ГОСТ Р 53366-2009
(ИСО 11960:2004)
Группа В62
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ СТАЛЬНЫЕ, ПРИМЕНЯЕМЫЕ В КАЧЕСТВЕ ОБСАДНЫХ ИЛИ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ ДЛЯ СКВАЖИН В НЕФТЯНОЙ И ГАЗОВОЙ ПРОМЫШЛЕННОСТИ
Общие технические условия
Steel pipes for use as casing or tubing for wells in petroleum and natural gas industries. General specifications
ОКС 23.040.10
ОКП 13 2100
13 2700
Дата введения 2010-03-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Подкомитетом ПК7 "Трубы нарезные нефтяного сортамента" Технического комитета по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны" на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 16 июля 2009 г. N 252-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 11960:2004* "Нефтяная и газовая промышленность. Трубы стальные, применяемые в качестве обсадных или насосно-компрессорных труб для скважин" (ISO 11960:2004 "Petroleum and natural gas industries - Steel pipes for use as casing or tubing for wells") путем:
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
- изменения отдельных слов (фраз, абзацев, значений показателей, обозначений), выделенных в тексте настоящего стандарта курсивом*;
_______________
* Обозначения и номера стандартов в разделе "Введение" и таблице Н.1 приложения Н в бумажном оригинале приводятся обычным шрифтом, остальные по тексту документа выделены курсивом. - .
- внесения дополнительных слов (фраз, значений показателей, обозначений), выделенных в тексте настоящего стандарта курсивом;
- внесения дополнительных структурных элементов (пунктов, подпунктов, абзацев, таблиц и рисунков), выделенных в тексте настоящего стандарта курсивом и вертикальной линией, расположенной слева от текста;
- изменения структуры. Сравнение структуры настоящего стандарта со структурой указанного международного стандарта приведено в дополнительном приложении I
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие Приказом Росстандарта от 12.12.2014 N 1979-ст c 01.03.2015
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 4, 2015 год
ВНЕСЕНА поправка, опубликованная в ИУС N 2, 2016 год
Поправка внесена изготовителем базы данных
Введение
Настоящий стандарт модифицирован по отношению к международному стандарту ИСО 11960:2004 "Нефтяная и газовая промышленность. Стальные трубы, применяемые в качестве обсадных или насосно-компрессорных труб для скважин" в связи с необходимостью дополнения размеров, типов резьбовых соединений и групп прочности обсадных и насосно-компрессорных труб, широко применяемых в российской нефтяной и газовой промышленности.
В настоящем стандарте учтены особенности изложения национальных стандартов (в соответствии с ГОСТ Р 1.5-2004). Модификация настоящего стандарта по отношению к международному стандарту заключается в следующем:
- исключены резьбовые соединения Экстрим-лайн и Интеграл-джойнт, не применяемые в российской промышленности, и связанные с ними показатели, слова, фразы, положения, таблицы С.26 и С.28, рисунки D.7, D.8, D.26, раздел А.5 и подраздел А.10.4;
- исключены значения показателей, выраженные в американской системе единиц, которые нецелесообразно применять в национальной стандартизации, и соответствующие приложения Е и G;
- условные обозначения размеров изделий Ряд 1 и Ряд 2 заменены соответствующими значениями наружных диаметров и толщин стенок, исключены соответствующие термины "Ряд 1 (label 1)", "Ряд 2 (label 2)";
- исключены ссылки на стандарты АПИ, с сохранением ссылок на аналогичные стандарты ИСО;
- исключены пункты 11.1.6 и 11.1.9, касающиеся особенностей маркировки в переходный период одновременного действия двух редакций ИСО 11960;
- исключены положения, связанные с лицензированием, проводимым Американским нефтяным институтом, и соответствующие таблица С.81, рисунок D.23 и приложение F;
- исключены таблицы С.70, С.73-С.76 и рисунок D.22, относящиеся к дополнительным требованиям и полностью дублирующие таблицы С.9, С.10, С.21-С.23 и рисунок D.13, относящиеся к основным требованиям;
- раздел 2 исключен;
- раздел 4 разделен на два самостоятельных раздела, что обусловлено большим объемом раздела и допускается ГОСТ Р 1.5-2004;
- наименования применяемых терминов заменены (при наличии) принятыми в национальной стандартизации;
- исключен термин "длина (length)" с определением, не соответствующим принятому в национальной стандартизации, с заменой термина по тексту стандарта соответствующими по смыслу терминами "труба" или "изделие";
- ссылка на стандарт АПИ Спес 5В заменена ссылкой на гармонизированный стандарт ГОСТ Р 51906-2002, исключен соответствующий термин "резьбы АРИ (API thread)";
- размеры обсадных труб дополнены наружными диаметрами: 101,60; 146,10; 250,80; 323,90; 351,00; 377,00; 426,00 мм с соответствующими толщинами стенок, размеры насосно-компрессорных труб - толщинами стенок, широко применяемыми в национальной промышленности (по ГОСТ 632-80, ГОСТ 633-80 и техническим условиям), и связанными с ними показателями, словами, фразами и положениями;
- внесены дополнительные типы резьбовых соединений ОТТМ, ОТТГ, НКТ, НКТВ и НКМ (аналогичные соединениям по ГОСТ 632-80 и ГОСТ 633-80), широко применяемые в национальной промышленности, и связанные с ними обозначения, показатели, слова, фразы, положения, таблицы и рисунки;
- внесены дополнительные группы прочности К72 и Q135 (аналогичные группам прочности К и Р по ГОСТ 632-80 и ГОСТ 633-80), широко применяемые в национальной промышленности и связанные с ними показатели, слова, фразы и положения;
- изменены максимальные значения предела прочности и предела текучести для группы прочности С95, учитывающие сложившуюся национальную практику и не ухудшающие свойства изделий из этой группы прочности;
- соответствие групп прочности настоящего стандарта, ИСО 11960:2004, ГОСТ 632-80 и ГОСТ 633-80 приведено в приложении Н;
- сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта приведено в приложении I.
Область применения настоящего стандарта охватывает все группы прочности, размеры труб и резьбовые соединения (кроме ТБО), предусмотренные ГОСТ 632-80 и ГОСТ 633-80.
Помимо обсадных и насосно-компрессорных труб, настоящий стандарт распространяется на укороченные трубы с резьбой, трубы без резьбы, трубы без резьбы для потайных обсадных колонн, трубные заготовки для муфт и соединительных деталей. Допускается изготовление труб с резьбовыми соединениями, не предусмотренными настоящим стандартом.
Базовый уровень требований настоящего стандарта PSL-1 сопоставим с уровнем требований исполнения А ГОСТ 632-80 и ГОСТ 633-80. Более высокие уровни требований PSL-2, PSL-3 и дополнительные требования настоящего стандарта позволяют учесть различные условия эксплуатации труб, в том числе эксплуатацию при низких температурах, в морской атмосфере и сероводородосодержащих средах.
Регламентирование в настоящем стандарте процессов производства, обработки и отделки, испытаний и контроля, обеспечивает получение необходимых свойств изделий и их соответствие заданному уровню требований.
1 Область применения
1.1 Настоящий стандарт распространяется на стальные трубы (обсадные и насосно-компрессорные трубы, трубы без резьбы, трубы без резьбы для потайных колонн, укороченные трубы, переводники), муфты, трубные заготовки для муфт, заготовки для соединительных деталей, изготавливаемые по трем уровням требований к продукции PSL-1, PSL-2 и PSL-3. Основными для настоящего стандарта являются требования PSL-1. Требования, устанавливаемые уровнями технических требований PSL-2 и PSL-3 к изделиям всех групп прочности, кроме Н40 и L80 тип 9Cr, приведены в приложении Е.
Для труб, на которые распространяется настоящий стандарт, размеры, масса, группы прочности, применяемая отделка концов и группы длин приведены в таблицах С.1-С.3 и С.30.
По согласованию между потребителем и изготовителем настоящий стандарт может быть применим к трубам других наружных диаметров и с другой толщиной стенки.
Настоящий стандарт применим к трубам для следующих типов резьбовых соединений:
а) по ГОСТ Р 51906:
- обсадным трубам для соединения SC с короткой закругленной треугольной резьбой;
- обсадным трубам для соединения LC с удлиненной закругленной треугольной резьбой;
- обсадным трубам для упорного соединения ВС с трапецеидальной резьбой;
- насосно-компрессорным трубам для соединения NU с закругленной треугольной резьбой;
- насосно-компрессорным трубам с высаженными наружу концами для соединения EU с закругленной треугольной резьбой;
b) по ГОСТ Р 53365: - насосно-компрессорным трубам для соединения НКМ с трапецеидальной резьбой и узлом уплотнения "металл-металл". |
Примечание - Дополнительные типы резьбовых соединений введены с целью учета соединений, широко применяемых в российской промышленности.
