ГОСТ Р ИСО 7870-7-2023
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Статистические методы
КОНТРОЛЬНЫЕ КАРТЫ
Часть 7
Многомерные контрольные карты
Statistical methods. Control charts. Part 7. Multivariate control charts
ОКС 03.120.30
Дата введения 2024-03-01
Предисловие
1 ПОДГОТОВЛЕН Закрытым акционерным обществом "Научно-исследовательский центр контроля и диагностики технических систем" (ЗАО "НИЦ КД") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 125 "Применение статистических методов"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 27 сентября 2023 г. N 966-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 7870-7:2020* "Контрольные карты. Часть 7. Многомерные контрольные карты" (ISO 7870-7:2020 "Control charts - Part 7: Multivariate control charts", IDT).
Международный стандарт разработан Техническим комитетом ТК 69 Международной организации по стандартизации (ИСО).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Введение
При необходимости одновременного контроля нескольких характеристик качества продукции, как правило, используют несколько отдельных (одномерных) контрольных карт. К сожалению, при наличии сильной корреляции между контролируемыми характеристиками это может привести к ошибочным результатам. Мониторинг процессов, в которых одновременно рассматривают несколько взаимосвязанных переменных, называется многомерным статистическим управлением процессами (MSPC). Наиболее полезным способом многомерного статистического управления процессами является применение многомерных контрольных карт. Многомерные контрольные карты используют для статистической оценки и контроля процесса с учетом зависимости между контролируемыми характеристиками.
Назначение системы многомерного статистического управления процессом состоит в подаче сигнала при наличии заданных причин изменчивости. Систематическое устранение указанных причин чрезмерных отклонений путем постоянных целенаправленных усилий переводит процесс в состояние статистической управляемости (стабильности). Если процесс находится в состоянии статистической управляемости, его работа предсказуема, а его воспроизводимость и соответствие установленным требованиям можно оценить.
Основной целью настоящего стандарта является демонстрация способов использования многомерных контрольных карт для управления процессом с точки зрения SPC и методов оценки состояния стабильности процесса. В ИСО 22514-6 приведен метод расчета статистик воспроизводимости для параметров процесса или характеристик продукции, подчиняющихся многомерному нормальному распределению.
_______________
1 Область применения
Настоящий стандарт устанавливает требования к построению и использованию многомерных контрольных карт для статистического управления процессами (SPC), а также методы использования и понимания этого обобщенного подхода к контрольным картам, когда измеряемые характеристики - данные о переменных.
Использование метода главных компонент (PCA) и частичных наименьших квадратов (PLS) в области многомерного статистического управления процессами в настоящем стандарте не представлено.
Примечание - В настоящем стандарте описано существующее состояние многомерных контрольных карт, применяемых на практике. В стандарте не описано современное состояние научных исследований в этой области.
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий стандарт [для датированной ссылки применяют только указанное издание ссылочного стандарта, для недатированной - последнее издание (включая все изменения)]:
ISO 3534-2, Statistics - Vocabulary and symbols - Part 2: Applied statistics (Статистика. Словарь и условные обозначения. Часть 2. Прикладная статистика)
3 Термины и определения
В настоящем стандарте применены термины по ИСО 3534-2, а также следующие термины с соответствующими определениями.
ИСО и МЭК ведут терминологические базы данных для использования в области стандартизации по следующим адресам:
- платформа онлайн-просмотра ИСО: доступна по адресу http://www.iso.org/obp;
- Электропедия МЭК: доступна по адресу http://www.electropedia.org/.
3.1 многомерная характеристика (multivariate characteristics): Многомерная величина, состоящая из d самостоятельных величин или величин, характеризующих качество продукции.
Примечание 3 - Все единичные величины, объединенные в многомерный вектор, могут быть определены на одной и той же единице продукции или на одном и том же объекте.
Примечание 4 - Если многомерная величина описана статистически, вектор рассматривают как случайный вектор, подчиняющийся d-мерному многомерному распределению.
3.2 доверительная область (confidence region): d-мерная область, накрывающая оцениваемый d-мерный параметр с заданным уровнем доверия.
Примечание 1 - Область ограничена линиями, поверхностями или гиперповерхностями в d-мерном пространстве.
Примечание 2 - Форму и размер области определяют один или несколько параметров.
