ГОСТ Р 55078-2012
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Трубы из реактопластов, армированных стекловолокном
ЦАРГИ СТВОЛОВ ДЛЯ ДЫМОВЫХ И ГАЗООТВОДЯЩИХ ТРУБ
Технические условия
Fiberglass reinforced thermosetting plastic pipes. Glass reinforced thermosetting plastics cylinder shells of chimney and flue-pipes. Specifications
ОКС 23.040
ОКП 22 9641
22 9690
Дата введения 2014-01-01
Предисловие
1 РАЗРАБОТАН Объединением юридических лиц "Союз производителей композитов" совместно с Открытым акционерным обществом "Авангард" и Обществом с ограниченной ответственностью "ПСФ Энерго"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 063 "Стеклопластики, стекловолокно и изделия из них"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 14 ноября 2012 г. N 776-ст.
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
1 Область применения
Настоящий стандарт устанавливает требования к царгам из реактопластов, армированных стекловолокном, (далее - царги) предназначенным для использования в газоотводящих стволах дымовых и вытяжных труб, обеспечивающих отвод газов, газовоздушных смесей, дыма, имеющих температуру до 180°C.
Настоящий стандарт устанавливает типы, технические требования, показатели и характеристики царг, требования к методам контроля, включая средства и порядок выполнения испытаний и измерений при определении показателей и характеристик царг.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 12.4.230.1-2007 Система стандартов безопасности труда. Средства индивидуальной защиты глаз. Общие технические требования
ГОСТ Р 15.201-2000 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство
ГОСТ Р 51672-2000 Метрологическое обеспечение испытаний продукции для целей подтверждения соответствия. Основные положения
ГОСТ Р 54559-2011 Трубы и детали трубопроводов из реактопластов, армированных волокном. Термины и определения
ГОСТ 12.0.004-90 Система стандартов безопасности труда. Организация обучения безопасности труда. Общие положения
ГОСТ 12.1.018-93 Система стандартов безопасности труда. Пожаровзрывобезопасность статического электричества. Общие требования
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 12.3.009-76 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 12.4.021-75 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 12.4.028-76 Система стандартов безопасности труда. Респираторы ШБ-1 "Лепесток". Технические условия
ГОСТ 12.4.068-79 Система стандартов безопасности труда. Средства индивидуальной защиты дерматологические. Классификация и общие требования
ГОСТ 12.4.121-83 Система стандартов безопасности труда. Противогазы промышленные фильтрующие. Технические условия
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 4648-71 Пластмассы. Метод испытания на статический изгиб
ГОСТ 4650-80 Пластмассы. Методы определения водопоглощения
ГОСТ 4651-82 Пластмассы. Метод испытания на сжатие
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 9012-59 Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9147-80 Посуда и оборудование лабораторные фарфоровые. Технические условия
ГОСТ 9550-81 Пластмассы. Методы определения модуля упругости при растяжении, сжатии и изгибе
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение
ГОСТ 11709-81 Основные нормы взаимозаменяемости. Резьба метрическая для деталей из пластмасс
ГОСТ 12423-66 Пластмассы. Условия кондиционирования и испытания образцов (проб)
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 17302-71 Пластмассы. Метод определения прочности на срез
ГОСТ 25346-89 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений
ГОСТ 30893.1-2002 Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р 54559, а также следующие термины с соответствующими определениями:
3.1 царга: Кольцевой элемент газоотводящего ствола определенной длины, изготовленный в заводских условиях, стенка которого представляет собой монолитный материал, состоящий из отвержденной термореактивной смолы, армированной стекловолокном.
3.2 газоотводящий ствол: Составная часть дымовой или вытяжной трубы, представляющая собой газоотводящий тракт, обеспечивающий отвод газов от технологического оборудования в атмосферу.
3.3 дымовая труба: Сооружение, предназначенное для отвода и рассеивания в атмосферном воздухе дыма и газовоздушной смеси, содержащей помимо сажи, золы и пыли газы средней и низкой агрессивности, а также газовоздушные смеси, полученные путем сжигания топлива и загрязненные продуктами окисления.
3.4 вытяжная труба: Сооружение, предназначенное для отвода и рассеивания в атмосферном воздухе прошедших очистку, но сохраняющих определенную степень агрессивности газовых и газовоздушных смесей, содержащих конденсат.
3.5 компенсатор: Узел газоотводящего ствола, исключающий деформацию (разрушение) отдельных частей газоотводящего ствола при их температурных перемещениях.
3.6 монтажное соединение: Соединение (стыковка) царг в газоотводящем стволе.
4 Классификация, основные параметры и размеры
4.1 Типы
В зависимости от назначения царги подразделяют на следующие типы:
Ц - царга, предназначенная для шпилечного или штифто-шпилечного монтажного соединения в составе газоотводящего ствола;
ЦВ - царга, предназначенная для установки в верхней части (законцовки) газоотводящего ствола, закрепления на ней площадки обслуживания, со шпилечным или штифто-шпилечным монтажным соединением в составе газоотводящего ствола;
ЦО - царга, предназначенная для опирания (подвески) на внешнюю несущую оболочку, со шпилечным или штифто-шпилечным монтажным соединением в составе газоотводящего ствола;
ЦР - царга, предназначенная для установки элементов роликовых упоров (скользящих), воспринимающих горизонтальные нагрузки, со шпилечным или штифто-шпилечным монтажным соединением в составе газоотводящего ствола;
ЦНК - царга, предназначенная для нижнего узла компенсатора, со шпилечным или штифто-шпилечным монтажным соединением в составе газоотводящего ствола;
ЦНКО - царга, предназначенная для нижнего узла компенсатора, с опорным шпангоутом, со шпилечным или штифто-шпилечным монтажным соединением в составе газоотводящего ствола;
ЦВК - царга, предназначенная для верхнего узла компенсатора, со шпилечным или штифто-шпилечным монтажным соединением в составе газоотводящего ствола.
4.2 Основные параметры и размеры
4.2.1 Стандартный ряд чисел номинального диаметра царг: 670; 750; 840; 1400; 1600; 1900; 2008; 2700; 3250; 3600 мм.
Общие допуски - по ГОСТ 30893.1 - с.
4.2.2 Номинальные значения максимальной высоты царг, в зависимости от номинального диаметра, приведены в таблице 4.1.
Таблица 4.1 - Максимальная высота царг В миллиметрах
Наименование показателя | Значение показателя | |||||||||
670 | 750 | 840 | 1400 | 1600 | 1900 | 2208 | 2700 | 3250 | 3600 | |
Максимальная высота | 9000 | 6200 | 6200 | 6200 | 5000 | 6200 | 6000 | 6200 | 6200 | 5900 |
Общие допуски - по ГОСТ 30893.1 - .
4.2.3 Номинальный диаметр и длина царг могут быть изменены по требованию заказчика.
4.2.4 Основные размеры царг всех типов в соответствии с А.1-А.7 (приложение А).
4.2.5 Отклонение значения массы царг от расчетной не является браковочным признаком. Фактическое значение массы должно быть занесено в сопроводительную документацию и/или указано на маркировке.
Примечание - При высоте царг, отличающейся от максимальной, масса царг определяется исходя из плотности материала 1,72 кг/м.
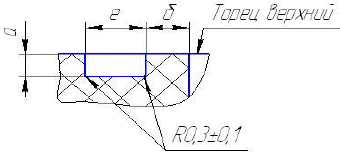
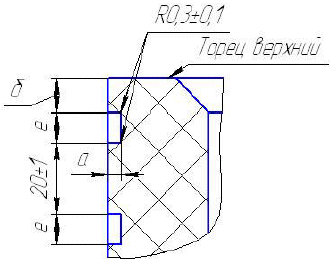
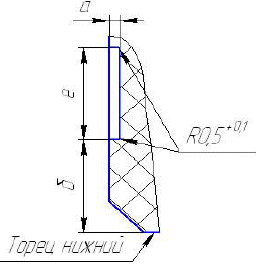
4.2.6 Размеры уступа и угол перехода шпангоута к основной стенке царг всех типов в соответствии с А.8 (приложение А).
4.2.7 Расположение стыковочных отверстий и их конструкция должны быть в соответствии с А.9, А.10 (приложение А).
4.2.8 Размеры без допусков H14-h14 по ГОСТ 25346.
4.2.9 Резьбы выполняют по ГОСТ 11709, класс точности "очень грубый".
4.3 Условное обозначение
Условное обозначение царг должно включать в себя: наименование, обозначение типа в соответствии с 4.1, значение номинального диаметра, значение высоты, обозначение материала.
Примечание - Материал царги выбирают в зависимости от условий эксплуатации ствола газоотводящего, в состав которого входит царга. Необходимость указания обозначения (марки) материала определяет потребитель.
Пример условного обозначения царги для нижнего узла компенсатора, со шпилечным или штифто-шпилечным монтажным соединением в составе газоотводящего ствола, номинальным диаметром 1900, высотой 5000 мм:
Царга ЦНК 1900-5000 ГОСТ Р 55078-2012
5 Технические требования
5.1 Основные показатели и характеристики
5.1.1 Царги должны соответствовать требованиям настоящего стандарта и изготавливаться по технологической документации, утвержденной в установленном порядке.
5.1.2 Царги следует изготавливать методом намотки.
5.1.3 Конструктивные требования
5.1.3.1 Предельные отклонения от перпендикулярности торцовой поверхности царг, сопрягаемых при монтаже газоотводящего ствола, относительно оси внутреннего диаметра - 0,4 мм.
5.1.3.2 Предельные отклонения от плоскостности торцовых поверхностей царг, сопрягаемых при монтаже газоотводящего ствола 0,2 мм.