Для указанных типов резьбовых соединений настоящий стандарт устанавливает технические требования к муфтам, заготовкам для соединительных деталей и требования к защите резьбы. Дополнительные требования, которые по выбору потребителя могут быть согласованы для соединения LC с повышенной герметичностью, приведены в А.10 SR22 приложения А.
Настоящий стандарт может быть применим к трубным изделиям с резьбовыми соединениями, не предусмотренными настоящим стандартом.
(Измененная редакция, Изм. N 1).
1.2 Четыре класса продукции, на которые распространяется настоящий стандарт, включают следующие группы прочности:
- класс 1 - группы прочности Н40, J55, K55, К72, N80 тип 1 и N80 тип Q;
- класс 2 - группы прочности М65, С90 тип 1, С90 тип 2, R95, L80 тип 1, L80 тип 9Cr, L80 тип 13Cr, T95 тип 1 и Т95 тип 2;
- класс 3 - группу прочности Р110;
- класс 4 - группы прочности Q125 тип 1, Q125 тип 2, Q125 тип 3, Q125 тип 4 и Q135.
Примечание - Дополнительные группы прочности К72 и Q135 введены с целью учета групп прочности, широко применяемых в российской промышленности.
(Измененная редакция, Изм. N 1).
1.3 Обсадные трубы наружным диаметром более 114,30 мм, но менее 273,05 мм могут быть заказаны потребителем для применения в качестве насосно-компрессорных труб (таблицы С.1 и С.30, приложение С).
1.4 В приложении А приведены дополнительные требования, касающиеся неразрушающего контроля муфтовых заготовок, электросварных труб, испытаний на ударный изгиб, испытаний на стойкость к сульфидному растрескиванию под напряжением, муфт с уплотнительными кольцами и документов о качестве, которые могут быть согласованы между потребителем и изготовителем.
1.5 Настоящий стандарт не устанавливает требований к резьбе.
Примечание - Требования к размерам резьбы и резьбовых калибров, к практике измерения калибрами, к калиброванию и методам контроля резьбы приведены в соответствующих стандартах на резьбовые соединения.
2 Нормативные ссылки*
________________
* Использование для метода испытаний одновременной ссылки на два стандарта означает, что такие стандарты взаимозаменяемы по своим требованиям.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты: |
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
(Измененная редакция, Изм. N 1).
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 16504, ГОСТ 28548, ГОСТ ISO 9000, [1] и [2], а также следующие термины с соответствующими определениями:
(Измененная редакция, Изм. N 1).
3.1 анализ плавки (heat analysis): Результат химического анализа плавки по данным изготовителя металла.
3.2 бесшовная труба (seamless pipe): Трубное изделие из деформированной стали, изготовленное без сварного шва.
Примечание - Бесшовные трубы изготовляют способом горячей деформации, при необходимости, с последующей холодной деформацией или термообработкой, или их сочетанием, обеспечивающим получение требуемых формы, размеров и свойств.
3.3 вагонный груз (carload): Определенное количество труб, погруженных изготовителем в железнодорожный вагон для дальнейшей поставки.
3.4 верхняя критическая температура (upper critical temperature
): Температура начала превращения аустенита в феррит при охлаждении.
3.5 выборка от контрольной партии (inspection lot sample): Одна или более единиц продукции, отобранных от партии и представляющих ее.
3.6 высаженный конец (upset, upset end): Участок на конце трубы, полученный способом горячего прессования, с повышенной толщиной стенки и наружным и/или внутренним диаметром, отличающимся от тела трубы. Высаженный наружу конец имеет наружный диаметр, превышающий наружный диаметр тела трубы. |
Примечание - Термин введен с целью уточнения понятия и отличия от термина 3.7.
3.7 высадка (upset): Технологическая операция выполнения высаженного конца трубы. |
Примечание - Термин введен с целью уточнения понятия процесса.
3.8 дефект (defect): Несовершенство, имеющее размер, достаточный для отбраковки изделия на основании критериев, установленных настоящим стандартом.
3.9 заготовка для укороченных труб (pup-joint material): Обсадная или насосно-компрессорная труба, труба для потайных обсадных колонн, непрерывнолитая заготовка или горячекатаная непрерывнолитая заготовка, используемая для изготовления укороченной трубы.
3.10 (Исключен, Изм. N 1).
3.11 потребитель (consumer): Сторона, несущая ответственность за определение требований при заказе изделия и оплату заказа.
3.12 закалочная трещина (quench crack): Трещина в стали, вызванная напряжениями, возникающими при превращении аустенита в мартенсит.
Примечание - Превращение аустенита в мартенсит сопровождается увеличением объема.
3.13 иерархия образцов для испытания (hierarchy of test specimen): Расположение вариантов ориентации и размеров образцов в порядке от высшей ступени к низшей в соответствии с приоритетностью применения для испытания. |
Примечание - Термин введен с целью уточнения понятия.
3.14 изготовитель (manufacturer): В зависимости от контекста - трубное предприятие, обработчик изделий, нарезчик резьбы, изготовитель муфт или укороченных труб, изготовитель соединительных деталей.
3.15 исходная заготовка для соединительных деталей (initial accessory material): Бесшовная обсадная или насосно-компрессорная труба, бесшовная толстостенная труба, бесшовная механически обработанная труба, непрерывнолитая заготовка, горячекатаная непрерывнолитая заготовка или горячекованая поковка, используемая для изготовления заготовки для соединительных деталей.
3.16 контролируемое охлаждение (controlled cooling): Охлаждение от повышенной температуры предварительно установленным способом для предотвращения нежелательного упрочнения, растрескивания, внутренних напряжений или получения необходимой микроструктуры или механических свойств.
3.17 контрольная партия, партия (inspection lot, lot): Определенное количество продукции, изготовленное в условиях, считающихся одинаковыми по определенному показателю.
3.18 линейное несовершенство (linear imperfection): Несовершенство, длина которого значительно превышает его ширину, такое как плена, закаты, трещина, задир, подрез, царапина и др.
3.19 локальная термическая обработка (local heat treatment): Нормализация сварного соединения электросварных труб, предназначенная для снятия напряжений и выравнивания структуры зоны термического влияния после сварки. |
Примечание - Термин введен с целью уточнения понятия процесса.
3.20 муфта (coupling): Цилиндр с внутренней резьбой для соединения двух труб с резьбовыми концами.
3.21 муфтовая заготовка (coupling blank): Заготовка для муфт без резьбы, используемая для изготовления одной муфты.
3.22 насосно-компрессорная труба (tubing): Труба, размещаемая в скважине и служащая для подъема продукции скважины или нагнетания рабочей среды.
3.23 нарезчик резьбы (threader): Предприятие, эксплуатирующее оборудование, предназначенное для нарезания резьбы, и имеющее необходимые средства для контроля резьбы. |
Примечание - Термин введен с целью уточнения понятия.
3.24 нелинейное несовершенство (non-linear imperfection): Несовершенство, длина которого соизмерима с его шириной, такое как раковина, вмятина со скругленным (плоским) дном и другие.
3.25 несовершенство (imperfection): Несплошность стенки или поверхности изделия, которая может быть выявлена визуальным контролем и/или методами неразрушающего контроля, указанными в таблице С.70 настоящего стандарта (приложение С).
3.26 обработчик (processor): Предприятие, эксплуатирующее оборудование, предназначенное для термообработки труб, изготовленных трубным предприятием.
3.27 обсадная труба (casing): Труба, опускаемая с поверхности для крепления стенок буровой скважины.
3.28 плавка (heat): Металл, полученный за один цикл процесса выплавки.
3.29 прерванная закалка (interrupted quenching): Закалка, при которой труба удаляется из закалочной среды при температуре, существенно превышающей температуру закалочной среды.
3.30 приемка, контроль (inspection): Процесс измерения, изучения, испытания или сравнения единицы продукции с установленными требованиями.
3.31 продукция, изделие (product): Труба, муфта, заготовка для соединительных деталей, трубная заготовка для муфт и муфтовая заготовка по отдельности и в совокупности.
3.32 размер контрольной партии (inspection lot size): Количество единиц продукции в контрольной партии.