4 Обозначения и сокращения
4.1 Сокращения
В настоящем стандарте использованы следующие сокращения:
SPC - статистическое управление процессом;
MSPC - многомерное статистическое управление процессом;
PCA - метод главных компонент;
PLS - метод частичных наименьших квадратов;
UCL - верхняя контрольная граница;
LCL - нижняя контрольная граница;
ARL - средняя длина серии;
EWMA - экспоненциально взвешенное скользящее среднее;
MEWMA - многомерное экспоненциально взвешенное скользящее среднее.
4.2 Обозначения
В настоящем стандарте использованы следующие обозначения:
- квантиль бета-распределения уровня с числом степеней свободы и ; | |
d | - количество измерений многомерных характеристик; |
- статистика, отражаемая на контрольной карте этапа II; | |
E(|S|) | - среднее |S|; |
- квантиль F -распределения уровня с числом степеней свободы и ; | |
h | - верхняя контрольная граница контрольной карты MEWMA; |
- нижняя контрольная граница; | |
m | - количество подгрупп; |
n | - объем каждой подгруппы; |
- d -мерное нормальное распределение с параметрами и ; | |
- ковариация между характеристиками a и b при n=1; | |
- ковариация между характеристиками a и b в j-й подгруппе при n>1; | |
- оценка дисперсии i-й характеристики при n=1; | |
- оценка дисперсии i-й характеристики в j-й подгруппе при n>1; | |
- выборочное среднее значений , по всем m подгруппам для i -й характеристики при n >1; | |
- выборочное среднее значений по всем m подгруппам с ковариацией между характеристиками a и b при n >1; | |
S | - выборочная дисперсионно-ковариационная матрица с n=1; |
- выборочная дисперсионно-ковариационная матрица с n>1; | |
|S| | - определитель выборочной дисперсионно-ковариационной матрицы S; |
- статистика, отражаемая на карте этапа I; | |
- статистика, отражаемая на карте этапа II; | |
tr | - оператор определения следа матрицы; |
- верхняя контрольная граница; | |
V(|S|) | - дисперсия |S|; |
- j-е наблюдение i-й характеристики при n=1; | |
- k-е наблюдение i-й характеристики в j-й подгруппе при n>1; | |
- выборочное среднее i-й характеристики в j-й подгруппе при n>1; | |
- выборочное среднее значений по всем m подгруппам для i -й характеристики при n >1; | |
x | - вектор наблюдений; |
- вектор j-го наблюдения при n=1; | |
- вектор будущего индивидуального наблюдения при n=1; | |
- вектор выборочного среднего при n=1; | |
- выборочное среднее j-й рациональной подгруппы при n>1; | |
- среднее будущей рациональной подгруппы при n>1; | |
- вектор выборочных средних при n>1; | |
- i -й элемент вектора ; | |
- статистика, отражаемая на контрольной карте MEWMA; | |
- статистика MEWMA; | |
- квантиль распределения уровня с числом степеней свободы ; | |
- размер сдвига вектора среднего; | |
- вектор скользящих параметров MEWMA; | |
- скользящий параметр MEWMA, 0 1; | |
- вектор среднего многомерных характеристик; | |
- заранее заданный вектор среднего многомерных характеристик; | |
- коэффициент корреляции между и ; | |
- дисперсионно-ковариационная матрица многомерных характеристик; | |
- заранее заданная дисперсионно-ковариационная матрица многомерных характеристик; | |
- дисперсионно-ковариационная матрица MEWMA статистики ; | |
( ·) | - оператор обратной матрицы; |
( ·) | - оператор транспонирования матрицы. |
5 Назначение и классификация многомерных контрольных карт
5.1 Назначение и условия применения многомерных контрольных карт
Если характеристики не являются независимыми, что обычно имеет место, если они относятся к одному и тому же объекту, не существует простого способа измерения искажения в процедуре совместного контроля. Проблемы мониторинга процесса, в которых рассматривают несколько взаимосвязанных переменных, иногда называют проблемами многомерного контроля качества. Этот вопрос особенно важен, поскольку процедуры автоматизированного контроля позволяют относительно легко измерять множество параметров на каждой единице продукции. Например, многие химические и технологические предприятия, а также изготовители полупроводников регулярно ведут производственные базы данных о процессе и качестве продукции по сотням переменных. Мониторинг или анализ этих данных с помощью одномерных процедур SPC часто нерезультативны. Многомерные контрольные карты применяют для статистической оценки и управления процессом с учетом зависимости между наблюдаемыми характеристиками.
