ГОСТ Р 55430-2013
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СОЕДИНЕНИЯ ТРУБОПРОВОДОВ РАЗЪЕМНЫЕ
Оценка технического состояния и методы испытаний. Безопасность эксплуатации
Detachable pipe joints. Evaluation of technical condition and methods. Operation safety
ОКС 23.040.60
ОКП 36 4790
Дата введения 2013-12-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ), Некоммерческим партнерством "Сертификационный центр НАСТХОЛ" (НП "СЦ НАСТХОЛ"), Открытым акционерным обществом "Иркутский научно-исследовательский и конструкторский институт химического и нефтяного машиностроения" (ОАО "ИркутскНИИхиммаш")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 155 "Соединения трубопроводов общемашиностроительного применения"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 14 мая 2013 г. N 103-ст
В настоящем стандарте реализованы нормы Технических регламентов 004* "О безопасности оборудования, работающего под избыточным давлением (ФЗ)**" и 011*** "О безопасности машин и оборудования".
________________
* Вероятно, ошибка оригинала. Следует читать: 032/2013;
** Текст документа соответствует оригиналу;
*** Вероятно, ошибка оригинала. Следует читать: 010/2011. - Примечания изготовителя базы данных.
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
1 Область применения
Настоящий стандарт устанавливает требования, направленные на обеспечение промышленной безопасности, предупреждение аварий, случаев производственного травматизма при эксплуатации разъемных соединений технологических трубопроводов.
Настоящий стандарт предназначен для обеспечения единого подхода при конструировании, изготовлении, модернизации, ремонте, техническом диагностировании и эксплуатации разъемных соединений технологических трубопроводов на опасных производственных объектах.
Область применения стандарта - разъемные соединения стальных технологических трубопроводов [1], ГОСТ Р 54432, с номинальными диаметрами от DN 3 до DN 4000 включительно, на номинальные давления от PN 1 до PN 2500 включительно, температуру среды от минус 196°С до 700°С включительно, предназначенных для транспортирования газообразных, парообразных, жидких сред и эксплуатирующихся на опасных производственных объектах.
Примечание - Под терминами "давление", "номинальное давление" следует понимать избыточное давление.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 12.1.044-89 Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 5378-88 Угломеры с нониусом. Технические условия
ГОСТ 8724-2002 (ИСО 261-98) Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги
ГОСТ 9399-81 Фланцы стальные резьбовые на Р свыше 20-100 МПа (200-1000 кгс/см
). Технические условия
ГОСТ 9400-81 Концы присоединительные резьбовые для арматуры, соединительных частей и трубопроводов под линзовое уплотнение на Р 20-100 МПа (200-1000 кгс/см
). Размеры
ГОСТ 10493-81 Линзы уплотнительные жесткие и компенсирующие на Р 20-100 МПа (200-1000 кгс/см
). Технические условия
ГОСТ 10494-80 Шпильки для фланцевых соединений с линзовым уплотнением на Р свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см
). Технические условия
ГОСТ 10495-80 Гайки шестигранные для фланцевых соединений на Р свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см
). Технические условия
ГОСТ 11447-80 Шпильки упорные на Р свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см
). Технические условия
ГОСТ 14068-79 Паста ВНИИ НП-232. Технические условия
ГОСТ 16093-2004 (ИСО 965-1-1998, ИСО 963-3-1998) Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 19782-74 Паста ВНИИ НП-225. Технические условия
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 26303-84 Сосуды и аппараты высокого давления. Шпильки. Методы расчета на прочность
ГОСТ 26349-84 Соединения трубопроводов и арматура. Давления номинальные. Ряды
ГОСТ 28338-89 Соединения трубопроводов и арматура. Номинальные диаметры. Ряды
ГОСТ Р 52720-2007 Арматура трубопроводная. Термины и определения
ГОСТ Р 54432-2011 Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление от PN 1 до PN 200. Конструкция, размеры и общие технические требования
ГОСТ Р 55429-2013 Соединения трубопроводов бугельные разъемные. Конструкция, размеры и общие технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
3.1 В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 номинальное давление; PN: По ГОСТ 26349.
3.1.2 номинальный диаметр; DN: По ГОСТ 28338.
3.1.3 герметичность: По ГОСТ 52720*.
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ Р 52720, здесь и далее по тексту. - .
3.1.4 уплотнение (уплотнительное соединение): По ГОСТ 52720.
3.1.5 разъемное соединение; PC: Совокупность конструктивных деталей, обеспечивающих возможность соединения-разъединения концов труб и герметичность мест стыка труб (соединяемых деталей) в условиях эксплуатации, включающая в себя уплотнение (уплотнительное соединение) и крепежные элементы.
3.1.6 крепежный элемент: Совокупность деталей (шпильки, гайки, шайбы, резьбовые гнезда, бугели и т.д.), удерживающих соединяемые концы труб в заданном положении относительно друг друга.
3.1.7 разъемное соединение с принудительным уплотнением: Разъемное соединение, герметичность в котором достигается предварительным нагружением уплотнительных поверхностей усилием, превышающим по величине требуемое для обеспечения герметичности при действии внутреннего давления.
Примечание - При действии внутреннего давления усилие нагружения уплотнительных поверхностей уменьшается, но при этом сохраняется требуемая герметичность соединения.
3.1.8 разъемное соединение с самоуплотнением: Разъемное соединение, в котором герметичность достигается предварительным нагружением уплотнительных поверхностей усилием, достаточным для обеспечения герметичности соединения в начальный период подъема давления.
Примечание - При росте внутреннего давления возникает дополнительная нагрузка на уплотнительные поверхности, тем самым увеличивается герметизирующая способность уплотнения. Существуют PC с радиальным, осевым и комбинированным самоуплотнениями.
3.1.9 усилие затяжки шпилек: Усилие в шпильках, необходимое для обеспечения герметичности разъемного соединения как в начальный период подъема давления в трубопроводе (для разъемного соединения с самоуплотнением), так и в процессе эксплуатации при рабочих условиях (для разъемных соединений с принудительным уплотнением).
3.1.10 техническое диагностирование: Определение технического состояния объекта, поиск мест с дефектами или повреждениями, определение причин отказа (неисправности), прогнозирование технического состояния.
3.1.11 оценка технического состояния: Принятие решения о дальнейшей эксплуатации объекта на основе результатов технического диагностирования.
3.1.12 деталь разъемного соединения: Отдельная самостоятельная составная часть разъемного соединения.
3.1.13 элемент детали: Неотъемлемая часть детали (уплотнительная поверхность на фланце или трубе; резьба на фланце, трубе или шпильке).
3.1.14 ревизия трубопровода: Основной метод контроля за надежной и безопасной эксплуатацией трубопровода, включающий определенный набор работ и проводимый с определенной периодичностью.
3.1.15 специализированная организация: Организация, имеющая лицензию на проведение определенных специализированных работ.
3.1.16 местная выработка (отклонение от круглости): Отклонение от круглости уплотнительной поверхности, образующееся после удаления отдельных дефектов механического или коррозионного происхождения вручную, с помощью наждачной бумаги, в одном месте уплотнительной поверхности.
Примечание - В результате на уплотнительной поверхности образуются углубления. Дефекты данного вида отрицательно сказываются на герметичности разъемных соединений, особенно с коническими или цилиндрическими уплотнительными поверхностями [линзовое уплотнение, уплотнение с кольцами восьмиугольного (овального) сечения, СКОУ].
3.1.17 утечка: Проникновение вещества из герметизированного изделия или в него через течи под действием перепада внутреннего и наружного давлений.
3.1.18 метод осевой вытяжки шпилек: Способ затяжки шпилек разъемного соединения, при котором шпильки предварительно вытягивают с определенным расчетным усилием специальным устройством (гидродомкратом) и затем гайки свободно, от руки, навинчивают на шпильки до упора во фланец, крышку, после чего давление в гидросистеме устройства сбрасывают, устройство с затянутых шпилек снимают.
3.1.19 обход ключом шпилек: Поочередная затяжка всех шпилек разъемных соединений.
3.2 В настоящем стандарте применены следующие сокращения:
СКОУ - самоуплотняющее кольцо с осевым упором;
СНП - спирально-навитая прокладка;
ТРГ - терморасширенный графит.
4 Общие положения
4.1 В настоящем стандарте установлены технические требования к конструкции, материалам, изготовлению, реконструкции, ремонту, методам испытаний, приемке, входному контролю, монтажу и затяжке крепежных деталей PC технологических трубопроводов.
4.2 Требования настоящего стандарта следует выполнять в нижеприведенных случаях.
4.2.1 В процессе эксплуатации - при ревизиях, техническом диагностировании, плановых и внеплановых остановках технологического процесса по требованию службы технического надзора предприятия, надзорных органов или специализированной организации, проводящей техническое диагностирование, по результатам визуального контроля и по данным эксплуатации. Сроки ревизий - в соответствии с [1].
4.2.2 В случаях разгерметизации PC - обязательно. По результатам анализа осмотра, измерений и условий эксплуатации PC устанавливают причину разгерметизации и выдают рекомендации по ее устранению.
4.2.3 При аварийных ситуациях, в целях определения причин возникновения аварии и определения возможности дальнейшей эксплуатации - обязательно.
4.3 В случаях, указанных в 4.2.2, 4.2.3, для анализа результатов осмотра, измерений и условий эксплуатации PC, в целях установления причин разгерметизации и разработки рекомендаций по их устранению могут быть привлечены специализированные организации.
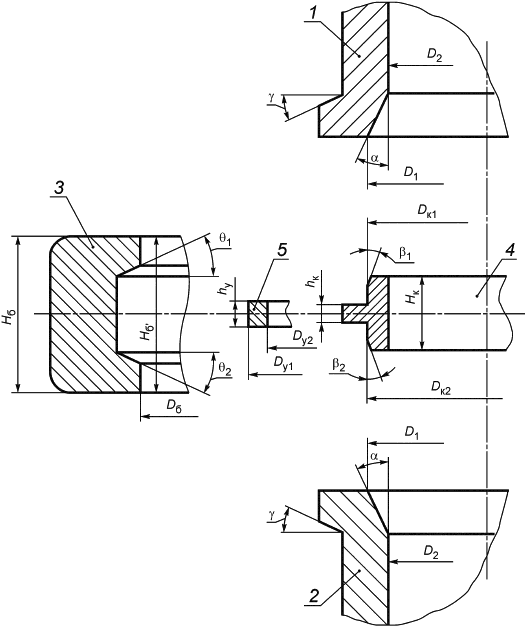
4.4 Настоящий стандарт предназначен для оценки технического состояния следующих конструкций PC технологических трубопроводов:
- фланцевых:
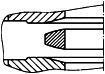
- с приварными фланцами (рисунок 1),
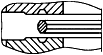
- с резьбовыми фланцами (рисунок 2);
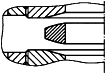
- муфтовых (рисунок 3);
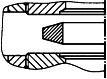
- бугельных (рисунок 4).