3.33 резьбовая предохранительная деталь (thread protector): Элемент (колпак, кольцо, вставка, ниппель), служащий для защиты резьбы и уплотнений при хранении, транспортировании и погрузочно-разгрузочных работах.
3.34 рулонный прокат (skelp): Горячекатаная стальная полоса, используемая для производства электросварных труб.
3.35 свинчивание вручную (handling tight): Достаточное свинчивание, при котором муфта не может быть развинчена без применения ключа.
3.36 соединение (connection): Резьбовое соединение трубных компонентов.
3.37 соединительные детали для обсадных и насосно-компрессорных труб (casing and tubing accessory): Отдельные трубные элементы (переходники, воронки, ниппели, предохранительные муфты и пр.), используемые для обеспечения конструкционной целостности и герметичности трубных колонн и удобства выполнения каких-либо других функций.
Примечание - К соединительным деталям не относятся муфты, на которые распространяется настоящий стандарт.
3.38 специальная отделка концов (special end finish): Резьбовое соединение с формой профиля и размерами, не предусмотренными настоящим стандартом.
(Измененная редакция, Изм. N 1).
3.39 труба (pipe): Общее наименование обсадной, насосно-компрессорной трубы, трубы для потайных обсадных колонн, трубы без резьбы, переводника и укороченной трубы.
(Измененная редакция, Изм. N 1).
3.40 труба без резьбы для потайных обсадных колонн (plain-end casing for liner): Труба без резьбы, имеющая толщину стенки, превышающую указанную для обсадных труб группы прочности J55.
3.41 трубная заготовка для муфт (coupling stock): Бесшовная толстостенная труба или бесшовная механически обработанная труба, используемая для изготовления нескольких муфтовых заготовок.
3.42 трубное предприятие (pipe mill): Предприятие, эксплуатирующее оборудование для изготовления труб.
3.43 укороченная труба (pup-joint): Обсадная, насосно-компрессорная труба или труба для потайных обсадных колонн длиной менее предусмотренной для группы длин 1 в таблице С.30.
3.44 электросварная труба (electric-welded pipe): Труба с одним продольным швом, полученным электросваркой сопротивлением или индукционной сваркой, без добавления присадочного металла, в процессе которой свариваемые кромки механически сжимаются, а тепло для сварки выделяется за счет сопротивления протеканию электрического тока.
3.45 переводник (crossover): Обсадная или насосно-компрессорная труба, в том числе укороченная труба, концы которой имеют одинаковые заданные размеры, но резьбовые соединения разного типа. Примечание - Термин введен с целью уточнения отличия переводника от обсадной или насосно-компрессорной трубы, концы которой имеют одинаковые резьбовые соединения одного типа. |
Пункт 3.45 (Введен дополнительно, Изм. N 1).
4 Обозначения и сокращения
В настоящем стандарте применены следующие обозначения и сокращения: AM - заготовка для соединительных деталей; ВС - тип упорного соединения обсадных труб с трапецеидальной резьбой; С - специальная муфта (кроме ссылок на химический элемент углерод); CS - трубная заготовка для муфт; EU - тип соединения насосно-компрессорных труб с высаженными наружу концами с закругленной треугольной резьбой; EW - процесс изготовления электросварных труб; HBW - твердость по Бринеллю при внедрении шарика из карбида вольфрама; HRC - твердость по шкале С Роквелла при внедрении алмазного конусного наконечника; LC - тип соединения обсадных труб с удлиненной закругленной треугольной резьбой; N - нормализация; NT - нормализация и отпуск; NU - тип соединения насосно-компрессорных труб с треугольной резьбой; |
NW - локальная нормализация сварного соединения; |
РЕ - трубы без резьбы с высадкой и без высадки; PSL - уровень требований к продукции; QT - закалка и отпуск; R1, R2, R3 - группы длин; RC - обычная муфта; RCC - обычная муфта со специальной фаской; S - процесс изготовления бесшовных труб (кроме ссылок на химический элемент серу); SCC - специальная муфта со специальной фаской; SR - дополнительное требование; SSC - сульфидное коррозионное растрескивание под напряжением; SC - тип соединения обсадных труб с короткой закругленной треугольной резьбой; |
ИСО - Международная организация по стандартизации; |
(Измененная редакция, Изм. N 1).
5 Информация, предоставляемая потребителем
5.1 Обсадные трубы
5.1.1 При запросе или оформлении заказа на трубы, изготовляемые по настоящему стандарту, потребитель должен указать в заказе следующие сведения, в соответствии с приведенными ссылками:
1) стандарт | ГОСТ Р 53366 (ИСО 11960) | |
2) количество | ||
3) вид изделия: | ||
а) обсадные трубы: | ||
- без резьбы | 8.12.1, таблица С.1 | |
- с резьбой для соединений типа SC, LC, ВС, ОТТМ, ОТТГ | 8.12.2, таблица С.1 | |
- с муфтами или без муфт | 8.12.2 | |
- со специальными муфтами (если предусмотрены) | 8.12.2, 9.8, таблица С.25 | |
b) трубы без резьбы для потайных обсадных колонн | 8.12.1, таблица С.2 | |
с) переводники для обсадных колонн: | ||
- типы соединения концов | 8.12.2, 8.12.8, таблица С.1 | |
- с муфтами или без муфт | 8.12.2 | |
- со специальными муфтами, если предусмотрено | 8.12.2, 9.8, таблица С.25 | |
|
| |
5) заданную толщину стенки | таблицы С.1 и С.2 | |
6) группу прочности и тип (если предусмотрен) | таблицы С.1, С.2, С.5 | |
7) группу длин или длину укороченных труб и переводников | 8.6, таблица С.30 | |
8) способ производства труб (бесшовные или электросварные) | 6.1, таблица С.4 | |
9) дату поставки и указания по отгрузке | раздел 12 | |
10) необходимость инспекции, проводимой потребителем | приложение В |
(Измененная редакция, Изм. N 1).
5.1.2 Следующие требования, если они предусмотрены, в соответствии с приведенными ссылками, потребитель может указать в заказе на поставку:
1) вид термообработки | 6.2, таблица С.4 | |
2) содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб | 7.3.1 | |
3) пониженная температура испытания на ударный изгиб | 7.3.7 | |
4) испытание на ударный изгиб для групп прочности N80 тип Q, класса 2 (кроме М65) и Р110 | 7.5.6, А.9 SR16 | |
5) поставка стыкованных труб | 8.7 | |
6) контроль альтернативной оправкой | 8.10 | |
7) поставка труб с ненавинченными муфтами | 8.14 | |
8) свинчивание с муфтами вручную | 8.14 | |
9) альтернативная группа прочности или режим термообработки муфт | 9.2 | |
10) поставка муфт с уплотнительными кольцами | 9.11, A.7 SR13 | |
11) поставка муфт со специальной фаской | 9.8, 9.12 | |
12) анализ плавки и дополнительные анализы | 10.3 | |
13) дополнительная маркировка | раздел 11 | |
14) нанесение покрытия | 12.1 | |
15) документ о качестве | 13.2, A.8 SR15 | |
16) уровень требований к продукции PSL-2 или PSL-3 | приложение Е |
5.1.3 Следующие требования, в соответствии с приведенными ссылками, могут быть согласованы между потребителем и изготовителем:
1) электросварные трубы групп прочности Р110, Q125 и Q135 | 6.1, А.5 SR11 | |
2) холодная ротационная правка без последующего нагрева для групп прочности Q125 и Q135 | 6.3.5 | |
3) статистические испытания на ударный изгиб | 7.3.8, A.6 SR12 | |
4) альтернативный коэффициент F для статистических испытаний на ударный изгиб | A.6.2 SR12.2 | |
5) испытание на ударный изгиб нетермообработанных труб класса 1 | 7.5.1, А.9 SR16 | |
6) испытание на стойкость к сульфидному растрескиванию под напряжением для групп прочности С90, Т95 и L80 тип 1 | 7.14, A.11 SR23 | |
7) резьбовая и консервационная смазки | 8.14 | |
8) механическая обработка всей поверхности муфтовых заготовок для групп прочности Q125 и Q135 | 9.6, А.4 SR9 | |
9) поставка труб с комбинированными муфтами | 9.9 | |
10) поставка труб с переходными муфтами | 9.10 | |
11) отмена неразрушающего контроля муфт для класса 1, групп прочности Н40, J55, K55 и K72 | 9.14.3 | |
12) обработка поверхности резьбы для групп прочности Q125 и Q135 | 9.17 | |
13) образцы уменьшенного сечения для испытания на растяжение для групп прочности Q125 и Q135 | 10.4.6 | |
14) дополнительный контроль твердости для групп прочности М65 и L80 | 10.6.2 | |
15) дополнительный контроль твердости для групп прочности С90 и Т95 | 10.6.2 | |
16) испытательное гидростатическое давление для труб без резьбы | 10.12.2 | |
17) испытательное гидростатическое давление для труб с муфтами при свинчивании вручную | 10.12.2 | |
18) гидростатическое испытание труб без резьбы и укороченных труб для групп прочности Q125 и Q135 | 10.12.2 | |
19) гидростатическое испытание при альтернативном давлении | 10.12.3 | |
20) неразрушающий контроль | 10.15, A.2 SR1, А.3 SR2, А.5 SR11 | |
21) требования к маркировке | раздел 11 | |
22) предохранители резьбы | 12.2 | |
23) обсадные трубы для соединения LC с повышенной герметичностью | A.10 SR22 | |
24) специальные наружный диаметр и толщина стенки | 8.2 | |
25) специальная отделка концов труб, муфт и укороченных труб | 8.12.8, 9.13.2 | |
26) критическая толщина стенки муфт со специальной отделкой концов | 7.4.6 | |
27) альтернативные требования к прокаливаемости для изделий толщиной стенки 30 мм и более | 7.10.3 | |
28) поставка труб в другом интервале длин | 8.6 |
(Измененная редакция, Изм. N 1).
