ГОСТ 32678-2014
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ СТАЛЬНЫЕ БЕСШОВНЫЕ И СВАРНЫЕ ХОЛОДНОДЕФОРМИРОВАННЫЕ ОБЩЕГО НАЗНАЧЕНИЯ
Технические условия
Seamless and welded cold deformed steel pipes for general purposes. Specifications
МКС 23.040.10
Дата введения 2016-01-01
Предисловие
Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены в ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны", Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 июня 2014 г. N 45)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Украина | UA | Минэкономразвития Украины |
(Поправка. ИУС № 3-2024).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 28 октября 2014 г. N 1449-ст межгосударственный стандарт ГОСТ 32678-2014 введен в действие с 1 января 2016 г. в качестве национального стандарта Российской Федерации
5 Настоящий стандарт подготовлен на основе применения ГОСТ Р 54159-2010
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНА поправка, опубликованная в ИУС № 3, 2024 год
Поправка внесена изготовителем базы данных
Введение
Настоящий стандарт разработан взамен межгосударственных стандартов ГОСТ 8733, ГОСТ 8734, ГОСТ 9567 и ГОСТ 10707 с учетом современных достижений науки, техники и технологии, передового национального опыта изготовления и использования труб.
Трубы, изготовляемые по ГОСТ 8733, ГОСТ 8734, ГОСТ 9567 и ГОСТ 10707, несмотря на различные способы изготовления, имеют одну и ту же область применения как трубы общего назначения. Сварные трубы благодаря освоению современной технологии удаления наружного и внутреннего грата и совместного воздействия холодной деформации и термической обработки по своим прочностным и технологическим свойствам не уступают бесшовным холоднодеформированным трубам, а по точности и качеству поверхности превосходят их. Поэтому правомерно объединение требований перечисленных стандартов в один стандарт, при этом настоящий стандарт имеет ряд существенных отличий:
- по сравнению с ГОСТ 8734 и ГОСТ 10707 в настоящем стандарте расширен сортамент труб от 4х0,2 мм до 325х24,0 мм (кроме сварных холоднодеформированных труб, толщина стенки которых ограничена 12,0 мм);
- по сравнению с ГОСТ 9567 сортамент труб ограничен максимальным размером труб 325х24,0 мм, поскольку настоящий стандарт распространяется на трубы общего назначения;
- по согласованию между изготовителем и заказчиком предусмотрена возможность изготовления труб других размеров;
- для бесшовных и сварных холоднодеформированных труб установлены три точности изготовления: обычная, повышенная и высокая;
- унифицированы предельные отклонения по диаметру и толщине стенки бесшовных и сварных холоднодеформированных труб;
- установлены нормы механических свойств металла труб из сталей марок 09Г2С и 30ХМА при испытании на растяжение;
- внесено дополнение, предусматривающее возможность изготовления труб с проведением неразрушающего контроля для выявления продольных дефектов.
Стандартом установлены дополнительные требования, направленные на повышение точности труб, качества поверхности, в частности изготовление труб со шлифованной поверхностью, дополнительные требования по специальной отделке концов труб, а также ряд других требований.
1 Область применения
Настоящий стандарт распространяется на бесшовные и сварные холоднодеформированные трубы общего назначения из углеродистых и легированных сталей.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ ИСО 10332-2002* Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля сплошности
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 2015-84 Калибры гладкие нерегулируемые. Технические требования
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3728-78 Трубы. Метод испытания на загиб
ГОСТ 3845-75 Трубы металлические. Метод испытания гидравлическим давлением
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7565-81 Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8693-80 (ИСО 8494-86) Трубы металлические. Метод испытания на бортование
ГОСТ 8694-75 Трубы. Метод испытания на раздачу
ГОСТ 8695-75 Трубы. Метод испытания на сплющивание
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9045-93 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10006-80 (ИСО 8692-84) Трубы металлические. Метод испытания на растяжение
ГОСТ 10692-80 Трубы стальные, чугунные и соединительные части к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 11358-89 Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0,1 мм. Технические условия
ГОСТ 12344-2003 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-2001 (ИСО 671-82, ИСО 4935-89) Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 (ИСО 439-82, ИСО 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12348-78 (ИСО 629-82) Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 12349-83 Стали легированные и высоколегированные. Методы определения вольфрама
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351-2003 (ИСО 4942:1988, ИСО 9647:1989) Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12353-78 Стали легированные и высоколегированные. Методы определения кобальта
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356-81 Стали легированные и высоколегированные. Метод определения титана
ГОСТ 12357-84 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 12358-2002 Стали легированные и высоколегированные. Методы определения мышьяка
ГОСТ 12359-99 (ИСО 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12360-82 Стали легированные и высоколегированные. Методы определения бора
ГОСТ 12361-2002 Стали легированные и высоколегированные. Методы определения ниобия
ГОСТ 12362-79 Стали легированные и высоколегированные. Методы определения микропримесей сурьмы, свинца, олова, цинка и кадмия
ГОСТ 12363-79 Стали легированные и высоколегированные. Методы определения селена
ГОСТ 12364-84 Стали легированные и высоколегированные. Методы определения церия
ГОСТ 12365-84 Стали легированные и высоколегированные. Методы определения циркония
ГОСТ 14637-89 (ИСО 4995-78) Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 14810-69 Калибры-пробки гладкие двусторонние со вставками диаметром свыше 3 до 50 мм. Конструкция и размеры
ГОСТ 14959-79 Прокат из рессорно-пружинной углеродистой и легированной стали. Технические условия
ГОСТ 17410-78 Контроль неразрушающий. Трубы металлические бесшовные цилиндрические. Методы ультразвуковой дефектоскопии
ГОСТ 18360-93 Калибры-скобы листовые для диаметров от 3 до 260 мм. Размеры
ГОСТ 18365-93 Калибры-скобы листовые со сменными губками для диаметров свыше 100 до 360 мм. Размеры
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 (ИСО 629-82) Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.6-88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Метод определения титана
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 26877-2008 Металлопродукция. Методы измерения отклонений формы
ГОСТ 28548-90 Трубы стальные. Термины и определения
ГОСТ 31458-2012 Трубы стальные и изделия из труб. Документы о приемочном контроле
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены общепринятые и стандартные термины по ГОСТ 28548, ГОСТ 26877, а также термины по [1] в отношении дефектов поверхности.
4 Обозначения и сокращения
В настоящем стандарте приняты следующие обозначения и сокращения:
А, Б, В, Г, Д, Е - группы поставки;
С - углеродный эквивалент;
D - наружный диаметр;
S - толщина стенки;
М - масса 1 м трубы;
,
,
- временное сопротивление, предел текучести и относительное удлинение - механические свойства металла, определяемые при испытании на растяжение;
БХ - бесшовные холоднодеформированные трубы;
СХ - сварные холоднодеформированные трубы.
5 Сортамент
5.1 Виды труб и состояние поставки
Трубы изготовляют бесшовными холоднодеформированными и сварными холоднодеформированными.
Трубы поставляют в состоянии после термической обработки или без термической обработки.