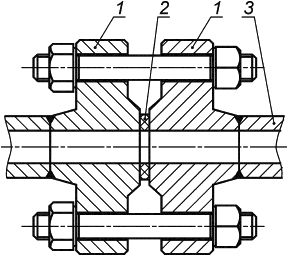
1 - фланец по ГОСТ Р 54432; 2 - прокладка; 3 - труба
Рисунок 1 - Фланцевое PC с приварными фланцами
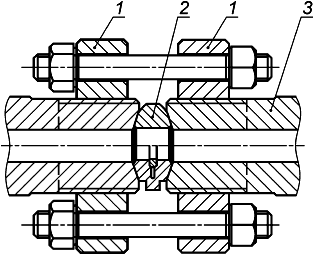
1 - фланец резьбовой по ГОСТ 9399; 2 - линза по ГОСТ 10493; 3 - конец трубы присоединительный резьбовой по ГОСТ 9400
Рисунок 2 - Фланцевое PC с резьбовыми фланцами
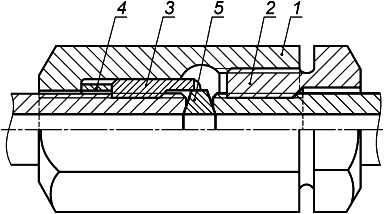
1 - гайка накидная; 2 - втулка резьбовая; 3 - гайка упорная; 4 - контргайка; 5 - линза по ГОСТ 10493
Рисунок 3 - Муфтовое PC [2]
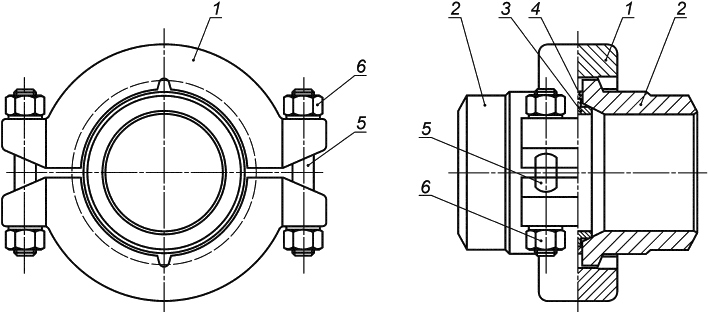
1 - бугель; 2 - ниппель; 3 - уплотнительное кольцо; 4 - упорное кольцо; 5 - шпилька; 6 - гайка
Рисунок 4 - Бугельное PC (ГОСТ Р 55429)
В указанных PC применяют следующие типы уплотнений:
- с плоской прокладкой (приварной фланец):
- гладкие уплотнительные поверхности,
- уплотнительные поверхности типа "выступ-впадина",
- уплотнительные поверхности типа "шип-паз";
- с прокладкой восьмиугольного (овального) сечения (приварной фланец);
- со сферической линзой (приварной фланец, резьбовой фланец);
- с конической линзой (резьбовой фланец, муфтовое PC);
- со СКОУ (бугельное соединение).
Плоские прокладки могут быть:
- неметаллические: паронит, ТРГ и др.;
- комбинированные, в т.ч. СНП, с различными типами наполнителей (паронит, ТРГ и др.).
4.5 Области применения типов уплотнений PC технологических трубопроводов по температуре, номинальным диаметрам и номинальным давлениям приведены в таблицах 1 и 2.
Таблица 1 - Области применения типов уплотнений по температуре
Номер типа уплотнения | Тип уплотнения | Т, °С | Нормативный документ |
1 | Гладкие поверхности (приложение А) | От -196 до 700 включ. | ГОСТ Р 54432 |
2 | "Выступ-впадина" (приложение Б) | ||
3 | "Шип-паз" (приложение В) | ||
4 | Линза сферическая (фланец приварной) (приложение Г) | ||
5 | Прокладка восьмиугольного (овального) сечения (приложение Д) | ||
6 | Линза сферическая (фланец резьбовой) (приложение Е) | От -50 до 510 включ. | ГОСТ 9399, |
7 | Линза коническая (фланец резьбовой, муфтовое PC) (приложение Ж) | От -50 до 300 включ. | [2] |
8 | СКОУ (приложение И) | От -50 до 450 включ. | ГОСТ Р 55429 |
Таблица 2 - Области применения типов уплотнений по номинальным диаметрам и номинальным давлениям
Тип уплотнения | Номи- | Номинальный диаметр DN | |||||||||||||||||||||||||||||||||||||||||
DN 3 | DN 6 | DN 10 | DN 15 | DN 20 | DN 25 | DN 32 | DN 40 | DN 50 | DN 65 | DN 80 | DN 100 | DN 125 | DN 150 | DN 200 | DN 250 | DN 300 | DN 350 | DN 400 | DN 450 | DN 500 | DN 600 | DN 700 | DN 800 | DN 900 | DN 1000 | DN 1200 | DN 1400 | DN 1500 | DN 1600 | DN 1800 | DN 2000 | DN 2200 | DN 2400 | DN 2600 | DN 2800 | DN 3000 | DN 3200 | DN 3400 | DN 3600 | DN 3800 | DN 4000 | ||
| PN 1 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | ||
Тип 2 | PN 2,5 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | ||
Гладкие поверхности | PN 6 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | ||||
PN 10 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | ||||||||
PN 16 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | |||||||||||||
PN 25 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | |||||||||||||
PN 40 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | ||||||||||||||||||
PN 63 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | |||||||||||||||||||||
PN 100 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | ||||||||||||||||||||||||||
PN 160 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | ||||||||||||||||||||||||||||
PN 200 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | |||||||||||||||||||||||||||||
| PN 2,5 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | ||||||||||||
Тип 2 | PN 6 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | ||||||||||||
"Выступ - впадина | PN 10 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | ||||||||||||
PN 16 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | |||||||||||||
PN 25 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | |||||||||||||
PN 40 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | ||||||||||||||||||||||
| PN 63 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | |||||||||||||||||||||||
Тип 3 | PN 100 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | |||||||||||||||||||||||||
"Шип - паз" | PN 160 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | ||||||||||||||||||||||||||||
PN 200 | х | х | х | х | х | х | х | х | х | х | х | х | х | ||||||||||||||||||||||||||||||
| PN 63 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | ||||||||||||||||||||||||||
Тип 4 | PN 100 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | ||||||||||||||||||||||||||
Сферическая линза, приварной фланец | PN 160 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | ||||||||||||||||||||||||||||
N 200* | х | х | х | х | х | х | х | х | х | х | х | х | |||||||||||||||||||||||||||||||
| PN 63 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | ||||||||||||||||||||||||||
Тип 5 | PN 100 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | ||||||||||||||||||||||||||
Прокладка восьмиугольного (овального) сечения | PN 160 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | ||||||||||||||||||||||||||||
PN 200 | х | х | х | х | х | х | х | х | х | х | х | х | |||||||||||||||||||||||||||||||
| PN 200 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | ||||||||||||||||||||||||||||
Тип 6 | PN 320 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | ||||||||||||||||||||||||||||
Сферическая линза, приварной фланец | PN 700 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | ||||||||||||||||||||||||||||
PN 1000 | х | х | х | х | х | х | х | х | х | х | х | х | х | х | |||||||||||||||||||||||||||||
| PN 1000 | х | х | х | х | х | х | х | х | ||||||||||||||||||||||||||||||||||
Тип 7 | PN 1500 | х | х | х | х | х | х | х | х | ||||||||||||||||||||||||||||||||||
Коническая линза, фланец резьбовой, | PN 2500 | х | х | х | х | х | х | х | х | ||||||||||||||||||||||||||||||||||
| PN 100 | х | х | х | х | х | х | х | х | ||||||||||||||||||||||||||||||||||
Тип 8 | PN 160 | х | х | х | х | х | х | х | х | ||||||||||||||||||||||||||||||||||
СКОУ | PN 200 | х | х | х | х | х | х | х | х | ||||||||||||||||||||||||||||||||||
PN 320 | х | х | х | х | х | х | х | х | |||||||||||||||||||||||||||||||||||
Примечание - "х" обозначена применяемость различных типов уплотнений. | |||||||||||||||||||||||||||||||||||||||||||
________________
* Обозначение соответствует оригиналу. - .
4.6 Для обеспечения промышленной безопасности эксплуатации PC технологических трубопроводов (герметичности PC и прочности его деталей) необходимо:
- на стадии расчета, проектирования и изготовления:
- выбрать конструкцию PC и тип уплотнения, соответствующие свойствам рабочей среды и рабочим параметрам (номинальному диаметру, номинальному давлению, температуре);
- выбрать материалы деталей PC, механические и коррозионно-стойкие свойства которых соответствуют рабочим параметрам (номинальному диаметру, номинальному давлению, температуре) и коррозионным свойствам рабочей среды;
- провести расчет режимов затяжки шпилек и разработать инструкцию по их затяжке;
- в процессе эксплуатации:
- при ревизиях и техническом диагностировании выявлять дефекты и отклонения уплотнительных, опорных и резьбовых поверхностей деталей разобранных PC;
- проводить оценку технического состояния PC;
- проводить ремонт (восстановление) или замену отбракованных деталей;
- соблюдать требования при сборке PC в соответствии с разделом 6 настоящего стандарта;
- проводить контролируемую затяжку крепежных деталей (шпилек, болтов) с помощью специальных устройств (динамометрических ключей) для обеспечения расчетного усилия затяжки;
- проводить совместные испытания PC и трубопроводов на прочность и герметичность;
- соблюдать требования к безопасной эксплуатации PC трубопроводов согласно разделу 8 настоящего стандарта.
5 Техническое диагностирование деталей и элементов деталей разъемных соединений
5.1 Подготовка разъемных соединений к техническому диагностированию
5.1.1 Документация
Перед техническим диагностированием PC трубопровода необходимо изучить документацию, имеющуюся на данный трубопровод, в частности паспорт, в целях определения:
- параметров режима работы (давление, температура);
- коррозионных свойств и состава рабочей среды;
- конструкции PC;
- типа уплотнения;
- материала прокладки и сопрягаемых деталей;
- наличия сертификатов на материалы;
- сведений о возможных разуплотнениях PC в процессе эксплуатации, их причинах;
- сведений о возможных изменениях конструкции PC и наличии на них разрешительных документов (технических решений).
В процессе проверки технического состояния должно быть обращено внимание на соответствие фактического исполнения PC документации.
На все изменения в конструкции PC, замену материалов, изменения режима работы трубопровода на более высокие параметры должны быть технические решения, оформленные в установленном порядке. При их отсутствии за техническим решением об эксплуатации модернизированного разъемного соединения необходимо обратиться в специализированную организацию.
5.1.2 Подготовка к техническому диагностированию разъемных соединений
5.1.2.1 Трубопровод для технического диагностирования PC должен быть подготовлен следующим образом:
- освобожден от рабочей среды;
- отключен от всех присоединяемых трубопроводов с установкой стандартных заглушек;
- продут азотом или паром со сбросом в атмосферу.
5.1.2.2 Разборка PC должна проводиться средствами, не допускающими повреждений деталей и нарушений инструкций по технике безопасности.
5.1.2.3 Если при приложении усилий, рекомендованных в проекте, гайка или фланец не свинчиваются, PC необходимо обильно смочить керосином и через 12 ч разобрать.
5.1.2.4 Разъединение деталей для выемки уплотнительного кольца или прокладки необходимо проводить посредством специальных приспособлений в целях предохранения резьбы и уплотнительных поверхностей от повреждений.
5.1.2.5 Перед техническим диагностированием все детали и элементы деталей PC должны быть очищены от грязи и ржавчины, промыты.
5.2 Методика выявления дефектов деталей разъемных соединений
5.2.1 Методы контроля
5.2.1.1 При контроле деталей и элементов деталей PC трубопроводов используют следующие методы неразрушающего контроля: визуальный и измерительный [3], капиллярный (ГОСТ 18442) и магнитопорошковый (ГОСТ 21105, [4]).
5.2.1.2 Визуальный и измерительный методы позволяют выявить видимые дефекты уплотнительных поверхностей и деталей PC, а также измерить дефекты, отклонения формы и размеры деталей.
5.2.1.3 Методы магнитопорошкового и капиллярного контроля позволяют выявить дефекты на уплотнительных поверхностях и в деталях PC.
Класс чувствительности капиллярного контроля - II по ГОСТ 18442.
Условный уровень чувствительности магнитопорошкового метода - "Б" по ГОСТ 21105.
5.2.1.4 Персонал, проводящий неразрушающий контроль капиллярным и магнитопорошковым методами, должен пройти подготовку и быть аттестован согласно установленным правилам аттестации специалистов неразрушающего контроля [5] и иметь квалификационный уровень не ниже второго.
5.2.2 Контролируемые параметры деталей и элементов деталей разъемных соединений
5.2.2.1 Проводят контроль параметров:
- уплотнительных поверхностей;
- резьб крепежных деталей и других элементов PC.
5.2.2.2 При техническом диагностировании уплотнительных поверхностей предусматривают контроль:
- диаметров;
- отклонений формы от круглости (овальность, огранка и местная выработка) для фланца, резьбового конца трубы;
- отклонений формы от круглости для уплотнительных колец;
- шероховатости;
- углов наклона уплотнительных поверхностей;
- прямолинейности образующей уплотнительной поверхности;
- перпендикулярности уплотнительной поверхности к оси фланца или резьбового конца трубы;
- размеров дефектов (рисок, раковин, трещин, вмятин, следов коррозии) механического и коррозионного происхождения.