5.2 Насосно-компрессорные трубы
5.2.1 При запросе или оформлении заказа на трубы, изготовляемые в соответствии с настоящим стандартом, потребитель должен указать в заказе следующие сведения, в соответствии с приведенными ссылками:
1) стандарт | ГОСТ Р 53366 (ИСО 11960) | |
2) количество | ||
3) вид изделия: | ||
а) насосно-компрессорные трубы: | ||
- без резьбы | 8.12.1, таблица С.3 | |
- с резьбой для соединений NU, EU, НКТ, НКТВ, НКМ | 8.12.3, таблица С.3 | |
- с муфтами или без муфт | 8.12.3 | |
- со специальными муфтами, если применимы | 8.12.3, 9.8, таблица С.26 | |
- с муфтами со специальной фаской, если применимы | 9.8, таблица С.3 | |
б) переводники для насосно-компрессорных колонн: | ||
- типы соединения концов | 8.12.3, 8.12.8, таблица С.3 | |
- с муфтами или без муфт | 8.12.3 | |
- со специальными муфтами, если применимы | 8.12.3, 9.8, таблица С.26 | |
- с муфтами со специальной фаской, если применимы | 9.8, таблица С.3 | |
4) заданный наружный диаметр | таблица С.3 | |
5) заданную толщину стенки | таблица С.3 | |
6) группу прочности и тип (если применим) | таблицы С.3 и С.5 | |
7) группу длин или длину укороченных труб и переводников | 8.6, таблица С.30 | |
8) способ производства труб (бесшовные или электросварные) | 6.1, таблица С.4 | |
9) дату поставки и указания по отгрузке | раздел 12 | |
10) необходимость инспекции, проводимой потребителем | приложение В |
(Измененная редакция, Изм. N 1).
5.2.2 Следующие требования, если они предусмотрены, в соответствии с приведенными ссылками, потребитель может указать в заказе на поставку:
1) вид термообработки | 6.2, таблица С.4 | |
2) содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб | 7.3.1 | |
3) испытание на ударный изгиб для групп прочности N80 тип Q, класса 2 (кроме М65) и Р110 | 7.5.6, А.9 SR16 | |
4) длина высаженной части для соединения EU - стандартная или увеличенная | 8.11.6 | |
5) скругленные торцы труб для соединения EU | 8.12.4 | |
6) свинчивание с муфтами вручную | 8.14 | |
7) поставка труб с ненавинченными муфтами | 8.14 | |
8) альтернативная группа прочности или режим термообработки муфт | 9.2 | |
9) поставка муфт с уплотнительными кольцами | 9.11, A.7 SR13 | |
10) анализ плавки и дополнительные анализы | 10.3 | |
11) дополнительная маркировка | раздел 11 | |
12) нанесение покрытия | 12.1 | |
13) документ о качестве | 13.2, A.8 SR15 | |
14) уровень требований к продукции PSL-2 или PSL-3 | приложение Е |
5.2.3 Следующие положения, в соответствии с приведенными ссылками, могут быть согласованы между потребителем и изготовителем:
1) электросварные трубы групп прочности Р110 и Q135 | 6.1, A.5 SR11 | |
2) холодная ротационная правка без последующего нагрева для группы прочности Q135 | 6.3.5 | |
3) испытание на ударный изгиб нетермообработанных труб класса 1 | 7.5.1, А.9 SR16 | |
4) испытание на стойкость к сульфидному растрескиванию под напряжением для групп прочности С90, Т95 и L80 тип 1 | 7.14, А.11 SR23 | |
5) резьбовая и консервационная смазки | 8.14 | |
6) механическая обработка поверхности муфтовых заготовок для групп прочности Q125 и Q135 | 9.6.2, A.4 SR9 | |
7) поставка труб с комбинированными муфтами | 9.9 | |
8) поставка труб с переходными муфтами | 9.10 | |
9) отмена неразрушающего контроля муфт для класса 1, групп прочности Н40, J55, K55 и К72 | 9.14.3 | |
10) дополнительный контроль твердости для групп прочности М65 и L80 | 10.6.2 | |
11) дополнительный контроль твердости для групп прочности С90 и Т95 | 10.6.2 | |
12) испытательное гидростатическое давление для труб без резьбы | 10.12.2 | |
13) испытательное гидростатическое давление для труб с муфтами при свинчивании вручную | 10.12.2 | |
14) гидростатическое испытание труб без резьбы и укороченных труб для группы прочности Q135 | 10.12.2 | |
15) гидростатическое испытание при альтернативном давлении | 10.12.3 | |
16) неразрушающий контроль | 10.15, А.2 SR1, А.3 SR2, A.5 SR11 | |
17) требования к маркировке | раздел 11 | |
18) резьбовые предохранители | 12.2 | |
19) специальные наружный диаметр и толщина стенки | 8.2 | |
20) специальная отделка концов труб, муфт и укороченных труб | 8.12.8, 9.13.3 | |
21) критическая толщина стенки для муфт со специальной отделкой концов | 7.4.6 | |
22) обсадные трубы, применяемые в качестве насосно-компрессорных труб | 8.2, таблицы С.1 и С.30 | |
23) альтернативные требования к прокаливаемости для изделий толщиной стенки 30 мм и более | 7.10.3 | |
24) поставка труб в другом интервале длин | 8.6 |
(Измененная редакция, Изм. N 1).
5.3 Трубные заготовки для муфт и заготовки* для соединительных деталей
________________
* Слово "заготовки" в наименовании пункта 5.3 в оригинале выделено курсивом. - .
5.3.1 При запросе или оформлении заказа на трубные заготовки для муфт или заготовки для соединительных деталей, изготовляемые в соответствии с настоящим стандартом, потребитель должен указать в заказе следующие сведения в соответствии с приведенными ссылками:
1) стандарт | ГОСТ Р 53366 (ИСО 11960) | |
2) количество | ||
3) вид изделия: | ||
а) трубные заготовки для муфт | 1.1 | |
b) заготовки для соединительных деталей: | ||
- для обсадных труб для соединений SC, LC, ВС, ОТТМ, ОТТГ | 1.1 | |
- для насосно-компрессорных труб для соединений NU, EU, НКТ, НКТВ, НКМ | 1.1 | |
4) наружный диаметр и предельные отклонения | 8.3 | |
5) толщину стенки и предельные отклонения | 8.4 | |
6) предельное отклонение от прямолинейности | 8.9 | |
7) длину и предельные отклонения при поставке мерной длины | 8.6 | |
8) группу прочности и тип (если применим) | таблица С.5 | |
9) требования к ударному изгибу или критическую толщину стенки | 7.4 | |
10) срок поставки и указания по отгрузке | раздел 12 | |
11) необходимость инспекции, проводимой потребителем | приложение В |
(Измененная редакция, Изм. N 1).
