ГОСТ ISO 10619-1-2016
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РУКАВА И ТРУБКИ РЕЗИНОВЫЕ И ПЛАСТИКОВЫЕ
Измерение гибкости и жесткости
Часть 1
Испытание на изгиб при температуре окружающей среды
Rubber and plastics hoses and tubing. Measurement of flexibility and stiffness. Part 1. Bending test at ambient temperature
МКС 23.040.70
Дата введения 2018-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации материалов и технологий" (ФГУП "ВНИИ СМТ"), Техническим комитетом по стандартизации ТК 160 "Продукция нефтехимического комплекса" на основе собственного перевода на русский язык англоязычной версии международного стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации от 29 марта 2016 г. N 86-П
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 15 июня 2016 г. N 629-ст межгосударственный стандарт ГОСТ ISO 10619-1-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
5 Настоящий стандарт идентичен международному стандарту ISO 10619-1:2011* "Резиновые и пластиковые рукава и трубки. Измерение гибкости и жесткости. Часть 1. Испытания на изгиб при температуре окружающей среды" ("Rubber and plastics hoses and tubing - Measurement of flexibility and stiffness - Part 1: Bending tests at ambient temperature", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан подкомитетом SC 1 "Рукава (резиновые и пластиковые)" технического комитета по стандартизации ISO/TC 45 "Каучук и резиновые изделия" Международной организации по стандартизации (ISO).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Предупреждение - Пользователи настоящего стандарта должны обладать навыками практической работы в лаборатории. Настоящий стандарт не предусматривает рассмотрение всех проблем безопасности, связанных с его применением. Пользователь настоящего стандарта несет ответственность за соблюдение техники безопасности, охрану здоровья, а также за соблюдение требований национального законодательства.
1 Область применения
Настоящий стандарт устанавливает три метода измерения гибкости резиновых и пластиковых рукавов и трубок (методы А1, В и С1), предусматривающие измерение деформации рукава или трубки, и два метода измерения жесткости (методы А2 и С2), предусматривающие измерение усилия, необходимого для изгиба рукава или трубки при определенном радиусе при температуре окружающей среды.
Методы А1 и А2 используют для испытания резиновых и пластиковых рукавов и трубок внутренним диаметром до 80 мм.
Метод А1 позволяет определять гибкость рукава или трубки при измерении уменьшения наружного диаметра при сжатии между двумя пластинами.
Метод А2 позволяет измерять усилие, необходимое для достижения определенного радиуса изгиба при сжатии рукава или трубки между двумя пластинами. Испытание можно проводить при определенном внутреннем давлении.
Метод В используют для испытания резиновых и пластиковых рукавов и трубок внутренним диаметром до 100 мм; метод позволяет оценить поведение рукавов и трубок при изгибе вокруг оправки. Диаметр используемой оправки принимают за минимальный радиус изгиба рукава или трубки. Поскольку это значение определяется уменьшением наружного диаметра, его можно использовать в качестве меры гибкости рукава или трубки. Испытуемый рукав или трубка могут быть не под давлением, под давлением или под вакуумом и, при необходимости, их можно изгибать в сторону кривизны или против нее, при наличии кривизны.
Методы С1 и С2 используют для испытания резиновых и пластиковых рукавов и трубок внутренним диаметром 100 мм и более.
Метод С1 позволяет определять гибкость рукава или трубки при минимальном радиусе изгиба.
Метод С2 позволяет определять жесткость рукава или трубки при минимальном радиусе изгиба.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты*:
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 4671, Rubber and plastics hoses and hose assemblies - Methods of measurement of the dimensions of hoses and the lengths of hose assemblies (Резиновые и пластиковые рукава и рукава в сборе. Методы измерения размеров рукавов и длин рукавов в сборе)
ISO 8330, Rubber and plastics hoses and hose assemblies - Vocabulary (Резиновые и пластиковые рукава и рукава в сборе. Словарь)
ISO 23529, Rubber - General procedures for preparing and conditioning test pieces for physical test methods (Резина. Общие процедуры приготовления и кондиционирования образцов для испытаний физических свойств)
3 Термины и определения
В настоящем стандарте применены термины с соответствующими определениями по ISO 8330, а также следующие термины с соответствующими определениями:
3.1 изгиб (bending): Формирование или принудительное придание чему-либо прямому кривизны или угловой формы при заданной температуре.