 |
Рисунок 1 - Контроль качества по двум переменным
Применение многомерных контрольных карт удобно, когда количество переменных процесса не слишком велико - десять или менее. Однако по мере увеличения количества переменных традиционные многомерные контрольные карты теряют результативность в отношении обнаружения сдвигов процесса. Популярный подход в такой ситуации состоит в уменьшении размерности задачи. Это может быть сделано с использованием методов прогнозирования, таких как анализ главных компонент (РСА) или метод частичных наименьших квадратов (PLS). Эти два метода основаны на построении модели на основе набора ранее полученных данных, которые, как предполагается, соответствуют состоянию статистической управляемости процесса. После того, как модель построена, следующее наблюдение проверяют на предмет его соответствия модели.
В одномерном случае в SPC для описания непрерывной характеристики обычно используют нормальное распределение. Тот же подход может быть использован и в многомерном случае. Многомерное нормальное распределение применяют в качестве основного предположения при рассмотрении многомерных характеристик.
5.2 Классификация многомерных контрольных карт
a) многомерные контрольные карты сдвига среднего;
b) многомерные контрольные карты рассеивания процесса.
ii) многомерные контрольные карты взвешенных средних (см. раздел 7), такие как многомерная контрольная карта EWMA.
На рисунке 2 показано, как следует выбирать многомерную контрольную карту.
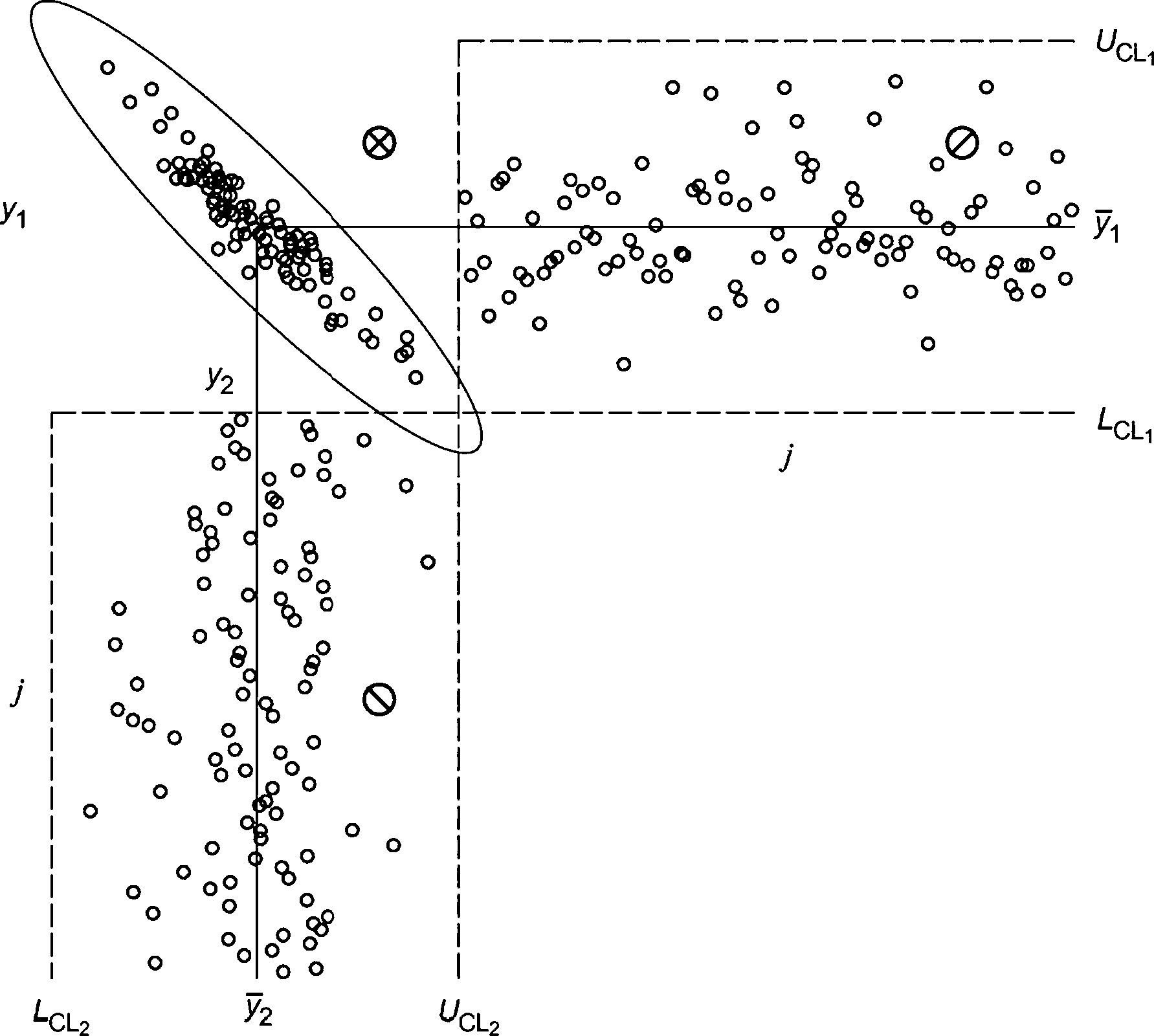 |
Рисунок 2 - Блок-схема выбора многомерной контрольной карты
6 Многомерные контрольные карты невзвешенных средних для контроля сдвига среднего процесса
6.1 Общие положения
Для каждой из многомерных контрольных карт возможны две различные ситуации, когда:
a) заданы установленные значения параметров процесса;
b) значения параметров процесса не заданы.
В качестве предварительно установленных или известных значений параметров процесса могут быть заданы целевые значения, требования или оценки значений, определенные на основе данных в условиях стабильного процесса.
Существует два различных этапа составления контрольных карт:
i) этап I: контрольные карты используют для ретроспективной проверки того, что процесс находился в состоянии статистической управляемости, при отборе первых подгрупп. Как только это будет сделано, контрольную карту используют для определения того, что следует понимать под процессом, находящимся в стабильном состоянии. Это называется ретроспективным использованием контрольных карт;
ii) этап II: контрольные карты используют для проверки того, что процесс находится в стабильном состоянии при составлении будущих подгрупп. На этом этапе карту используют в качестве вспомогательного средства при мониторинге процесса на предмет любых изменений и выхода процесса из стабильного состояния.
Другим важным вопросом является объем n каждой рациональной подгруппы. Если n=1, то необходимо соблюдать особую осторожность. Таким образом, рассматривают четыре возможности:
- этап I, n=1, работа с индивидуальными наблюдениями;
- этап I, n>1, работа с рациональными подгруппами;
- этап II, n=1, работа с индивидуальными наблюдениями;
- этап II, n>1, работа с рациональными подгруппами.
6.2 Контрольные карты среднего процесса (n>1)
Таким образом, многомерная контрольная карта Шухарта для среднего значения процесса с неизвестными параметрами имеет следующую верхнюю контрольную границу:
Таким образом, многомерная контрольная карта Шухарта для среднего процесса с неизвестными параметрами процесса имеет следующую верхнюю контрольную границу:
Эта контрольная карта называется контрольной картой Т2 этапа II.
6.3 Контрольные карты среднего процесса (n=1)
Для карт, построенных с использованием отдельных наблюдений (n=1), контрольная карта может быть основана на последовательности значений следующей статистики:

Таким образом, многомерная контрольная карта Шухарта для среднего процесса с неизвестными параметрами имеет следующую верхнюю контрольную границу:

Таким образом, многомерная контрольная карта Шухарта для среднего процесса с неизвестными параметрами имеет следующую верхнюю контрольную границу:
Такая контрольная карта называется контрольной картой Т2 этапа II.
6.4 Обобщение и выбор многомерных контрольных карт с невзвешенными средними арифметическими сдвигов среднего
В таблице 1 приведены статистики и верхние контрольные границы в различных случаях многомерных контрольных карт с невзвешенным средним для сдвигов среднего процесса, а на рисунке 3 показано, как выбирать эти контрольные карты.