5.3.2 Следующие требования, если они предусмотрены, в соответствии с приведенными ссылками, потребитель может указать в заказе на поставку:
1) вид термообработки | 6.2, таблица С.4 | |
2) содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб | 7.3.1 | |
3) анализ плавки и дополнительные анализы | 10.3 | |
4) испытание на ударный изгиб нетермообработанных заготовок для соединительных деталей класса 1 | 7.5.1, A.9 SR16 | |
5) испытание на ударный изгиб заготовок для соединительных деталей групп прочности N80 тип Q, класса 2 (кроме М65) и Р110 | 7.5.6, А.9 SR16 | |
6) дополнительная маркировка | раздел 11 | |
7) документ о качестве | 13.2, A.8 SR15 | |
8) уровень требований к продукции PSL-2 или PSL-3 | приложение Е |
5.3.3 Следующие требования, в соответствии с указанными ссылками, могут быть согласованы между потребителем и изготовителем: | ||
1) испытание на стойкость к сульфидному растрескиванию под напряжением для групп прочности С90, Т95 и L80 тип 1 | 7.14, A.11 SR23 | |
2) критическая толщина стенки соединительных деталей для соединений со специальной отделкой концов | 7.6.6 | |
3) альтернативные требования к прокаливаемости для изделий толщиной стенки 30 мм и более | 7.10.3 |
(Измененная редакция, Изм. N 1).
6 Способ производства
6.1 Общие положения
Изделия различных групп прочности и видов, поставляемые по настоящему стандарту, должны быть изготовлены по технологии, обеспечивающей получение мелкого зерна в стали. Сталь, изготовленная по такой технологии, содержит один или несколько элементов, способствующих измельчению зерна, таких как алюминий, ниобий, ванадий или титан в количестве, обеспечивающем получение стали с мелкозернистой аустенитной структурой.
Изделия, поставляемые по настоящему стандарту, должны быть бесшовными или электросварными, как установлено в таблице С.4 или указано в заказе на поставку.
Бесшовные трубы должны быть изготовлены из заготовок, полученных способом непрерывной разливки стали. Для изготовления труб должны быть использованы непрерывнолитые заготовки или горячекатаные непрерывнолитые заготовки. |
Укороченные трубы должны быть изготовлены из обсадных, насосно-компрессорных труб или труб для потайных обсадных колонн.
Муфты должны быть изготовлены из бесшовных труб или горячекованых поковок.
Трубные заготовки для муфт должны быть изготовлены из бесшовных труб.
Заготовки для соединительных деталей для обсадных и насосно-компрессорных труб должны быть изготовлены из бесшовных труб или горячекованых поковок.
Трубные изделия могут быть изготовлены способом горячей и холодной деформации. Не допускается поставка холоднодеформированных трубных изделий без соответствующей термообработки.
Электросварные изделия должны быть изготовлены из горячекатаного рулонного проката. |
Электросварные трубы групп прочности Р110, Q125 и Q135 поставляют только в том случае, если в заказе на поставку указано дополнительное требование А.5 SR11.
6.2 Термообработка
6.2.1 Изделия должны быть термообработаны в соответствии с документированной процедурой, как установлено в таблице С.3 для конкретной группы прочности и вида изделия и как указано в заказе на поставку. Термообработка изделий должна быть проведена по всему объему. Термообработка труб с высаженными концами должна быть проведена по всему объему после высадки. Допускается термообработка муфтовых заготовок, укороченных труб, коротких переводников и заготовок для соединительных деталей в виде отдельных изделий. Трубы после горячей прокатки на редукционном или калибровочном стане должны считаться нормализованными при условии, если температура труб на выходе из стана выше верхней критической температуры для обрабатываемой стали, а охлаждение труб происходит на воздухе.
Сварное соединение электросварных труб, не подвергаемых термообработке по всему объему, должно быть подвергнуто после сварки локальной термообработке при температуре не ниже 540°С или обработано таким образом, чтобы структура металла шва не содержала неотпущенного мартенсита.
(Измененная редакция, Изм. N 1).
6.2.2 Класс 1
Изделия группы прочности N80 тип 1 должны быть подвергнуты по выбору изготовителя нормализации или нормализации и отпуску. Допускается по выбору изготовителя электросварные трубы группы прочности N80 тип 1 подвергать нормализации или нормализации и отпуску по всему объему или локальной нормализации только сварного соединения. Изделия группы прочности N80 тип Q должны быть подвергнуты закалке и отпуску по всему объему, допускается прерванная закалка с последующим контролируемым охлаждением. Обсадные трубы групп прочности J55 и K55 и насосно-компрессорные трубы группы прочности J55 и К72 могут быть подвергнуты термообработке (таблица С.4) по выбору изготовителя, если в заказе на поставку не указан специальный вид термообработки, приведенный в сноске b) таблицы С.4.
Примечание - В настоящем стандарте, если обозначение N80 приведено без указания типа, оно охватывает группы прочности N80 тип 1 и N80 тип Q. |
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
6.2.3 Класс 2
По требованию потребителя изготовитель должен предоставить доказательства того, что технология проведения отпуска обеспечивает температуру трубы не ниже минимальной допустимой температуры отпуска.
При температуре отпуска ниже 620 °С возможно охрупчивание стали группы прочности L80 тип 13Cr. Однако если изделие соответствует всем требованиям 7.3, 7.4.5, 7.5.3 и 10.7, допускается снижение температуры отпуска, но не ниже 593 °С.
Примечание - В настоящем стандарте, если обозначение L80 приведено без указания типа, оно охватывает группы прочности L80 тип 1, L80 тип 9Сr и L80 тип 13Сr, обозначение С90 без указания типа охватывает группы прочности С90 тип 1 и С90 тип 2, обозначение Т95 без указания типа охватывает группы прочности Т95 тип 1 и Т95 тип 2.
6.2.4 Классы 3 и 4
Изделия, поставляемые по настоящему стандарту, должны быть подвергнуты закалке и отпуску.
Примечание - В настоящем стандарте, если обозначение Q125 приведено без указания типа, оно охватывает группы прочности Q125 всех типов. |
6.3 Правка
6.3.1 Классы 1 и 3
Особых способов правки не требуется.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
6.3.2 Группы прочности М65 и L80
После окончательной термообработки трубы групп прочности М65 и L80 не допускается подвергать холодной деформации, кроме той, которая свойственна обычному процессу правки. Ротационная правка труб групп прочности М65 и L80 при температурах ниже 480 °С не должна оставлять следов от валков с твердостью, превышающей указанную в таблице С.6, однако:
- следы от валков, которые не могут быть определены на ощупь и не имеют измеримой деформации поверхности, допускаются без дальнейшей оценки;
- следы от валков, не грубее описанных выше и по результатам проверки в соответствии с документированной процедурой имеющие твердость, не превышающую указанную в таблице С.6, допускаются без дальнейшей оценки;
- трубы с грубыми следами от валков должны быть забракованы или подвергнуты термообработке для снятия напряжений при температуре не ниже 480 °С.
6.3.3 Группа прочности R95
Трубы группы прочности R95 после окончательной термообработки не допускается подвергать холодной деформации растяжением или раздачей, кроме той, которая свойственна обычному процессу правки, и холодной деформации сжатием, превышающей 3%.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
(Измененная редакция, Изм. N 1).
6.3.4 Группы прочности С90 и Т95
Трубы групп прочности С90 и Т95 допускается подвергать холодной ротационной правке при условии, если после этой операции трубы нагревают для снятия напряжений до температуры не ниже 480 °С. При необходимости допускается легкая правка таких труб под прессом.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
6.3.5 Группы прочности Q125 и Q135
Допускается правка изделий групп прочности Q125 и Q135 на правильном прессе или горячая ротационная правка при температуре конца правки не ниже 400 °С, если в заказе на поставку нет иных указаний. Если горячая ротационная правка невозможна, изделия могут быть подвергнуты холодной ротационной правке при условии, если после этой операции трубы нагревают до температуры не ниже 510 °С для снятия напряжений. Трубы могут быть подвергнуты холодной ротационной правке без последующего нагрева для снятия напряжений только по согласованию между потребителем и изготовителем.
6.4 Прослеживаемость
6.4.1 Общие положения
Изготовитель должен установить и выполнять процедуры сохранения идентификации плавки и/или партии до окончания проведения всех требуемых испытаний этой плавки и/или партии и получения результатов, соответствующих требованиям настоящего стандарта.
6.4.2 Присвоение номеров изделиям групп прочности С90, Т95, Q125 и Q135
На изделия должны быть нанесены порядковые номера. Изготовитель несет ответственность за сохранение идентификации изделий до момента получения их потребителем.