5.1.3.3 Сопрягаемые монтажные стыки (стыковочные отверстия) царги должны быть согласованы (отстыкованы) с монтажными стыками (стыковочными отверстиями) смежной царги.
Отметку об отстыковке, указание номера царги и обозначение торцов делают на внутренней поверхности царги.
5.1.3.4 При эксплуатации царг при температуре до 180°C используют антикоррозионный слой толщиной 3 мм, соответствующий конструкции полимерного композита царг.
Примечание - Антикоррозионный слой выполняет роль "жертвенного" слоя и является стойким к продуктам сгорания мазута, природного газа, угля, а также служит температурным барьером, понижающим температуру в полимерном композите царг до 140°C.
5.1.3.5 На покрытиях, нанесенных на поверхности царг, пропуски, трещины, загрязнения, масляные пятна, шелушения, сколы и открытые поры не допускаются.
5.2 Требования к материалам
5.2.1 Полимерный композит царг должен представлять собой слой термореактивной смолы, наполненной армирующими материалами.
5.2.2 В качестве термореактивной смолы используют:
- эпоксидные смолы;
- фенольные смолы;
- полиэфирные ненасыщенные смолы;
- винилэфирные смолы;
- эпоксивинилэфирные смолы.
5.2.3 В качестве армирующих наполнителей используют:
- ровинги;
- ткани;
- материалы объемных структур.
5.2.4 При наличии высокоагрессивной среды необходимо введение химостойкого барьерного слоя. Толщина и состав химостойкого слоя выбирают в зависимости от компонентов, концентрации и температуры высокоагрессивной среды. В качестве армирующих наполнителей химостойкого слоя используют стеклянные, углеродные, синтетические волокна.
5.2.5 Материалы, применяемые для изготовления царг должны соответствовать требованиям действующих нормативных документов, иметь сопроводительную документацию, подтверждающую их соответствие требованиям данных нормативных документов, включая протоколы испытаний, и подвергаться входному контролю.
5.2.6 По физико-механическим и химическим свойствам композитный материал царг должен соответствовать требованиям, приведенным в таблице 5.1.
Таблица 5.1 - Физико-механические и химические свойства композитного материала царг
Наименование параметра | Значение параметра | Метод контроля | |
Стеклокомпозит на эпоксифенольном связующем | Стеклокомпозит на полиэфирном связующем | ||
Разрушающее напряжение при сжатии, не менее, МПа: | По 8.4.1 | ||
- в осевом направлении | 160 | от 50 до 80 | |
- в кольцевом направлении | 250 | от 100 до 120 | |
Разрушающее напряжение при растяжении, не менее, МПа: | По 8.4.2 | ||
- в осевом направлении | 220 | от 100 до 150 | |
- в кольцевом направлении | 400 | от 180 до 340 | |
Изгибающее напряжение при разрушении в осевом направлении, не менее, МПа | 270 | от 100 до 180 | По 8.4.3 |
Разрушающее напряжение при срезе в осевом направлении, не менее, МПа | 80 | от 60 до 80 | По 8.4.4 |
Разрушающее напряжение при скалывании, не менее, МПа | 30 | от 20 до 25 | По 8.4.5 |
Разрушающее напряжение при смятии в осевом направлении, не менее, МПа | 250 | от 100 до 150 | По 8.4.6 |
Модуль упругости при изгибе, не менее, МПа: | По 8.4.7 | ||
- в осевом направлении | 1,4х10 | от 0,8х10 | |
- в кольцевом направлении | 1,8х10 | от 1,4х10 | |
Модуль упругости при растяжении, не менее, МПа: | По 8.4.7 | ||
- в осевом направлении | 1,6х10 | от 0,8х10 | |
- в кольцевом направлении | 1,8х10 | от 1,4х10 | |
Содержание смолы, % | от 28 до 35 | от 30 до 40 | По 8.5.1 |
Степень отверждения, не менее % | 92 | 92 | По 8.5.2 |
Водопоглощение, % | от 0,2 до 0,3 | от 0,3 до 0,5 | По 8.5.3 |
5.2.7 Внешний вид композитного материала царг должен отвечать следующим требованиям:
- на внутренней и наружной поверхностях допускаются выступы и углубления в пределах допуска на размер толщины стенки;
- на торцовых поверхностях расслоения не допускаются;
- на торцовых сопрягаемых поверхностях монтажных стыков царг забоины, вмятины, сколы и радиальные риски не допускаются;
- расслоения в материале царг не допускаются.
5.3 Комплектность
В комплект поставки входят:
- царга - 1 шт.;
- комплектующие (крепежные изделия, накладки, кронштейны и т.д.), поставляемые отдельно согласно спецификации, количество определяется спецификацией;
- паспорт - 1 шт.
5.4 Маркировка
5.4.1 Маркировка должна быть четкой и легко читаемой.
5.4.2 Маркировку осуществляют окраской по трафарету.
5.4.3 Маркировку следует наносить на внутреннюю поверхность царги на расстоянии от 100 до 300 мм от торца.
Допускается нанесение маркировки на других поверхностях по требованию потребителя.
5.4.4 Маркировка должна сохраняться в течение всего срока годности при хранении, транспортировании и погрузочно-разгрузочных работах.
5.4.5 Маркировка должна содержать следующие данные:
- условное обозначение продукции;
- наименование и/или товарный знак предприятия-изготовителя;
- заводской номер;
- дата изготовления.
Допускается указывать в маркировке дополнительные сведения.
5.4.6 Транспортную маркировку наносят в соответствии с требованиями ГОСТ 14192.
5.5 Упаковка
5.5.1 Царга должна быть упакована в полиэтиленовую пленку любой марки.
По согласованию с потребителем (заказчиком) допускается упаковку в полиэтиленовую пленку не производить или производить упаковку с использованием другого материала.
5.5.2 Этикетку или другой сопроводительный документ упаковывают в мешок из полиэтиленовой пленки любой марки. Мешок закрепляют шпагатом любой марки за одно из отверстий торца царги и прикрепляют липкой лентой к внутренней поверхности царги.
6 Требования безопасности и охрана окружающей среды
6.1 Требования безопасности
6.1.1 Полимерный композит царг в отвержденном виде не токсичен, не взрывоопасен и не оказывает вредного воздейтвия на окружающую среду. Согласно [1]* класс опасности отходов, образующихся при производстве царг, 3-5. Утилизацию данных отходов проводят по технологии предприятия-изготовителя.
________________
* См. раздел Библиография. - .
6.1.2 Общие требования безопасности к производственному процессу по ГОСТ 12.3.002, к производственному оборудованию по ГОСТ 12.2.003.
6.1.3 Организация технологических процессов, производственное оборудование и рабочий инструмент должны соответствовать гигиеническим требованиям [2] и санитарным правилам [3].
6.1.4 В соответствии с правилами защиты от статического электричества производственное оборудование должно быть заземлено, электрооборудование и освещение должны быть выполнены во взрывобезопасном исполнении по ГОСТ 12.1.018.
6.1.5 Параметры микроклимата в производственных помещениях должны соответствовать допустимым нормам, указанным в [4]:
- температура в холодный период времени от 17°C до 23°C, относительная влажность воздуха от 15% до 75%, скорость движения воздуха не более 0,3 м/с;
- температура в теплый период времени от 18°C до 27°C, относительная влажность воздуха от 15% до 75%, скорость движения воздуха не более 0,4 м/с.
6.1.6 Производственные помещения должны быть оборудованы общеобменной вентиляцией в соответствии с требованиями [5].
6.1.7 Уровень производственного шума не должен превышать допустимых норм (80 дБА) в соответствии с [6].
6.1.8 Освещенность рабочей поверхности должна быть не менее 500 люкс в соответствии с требованиями [7].
6.1.9 Предельно допустимый уровень напряженности электростатического поля на рабочих местах в течение смены не должен превышать 20 кВ/м в соответствии с требованиями [8].
6.1.10 При производстве полимерного композита царг в воздушную среду производственных помещений выделяются пары стирола, фенола, формальдегида, эпихлоргидрина.
При механической обработке полимерного композита царг в воздушную среду производственных помещений выделяется стеклопыль.
Предельно допустимые концентрации в воздухе рабочей зоны (![]() ) и классы опасности указанных веществ по [9] приведены в таблице 6.1.
) и классы опасности указанных веществ по [9] приведены в таблице 6.1.
6.1.11 Массовую долю стирола, толуола в воздушной среде производственных помещений определяют по [12].
Таблица 6.1 - Предельно допустимые концентрации и классы опасности веществ
Вещество |
| Класс опасности |
Композит на основе полиэфирного связующего | ||
Стирол | 30/10* | 3 |
Композит на основе эпоксифенольного связующего | ||
Ацетон | 800/200* | 4 |
Толуол | 150/50* | 3 |
Спирт этиловый | 2000/1000* | 4 |
Фенол | 1/0,3* | 2 |
Формальдегид | 0,5 | 2 |
Эпихлоргидрин | 2/1* | 2 |
* В числителе максимальная разовая | ||
6.1.12 Стеклянная пыль раздражающе действует на слизистую оболочку дыхательных путей и кожный покров работающих, вызывает зуд кожи, может привести к заболеванию дыхательных путей, при длительном воздействии могут возникать экземы и дерматиты.
Стирол обладает токсическим действием на нервную систему и печень, раздражает дыхательные пути.
Ацетон - легковоспламеняющаяся жидкость, действует как наркотик, поражает центральную нервную систему, обладает способностью накапливаться в организме. Не допускается попадание ацетона внутрь организма и на кожные покровы. Работы с ацетоном следует проводить вдали от огня.
Толуол - легковоспламеняющаяся жидкость, обладает токсическим действием на нервную систему, кровь и кроветворные органы. В высоких концентрациях действует наркотически.