3.2 гибкость (flexibility): Легкость изгибания рукава без повреждения путем перегиба, сплющивания, разрушения или растрескивания.
Примечание - Например, рукав можно изгибать вокруг оправки.
3.3 жесткость (stiffness): Сопротивление рукава изгибу.
3.4 деформация рукава (hose deformation): Овальность, образовавшаяся при сжатии или изгибе рукава вокруг оправки.
Примечание - Деформацию рукава можно измерить по уменьшению наружного или внутреннего диаметра.
3.5 жесткость при изгибе (flexural stiffness): Мера сопротивления рукава изгибу.
3.6 динамометр (dynamometer): Прибор для измерения усилия.
4 Метод А1
4.1 Аппаратура
4.1.1 Аппарат, состоящий из неподвижной направляющей А и подвижной направляющей В, перемещающейся параллельно направляющей А на одной оси с ней [см. рисунок 1а)].
Усилие для достижения заданного радиуса изгиба измеряют, используя шкивы и грузы. Сопротивление трению должно быть минимальным (см. рисунок 2).
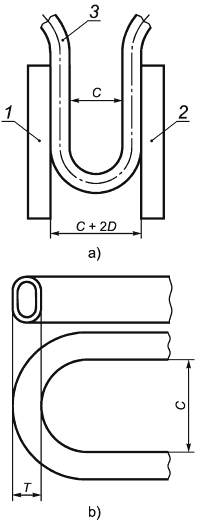
1 - направляющая А; 2 - направляющая В; 3 - испытуемый образец рукава
Рисунок 1 - Аппарат для испытания рукава на изгиб
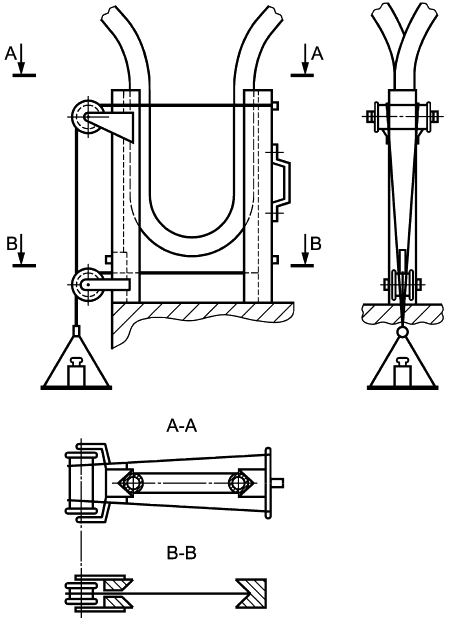
Рисунок 2 - Аппарат со шкивами и грузами
4.2 Испытуемые образцы рукава
4.2.1 Типы и размеры
Испытывают готовые рукава или образцы подходящей длины. Если длина готового рукава меньше требуемой, для испытания изготовляют образцы рукава необходимой длины.
4.2.2 Количество
Если нет других указаний, испытывают два образца рукава.
4.3 Кондиционирование
Испытания проводят не ранее чем через 24 ч после изготовления.
Для получения сопоставимых результатов испытания, по возможности, проводят через одинаковые интервалы времени после изготовления, которые определяют по ISO 23529.
Перед испытанием образцы рукава выдерживают не менее 16 ч при стандартной температуре и влажности в лаборатории (см. ISO 4671), время выдерживания (16 ч) можно включать в период после изготовления - 24 ч.
4.4 Температура проведения испытания
Испытание проводят при стандартных температуре и влажности в лаборатории по ISO 23529.
4.5 Проведение испытания
4.5.1 При необходимости прикладывают испытательное давление или вакуум в соответствии с требованиями спецификации на рукава.
4.5.2 Определяют средний наружный диаметр рукава D измерительным прибором по ISO 4671.
4.5.3 Наносят две параллельные диаметрально противоположные линии по всей длине рукава. Если рукав имеет естественный изгиб, одна из линий должна быть на внешней стороне изгиба. На каждой линии отмечают расстояние 1,6С+2D или 200 мм в зависимости оттого, что больше, где С - в два раза превышает минимальный радиус изгиба, указанный в спецификации на продукцию. Отмеченные расстояния должны быть расположены прямо противоположно. Это обеспечивает достаточную длину образца для испытания на изгиб и надежное закрепление рукава.
