ГОСТ Р ИСО 10893-7-2016
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Трубы стальные бесшовные и сварные
Часть 7
Цифровой радиографический контроль сварных швов для обнаружения дефектов
Seamless and welded steel tubes. Part 7. Digital radiographic testing of the weld seam for the detection of imperfections
ОКС 23.040.10
77.040.20
77.140.75
Дата введения 2016-11-01
Предисловие
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны", Негосударственным образовательным учреждением дополнительного профессионального образования Научно-учебный центр "Контроль и диагностика" (НУЦ "Контроль и диагностика") и Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 1 апреля 2016 г. N 237-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 10893-7:2011* "Неразрушающий контроль стальных труб. Часть 7. Цифровой радиографический контроль шва сварных стальных труб для обнаружения дефектов" ("Non-destructive testing of steel tubes - Part 7: Digital radiographic testing of the weld seam of welded steel tubes for the detection of imperfections", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом ISO/TC 17 "Сталь", подкомитетом SC 19 "Технические условия поставки труб, работающих под давлением".
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для увязки с наименованиями, принятыми в существующем комплексе национальных стандартов.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе" Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном указателе" Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
В комплекс стандартов ИСО 10893 под общим наименованием "Неразрушающий контроль стальных труб" входят:
- часть 1. Автоматический электромагнитный контроль стальных бесшовных и сварных труб (кроме труб, полученных дуговой сваркой под флюсом) для верификации герметичности;
- часть 2. Автоматический контроль методом вихревых токов стальных бесшовных и сварных труб (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения дефектов;
- часть 3. Автоматический контроль методом рассеяния магнитного потока по всей окружности бесшовных и сварных труб из ферромагнитной стали (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения продольных и/или поперечных дефектов;
- часть 4. Контроль методом проникающих жидкостей стальных бесшовных и сварных труб для обнаружения поверхностных дефектов;
- часть 5. Контроль методом магнитных частиц бесшовных и сварных труб из ферромагнитной стали для обнаружения поверхностных дефектов;
- часть 6. Радиографический контроль шва сварных стальных труб для обнаружения дефектов;
- часть 7. Цифровой радиографический контроль шва сварных стальных труб для обнаружения дефектов;
- часть 8. Автоматический ультразвуковой контроль бесшовных и сварных стальных труб для обнаружения дефектов расслоения;
- часть 9. Автоматический ультразвуковой контроль для обнаружения дефектов расслоения в полосовом/листовом металле, используемом для изготовления сварных стальных труб;
- часть 10. Автоматический ультразвуковой контроль по всей окружности бесшовных и сварных стальных труб (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения продольных и/или поперечных дефектов;
- часть 11. Автоматический ультразвуковой контроль шва сварных стальных труб для обнаружения продольных и/или поперечных дефектов;
- часть 12. Автоматический ультразвуковой контроль толщины по всей окружности бесшовных и сварных стальных труб (кроме труб, полученных дуговой сваркой под флюсом).
1 Область применения
Настоящий стандарт устанавливает требования к цифровому радиографическому контролю рентгеновским излучением продольных или спиральных сварных швов стальных труб, выполненных автоматической дуговой сваркой плавлением, для обнаружения дефектов с применением компьютерной радиографии (CR) или радиографии с применением цифровых детекторных матриц (DDA). Настоящий стандарт определяет уровни приемки и процедуру калибровки.
Настоящий стандарт может быть применен для контроля замкнутых полых профилей.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы*. Для недатированных ссылок используют последнее издание ссылочного документа, включая все его изменения:
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ИСО 5576 Контроль неразрушающий. Промышленная радиология с использованием рентгеновских и гамма-лучей. Словарь (ISO 5576 Non-destructive testing - Industrial X-ray and gamma-ray radiology - Vocabulary)
ИСО 9712 Неразрушающий контроль. Квалификация и аттестация персонала (ISO 9712 Non-destructive testing - Qualification and certification of NDT personnel)
ИСО 11484 Изделия стальные. Система квалификация работодателя для персонала по неразрушающему контролю (ISO 11484 Steel products - Employer's qualification system for nondestructive testing (NDT) personnel)
ИСО 17636 Контроль неразрушающий сварных швов. Радиографическая дефектоскопия сварных соединений, полученных плавлением (ISO 17636 Non-destructive testing of welds - Radiographic testing of fusion-welded joints)
_______________
ИСО 17636 заменен на ИСО 17636-1 "Контроль сварных швов неразрушающий. Радиографический контроль. Часть 1. Методы рентгеновского и гамма-излучения с применением пленки" и ИСО 17636-2 "Контроль сварных швов неразрушающий. Радиографический контроль. Часть 2. Методы рентгеновского и гамма-излучения с цифровыми детекторами".