Спирт этиловый - легковоспламеняющаяся жидкость, действует как наркотик, накапливается в организме, может вызывать хроническое отравление, поражает нервную систему.
Фенол (гидроксибензол) способен вызывать острые и хронические отравления, проникать внутрь организма через незащищенные участки кожи. Вдыхание паров фенола вызывает раздражение верхних дыхательных путей, а при длительном воздействии общее отравление. При попадании на кожу обладает сильным прижигающим и раздражающим действием.
Формальдегид (метаналь) способен вызывать острые и хронические отравления, раздражает дыхательные пути и слизистые оболочки глаз.
Эпихлоргидрин обладает раздражающим и аллергическим действием. Способен проникать в организм через кожу. При вдыхании пары эпихлоргидрина вызывают раздражение слизистых оболочек дыхательных путей, а при длительном воздействии общее отравление организма (поражение печени, почек, отек легких).
6.1.13 Механическая обработка царг должна производиться в помещении с воздухообменом, осуществляющимся приточной и вытяжной вентиляцией, отвечающей требованиям ГОСТ 12.4.021 и обеспечивающей содержание вредных веществ не выше по [9].
Рабочие места должны быть оборудованы отсасывающими устройствами вытяжной вентиляции.
Воздух, удаленный с места механической обработки изделий, должен подвергаться очистке.
6.1.14 Для защиты органов дыхания необходимо использовать респиратор по ГОСТ 12.4.028. Для защиты кожных покровов необходимо применять защитные дерматологические средства по ГОСТ 12.4.068. Для защиты глаз необходимо применять защитные очки по ГОСТ Р 12.4.230.1.
6.1.15 Работающие в цехах должны обеспечиваться спецодеждой в соответствии с типовыми отраслевыми нормами.
6.1.16 Персонал, занятый в производстве царг, должен проходить:
- медицинский осмотр при приеме на работу;
- периодический медицинский осмотр;
- инструктаж и обучение по ГОСТ 12.0.004.
6.1.17 При погрузочно-разгрузочных работах должны соблюдаться правила безопасности по ГОСТ 12.3.009.
6.1.18 При возникновении пожара используют следующие средства тушения:
- пену;
- распыленную воду;
- песок;
- кошму;
- углекислотные или пенные огнетушители.
При тушении пожара в качестве средства индивидуальной защиты органов дыхания следует использовать противогазы марки БКФ с аэрозольным фильтром по ГОСТ 12.4.121.
6.1.19 Производственный контроль за условиями и безопасностью производства осуществляется предприятием по программе производственного контроля в соответствии с [13].
6.2 Охрана окружающей среды
6.2.1 Общие требования к охране окружающей среды должны соответствовать требованиям ГОСТ 17.2.3.02.
6.2.2 При производстве царг должны быть предусмотрены мероприятия по охране окружающей среды по 6.2.3-6.2.6.
6.2.3 Предельно допустимые концентрации () загрязняющих веществ в атмосферном воздухе не должны превышать:
- для стирола - 0,04/0,002 мг/м по [14];
- для фенола - 0,01/0,003 мг/м по [14];
- для формальдегида - 0,035/0,003 мг/м по [14];
- для эпихлоргидрина - 0,04/0,004 мг/м по [14];
6.2.4 Для охраны атмосферного воздуха стеклянную пыль должна улавливаться пылеулавливающими установками.
6.2.5 Образующиеся при производстве царг отходы следует размещать на площадке временного хранения отходов производства в соответствии с [15].
6.2.6 Отходы и царги, признанные не пригодными для применения, вывозят на полигон твердых отходов (свалку) по разрешению Управления Ростехнадзора и подвергают утилизации в соответствии с [16].
6.2.7 Сточные воды в процессе производства не образуются.
6.2.8 Контроль за соблюдением нормативов предельно допустимых выбросов в атмосферу должен быть организован в соответствии с ГОСТ 17.2.3.02, [14].
7 Правила приемки
7.1 Приемку царг осуществляет отдел технического контроля.
7.2 Порядок приемки определяется настоящим стандартом, если иное не оговорено контрактом между изготовителем и потребителем. Правила приемки должны соответствовать ГОСТ 15.309, ГОСТ Р 15.201, ГОСТ Р 51672.
7.3 Царги принимают партиями.
Партией считается определенное количество царг изготовленных для одного газоотводящего ствола, для которых являются неизменными:
- условный диаметр;
- марка материала.
Допускается поштучная приемка царг.
7.4 Каждую партию царг сопровождают комплектом сопроводительной документации, включающим в себя:
- документ, подтверждающий соответствие данной продукции требованиям настоящего стандарта;
- паспорт качества на партию продукции.
7.5 Документ о качестве (паспорт) должен содержать следующую информацию:
- наименование и адрес предприятия-изготовителя и его товарный знак;
- условное обозначение продукции;
- номер партии и дату изготовления;
- количество единиц продукции;
- результаты испытаний;
- обозначение настоящего стандарта;
- штамп и подпись ответственного лица отдела технического контроля предприятия-изготовителя.
7.6 Для проверки соответствия царг требованиям настоящего стандарта должны проводиться приемо-сдаточные, периодические и типовые испытания.
7.7 Приемо-сдаточные испытания проводят с целью контроля соответствия царг требованиям стандарта, установленным для данной категории испытаний.
Вид контроля при приемо-сдаточных испытаниях - сплошной.
Объем и последовательность приемо-сдаточных испытаний приведены в таблице 7.1.
Таблица 7.1 - Объем и последовательность приемо-сдаточных испытаний
Контролируемый показатель | Технические требования | Объем выборки из партии |
Внешний вид | 5.2.7 | Все образцы из партии |
Геометрические размеры | Таблицы А.1-А.7 (приложение А) | |
Масса | ||
Комплектность | 5.3 | |
Маркировка | 5.4 |
При неудовлетворительных результатах приемо-сдаточных испытаний по любому показателю должен быть проведен анализ ситуации и определены причины неудовлетворительного результата, а также ликвидированы устранимые дефекты. После устранения выявленных причин должны быть проведены повторные приемо-сдаточные испытания.
7.8 Периодические испытания проводят для периодического подтверждения качества царг и стабильности технологического процесса в установленный период.
Периодические испытания проводят в объеме приемо-сдаточных испытаний и испытаний, подтверждающих физико-механические и химические свойства материала царги.
Объем и последовательность периодических испытаний приведены в таблице 7.2.
Таблица 7.2 - Объем и последовательность периодических испытаний
Контролируемый показатель | Технические требования | Объем выборки из партии | |
Внешний вид | 5.2.7 | Все образцы из партии | |
Геометрические размеры | Таблицы А.1-А.7 (приложение А) | ||
Масса | |||
Комплектность | 5.3 | ||
Маркировка | 5.4 | ||
Физико-механические свойства композитного материала царг | |||
Разрушающее напряжение при сжатии | 5.2.6 | 5 образцов | |
Разрушающее напряжение при растяжении | 5.2.6 | 5 образцов | |
Изгибающее напряжение при разрушении в осевом направлении | |||
Разрушающее напряжение при скалывании в осевом направлении | |||
Разрушающее напряжение при срезе в осевом направлении | |||
Разрушающее напряжение при смятии в осевом направлении | |||
Модуль упругости при изгибе | |||
Модуль упругости при растяжении | |||
Содержание смолы | 5.2.6 | 3 образца | |
Степень отверждения | |||
Водопоглощение | |||
Оформление результатов испытаний осуществляют актом в соответствии с ГОСТ 15.309.
7.9 При получении неудовлетворительных результатов при периодических испытаниях по одному из показателей, их необходимо перевести в разряд приемо-сдаточных, до получения положительных результатов не менее чем на удвоенном количестве образцов.
В случае повторного получения неудовлетворительного результата партию бракуют, производство царг приостанавливают, проводят анализ причин, приведших к неудовлетворительным результатам, и намечают план мероприятий по их устранению. После выполнения мероприятий по устранению дефектов изготавливают опытную партию изделий, на которой проводят в полном объеме испытания по тем показателям, по которым получен отрицательный результат. В случае получения удовлетворительных результатов испытаний опытной партии производство изделий возобновляют. При получении неудовлетворительных результатов поиск причин брака продолжают до получения результатов испытаний, удовлетворяющих требованиям настоящего стандарта.
7.10 Типовые испытания проводят с целью оценки эффективности и целесообразности предлагаемых изменений, которые могут повлиять на важнейшие потребительские свойства или на условия охраны окружающей среды.
Типовые испытания проводят по отдельной программе с оформлением акта и протоколов испытаний в соответствии с ГОСТ 15.309.
8 Методы контроля
8.1 Внешний вид царг контролируют визуально с применением, при необходимости, локального освещения.
8.2 Геометрические размеры царг контролируют средствами измерения с допустимой погрешностью:
- штангенциркуль по ГОСТ 166 с погрешностью измерения 0,1 мм;
- линейка металлическая по ГОСТ 427 с ценой деления 1,0 мм и пределом измерения 1000 мм;
- микрометры типа МК по ГОСТ 6507;
- угольники поверочные 90° по ГОСТ 3749;
- рулетка по ГОСТ 7502 с ценой деления 1,0 мм и пределом измерения 20 м;
- другие средства измерений, обеспечивающие необходимую точность измерения.
8.3 Контроль массы проводят с использованием весов, имеющих наибольший предел взвешивания не более 10000 кг с погрешностью взвешивания 0,3% от наибольшего предела взвешивания.
8.4 Контроль физико-механических характеристик композитного материала царг проводят на образцах, вырезанных из специально приготовленных образцов-свидетелей, которые необходимо формовать одновременно с изготовлением царг, в тех же условиях, из одних и тех же исходных материалов, по той же технологии или из технологических припусков. Для определения величины физико-механических свойств изготавливают пять образцов каждого наименования.