5.2.2.3 При техническом диагностировании резьб крепежных деталей и других деталей PC предусматривают контроль:
- среднего диаметра резьбы;
- шага резьбы;
- шероховатости поверхности ниток резьбы;
- прямолинейности стержня шпильки или болта;
- дефектов резьбы и стержня крепежных деталей (забоины, задиры, вырывы, заусенцы, коррозия);
- дефектов резьбы фланца резьбового и резьбового конца трубы.
5.2.3 Методика проведения и средства измерений контролируемых параметров деталей разъемных соединений
5.2.3.1 Контроль и измерения следует проводить после выполнения 5.1.2.5.
5.2.3.2 Измерение диаметров уплотнительных поверхностей проводят в следующем порядке:
а) при контроле конических поверхностей (уплотнения с линзой, восьмиугольной и овальной прокладками, СКОУ - в соответствии с приложениями Г-Е, И, К).
б) при контроле плоских поверхностей (уплотнения с плоскими прокладками, приложения А-В) следует измерять наружный и внутренний диаметры ограничивающих их цилиндрических поверхностей на сопрягаемых фланцах PC.
Также следует измерять наружный и внутренний диаметры уплотнительных прокладок. Мерительный инструмент - штангенциркуль по ГОСТ 166.
5.2.3.3 Отклонение формы уплотнительных поверхностей от круглости (огранка, местная выработка) определяют на деталях трубопроводов с номинальным диаметром DN>50 с помощью специального приспособления, эскиз и описание которого приведены в приложении К.
5.2.3.4 Отклонение от прямолинейности образующей уплотнительной поверхности концов труб, фланцев и уплотнительных колец следует измерять с помощью щупа или индикатора в сочетании с лекальной линейкой.
5.2.3.5 Угол наклона уплотнительной поверхности концов труб, фланцев и уплотнительного кольца к оси соответствующей детали PC следует измерять с помощью угломеров с оптическим нониусом по ГОСТ 5378.
5.2.3.6 Шероховатость уплотнительных поверхностей определяют визуально сравнением с эталонами шероховатости поверхности. Возможно определение шероховатости методом реплик [6].
Примечание - Реплика - отпечаток шероховатости исследуемой поверхности на специальную пластмассу, с которой затем на стационарном профилографе-профилометре получают рельеф поверхности и оценивают величину шероховатости поверхности.
5.2.3.7 Уплотнительные поверхности следует подвергать контролю на отсутствие трещин магнитопорошковым (ГОСТ 21105, [4]) или капиллярным (ГОСТ 18442) методами неразрушающего контроля.
5.2.3.8 При визуальном осмотре уплотнительных поверхностей выявляют следующие дефекты: забоины, риски, трещины, следы коррозии и т.п.
Размеры дефектов (длину и ширину) оценивают с помощью оптических приборов, например отсчетного микроскопа МПБ-2 [7].
Глубину дефектов следует измерять с помощью шаблона сварщика, индикаторного глубиномера с игольчатыми насадками и т.д.
5.2.3.9 Резьбы шпилек, гаек, муфт, гнезд, концов труб, фланцев и других элементов PC контролируют следующим образом.
Контроль состояния поверхностей (наличие забоин, коррозии, задиров, заусенцев) резьб деталей разъемного соединения и шейки шпильки проводят визуально.
Зачистку резьб концов труб и шпилек проводят с применением плашек, резьб фланцев, а гнезд и гаек - метчиками.
Соответствие геометрических параметров резьб требуемым значениям проверяют резьбовыми калибрами и шагомером (шаблоном).
5.2.3.10 Поверхность шейки шпильки контролируют на отсутствие трещин магнитопорошковым (ГОСТ 21105, [4]) или капиллярным (ГОСТ 18442) методами неразрушающего контроля.
5.2.3.11 Проводят контроль материалов крепежных деталей:
- измеряют твердость материалов шпилек, болтов, гаек;
- проводят стилоскопирование материала в целях определения или подтверждения химического состава стали.
5.2.3.12 Результаты контроля и измерений следует заносить в карты оценки технического состояния разъемных соединений трубопровода для соответствующего типа уплотнения.
Формы карт для типов уплотнений приведены в приложениях А-И.
5.3 Оценка технического состояния деталей и элементов деталей разъемных соединений
5.3.1 Допускаемые отклонения и дефекты уплотнительных поверхностей
5.3.1.1 Выявленные в результате контроля дефекты и отклонения размеров деталей уплотнений, приведенные в картах оценки технического состояния разъемных соединений трубопровода, не должны превышать допустимых значений дефектов и отклонений размеров, установленных ГОСТ 9400, ГОСТ 10493, ГОСТ 10494, ГОСТ 10495, ГОСТ 11447, ГОСТ Р 54432, ГОСТ Р 55429, [2] и проектом трубопровода.
5.3.1.2 Допустимые поверхностные дефекты уплотнительных поверхностей фланцев PC для плоских прокладок не должны превышать размеров, установленных в таблице 3.
Поверхностные дефекты на уплотнительных поверхностях деталей уплотнений с кольцами восьмиугольного (овального) сечения с линзой (сферическая или коническая линзы) и СКОУ не допускаются.
Таблица 3 - Допустимые поверхностные дефекты уплотнительных поверхностей фланцев для плоских прокладок
Размеры в миллиметрах | |||
Наименование дефекта | Ширина, не более | Глубина, не более | Длина, не более |
Риски продольные (кольцевые) | 0,5 | 0,10 | По всей окружности |
Следы точечной, сосредоточенной коррозии | - | 0,15 | - |
Вмятины | 2,0 | 1,0 | 2,0 |
Риски поперечные не сквозные со стороны большого и малого диаметров уплотнительной поверхности | 0,3 | 0,10 | 0,4 ширины уплотнительной поверхности |
Примечание - Вмятины и точечная коррозия по направлению образующей в сумме не должны превышать 1/6 ширины уплотнительной поверхности. | |||
5.3.1.3 Значения допускаемых отклонений геометрической формы уплотнительных поверхностей, а также их шероховатость должны находиться в пределах величин, приведенных в таблице 4.
Таблица 4 - Допускаемые отклонения геометрической формы уплотнительных поверхностей PC
Наименование отклонения | Тип уплотнения | Допускаемое отклонение, не более | |||||
Допуск отклонения угла конуса уплотнительной поверхности, мин | (5) прокладка восьмиугольного (овального) сечения (для фланцев и уплотнительной прокладки) | ±30 | |||||
линзовое | (6) линза сферическая (для торца резьбового конца трубы) | ||||||
(7) линза коническая (для линзы) | |||||||
(8) СКОУ (для ниппелей и уплотнительного кольца) | |||||||
Допуск прямолинейности образующей уплотнительной поверхности, мм | (5) прокладка восьмиугольного (овального) сечения (для фланцев и прокладок восьмиугольного сечения), | 0,03 на всей поверхности | |||||
Допуск круглости уплотнительной поверхности фланца, мм | (5) прокладка восьмиугольного (овального) сечения, | 0,03 | |||||
Допуск круглости уплотнительной поверхности кольца (прокладки), мм | (5) прокладка восьмиугольного (овального) сечения, | 0,5 величины допуска | |||||
Шероховатость уплотнительной поверхности по ГОСТ 2789 Ra, мкм (направление микронеровностей - кругообразное) | (1-3) плоское | 12,5 | |||||
(5) прокладка восьмиугольного (овального) сечения | 3,2 | ||||||
(4, 6, 7) линза | 1,6 | ||||||
(8) СКОУ | 0,5 | ||||||
Допуск перпендикулярности плоскости уплотнительной поверхности к оси фланца, мм | (1-3) плоское | Номинальный диаметр трубы DN | |||||
От DN 25 до DN 60 включ. | От DN 60 до DN 160 включ. | От | От | От | |||
±0,15 | ±0,25 | ±0,35 | ±0,50 | ±0,60 | |||
Примечание - Цифры (1, 2, 3, 4, 5, 6, 7, 8) означают тип уплотнения согласно таблице 1. | |||||||
5.3.2 Допускаемые отклонения и дефекты крепежных деталей разъемных соединений
5.3.2.1 В резьбах шпилек, гаек, фланцев резьбовых, муфт и резьбовых концов труб, не бывших в эксплуатации, не допускаются трещины, забоины, задиры, заусенцы.
5.3.2.2 На резьбах деталей, бывших в эксплуатации, допускаются:
- отдельные поражения рабочих поверхностей витков резьбы и шейки шпильки в виде незначительной язвенной коррозии диаметром до 0,5 мм и глубиной до 0,2 мм на расстоянии от 5 до 10 мм друг от друга;
- местные повреждения поверхности резьбы (забоины, следы коррозии), которые могут быть удалены механическим способом, причем после устранения дефектов точность резьбы должна быть не ниже 7-й степени по ГОСТ 16093.
5.3.2.3 После устранения повреждений на резьбах деталей степень точности резьбового соединения должна быть не ниже 7Н/7g по ГОСТ 16093.
5.3.2.4 Максимально допустимое количество сорванных ниток следует определять прочностным расчетом по [8]. Заход и выход сорванных ниток следует зачистить.
5.3.2.5 Отклонения среднего диаметра резьбы шпильки и гайки проверяют калибрами, отклонения шага резьбы - шаблонами.
5.3.2.6 Допуск прямолинейности стержня шпильки на каждые 100 мм длины не должен превышать:
0,2 мм - при диаметре шпильки до 24 мм;
0,1 мм - при диаметре шпильки свыше 24 мм.
Не допускается правка стержня шпильки, прошедшей окончательную термическую и механическую обработку.
5.3.2.7 Допуск перпендикулярности оси резьбового гнезда ввертной шпильки к поверхностям элементов корпуса сосуда или арматуры не должен превышать 0,1 мм на длине 100 мм.
5.3.2.8 Шероховатость поверхности ниток резьбы, шеек шпилек, а также мест зачистки дефектов должна соответствовать Ra 2,5 мкм по ГОСТ 2789.
5.3.2.9 Резьбу конца трубы и фланца следует считать годной, если фланец навинчивается на всю длину резьбы без люфта, рывков и заеданий. Несвинчиваемость резьбового фланца не является браковочным признаком при ревизии трубопровода.
5.3.2.10 Допустимая величина люфта фланца и других резьбовых деталей, навинчиваемых на трубу, не должна быть больше величин, указанных в таблице 5.
Таблица 5 - Допустимые значения радиального люфта фланца резьбового и других резьбовых деталей, навинчиваемых на трубу
В миллиметрах | ||
Метрическая резьба по ГОСТ 8724 | Номинальный диаметр DN | Радиальный люфт, не более |
М14х1,5 | DN 6 | 0,14 |
М16х1,5 | DN 6 | 0,15 |
М24х2 | DN 10 | 0,17 |
М33х2 | DN 15 | 0,21 |
М42х2 | DN 25 | |
М48х3 | DN 25, DN 32 | 0,22 |
М56х3 | DN 32 | |
М64х3 | DN 32, DN 40 | 0,26 |
М80хЗ | DN 40, DN 50 | 0,28 |
М100х3 | DN 50, DN 65 | |
М125х4 | DN 65, DN 80 | 0,32 |
М175х6 | DN 100, DN 125 | 0,35 |
М215х6 | DN 125, DN 150 | |
М265х6 | DN 150, DN 200 | 0,43 |
М295х6 | DN 200 | |
Примечания 1 Для резьбовых деталей, бывших в эксплуатации. 2 Для обеспечения люфта не более указанного допускается индивидуальный подбор фланцев. 3 Допускается принимать значения радиального люфта для других типов резьб (цилиндрической трубной, Витворта и т.д.), у которых значения диаметра и шага резьбы близки к размерам, указанным в таблице 5. 4 Для резьбы крепежных деталей, не бывших в эксплуатации, значения радиального люфта, приведенные в таблице 5, не применимы. | ||
5.3.2.11 В гайке допускается выкрашивание резьбы не более чем на одной нитке.
5.3.2.12 Допуск перпендикулярности опорной поверхности гайки к оси резьбы не должен превышать 0,1 мм.
5.3.2.13 Твердость материала шпильки, находившейся в эксплуатации, должна быть не менее указанной в нормативных документах и технической документации на трубопровод.
5.3.2.14 На опорной поверхности фланца под гайку не допускаются надиры, вырывы металла, замятия.