ИСО 19232-1 Контроль неразрушающий. Качество изображения на рентгеновских снимках. Часть 1. Определение значения качества изображения с использованием показателей качества изображения проволочного типа (ISO 19232-1 Non-destructive testing - Image quality of radiographs - Part 1: Determination of the image quality value using wire-type image quality indicators)
ИСО 19232-2 Контроль неразрушающий. Качество изображения на рентгеновских снимках. Часть 2. Определение значения качества изображения с использованием показателей качества изображения типа шаг/отверстие (ISO 19232-2 Non-destructive testing - Image quality of radiographs - Part 2: Determination of the image quality value using step/hole-type image quality indicators)
ИСО 19232-5 Контроль неразрушающий. Качество изображения на рентгеновских снимках. Часть 5. Определение значения нерезкости изображения с использованием показателей качества изображения типа дуплексного провода (ISO 19232-5 Non-destructive testing - Image quality of radiographs - Part 5: Determination of the image unsharpness value using duplex wire-type image quality indicators)
3 Термины и определения
В настоящем стандарте применены термины по ИСО 5576 и ИСО 11484, а также следующие термины с соответствующими определениями:
3.1 труба (tube): Полый длинный продукт, открытый с обоих концов, любой формы в поперечном сечении.
3.2 сварная труба (welded tube): Труба, изготовленная путем формирования полого профиля из плоского продукта и сварки смежных кромок вместе, и которая после сварки может быть дополнительно обработана (горячим или холодным способом) до ее окончательных размеров.
3.3 изготовитель (manufacturer): Организация, которая изготавливает продукцию согласно соответствующему стандарту и заявляет соответствие поставленной продукции всем действующим положениям соответствующего стандарта.
3.4 соглашение (agreement): Контрактные отношения между изготовителем и заказчиком в момент запроса и заказа.
4 Общие требования
4.1 Если спецификация на продукцию или соглашение между заказчиком и изготовителем не оговаривают иное, то радиографический контроль должен проводиться на трубах после завершения всех первичных технологических операций производства (прокатки, термической обработки, холодной и горячей деформации, обработки в размер, предварительной правки и т.п.).
4.2 Контроль должен проводиться только подготовленными операторами, квалифицированными в соответствии с ИСО 9712, ИСО 11484 или эквивалентными документами, и под руководством компетентного персонала, назначенного изготовителем (заводом-изготовителем). В случае инспекции третьей стороной это должно быть согласовано между заказчиком и изготовителем. Контроль по разрешению работодателя должен проводиться в соответствии с письменной процедурой. Процедура неразрушающего контроля должна быть согласована специалистом 3 уровня и лично утверждена работодателем.
Примечание - Определение уровней 1, 2 и 3 смотреть в соответствующих международных стандартах, например в ИСО 9712 и ИСО 11484.
4.3 Трубы должны быть достаточно прямыми, чтобы обеспечить возможность проведения контроля. Поверхность сварного шва и примыкающего основного металла должна быть свободна от посторонних веществ и неровностей, которые могут повлиять на правильную интерпретацию радиограмм.
Допускается шлифовка поверхности для достижения приемлемого качества поверхности.
4.4 При удалении усиления сварного шва, маркеры (обычно в виде свинцовых стрелок) должны быть расположены на каждом участке шва таким образом, чтобы можно было идентифицировать его положение на радиографическом изображении. В качестве альтернативы для определения положения сварного шва может использоваться интегрированная система автоматического позиционирования.
4.5 Символы для идентификации, обычно в виде свинцовых букв, должны быть помещены на каждом участке радиограммы так, чтобы изображения данных символов появились на каждой радиограмме, чтобы гарантировать однозначную идентификацию участка. В качестве альтернативы, для определения положения каждой радиограммы вдоль сварного шва может использоваться интегрированная система автоматического позиционирования.
4.6 Поверхность трубы со стороны источника излучений должна быть снабжена постоянной маркировкой, чтобы обеспечить наличие точек отсчета для точного определения положения каждой радиограммы. В качестве альтернативы, автоматически определенное положение радиограммы может быть отображено на экране просмотра цифрового изображения программным обеспечением для точного определения положения.
4.7 При проведении радиационного контроля сварного шва большой длины, труба или стенка трубы должны пройти между рентгеновской трубкой и детектором на скорости, достаточной для гарантированного выявления дефекта, или труба должна перемещаться с остановками, и радиографический контроль должен проводиться на неподвижной трубе.
