ГОСТ Р 55942-2014
(ИСО 6761:1981)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ СТАЛЬНЫЕ
Отделка концов труб и соединительных деталей под сварку. Общие технические требования
Steel tubes. Preparation of ends of tubes and fittings for welding. General technical requirements
ОКС 23.040.10
ОКП 13 000
Дата введения 2015-01-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны", Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ"), на основе аутентичного перевода стандарта, указанного в пункте 4, который выполнен ООО "Специализированная переводческая фирма "Интерсервис"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от "29" января 2014 г. N 10-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 6761:1981* "Трубы стальные. Разделка концов труб и фитингов под сварку" (ISO 6761:1981 "Steel tubes - Preparation of ends of tubes and fittings for welding") путем:
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
- изменения отдельных значений показателей и обозначений, выделенных в тексте настоящего стандарта курсивом*;
- внесения дополнительных обозначений, выделенных в тексте настоящего стандарта курсивом*;
- внесения дополнительных структурных элементов (абзацев, таблиц и рисунков), выделенных в тексте настоящего стандарта вертикальной линией**, расположенной на полях.
________________
* В бумажном оригинале обозначения и номера стандартов и нормативных документов по тексту приводятся обычным шрифтом; к ссылочным документам, приведенным в бумажном оригинале курсивом, вставлены примечания по месту;
** В бумажном оригинале дополнительные структурные элементы вертикальной линией не выделены. - .
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
ВНЕСЕНА поправка, опубликованная в ИУС N 2, 2016 год
Поправка внесена изготовителем базы данных
Введение
Настоящий стандарт модифицирован по отношению к международному стандарту ИСО 6761:1981 "Трубы стальные. Разделка концов труб и фитингов под сварку" с целью внесения типов отделки концов труб и соединительных деталей, не предусмотренных ИСО 6761.
В настоящем стандарте учтены особенности изложения национальных стандартов (в соответствии с ГОСТ Р 1.5-2004).
Модификация настоящего стандарта по отношению к международному стандарту заключается в следующем:
- добавлены следующие типы отделки концов труб и соединительных деталей, традиционно применяемые в национальной и международной практике:
а) ФП2 и ФС1, соответствующие форме отделки концов под сварку, установленным в ANSI/ASME B 16.25;
б) ФП3 и ФС2, соответствующие форме отделки концов под сварку изделий для магистральных и промысловых трубопроводов;
в) ФП4, соответствующая форме отделки концов под сварку изделий для технологических трубопроводов и трубопроводов пара и горячей воды;
г) ФП5, соответствующая форме отделки концов под сварку изделий для трубопроводов общего назначения;
д) ФК1 и ФК2, соответствующие форме отделки концов под сварку, установленным в ГОСТ 16037-80.
- типы отделки концов систематизированы с присвоением условных обозначений для упрощения ссылки на настоящий стандарт при оформлении заказа.
1 Область применения
Настоящий стандарт устанавливает основные типы и требования к отделке концов стальных труб и соединительных деталей под сварку.
2 Обозначения и сокращения
В настоящем стандарте применены следующие обозначения:
,
- углы скоса фаски, градусы;
- расстояние от внутренней поверхности трубы до точки сопряжения углов скоса сложной фаски, мм;
- ширина торцевого притупления, мм;
- наружный диаметр конца трубы или соединительной детали, мм;
- толщина стенки конца трубы или соединительной детали, мм;
- радиус скругления в точке сопряжения углов скоса сложной фаски, мм.
В настоящем стандарте применены следующие сокращения:
ФБ - тип отделки концов без скоса;
ФК - тип отделки концов с круглым скосом;
ФП - тип отделки концов с простым скосом;
ФС - тип отделки концов со сложным скосом.
3 Требования к отделке концов
3.1 Типы отделки концов труб и соединительных деталей под сварку приведены в таблицах 1 и 2.
При ссылке на настоящий стандарт без указания типа отделки концов, концы изделий без скоса должны соответствовать требованиям, указанным в таблице 1 для типа ФБ, концы изделий с простым скосом - указанным в таблице 1 для типа ФП1.
В остальных случаях должен быть указан тип отделки концов в соответствии с таблицей 2, а при необходимости угол(ы) скоса фаски и ширина торцевого притупления.
3.2 Неперпендикулярность торца трубы не должна быть более следующих значений, если иное не указано в конкретной нормативной документации на трубы:
- 1,0 мм - для труб наружным диаметром до 219,0 мм включительно;
- 1,5 мм - для труб наружным диаметром свыше 219,0 до 426,0 мм включительно;
- 2,5 мм - для труб наружным диаметром свыше 426,0 до 720,0 мм включительно;
- 3,5 мм - для труб наружным диаметром свыше 720,0 до 1020,0 мм включительно;
- 4,5 мм - для труб наружным диаметром свыше 1020,0 мм.