4.5.4 Разводят направляющие А и В на расстояние чуть меньше, чем 1,6С+2D. Помещают рукав между направляющими таким образом, чтобы концы отмеченных расстояний были параллельны концам направляющих и оставались в этом положении при смыкании направляющих до расстояния С+2D (см. рисунок 1).
4.5.5 Проверяют, чтобы рукав с каждой стороны удерживался по длине не менее D.
4.5.6 Определяют минимальный наружный размер Т в месте изгиба рукава [см. рисунок 1b)].
4.6 Обработка результатов
Вычисляют значение T/D, используя полученные среднеарифметические значения. Сравнивают результат со значением допустимой деформации, приведенной в спецификации на продукцию.
4.7 Протокол испытания
Протокол испытания должен содержать:
a) обозначение настоящего стандарта;
b) использованный метод;
c) полное описание испытуемого рукава или трубки и обозначение спецификации, в которой изложены требования к продукции;
d) температуру проведения испытания;
e) испытательное давление или вакуум (при необходимости);
f) отметки о любом(ых) резком(их) изменении(ях) сечения рукава или неправильности кривизны, вызванной перегибом;
g) значения D, T и T/D;
h) информацию о соответствии значения T/D допустимым пределам деформации;
i) дату проведения испытания.
5 Метод А2
5.1 Аппаратура
5.1.1 Аппарат, состоящий из неподвижной направляющей А и подвижной направляющей В, перемещающейся параллельно направляющей А на одной оси с ней и присоединенной к ряду шкивов и грузов, как показано на рисунке 2. Сопротивление трению должно быть минимальным.
5.2 Испытуемые образцы рукава
5.2.1 Типы и размеры
Испытывают готовые рукава или образцы подходящей длины. Если длина готового рукава меньше требуемой, для испытания изготовляют образцы рукава необходимой длины.
5.2.2 Количество
Если нет других указаний, испытывают два образца рукава.
5.3 Кондиционирование образцов
Испытания проводят не ранее чем через 24 ч после изготовления.
Для получения сопоставимых результатов испытания, по возможности, проводят через одинаковые интервалы времени после изготовления, которые определяют по ISO 23529.
Перед испытанием образцы рукава выдерживают не менее 16 ч при стандартной температуре и влажности в лаборатории (см. ISO 4671), время выдерживания (16 ч) можно включать в период после изготовления - 24 ч.
5.4 Температура проведения испытания
Испытание проводят при стандартной температуре и влажности в лаборатории по ISO 23529.
5.5 Проведение испытания
5.5.1 При необходимости прикладывают испытательное давление или вакуум в соответствии с требованиями спецификации на продукцию.
5.5.2 Наносят две параллельные диаметрально противоположные линии по всей длине рукава. Если рукав имеет естественный изгиб, одна из линий должна быть на внешней стороне изгиба. На каждой линии отмечают расстояние 1,6С+2D или 200 мм в зависимости оттого, что больше, где С - в два раза превышает минимальный радиус изгиба, указанный в спецификации на продукцию. Отмеченные расстояния должны быть расположены прямо противоположно. Это обеспечивает достаточную длину образца для испытания на изгиб и надежное закрепление рукава.
5.5.3 Разводят направляющие А и В на расстояние чуть меньше, чем 1,6С+2D. Помещают рукав между направляющими таким образом, чтобы концы отмеченных расстояний были параллельны концам направляющих и оставались в этом положении при смыкании направляющих до расстояния С+2D при добавлении грузов до достижения минимального наружного размера Т в месте изгиба рукава (см. рисунок 1).
5.5.4 Проверяют, чтобы рукав с каждой стороны удерживался по длине не менее D.
5.5.5 Определяют минимальный наружный размер Т в месте изгиба рукава и регистрируют массу добавленных грузов (кг), использованных для достижения такого положения [см. рисунок 1а)].
5.6 Протокол испытания
Протокол испытания должен содержать:
a) обозначение настоящего стандарта;
b) использованный метод;
c) полное описание испытуемого рукава или трубки и обозначение спецификации, в которой изложены требования к продукции;
d) температуру проведения испытания;
e) испытательное давление или вакуум (при необходимости);
f) значение Т и усилие (т.е. массу добавленных грузов (кг), потребовавшихся для достижения заданного радиуса изгиба);
g) дату проведения испытания.
