с обоими параметрами, равными
![]() .
.
L.3 Значения качества риска потребителя для планов "" метода настоящего стандарта приведены в таблицах L.1, L.3 и L.5 для нормального, усиленного и ослабленного контроля соответственно.
L.4 Для одномерного "" метода с единственной характеристикой качества и единственной границей поля допуска качеству риска потребителя соответствует формула
![]() ,
,
где - объем выборки;
- контрольный норматив формы
"
" метода;
- функция распределения нормированного нормального распределения.
Для формы "
" метода качеству риска потребителя соответствует формула
![]() .
.
L.5 Значения качества риска потребителя для планов "" метода настоящего стандарта приведены в таблицах L.2, L.4 и L.6 для нормального, усиленного и ослабленного контроля соответственно.
L.6 Приведенные в таблице значения качества риска потребителя могут быть использованы как приближения в случае двух границ поля допуска и/или нескольких характеристик качества.
Таблица L.1 - Качество риска потребителя (в процентах) для нормального контроля, "" метод
|
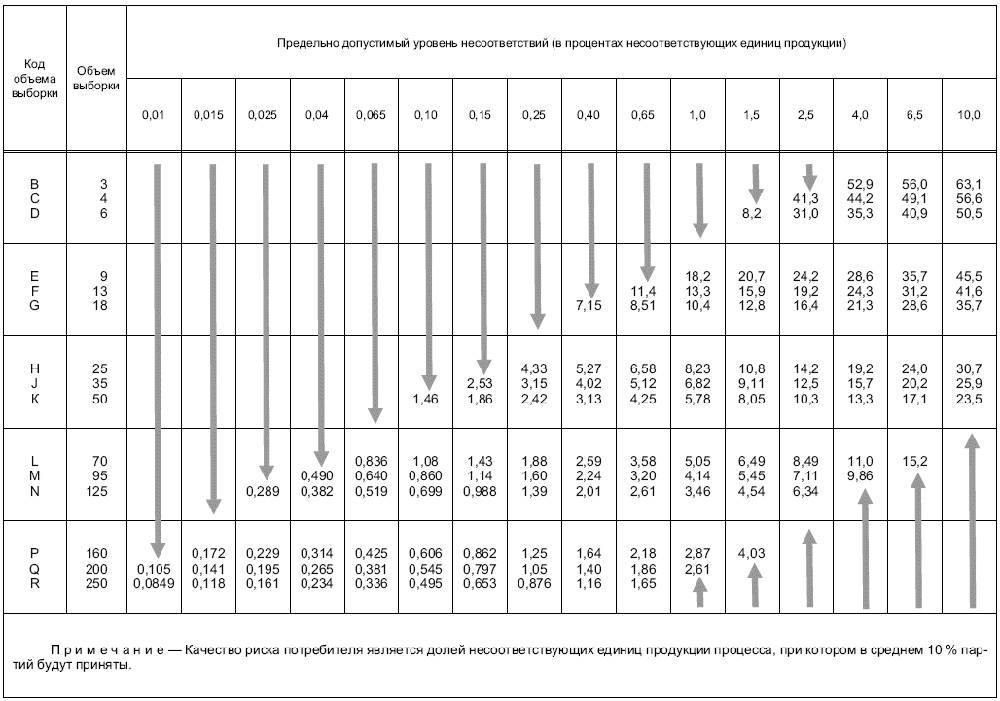
Таблица L.2 - Качество риска потребителя (в процентах) для нормального контроля, "" метод
|
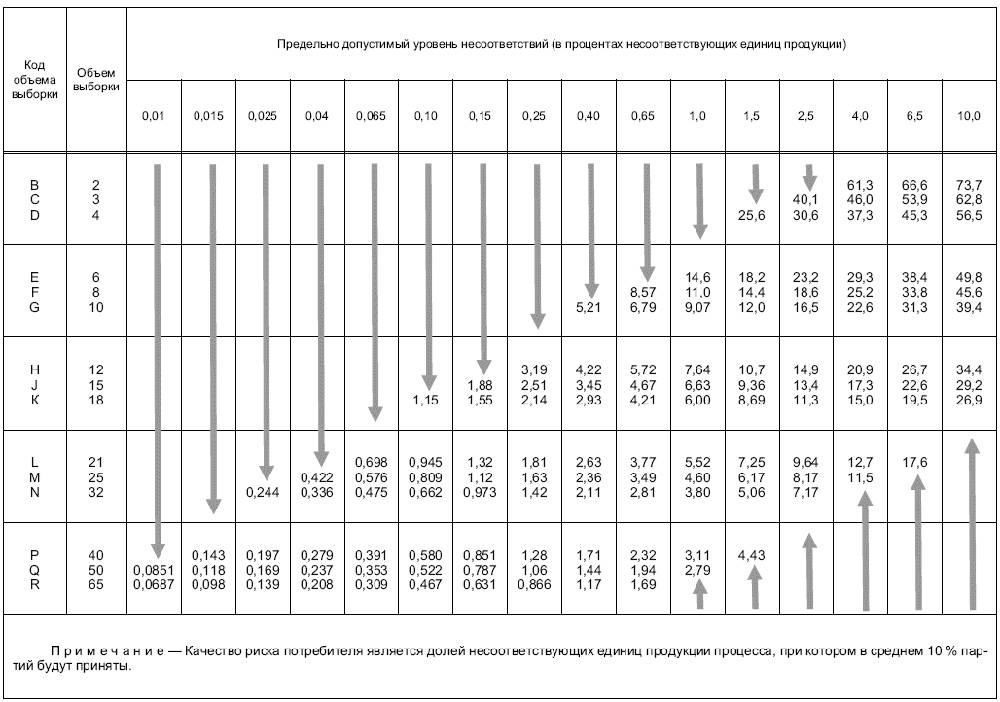
Таблица L.3 - Качество риска потребителя (в процентах) для усиленного контроля, "" метод
|
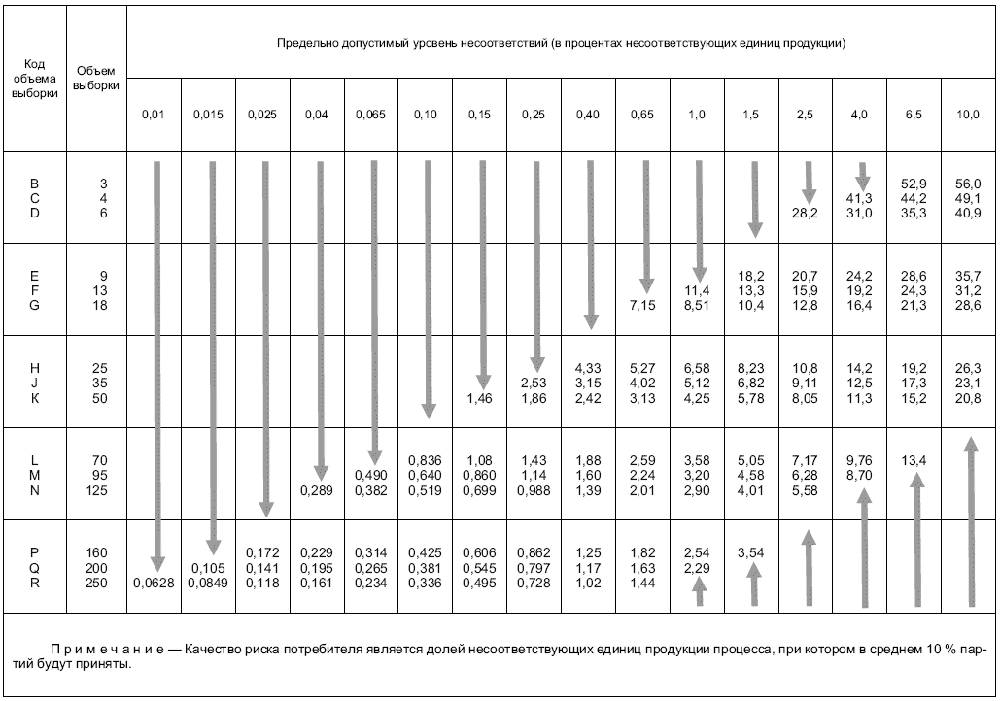