5.2 Марки стали
Трубы изготовляют из углеродистых и легированных сталей по ГОСТ 380, ГОСТ 1050, ГОСТ 4543, ГОСТ 9045, ГОСТ 14637, ГОСТ 14959 и ГОСТ 19281.
5.3 Размеры
Трубы изготовляют по наружному диаметру и толщине стенки размерами, указанными в таблице 1, обычной, повышенной и высокой точности изготовления по диаметру и/или толщине стенки (таблицы 4 и 5).
По согласованию между изготовителем и заказчиком трубы могут быть изготовлены с размерами, не предусмотренными в таблице 1.
По требованию заказчика трубы изготовляют по внутреннему диаметру и толщине стенки, по наружному и внутреннему диаметрам, по наружному и внутреннему диаметрам и разнотолщинности.
5.4 Длина
По длине трубы изготовляют:
а) немерной длины - в пределах от 1,5 до 12,0 м;
б) мерной длины - в пределах от 3,0 до 12,0 м;
в) длины, кратной мерной, - в пределах от 0,2 до 12,0 м с припуском на каждый рез по 5 мм, если другой припуск не указан в заказе.
В каждой партии труб мерной длины допускается не более 5% труб немерной длины не короче 2,5 м.
По согласованию между изготовителем и заказчиком трубы мерной длины и длины, кратной мерной, могут быть изготовлены длиной, не предусмотренной настоящим стандартом.
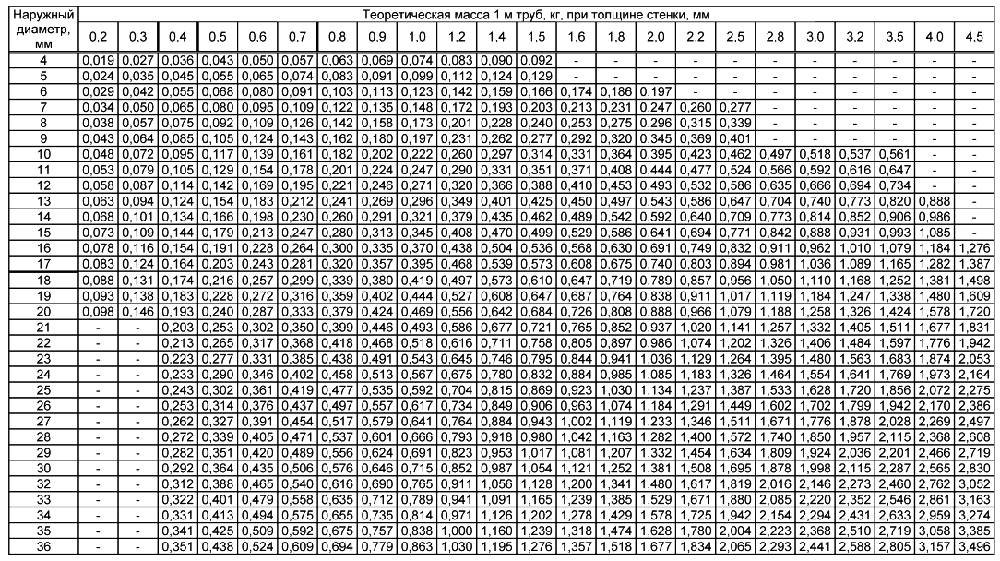
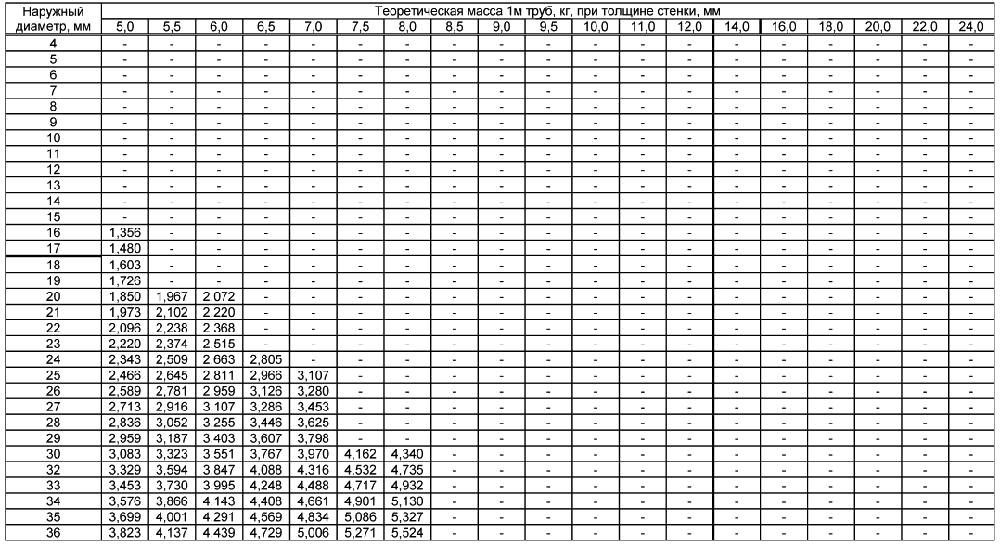
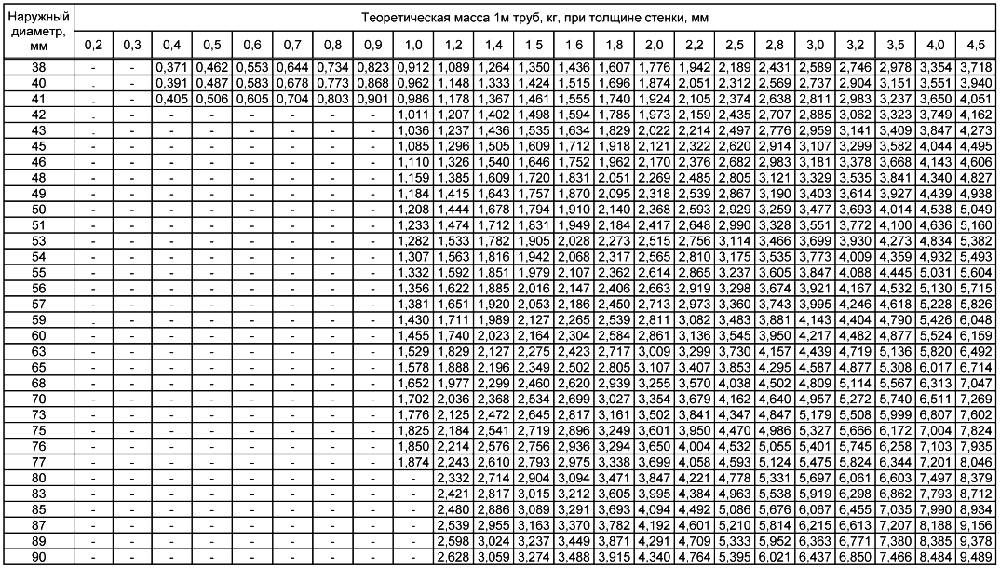
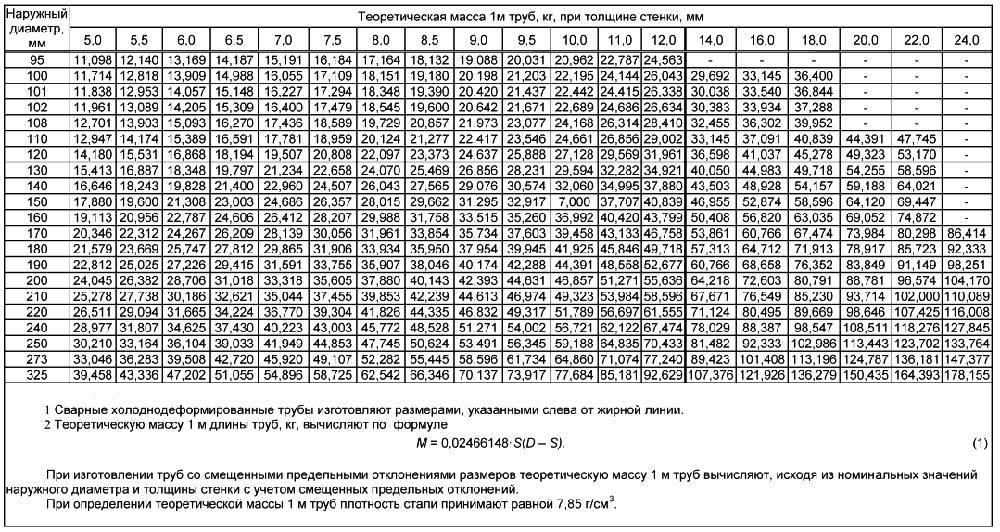
Таблица 1* - Наружный диаметр, толщина стенки и теоретическая масса 1 м труб
________________________
Теоретическая масса 1 м трубы приведена для справок.