8.4.1 Разрушающее напряжение при сжатии определяют по ГОСТ 4651;
8.4.2 Разрушающее напряжение при растяжении определяют по ГОСТ 11262;
8.4.3 Изгибающее напряжение при разрушении определяют по ГОСТ 4648;
8.4.4 Разрушающее напряжение при срезе определяют по ГОСТ 17302;
8.4.5 Разрушающее напряжение при скалывании определяют в соответствии с приложением Б;
8.4.6 Разрушающее напряжение при смятии определяют в соответствии с приложением В;
8.4.7 Модуль упругости при изгибе и при растяжении определяют по ГОСТ 9550;
8.4.8 За окончательный результат при определении величины показателей принимают среднее арифметическое значение результатов испытаний пяти образцов. Для определения величины химических свойств изготавливают три образца каждого наименования.
8.5 Контроль химических характеристик композитного материала царг проводят на образцах, соответствующих 8.4.
8.5.1 Содержания смолы в композитном материале царг определяют в соответствии с приложением Г;
8.5.2 Степень отверждения композитного материала определяют в соответствии с приложением Д;
8.5.3 Водопоглощение композитного материала определяют по ГОСТ 4650.
8.5.4 За окончательный результат при определении величины показателей принимают среднее арифметическое значение результатов испытаний трех образцов.
9 Транспортирование и хранение
9.1 Царги транспортируют всеми видами транспорта на открытых и закрытых платформах в соответствии с правилами перевозки грузов и техническими условиями погрузки и крепления грузов, действующими на данном виде транспорта.
9.2 Рабочий персонал, осуществляющий погрузочно-разгрузочные работы, должен быть проинструктирован о методах обращения с царгами во время их складирования и перемещения.
9.3 Погрузочно-разгрузочные работы, складирование и транспортирование царг проводят с соблюдением мер, предотвращающих удары, смятие и другие воздействия, которые могут привести к повреждению поверхностей.
9.4 Запрещается сбрасывать царги с транспортных средств.
9.5 При транспортировании и хранении царг диаметром до 1000 мм допускается укладка их в несколько ярусов.
9.6 Перемещение царг при погрузке, разгрузке, складировании осуществляют с использованием текстильных мягких строп или ремней шириной не менее 80 мм.
9.7 Поднятие царг при помощи крюков за торцы запрещено.
9.8 Не допускается волочение царг по каким-либо поверхностям при транспортировке и складировании.
9.9 Допускается хранение царг на открытых площадках, под навесом или в отапливаемом помещении при температуре окружающего воздуха от минус 50°С до 50°С при любых погодных условиях. При хранении в отапливаемом помещении следует обеспечить расположение царг на расстоянии не менее одного метра от нагревательных приборов.
9.10 Царги хранят в горизонтальном или вертикальном положении с опорой на стенку или торец, надежно закрепленными на опорах во избежание перемещения и опрокидывания.
10 Указания по эксплуатации
10.1 Царги в составе газоотводящего ствола эксплуатируют при температуре отводимых газов, газовоздушных смесей или дыма не более 180°C.
10.2 Царги в составе газоотводящего ствола и трубопроводах эксплуатируют во всех макроклиматических районах согласно ГОСТ 15150.
10.3 Конкретный макроклиматический район эксплуатации царг указывают в чертежах, эксплуатационной документации.
10.4 Ветровой и снеговой район определяют в соответствии с [17].
10.5 Перед монтажом проводят визуальный осмотр царг на предмет отсутствия повреждений на поверхностях.
10.6 Перед началом монтажных работ исполнители должны быть проинструктированы о порядке ведения монтажа и соблюдении техники безопасности.
10.7 Перед началом монтажных работ должна быть разработана и утверждена руководителем работ технологическая карта сборки и соединения стыков с описанием всех операций.
10.8 Во время подготовки и ведения монтажных операций поблизости запрещается разводить огонь или вести сварочные и огневые работы без применения защитных средств, исключающих воздействие огня, попадания искр на поверхности царг.
10.9 Подъем царг при монтаже осуществляют в соответствии со схемами строповки, указанными на рисунках 10.1-10.5.
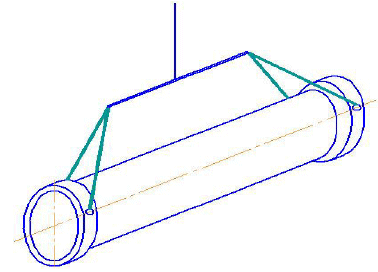
Рисунок 10.1 - Подъем царги в горизонтальном положении с использованием цапф
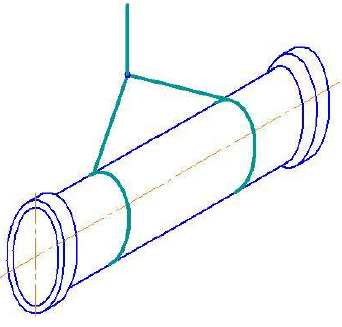
Рисунок 10.2 - Подъем царги в горизонтальном положении двойной строповкой
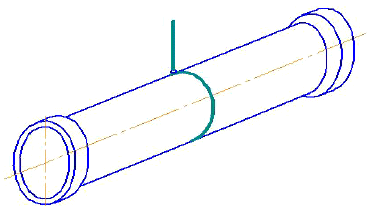
Рисунок 10.3 - Подъем царги в горизонтальном положении одинарной строповкой
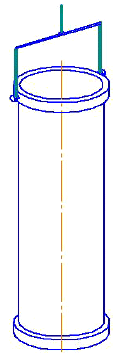
Рисунок 10.4 - Подъем царги в вертикальном положении с использованием цапф
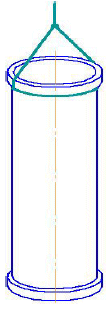
Рисунок 10.5 - Подъем царги в вертикальном положении с использованием петли в обхват ("на удав")
10.10 Перед началом сборки должна быть проведена тщательная ревизия стыкуемых торцов и подготовка их сопрягаемых поверхностей.
10.11 Затяжку болтов фланцевых соединений при сборке газоотводящего ствола и трубопроводов следует производить динамометрическим ключом равномерно в диаметрально противоположном порядке.
Момент затяжки указывают в конструкторской документации и паспорте на газоотводящий ствол.
10.12 Не допускают воздействие на царги ударных нагрузок, приводящих к повреждению поверхностей.
10.13 После монтажа в процессе эксплуатации не реже одного раза в год необходимо контролировать техническое состояние царг и их стыков внешним осмотром.
10.14 Примеры монтажных соединений царг при монтаже газоотводящего ствола приведены на рисунках 10.6-10.8.
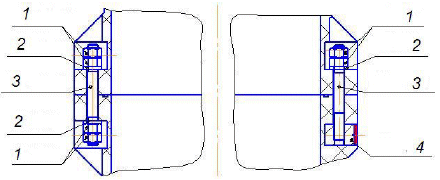
1 - гайка; 2 - шайба; 3 - шпилька; 4 - штифт
Рисунок 10.6 - Шпилечное монтажное соединение царг типа Ц, нижнего торца царг типа ЦНК, ЦНКО с верхним торцем царг типа Ц
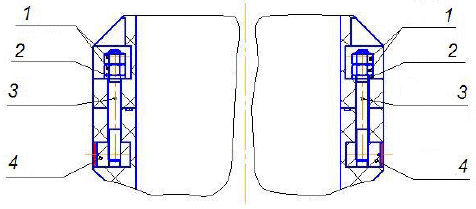
1 - гайка; 2 - шайба; 3 - шпилька; 4 - штифт
Рисунок 10.7 - Штифто-шпилечное монтажное соединение царг типа Ц, верхнего торца царг типа ЦВК с нижним торцом царг типа Ц
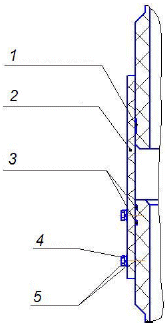
1 - уплотнитель; 2 - компенсатор; 3 - уплотнительная прокладка; 4 - болт; 5 - шайба
Рисунок 10.8 - Монтажное соединение верхнего торца царг типа ЦНК, ЦНКО с нижним торцем царг типа ЦВК в зоне компенсатора
11 Гарантии изготовителя
11.1 Изготовитель гарантирует соответствие качества царг требованиям настоящего стандарта при соблюдении потребителем условий транспортирования, хранения и правил эксплуатации, установленных настоящим стандартом.
11.2 Гарантийный срок хранения - 3 года.
11.3 Гарантийный срок эксплуатации - 2 года со дня ввода в эксплуатацию (в пределах гарантийного срока хранения).
Приложение А
(обязательное)
Основные параметры и размеры
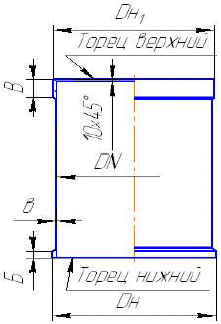
А.1 Основные размеры царг типа Ц приведены в таблице А.1.
Примечание - Обозначение размеров царг типа Ц в соответствии с рисунком А.1.