Таблица L.4 - Качество риска потребителя (в процентах) для усиленного контроля, "" метод
|
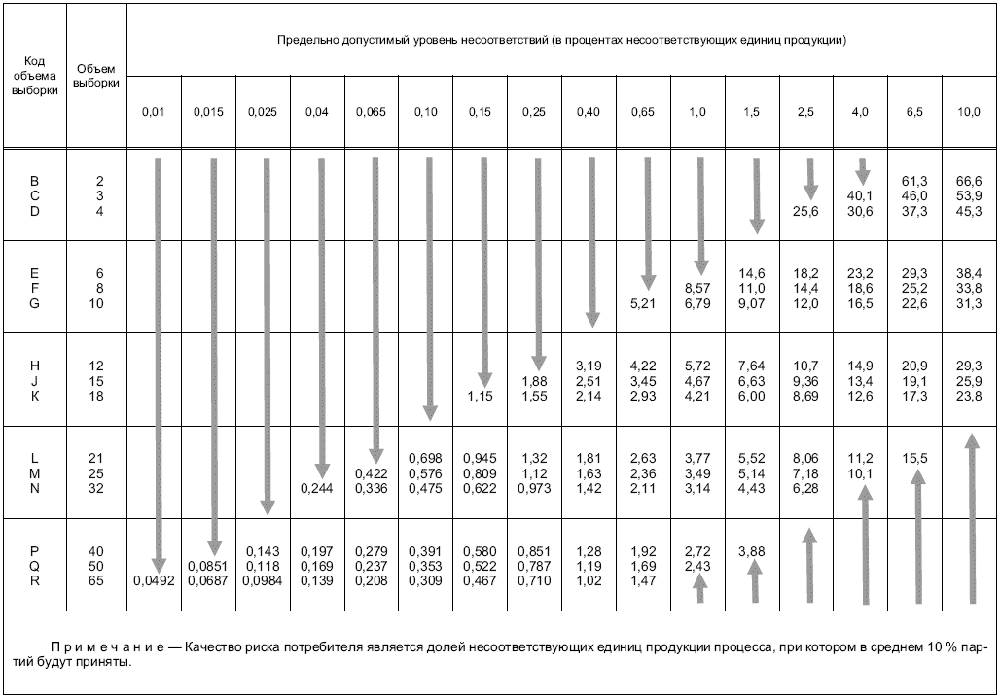
Таблица L.5 - Качество риска потребителя (в процентах) для ослабленного контроля, "" метод
|
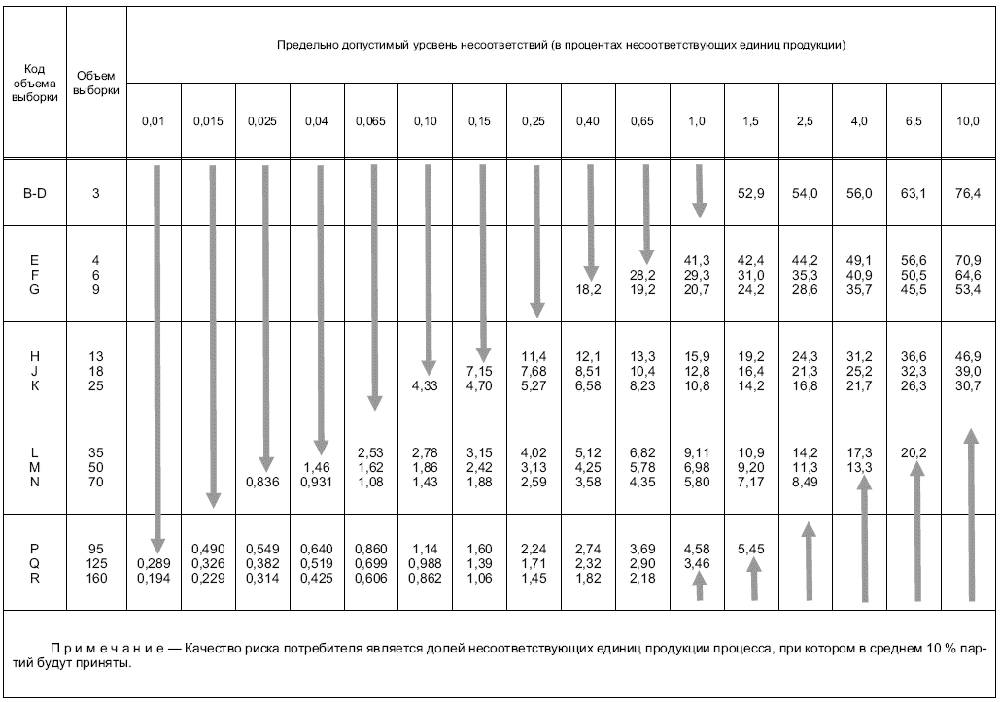
Таблица L.6 - Качество риска потребителя (в процентах) для ослабленного контроля, "" метод
|

Приложение М
(справочное)
Риск изготовителя
М.1 Риск изготовителя - вероятность отклонения данной партии, если доля несоответствующих единиц продукции процесса равна AQL (т.е. единица минус вероятность приемки данной партии, если доля несоответствующих единиц продукции процесса равна AQL).