5.3.2.15 Крепежная деталь подлежит отбраковке при выявлении:
- изменений шага резьбы, трещин, сорванных ниток, коррозионного износа резьбы, отрицательного результата прочностного расчета;
- повреждений боковых граней и ребер гайки, головки болта, препятствующих затяжке резьбового соединения в результате уменьшения размера под ключ более чем на 3% от номинального значения;
- в случае изгиба стержня шпильки или болта;
- при остаточной деформации, приводящей к изменению профиля резьбы;
- в случае снижения механических свойств металла ниже допустимого уровня.
5.3.2.16 Фланец приварной и резьбовой конец трубы с уплотнительными поверхностями отбраковывают при наличии трещин, раковин и других дефектов, не подлежащих ремонту.
5.3.2.17 Фланцы резьбовые и резьбовые концы труб высокого давления отбраковывают при срыве, смятии, износе резьбы, а также при наличии люфта в резьбовом соединении "фланец - конец трубы", превышающего допустимый по таблице 5.
5.3.3 Методы устранения дефектов и восстановления деталей разъемных соединений
5.3.3.1 Устранение дефектов и получение правильной геометрической формы уплотнительной поверхности необходимо проводить механической обработкой и шлифовкой всей уплотнительной поверхности:
- уплотнительных колец - на станке;
- фланцев - на станке или с помощью специальных навесных приспособлений.
Исправление рисок и других дефектов путем местного удаления металла с уплотнительной поверхности не допускается.
5.3.3.2 После ремонта уплотнительная поверхность должна быть проверена специальным шаблоном или на краску с помощью контрольного уплотнительного кольца. При проверке на краску на поверхности должен оставаться замкнутый поясок контакта.
5.3.3.3 Заусенцы, вмятины глубиной не более 0,5 высоты профиля резьбы следует устранять резьбонарезным инструментом с последующей проверкой калибрами.
5.3.3.4 Возможность использования шпильки после устранения на шейке поверхностных дефектов в виде следов коррозии, вмятин, забоин, рисок и т.д. устанавливается поверочным расчетом в соответствии с ГОСТ 26303 исходя из минимально допустимого диаметра шейки.
Допускается зачистка отдельных вмятин и забоин глубиной не более 0,5(d-d
) с плавным переходом кромок дефектов к поверхности детали.
5.3.3.5 Опорные поверхности фланцев под гайки и опорные поверхности гаек, имеющие надиры, вырывы металла, механически обрабатывают в целях устранения поверхностных дефектов. Шероховатость опорной поверхности под гайку должна быть не более Rz 40.
5.3.3.6 Опорная коническая поверхность бугеля и соответствующая ей коническая поверхность ниппеля бугельного разъемного соединения, имеющие надиры или другие поверхностные дефекты, должны быть механически обработаны.
Шероховатость опорных поверхностей бугеля и ниппеля должна быть не более Ra 1,6.
5.3.3.7 После восстановления опорных и уплотнительных поверхностей бугелей и ниппелей, необходимо провести контрольную сборку бугельного соединения согласно нормативным документам и технической документации на бугельные соединения в целях определения необходимости замены уплотнительного кольца.
5.3.4 Виды решений по результатам оценки технического состояния разъемных соединений
Исходными данными для принятия решения являются результаты измерений и контроля, приведенные в картах оценки технического состояния разъемных соединений (приложения А-Ж, И), и, при необходимости, результаты поверочных расчетов.
По результатам выявления дефектов, определения их размеров и сравнения с допустимыми значениями принимают решение о допуске в дальнейшую эксплуатацию деталей PC или о необходимости их восстановления, т.е. об устранении недопустимых дефектов.
По результатам технического диагностирования возможны следующие виды решений в зависимости от технического состояния PC:
- при удовлетворительном техническом состоянии уплотнительных поверхностей, деталей и элементов резьбовых соединений, подтвержденных измерениями, PC допускают к сборке;
- при наличии отклонений от нормы и положительном заключении специализированной организации о допустимости данных отклонений PC допускают к сборке;
- при наличии отклонений от нормативных значений и отсутствии положительного заключения специализированной организации PC к сборке не допускают. После устранения дефектов и получения положительных результатов контроля PC может быть допущено к сборке;
- при частых выходах из строя PC рекомендуется провести анализ случаев разгерметизации соединения с привлечением специализированной организации в целях выявления причин разгерметизации и разработки рекомендаций по их устранению.
Решения по вышеприведенным случаям должен принимать ответственный за проведение технического диагностирования PC.
Карты оценки технического состояния разъемных соединений с положительными результатами контроля и измерений прикладывают к паспорту на трубопровод.
6 Порядок подготовки разъемных соединений к эксплуатации
6.1 Требования по подготовке к сборке
6.1.1 Перед сборкой PC трубопровода необходимо проверить наличие следующей документации:
- чертежа PC;
- расчета на прочность деталей PC и герметичность соединения;
- расчета режима затяжки шпилек;
- сертификата соответствия требованиям технических регламентов.
6.1.2 Все детали PC трубопровода перед ремонтно-монтажными работами должны быть осмотрены в соответствии с требованиями [1].
6.1.3 Перед сборкой PC проводят входной контроль качества материалов деталей на соответствие их стандартам, сертификатам, техническим условиям и проектной документации.
Материалы, не имеющие паспортов или сертификатов, допускают к применению только для трубопроводов категорий II-V после их проверки и испытаний в соответствии с [1].
6.1.4 Прокладки и прокладочные материалы для уплотнения PC следует выбирать в зависимости от транспортируемой среды и ее рабочих параметров, в соответствии с проектом, на основании действующих нормативных документов и рекомендаций специализированных организаций.
Применение новых и импортных прокладочных материалов, отличающихся от предусмотренных проектом, допускается, если характеристики этих материалов соответствуют требованиям соответствующих национальных стандартов и подтверждены заключением специализированной организации.
6.1.5 Для трубопроводов, транспортирующих вещества групп А и Б технологических объектов взрывоопасности категории I, согласно [1] не допускается применение фланцевых соединений с гладкой уплотнительной поверхностью, за исключением случаев применения спирально-навитых прокладок и других типов прокладок с наружными ограничительными кольцами.
6.1.6 Все бывшие в эксплуатации прокладки и уплотнительные кольца должны быть заменены на новые.
6.1.7 Внутренний диаметр прокладки не должен быть меньше внутреннего диаметра фланца.
6.1.8 При необходимости детали PC очищают от загрязнений или смазки для консервации (особенно - опорные поверхности гаек и фланцев), устраняют дефекты на резьбовых поверхностях и обеспечивают свободное (от руки) навинчивание гаек на шпильки, фланцев резьбовых - на концы труб.
Перед сборкой PC уплотнительные поверхности трубопроводной арматуры, труб и фланцев следует промывать керосином и насухо протирать.
6.1.9 Качество уплотнительных поверхностей концов труб, фланцев и уплотнительных колец должно соответствовать требованиям ГОСТ 9399, ГОСТ 9400, ГОСТ 10493, ГОСТ Р 54432, ГОСТ Р 55429.
6.1.10 Уплотнительные поверхности деталей PC, резьбовые поверхности гаек, шпилек, гнезд под шпильки и опорные поверхности гаек перед сборкой следует протирать и смазывать одной из противозадирных смазок, указанных в таблице 6.
Допускается применение противозадирных смазок других марок, не уступающих по свойствам нижеприведенным.
Таблица 6 - Противозадирные смазки
Марка смазки | Максимальная допускаемая рабочая температура, °С | ||||
ВНИИ НП-212 ТУ 38.101594-80* [9] | От | -70 | до | 150 | включ. |
________________ * Документ в информационных продуктах не содержится. За информацией о документе Вы можете обратиться в Службу поддержки пользователей. - . | |||||
ВНИИ НП-213 ТУ 38.10187-86[10] | " | -60 | " | 250 | " |
ВНИИ НП-225 по ГОСТ 19782 | " | -60 | " | 350 | "* |
ВНИИ НП-232 по ГОСТ 14068 | " | -20 | " | 400 | " |
Смазочное средство на алюминиевой основе для экстремальных условий | " | -180 | " | 1000 | " |
Смазочное средство на медной основе для экстремальных условий | " | -40 | " | 1350 | " |
Смазочное средство на керамической основе для экстремальных условий | " | -20 | " | 1400 | " |
* Для легированных сталей. | |||||
6.2 Требования к сборке
6.2.1 Перед затяжкой шпилек фланцы PC должны быть выставлены соосно и параллельно относительно друг друга.
Допуски параллельности и соосности фланцев PC приведены в таблице 7.
Таблица 7 - Допуски параллельности и соосности фланцев PC трубопровода
В миллиметрах | ||
Наружный диаметр фланца | Допуск параллельности фланцев, не более | Допуск соосности фланцев, не более |
От 25 до 60 включ. | 0,3 | 0,3 |
От 61 до 160 включ. | 0,5 | |
От 161 до 400 включ. | 0,7 | |
От 401 до 750 включ. | 0,4 | 1,0 |
От 750 | 1,2 | |
Примечание - Отклонение от параллельности плоскостей торцов фланцев определяют разностью максимального и минимального осевых зазоров, замеренных между фланцами в диаметрально противоположно расположенных точках окружности внешнего контура с точностью 0,1 мм. | ||
Допуски параллельности торца фланца PC трубопровода по отношению к торцу крышки, торцу корпуса и плоскости на цилиндрической поверхности корпуса сосуда приведены в таблице 8.
Таблица 8 - Допуски параллельности торца фланца трубопровода по отношению к торцу крышки, торцу корпуса или плоскости на цилиндрической поверхности корпуса
В миллиметрах | |
Наружный диаметр фланца | Допуск параллельности, не более |
70 | 0,4 |
95 | 0,5 |
105 | 0,6 |
115 | 0,7 |
135 | 0,8 |
165 | 0,9 |
200 | 1,0 |
225 | 1,1 |
260 | 1,2 |
350 | 1,3 |
400 | 1,4 |
480 | 1,5 |
6.2.2 Смещение отверстия фланца под болт или шпильку не должно превышать половины разности номинального диаметра отверстия и устанавливаемого болта (шпильки).
6.2.3 Гайки болтов должны располагаться с одной стороны PC.
6.2.4 Высота выступающих над гайкой концов болтов или шпилек должна быть не менее одной и не более трех ниток резьбы.
6.2.5 Сборку PC трубопроводной арматуры и деталей трубопровода следует выполнять без перекоса и дополнительного натяжения трубопровода.
6.3 Порядок подготовки к затяжке шпилек разъемных соединений
При подготовке к затяжке шпилек PC следует проверить наличие в проекте трубопровода:
- расчета режимов затяжки шпилек;
- инструкции по затяжке шпилек;
- рекомендаций по устройству для контролируемой затяжки шпилек.
При отсутствии в проекте перечисленных документов необходимо выполнить следующие работы:
- сбор исходных данных для проведения расчетов усилия и режима затяжки шпилек [11], [12];
- предварительный расчет режима затяжки шпилек PC [12].
Примечание - Предварительный расчет проводят в целях определения мощности устройства или приспособления для затяжки шпилек данного PC;
- выбор конструкции устройства соответствующей мощности для затяжки шпилек данного PC;
- уточненный расчет режима затяжки шпилек применительно к выбранной или имеющейся в наличии конструкции устройства для затяжки шпилек;
- разработка инструкции для проведения процесса затяжки шпилек конкретного PC конкретным устройством.
Затяжку шпилек конкретного PC следует проводить в соответствии с типовой инструкцией для затяжки шпилек разъемного соединения трубопровода и результатами расчета режимов затяжки шпилек данного PC. Форма типовой инструкции для всех типов уплотнений приведена в приложении М.
7 Подготовка и проведение испытаний разъемных соединений
7.1 Основные положения испытаний трубопровода и разъемных соединений
7.1.1 PC в составе трубопровода после окончания монтажных работ, оформления документов, подтверждающих качество выполненных работ, подвергают наружному осмотру, испытанию на прочность и плотность и, при необходимости, дополнительным испытаниям на герметичность.
7.1.2 Вид испытания (испытание на прочность и плотность, дополнительное испытание на герметичность), метод испытания (гидравлический, пневматический) и величину испытательного давления принимают на основании проекта трубопровода.
Порядок и объем испытания трубопровода и PC - согласно [1].
7.1.3 Перед испытанием следует провести наружный осмотр трубопровода, в том числе и PC, при котором проверяют их соответствие проектной документации.
7.1.4 Испытание PC на прочность и плотность следует проводить одновременно, независимо от метода испытания (гидравлический или пневматический).