Таблица 1 - Многомерные контрольные карты с невзвешенными средними
Состояние | Статистика | Наименование карты | ||
n>1 | параметры известны | Карта этапа II при n >1 | ||
этап I | Карта этапа I при n >1 | |||
этап II | Карта этапа II при n >1 | |||
n=1 | параметры известны | Карта этапа II при n =1 | ||
этап 1 | | Карта этапа I при n =1 | ||
этап II | Карта этапа II при n =1 | |||
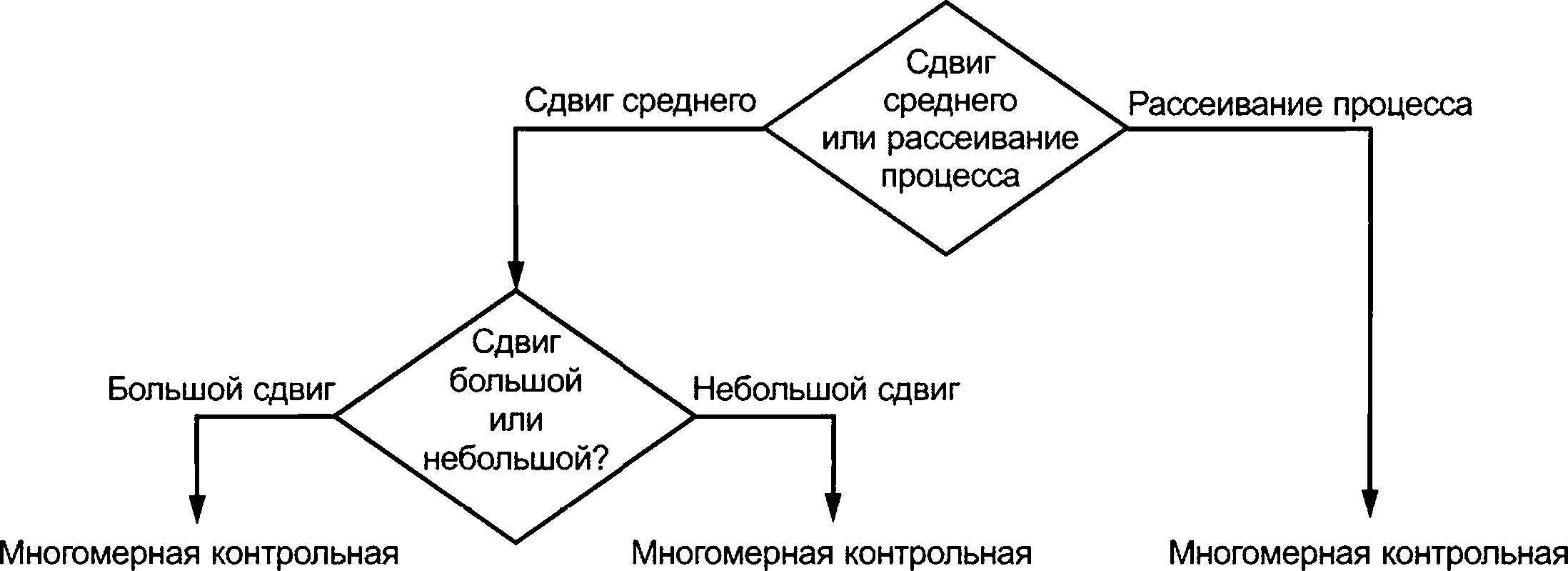 |
Рисунок 3 - Блок-схема выбора контрольной карты
Во многих ситуациях требуется большое количество предварительных выборок, прежде чем будут точно определены контрольные границы этапа II. Рекомендуемое количество m предварительных выборок всегда более 20, а часто и более 50, особенно для подгрупп с объемом более 10.
6.5 Проверка на наличие установленных причин
Для проверки меньших сдвигов среднего многомерных характеристик применяют многомерные контрольные карты взвешенного среднего.
7 Многомерные контрольные карты взвешенных средних для контроля сдвига среднего процесса
MEWMA является логическим продолжением одномерного EWMA, его определяют следующим образом [5]:
Карта MEWMA выдает сигнал о нарушении стабильного состояния, когда:
Величина сдвига | 0,5 | 1 | От 1,5 до 2 | 3 |
0,03 | 0,1 | От 0,15 до 0,25 | 0,4 |
Применение контрольной карты MEWMA описано в приложении В.