6 Метод В
6.1 Аппаратура
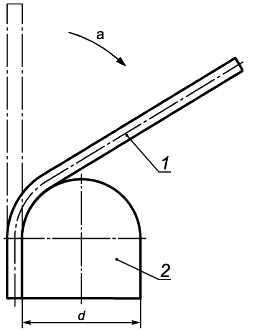
6.1.1 Оправка наружным диаметром, равным удвоенному минимальному радиусу изгиба рукава, или шаблон с дугой не менее 180°, как показано на рисунке 3. Если минимальный радиус изгиба не установлен, наружный диаметр оправки или шаблона должен в 12 раз превышать внутренний диаметр рукава. Используют дополнительные оправки наружным диаметром меньше диаметра исходной выбранной оправки.
_______________
Направление изгиба.
1 - образец рукава; 2 - оправка или шаблон; d - диаметр оправки или шаблона
Рисунок 3 - Аппарат для испытания с использованием оправки или шаблона
6.2 Испытуемые образцы рукава
Из рукава вырезают образец длиной, достаточной для закрепления концов образца в зажимах и чтобы оставшуюся часть можно было изогнуть вокруг оправки. При испытании под давлением или вакуумом длина образца должна позволять присоединение концевой арматуры.
6.3 Температура проведения испытания
Испытание проводят при стандартной температуре и влажности в лаборатории по ISO 23529.
6.4 Проведение испытания
6.4.1 Измеряют наружный диаметр рукава или рукава в сборе (при испытании образца под давлением или вакуумом) по ISO 4671.
6.4.2 Изгибают рукав или рукав в сборе вокруг оправки (выбранной, как указано в 6.1), начиная с оправки большего диаметра в порядке его уменьшения до достижения уменьшения наружного диаметра на 20%. Если рукав в сборе имеет естественную кривизну, испытание проводят в направлении естественной кривизны. Регистрируют наружный диаметр оправки, при использовании которой произошло уменьшение наружного диаметра рукава. Можно использовать другое значение относительного уменьшения наружного диаметра рукава.
6.4.3 При необходимости повторяют процедуру по 6.4.2 в направлении, противоположном естественной кривизне рукава.
6.5 Протокол испытания
Протокол испытания должен содержать:
a) обозначение настоящего стандарта;
b) полное описание рукава и его происхождение;
c) размеры испытуемого образца рукава;
d) испытательное давление, при необходимости;
e) диаметр оправки, при использовании которой наружный диаметр уменьшился на 20% (или другое значение относительного уменьшения наружного диаметра);
f) минимальный радиус изгиба рукава при проведении испытания;
g) дату проведения испытания.
7 Метод С1
7.1 Аппаратура
7.1.1 Используют аппарат, приведенный на рисунке 4. Испытуемый образец рукава помещают на три опорных тележки, расположенные под концами образца рукава и его серединой. Конструкция тележек должна позволять им свободно перемещаться при изгибе рукава.
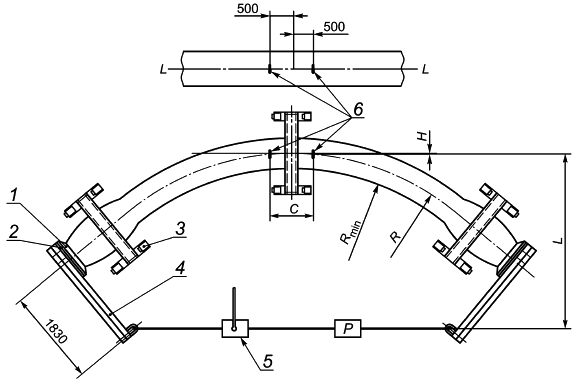
1 - фланец рукава; 2 - испытательная пластина; 3 - тележка для перемещения рукава; 4 - брус для изгиба рукава; 5 - натяжное устройство; 6 - контрольные отметки; С - хорда дуги изгиба; Н - смещение; L - плечо силы; Р - натяжение троса/значение нагрузки, регистрируемое динамометром; R - радиус изгиба рукава по центральной линии; - минимальный радиус изгиба
Рисунок 4 - Метод определения жесткости при изгибе
Концы образца рукава соединяют натяжным устройством, изгибающим рукав до минимального радиуса изгиба.
7.2 Испытуемые образцы рукава
Испытание проводят на готовом рукаве.