7.1.5 Дополнительное испытание PC на герметичность следует проводить пневматическим методом.
7.1.6 Порядок и методика проведения испытаний определяются инструкциями производителя работ.
7.1.7 Устранение утечек среды в PC на трубопроводе, находящемся под давлением, недопустимо.
7.1.8 По окончании испытаний для трубопровода и PC составляют соответствующие акты о проведении испытаний.
7.2 Гидравлическое испытание разъемного соединения на прочность и плотность
7.2.1 Значение пробного давления при испытании PC на прочность и плотность устанавливается проектом в соответствии с [1].
7.2.2 Пробное давление в трубопроводе выдерживают в течение 10 мин (испытание на прочность), после чего его снижают до рабочего давления, при котором проводят тщательный осмотр PC (испытание на плотность).
По окончании осмотра давление вновь повышают до пробного, выдерживают еще 5 мин, после чего снижают до рабочего и вторично тщательно осматривают PC.
Продолжительность испытания на плотность определяется временем осмотра и проверки герметичности PC.
7.2.3 Результаты гидравлического испытания PC на прочность и плотность признают удовлетворительными, если во время испытания не произошло видимых деформаций деталей PC, падения давления по манометру, а также не обнаружено течей и запотеваний в PC.
7.3 Пневматическое испытание разъемных соединений на прочность и плотность
7.3.1 Величину пробного давления принимают в соответствии с указаниями 7.2.1.
7.3.2 Пневматическое испытание PC следует проводить воздухом или инертным газом и только при хорошем освещении.
7.3.3 Пневматическое испытание PC следует проводить по документации, согласованной и утвержденной в установленном порядке.
7.3.4 При пневматическом испытании PC на прочность подъем давления следует проводить плавно, со скоростью, равной 5% номинального давления в минуту, но не более 2 кгс/см в минуту, с периодическим осмотром PC на следующих этапах:
- при рабочем давлении до 0,2 МПа (2 кгс/см) включительно осмотр проводят при давлении, равном 0,6 Р
, и при рабочем давлении;
- при рабочем давлении свыше 0,2 МПа (2 кгс/см) осмотр проводят при давлениях, равных 0,3 Р
, 0,6 Р
, и при рабочем давлении.
Во время осмотра подъем давления недопустим. При осмотре обстукивание молотком PC, находящегося под давлением, недопустимо.
Места утечки определяют по звуку просачивающегося воздуха, а также по пузырям (при покрытии PC мыльной эмульсией) или другими методами.
Дефекты, связанные с утечкой в PC, следует устранять после снижения избыточного давления до нуля и отключения компрессора.
7.3.5 Окончательный осмотр PC проводят в установленном порядке, только после снижения давления от пробного до рабочего.
7.3.6 При неудовлетворительных результатах испытаний, обнаруженные дефекты следует устранить, а испытания - повторить.
7.4 Дополнительное испытание разъемных соединений на герметичность
7.4.1 Все PC в составе трубопроводов групп А, Б (а), Б (б) согласно [1], кроме испытаний на прочность и плотность, следует подвергать дополнительному пневматическому испытанию на герметичность с определением падения давления во время испытания.
Необходимость проведения дополнительных испытаний на герметичность PC остальных трубопроводов устанавливается проектом.
PC трубопроводов, находящихся в обвязке технологического оборудования, следует испытывать совместно с этим оборудованием.
7.4.2 Дополнительное испытание PC на герметичность проводят воздухом или инертным газом после проведения испытания на прочность и плотность, промывки и продувки.
7.4.3 PC трубопровода можно испытывать на герметичность как отдельно, если имеется необходимость и техническая возможность (например, бугельное PC), так и в составе трубопровода. Можно проводить оценку герметичности как отдельного PC, так и трубопровода в целом. Методы контроля герметичности PC - в соответствии с [13].
7.4.4 Дополнительное испытание PC на герметичность проводят давлением, равным рабочему.
PC считают выдержавшим испытание на герметичность, если утечка газа не превышает норм герметичности, согласно ГОСТ Р 54808:
- для PC трубопроводов группы Б, работающих на взрыво- и пожароопасных средах (ГОСТ 12.1.044), класс герметичности PC - "В", пробное вещество - воздух;
- для PC трубопроводов группы В, работающих на трудногорючих и негорючих средах (ГОСТ 12.1.044), класс герметичности PC - "С", пробное вещество - воздух.
7.4.5 Продолжительность дополнительных испытаний PC для строящихся межцеховых, внутрицеховых и межзаводских трубопроводов указывается в проектной документации для каждого трубопровода, подлежащего испытанию, и должна составлять не менее 24 ч.
При периодических испытаниях PC, а также после ремонта, связанного с разборкой трубопровода, продолжительность испытания PC устанавливают не менее 4 ч.
7.4.6 Результаты дополнительного пневматического испытания на герметичность PC смонтированного технологического трубопровода, прошедшего ремонт, связанный с разборкой PC, признают удовлетворительными, если скорость падения давления окажется не более 0,1% в час для трубопровода группы А и 0,2% в час для трубопроводов групп Б (а) и Б (б).
Скорость падения давления при испытаниях PC для других трубопроводов устанавливается проектом.
Указанные нормы относятся к PC трубопроводов с номинальным диаметром до DN 250 включительно.
При испытании PC трубопровода с номинальным диаметром свыше DN 250, нормы падения давления в нем следует определять умножением указанных норм на поправочный коэффициент, рассчитываемый в соответствии с [1] по формуле
![]() , (1)
, (1)
где D - внутренний диаметр испытываемого трубопровода, мм.
Если испытуемый трубопровод состоит из участков различных диаметров, его средний внутренний диаметр определяют по формуле
![]() , (2)
, (2)
где D, D
, D
- внутренние диаметры участков, м;
L, L
, L
- длины участков трубопровода, соответствующие указанным диаметрам, м;
n - количество участков.
Падение давления в трубопроводе во время испытания его на герметичность определяют по формуле
 , (3)
, (3)
где - падение давления, % испытательного давления в час;
Р, Р
- сумма манометрического и барометрического давления в конце и начале испытания, МПа;
Т, Т
- температура в трубопроводе в конце и начале испытания, К;
- время испытаний, ч.
Давление и температуру в трубопроводе определяют как среднее арифметическое показаний манометров и термометров соответственно, установленных на нем во время испытаний.
7.4.7 Испытание на герметичность с определением падения давления допускается проводить только после выравнивания температур в трубопроводе. Для наблюдения за температурой в трубопроводе в начале и конце испытуемого участка следует устанавливать термометры.
7.4.8 Величина утечки через PC трубопровода В, см/мин, связана с падением давления в трубопроводе
, %, зависимостью
![]() , (4)
, (4)
где Р - атмосферное давление, МПа (0,1);
V - внутренний объем трубопровода, см.
Фактическая утечка среды должна быть не более нормы герметичности [В] согласно 7.4.4, т.е.
![]() . (5)
. (5)
7.4.9 После окончания дополнительного испытания на герметичность для каждого трубопровода составляют акт по установленной форме.
7.5 Порядок оформления допуска разъемных соединений в эксплуатацию
Разрешения на допуск в эксплуатацию PC трубопровода выдает лицо, назначенное для осуществления надзора за техническим состоянием и эксплуатацией трубопроводов, на основании положительных заключений о техническом состоянии PC по результатам оценки их технического состояния (5.3.4 и приложения А-Ж, И).
Заключения о техническом состоянии PC являются неотъемлемой частью заключения о техническом состоянии трубопровода в целом.
8 Требования к безопасной эксплуатации разъемных соединений
8.1 Безопасность эксплуатации PC и технологического трубопровода в целом [14]* обеспечивается их соответствием требованиям [1] и соблюдением условий проектирования, изготовления, испытаний, транспортирования, хранения, монтажа, эксплуатации, ремонта, диагностирования и освидетельствования.
________________
* См. раздел Библиография. - .
8.2 PC трубопровода должны отвечать требованиям соответствующих их применению нормативных документов по промышленной безопасности. В установленном порядке следует оформлять сертификат соответствия требованиям технических регламентов.
8.3 В период эксплуатации контроль за техническим состоянием PC совмещают по времени с контролем трубопровода в целом.
8.4 Виды контроля PC в процессе эксплуатации трубопровода:
- ежедневно - внешний осмотр наружной поверхности PC ответственным за безопасную эксплуатацию трубопровода с записью результатов осмотра в вахтенном журнале;
- периодический надзор (не реже одного раза в год) службой технического надзора предприятия.
Цель контроля PC - выявление утечек в PC, определение технического состояния крепежных деталей.
8.5 Если при наружном осмотре трубопровода были обнаружены утечки среды в PC, давление в трубопроводе следует снизить до атмосферного, температуру горячих трубопроводов - до 60°С, а причины утечки следует устранить с соблюдением необходимых мер безопасности.
8.6 Основным методом контроля за надежной и безопасной эксплуатацией PC и технологического трубопровода в целом, предотвращения инцидентов и аварий, является периодическая ревизия, которую проводит в установленном порядке служба технического надзора предприятия. Ревизия трубопровода, как правило, должна быть приурочена к плановому предупредительному ремонту установок.
8.7 Сроки проведения ревизий трубопроводов, работающих под давлением до PN 100 включительно, и их PC, устанавливает руководство предприятия в зависимости от скорости коррозионно-эрозионного износа деталей трубопровода и результатов предыдущего наружного осмотра.
Сроки ревизии должны обеспечивать безопасную, безаварийную эксплуатацию трубопровода в период между ревизиями и не должны быть больше указанных в [1].
8.8 Для трубопроводов высокого давления, работающих под давлением свыше PN 100, установлены виды ревизии: выборочная, генеральная выборочная и полная.
8.9 При выборочной ревизии контролируют не менее двух участков трубопровода.
8.10 При генеральной выборочной ревизии разбирают до 30% каждого трубопровода.
8.11 При полной ревизии разбирают весь трубопровод и проверяют техническое состояние всех деталей в соответствии с 5.3.
8.12 При всех видах ревизии трубопровода для контроля PC согласно требованиям раздела 5 следует:
- провести наружный осмотр;
- разобрать PC;
- проверить состояние муфт, фланцев, уплотнительных поверхностей, резьб, прокладок и крепежных деталей;
- провести контроль наличия остаточных деформаций, если это предусмотрено проектом;
- провести контроль твердости крепежных деталей PC, работающих при температуре от 400°С и выше.
Отличия контроля PC при различных видах ревизии трубопроводов заключаются в количестве контролируемых PC, которые имеются в контролируемых участках трубопровода.
8.13 Результаты ревизии PC, приведенные в картах оценки технического состояния разъемного соединения, считают удовлетворительными, если обнаруженные отклонения находятся в допустимых пределах.
При неудовлетворительных результатах ревизии следует дополнительно проверить еще два аналогичных участка трубопровода.
8.14 Детали PC трубопровода отбраковывают в следующих случаях:
- неудовлетворительное состояние уплотнительных поверхностей;
- наличие трещин, раковин, остаточных деформаций и других дефектов;
- срыв, смятие, коррозионный износ резьбы в резьбовом фланце и на присоединительном резьбовом конце трубы высокого давления, а также наличие в резьбе люфта, превышающего допустимые пределы.
8.15 Линзу и прокладку овального сечения отбраковывают при наличии трещин, забоин, скосов, вмятин на уплотнительных поверхностях, остаточных деформаций.
8.16 Крепежные детали отбраковывают при наличии:
- трещин;
- срыва или коррозионного износа резьбы;
- изгиба болтов или шпилек;
- остаточной деформации, приводящей к изменению профиля и шага резьбы;
- смятия граней головок болтов и гаек;
- снижения механических свойств металла ниже допустимого уровня.
8.17 Нормы отбраковки следует указывать в ремонтной документации с учетом условий конкретного объекта.
8.18 Шпильки PC следует затягивать в соответствии с инструкцией по затяжке шпилек усилиями, полученными в результате расчета режимов затяжки шпилек конкретного PC.
8.19 К обслуживанию PC технологических трубопроводов допускают персонал, обученный и аттестованный в установленном порядке.