* В таблице N 1 допущена опечатка, см. письмо Росстандарта от 11.12.2019 N 2878-ОГ/03. - .
|
Продолжение таблицы 1
|
Продолжение таблицы 1
|
Продолжение таблицы 1
|

Продолжение таблицы 1
|

Окончание таблицы 1
|
5.5 Группы поставки
Трубы, в зависимости от нормированных показателей, изготовляют следующих групп поставки:
А - с нормированием механических свойств при растяжении из стали марок по выбору изготовителя;
Б - с нормированием химического состава:
- бесшовные холоднодеформированные трубы из спокойной стали марок по ГОСТ 1050, ГОСТ 4543, ГОСТ 14959 и ГОСТ 19281;
- сварные холоднодеформированные трубы из стали всех степеней раскисления марок Ст2, Ст3, Ст4 по ГОСТ 380 и ГОСТ 14637, стали всех степеней раскисления марок 08, 10, 15, 20 по ГОСТ 1050, стали марок 08Ю, 08кп по ГОСТ 9045 и стали марок по ГОСТ 19281;
В - с нормированием механических свойств при растяжении и химического состава:
- бесшовные холоднодеформированные трубы из спокойной стали марок по ГОСТ 1050, ГОСТ 4543, ГОСТ 14959 и ГОСТ 19281;
- сварные холоднодеформированные трубы из стали всех степеней раскисления марок Ст2, Ст3, Ст4 по ГОСТ 380 и ГОСТ 14637, стали всех степеней раскисления марок 08, 10, 15, 20 по ГОСТ 1050, стали марок 08Ю, 08кп по ГОСТ 9045 и стали марок по ГОСТ 19281;
Г - с нормированием химического состава из стали марок по ГОСТ 1050, ГОСТ 4543, ГОСТ 14959, ГОСТ 19281 и механических свойств, контролируемых на термически обработанных образцах, в соответствии с требованиями соответствующих стандартов на сталь;
Д - с нормированием испытательного гидростатического давления, без нормирования механических свойств и химического состава;
Е - с химическим составом стали, не предусмотренным для труб групп поставки Б, В и Г, и нормами механических свойств, установленными по согласованию между изготовителем и заказчиком.
5.6 Условные обозначения труб*
______________________
* В бумажном оригинале наименование пункта 5.6 выделено курсивом. - .
Примеры условных обозначений:
1 Трубы сварные холоднодеформированные наружным диаметром 57 мм обычной точности изготовления, толщиной стенки 3,5 мм обычной точности изготовления, немерной длины, группы поставки А по ГОСТ:
Труба - СХ - 57х3,5 - А - ГОСТ
2 Трубы бесшовные холоднодеформированные наружным диаметром 60 мм повышенной точности изготовления, внутренним диаметром 54 мм повышенной точности изготовления, немерной длины, из стали марки 10, группы поставки Б по ГОСТ:
Труба - БХ - 60п х вн54п - 10 - Б - ГОСТ
3 Трубы бесшовные холоднодеформированные, наружным диаметром 41 мм высокой точности изготовления, толщиной стенки 1,2 мм высокой точности изготовления, мерной длины 6000 мм, из стали марки 10, группы поставки В по ГОСТ:
Труба - БХ - 41в х 1,2в х 6000 - 10 - В - ГОСТ
4 Трубы сварные холоднодеформированные, внутренним диаметром 45 мм высокой точности изготовления, толщиной стенки 2,0 мм обычной точности изготовления, мерной длины 5000 мм, из стали марки 09Г2С, группы поставки Г по ГОСТ:
Труба - СХ - вн45в х 2,0 х 5000 - 09Г2С - Г - ГОСТ
5 Трубы сварные холоднодеформированные, наружным диаметром 60 мм обычной точности изготовления, внутренним диаметром 50 мм обычной точности изготовления, с нормированием разнотолщинности стенки 5,0 мм, длиной, кратной 1250 мм, группы поставки Д по ГОСТ:
Труба - СХ - 60 х вн50 х 5,0 х 1250кр - Д - ГОСТ
5.7 Сведения, указываемые в заказе
5.7.1 При оформлении заказа заказчик должен указать следующие обязательные сведения:
1) обозначение настоящего стандарта;
2) вид труб: бесшовные холоднодеформированные или сварные холоднодеформированные (5.1);
3) марку стали (для труб групп поставки Б, В и Г) (5.2; 5.5);
4) размеры труб (5.3, таблица 1);
5) точность изготовления размеров труб (5.3, таблицы 4 и 5);
6) длину труб (5.4, таблица 6);
7) группу поставки труб (5.5);
8) нормы механических свойств труб при растяжении (для труб группы поставки А и труб из стали марок по ГОСТ 19281 группы поставки Г) (5.5; 6.3.1; 6.3.4);
9) испытательное гидростатическое давление (для труб группы поставки Д) (5.5; 6.7.2);
10) химический состав стали и механические свойства труб (для труб группы поставки Е) (5.5; 6.2.4; 6.3.4).