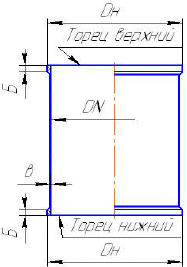
- наружный диаметр стыковочных шпангоутов,
- ширина стыковочных шпангоутов,
- толщина стенки царги
Рисунок А.1 - Основные размеры царг типа Ц
Таблица А.1 - Основные размеры царг типа Ц
|
|
| Масса, кг | ||||
Номи- | Предель- | Номи- | Предель- | Номи- | Предель- | ||
670 | 770 | ±1 | 8,0 | ±0,25 | 80 | +2 | 298 |
750 | 850 | 241 | |||||
840 | 960 | 282 | |||||
1400 | 1510 | 10,0 | 546 | ||||
1600 | 1710 | ±2 | 11,0 | ±0,5 | 100 | 576 | |
1900 | 2010 | 819 | |||||
2208 | 2340 | 965 | |||||
2700 | 2850 | 13,0 | 1427 | ||||
3250 | 3390 | 1686 | |||||
3600 | 3740 | ±3 | 15,0 | 2009 | |||
А.2 Основные размеры царг типа ЦВ приведены в таблице А.2.
Примечание - Обозначение размеров царг типа ЦВ в соответствии с рисунком А.2.
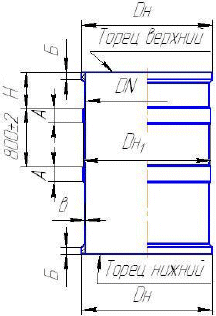
- наружный диаметр шпангоутов площадки обслуживания;
- ширина шпангоутов площадки обслуживания;
- ширина стыковочных шпангоутов;
- расстояние от верхнего торца царги до площадки обслуживания
Рисунок А.2 - Основные размеры царг типа ЦВ
Примечание - задает заказчик.
Таблица А.2 - Основные размеры царг типа ЦВ
|
|
|
|
| Масса, кг | ||||||
Номи- | Пре- | Номи- | Пре- | Номи- | Пре- | Номи- | Пре- | Номи- | Пре- | ||
670 | 770 | ±1 | 730 | -1 | 8,0 | ±0,25 | 80 | +2 | 200 | ±2 | 336 |
750 | 850 | 810 | 283 | ||||||||
840 | 960 | ±1 | 900 | -1 | ±0,25 | +2 | 200 | ±2 | 329 | ||
1400 | 1510 | 1450 | 10,0 | 250 | 608 | ||||||
1600 | 1710 | ±2 | 1650 | 11,0 | ±0,5 | 100 | 637 | ||||
1900 | 2010 | 1950 | 897 | ||||||||
2208 | 2340 | 2260 | 1062 | ||||||||
2700 | 2850 | 2750 | 13,0 | 1521 | |||||||
3250 | 3390 | 3330 | 1800 | ||||||||
3600 | 3740 | +3 | 3650 | -2 | 15,0 | 2113 | |||||
А.3 Основные размеры царг типа ЦО приведены в таблице А.3.
Примечание - Обозначение размеров царг типа ЦО в соответствии с рисунком А.З.
- наружный диаметр шпангоутов площадки обслуживания;
- ширина опорного шпангоута;
- ширина стыковочных шпангоутов;
- расстояние от верхнего торца царги до опорного шпангоута
Рисунок А.3 - Основные размеры царг типа ЦО
Примечание - задает заказчик.
Таблица А.3 - Основные размеры царг типа ЦО
|
|
|
|
| Масса, кг | ||||||
Номи- | Пре- | Номи- | Пре- | Номи- | Пре- | Номи- | Пре- | Номи- | Пре- | ||
670 | 770 | ±1 | 870 | -1 | 8,0 | ±0,25 | 80 | +2 | 100 | ±2 | 354 |
750 | 850 | 950 | 303 | ||||||||
840 | 960 | 1040 | 351 | ||||||||
1400 | 1510 | 1600 | 10,0 | 653 | |||||||
1600 | 1710 | ±2 | 1800 | 11,0 | ±0,5 | 100 | 150 | 737 | |||
1900 | 2010 | 2100 | 1008 | ||||||||
2208 | 2340 | 2410 | 1184 | ||||||||
2700 | 2850 | 2900 | 13,0 | 1685 | |||||||
3250 | 3390 | 3450 | 1994 | ||||||||
3600 | 3740 | +3 | 3800 | -2 | 15,0 | 200 | 2426 | ||||
А.4 Основные размеры царг типа ЦР приведены в таблице А.4.
Примечание - Обозначение размеров царг типа ЦР в соответствии с рисунком А.4.
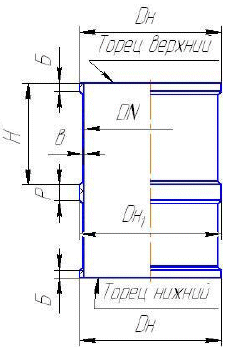
- наружный диаметр шпангоута для роликовых упоров,
- ширина шпангоутов для роликовых упоров;
- ширина стыковочных шпангоутов;
- расстояние от верхнего торца царги до шпангоута, на котором установлены роликовые упоры
Рисунок А.4 - Основные размеры царг типа ЦР
Примечание - задает заказчик.
Таблица А.4 - Основные размеры царг типа ЦР
|
|
|
|
| Масса, кг | ||||||
Номи- | Пре- | Номи- | Пре- | Номи- | Пре- | Номи- | Пре- | Номи- | Пре- | ||
670 | 770 | ±1 | 770 | -1 | 8,0 | ±0,25 | 80 | +2 | 200 | ±2 | 338 |
750 | 850 | 850 | 285 | ||||||||
840 | 960 | 960 | 346 | ||||||||
1400 | 1510 | 1510 | 10,0 | 663 | |||||||
1600 | 1710 | ±2 | 1710 | 11,0 | ±0,5 | 100 | 250 | 693 | |||
1900 | 2010 | 2010 | 957 | ||||||||
2208 | 2340 | 2340 | 1172 | ||||||||
2700 | 2850 | 2850 | 13,0 | 1719 | |||||||
3250 | 3390 | 3390 | 2001 | ||||||||
3600 | 3740 | +3 | 3740 | -2 | 15,0 | 2344 | |||||
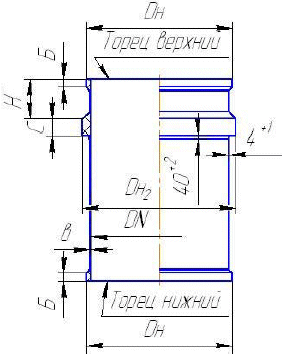
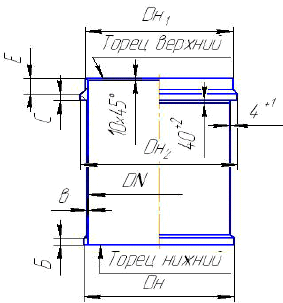
А.5 Основные размеры царг типа ЦНК приведены в таблице А.5.
Примечание - Обозначение размеров царг типа ЦНК в соответствии с рисунком А.5.
- наружный диаметр компенсаторной части;
- ширина стыковочных шпангоутов;
- ширина компенсаторной части
Рисунок А.5 - Основные размеры царг типа ЦНК
Таблица А.5 - Основные размеры царг типа ЦНК
|
|
|
|
| Масса, кг | ||||||
Номи- | Пре- | Номи- | Пре- | Номи- | Пре- | Номи- | Пре- | Номи- | Пре- | ||
670 | 770 | ±1 | 750 | ±1 | 8,0 | ±0,25 | 80 | +2 | 250 | ±2 | 314 |
750 | 850 | 830 | 259 | ||||||||
840 | 960 | 920 | 296 | ||||||||
1400 | 1510 | 1480 | 10,0 | 572 | |||||||
1600 | 1710 | ±2 | 1680 | ±2 | 11,0 | ±0,5 | 100 | 350 | 622 | ||
1900 | 2010 | 1980 | 873 | ||||||||
2208 | 2340 | 2290 | 1012 | ||||||||
2700 | 2850 | 2780 | 13,0 | 1451 | |||||||
3250 | 3390 | 830 | 1729 | ||||||||
3600 | 3740 | +3 | 1680 | +2 | 15,0 | 2247 | |||||
А.6 Основные размеры царг типа ЦНКО приведены в таблице А.6.
Примечание - Обозначение размеров царг типа ЦНКО в соответствии с рисунком А.6.
- наружный диаметр компенсаторной части,
- наружный диаметр опорного шпангоута,
- ширина стыковочного шпангоута;
- ширина опорного шпангоута,
- расстояние от верхнего торца царги до опорного шпангоута
Рисунок А.6 - Основные размеры царг типа ЦНКО
Таблица А.6 - Основные размеры царг типа ЦНКО
Наименование показателя | Значение показателя | ||||||||||
670 | 750 | 840 | 1400 | 1600 | 1900 | 2208 | 2700 | 3250 | 3600 | ||
| Номинальное значение | 770 | 850 | 960 | 1510 | 1700 | 2010 | 2340 | 2850 | 3390 | 3740 |
Предельное отклонение | ±1 | ±2 | +3 | ||||||||
| Номинальное значение | 750 | 830 | 920 | 1480 | 1680 | 1980 | 2290 | 2780 | 3330 | 3720 |
Предельное отклонение | - 1 | -2 | |||||||||
| Номинальное значение | 870 | 950 | 1040 | 1600 | 1800 | 2100 | 2410 | 2900 | 3450 | 3800 |
Предельное отклонение | ±1 | ±2 | +2 | ||||||||
| Номинальное значение | 8,0 | 10,0 | 11,0 | 13,0 | 15,0 | |||||
Предельное отклонение | ±0,25 | ±0,5 | |||||||||
| Номинальное значение | 80 | 100 | ||||||||
Предельное отклонение | + 2 | ||||||||||
| Номинальное значение | 100 | 150 | 200 | |||||||
Предельное отклонение | ±2 | ||||||||||
| Номинальное значение | 150 | 200 | 200 | |||||||
Предельное отклонение | ±2 | ||||||||||
Масса, кг | 346 | 294 | 334 | 633 | 720 | 988 | 1141 | 1611 | 1920 | 2406 | |
А.7 Основные размеры царг типа ЦВК приведены в таблице А.7.