Каждой трубе должен быть присвоен индивидуальный номер для того, чтобы данные испытаний могли быть соотнесены с конкретными трубами. Кроме того, если указано дополнительное требование А.6 SR12, номер должен указывать последовательность, в которой проводился отпуск труб, так чтобы можно было повторить испытания в соответствии с А.6.3 SR12.3.
Каждой трубной заготовке для муфт, муфтовой заготовке, муфте, укороченной трубе или заготовке для соединительных деталей должен быть присвоен индивидуальный номер для того, чтобы данные испытаний могли быть соотнесены с конкретными изделиями. Если от заготовки, подвергнутой термообработке по всей длине, отрезают отдельные длины, каждая из них должна получить такой же номер, что и исходная заготовка. Если изделия подвергают термообработке в виде муфтовых заготовок или отдельных изделий, каждому изделию должен быть присвоен индивидуальный номер термообработанной партии (10.2.3). Кроме того, если муфты, укороченные трубы или заготовки для соединительных деталей подвергают термообработке в виде муфтовых заготовок или отдельных изделий на непрерывной технологической линии, изделия, составляющие одну партию, должны быть пронумерованы в порядке, соответствующем последовательности, в которой они были термообработаны.
6.5 Технологические процессы, требующие валидации
Заключительные операции, выполняемые при изготовлении изделий, влияющие на их соответствие требованиям настоящего стандарта (кроме химического состава и размеров), должны пройти процедуру валидации.
Процессы, требующие валидации:
- для бесшовных изделий в состоянии после прокатки: операция заключительного подогрева и калибровка изделий в горячем состоянии или редуцирование; высадка и холодная обработка, если применимы;
- для бесшовных термообработанных изделий: термообработка;
- для электросварных труб в состоянии после прокатки: калибровка и сварка шва; термообработка шва и высадка, если применимы;
- для электросварных термообработанных труб: сварка шва и термообработка труб по всему объему.
7 Требования к материалу
7.1 Химический состав
Химический состав изделий должен соответствовать требованиям, приведенным в таблице С.5 для соответствующей группы прочности и типа.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
7.2 Свойства при растяжении
7.2.1 Общие положения
Изделия должны соответствовать требованиям к свойствам при растяжении, указанным в таблице С.6.
Свойства при растяжении насосно-компрессорных труб с высаженными концами, за исключением удлинения высаженных концов, должны соответствовать требованиям, установленным для тела труб. В спорных случаях свойства высаженных концов труб (кроме удлинения) должны быть определены на образце для испытания на растяжение, вырезанном из высаженного конца труб. Протокол испытаний должен быть доступен потребителю.
7.2.2 Удлинение
Минимальное удлинение вычисляют по следующей формуле
 , (1)
, (1)
где - минимальное удлинение на расчетной длине образца 50,0 мм, %, округленное с точностью до 0,5% - для значений менее 10,0% и до 1% - для значений 10,0% и более;
- площадь поперечного сечения образца для испытания на растяжение, мм
, рассчитываемая по заданному наружному диаметру или номинальной ширине образца и заданной толщине стенки, округляемая с точностью до 10 мм
, или равная 490 мм
, что меньше;
- заданный минимальный предел прочности, МПа.
Минимальное удлинение для обоих типов цилиндрических образцов (диаметром 9,0 мм с расчетной длиной 45,0 мм и диаметром 12,5 мм с расчетной длиной 62,5 мм) должно быть определено при площади поперечного сечения , равной 130 мм
.
Требования к минимальному значению удлинения для различных типов образцов для испытания на растяжение и различных групп прочности приведены в таблице С.7
7.2.3 Предел текучести и предел прочности
Предел текучести равен растягивающему напряжению, необходимому для получения значения удлинения под нагрузкой, указанного в таблице С.6 и определяемого экстензометром.
Предел прочности |
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
7.3 Испытание на ударный изгиб*. Общие требования
________________
* Слова "Испытание на ударный изгиб" в наименовании пункта 7.3 в оригинале выделены курсивом. - .
7.3.1 Оценка результатов испытания
Испытанию должен быть подвергнут комплект из трех образцов, отобранных из одного участка одного трубного изделия. Среднее значение результатов испытаний трех образцов должно быть равно или превышать требуемое значение поглощенной энергии, указанное в 7.4-7.6. На одном образце допускается поглощенная энергия ниже требуемого значения, но не ниже двух третей требуемого значения.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
7.3.2 Критическая толщина стенки
Требования к поглощенной энергии основаны на критической толщине стенки изделий. Критической толщиной стенки муфт для соединений SC, LC, ВС, ОТТМ, EU, NU, HКT и НКТВ является толщина стенки во впадине профиля резьбы посередине муфты, для соединений ОТТГ и НКМ - толщина стенки во впадине профиля резьбы в плоскости торца трубы, рассчитанная по заданному диаметру муфты и заданным размерам резьбы. Критическая толщина стенки муфт для резьбовых соединений, предусмотренных настоящим стандартом, указана в таблице С.8. Критической толщиной стенки для труб является заданная толщина стенки. Критическая толщина стенки трубных заготовок для муфт должна быть определена в соответствии с 7.4.7, заготовок для соединительных деталей - в соответствии с 7.6.6.
7.3.3 Размер и ориентация образца для испытаний
Если не могут быть изготовлены поперечные образцы полного размера (10х10 мм), должен быть применим наибольший из возможных поперечных образцов меньшего размера, перечисленных в таблице С.9. Если не может быть проведено или не допускается по 7.3.6 испытание поперечных образцов, должен быть применим наибольший из возможных продольных образцов, перечисленных в таблице С.9.
При применении поперечных образцов для испытания электросварных труб, надрез на образце должен быть расположен по линии сварного шва.
Если наружный диаметр или толщина стенки изделия не позволяют изготовить продольные образцы 1/2-размера или большего размера, изделие допускается не подвергать испытанию, однако изготовитель должен применять документированные химический состав и технологию, обеспечивающие получение поглощенной энергии удара, равной или превышающей минимальные заданные требования.
7.3.4 Иерархия образцов для испытания
Иерархия образцов для испытания по ориентации и размерам указана в таблице С.10.
7.3.5 Образцы альтернативного размера для испытаний
По своему выбору изготовитель может вместо образцов минимальных размеров, указанных в таблицах С.11-С.17, применять образцы альтернативных размеров, перечисленные в таблице С.9. Однако выбираемые образцы альтернативных размеров должны быть более высокой ступени иерархии (таблица С.10), чем указанные размеры, а требование к поглощенной энергии должно быть изменено с учетом ориентации и размера образца.
7.3.6 Образцы для испытаний меньших размеров
Требуемая поглощенная энергия для образцов меньшего размера, должна быть не менее значения, указанного для образца полного размера, умноженного на коэффициент, приведенный в таблице С.9. Не допускается применять для испытания образец меньшего размера, если полученное значение требуемой поглощенной энергии будет менее 11 Дж.
7.3.7 Температура испытаний
Испытания должны быть проведены при температуре 0 °С для всех групп прочности, кроме J55, K55 и К72. Испытания для групп прочности J55, K55 и К72 должны быть проведены при температуре 21 °С. Для любой группы прочности может быть указана потребителем или выбрана изготовителем альтернативная более низкая температура испытания. Допустимые отклонения температуры испытания не должны превышать ±3 °С.
При применении для испытаний изделий групп прочности J55, K55 и К72 образцов меньшего размера может быть необходимо снижение температуры испытания. Величина снижения температуры испытаний зависит от критической толщины стенки соединения и размера образца для испытаний. Если это необходимо, то снижение температуры испытания должно соответствовать значению, указанному в таблице С.11.
7.3.8 Статистические испытания на ударный изгиб для обсадных труб
Дополнительные требования по статистическим испытаниям на ударный изгиб, указанные в А.6 SR12, должны быть применимы по согласованию между потребителем и изготовителем.
7.3.9 Справочная информация
Справочная информация по механике разрушения, формулы и таблицы, применяемые для расчета требований к испытанию на ударный изгиб, приведены в [3].
7.4 Испытание на ударный изгиб*. Требования к поглощенной энергии для муфт, муфтовых заготовок и трубных заготовок для муфт
________________
* Слова "Испытание на ударный изгиб" в наименовании пункта 7.4 в оригинале выделены курсивом. - .