5.7.2 При необходимости заказчик может указать в заказе следующие дополнительные требования:
1) изготовление труб по внутреннему диаметру и толщине стенки (5.3; 6.5.1.2);
2) изготовление труб по наружному и внутреннему диаметрам (5.3; 6.5.1.2);
3) изготовление труб по наружному и внутреннему диаметрам и разнотолщинности (5.3; 6.5.1.3);
4) проведение термической обработки труб в печах с защитной атмосферой (6.1.2.3);
5) норму твердости металла труб групп поставки А, Б и В (6.3.6);
6) проведение технологических испытаний труб группы поставки В с указанием видов испытаний (6.4);
7) изготовление сварных холоднодеформированных труб с овальностью и разнотолщинностью, не превышающими 0,8 общего поля предельных отклонений по диаметру и толщине стенки (6.5.3.1);
8) поставка термически обработанных труб с отклонением от прямолинейности по всей длине не более 0,2% длины (6.5.3.2);
9) поставку термически обработанных труб, очищенных от окалины (6.6.5);
10) изготовление труб с фаской (6.8.2);
11) поставку труб без обрезки концов (6.8.4);
12) изготовление труб из стали одной плавки (8.1.2);
13) оформление документа о приемочном контроле, не предусмотренного настоящим стандартом (8.1.6);
5.7.3 При необходимости между изготовителем и заказчиком могут быть согласованы и указаны в заказе следующие дополнительные требования:
1) изготовление труб размерами, не предусмотренными настоящим стандартом (5.3; 6.5.1.1);
2) изготовление труб мерной длины и длины, кратной мерной, не предусмотренными настоящим стандартом (5.4; 6.5.2.1);
3) поставка труб с отношением диаметра к толщине стенки D/S менее 50 без проведения термической обработки и проведение термической обработки труб с отношением D/S, равным 50 и более (6.1.2.1);
4) термическая обработка специального вида и/или режима (6.1.2.2).
5) требования к химическому составу металла труб групп поставки А, Б, В, Г и Д, не предусмотренные настоящим стандартом (6.2.3);
6) величина углеродного эквивалента (6.2.5);
7) нормы временного сопротивления , предела текучести
, относительного удлинения
для труб группы поставки В, изготовляемых без термической обработки (6.3.1);
8) нормы ,
для труб группы поставки В диаметром до 10 мм включительно из стали марки 08Ю [таблица 2, сноска 1)];
9) нормы и
для труб группы поставки В из стали марки 09Г2С [таблица 2, сноска 2)];
10) нормы и
для труб группы поставки В из стали марки 30ХМА [таблица 2, сноска 3)];
11) нормы ,
,
для труб группы поставки В из стали марок, не указанных в таблице 2 (таблица 2, примечание);
12) норма ударной вязкости термически обработанных труб групп поставки А и В диаметром 25 мм и более толщиной стенки 3 мм и более (6.3.7);
13) предельные отклонения наружного диаметра термически обработанных труб повышенной и высокой точности изготовления с отношением D/S, равным 50 и более [таблица 4, сноска 1)];
14) предельные отклонения внутреннего диаметра труб внутренним диаметром 10 мм и менее [6.5.1.2, перечисление б)];
15) предельные отклонения наружного и внутреннего диаметров и разнотолщинности при изготовлении труб по наружному и внутреннему диаметрам и разнотолщинности (6.5.1.3);
16) предельные отклонения наружного и внутреннего диаметров и толщины стенки труб, не предусмотренные настоящим стандартом (6.5.1.4);
17) предельные отклонения длины труб мерных длин и длин, кратных мерной длине, не предусмотренные настоящим стандартом, и увеличенный припуск на каждый рез для длины, кратной мерной (6.5.2.2);
18) требования к прямолинейности труб, не предусмотренные настоящим стандартом (6.5.3.2);
19) изготовление труб со шлифованной наружной поверхностью (6.6.6);
20) изготовление труб с нормированием шероховатости поверхности (6.6.7);
21) изготовление труб с требованиями к качеству поверхности, не предусмотренными настоящим стандартом (6.6.8);
22) проведение испытания труб групп поставки В и Д, а также труб групп поставки А и Е (в случае нормирования временного сопротивления) гидростатическим давлением, превышающим расчетное и/или свыше 20 МПа (6.7.3);
23) проведение контроля сплошности металла неразрушающими методами, заменяющими гидростатические испытания (6.7.4);
24) проведение контроля сплошности для выявления продольных дефектов неразрушающими методами (6.7.5);
25) изготовление фаски специальной формы и размеров на торцах труб с толщиной стенки 5,0 мм и более (6.8.3);
26) отметка краской концов труб при поставке труб без обрезки концов и зачистки заусенцев (6.8.4);
27) нанесение дополнительной маркировки на трубы (6.9.2);
28) поставка труб с предохранительными деталями на торцах (6.9.3);
29) нанесение временного консервационного покрытия (6.9.4);
30) поставка труб в специальной упаковке (6.9.5);
31) проведение контроля сплошности металла неразрушающим методом по ГОСТ ИСО 10332, заменяющим гидростатические испытания, для труб диаметром менее 168,3 мм или с соотношением D/S менее 5 (8.2.21);
32) проведение неразрушающего контроля сплошности металла для выявления продольных дефектов по ГОСТ ИСО 10332 труб диаметром менее 168,3 мм или с соотношением D/S менее 5 (8.2.22).
33) проведение неразрушающего контроля сплошности металла для выявления продольных дефектов труб с уровнем приемки, не предусмотренным настоящим стандартом (8.2.22).
6 Технические требования
6.1 Способ производства
6.1.1 Формообразование и деформация
Бесшовные холоднодеформированные трубы изготовляют способом горячей деформации с последующей холодной деформацией.
Сварные холоднодеформированные трубы изготовляют способом сварки с последующей холодной деформацией.
6.1.2 Термическая обработка
6.1.2.1 Трубы с отношением D/S менее 50 поставляют в термически обработанном состоянии.
Трубы с отношением D/S, равным 50 и более, поставляют без термической обработки.
По согласованию между изготовителем и заказчиком трубы с отношением D/S менее 50 поставляют без термической обработки, трубы с отношением D/S, равным и более 50 - в термически обработанном состоянии.
6.1.2.2 Вид и режим термической обработки выбирает изготовитель с учетом обеспечения требований настоящего стандарта, если между изготовителем и заказчиком не согласовано проведение термической обработки специального вида и/или режима.
6.1.2.3 По требованию заказчика трубы поставляют термически обработанными в печах с защитной атмосферой.
6.2 Химический состав
6.2.1 Химический состав труб групп поставки Б, В и Г должен соответствовать указанному в ГОСТ 380, ГОСТ 1050, ГОСТ 4543, ГОСТ 9045, ГОСТ 14637, ГОСТ 14959 и ГОСТ 19281.
6.2.2 Химический состав труб групп поставки А и Д не регламентируется.
6.2.3 По согласованию между изготовителем и заказчиком могут быть установлены более жесткие требования к химическому составу металла для труб групп поставки Б, В и Г или дополнительные требования - для труб групп поставки А и Д.
6.2.4 Химический состав труб группы поставки Е устанавливают по согласованию между изготовителем и заказчиком.
6.2.5 По согласованию между изготовителем и заказчиком величина углеродного эквивалента С, рассчитываемая по следующей формуле, не должна превышать согласованных значений
С= С+Мn/6, (2)
где С, Mn - массовые доли углерода и марганца, %.
6.3 Механические свойства
6.3.1 Временное сопротивление, предел текучести, относительное удлинение, твердость труб группы поставки А должны соответствовать указанным заказчиком.