Приложение А
(обязательное)
Форма карты оценки технического состояния разъемных соединений с гладкими уплотнительными поверхностями | ||||||||||||
(наименование трубопровода) | ||||||||||||
Количество разъемных соединений | объект N | цех N | ||||||||||
завод | ||||||||||||
Составлена: " | " | года. | ||||||||||
1 - фланец 1; 2 - фланец 2; 3 - плоская прокладка
Рисунок А.1
Таблица А.1 - Результаты оценки технического состояния
Наименование параметра | Деталь | Допустимый размер | Фактический размер | |||||
Номер разъемного соединения | ||||||||
Диаметр D | Фланец 1 | |||||||
Фланец 2 | ||||||||
Диаметр D | Фланец 1 | |||||||
Фланец 2 | ||||||||
Размеры | D | Плоская прокладка | ||||||
D | ||||||||
h | ||||||||
Шероховатость уплотнительных поверхностей Ra, мкм, не более | Фланец 1 | 12,5 | ||||||
Фланец 2 | ||||||||
Отклонение от прямолинейности образующей уплотнительной поверхности, мм, не более | Фланец 1 | 0,03 | ||||||
Фланец 2 | ||||||||
Состояние резьбы | Шпилька | |||||||
Гайка | ||||||||
Состояние опорных поверхностей | Гайка | |||||||
Фланец 1 | ||||||||
Фланец 2 | ||||||||
Выявленные недопустимые отклонения: | |||||||
Соответствие нормативным документам: | |||||||
Сведения об устранении дефектов: | |||||||
Заключение: | |||||||
Ответственный за обследование | |||||||
" | " | год | |||||
Приложение Б
(обязательное)
Форма карты оценки технического состояния разъемных соединений с уплотнительными поверхностями типа "выступ-впадина" | ||||||||||||
(наименование трубопровода) | ||||||||||||
Количество разъемных соединений | объект N | цех N | ||||||||||
завод | ||||||||||||
Составлена: " | " | года. | ||||||||||
1 - фланец 1; 2 - фланец 2; 3 - плоская прокладка
Рисунок Б.1
Таблица Б.1 - Результаты оценки технического состояния
Наименование параметра | Деталь | Допустимый размер | Фактический размер | |||||
Номер разъемного соединения | ||||||||
Диаметр D | Фланец 1 | |||||||
Фланец 2 | ||||||||
Диаметр D | Фланец 1 | |||||||
Фланец 2 | ||||||||
Высота выступа h | Фланец 1 | |||||||
Глубина впадины h | Фланец 2 | |||||||
Размеры | D | Плоская прокладка | ||||||
D | ||||||||
h | ||||||||
Шероховатость уплотнительных поверхностей Ra, мкм, не более | Фланец 1 | 12,5 | ||||||
Фланец 2 | ||||||||
Отклонение от прямолинейности образующей уплотнительной поверхности, мм, не более | Фланец 1 | 0,03 | ||||||
Фланец 2 | ||||||||
Состояние резьбы | Шпилька | |||||||
Гайка | ||||||||
Состояние опорных поверхностей | Гайка | |||||||
Фланец 1 | ||||||||
Фланец 2 | ||||||||
Выявленные недопустимые отклонения: | |||||||
Соответствие нормативным документам: | |||||||
Сведения об устранении дефектов: | |||||||
Заключение: | |||||||
Ответственный за обследование | |||||||
" | " | год | |||||
Приложение В
(обязательное)
Форма карты оценки технического состояния разъемных соединений с уплотнительными поверхностями типа "шип-паз" | ||||||||||||
(наименование трубопровода) | ||||||||||||
Количество разъемных соединений | объект N | цех N | ||||||||||
завод | ||||||||||||
Составлена: " | " | года. | ||||||||||
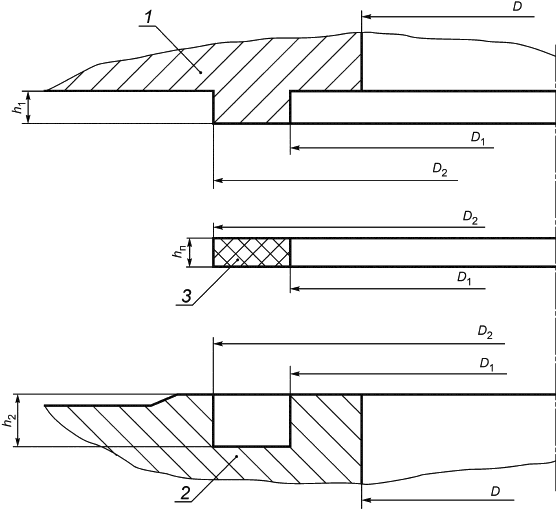
1 - фланец 1; 2 - фланец 2; 3 - плоская прокладка
Рисунок В.1
Таблица В.1 - Результаты оценки технического состояния
Наименование параметра | Деталь | Допустимый размер | Фактический размер | |||||
Номер разъемного соединения | ||||||||
Диаметр D, мм | Фланец 1 | |||||||
Фланец 2 | ||||||||
Диаметр D | Фланец 1 | |||||||
Фланец 2 | ||||||||
Диаметр D | Фланец 1 | |||||||
Фланец 2 | ||||||||
Высота выступа h | Фланец 1 | |||||||
Глубина впадины h | Фланец 2 | |||||||
Размеры | D | Плоская прокладка | ||||||
D | ||||||||
h | ||||||||
Шероховатость уплотнительных поверхностей Ra, мкм, не более | Фланец 1 | 12,5 | ||||||
Фланец 2 | ||||||||
Отклонение от прямолинейности образующей уплотнительной поверхности, мм, не более | Фланец 1 | 0,03 | ||||||
Фланец 2 | ||||||||
Прокладка | ||||||||
Состояние резьбы | Шпилька | |||||||
Гайка | ||||||||
Состояние опорных поверхностей | Гайка | |||||||
Фланец 1 | ||||||||
Фланец 2 | ||||||||
Выявленные недопустимые отклонения: | |||||||
Соответствие нормативным документам: | |||||||
Сведения об устранении дефектов: | |||||||
Заключение: | |||||||
Ответственный за обследование | |||||||
" | " | год | |||||
Приложение Г
(обязательное)
Форма карты оценки технического состояния разъемных соединений со сферическими линзами (фланцы приварные встык) | ||||||||||||
(наименование трубопровода) | ||||||||||||
Количество разъемных соединений | объект N | цех N | ||||||||||
завод | ||||||||||||
Составлена: " | " | года. | ||||||||||
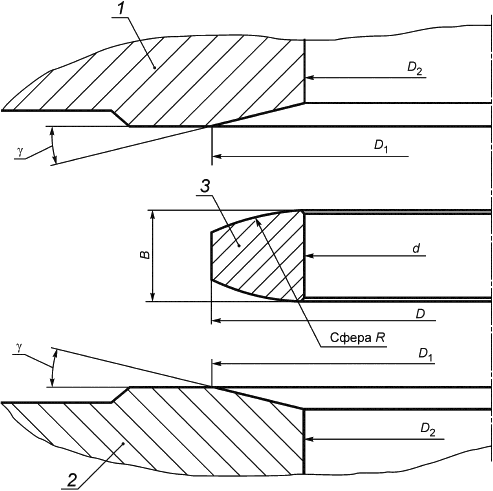
1 - фланец 1; 2 - фланец 2; 3 - сферическая линза
Рисунок Г.1
Таблица Г.1 - Результаты оценки технического состояния
Наименование параметра | Деталь | Допустимый размер | Фактический размер | |||||
Номер разъемного соединения | ||||||||
Диаметр конуса наружный D | Фланец 1 | |||||||
Фланец 2 | ||||||||
Диаметр внутренний D | Фланец 1 | |||||||
Фланец 2 | ||||||||
Некруглость уплотнительных поверхностей, мм | Фланец 1 | |||||||
Фланец 2 | ||||||||
Угол наклона уплотнительной поверхности к торцовой поверхности фланца | Фланец 1 | 20°±30' | ||||||
Фланец 2 | ||||||||
Размеры | d, мм | Линза | ||||||
D, мм | ||||||||
В, мм | ||||||||
R, мм | ||||||||
Шероховатость уплотнительных поверхностей Ra, мкм, не более | Фланец 1 | 1,6 | ||||||
Фланец 2 | ||||||||
Линза | 0,5 | |||||||
Отклонение от прямолинейности образующей уплотнительной поверхности, мм, не более | Фланец 1 | 0,03 | ||||||
Фланец 2 | ||||||||
Состояние резьбы | Шпилька | |||||||
Гайка | ||||||||
Состояние опорных поверхностей | Гайка | |||||||
Фланец 1 | ||||||||
Фланец 2 | ||||||||
Выявленные недопустимые отклонения: | |||||||
Соответствие нормативным документам: | |||||||
Сведения об устранении дефектов: | |||||||
Заключение: | |||||||
Ответственный за обследование | |||||||
" | " | год | |||||
Приложение Д
(обязательное)
Форма карты оценки технического состояния разъемных соединений с прокладками восьмиугольного (овального) сечения | ||||||||||||
(наименование трубопровода) | ||||||||||||
Количество разъемных соединений | объект N | цех N | ||||||||||
завод | ||||||||||||
Составлена: " | " | года. | ||||||||||

1 - фланец 1; 2 - фланец 2; 3 - прокладка восьмиугольного (овального) сечения
Рисунок Д.1
Таблица Д.1 - Результаты оценки технического состояния
Наименование параметра | Деталь | Допустимый размер | Фактический размер | ||||||
Номер разъемного соединения | |||||||||
Средний диаметр выточки D | Фланец 1 | ||||||||
Фланец 2 | |||||||||
Ширина выточки В | Фланец 1 | ||||||||
Фланец 2 | |||||||||
Глубина выточки h | Фланец 1 | ||||||||
Фланец 2 | |||||||||
Угол наклона уплотнительной поверхности к оси трубопровода, град | Фланец 1, | вн. | 23°+15' | ||||||
нар. | |||||||||
Фланец 2, | вн. | ||||||||
нар. | |||||||||
Кольцо, | вн. | 23°-15' | |||||||
нар. | |||||||||
Размеры | D | Прокладка | |||||||
В, мм | |||||||||
h | |||||||||
r, мм | |||||||||
Некруглость уплотнительной поверхности, мм, не более | Фланец 1 | 0,03 | |||||||
Фланец 2 | |||||||||
Прокладка | |||||||||
Шероховатость уплотнительных поверхностей Ra, мкм, не более | Фланец 1 | 3,2 | |||||||
Фланец 2 | |||||||||
Прокладка | 1,25 | ||||||||
Отклонение от прямолинейности образующей уплотнительной поверхности, мм, не более | Фланец 1 | 0,03 | |||||||
Фланец 2 | |||||||||
Прокладка | |||||||||
Состояние резьбы | Шпилька | ||||||||
Гайка | |||||||||
Состояние опорных поверхностей | Гайка | ||||||||
Фланец 1 | |||||||||
Фланец 2 | |||||||||
Выявленные недопустимые отклонения: | |||||||
Соответствие нормативным документам: | |||||||
Сведения об устранении дефектов: | |||||||
Заключение: | |||||||
Ответственный за обследование | |||||||
" | " | год | |||||
Приложение Е
(обязательное)
Форма карты оценки технического состояния разъемных соединений со сферическими линзами (резьбовые фланцы) | ||||||||||||
(наименование трубопровода) | ||||||||||||
Количество разъемных соединений | объект N | цех N | ||||||||||
завод | ||||||||||||
Составлена: " | " | года. | ||||||||||
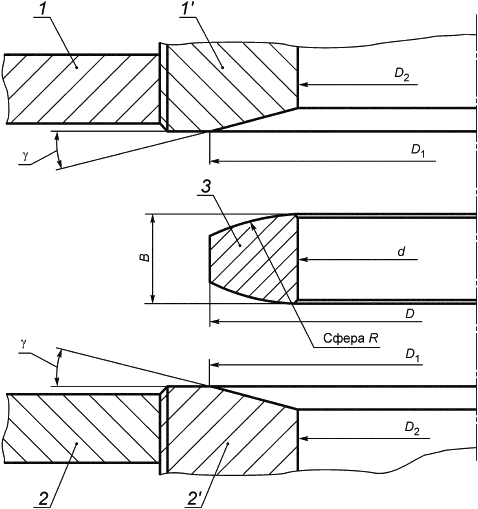
1 - фланец
1 с трубой 1'; 2 - фланец 2 с трубой 2'; 3 - сферическая линза
Рисунок Е.1
Таблица Е.1 - Результаты оценки технического состояния
Наименование параметра | Деталь | Допустимый размер | Фактический размер | ||||||
Номер разъемного соединения | |||||||||
Диаметр внутренний трубы D | Труба 1' | ||||||||
Труба 2' | |||||||||
Диаметр конуса наружный D | Труба 1' | ||||||||
Труба 2' | |||||||||
Некруглость уплотнительных поверхностей, мм, не более | Труба 1' | 0,03 | |||||||
Труба 2' | |||||||||