8 Контрольные карты разброса процесса
Многомерное расширение контрольных карт разброса процесса не так просто, как карт среднего процесса. Общая модель и методы, охватывающие широкий спектр проблем, возникающих на практике, отсутствуют. В большинстве случаев конкретные задачи необходимо решать уникальным образом.
Были внедрены различные альтернативные методы мониторинга разброса процесса, которые получили широкое признание на практике. Несмотря на то, что распространение этих методов на многомерный случай имеет большое значение, процедурам мониторинга корреляций между характеристиками многомерного процесса уделяется очень мало внимания. Возможно, это отсутствие прогресса связано с тем, что статистические выводы по дисперсионно-ковариационной матрице, как правило, довольно сложны. Кроме того, в отличие от задачи контроля среднего процесса, нелегко однозначно определить сдвиги в дисперсионно-ковариационной матрице, которые необходимо обнаружить. Другой трудностью при разработке такой многомерной процедуры является идентификация параметра (параметров) нестабильности процесса, когда на контрольной карте появляется сигнал о нестабильном состоянии процесса. В многомерном случае необходимость мониторинга изменчивости процесса становится еще более очевидной.
Применение многомерных контрольных карт среднего процесса и разброса процесса рассмотрено в приложении A.
9 Интерпретация сигнала о нестабильном состоянии процесса
Многомерные контрольные карты способны распознавать процесс, вышедший из стабильного состояния.
Если одномерная контрольная карта выдает сигнал о нестабильности процесса, то, как правило, можно легко обнаружить проблему и найти решение, поскольку одномерная карта связана с одной переменной. Это неверно для многомерной контрольной карты, поскольку задействован набор переменных и между ними существуют корреляционные зависимости.
Идентификация нестабильной переменной при появлении сигнала на многомерной контрольной карте - интересная тема для академических исследований. Очевидный подход состоит в использовании соответствующих одномерных контрольных карт. Иногда методы декомпозиции применяют для идентификации конкретных подмножеств, которые вызывают соответствующий сигнал. Для анализа того, какие из переменных ответственны за появление сигнала, также может быть использован метод главных компонент. Однако проблема интерпретации сигнала о нестабильности процесса остается открытой и требует дальнейшего исследования.
Приложение A
(справочное)
Пример многомерного статистического контроля процесса
A.1 Общие положения
Для оценки качества ультразвуковой сварки контролируют глубину проплавления шва. Для анализа взаимосвязанных характеристик, влияющих на глубину проплавления шва, применяют многомерную контрольную карту. На основе предыдущего опыта были определены три характеристики: глубина сварочного кольца, глубина вставки и диаметр входного отверстия раструба.
A.2 Наблюдаемые данные
Каждый месяц выбирают и анализируют одну деталь. Объем подгруппы равен 1. Собранные данные наблюдений о глубине сварочного кольца, глубине вставки и диаметре входного отверстия раструба приведены в таблице A.1. Их используют для анализа того, был ли процесс стабильным (этап I). Корреляционная матрица, полученная на основе наблюдаемых данных, приведена в таблице A.2.