6.3.2 Временное сопротивление, предел текучести и относительное удлинение термически обработанных труб группы поставки В должны соответствовать указанным в таблице 2.
При поставке труб без термической обработки группы поставки В нормы механических свойств устанавливают по согласованию между изготовителем и заказчиком.
При отсутствии такого согласования механические свойства сварных холоднодеформированных труб должны соответствовать следующим:
- временное сопротивление - не менее 315 Н/мм
;
- предел текучести - не менее 216 Н/мм
;
- относительное удлинение - не менее 5%.
Таблица 2 - Механические свойства труб
Марка стали | Временное сопротивление | Предел текучести | Относительное удлинение | Твердость по Бринеллю |
не менее | ||||
08кп | 294 | 175 | 27 | - |
08, 08пс, | 314 | 196 | 25 | - |
10кп | ||||
10пс, | 333 | 206 | 25 | - |
15кп, | ||||
Ст2сп, Ст2пс, Ст2кп, | ||||
ВСт2сп, ВСт2пс, ВСт2кп | ||||
10 | 353 | 216 | 24 | 137 |
15, 15пс, | 372 | 225 | 22 | - |
20кп, | ||||
Ст3сп, Ст3пс, | ||||
Ст3кп | ||||
20, 20пс, | 412 | 245 | 21 | 156 |
Ст4сп, Ст4пс, Ст4кп | ||||
08Ю | 255 | 174 | 30 | - |
35 | 510 | 294 | 17 | 187 |
45 | 589 | 323 | 14 | 207 |
09Г2С | 470 | 265 | 21 | - |
10Г2 | 422 | 245 | 22 | 197 |
15Х | 412 | - | 19 | 179 |
20Х | 431 | - | 17 | 179 |
40Х | 618 | - | 14 | 217 |
30ХГСА | 491 | - | 18 | 229 |
15ХМ | 431 | 226 | 21 | - |
30ХМА | 588 | 392 | 13 | - |
Примечание - Для марок стали, не указанных в настоящей таблице, механические свойства устанавливают по согласованию между изготовителем и заказчиком. | ||||
6.3.3 Временное сопротивление, предел текучести и относительное удлинение труб групп поставки Б и Д не нормируются.
6.3.4 Временное сопротивление, предел текучести и относительное удлинение труб группы поставки Г нормируются на термически обработанных образцах и должны соответствовать требованиям соответствующих стандартов на сталь.
6.3.5 Механические свойства труб группы поставки Е устанавливают по согласованию между изготовителем и заказчиком.
6.3.6 По требованию заказчика термически обработанные трубы групп поставки А, Б и В толщиной стенки 10,0 мм и более изготовляют с нормированием твердости металла. Для труб групп поставки А и Б твердость должна соответствовать указанной заказчиком, для труб группы поставки В - указанной в таблице 2.
6.3.7 По согласованию между изготовителем и заказчиком термически обработанные трубы групп поставки А и В наружным диаметром 25 мм и более, толщиной стенки 3,0 мм и более изготовляют с нормированием ударной вязкости. Норму ударной вязкости, вид образца для испытаний и температуру испытаний устанавливают по согласованию между изготовителем и заказчиком.
6.4 Технологические свойства
Термически обработанные трубы группы поставки В должны выдерживать следующие технологические испытания, указанные в таблице 3:
а) сварные холоднодеформированные трубы из стали марок 08, 08Ю, 10, 15, Ст2, 20, Ст3, Ст4, 09Г2С, 10Г2 - испытание на сплющивание; по требованию заказчика дополнительно - одно или несколько испытаний: на загиб, на раздачу или на бортование;
б) бесшовные холоднодеформированные трубы из стали марок 10, 20, 10Г2, 15ХМ, 09Г2С по требованию заказчика одно или несколько испытаний: на сплющивание, на загиб, на раздачу или на бортование.
Таблица 3 - Виды технологических испытаний труб
Вид испытания | Вид труб | Наружный диаметр, мм | Толщина стенки, мм |
Загиб | БХ, СХ | Любой | Любая |
Раздача | БХ, СХ | Не более 150 | Не более 9,0 |
Сплющивание | БХ | Не менее 20 | Не более 10,0, но не более 15% D |
СХ | Любой | Не более 15% D | |
Бортование | БХ | От 25 до 160 включ. | Не более: |
10% D - для D до 60 мм включ., | |||
8% D - для D св. 60 до 108 мм включ., | |||
6% D - для D св. 108 до 140 мм включ., | |||
5% D - для D св. 140 до 160 мм включ. | |||
СХ | От 25 до 160 включ. | Любая |
6.5 Предельные отклонения диаметра, толщины стенки, длины и отклонения формы
6.5.1 Предельные отклонения диаметра и толщины стенки
6.5.1.1 Предельные отклонения размеров труб не должны превышать указанных в таблицах 4 и 5 для заданной точности изготовления.
Таблица 4 - Предельные отклонения наружного диаметра
Наружный диаметр D, мм | Предельнoe отклонение при точности изготовления | ||
обычной | повышенной | высокой | |
До 10 включ. | ±0,15 мм | ±0,10 мм | - |
Св. 10 до 20 включ. | ±0,30 мм | ±0,12 мм | ±0,10 мм |
Св. 20 до 30 включ. | ±0,30 мм | ±0,15 мм | ±0,10 мм |
Св. 30 до 40 включ. | ±0,40 мм | ±0,20 мм | ±0,15 мм |
Св. 40 до 50 включ. | ±0,40 мм | ±0,25 мм | ±0,20 мм |
Св. 50 до 60 включ. | ±0,80% | ±0,60% | ±0,25 мм |
Св. 60 до 70 включ. | ±0,30 мм | ||
Св. 70 до 80 включ. | ±0,35 мм | ||
Св. 80 до 90 включ. | ±0,40 мм | ||
Св. 90 до 110 включ. | ±0,45 мм | ||
Св. 110 до 130 включ. | ±0,55 мм | ||
Св. 130 | ±0,75% | - | |
| |||
Таблица 5 - Предельные отклонения толщины стенки труб
Толщина стенки S, мм | Предельное отклонение при точности изготовления | ||
обычной | повышенной | высокой | |
При диаметре до 110 мм | |||
До 1,0 включ. | ±0,12 мм | ±0,10 мм | ±0,05 мм |
Св. 1,0 до 5,0 включ. | ±10,0% | ±8,0% | ±7,5% |
Св. 5,0 до 2,5 включ. | ±8,0% | ±7,5% | ±6,0% |
При диаметре 110 мм и более | |||
До 2,5 включ. | ±12,0% | ±10,0% | - |
Св. 2,5 до 5,0 включ. | ±10,0% | ±8,5% | - |
Св. 5,0 | ±8,0% | ±7,5% | - |
| |||
6.5.1.2 При изготовлении труб по внутреннему диаметру и толщине стенки или по наружному и внутреннему диаметрам предельные отклонения внутреннего диаметра труб не должны превышать:
а) для труб внутренним диаметром свыше 10 мм - предельных отклонений равного ему наружного диаметра, указанных в таблице 4 для заданной точности изготовления;
б) для труб внутренним диаметром 10 мм и менее - предельных отклонений, согласованных между изготовителем и заказчиком.