7.3 Температура проведения испытания
Испытание проводят при стандартной температуре и влажности в лаборатории по ISO 23529.
7.4 Проведение испытания
Испытание на изгиб проводят, как показано на рисунке 4, на ненагруженном рукаве или, при необходимости, на рукаве под давлением. Изгибают рукав до минимального радиуса изгиба. Испытание повторяют пять раз. После завершения испытания при возвращении в прямое положение не должно быть остаточной деформации, такой как перегиб или овальность.
7.5 Протокол испытания
Протокол испытания должен содержать:
a) обозначение настоящего стандарта;
b) полное описание рукава и его происхождение;
c) размеры испытуемого образца рукава;
d) испытательное давление, при необходимости;
e) радиус изгиба рукава, при котором проводили испытание;
f) минимальный радиус изгиба рукава, при необходимости;
g) результаты визуального осмотра, например наличие изгибов или овальности при возвращении образца в прямое положение;
h) дату проведения испытания.
8 Метод С2
8.1 Аппаратура
Используют аппаратуру по 7.1.
8.2 Испытуемые образцы рукава
Испытание проводят на готовом рукаве.
8.3 Температура проведения испытания
Каждый испытуемый образец с открытыми концами кондиционируют в течение 48 ч при температуре 15°С-25°С.
Для испытания при температурах от 5°С до 14°С и от 26°С до 35°С перед кондиционированием закрывают концы рукава.
8.4 Проведение испытания
На центральной линии по центру прямого ненагруженного испытуемого рукава отмечают длину 1 м, как показано на рисунке 4. Перед кондиционированием закрывают концы рукава.
Изгибают образец рукава до минимального радиуса изгиба, затем возвращают в исходное положение в ненагруженном состоянии. Каждый цикл (изгиб) должен длиться не менее 10 мин, время релаксации между каждым циклом должно быть не более 5 мин. В системе роликов опорных тележек рукава трение должно практически отсутствовать, чтобы ошибка из-за трения была незначительной. Повторяют процедуру от четырех до семи раз, следя за тем, чтобы форма дуги изгиба была по возможности ближе к форме используемой дуги изгиба.
Усилие натяжения между двумя последними приложениями нагрузки (регистрируемое динамометром через 5 мин после приложения нагрузки) не должно отличаться более чем на 225,6 Н (23 кг). Если усилие отличается, продолжают испытание до седьмого цикла и регистрируют нагрузку Р.
Регистрируют размеры L, С и Н, показанные на рисунке 4, после последнего приложения нагрузки и используют для вычисления жесткости при изгибе. Длина хорды С, измеренная между контрольными метками, должна быть не более 1,0 м.
8.5 Вычисление
Вычисляют жесткость при изгибе ЕI по формуле
![]() , (1)
, (1)
где
![]() (2)
(2)
и
![]() , (3)
, (3)
где M - изгибающий момент в центре рукава, кг/м;
P - значение нагрузки, регистрируемое динамометром (натяжение троса), кг;
L - плечо силы, м;
R - минимальный радиус изгиба в центре рукава, м;
C - хорда дуги изгиба, м;
H - смещение, м.
8.6 Протокол испытания
Протокол испытания должен содержать:
a) обозначение настоящего стандарта;
b) полное описание рукава и его происхождение;
c) размеры испытуемого образца рукава;
d) испытательное давление, при необходимости;
e) радиус изгиба рукава, при котором проводили испытание;
f) минимальный радиус изгиба рукава, при необходимости;
g) значение жесткости при изгибе EI;
h) дату проведения испытания.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов ссылочным межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 4671 | IDT | ГОСТ ISO 4671-2013 "Рукава резиновые или пластиковые и рукава в сборе. Методы измерения размеров рукавов и длин рукавов в сборе" |
ISO 8330 | - | * |
ISO 23529 | IDT | ГОСТ ISO 23529-2013 "Резина. Общие методы приготовления и кондиционирования образцов для определения физических свойств" |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык международного стандарта ISO 8330. | ||
УДК 678.06:620.174:006.354 | МКС 23.040.70 | IDT | |
Ключевые слова: резиновые рукава и трубки, пластиковые рукава и трубки, измерение гибкости и жесткости, испытание на изгиб, температура окружающей среды | |||
Электронный текст документа
и сверен по:
, 2016
{kind=link}