5 Оборудование
В качестве альтернативы радиографической пленке могут быть использованы следующие способы формирования цифрового изображения:
a) компьютерная радиография (CR) с применением запоминающих фосфорных пластин (например по [9] и [10]);
b) радиография с применением цифровых детекторных матриц (DDA (например по [11]);
c) цифровая радиоскопия с формированием изображения (например по [6], [7] и [8]).
6 Технология контроля
6.1 Сварной шов должен быть проконтролирован с помощью цифрового радиографического контроля в соответствии с разделом 5, перечисления а)-с).
6.2 В соответствии с ИСО 17636 должно быть установлено два класса качества изображений:
- класс А: метод радиографического контроля со стандартной чувствительностью;
- класс B: метод радиографического контроля с улучшенной чувствительностью.
Примечание - Для большинства изделий достаточно использование изображения класса качества А. Изображения класса качества B предназначены для применения в том случае, когда улучшенная чувствительность требуется для выявления всех обнаруживаемых дефектов.
Требуемый класс качества изображения должен быть установлен в соответствующей спецификации на продукцию.
6.3 Цифровое изображение должно соответствовать классу качества А или В.
6.4 Центральная ось пучка радиационного излучения должна быть направлена в центр участка контролируемого сварного шва перпендикулярно к поверхности трубы в данной точке.
6.5 Длина исследуемого за одну экспозицию участка должна быть такова, чтобы разница в просвечиваемых толщинах на концах информативного участка детектора не превышала просвечиваемой толщины в его центре более чем на 10% для изображений класса качества В и более чем на 20% - для изображений класса качества А, при условии, что соблюдены требования, установленные в 6.9 и разделе 7.
6.6 Следует использовать способ просвечивания через одну стенку. Если такой способ невозможно применить по геометрическим соображениям, по соглашению между изготовителем и заказчиком допускается использование способа просвечивания через две стенки, если при этом может быть достигнута требуемая чувствительность.
6.7 Зазор между детектором и поверхностью сварного шва должен быть минимальным (без увеличения изображения).
Минимальное значение расстояния f от источника радиационного излучения до объекта контроля должно быть выбрано таким образом, чтобы отношение данного расстояния к эффективному размеру фокусного пятна d, т.е. f/d, соответствовало значениям, заданным следующими формулами:
- для изображений класса качества А:
![]() , (1)
, (1)
- для изображений класса качества B:
![]() , (2)
, (2)
где b - расстояние между поверхностью сварного шва со стороны источника излучения и чувствительной поверхностью детектора, мм.
Примечание - Графически данная зависимость представлена на рисунке 1.
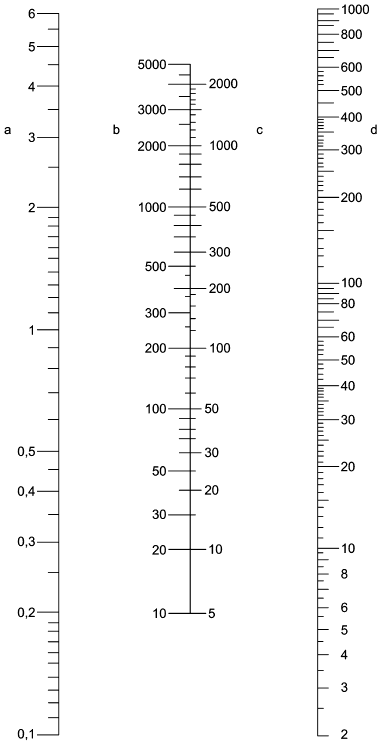
Рисунок 1 - Номограмма для определения минимального расстояния от источника до сварного шва f по отношению к расстоянию от сварного шва со стороны источника излучения до детектора b и эффективному размеру фокусного пятна d
6.8 Препятствием в применении DDA-систем является большой размер (более 50 мкм) элемента матрицы в сравнении с малым размером зерна пленки (что дает пленке очень высокую пространственную разрешающую способность).
Поэтому, может быть невозможно достичь необходимого геометрического разрешения с установками (настройками), типичными для пленочной радиографии. Эти трудности могут быть преодолены использованием геометрического увеличения для достижения требуемого геометрического разрешения или используя принцип компенсации (увеличение отношения сигнал-шум (SNR) изображения), описанный в 7.1. Разрешаются любые комбинации этих мер.
6.9 Условия экспозиции, включая напряжение на рентгеновской трубке, должны быть таковы, чтобы соответствовать требованиям к индикаторам качества изображения (IQI), указанным в разделе 7. Контрастность и яркость изображения должны быть отрегулированы по требованиям просмотра цифровых изображений.