Примечание - Обозначение размеров царг типа ЦВК в соответствии с рисунком А.7.
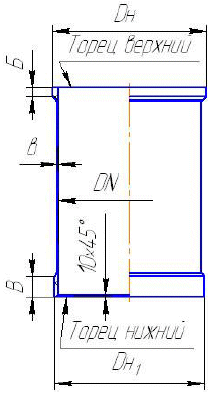
- наружный диаметр компенсаторной части,
- ширина компенсаторной части;
- ширина стыковочных шпангоутов
Рисунок А.7 - Основные размеры царг типа ЦВ*
_________________
* Текст документа соответствует оригиналу. - .
Таблица А.7 - Основные размеры царг типа ЦВК
|
|
|
|
| Масса, кг | ||||||
Номи- | Пре- | Номи- | Пре- | Номи- | Пре- | Номи- | Пре- | Номи- | Пре- | ||
670 | 770 | ±1 | 750 | -1 | 8,0 | ±0,25 | 80 | +2 | 250 | ±2 | 314 |
750 | 850 | 830 | 259 | ||||||||
840 | 960 | 920 | 296 | ||||||||
1400 | 1510 | 1480 | 10,0 | 572 | |||||||
1600 | 1710 | ±2 | 1680 | -2 | 11,0 | ±0,5 | 100 | 350 | 622 | ||
1900 | 2010 | 1980 | 873 | ||||||||
2208 | 2340 | 2290 | 1012 | ||||||||
2700 | 2850 | 2780 | 13,0 | 1451 | |||||||
3250 | 3390 | 3330 | 1729 | ||||||||
3600 | 3740 | +3 | 3720 | 15,0 | 400 | 2247 | |||||
А.8 Размеры уступа и угол перехода шпангоута к основной стенке для царг всех типов указаны на рисунке А.8.
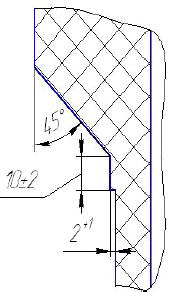
Рисунок А.8
А.9 Расположение стыковочных отверстий и их конструкция указаны на рисунках А.9-А.12.
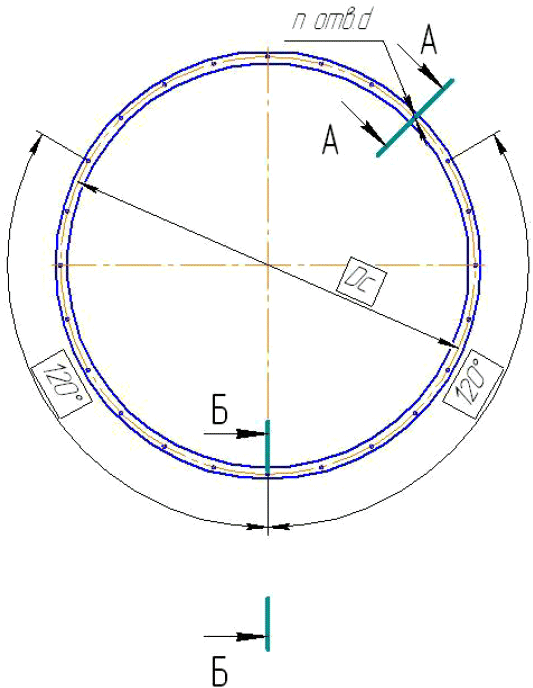
- диаметр монтажных стыковочных отверстий,
- диаметр расположения монтажных стыковочных отверстий
Рисунок А.9 - Расположение монтажных стыковочных отверстий на верхнем торце царг типа Ц, ЦО, ЦР, ЦВК для шпилечного соединения
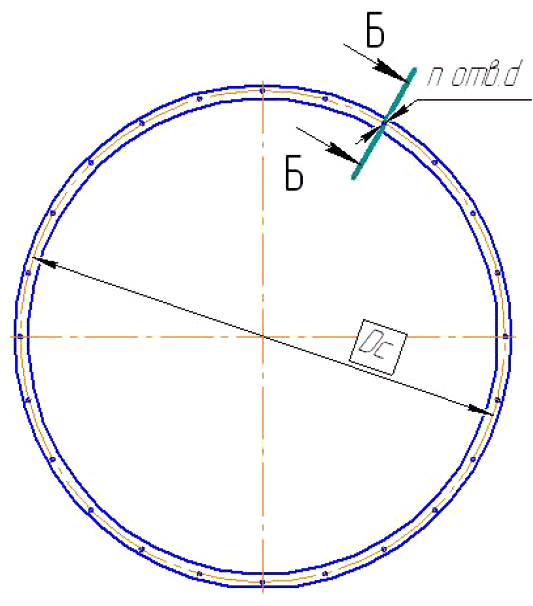
Рисунок А.10 - Расположение монтажных стыковочных отверстий на верхнем торце царг типа Ц, ЦО, ЦР, ЦВК для штифто-шпилечного соединения
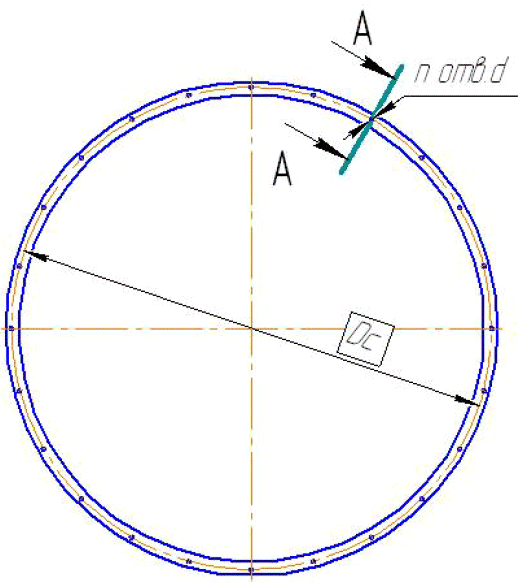
Рисунок А.11 - Расположение монтажных стыковочных отверстий на нижнем торце царг типа Ц, ЦВ, ЦО, ЦР, ЦНК, ЦНКО для шпилечного и штифто-шпилечного соединений
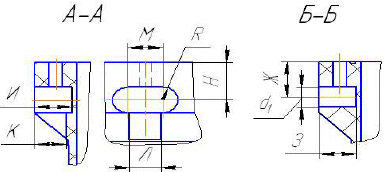
- диаметр отверстия под штифт,
- расстояние от торца царги до центра отверстия,
- глубина отверстия под штифт,
- глубина паза для шпилечного соединения,
- глубина паза,
- ширина подрезки для выхода шпильки,
,
- ширина и радиус паза,
- расстояние от торца царги до центра паза
Рисунок А.12 - Конструкция и размеры отверстий монтажных стыков
А.10 Характеристики стыковочных отверстий указаны в таблицах А.8-А.9.
Таблица А.8 - Расположение монтажных стыковочных отверстий и предельные отклонения
|
| |||
Номинальное значение | Предельное отклонение | |||
670 | 730 | 14,00 | +0,43 | 12 |
750 | 810 | |||
840 | 900 | 18,00 | 30 | |
1400 | 1460 | 24 | ||
1600 | 1660 | |||
1900 | 1963 | |||
2208 | 2274 | 22,00 | +0,52 | 30 |
2700 | 2800 | |||
3250 | 3320 | 45 | ||
3600 | 3670 | |||
Таблица А.9 - Размеры отверстий монтажных стыков
Наименование показателя | Значение показателя | ||||||||||
670 | 750 | 840 | 1400 | 1600 | 1900 | 2208 | 2700 | 3250 | 3600 | ||
| Номинальное значение | 24,00 | 30,00 | 40,00 | |||||||
Предельное отклонение | +0,52 | +0,62 | |||||||||
| Номинальное значение | 55 | 65 | ||||||||
Предельное отклонение | ±1 | ||||||||||
| Номинальное значение | 40 | 50 | 48 | 45 | 48 | 58 | 55,0 | 62,0 | ||
Предельное отклонение | +1 | +1,5 | |||||||||
| Номинальное значение | 40 | 50 | 44 | 45 | 44 | 52 | 62,0 | |||
Предельное отклонение | +1 | +1,5 | |||||||||
| Номинальное значение | 38 | 48 | 40 | 43 | 42 | 53 | 45 | 53 | ||
Предельное отклонение | +1 | ||||||||||
| Номинальное значение | 30 | 40 | 52 | |||||||
Предельное отклонение | +1 | ||||||||||
| Номинальное значение | 25 | 30 | 40 | 58 | ||||||
Предельное отклонение | +1 | ||||||||||
| Номинальное значение | 66 | 67 | 62 | 67 | 75 | |||||
Предельное отклонение | ±1 | ||||||||||
| Номинальное значение | 26 | |||||||||
Предельное отклонение | +1 | ||||||||||
А.11 Конструкция, размеры канавок под установку уплотняющих прокладок для обеспечения герметичности стыков царг и компенсаторов в составе газоотводящего ствола указаны на рисунках А.13-А.15 и в таблицах А.10-А.12.