М.2 Для "" метода с единственной характеристикой качества и единственной границей поля допуска риск изготовителя определяют по формуле
![]() ,
,
где - объем выборки;
- AQL, выраженный в долях несоответствующих единиц продукции;
- контрольный норматив формы
"
" метода;
- квантиль нормированного нормального распределения уровня
![]() ;
;
![]() - функция нецентрального
- функция нецентрального -распределения с
![]() степенями свободы и параметром нецентральности
степенями свободы и параметром нецентральности ![]() .
.
Для формы "
" метода риск изготовителя
определяют по формуле
![]() ,
,
где ![]() - квантиль уровня
- квантиль уровня симметричного бета-распределения с обоими параметрами, равными
![]() .
.
М.3 Значения риска изготовителя для планов "" метода настоящего стандарта приведены в таблицах М.1, М.3 и М.5 для нормального, усиленного и ослабленного контроля соответственно.
М.4 Для "" метода с единственной характеристикой качества и единственной границей поля допуска риск изготовителя определяют по формуле
![]() ,
,
где - объем выборки;
- AQL, выраженный в долях несоответствующих единиц продукции;
- контрольный норматив для формы
"
" метода;
- квантиль нормированного нормального распределения уровня
![]() ;
;
- функция нормированного нормального распределения.
Для формы "
" метода риск изготовителя определяют по формуле
![]() .
.
М.5 Значения рисков изготовителя для планов "" метода настоящего стандарта приведены в таблицах М.2, М.4 и М.6 для нормального, усиленного и ослабленного контроля соответственно.
М.6 Приведенные в таблицах значения риска изготовителя также могут быть использованы для приближения в случае двух границ поля допуска и/или нескольких характеристик качества.
Таблица М.1 - Риск изготовителя (в процентах) для нормального контроля, "" метод
|
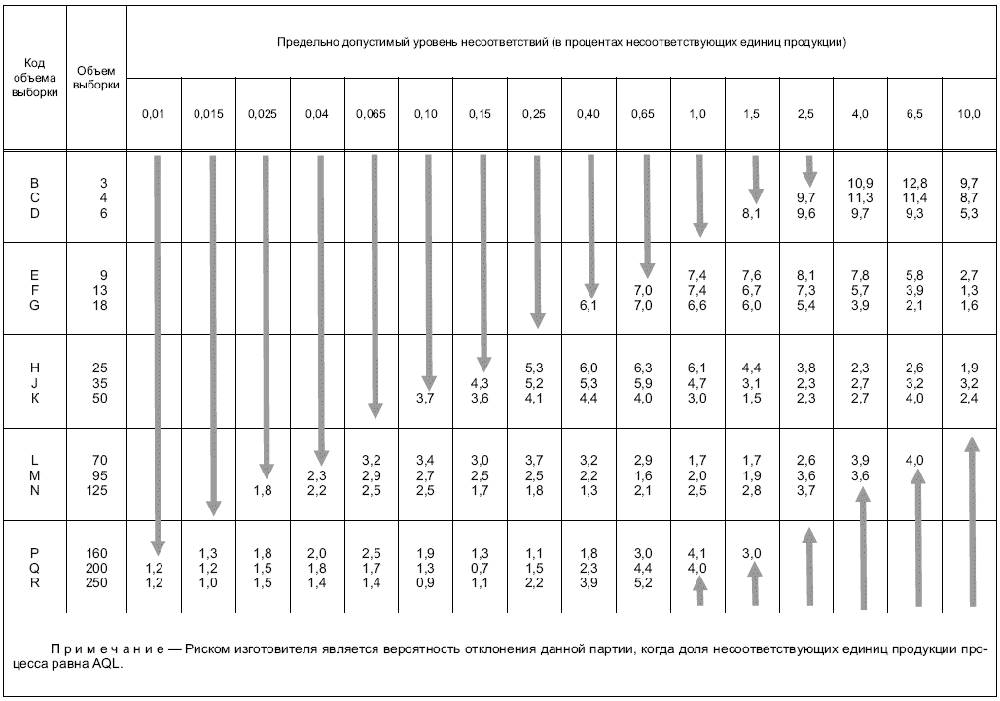
Таблица М.2 - Риск изготовителя (в процентах) для нормального контроля, "" метод