7.4.1 Общие положения
Требования к поглощенной энергии для муфт, с учетом ориентации и размера образца, должны быть равными или превышать требования, установленные в таблицах С.11-С.17. |
Трубные заготовки для муфт и муфтовые заготовки, пригодные для нескольких типов соединений, могут быть оценены при испытании, демонстрирующем их соответствие наиболее строгим требованиям. Ориентация и размер образца для испытания должны соответствовать самой высокой ступени иерархии, приведенной в таблице С.10, а требование к поглощенной энергии должно быть равным или превышать установленные требования.
7.4.2 Группа прочности Н40
Требования к поглощенной энергии удара не установлены.
Примечание - Дополнительные требования - А.9 SR16.
7.4.3 Группы прочности J55, К55 и К72
Поглощенная энергия удара, определенная на поперечном образце полного размера, должна быть не менее 20 Дж. Поглощенная энергия удара, определенная на продольном образце полного размера, должна быть не менее 27 Дж. В таблице С.11 приведены ориентация, минимальный размер образца для испытаний, требования к минимальной поглощенной энергии (с учетом размера образца) и снижение температуры испытания (если применимо) для муфт.
7.4.4 Группа прочности М65
Муфты группы прочности М65 не изготовляют. Для труб группы прочности М65 должны применяться муфты группы прочности L80 тип 1.
7.4.5 Группа прочности N80, классы 2 (кроме группы прочности М65), 3 и 4
В таблицах С.12-С.17 указаны ориентация, минимальный размер образца и требование к минимальной поглощенной энергии (с учетом размера образца) для муфт.
Требования к минимальной поглощенной энергии для образцов полного размера вычисляют по следующим формулам:
- для поперечных образцов (таблица С.18)
![]() или 20 Дж, что больше; (2)
или 20 Дж, что больше; (2)
- для продольных образцов (таблица С.19)
![]() или 41 Дж, что больше, (3)
или 41 Дж, что больше, (3)
где - минимальная поглощенная энергия, Дж;
![]() - максимальный требуемый предел текучести для группы прочности, МПа;
- максимальный требуемый предел текучести для группы прочности, МПа;
- критическая толщина стенки, рассчитанная по заданным размерам муфты, мм.
7.4.6 Муфты со специальной отделкой концов
Критическая толщина стенки муфт со специальной отделкой концов должна быть определена в соответствии с 7.3.2 или указана потребителем в заказе на поставку. Требования к поглощенной энергии должны соответствовать указанным в 7.4.1-7.4.5 и таблицах С.18, С.19.
7.4.7 Критическая толщина стенки трубных заготовок для муфт Если в заказе на поставку не указано иное, то в качестве критической толщины стенки трубных заготовок для муфт для соединений, предусмотренных настоящим стандартом, должна быть принята критическая толщина стенки муфт, приведенная в таблице С.8. |
7.5 Испытание на ударный изгиб*. Требования к поглощенной энергии для труб
________________
* Слова "Испытание на ударный изгиб" в наименовании пункта 7.5 в оригинале выделены курсивом. - .
7.5.1 Группы прочности Н40, J55, K55, К72 и N80 тип 1
Требования к поглощенной энергии не установлены.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
Примечание - Дополнительные требования к поглощенной энергии - А.9 SR16.
7.5.2 Группа прочности М65
Поглощенная энергия, определенная на поперечном образце полного размера, должна быть не менее 20 Дж. Поглощенная энергия, определенная на продольном образце полного размера, должна быть не менее 41 Дж.
7.5.3 Группы прочности N80 тип Q, L80, С90, R95, Т95 и Р110
Требования к минимальной поглощенной энергии для образцов полного размера приведены в таблицах С.20 и С.21.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
Требования к поглощенной энергии вычисляют по следующим формулам:
a) группы прочности N80 тип Q, L80, С90, R95, Т95:
- для поперечных образцов (таблица С.20)
![]() или 14 Дж, что больше; (4)
или 14 Дж, что больше; (4)
- для продольных образцов (таблица С.21)
![]() или 27 Дж, что больше; (5)
или 27 Дж, что больше; (5)
b) группа прочности Р110:
- для поперечных образцов (таблица С.20)
![]() или 20 Дж, что больше; (6)
или 20 Дж, что больше; (6)
- для продольных образцов (таблица С.21)
![]() или 41 Дж, что больше, (7)
или 41 Дж, что больше, (7)
где - минимальная поглощенная энергия, Дж;
![]() - минимальный требуемый предел текучести для группы прочности, МПа;
- минимальный требуемый предел текучести для группы прочности, МПа;
- заданная толщина стенки, мм.
(Измененная редакция, Изм. N 1).
7.5.4 Группы прочности Q125 и Q135
Требования к минимальной поглощенной энергии для образцов полного размера приведены в таблицах С.20 и С.21.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
Требования к поглощенной энергии вычисляют по следующим формулам:
- для поперечных образцов (таблица С.20)
![]() или 20 Дж, что больше; (8)
или 20 Дж, что больше; (8)
- для продольных образцов (таблица С.21)
![]() или 41 Дж, что больше, (9)
или 41 Дж, что больше, (9)
где - минимальная поглощенная энергия, Дж;
![]() - максимальный требуемый предел текучести для группы прочности, МПа;
- максимальный требуемый предел текучести для группы прочности, МПа;
- заданная толщина стенки, мм.
7.5.5 Образец для испытания
Расчетная толщина стенки трубы, необходимая для того, чтобы изготовить для испытания на ударный изгиб образцы полного размера, 3/4-размера и 1/2-размера, приведена в таблице С.22 для поперечных образцов, в таблице С.23 - для продольных образцов. Из таблиц С.22 и С.23 должен быть выбран наибольший из возможных образцов с расчетной толщиной стенки менее заданной толщины стенки испытуемой трубы.
7.5.6 Условия испытания
Для труб групп прочности М65, Q125 и Q135 испытание в соответствии с 10.7 является обязательным. Для всех остальных групп прочности, кроме Н40, J55, К55, К72 и N80 тип 1 (для которых не установлены требования по испытанию на ударный изгиб), соответствие требованиям 7.5.3 по выбору изготовителя может быть установлено по документированной процедуре, заменяющей испытание, если только в заказе на поставку не указано требование А.9 SR16, по которому испытание обсадных труб в соответствии с 10.7 является обязательным. Трубы, аттестованные по документированной процедуре, оказавшиеся при проведении последующих испытаний несоответствующими требованиям по поглощенной энергии удара, должны быть забракованы.
7.6 Испытание на ударный изгиб*. Требования к поглощенной энергии для заготовок* для соединительных деталей для обсадных и насосно-компрессорных труб
________________
* Слова "Испытание на ударный изгиб" и "заготовок" в наименовании пункта 7.6 в оригинале выделены курсивом. - .
7.6.1 Общие положения
Если из заготовок изготовляют соединительные детали с внутренней резьбой для соединений, предусмотренных настоящим стандартом, требование к минимальной поглощенной энергии для заготовок должно быть не ниже требований, указанных для данного соединения.
7.6.2 Заготовки для соединительных деталей с внутренней резьбой для соединений, предусмотренных настоящим стандартом
Требования должны соответствовать указанным в 7.4.1-7.4.5.
7.6.3 Заготовки для соединительных деталей с внутренней конической резьбой с натягом для соединений со специальной отделкой концов
Требования должны соответствовать указанным в 7.4.6.
7.6.4 Заготовки для соединительных деталей с наружной резьбой для соединений, предусмотренных настоящим стандартом, и соединений со специальной отделкой концов
Требования должны соответствовать указанным в 7.5.
7.6.5 Заготовки для соединительных деталей с внутренней резьбой без натяга для соединений со специальной отделкой концов
По согласованию между потребителем и изготовителем должны быть применимы требования А.9 SR16.
7.6.6 Критическая толщина стенки заготовок для соединительных деталей
Если в заказе на поставку не указано иное, то в качестве критической толщины стенки заготовок должна быть принята толщина стенки поперечного сечения соединительной детали с наименьшим отношением , где
- заданный наружный диаметр и
- расчетная толщина стенки детали в этом сечении.
Критическая толщина стенки заготовок для соединительных деталей с внутренней резьбой для соединений, предусмотренных настоящим стандартом, приведена в таблице С.8, a является заданным наружным диаметром соединения, соответствующим требованиям 9.6 и 9.8.