6.5.1.3 При изготовлении труб по наружному и внутреннему диаметрам и разнотолщинности предельные отклонения наружного и внутреннего диаметров и разнотолщинности должны быть согласованы между изготовителем и заказчиком.
6.5.1.4 По согласованию между изготовителем и заказчиком могут быть установлены другие предельные отклонения по наружному и внутреннему диаметрам и толщине стенки труб.
6.5.2 Предельные отклонения длины
6.5.2.1 Предельные отклонения длины труб мерной длины и длины, кратной мерной, не должны превышать указанных в таблице 6.
Таблица 6 - Предельные отклонения длины труб
Мерная длина, м | Предельное отклонение, мм, при наружном диаметре, мм | |
до 168 включ. | св. 168 | |
До 6,0 включ. | +10 | +15 |
Св. 6,0 до 12,0 включ. | +15 | +15 |
Св. 12,0 | +25 | +25 |
6.5.2.2 По согласованию между изготовителем и заказчиком трубы мерной длины и длины, кратной мерной, изготовляют с уменьшенными или увеличенными предельными отклонениями длины, а трубы длиной, кратной мерной, - с увеличенным припуском на каждый рез.
6.5.3 Отклонения формы
6.5.3.1 Овальность и разнотолщинность не должны выводить диаметр и толщину стенки труб за предельные значения для заданной точности изготовления.
По требованию заказчика овальность и разнотолщинность сварных холоднодеформированных труб не должны превышать 0,8 общего поля предельных отклонений по диаметру и толщине стенки соответственно.
6.5.3.2 Отклонение от прямолинейности термически обработанных труб на любом участке длиной 1 м не должно превышать:
- для труб наружным диаметром до 8 мм включительно - 3 мм;
- для труб наружным диаметром свыше 8 до 10 мм включительно - 2 мм;
- для труб наружным диаметром свыше 10 мм - 1,5 мм.
Отклонение от прямолинейности труб в состоянии без термической обработки не нормируется.
По требованию заказчика отклонение от прямолинейности по всей длине термически обработанных труб не должно превышать 0,2% длины.
По согласованию между изготовителем и заказчиком могут быть установлены другие требования по прямолинейности труб.
6.6 Качество поверхности
6.6.1 На поверхности труб не допускаются трещины, плены, рванины, раковины и закаты.
На поверхности труб, термически обработанных в печах с защитной атмосферой, не допускаются окалина или следы отслоившейся окалины.
6.6.2 На поверхности труб допускаются без зачистки отдельные несовершенства: вмятины, риски, следы правки, рябизна, окалина (следы окалины), не препятствующие визуальному контролю, и следы зачистки несовершенств поверхности, если они не выводят размеры труб за допустимые минимальные значения.
На поверхности термически обработанных труб допускаются следы отслоившейся окалины и технологической смазки, не препятствующие контролю качества поверхности.
На поверхности труб без термической обработки допускается тонкий слой технологической смазки, не препятствующий контролю качества поверхности.
На поверхности труб, термически обработанных в печах с защитной атмосферой, допускается наличие тонкой окисной пленки и цветов побежалости.
6.6.3 Допускается удаление несовершенств поверхности травлением, сплошной абразивной зачисткой при условии, что они не выводят диаметр и толщину стенки за допустимые минимальные значения.
Допускается удаление несовершенств поверхности местной абразивной зачисткой при условии, что она не выводит толщину стенки за допустимые минимальные значения. Участки местной зачистки должны плавно переходить в прилежащую поверхность трубы. Следы зачистки поверхности шлифованных труб должны быть обработаны до шероховатости прилежащей поверхности трубы.
Ремонт поверхности труб сваркой не допускается. Допускается ремонт сваркой сварных швов до проведения термической обработки и холодной деформации.
6.6.4 На наружной поверхности сварных холоднодеформированных труб грат не допускается. На внутренней поверхности труб допускаются остатки грата высотой не более 0,3 мм.
6.6.5 По требованию заказчика поверхность термически обработанных труб (кроме труб термически обработанных в печах с защитной атмосферой) должна быть очищена от окалины.
6.6.6 По согласованию между изготовителем и заказчиком трубы изготовляют со шлифованной наружной поверхностью.
6.6.7 По согласованию между изготовителем и заказчиком трубы изготовляют с нормированием шероховатости поверхности.
6.6.8 По согласованию между изготовителем и заказчиком трубы изготовляют с дополнительными требованиями к качеству поверхности.
6.7 Сплошность металла
6.7.1 Трубы группы поставки В, а также групп поставки А и Е (в случае нормирования временного сопротивления) должны выдерживать испытательное гидростатическое давление, рассчитываемое по формуле, приведенной в ГОСТ 3845, при допускаемом напряжении в стенке трубы, равном 40% временного сопротивления для указанной марки стали, но не превышающем 20 МПа.
Изготовитель может гарантировать способность бесшовных холоднодеформированных труб выдерживать испытательное гидростатическое давление без проведения испытаний. Способность труб выдерживать испытательное гидростатическое давление обеспечивается технологией производства бесшовных холоднодеформированных труб.
Взамен испытания гидростатическим давлением сварных холоднодеформированных труб изготовитель может проводить контроль сплошности металла труб неразрушающими методами.
6.7.2 Трубы группы поставки Д должны выдерживать испытательное гидростатическое давление, указанное заказчиком, но не превышающее 20 МПа.
6.7.3 По согласованию между изготовителем и заказчиком термически обработанные трубы групп поставки В и Д, а также трубы групп поставки А и Е (в случае нормирования временного сопротивления) могут быть испытаны гидростатическим давлением, превышающим расчетное и/или свыше 20 МПа.
6.7.4 По согласованию между изготовителем и заказчиком трубы должны проходить контроль сплошности металла неразрушающими методами, заменяющий гидростатические испытания.
6.7.5 По согласованию между изготовителем и заказчиком трубы должны проходить контроль сплошности для выявления продольных дефектов неразрушающими методами.
6.8 Отделка концов труб
6.8.1 Концы труб должны быть обрезаны под прямым углом и зачищены от заусенцев. При удалении заусенцев допускается образование фаски.
6.8.2 По требованию заказчика на концах труб толщиной стенки 5,0 мм и более должна быть выполнена наружная фаска под углом 35°+5° к торцу трубы с торцевым кольцом шириной от 1 до 3 мм. Для обеспечения ширины торцевого кольца допускается образование внутренней фаски.
6.8.3 По согласованию между изготовителем и заказчиком на концах труб толщиной стенки 5,0 мм и более может быть выполнена фаска специальной формы и размеров.
6.8.4 По требованию заказчика трубы могут поставляться без обрезки концов и зачистки заусенцев. По согласованию между изготовителем и заказчиком участки концов труб, отрезаемые при выполнении обычной отделки концов труб, отмечают краской и не включают в длину трубы.
6.9 Маркировка и упаковка
6.9.1 Общие требования к маркировке и упаковке труб должны соответствовать ГОСТ 10692.
6.9.2 По согласованию между изготовителем и заказчиком на трубы может быть нанесена дополнительная маркировка.