Угол наклона уплотнительной поверхности к торцовой поверхности трубы | Труба 1' | 20°±30' | |||||||
Труба 2' | |||||||||
Размеры | d, мм | Линза | |||||||
D, мм | |||||||||
В, мм | |||||||||
Шероховатость уплотнительных поверхностей Ra, мкм, не более | Труба 1' | 1,6 | |||||||
Труба 2' | |||||||||
Линза | 0,5 | ||||||||
Отклонение от прямолинейности образующей уплотнительной поверхности, мм, не более | Труба 1' | 0,03 | |||||||
Труба 2' | |||||||||
Состояние резьбы | Шпилька | ||||||||
Гайка | |||||||||
Конец трубы | 1' | ||||||||
2' | |||||||||
Состояние опорных поверхностей | Гайка | ||||||||
Фланец 1 | |||||||||
Фланец 2 | |||||||||
Выявленные недопустимые отклонения: | |||||||
Соответствие нормативным документам: | |||||||
Сведения об устранении дефектов: | |||||||
Заключение: | |||||||
Ответственный за обследование | |||||||
" | " | год | |||||
Приложение Ж
(обязательное)
Форма карты оценки технического состояния разъемных соединений с коническими линзами (резьбовые фланцы) | ||||||||||||
(наименование трубопровода) | ||||||||||||
Количество разъемных соединений | объект N | цех N | ||||||||||
завод | ||||||||||||
Составлена: " | " | года. | ||||||||||
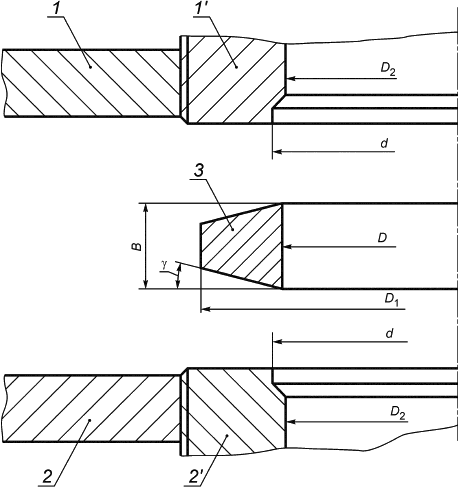
1 - фланец
1 с трубой 1'; 2 - фланец 2 с трубой 2'; 3 - коническая линза
Рисунок Ж.1
Таблица Ж.1 - Результаты оценки технического состояния
Наименование параметра | Деталь | Допустимый размер | Фактический размер | ||||||
Номер разъемного соединения | |||||||||
Диаметр внутренний трубы D | Труба 1' | ||||||||
Труба 2' | |||||||||
Диаметр выточки трубы d, мм | Труба 1' | ||||||||
Труба 2' | |||||||||
Некруглость уплотнительных поверхностей, мм, не более | Линза, уплотни- | 1 | |||||||
2 | |||||||||
Угол наклона уплотнительной поверхности к плоскости разъема | 1 | 10°±10' | |||||||
2 | |||||||||
Размеры | D, мм | Линза | |||||||
D | |||||||||
В, мм | |||||||||
Шероховатость уплотнительных поверхностей Ra, мкм, не более | Труба 1' | 0,63 | |||||||
Труба 2' | |||||||||
Линза | 0,5 | ||||||||
Отклонение от прямолинейности образующей уплотнительной поверхности, мм, не более | Линза, уплотни- | 1 | 0,03 | ||||||
2 | |||||||||
Состояние резьбы | Шпилька | ||||||||
Гайка | |||||||||
Конец трубы | 1' | ||||||||
2' | |||||||||
Состояние опорных поверхностей | Гайка | ||||||||
Фланец 1 | |||||||||
Фланец 2 | |||||||||
Выявленные недопустимые отклонения: | |||||||
Соответствие нормативным документам: | |||||||
Сведения об устранении дефектов: | |||||||
Заключение: | |||||||
Ответственный за обследование | |||||||
" | " | год | |||||
Приложение И
(обязательное)
Форма карты оценки технического состояния бугельных разъемных соединений с самоуплотняющими кольцами с осевым упором (СКОУ) | ||||||||||||
(наименование трубопровода) | ||||||||||||
Количество разъемных соединений | объект N | цех N | ||||||||||
завод | ||||||||||||
Составлена: " | " | года. | ||||||||||
1 - ниппель 1; 2 - ниппель 2, 3 - бугель; 4 - уплотнительное кольцо; 5 - упорное кольцо
Рисунок И.1
Таблица И.1 - Результаты оценки технического состояния
Наименование (обозначение) параметра | Деталь | Допустимый размер | Фактический размер | ||||
Номер разъемного соединения | |||||||
D | Ниппель 1 | ||||||
Ниппель 2 | |||||||
D | Ниппель 1 | ||||||
Ниппель 2 | |||||||
D | Кольцо уплотнительное | ||||||
D | |||||||
D | Кольцо упорное | ||||||
D | |||||||
D | Бугель | ||||||
| Ниппель 1 | ||||||
Ниппель 2 | |||||||
| Кольцо уплотнительное | ||||||
| |||||||
| Ниппель 1 | ||||||
Ниппель 2 | |||||||
| Бугель | ||||||
| |||||||
Н | Кольцо уплотнительное | ||||||
h | |||||||
Н | Бугель | ||||||
Н | |||||||
h | Кольцо упорное | ||||||
Отклонение от прямолинейности образующей уплотнительной поверхности, мм, не более | Ниппель 1 | 0,03 | |||||
Ниппель 2 | |||||||
Шероховатость опорных поверхностей Ra, мкм, не более | Гайка | 2,5 | |||||
Бугель | 3,2 | ||||||
Бугель | 1,6 | ||||||
Ниппель | 1,6 | ||||||
Шероховатость уплотнительных поверхностей Ra, мкм, не более | Ниппель | 0,63 | |||||
Кольцо уплотнительное | 0,63 | ||||||
Состояние резьбы | Шпилька | ||||||
Гайка | |||||||
Выявленные недопустимые отклонения: | |||||||
Соответствие нормативным документам: | |||||||
Сведения об устранении дефектов: | |||||||
Заключение: | |||||||
Ответственный за обследование | |||||||
" | " | год | |||||
Приложение К
(рекомендуемое)
Описание приспособления для измерения местных отклонений формы уплотнительных поверхностей и методика измерений
Приспособление (рисунок К.1) позволяет определить с помощью индикатора с ценой деления 0,01 мм местное отклонение формы уплотнительной поверхности между точками контакта пластины с уплотнительной поверхностью.
Приспособление состоит из пластины 1, закрепленной на ней втулки 2 и закрепленного в ней винтом 3 индикатора часового типа 4.
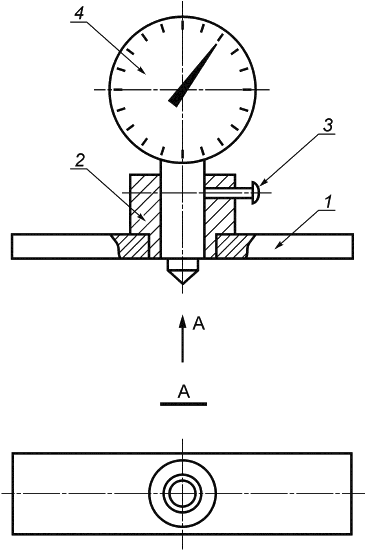
1 - пластина; 2 - втулка; 3 - винт; 4 - индикатор часового типа
Рисунок К.1 - Приспособление для измерения местных отклонений формы уплотнительных поверхностей
Пластину приспособления прижимают краями к уплотнительной поверхности. Ножка индикатора также находится в контакте с уплотнительной поверхностью.
При перемещении приспособления по окружности уплотнительной поверхности индикатор фиксирует нормальные к уплотнительной поверхности отклонения от круглости в месте уплотнительной поверхности, расположенном между краями пластины приспособления. При окружности уплотнительной поверхности без отклонений формы стрелка индикатора неподвижна.
Для примера на рисунке К.2 приведена схема измерения отклонения от круглости конической уплотнительной поверхности.
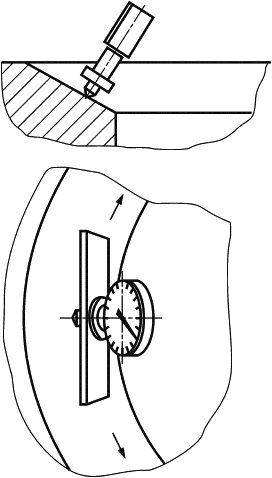
Рисунок К.2 - Схема измерений
Приложение Л
(рекомендуемое)
Описание приспособления для измерения диаметра основания конуса конической уплотнительной поверхности
Диаметр основания конуса конической уплотнительной поверхности следует измерять в двух диаметральных сечениях, с целью определения отклонений геометрической формы от круглости, в частности, овальности. Овальность равна половине разности между максимальным и минимальным размерами диаметра основания конуса конической уплотнительной поверхности, полученными при измерении во взаимно перпендикулярных диаметральных плоскостях.
Измерения диаметров проводят универсальным мерительным инструментом, например, штангенциркулем. Также можно использовать штангенциркуль 1 со сменными губками 2 (рисунок Л.1), рабочая поверхность которых имеет наклон, соответствующий углу наклона уплотнительных поверхностей уплотнения к оси уплотнения (23°, 30°, 70°) плюс 3° (рисунок Л.2), в целях гарантированного обеспечения контакта рабочей поверхности губок с уплотнительной поверхностью в верхней зоне (в зоне основания конуса - точка А, рисунок Л.2). Предварительно штангенциркуль со сменными губками должен быть поверен и аттестован. Общие требования к штангенциркулям - согласно ГОСТ 166.
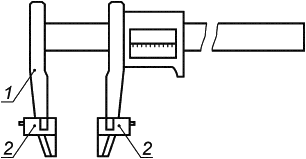
1 - штангенциркуль; 2 - сменные губки
Рисунок Л.1 - Мерительный инструмент
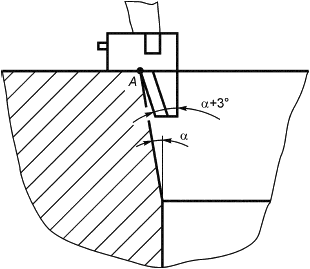
Рисунок Л.2 - Схема измерений
Приложение М
(обязательное)
Инструкция по затяжке шпилек разъемного соединения трубопровода
М.1 Введение
Инструкцию разрабатывают при ее отсутствии в проекте трубопровода.
Инструкция предназначена для использования при сборке PC и затяжке его шпилек.
Пример оформления индивидуальных исходных данных для сборки PC и затяжки шпилек приведен в М.6 (таблицы М.1, М.2).
Инструкция устанавливает общие для PC со шпильками порядок и требования к затяжке шпилек. Индивидуальные исходные данные для затяжки шпилек (характеристика PC и режимы затяжки шпилек по результатам расчетов) для каждого конкретного PC должны быть оформлены согласно М.6, таблицам М.1 и М.2.
Существует два метода затяжки шпилек PC: метод предварительной осевой вытяжки шпилек и затяжка крутящим моментом. Выбор метода определяется наличием специальных конструктивных элементов крепежных деталей PC (для метода осевой вытяжки - наличие специального резьбового хвостовика у шпилек) и устройств для затяжки шпилек.
Настоящая инструкция разработана применительно к методу затяжки шпилек крутящим моментом как наиболее распространенному при обслуживании PC трубопроводов.
В случае отсутствия специального устройства для затяжки шпилек следует использовать динамометрический ключ или обычный ключ с динамометром.
Инструкция является обязательным приложением к паспорту трубопровода.
М.2 Подготовка деталей разъемного соединения к затяжке шпилек
Подготовка деталей заключается в очистке резьбы шпилек и гаек по всей длине свинчивания от грязи, старой смазки, в устранении окалины, забоин, заусенцев.