6.10 Для поддержания достаточной контрастной чувствительности, напряжение рентгеновской трубки не должно превышать максимальных значений, указанных на рисунке 2. Допускается напряжение выше установленного уровня, при условии достижения минимально допустимой чувствительности.
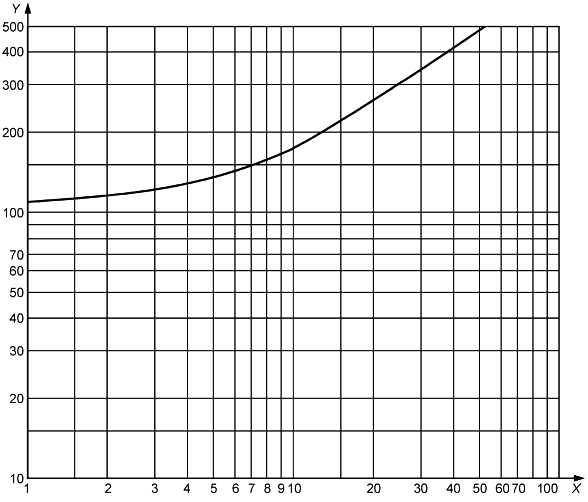
X - просвечиваемая толщина, мм; Y - напряжение рентгеновской трубки, кВ
Рисунок 2 - Максимальное напряжение рентгеновской трубки для рентгеновских аппаратов мощностью до 500 кВ как функция от просвечиваемой толщины
7 Качество изображения
7.1 Качество изображения следует определять при помощи индикаторов качества изображения (IQI) одного из типов, установленных в ИСО 19232-1, ИСО 19232-2 и ИСО 19232-5, по согласованию между заказчиком и изготовителем. Соответствующий IQI следует поместить на поверхность сварного шва со стороны источника излучения, на основном металле, прилегающем к сварному шву (см. рисунки 3 и 4).
В случае применения IQI проволочного типа, не менее 10 мм проволок должны быть видны на основном металле.
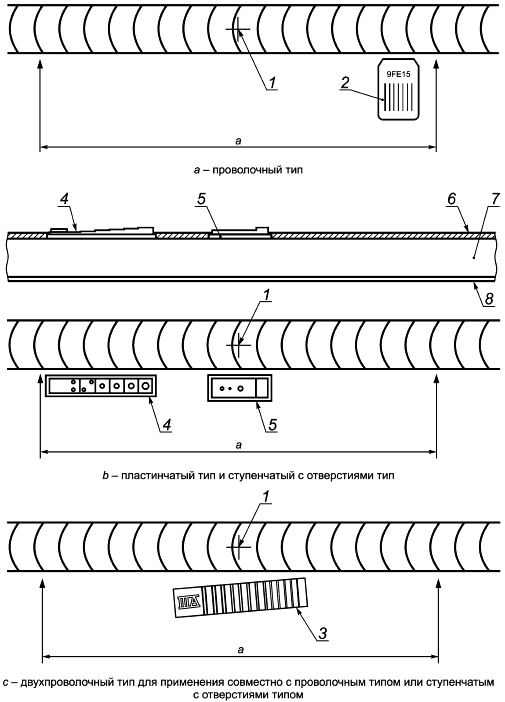
1 - центральная ось луча; 2 - проволочный тип IQI, самая тонкая проволочка наиболее удалена от центральной оси луча; 3 - двухпроволочный тип IQI повернут приблизительно на 5°; 4 - IQI ступенчатого с отверстиями типа, самая тонкая ступенька наиболее удалена от центральной оси луча; 5 - IQI пластинчатого типа с компенсатором (прокладкой); 6 - наружное усиление сварного шва; 7 - стенка трубы; 8 - внутреннее усиление сварного шва; а - зафиксированная длина сварного шва (DDA) или длина пластины изображения (CR)
Рисунок 3 - Расположение IQI (основные требования)
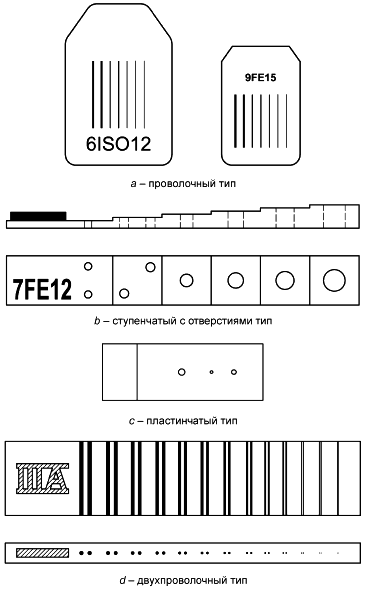
Рисунок 4 - Типы индикаторов качества изображения (IQI)
Если нет доступа к поверхности сварного шва со стороны источника излучения, IQI следует располагать со стороны детектора. В этом случае рядом с IQI следует поместить литеру "F", и это изменение в процедуре должно быть зафиксировано в протоколе контроля. Расположение IQI со стороны детектора обычно дает возможность увидеть на изображении на одну - две проволоки или отверстия больше, чем в случае размещения того же IQI со стороны источника излучения. Заказчик может потребовать проведения сравнительных испытаний на образце трубы с расположением IQI со стороны источника излучения и со стороны детектора.