Таблица A.1 - Исходные данные по показателям сварки
N | Глубина сварочного кольца, мм | Глубина вставки, мм | Диаметр входного отверстия раструба, мм |
1 | 10 | 19,4 | 31 |
2 | 8 | 19,2 | 31 |
3 | 10 | 19,96 | 30,5 |
4 | 10 | 18,8 | 31 |
5 | 8 | 18,52 | 26,5 |
6 | 5 | 20,4 | 26 |
7 | 6 | 20,84 | 29 |
8 | 10 | 19,44 | 30 |
9 | 10 | 20,36 | 32 |
10 | 10 | 20,28 | 33 |
11 | 10 | 20,24 | 32 |
12 | 4 | 19,08 | 29,5 |
13 | 10 | 20,52 | 32,5 |
14 | 10 | 20,56 | 31,5 |
15 | 4 | 20,12 | 30,5 |
16 | 3 | 17,96 | 28 |
17 | 6 | 19,08 | 30,5 |
18 | 10 | 18,8 | 31 |
19 | 5 | 20,68 | 32,5 |
20 | 6 | 19,64 | 30 |
21 | 6 | 18,52 | 27,5 |
22 | 4 | 18,16 | 32,5 |
23 | 6 | 18,04 | 29 |
24 | 8 | 19,28 | 29 |
25 | 8 | 19,88 | 28,5 |
26 | 8 | 19,2 | 28 |
27 | 10 | 19,52 | 32,5 |
28 | 10 | 19 | 32,5 |
29 | 8 | 19,88 | 26,5 |
30 | 8 | 19,4 | 31 |
31 | 8 | 19,32 | 31 |
32 | 6 | 20 | 35,5 |
33 | 6 | 19,44 | 26,5 |
34 | 10 | 19,64 | 34 |
35 | 5 | 19,4 | 30,5 |
36 | 5 | 19,4 | 31,5 |
37 | 10 | 19,52 | 32,5 |
38 | 5 | 20,32 | 29,5 |
Таблица A.2 - Корреляционная матрица
Характеристика | Глубина сварочного кольца, мм | Глубина вставки, мм | Диаметр входного отверстия раструба, мм |
Глубина сварочного кольца | 1 | ||
Глубина вставки | 0,201 | 1 | |
Диаметр входного отверстия раструба | 0,342 | 0,227 | 1 |
A.3 Многомерный анализ
 |
Приложение B
(справочное)
Пример контрольной карты MEWMA
B.1 Общие положения
В процессе сборки электронной продукции качество электронных изделий в значительной степени определяют качество и безотказность паяных соединений. Данные мониторинга качества паяного соединения включают в себя скорость и температуру пайки.
B.2 Наблюдаемые данные
Данные мониторинга собирают с помощью автоматизированного оборудования. В таблице B.1 приведено 125 пар данных непрерывных наблюдений. Затем определяют корреляционную матрицу (см. таблицу B.2).
Таблица B.1 - Исходные данные
N | Скорость, м/мин | Температура, °C |
1 | 2,24 | 784 |
2 | 2,08 | 810 |
3 | 1,76 | 789 |
4 | 2,20 | 715 |
5 | 2,04 | 819 |
6 | 2,02 | 866 |
7 | 2,06 | 795 |
8 | 1,94 | 790 |
9 | 1,96 | 814 |
10 | 2,02 | 730 |
11 | 2,03 | 811 |
12 | 1,70 | 787 |
13 | 2,15 | 808 |
14 | 1,92 | 794 |
15 | 2,32 | 868 |
16 | 2,06 | 806 |
17 | 1,80 | 832 |
18 | 1,94 | 755 |
19 | 2,07 | 848 |
20 | 2,06 | 791 |
21 | 1,86 | 814 |
22 | 2,05 | 743 |
23 | 2,06 | 831 |
24 | 1,81 | 791 |
25 | 1,95 | 791 |
26 | 2,07 | 796 |
27 | 2,03 | 791 |
28 | 2,10 | 688 |
29 | 2,00 | 802 |
30 | 2,09 | 856 |
31 | 1,87 | 727 |
32 | 2,02 | 807 |
33 | 2,13 | 780 |
34 | 2,14 | 843 |
35 | 1,96 | 808 |
36 | 2,08 | 797 |
37 | 1,95 | 780 |
38 | 2,29 | 824 |
39 | 2,02 | 788 |
40 | 2,03 | 814 |
41 | 2,38 | 834 |
42 | 2,11 | 814 |
43 | 2,03 | 815 |
44 | 1,90 | 813 |
45 | 2,15 | 812 |
46 | 2,14 | 777 |
47 | 1,82 | 766 |
48 | 2,03 | 796 |
49 | 1,97 | 810 |
50 | 1,99 | 777 |
51 | 2,18 | 796 |
52 | 2,07 | 738 |
53 | 1,97 | 785 |
54 | 1,91 | 762 |
55 | 1,96 | 790 |
56 | 2,08 | 759 |
57 | 2,08 | 809 |
58 | 1,91 | 878 |
59 | 1,96 | 808 |
60 | 1,87 | 827 |
61 | 2,05 | 793 |
62 | 1,93 | 788 |
63 | 1,95 | 789 |
64 | 2,10 | 808 |
65 | 2,09 | 828 |
66 | 2,06 | 777 |
67 | 2,07 | 841 |
68 | 2,14 | 812 |
69 | 1,85 | 794 |
70 | 1,89 | 821 |
71 | 1,99 | 801 |
72 | 2,09 | 765 |
73 | 1,97 | 795 |
74 | 2,01 | 796 |
75 | 2,04 | 804 |