- глубина канавки,
- расстояние от внутренней поверхности царги до начала канавки,
- ширина канавки
Рисунок А.13 - Размеры торцовой канавки царг
Таблица А.10 - Размеры торцовой канавки
Диаметр прокладки |
|
|
| |||
Номи- | Предель- | Номиналь- | Предель- | Номиналь- | Предель- | |
6,0 | 3,9 | +0,3 | 6,5 | ±1,0 | 9,00 | +0,36 |
6,3 | 4,3 | 7,0 | ||||
- расстояние от торца царги до начала канавки
Рисунок А.14 - Конструкция канавки под уплотнительные прокладки на верхнем торце царг типа ЦНК, ЦНКО
Таблица А.11 - Размеры канавки под уплотнительную прокладку на верхнем торце царг типа ЦНК, ЦНКО
Диаметр прокладки |
|
|
| |||
Номи- | Предель- | Номиналь- | Предель- | Номиналь- | Предель- | |
6,0 | 3,9 | +0,3 | 6,5 | ±1,0 | 9,00 | +0,36 |
6,3 | 4,3 | 7,0 | ||||
- расстояние от торца царги до начала канавки
Рисунок А.15 - Конструкция канавки под уплотнитель на нижнем торце царг типа ЦВК
Таблица А.12 - Размеры канавки под уплотнитель на нижнем торце царг типа ЦВК
Диаметр прокладки |
|
|
| |||
Номи- | Предель- | Номиналь- | Предель- | Номиналь- | Предель- | |
6 | 2,9 | +0,3 | 30 | ±1 | 30,0 | +0,5 |
10 | 5,0 | |||||
Приложение Б
(обязательное)
Метод испытания композитного материала на сдвиг по слою (скалывание) в осевом направлении
Б.1 Общие положения
Сущность метода заключается в приложении к образцу постепенно увеличивающейся нагрузки при постоянной температуре и постоянной скорости движения захватов испытательной машины с определением максимальной величины нагрузки, при которой происходит разрушение образца вдоль слоев наполнителя (скол).
Б.2 Форма и размеры образцов
Б.2.1 Размеры образцов для определения разрушающего напряжения при скалывании указаны на рисунке Б.1 настоящего приложения.
Радиус кривизны образцов должен соответствовать радиусу заготовки, из которой изготавливаются образцы.
Толщина образца соответствует толщине стенки царги, но не менее 8 мм и не более 10 мм. После вырезки образца его толщину доводят до размера снятием слоев стеклоткани.
Б.2.2 Образцы должны иметь гладкую ровную поверхность, без вздутий, сколов, трещин, раковин и других видимых дефектов.
Б.2.3 Образцы кондиционируют не менее 16 ч по ГОСТ 12423 при температуре (23±2)°C и относительной влажности (50±5)%.
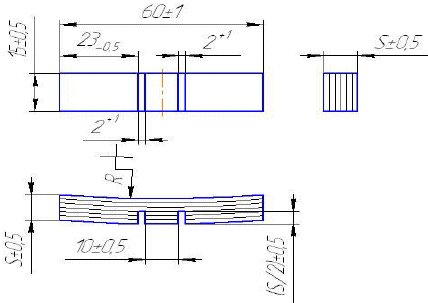
- радиус царги,
- толщина образца
Рисунок Б.1 - Образец для определения разрушающего напряжения при скалывании в осевом направлении
Б.3 Оборудование, приспособление и инструмент для проведения испытаний
Б.3.1 Для проведения испытания применяют следующее оборудование, приспособление и инструмент:
- разрывная испытательная машина с максимальным усилием 50 кН, с погрешностью силоизмерения не более 1% при максимальном усилии, позволяющую устанавливать приспособление для испытаний;
- приспособление для испытания образцов на скалывание согласно рисунку Б.2.
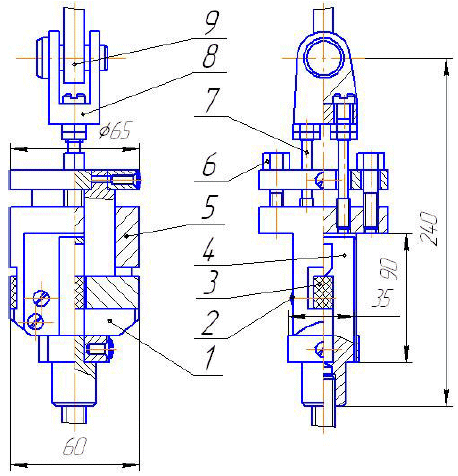
1 - опорная балка, 2 - регулировочные винты, 3 - образец, 4 - нож подвижный, 5 - корпус, 6 - зажимные винты, 7 - тяга, 8 - переходные детали, 9 - тяга
Рисунок Б.2 - Приспособление для испытания на скалывание
Б.3.2 Твердость материалов опор и ножа должны быть НВ (от 292 до 331) по ГОСТ 9012. Нож должен быть изготовлен с режущей кромкой согласно рисунку Б.3. Режущая кромка не должна иметь повреждений (заусенцев, вмятин);
- штангенциркуль ШЦ-11-160-0,05 ГОСТ 166.
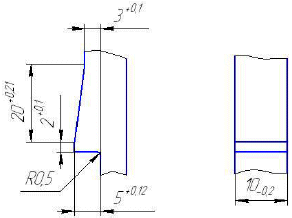
Рисунок Б.3 - Режущая кромка подвижного ножа
Б.4 Проведение испытания, обработка результатов испытания и их оформление
Б.4.1 Испытание проводят в следующей последовательности:
- приспособление в соответствии с рисунком Б.2 закрепляют на разрывной испытательной машине;
- подвижный нож приспособления устанавливают в крайнее верхнее положение;
- образец устанавливают в приспособление так, чтобы сторона с надрезами была обращена прорезями к подвижному ножу, образец располагался по центру проема приспособления.
- образец закрепляют зажимными винтами (см. рисунок Б.2), при правильной установке образца в приспособлении подвижный нож должен перемещаться без перекосов и скалывать часть образца в соответствии с глубиной прорезей;
- нагружают образец испытательной нагрузкой до разрушения со скоростью перемещения подвижного захвата испытательной машины от 10 до 20 мм/мин. Нагружение производят плавно, без толчков до разрушения образца;
- величину максимальной нагрузки для каждого образца записывают в журнал испытаний.
Б.4.2 Разрушающее напряжение при сдвиге по слою (скалывании) МПа, вычисляют по формуле
![]() , (Б.1)*
, (Б.1)*
где - максимальная нагрузка, Н;
* - ширина образца между прорезями, мм;
- толщина образца, мм.
________________
* Формула и экспликация к ней соответствуют оригиналу. - .
Б.4.3 За результат испытания принимают среднее арифметическое значение испытаний пяти образцов. Подсчеты результатов испытаний проводят с точностью до 0,01 МПа.
Б.4.4 Оформление результатов испытаний проводят в порядке, установленном на предприятии - изготовителе царг.
Приложение В
(обязательное)
Метод испытания композитного материала на смятие в осевом направлении
В.1 Общие положения
В.1.1 Сущность метода испытания на смятие заключается в приложении к образцу постоянно увеличивающейся нагрузки до его разрушения (смятия) при постоянной температуре и постоянной скорости движения активного захвата испытательной (разрывной) машины с определением разрушающего напряжения при смятии.
В.1.2 Метод проведения испытаний основан на определении разрушающего напряжения при смятии средней части образца в виде призмы под плоской площадкой.
В.2 Форма и размеры образцов
В.2.1 Размеры образца для определения разрушающего напряжения при смятии указаны на рисунке В.1 настоящего приложения.
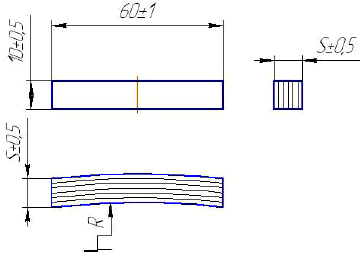
- радиус царги,
- толщина образца
Рисунок В.1 - Образец для определения разрушающего напряжения при смятии
Радиус кривизны образцов должен соответствовать радиусу заготовки, из которой изготавливают образцы.
Толщина образца соответствует толщине стенки царги, но не менее 8 мм и не более 10 мм. После вырезки образца его толщину доводят до размера снятием слоев стеклоткани.
Б*.2.2 Образцы должны иметь гладкую ровную поверхность, без вздутий, сколов, трещин, раковин и других видимых дефектов.
Б*.2.3 Образцы кондиционируют не менее 16 ч по ГОСТ 12423 при температуре (23±2)°C и относительной влажности (50±5)%.
_________________
* Текст документа соответствует оригиналу. - .
В.3 Оборудование, приспособление и инструмент для проведения испытания
В.3.1 Для проведения испытания применяют следующее оборудование, приспособление и инструмент:
- разрывная испытательная машина с максимальным усилием 50 кН, с погрешностью силоизмерения не более 1% при максимальном усилии, позволяющую устанавливать приспособление для испытаний;
- приспособление для испытания образцов на смятие согласно рисунку В.2.
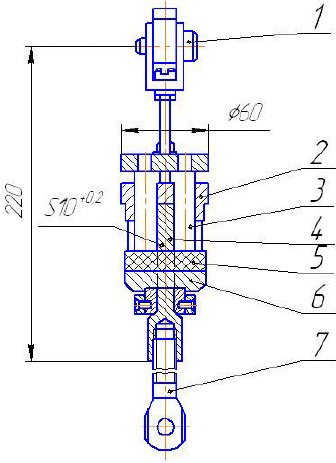
1 - переходные детали, 2 - корпус, 3 - зажимные винты, 4 - нож подвижный, 5 - нож неподвижный, 6 - образец, 7 - тяга; - толщина режущей кромки подвижного ножа
Рисунок В.2 - Приспособление для испытания на смятие
В.3.2 Твердость подвижного ножа должна быть НВ (от 292 до 331) по ГОСТ 9012. Рабочие поверхности ножа должны быть обработаны до шероховатости с параметром 2,5 мкм по ГОСТ 2789. Режущая кромка не должна иметь повреждений (заусенцев, вмятин).