Если контролируемые трубы имеют одинаковые размеры и требования заказа, достаточно использовать IQI каждые 4 ч или дважды в смену для проверки чувствительности изображения. При проведении проверки чувствительности IQI всегда должен находиться со стороны источника излучения.
Параметры, используемые при пробных экспозициях (настройка рентгеновского источника, детектора и их размещение), не должны изменяться для последующих изображений, полученных при IQI, расположенном со стороны детектора. Для стационарных систем и процессов, таких как автоматизированные системы контроля с использованием DDA, достаточно подтверждать качество изображения раз в смену, при условии, что размеры труб, материал труб и параметры контроля остаются неизменными. В этом случае проверка качества изображения должна быть выполнена с IQI, расположенным только со стороны источника излучения.
В соответствии с ИСО 19232-5, при использовании IQI двухпроволочного типа должна быть измерена нерезкость изображения .
Значением показания нерезкости для IQI двухпроволочного типа является наименьший номер пары проволок (наибольший диаметр проволоки) с отступом менее 20%, который измеряют с помощью поперечного участка двух проволок на цифровом изображении.
IQI двухпроволочного типа должен быть расположен под углом приблизительно 5° относительно ориентации пикселя для того, чтобы избежать эффекта сглаживания.
Основная пространственная разрешающая способность SR детектора с фиксированными положением и программными параметрами должна определяться при положении IQI двухпроволочного типа непосредственно перед детектором. В этом случае SR
определяют по следующей формуле
![]() . (3)
. (3)
Принцип компенсации
Если чувствительность IQI по таблицам 1 и 2 (IQI проволочного типа, с отверстием или двухпроволочного типа) не может быть достигнута применяемой системой контроля, улучшение видимости одной проволоки может быть скомпенсировано высоким значением нерезкости.
Пример - Для толщины стенки трубы 10 мм, класс качества В, необходимо применять IQI проволочного типа W14 или двухпроволочного типа D11. Если D11 не может быть достигнуто, то возможна компенсация: при снижении на два значения с D11 до D9, происходит повышение на два значения с W14 до W16.
Таблица 1 - Просвечивание через одну стенку - Класс качества А
Размеры в миллиметрах
Установлен- | Номер проволоки, диаметр | Установ- | Номер отверстия, диаметр | Установ- | IQI двухпроволочного типа | |
Нерезкость | Диаметр проволоки и расстояние | |||||
| W18 |
| H3 |
| D11 | 0,080 |
1,2< | W17 | 2< | H4 | 2< | D10 | 0,100 |
2< | W16 | 3,5< | H5 | 5< | D9 | 0,130 |
3,5< | W15 | 6< | H6 | 10< | D8 | 0,160 |
5< | W14 | 10< | H7 | 25< | D7 | 0,200 |
7< | W13 | 15< | H8 | 55<T | D6 | 0,250 |
10< | W12 | 24< | H9 | |||
15< | W11 | 30< | H10 | |||
25< | W10 | 40< | H11 | |||
32< | W9 | 60<T | H12 | |||
40< | W8 | |||||
55<Т | W7 | |||||
| ||||||
Таблица 2 - Просвечивание через одну стенку - Класс качества В
Размеры в миллиметрах
Установлен- | Номер проволоки, диаметр | Установ- | Номер отверстия, диаметр | Установ- | IQI двухпроволочного типа | |
Нерезкость | Диаметр проволоки и расстояние | |||||
| W19 |
| H2 |
| D13+ | Менее 0,05 |
1,5< | W18 | 2,5< | H3 | 1,5< | D13 | 0,05 |
2,5< | W17 | 4< | H4 | 4< | D12 | 0,065 |
4< | W16 | 8< | H5 | 8< | D11 | 0,080 |
6< | W15 | 12< | H6 | 12< | D10 | 0,100 |
8< | W14 | 20< | H7 | 40<T | D9 | 0,130 |
12< | W13 | 30< | H8 | |||
20< | W12 | 40< | H9 | |||
30< | W11 | 60<T | H10 | |||
35< | W10 | |||||
45< | W9 | |||||
65<T | W8 | |||||
Примечание - "D13+" достигается, если двухпроволочная пара D13 выявляется с нерезкостью более 20%. | ||||||
Контрастность для цифровых детекторов зависит от времени экспозиции и тока трубки, мА, используемого для получения радиографических изображений для заданного расстояния, и напряжения на трубке, поэтому увеличение видимости на одну проволоку может быть достигнуто за счет увеличения времени экспозиции и регулировки тока, мА.