6.9.3 По согласованию между изготовителем и заказчиком торцы каждой трубы должны быть плотно закрыты предохранительными деталями (заглушками, пробками, колпачками).
6.9.4 По согласованию между изготовителем и заказчиком трубы должны иметь временное консервационное покрытие или должны быть упакованы в материалы с летучим ингибитором коррозии, обеспечивающие защиту поверхности труб от коррозии на период транспортирования и хранения труб, при условии транспортирования крытыми транспортными средствами и хранения в сухих (допускается в неотапливаемых) помещениях не более 6 мес.
6.9.5 По согласованию между изготовителем и заказчиком может быть выполнена специальная упаковка труб.
7 Требования безопасности и охраны окружающей среды
Трубы, предохранительные детали к ним, консервационные покрытия и материалы пожаробезопасны, взрывобезопасны, электробезопасны, нетоксичны, не представляют радиационной опасности и не оказывают вреда окружающей природной среде и здоровью человека при испытании, хранении, транспортировании, эксплуатации и утилизации.
8 Правила приемки и методы испытаний
8.1 Правила приемки
8.1.1 Трубы принимают партиями.
Партия должна состоять из труб одного диаметра и толщины стенки, изготовленных из стали одной марки, одной группы поставки, одного способа изготовления и одного вида термической обработки (для термически обработанных труб).
8.1.2 По требованию заказчика партия должна состоять из труб, изготовленных из стали одной плавки.
8.1.3 Количество труб в партии должно быть не более указанного в таблице 7.
Таблица 7 - Количество труб в партии
Вид труб | Размеры труб, мм | Количество труб в партии, шт., не более |
Бесшовные | Наружный диаметр - до 76 включ. | 600 |
Толщина стенки - до 2,5 включ. | ||
Наружный диаметр - св. 76 | 300 | |
Толщина стенки - св. 2,5 | ||
Сварные | Наружный диаметр - до 30 включ. | 1000 |
Наружный диаметр - св. 30 до 76 включ. | 400 | |
Наружный диаметр - св. 76 | 250 |
8.1.4 Для проверки соответствия труб требованиям настоящего стандарта изготовитель проводит приемосдаточные испытания.
Статус испытания, вид испытания или контроля, нормы отбора труб от партии или плавки и образцов от каждой отобранной трубы должны соответствовать указанным в таблице 8.
8.1.5 При получении неудовлетворительных результатов хотя бы по одному из выборочных испытаний по нему проводят повторные испытания на удвоенной выборке от той же партии, исключая трубы, не прошедшие испытания. Удовлетворительные результаты повторных испытаний распространяют на всю партию.
Таблица 8 - Виды контроля и испытаний, нормы отбора
Статус испытания | Вид испытания или контроля | Норма отбора труб от партии | Норма отбора образцов от каждой отобранной трубы |
Обязательные | Контроль химического состава труб групп поставки Б, В, Г и Е | 1 | - |
Испытание на растяжение труб групп поставки А, В и Г | 2 | 1 | |
Испытание на сплющивание труб СХ группы поставки В | 2 | 1 | |
Контроль диаметра, толщины стенки | 100% | - | |
Контроль длины | - | ||
Контроль овальности, разнотолщинности, прямолинейности | |||
Контроль остатка внутреннего грата труб СХ | |||
Контроль отделки концов труб | |||
Визуальный контроль качества поверхности | 100% | - | |
Гидростатические испытания труб групп поставки А, В, Д и Е | 100% | - | |
Дополнительные | Контроль химического состава труб групп поставки А и Д | 1 | - |
Контроль углеродного эквивалента | 1 | - | |
Испытание на растяжение труб группы поставки Е | 2 | 1 | |
Контроль твердости труб групп поставки А, Б, В и Е | 2 | 1 | |
Испытание на ударный изгиб труб групп поставки А, В и Е | 2 | 3 | |
Испытание на загиб, раздачу или бортование труб СХ группы поставки В | 2 | По 1 образцу для каждого вида испытания | |
Испытание на загиб, раздачу, бортование или сплющивание труб БХ группы поставки В | 2 | По 1 образцу для каждого вида испытания | |
Контроль геометрических параметров фаски | - | ||
Контроль шероховатости поверхности | - | ||
Контроль сплошности неразрушающими методами, заменяющими гидростатические испытания | 100% | - | |
Контроль сплошности для выявления продольных дефектов неразрушающими методами | 100% | - | |
| |||
При получении неудовлетворительных результатов повторных испытаний допускается проведение испытания всех труб партии с исключением труб, не выдержавших испытания.
Допускается подвергать партию труб переработке и предъявлять ее к приемке как новую партию.
8.1.6 На принятую партию труб оформляют свидетельство о приемочном контроле "3.1 В" по ГОСТ 31458.
По требованию заказчика оформляют другие документы о приемочном контроле по ГОСТ 31458.
8.2 Методы контроля и испытаний
8.2.1 Химический состав стали определяют методами химического анализа по ГОСТ 12344 - ГОСТ 12365, ГОСТ 22536.0 - ГОСТ 22536.12. Пробы отбирают по ГОСТ 7565.
Допускается применять другие методы анализа, обеспечивающие необходимую точность определения, соответствующую указанным стандартам.
При разногласиях в оценке химического состава применяют методы химического анализа.
8.2.2 Испытание на растяжение проводят по ГОСТ 10006 на продольных образцах.
Допускается проводить испытания неразрушающими методами контроля по нормативным документам. При разногласиях в оценке результатов испытания проводят по ГОСТ 10006.
8.2.3 Контроль твердости проводят по ГОСТ 9012. Допускается проводить контроль твердости на образцах, предназначенных для испытания на растяжение.
Допускается проводить контроль твердости неразрушающими методами контроля по нормативным документам. При разногласиях в оценке результатов контроль проводят по ГОСТ 9012.
8.2.4 Испытание на ударный изгиб проводят по ГОСТ 9454.
Значения ударной вязкости определяют как среднеарифметическое значение по результатам испытаний трех образцов. На одном образце допускается снижение ударной вязкости не более чем на 30% значения, согласованного между изготовителем и заказчиком.
8.2.5 Испытание на сплющивание проводят по ГОСТ 8695 до получения между сплющивающими поверхностями расстояния Н, мм, вычисляемого по следующей формуле
 , (3)
, (3)
где С - коэффициент, учитывающий отношение предела текучести к временному сопротивлению, равный:
- 0,09 - для сварных холоднодеформированных труб из стали марок 08, Ст2 и 08Ю;
- 0,08 - для остальных труб.
Если сварной шов визуально неопределим, положение образца при испытании выбирают произвольно.
Допускается предварительное снятие поверхностного слоя образца (внутреннего и наружного) на глубину не более 0,2 мм.
8.2.6 Испытание на загиб проводят по ГОСТ 3728.
8.2.7 Испытание на раздачу проводят по ГОСТ 8694.
Испытание проводят:
- на оправке конусностью 1:10 - для бесшовных холоднодеформированных труб;
- на оправке конусностью 30° - для сварных холоднодеформированных труб.
Раздачу проводят до увеличения наружного диаметра труб, указанного в таблице 9.