Гайки после очистки резьбы должны свободно рукой навинчиваться на шпильки. Поверхности контакта деталей "гайка-фланец" также должны быть очищены от грязи.
Качество уплотнительных поверхностей (фланцев, концов труб) и прокладок (уплотнительных колец) в зависимости от типа уплотнения, должно соответствовать требованиям ГОСТ Р 54432, ГОСТ 9400, ГОСТ 10493, ГОСТ Р 55429.
Перед сборкой резьбу гаек, шпилек, концов труб следует смазать противозадирной смазкой типа ВНИИ НП-225 по ГОСТ 19782 либо ВНИИ НП-213 по [10], либо другой смазкой, не уступающей указанным по свойствам. Перед затяжкой шпилек фланцы соединения должны быть выставлены параллельно относительно друг друга.
Допустимое отклонение от параллельности фланцев по их наружному диаметру, соответствующее конкретному PC, должно быть приведено в исходных данных (таблица М.1).
Отклонение от параллельности плоскостей фланцев в конце процесса затяжки определяется для каждого конкретного PC разностью максимального и минимального зазоров, замеренных в диаметрально противоположно расположенных точках окружности внешнего контура фланцев с точностью 0,1 мм.
Затяжку шпилек PC следует производить одним моментным ключом за два обхода. Второй обход проводится для выравнивания усилий в шпильках.
Величины крутящих моментов, прикладываемых к гайкам соответствующих групп шпилек, устанавливают для каждого конкретного PC и вводят в исходные данные (таблица М.2).
Схема перестановки моментного ключа на шпильки групп рассматриваемого фланцевого соединения приведена на рисунке М.1.
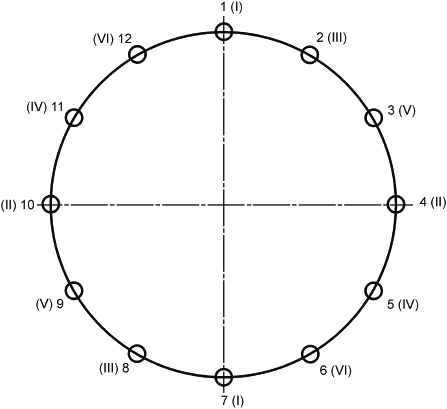
1-12 - порядковые номера шпилек; I-VI - порядковые номера групп шпилек
Рисунок М.1 - Схема перестановки ключа (обход)
М.3 Порядок затяжки гаек
М.3.1 Способы затяжки шпилек
Шпильки разъемного соединения можно затягивать двумя способами:
- постепенным уменьшением усилия затяжки шпилек от максимального его значения, определенного в процессе расчета режима затяжки [12], до расчетной величины, необходимой для обеспечения герметичности разъемного соединения;
- постепенным увеличением усилия затяжки шпилек с каждым следующим обходом ключа до расчетной величины.
Схемы перестановки ключа при затяжке шпилек разъемных соединений трубопроводов приведены на рисунке М.2.
М.3.2 Первый способ затяжки шпилек
М.3.2.1 В целях исключения возможного перекоса фланцев в процессе затяжки шпилек одним моментным ключом затяжку каждой шпильки одной группы проводят в два приема, прикладывая крутящий момент попеременно к каждой шпильке группы.
М.3.2.2 Устанавливают на первую шпильку первой группы моментный ключ (рисунок М.1).
М.3.2.3 Нагружают шпильку моментом, равным 50% величины крутящего момента, рассчитанного для одной шпильки первой группы
М.3.2.4 Переставляют ключ на вторую шпильку первой группы (рисунок М.1).
М.3.2.5 Нагружают вторую шпильку первой группы расчетным моментом для одной шпильки первой группы.
М.3.2.6 Переставляют ключ опять на первую шпильку первой группы.
М.3.2.7 Нагружают шпильку полным расчетным моментом для одной шпильки первой группы.
М.3.2.8 Замеряют зазоры между торцами фланцев соединения в зоне шпилек второй группы.
М.3.2.9 Устанавливают ключ на шпильку второй группы (рисунок М.1) со стороны большего зазора между торцами фланцев.
М.3.2.10 Повторяют операции, указанные в М.3.2.3-М.3.2.7, для шпилек второй группы с величинами крутящих моментов, соответствующими данной группе.
М.3.2.11 Повторяют операции, указанные в М.3.2.8-М.3.2.10, для шпилек остальных групп с соответствующими им величинами крутящих моментов.
М.3.2.12 Проводят выравнивающий обход ключом всех шпилек разъемного соединения крутящим моментом, соответствующим затяжке шпилек последней группы.
|
| ||||
z=4 | 1, 3, 2, 4 | z=6 | 1, 4, 2, 5, 3, 6 | ||
|
| ||||
z=8 | 1, 5, 3, 7, 2, 6, 4, 8 | z=12 | 1, 7, 4, 10, 2, 8, 5, 11, 3, 9, 6, 12 | ||
|
| ||||
z=16 | 1, 9, 5, 13, 3, 11, 7, 15, 2, 10, 6, 14, 4, 12, 8, 16 | z=20 | 1, 11, 6, 16, 3, 13, 8, 18, 5, 15, 10, 20, 2, 12, 7, 17, 4, 14, 9, 19 | ||
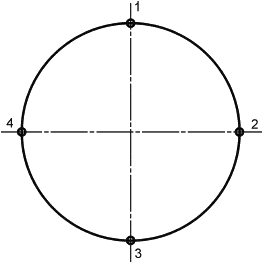
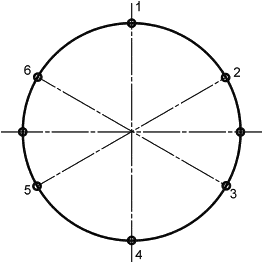
Рисунок М.2 - Схемы перестановки ключа при затяжке шпилек разъемных соединений с различным количеством шпилек z
М.3.3 Второй способ затяжки шпилек
М.3.3.1 Путем легкой затяжки трех или четырех (минимальное количество - кратное общему количеству шпилек в соединении) равномерно размещенных по окружности шпилек, необходимо обеспечить контакт прокладки (уплотнительного кольца) с уплотнительными поверхностями сопрягаемых фланцев. При этом следует обеспечить концентрическое и параллельное положение фланцев соединения. Контроль положения фланцев необходимо проводить с помощью линейки и штангенциркуля.
М.3.3.2 После достижения требуемого взаимного положения прокладки и сопрягаемых фланцев с допустимыми отклонениями необходимо установить и затянуть остальные шпильки разъемного соединения.
М.3.3.3 Устранение непараллельности разъемного соединения дополнительной подтяжкой шпилек со стороны большего зазора между фланцами недопустимо.
М.3.3.4 Шпильки следует затягивать способом крестообразного обхода. Затяжку необходимо проводить с постепенным увеличением усилия затяжки с каждым последующим обходом шпилек. Последние два обхода в целях выравнивания усилий в шпильках следует проводить с одинаковым крутящим моментом заданной величины.
М.4 Порядок отвинчивания гаек
М.4.1 Очистить от грязи и ржавчины резьбы шпилек, выступающие из гаек.
М.4.2 Привести ключ в положение "откручивание".
М.4.3 Установить ключ на откручиваемую гайку.
М.4.4 Порядок откручивания гаек тот же, что и при затяжке (рисунок М.1).
М.5 Контроль затяжки шпилек
М.5.1 Контроль затяжки шпилек косвенный, по величине давления в гидросистеме ключа (крутящего момента). Его осуществляют по манометру насосной станции или по величине приложенного усилия на рычаге моментного ключа (контроль динамометром), в зависимости от конструкции применяемого устройства для затяжки.
М.5.2 Усилие на ключе Q, кгс, при затяжке шпилек крутящим моментом заданной величины M
, кгс·м, определяют по формуле
![]() ,
,
где l - длина ключа (от центра шпильки до места приложения усилия на рукоятке ключа), м.
М.6 Исходные данные
Исходные данные для затяжки шпилек каждого конкретного разъемного соединения должны быть сведены в следующие формы по таблицам М.1 и М.2 с общим заголовком, указанным ниже.
ИСХОДНЫЕ ДАННЫЕ | ||||||||
Разъемное соединение N | трубопровода N | |||||||
объекта N | цеха N | завода | ||||||
Таблица М.1 - Исходные параметры для затяжки разъемного соединения
Наименование параметра | Значение параметра |
Диаметр внутренний трубопровода, мм | |
Тип уплотнения | |
Диаметр резьбы шпильки, мм | |
Количество шпилек в разъемном соединении, шт. | |
Размер гайки под ключ, мм | |
Отклонение от параллельности торцов фланцев по их наружному диаметру после затяжки, мм, не более | |
Минимальный крутящий момент, необходимый для затяжки шпилек, кгс·м | |
Рекомендуемое устройство для затяжки шпилек |
Таблица М.2 - Величины крутящих моментов при затяжке шпилек разъемного соединения
Номер группы шпилек z | Номера шпилек в группе | Крутящий момент затяжки шпилек M | |
1-й обход | 2-й обход | ||
1 | 1; 7 | ||
2 | 4; 10 | ||
3 | 2; 8 | ||
4 | 5; 11 | ||
5 | 3; 9 | ||
6 | 6; 12 | ||
Библиография
[1] | ПБ 03-585-03* | Правила устройства и безопасной эксплуатации технологических трубопроводов. Утв. постановлением Госгортехнадзора России от 10.06.2003 г. N 80 |
________________ * На территории Российской Федерации документ не действует на основании приказа Ростехнадзора от 25 января 2013 года N 28. - . | ||
[2] | СТП 010702-401025.1-93* - | Детали трубопроводов на давление 2500 кгс/см |
________________ * Документы не приводятся. За дополнительной информацией обратитесь по ссылке. - . | ||
[3] | РД 03-606-03 | Инструкция по визуальному и измерительному контролю. Серия 03. Выпуск 39/Колл.авт. - М.: ФГУП "Научно-технический центр по безопасности в промышленности" Госгортехнадзора России, 2004 |
[4] | ОСТ 26-01-84-78 | Швы сварных соединений стальных сосудов и аппаратов, работающих под давлением. Методика магнитопорошкового метода контроля. ИркутскНИИхиммаш, 1978 |
[5] | ПБ 03-440-02 | Правила аттестации персонала в области неразрушающего контроля. Утв. постановлением Госгортехнадзора России от 23.01.02 N 3 |
[6] | Аркулис Г.Э. и др. | Измерение шероховатости поверхности с помощью реплик //Вестник машиностроения - 1976. - N 5. - С.35-41 |
[7] | ТУ 3-3.824-78 | Микроскоп отсчетный типа МПБ-2 |
[8] | ПНАЭ Г-7-002-86 | Нормы расчета на прочность оборудования и трубопроводов атомных энергетических установок. Госатомэнергонадзор СССР. - М.: Энергоатомиздат, 1989 |
[9] | ТУ 38.101594-80 | Паста ВНИИ НП-212. Технические условия. ОАО "ВНИИ НП", 1980 |
[10] | ТУ 38.10187-86 | Паста ВНИИ НП-213. Технические условия. ОАО "ВНИИ НП", 1986 |
[11] | РД РТМ 26-01-44-78 | Детали трубопроводов на давление свыше 10 до 100 МПа. Нормы и методы расчета на прочность. ИркутскНИИхиммаш, 1978 |
[12] | РД 26-01-122-89 | Фланцевые соединения сосудов и аппаратов на давление свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см |
[13] | ОСТ 26.260.14-2001 | Сосуды и аппараты, работающие под давлением. Способы контроля герметичности (взамен ОСТ 26-11-14-88). ОАО ВНИИПТхимнефтеаппаратуры, 2001 |
[14] | СА-03-003-07* | Технологические трубопроводы нефтеперерабатывающей, нефтехимической и химической промышленности. ООО "НТП Трубопровод", 2007 |
________________ * На территории Российской Федерации документ не действует. Действует ГОСТ 32388-2013. - . | ||
УДК 621.643.41(083.74):006.354 | ОКС 23.040.60 | ОКП 36 4790 |
Ключевые слова: соединения трубопроводов разъемные, оценка технического состояния, методы испытаний, безопасность эксплуатации | ||
Электронный текст документа
и сверен по:
, 2015
{kind=link}