7.2 Оба класса качества изображения определены в таблицах 1 и 2. Минимальное нормализованное отношение сигнал-шум (SNR) в основном металле должно составлять более 70 для класса качества А и более 100 - для класса качества В. Нормализованное отношение сигнал-шум (SNR
) должно быть рассчитано по измеренному на основном металле, примыкающем к сварному шву, отношению сигнал-шум (SNR) и основной пространственной разрешающей способности SR
детекторной системы:
SNR=SNRx88,6 мкм/SR
. (4)
Примечание - Более подробное описание отношения сигнал-шум (SNR) представлено в [9], [13] или [11]. IQI для больших толщин стенок представлены в ИСО 17636.
7.3 Для способа просвечивания через две стенки, значение класса качества изображения принимается как для соответствующей удвоенной установленной толщины стенки.
7.4 Там где возможно, работоспособность цифровой системы должна определяться с использованием образцовых индикаторов качества (RQIs). RQIs должны быть изготовлены из того же материала и того же размера, что и контролируемые трубы. Для того чтобы гарантировать способность цифровых настроек соответствовать требованиям приемки, RQIs должны содержать реальные или искусственные линейные дефекты, такие как непровар, несплавление и трещины.
8 Обработка изображения
8.1 Цифровые данные радиографии с детектора должны быть оценены пропорционально дозе облучения. Это должно быть предварительным условием для правильного измерения отношения сигнал-шум для оценки качества изображения. Для наилучшего воспроизведения изображения должны быть совместно отрегулированы контрастность и яркость. Дополнительно для обработки изображения и оценки в программное обеспечение могут быть интегрированы функции фильтрации, настройки изображения и обработки отношения сигнал-шум.
8.2 Дополнительно применяемые средства обработки изображений сохраненных исходных данных (например, высокочастотная фильтрация изображения) должны документироваться, быть воспроизводимыми и согласованы между изготовителем и заказчиком.
9 Классификация индикаций
9.1 Все индикации, обнаруженные на радиограмме, следует классифицировать как несовершенства или дефекты сварного шва, как описано в 9.2 и 9.3.
9.2 Несовершенствами сварного шва считают несплошности в сварном шве, обнаруженные радиографическим контролем в соответствии с настоящим стандартом. Несплошности с размерами и (или) плотностью скопления, не превышающими соответствующие критерии приемки, считают несущественными для предполагаемого практического применения труб.
9.3 Дефектами сварного шва считают несплошности с размерами и (или) плотностью скопления, превышающими соответствующие критерии приемки. Считается, что дефекты неблагоприятно влияют или ограничивают применение труб.
10 Критерии приемки
10.1 Критерии приемки применимы к радиографическому контролю сварных швов и установлены в 10.2-10.6, если альтернативные требования не установлены в спецификации на продукцию.
10.2 Трещины, несплавления и непровары следует считать неприемлемыми.
10.3 Отдельные округлые шлаковые включения и газовые поры вплоть до 3,0 мм или до T/3 в диаметре (T - установленная толщина стенки трубы) в зависимости от того, что меньше, считают приемлемыми.
Сумма диаметров всех подобных допустимых несплошностей на любых 150 мм или 12T длины сварного шва в зависимости от того, что меньше, не должна превышать 6,0 мм или 0,5T в зависимости от того, что меньше, в случае, если расстояние между отдельными включениями менее 4T.
10.4 Отдельные вытянутые шлаковые включения вплоть до 12,0 мм или T в длину в зависимости от того, что меньше, или вплоть до 1,5 мм в ширину, считают приемлемыми.
Суммарная длина всех подобных допустимых несплошностей на любых 150 мм или 12T длины сварного шва в зависимости от того, что меньше, недолжна превышать12 мм, в случае, если расстояние между отдельными включениями менее 4T.
Примечание - Критерии, установленные в 10.3 и 10.4, показаны графически в приложении А.
10.5 Отдельные подрезы любой длины, имеющие максимальную глубину 0,4 мм и не затрагивающие минимальную толщину стенки, являются приемлемыми.