В.4 Проведение испытания, подсчет результатов испытания и их оформление
В.4.1 Испытание проводят в следующей последовательности:
- приспособление в соответствии с рисунком В.2 закрепляют на разрывной испытательной машине;
- подвижный нож приспособления устанавливают в крайнее верхнее положение;
- образец закрепляют в приспособлении с помощью зажимных винтов (см. рисунок В.2), при правильной установке образца в приспособлении подвижный нож должен перемещаться без особых усилий;
- нагружают образец испытательной нагрузкой до разрушения со скоростью перемещения подвижного захвата испытательной машины от 10 до 20 мм/мин;
- величину максимальной нагрузки для каждого образца записывают в журнал испытаний.
В.4.2 Разрушающее напряжение при смятии в МПа, вычисляют по формуле
![]() , (В.1)
, (В.1)
где - максимальная нагрузка, Н;
- толщина образца, мм;
- ширина сминающего ножа, см.
В.4.3 За результат испытаний принимают среднее арифметическое значение испытаний пяти образцов. Подсчеты результатов испытаний проводят с точностью до 0,01 МПа.
В.4.4 Оформление результатов испытаний проводят в порядке, установленном на предприятии - изготовителе царг.
Приложение Г
(обязательное)
Определение содержания смолы в композитном материале царг
Г.1 Определение содержания смолы производят методом сжигания с определением потери массы образца на основе стеклянных наполнителей при выжигании органической части (смолы) в муфельной печи при установленной температуре.
Г.2 Аппаратура:
- термошкаф;
- муфельная печь, с нагревом до 1000°C;
- весы аналитические;
- эксикатор;
- тигли низкие 4 по ГОСТ 9147.
Г.3 Для испытания применяют образцы в виде измельченного материала (стружки). Испытанию подвергают не менее трех параллельных проб.
Г.4 Перед испытанием образцы высушивают при температуре от 100°C до 105°C до постоянной массы.
В начале испытаний навеску материала массой от 1,5 до 2,5 г взвешивают с точностью до 0,0002 г в предварительно прокаленном до постоянной массы и взвешенном фарфоровом тигле. Тигель помещают в муфельную печь, выдерживают при температуре от 300°C до 350°C в течение 20 мин и прокаливают при температуре от 500°C до 600°C до постоянной массы в течение от 2 до 3 ч. После прокаливания тигель охлаждают в эксикаторе и взвешивают.
Г.5 Содержание смолы , %, вычисляют по формуле
![]() %, (Г.1)
%, (Г.1)
где - масса тигля с навеской после прокаливания, г;
- масса пустого тигля, г;
- масса тигля с навеской до прокаливания, г;
- коэффициент, учитывающий потери при прокаливании, %.
Коэффициент, учитывающий потери при прокаливании вычисляют по формуле
![]() %, (Г.2)
%, (Г.2)
где - масса тигля с навеской после высушивания, г.
Г.7* За результат испытаний принимают среднее арифметическое значение (округленное до первого десятичного знака) трех параллельных определений, расхождения между которыми не должны превышать 2%. При большем расхождении испытания повторяют на удвоенном количестве образцов.
_________________
* Нумерация соответствует оригиналу. - .
Погрешность метода составляет от ±0,25% до ±0,3%.
Приложение Д
(обязательное)
Определение степени отверждения композитного материала царг
Д.1 Метод основан на определении массы остатка после экстрагирования с использованием аппарата Сокслета.
Д.2 Аппаратура и реактивы:
- насадки Сокслета (экстракторы) вместимостью 250; 500 мл;
- бани водяные;
- плитки электрические закрытого типа;
- термошкаф;
- эксикаторы;
- весы аналитические;
- колбы плоскодонные емкостью до 500 мл;
- стержни из алюминия или нержавеющей стали высотой 70 мм и диаметром от 15 до 20 мм;
- бюксы высотой 30; 45 мм и диаметром 65 мм;
- бумага фильтровальная;
- спирт этиловый гидролизный марки "А";
- ацетон (допускается использовать ацетон технический, подвергнутый перегонке).
Д.3 В качестве образцов для определения степени отверждения используют измельченный материал в виде стружки. Перед взятием навески материал тщательно перемешивают и высушивают при температуре от 100°C до 105°C до постоянной массы. Испытанию подвергают не менее трех параллельных проб.
Из фильтровальной бумаги изготавливают патрончики высотой от 40 до 50 мм и диаметром от 15 до 20 мм, для этого полоску фильтровальной бумаги размером 70x80 мм накручивают на металлический стержень таким образом, чтобы длина полученной гильзы равнялась высоте стержня. Из фильтровальной бумаги вырезают для каждого патрончика по два кружка, диаметр которых равен диаметру стержня. Один кружок кладут на основание стержня, гильзу сдвигают относительно конца стержня на 10 мм, сдвинутый край заделывают наглухо. Посредине патрончик перевязывают ниткой, пронумеровывают и вынимают стержень. Готовый патрончик и второй кружок помещают в бюкс с крышкой и сушат в сушильном шкафу при температуре 160°C в течение от 30 до 40 мин.
Затем бюкс с патрончиком вынимают из термошкафа, закрывают крышкой, охлаждают в эксикаторе и взвешивают на аналитических весах с точностью до 0,0002 г. В патрончики помещают по 1 или 2 г используемого материала таким образом, чтобы сверху оставалось свободное пространство 10 мм. На пробу накладывают второй кружок и заделывают патрончик.
Патрончики с навесками помещают в бюкс и взвешивают, затем загружают в эксикатор прибора Сокслета. В колбу через экстрактор наливают ацетон, экстрактор соединяют с холодильником и колбой, устанавливают на водяной бане, включают обогрев и производят экстрагирование до получения бесцветного раствора в эксикаторе, ориентировочно от 6 до 9 часов.
По окончании экстрагирования прекращают нагрев, сливают горячую воду, наливают холодную воду для охлаждения колбы, сливают ацетон и извлекают патрончики с навесками. Затем патрончики помещают в бюксы, в которых производили взвешивание, сушат в термошкафу при температуре 160 °C в течение интервала времени от 30 до 40 мин.
Д.4 Степень отверждения , % вычисляют по формуле
![]() % , (Д.1)
% , (Д.1)
где - масса бюкса с патрончиком и навеской до экстрагирования, г;
- масса бюкса с патрончиком и навеской после экстрагирования, г;
- масса бюкса с пустым патрончиком, г;
- содержание смолы в материале, %.
Д.5 Расчет содержания смолы производят по приложению Г.
Д.6 За результат испытаний принимают среднее арифметическое значение, округленное до первого десятичного знака, из трех параллельных определений, расхождения между которыми не должны превышать 2%. При большей величине испытание повторят на удвоенном количестве образцов.
Погрешность метода составляет от ±0,25% до ±0,3%.
Библиография
[1] Федеральный классификационный каталог отходов* (утвержден приказом Минприроды РФ от 02.12.2002 N 786) | ||
________________ * На территории Российской Федерации документ не действует. Действует Порядок ведения государственного кадастра отходов, утвержденный приказом Минприроды России от 30 сентября 2011 г. N 792. - . | ||
[2] Санитарно-эпидемиологические правила СП 2.2.2.1327-03 | Гигиенические требования к организации технологических процессов, производственному оборудованию и рабочему инструменту | |
[3] Санитарные правила СП 2400-81 | Санитарные правила по устройству, оборудованию и эксплуатации предприятий производства стекловолокна и стеклопластиков | |
[4] Санитарные нормы и правила СанПиН 2.2.4.548-96 | Гигиенические требования к микроклимату производственных помещений | |
[5] Строительные нормы и правила СНиП 41-01-2003 | Отопление, вентиляция и кондиционирование | |
[6] Санитарные нормы СН 2.2.4/2.1.8.562-96 | Шум на рабочих местах, в помещениях жилых, общественных зданий и на территории жилой застройки | |
[7] Строительные нормы и правила СНиП 23-05-95 | Естественное и искусственное освещение | |
[8] Санитарно-эпидемиологические правила и нормативы СанПиН 2.2.4.1191-03 | Электромагнитные поля в производственных условиях | |
[9] Гигиенические нормативы ГН 2.2.5.1313-03 | Предельно допустимые концентрации ( | |
[10] Методические указания МУ 4436-87 | Измерение концентраций аэрозолей преимущественно фиброгенного действия | |
[11] Методические указания МУ 1719-77 | Гравиметрическое определение пыли в воздухе рабочей зоны и системах вентиляционных установок | |
[12] Методические указания МУ 4167-86 | Газохроматографическое измерение концентраций бензина, бензола, толуола, этилбензола, м-ксилола, п-ксилола, о-ксилола, стирола, псевдокумола в воздухе рабочей зоны | |
[13] Санитарные правила СП 1.1.1058-01 | Организация и проведение производственного контроля за соблюдением санитарных правил и выполнением санитарно-эпидемиологических (профилактических) мероприятий | |
[14] Гигиенические нормативы ГН 2.1.6.1338-03 | Предельно допустимые концентрации ( | |
[15] Санитарно-эпидемиологические правила и нормативы СанПиН 2.1.7.1322-03 | Гигиенические требования к размещению и обезвреживанию отходов производства и потребления | |
[16] Санитарные правила СП 2.1.7.1038-01 | Гигиенические требования к устройству и содержанию полигонов для твердых бытовых отходов | |
[17] Строительные нормы и правила СНиП 2.01.07-85 | Нагрузки и воздействия | |
УДК 621.643-036.072'7:006.354 | ОКС 23.040 | ОКП 22 9641 |
22 9690 | ||
Ключевые слова: трубы из реактопластов, армированных стекловолокном; царги; дымовая труба; вытяжная труба; газоотводящий ствол; типы; технические требования; показатели и характеристики; методы контроля | ||
Электронный текст документа
и сверен по:
, 2014
{kind=link}