3.3 Для обеспечения ширины торцевого притупления для всех типов отделки кроме ФБ допускается выполнение внутренней фаски в соответствии с таблицей 3.
3.4 На концах труб не должно быть заусенцев.
При удалении заусенцев допускается образование внутренней фаски в плоскости торца трубы шириной не более 1,0 мм.
4 Правила приемки и методы контроля
Правила приемки и методы контроля соответствия концов труб и соединительных деталей установленным требованиям должны быть указаны в нормативной и технической документации на трубы и соединительные детали.
Таблица 1
(Поправка. ИУС N 2-2016).
Тип отделки концов | Толщина стенки | Размеры | Форма отделки концов | |
| Ширина торцевого притупления с 1), мм | |||
ФБ | Любая | 90 | - |
|
ФП1 | 3,0 | 30+5 | 1,6±0,8 |
|
1) Для электросварных труб в зоне сварного соединения допускается ширина торцевого притупления не более 3б0 мм на длине не более 40,0 мм с каждой стороны сварного шва. | ||||
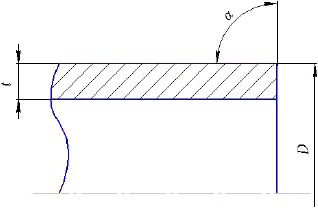
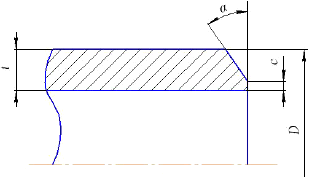
Таблица 2
(Поправка. ИУС N 2-2016).
Тип отделки концов | Толщина стенки | Размеры | Форма отделки концов | ||
|
| Ширина торцевого притуп- | |||
ФК1 | 5,0 | 20±5 | - | 1,5±0,3 |
|
ФК2 | 6,0 | 20±5 | 10+1 | 1,5±0,3 |
|
ФП2 | 3,0 | 35+5 | - | 1,6±0,8 |
|
ФП3 |
| 30-5 | - | 1,8±0,8 | |
ФП4 |
| 30+5 | - | 2,0±1,0 | |
ФП5 |
| 35+5 | - | 2,0±1,0 | |
ФП6 |
| по согла- | - | по согла- | |
ФС1 |
| 35+5 | 8+5 | 1,6±0,8 |
|
ФС2 |
| 35-5 | 16-5 | 2,0±1,0 | |
ФС3 |
| по согла- | по согла- | по согла- | |
1) Для электросварных труб в зоне сварного соединения допускается ширина торцевого притупления не более 3,0 мм на длине не более 40,0 мм с каждой стороны сварного шва. | |||||
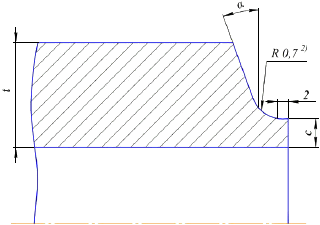
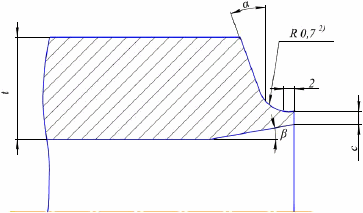
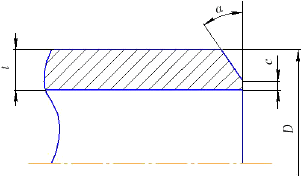
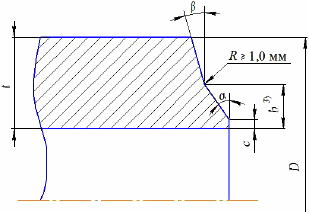
Таблица 3 - Угол внутренней фаски
Толщина стенки, мм | Угол внутренней фаски, градус, не более |
До 10,0 включ. | 7,0 |
Св. 10,0 до 14,0 включ. | 9,5 |
Св. 14,0 до 16,9 включ. | 11,0 |
Св. 16,9 | 14,0 |
Таблица 4 - Расстояние от внутренней поверхности трубы до точки сопряжения углов скоса сложной фаски
В миллиметрах
Толщина стенки | Значение |
От 15,0 до 19,0 включ. | 9,0 |
Св. 19,0 до 21,5 включ. | 10,0 |
Св. 21,5 | 12,0 |
__________________________________________________________________________
УДК 621.774.09 ОКС 23.040.10 ОКП 13 000
Ключевые слова: трубы, отделка концов, соединительные детали, сварка, технические требования
__________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}