|
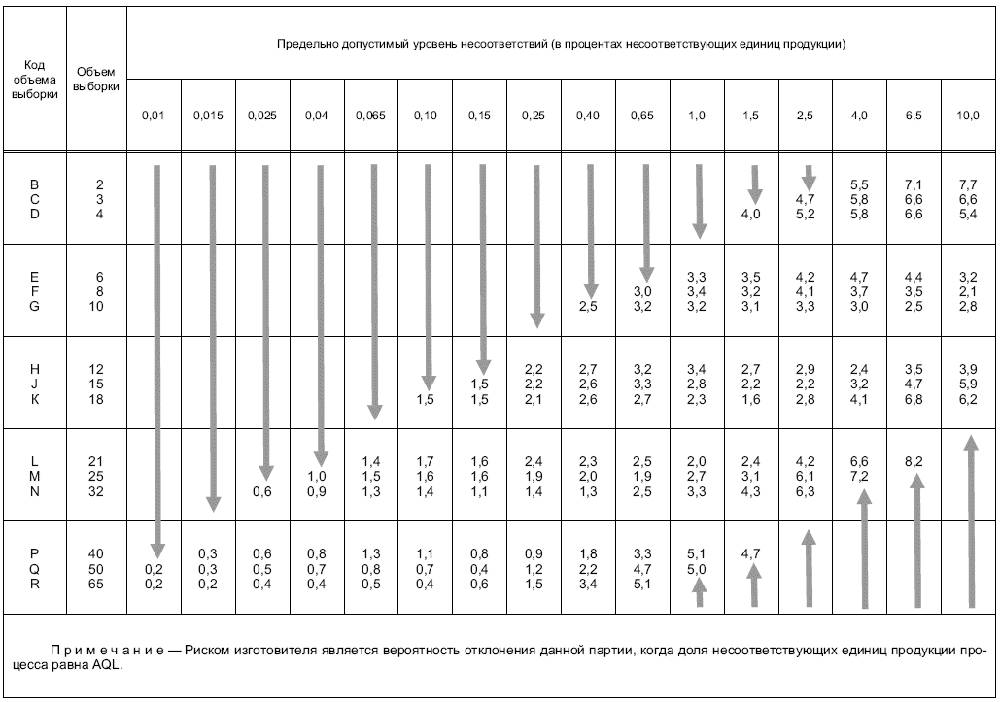
Таблица М.3 - Риск изготовителя (в процентах) для усиленного контроля, "" метод
|
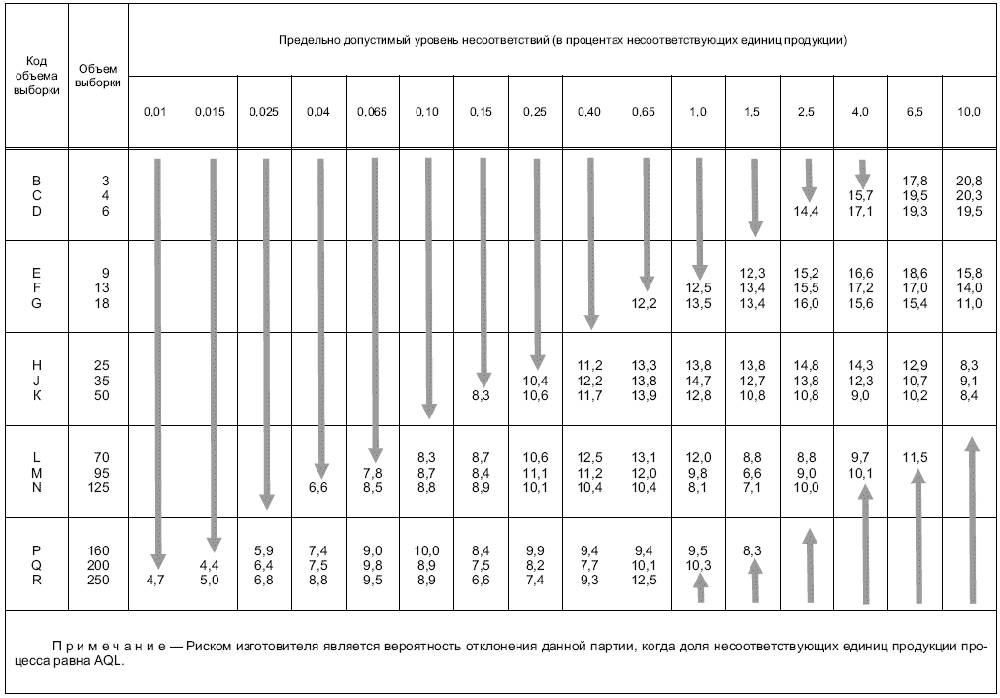
Таблица М.4 - Риск изготовителя (в процентах) для усиленного контроля, "" метод
|
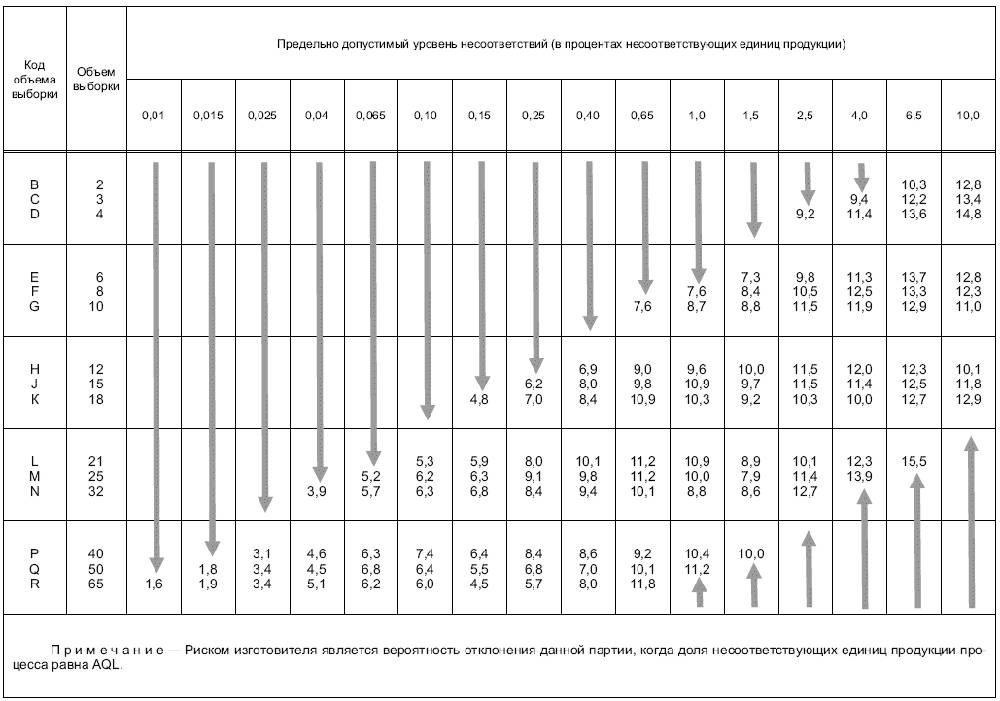
Таблица М.5 - Риск изготовителя (в процентах) для ослабленного контроля, "" метод
|
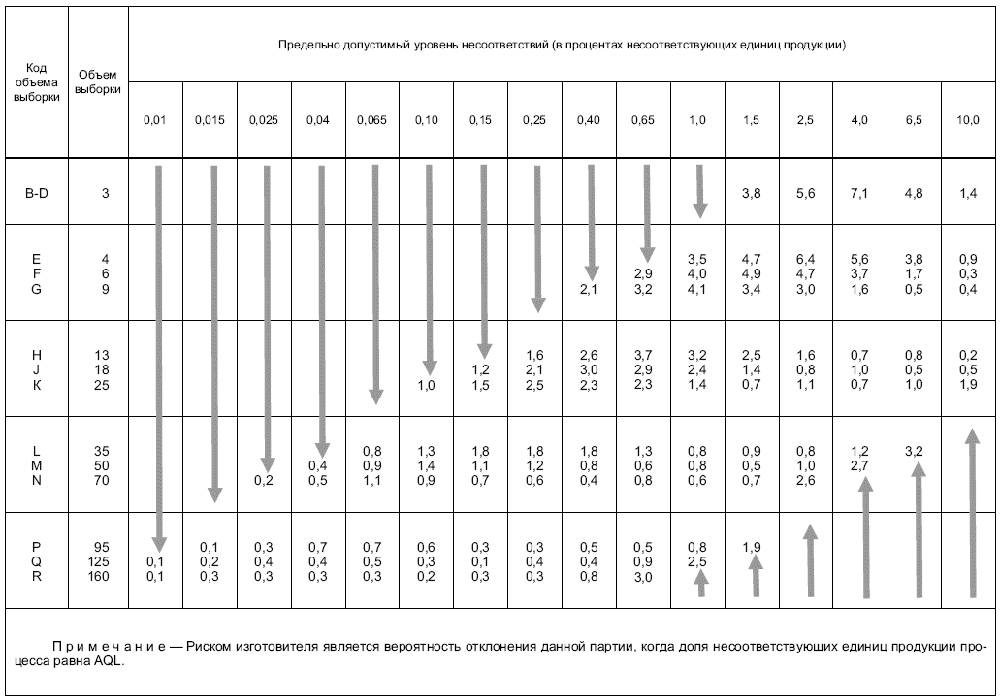
Таблица М.6 - Риск изготовителя (в процентах) для ослабленного контроля, "" метод
|
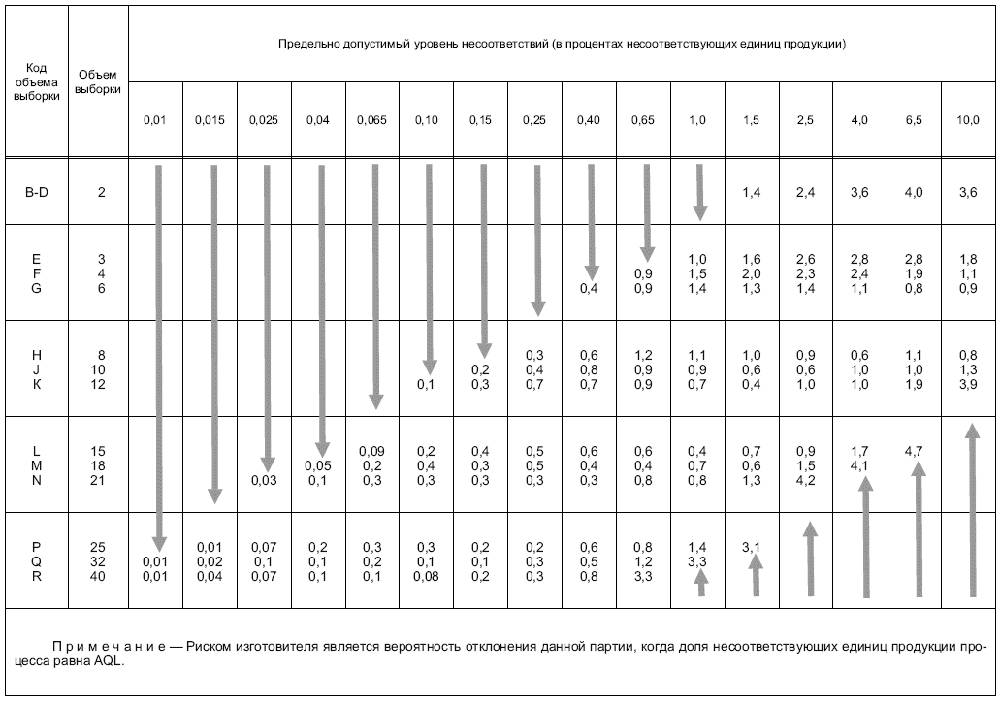
Приложение N
(справочное)
Кривые оперативных характеристик для "" метода
N.1 Формула для вероятности приемки
Вероятность приемки партии для единственной границы поля допуска в долях несоответствующих единиц продукции процесса определяют по формуле
![]() ,
,
где - функция нормированного нормального распределения;
- объем выборки;
- квантиль нормированного нормального распределения уровня
![]() ;
;
- контрольный норматив "
" метода.
N.2 Пример
Ниже приведен пример вычисления вероятности приемки для процесса с долей несоответствующих единиц продукции 2,5% "" методом с AQL=1,0% и кодом объема выборки М при нормальном контроле.
В соответствии с таблицей С.1 для кода объема выборки М и AQL=1,0%, объем выборки 25, а контрольный норматив
1941. Доля несоответствующих единиц продукции процесса
0,025. В соответствии с таблицей нормированного нормального распределения
![]() 1960.
1960.
Следовательно
![]() .
.
Таким образом, в соответствии с таблицей нормированного нормального распределения 0,538.
N.3 Сравнение с табличным значением для "" метода
Очевидно, что данная вероятность приемки для "" метода является очень грубой по сравнению с соответствующей вероятностью приемки для "
" метода. Из графика М на рисунке 15 ИСО 3951-1 для AQL=1,0% видно, что уровень качества процесса равен 2,51%, т.е.