Таблица 9 - Увеличение наружного диаметра при раздаче труб
Марка стали | Увеличение наружного диаметра трубы, %, толщиной стенки, мм | |
до 5,0 включ. | св. 5,0 | |
Трубы бесшовные холоднодеформированные | ||
10 | 10 | 6 |
20, 15ХМ, 09Г2С, 10Г2 | 8 | 5 |
Трубы сварные холоднодеформированные | ||
08, 08Ю | 12 | 8 |
10, 15, Ст2 | 10 | 6 |
20, Ст3, Ст4 | 8 | 5 |
09Г2С, 10Г2 | 7 | 4 |
8.2.8 Испытание на бортование проводят по ГОСТ 8693.
Величина отбортовки должна быть не менее 24%, при этом ширина отгибаемого борта, измеренная от внутренней поверхности трубы, должна быть не менее 1,5S.
Угол отбортовки должен составлять:
- 60° - для бесшовных холоднодеформированных труб из стали марок 20, 15ХМ, 10Г2, 09Г2С;
- 90° - для бесшовных холоднодеформированных труб из стали марки 10 и для сварных холоднодеформированных труб.
8.2.9 Наружный диаметр труб контролируют гладким микрометром по ГОСТ 6507, листовыми скобами по ГОСТ 18360 и ГОСТ 18365.
8.2.10 Внутренний диаметр контролируют калибром-пробкой по ГОСТ 14810 или калибром по ГОСТ 2015.
8.2.11 Толщину стенки измеряют трубным микрометром по ГОСТ 6507 или индикаторным стенкомером по ГОСТ 11358.
Толщину стенки сварных холоднодеформированных труб измеряют на расстоянии не менее 2S от сварного шва.
8.2.12 Разнотолщинность определяют по ГОСТ 26877.
8.2.13 Высоту внутреннего грата определяют как разницу между толщиной стенки в месте расположения сварного шва и толщиной стенки в околошовной зоне.
8.2.14 Овальность труб определяют по ГОСТ 26877.
8.2.15 Отклонение от прямолинейности труб на участке длиной 1 м измеряют поверочной линейкой по ГОСТ 8026 и набором щупов по нормативному документу.
Отклонение от прямолинейности по всей длине трубы определяют по ГОСТ 26877.
8.2.16 Контроль длины труб проводят рулеткой по ГОСТ 7502.
8.2.17 Контроль геометрических параметров фаски проводят по методике изготовителя.
8.2.18 Допускается проводить контроль размеров и формы труб другими методами и средствами измерения, метрологические характеристики которых обеспечивают необходимую точность измерений.
При разногласиях в оценке результатов измерения проводят в соответствии с 8.2.9-8.2.17.
8.2.19 Качество поверхности труб контролируют визуально без применения увеличительных приспособлений.
Глубину дефектов определяют по нормативным документам изготовителя.
Шероховатость поверхности труб определяют в соответствии с ГОСТ 2789 по нормативным документам изготовителя.
8.2.20 Гидростатические испытания труб проводят по ГОСТ 3845 с выдержкой под давлением не менее 10 с.
8.2.21 Неразрушающий контроль сплошности, заменяющий гидростатические испытания, проводят по ГОСТ ИСО 10332 для труб диаметром 168,3 мм и более с соотношением D/S не менее 5 или по [2].
По согласованию между изготовителем и заказчиком контроль сплошности, заменяющий гидростатические испытания, для труб диаметром менее 168,3 мм или с соотношением D/S менее 5 проводят по ГОСТ ИСО 10332.
8.2.22 Неразрушающий контроль сплошности для выявления продольных дефектов труб проводят по выбору изготовителя одним или несколькими из следующих методов:
- вихретоковым по [3] с уровнем приемки Е4;
- рассеяния магнитного потока по стандарту [4] с уровнем приемки F4;
- ультразвуковым по ГОСТ 17410 с настройкой по стандартному образцу с искусственным отражателем в виде продольной прямоугольной риски глубиной 12,5% толщины стенки или по [5] с уровнем приемки U4 для бесшовных холоднодеформированных труб;
- ультразвуковым по ГОСТ ИСО 10332 для сварных холоднодеформированных труб диаметром 168,3 мм и более с соотношением D/S не менее 5.
По согласованию между изготовителем и заказчиком контроль сплошности для выявления продольных дефектов по ГОСТ ИСО 10332 может применяться для труб диаметром менее 168,3 мм или с соотношением D/S менее 5.
По согласованию между изготовителем и заказчиком контроль сплошности для выявления продольных дефектов труб проводят с уровнем приемки, не предусмотренным настоящим стандартом.
9 Транспортирование и хранение
9.1 Транспортирование и хранение труб осуществляют в соответствии с требованиями ГОСТ 10692.
9.2 По требованию заказчика транспортирование труб осуществляют крытым транспортом.
10 Гарантии изготовителя
Изготовитель гарантирует соответствие труб требованиям настоящего стандарта, при условии соблюдения норм и правил транспортирования и хранения труб и соответствия условий эксплуатации назначению труб.
Библиография
[1] | ОСТ 14-82-82* | Отраслевая система управления качеством продукции черной металлургии. Ведомственный контроль качества продукции. Трубы стальные бесшовные катаные. Дефекты поверхности. Термины и определения |
[2] | ISO 10893-1:2011 | Неразрушающий контроль стальных труб. Часть 1. Автоматический электромагнитный контроль стальных бесшовных и сварных труб (кроме труб, полученных дуговой сваркой под флюсом) для верификации герметичности (Non-destructive testing of steel tubes - Part 1: Automated electromagnetic testing of seamless and welded (except submerged arc-welded) steel tubes for the verification of hydraulic leaktightness) |
[3] | ISO 10893-2:2011 | Неразрушающий контроль стальных труб. Часть 2. Автоматический метод вихретокового контроля стальных бесшовных и сварных труб (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения дефектов (Non-destructive testing of steel tubes - Part 2: Automated eddy current testing of seamless and welded (except submerged arc-welded) steel tubes for the detection of imperfections) |
[4] | ISO 10893-3:2011 | Неразрушающий контроль стальных труб. Часть 3. Автоматический контроль методом рассеяния магнитного потока по всей окружности бесшовных и сварных труб из ферромагнитной стали (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения продольных и/или поперечных дефектов (Non-destructive testing of steel tubes - Part 3: Automated full peripheral flux leakage testing of seamless and welded (except submerged arc-welded) ferromagnetic steel tubes for the detection of longitudinal and/or transverse imperfections) |
[5] | ISO 10893-10:2011 | Неразрушающий контроль стальных труб. Часть 10. Автоматический ультразвуковой контроль по всей окружности бесшовных и сварных стальных труб (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения продольных и/или поперечных дефектов (Non-destructive testing of steel tubes - Part 10: Automated full peripheral ultrasonic testing of seamless and welded (except submerged arc-welded) steel tubes for the detection of longitudinal and/or transverse imperfections) |
УДК 621.775.35.015.4:006.354 | МКС 23.040.10 | |
Ключевые слова: стальные бесшовные и сварные трубы, сортамент, испытания, контроль, холодная деформация, маркировка, условие поставки | ||
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}