Отдельные подрезы с максимальной длиной T/2, имеющие максимальную глубину 0,5 мм и не превышающие 10% от T, считают приемлемыми, при условии, что на каждые 300 мм длины сварного шва имеется не более двух таких подрезов, и все такие подрезы зачищены.
10.6 Подрезы на внутренних и наружных сварных швах, совпадающие в продольном направлении, считают неприемлемыми.
11 Приемка
11.1 Труба, в которой не обнаружено индикаций, превышающих соответствующие критерии приемки, считается годной.
11.2 Труба, в которой обнаружены индикации, превышающие соответствующие критерии приемки, считается сомнительной.
11.3 Для сомнительной трубы с учетом требований спецификации на продукцию должно быть предпринято одно из следующих действий:
a) сомнительный участок должен быть зачищен. Полное устранение дефекта следует проверить капиллярным или магнитопорошковым методом, и затем зачищенные участки следует повторно проконтролировать радиографическим методом. Оставшаяся толщина стенки должна быть измерена подходящим методом для проверки соответствия установленным допускам;
b) сомнительный участок должен быть отремонтирован при помощи сварки, выполняемой в соответствии с утвержденной сварочной процедурой. Затем отремонтированный участок должен быть проконтролирован радиографическим методом в соответствии с требованиями настоящего стандарта и спецификации на продукцию;
c) сомнительный участок должен быть обрезан. Длина оставшейся трубы должна быть измерена с целью проверки соответствия установленным допускам;
d) труба считается негодной.
12 Сохранение и визуальное отображение данных
Исходное изображение должно быть сохранено с полным разрешением, полученным детектором. В качестве исходных данных следует сохранять первоначальное изображение совместно с калибровкой детектора (включая коррекцию, калибровку детектора, выравнивание и коррекцию "плохого" пикселя (см. [11]), чтобы обеспечить отсутствие ложных индикаций изображения).
Отображаемое изображение для оценки должно соответствовать следующим минимальным требованиям:
- минимальная яркость - 250 кд/м;
- минимальное значение оттенков серого - 256;
- минимальное отношение яркости освещения - 1:250;
- минимальное разрешение экрана - 1000х1000, с размером пикселя менее 0,30 мм.
Оценка изображения должна проводиться в темном помещении. Настройки экрана должны быть проверены с помощью пробного изображения.
13 Протокол контроля
Если согласовано, то изготовитель должен представить заказчику протокол контроля, который должен включать, как минимум, следующую информацию:
a) ссылку на настоящий стандарт;
b) заключение о годности;
c) любое отклонение от установленных процедур, осуществленное по согласованию, либо каких-либо причин;
d) обозначение продукта, марку стали и размеры;
e) источник излучения, тип и эффективный размер фокусного пятна, напряжение и ток на рентгеновской трубке;
f) детектор и программное обеспечение, используемое для получения изображения и его отображения;
g) время экспозиции каждого изображения, дата последней калибровки детектора;
h) геометрическую схему, увеличение и расстояние между источником радиографического изображения и трубой;
i) тип и положение индикатора качества изображения (IQI);
j) распознанное значение IQI и минимальное отношение сигнал-шум (SNR) в основном материале;
k) полученный класс качества изображения (А или В);
l) имя файла и место хранения исходного изображения;
m) дату испытания и составления отчета;
n) данные оператора контроля.