76 | 1,97 | 814 |
77 | 2,09 | 780 |
78 | 1,96 | 766 |
79 | 2,04 | 826 |
80 | 1,96 | 795 |
81 | 1,90 | 799 |
82 | 1,97 | 805 |
83 | 1,87 | 825 |
84 | 2,08 | 798 |
85 | 2,14 | 840 |
86 | 1,88 | 765 |
87 | 1,89 | 716 |
88 | 1,98 | 755 |
89 | 1,97 | 799 |
90 | 1,90 | 787 |
91 | 2,07 | 803 |
92 | 2,01 | 750 |
93 | 2,03 | 818 |
94 | 1,98 | 788 |
95 | 2,08 | 822 |
96 | 2,07 | 823 |
97 | 1,99 | 798 |
98 | 1,98 | 846 |
99 | 2,13 | 829 |
100 | 1,97 | 754 |
101 | 1,93 | 823 |
102 | 2,07 | 747 |
103 | 2,03 | 788 |
104 | 2,03 | 823 |
105 | 2,06 | 784 |
106 | 2,03 | 874 |
107 | 1,73 | 728 |
108 | 1,92 | 792 |
109 | 2,08 | 810 |
110 | 1,98 | 819 |
111 | 2,02 | 757 |
112 | 2,04 | 778 |
113 | 2,11 | 814 |
114 | 2,02 | 796 |
115 | 2,02 | 834 |
116 | 1,80 | 807 |
117 | 1,97 | 747 |
118 | 2,08 | 782 |
119 | 1,97 | 825 |
120 | 2,04 | 817 |
121 | 2,20 | 796 |
122 | 1,95 | 713 |
123 | 1,89 | 791 |
124 | 2,00 | 784 |
125 | 1,96 | 754 |
Таблица B.2 - Корреляционная матрица
Характеристика | Скорость, м/мин | Температура, °С |
Скорость | 1 | |
Температура | 0,188 | 1 |
B.3 Выбор параметров контрольной карты MEWMA
B.4 Контрольная карта MEWMA
 |
 |
 |
Приложение C
(справочное)
Предположим, что имеется m таких подгрупп, средние и дисперсии вычисляют следующим образом для каждой подгруппы:
Ковариация между a-й и b-й характеристиками в j-й подгруппе имеет вид:

Предположим, имеется случайная выборка из многомерного нормального распределения:
а выборочная дисперсионно-ковариационная матрица [8] имеет вид:
То есть выборочную дисперсию на главной диагонали матрицы S и выборочные ковариации вычисляют следующим образом:
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 3534-2 | IDT | ГОСТ Р ИСО 3534-2-2019 "Статистические методы. Словарь и условные обозначения. Часть 2. Прикладная статистика" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта: - IDT - идентичный стандарт. | ||
Библиография
[1] | ISO 7870-2, Control charts - Part 2: Shewhart control charts |
[2] | ISO 7870-6, Control charts - Part 6: EWMA control charts |
[3] | ISO 22514-6, Statistical methods in process management - Capability and performance - Part 6: Process capability statistics for characteristics following a multivariate normal distribution |
[4] | Hotelling H., (1947). Multivariate quality control illustrated by the air testing of sample bombsights, in Techniques of Statistical Analysis. McGraw Hill, New York, p.111-184 |
[5] | Lowry C.A., Woodall W.H., Champ C.W., Rigdon S.E. (1992). A Multivariate Exponentially Weighted Moving Average Control Chart. Technometrics, 34(1), 46-53 |
[6] | Montgomery D.C., (2013). Introduction to Statistical Quality Control. 7th ed. Wiley, New York |
[7] | Prabhu Sharad S., Runger George С (1997). Designing a Multivariate EWMA Control Chart. Journal of Quality Technology, 29(1), 8-15 |
[8] | Woodall J.H., Sullivan W.H., (1996). A Comparison of Multivariate Control Charts for Individual Observations. Journal of Quality Technology, 28 (4), 398-408 |
УДК 658.562.012.7:65.012.122:006.352 | ОКС 03.120.30 |
Ключевые слова: контрольная карта, контрольная карта Шухарта, многомерная контрольная карта, статистическое управление процессом, контрольное состояние процесса, выборка, выборочное среднее, выборочная дисперсия, корреляционная матрица, след матрицы | |
{kind=link}