0,0251 с вероятностью приемки 50%, т.е.
0,50.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации (и действующим в этом качестве межгосударственным стандартам)
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ИСО 2859-1:1999 | IDТ | ГОСТ Р ИСО 2859-1-2007 Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества |
ИСО 3534-1:2006 | - | * |
ИСО 3534-2:2006 | - | * |
ИСО 9000:2005 | IDТ | ГОСТ Р ИСО 9000-2008 Системы менеджмента качества. Основные положения и словарь |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: IDТ - идентичные стандарты. | ||
Библиография
[1] | Baillie, D.H. Multivariate acceptance sampling, in Frontiers in Statistical Quality Control 3,eds. Lenzetal, pp.83-115, Physica-Verlag, Heidelberg, 1987 |
[2] | Baillie, D.H., Normal approximations to the distribution function of the symmetric beta distribution, in Frontiers in Statistical Quality Control 5, eds. Lenz et al, pp.52-65, Physica-Verlag, Heidelberg, 1997 |
[3] | Duncan, A.J., Quality Control and Industrial Statistics. Richard D. Irwin, Inc., 1967 |
[4] |
|
[5] | ISO 31-11, Quantities and units - Part 11: Mathematical signs and symbols for use in the physical sciences and technology (Величины и единицы измерения. Часть 11. Математические знаки и обозначения, используемые в физике и технических и прикладных науках) |
[6] | ISO 2854:1976, Statistical interpretation of data - Techniques of estimation and tests relating to means and variances |
[7] | ISO 2859-2, Sampling procedures for inspection by attributes - Part 2: Sampling plans indexed by limiting quality (LQ) for isolated lot inspection |
[8] | ISO 2859-10, Sampling procedures for inspection by attributes - Part 10: Introduction to the ISO 2859 series of attribute sampling system |
[9] | ISO 3951-1:2005, Sampling procedures for inspection by variables - Part 1: Specification for single sampling plans indexed by acceptance quality limit (AQL) for lot-by-lot inspection for a single quality characteristic and a single AQL |
[10] | ISO 5479, Statistical interpretation of data - Tests for departure from the normal distribution (ИСО 5479:1997 Статистическое представление данных. Проверка отклонения распределения вероятностей от нормального распределения)* |
[11] | ISO 5725-2, Accuracy (trueness and precision) of measurement methods and results - Part 2: Basic methods for the determination of repeatability and reproducibility of a standard measurement method (ИСО 5725-2:1994 Точность (правильность и прецизионность) методов и результатов измерений. Часть 2. Основной метод определения повторяемости и воспроизводимости стандартного метода измерений)* |
[12] | ISO 7870, Control charts - General guide and introduction |
[13] | ISO 8258, Shewhart control charts |
[14] | ISO 10576-1:2003, Statistical methods - Guidelines for the evaluation of conformity with specified requirements - Part 1: General principles |
[15] | MIL-STD-414 Sampling procedures and tables for inspection by variables for percent defective. US Government Printing Office, Washington D.C, USA, 1957 (no longer extant) |
[16] | Melgaard, H. and Thyregod, P. (2001). Acceptance sampling by variables under measurement uncertainty, pp.47-60. In: Lenz, H.J. and Wilrich, P.-Th. [Editors]. Frontiers in Statistical Quality Control 6, Physica-Verlag, Heidelberg; New York |
[17] | Pearson, E.S. and Hartley, H.O. Biometrika Tables for Statisticians, Volumes 1 and 2. Cambridge University Press, 1976 and 1972 |
[18] | Pearson, K., Tables of the Incomplete Beta Function, 2nd edition. Cambridge University Press, 1968 |
[19] | Resnikoff, G.J. and Lieberman, G.J. Tables of the Non-Central t-Distribution. Stanford University Press, 1966 |
[20] | Bowker, A.H. and Goode, H.P. Sampling Inspection by Variables, McGraw-Hill, 1952 |
[21] | Bowker, A.H. and Lieberman, G.J. Engineering Statistics. Prentice-Hall, 1972 |
[22] | Selected Techniques of Statistical Analysis. Statistical Research Group, Columbia University, McGraw-Hill, 1947 |
_______________
* Официальный перевод этого стандарта находится в Федеральном информационном фонде.
Электронный текст документа
и сверен по:
, 2011
{kind=link}