Приложение A
(справочное)
Примеры расположения дефектов
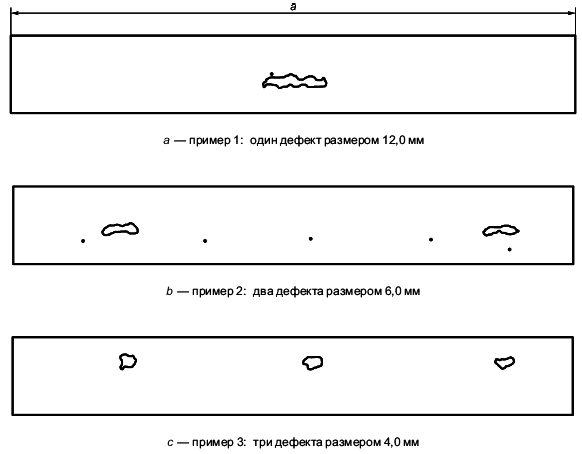
a - длина сварного шва 150 мм или 12 T (T - установленная толщина стенки трубы) в зависимости от того, что меньше
Рисунок А.1 - Примеры распределения дефектов в виде вытянутых шлаковых включений для установленной толщины стенки более 12 мм
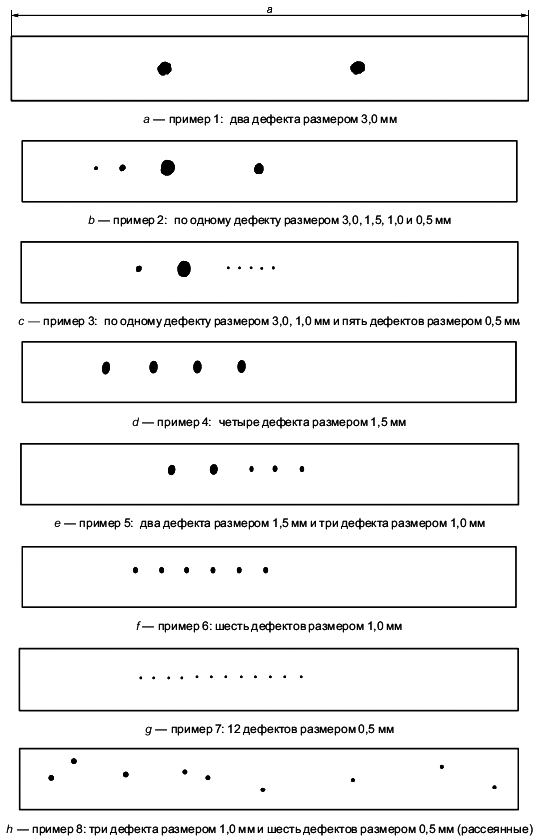
a - длина сварного шва 150 мм или 12 T (T - установленная толщина стенки трубы) в зависимости от того, что меньше
Рисунок А.2 - Примеры распределения дефектов в виде газовых пор для установленной толщины стенки трубы более 9 мм
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 9712 | MOD | ГОСТ Р 54795-2011 "Контроль неразрушающий. Квалификация и сертификация персонала. Основные требования" |
ISO 11484 | IDT | ГОСТ Р ИСО 11484-2014 "Изделия стальные. Система оценки работодателем квалификации персонала, осуществляющего неразрушающий контроль" |
ISO 5576 | - | * |
ISO 17636 | - | ** |
ISO 19232-1 | - | ** |
ISO 19232-2 | - | * |
ISO 19232-5 | - | * |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать официальный текст международного стандарта на языке оригинала. ** Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты. | ||
Библиография
[1] ISO 5579, Non-destructive testing - Radiographic testing of metallic materials using film and X-or gamma rays - Basic rules
[2] ISO 11699-1, Non-destructive testing - Industrial radiographic film - Part 1: Classification of film systems for industrial radiography (ISO 11699-1 Контроль неразрушающий. Рентгенографические пленки для промышленной радиографии. Часть 1. Классификация пленочных систем для промышленной радиографии)
_______________
Официальный перевод этого стандарта находится в Федеральном информационном фонде.
[3] ISO 14096-1, Non-destructive testing - Qualification of radiographic film digitization systems - Part 1: Definitions, quantitative measurements of image quality parameters, standard reference film and qualitative control
[4] ISO 14096-2, Non-destructive testing - Qualification of radiographic film digitization systems - Part 2: Minimum requirements
[5] ISO 19232-3, Non-destructive testing - Image quality of radiographs - Part 3: Image quality classes
[6] EN 13068-1, Non-destructive testing - Radioscopic testing - Part 1: Quantitative measurement of imaging properties
[7] EN 13068-2, Non-destructive testing - Radioscopic testing - Part 2: Check of long term stability of imaging devices
[8] EN 13068-3, Non-destructive testing - Radioscopic testing - Part 3: General principles of radioscopic testing of metallic materials by X- and gamma rays
[9] EN 14784-1, Non-destructive testing - Industrial computed radiography with storage phosphor imaging plates - Part 1: Classification of systems
[10] EN 14784-2, Non-destructive testing - Industrial computed radiography with storage phosphor imaging plates - Part 2: General principles for testing of metallic materials using X-rays and gamma rays
[11] ASTM E2597-07, Standard Practice for Manufacturing Characterization of Digital Detector Arrays
[12] ASTM E2445-05, Standard Practice for Qualification and Long-Term Stability of Computed Radiology Systems
[13] ASTM E2446-05, Standard Practice for Classification of Computed Radiology Systems
УДК 621.774.08:620.179:006.354 | ОКС 23.040.10 |
77.040.20 | |
77.140.75 | |
Ключевые слова: трубы стальные, неразрушающий контроль, цифровой радиографический метод, дефекты | |
Электронный текст документа
и сверен по:
, 2016
{kind=link}