Для соединений со специальной отделкой концов в качестве критической толщины стенки заготовок для соединительных деталей с наружной резьбой должна быть принята заданная толщина стенки заготовок, для соединительных деталей с внутренней резьбой - расчетная толщина стенки детали в плоскости торца ниппельного конца трубы меньшего диаметра (если соединение выполняют механическим свинчиванием), указанная потребителем.
7.7 Максимальная твердость
7.7.1 Класс 2, кроме группы прочности R95*
_____________
* Измененная редакция, Изм. N 1.
Должны быть применимы следующие требования к твердости, если это предусмотрено в 10.6:
а) Группы прочности М65 и L80. Твердость по толщине стенки.
Отдельные значения твердости и/или средние значения твердости должны соответствовать требованиям таблицы С.6.
b) Группы прочности С90 и Т95. Поверхностная твердость (только если предусмотрено в 10.6).
Если значение твердости по Бринеллю или по шкале С Роквелла не превышает 255 HBW или 25,4 HRC соответственно, то образец или изделие являются соответствующими требованиям. Если какое-либо из значений твердости превышает 255 HBW или 25,4 HRC, то могут быть проведены два дополнительных испытания. Если какое-либо из значений твердости, полученных при повторном испытании, превышает 255 HBW или 25,4 HRC, изделие должно быть забраковано.
c) Группы прочности С90 и Т95. Твердость по толщине стенки.
Допускаются средние значения твердости по Роквеллу, не превышающие 25,4 HRC. Если какое-либо единичное значение твердости превышает 27,0 HRC, то изделие должно быть забраковано. Если среднее значение твердости находится в интервале между 25,4 HRC и 27,0 HRC, должен быть проведен повторный контроль.
d) Группы прочности С90 и Т95. Альтернативные требования к максимальной твердости.
По согласованию между потребителем и изготовителем максимальные средние значения твердости могут быть изменены по сравнению с указанными выше на основании результатов испытаний на стойкость к сульфидному растрескиванию под напряжением в соответствии с 7.14.
7.7.2 Классы 1, 3, 4 и группа прочности R95*
_____________
* Измененная редакция, Изм. N 1.
Для изделий этих групп прочности нижний или верхний пределы твердости не установлены.
7.8 Разброс значений твердости. Группы прочности С90, Т95, Q125 и Q135*
________________
* Обозначение "Q135" в наименовании пункта 7.8 в оригинале выделено курсивом. - .
Разброс значений твердости должен соответствовать требованиям таблицы С.6. Разброс значений твердости определяют как разность между любыми двумя средними значениями твердости, полученными в одном квадранте. Эти критерии не применимы для сравнения разных образцов.
7.9 Контроль процесса. Группы прочности С90, Т95, Q125 и Q135*
________________
* Обозначение "Q135" в наименовании пункта 7.9 в оригинале выделено курсивом. - .
Для проверки контролируемости процесса должна быть измерена поверхностная твердость муфтовых заготовок, укороченных труб или заготовок для соединительных деталей, подвергаемых термообработке в виде отдельных изделий. Для групп прочности С90 и Т95 результаты контроля поверхностной твердости должны быть применимы при отборе изделий для контроля твердости по толщине стенки. Изготовитель или обработчик могут не предоставлять потребителю результаты измерения твердости, если такое требование не указано в заказе на поставку.
7.10 Прокаливаемость. Изделия, подвергаемые закалке и отпуску*
________________
* Слова "Изделия, подвергаемые закалке и отпуску" в наименовании пункта 7.10 в оригинале выделены курсивом. - .
7.10.1 Группы прочности С90 и Т95
Для каждого сочетания размера, массы, химического состава, режима аустенизации и закалки и каждого технологического маршрута должен быть проведен контроль твердости по толщине стенки изделий в состоянии после закалки до отпуска, характеризующий соответствие изделий требованиям к упрочнению. Такие испытания должны быть проведены для тела изделия, для труб с высаженными концами - для высаженного конца или переходного участка с максимальной толщиной стенки. Среднее значение твердости должно быть равно или превышать твердость металла, содержащего в структуре не менее 90% мартенсита, рассчитанную по следующей формуле
![]() , (10)
, (10)
где ![]() - число твердости по шкале С Роквелла;
- число твердости по шкале С Роквелла;
- массовая доля углерода в химическом составе, %.
Примечание - Эту формулу применяют для содержания углерода С от 0,15% до 0,50%.
Дополнительные требования к продукции PSL-3 приведены в приложении Е.
7.10.2 Все группы прочности, кроме С90 и Т95
Для каждого сочетания размера, массы, химического состава, режима аустенизации и закалки должен быть проведен контроль твердости по толщине стенки изделия в состоянии после закалки до отпуска как часть документированной процедуры, предназначенной для подтверждения достаточности упрочнения. Такие испытания должны быть проведены для тела изделия, для труб с высаженными концами - для высаженного конца или для переходного участка с максимальной толщиной стенки. Среднее значение твердости должно быть равно или превышать твердость металла, содержащего в структуре не менее 50% мартенсита, рассчитанную по следующей формуле
![]() , (11)
, (11)
где ![]() - число твердости по шкале С Роквелла;
- число твердости по шкале С Роквелла;
- массовая доля углерода в химическом составе, %.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
7.10.3 Альтернативные требования к прокаливаемости Для труб, муфтовых заготовок и трубных заготовок для муфт с толщиной стенки 30 мм и более по согласованию между потребителем и изготовителем могут быть установлены альтернативные требования к прокаливаемости. |
Пункт 7.10.3 (Введен дополнительно, Изм. N 1).
7.11 Размер зерна. Группы прочности С90 и Т95
Размер исходного зерна аустенита не должен превышать размера зерна, соответствующего номеру 5 шкалы по [4] или [5].
7.12 Состояние поверхности. Группы прочности L80 тип 9Сr и L80 тип 13Сr
После окончательной термообработки на внутренней поверхности не должно быть окалины.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
7.13 Сплющивание. Электросварные трубы
Все изделия, изготовленные способом электросварки, должны соответствовать требованиям к сплющиванию, приведенным в таблице С.24.
7.14 Испытание на стойкость* к сульфидному растрескиванию под напряжением. Группы прочности С90 и Т95
________________
* Слово "стойкость" в наименовании пункта 7.14 в оригинале выделено курсивом. - .
7.14.1 Требования к испытанию и повторному испытанию
Стойкость изделий к SSC определяют, если это указано в заказе на поставку. |
Изготовитель должен подтвердить соответствие изделий каждой плавки требованиям по стойкости к сульфидному растрескиванию под напряжением SSC, применяя для этого один из методов испытаний по [6], приведенных в 7.14.2. Если потребитель требует пороговое значение стойкости, превышающее минимальный уровень, или требует применения конкретного метода испытания из приведенных ниже, это должно быть согласовано между потребителем и изготовителем. Образцы меньшего размера или альтернативные образцы для методов А и D должны быть применимы только по согласованию с потребителем. Если для испытания по методу D применяют образцы меньшего размера или альтернативные образцы, критерии приемки должны быть установлены по согласованию между потребителем и изготовителем.
Дополнительные требования к продукции PSL-3 приведены в приложении Е.
Подробные требования к аттестации изготовителя, периодичность испытаний стойкости к SSC, процедура повторного испытания и методы испытания должны быть согласованы потребителем и изготовителем до размещения или принятия заказа.
(Измененная редакция, Изм. N 1).
7.14.2 Минимальные пороговые значения стойкости к SSC
Минимальные пороговые значения стойкости к SSC должны соответствовать следующим требованиям:
a) Метод А по [6], растяжение
Испытательное напряжение должно быть не менее 80% минимального предела текучести или 496 МПа - для С90 и 524 МПа - для Т95 при испытании образца полного размера с расчетной частью диаметром (6,35±0,13) мм.
Испытательное напряжение должно быть не менее 72% минимального предела текучести или 447 МПа - для С90 и 472 МПа - для Т95 при испытании образца меньшего размера с расчетной частью диаметром (3,81±0,05) мм.
b) Метод В по [6], изгиб балки
Критическое напряжение должно быть не менее 8,3 кПа - для С90 и 8,7 кПа - для Т95.
c) Метод D по [6], двухконсольная балка
Среднее значение критического коэффициента интенсивности напряжений ![]() для групп прочности С90 и Т95 должно быть не менее 33,0 МПа·м
для групп прочности С90 и Т95 должно быть не менее 33,0 МПа·м при испытании не менее трех образцов. При расчете среднего значения должны быть учтены все результаты испытания.
Толщина стандартного образца должна быть равной (9,53±0,05) мм.
Ни одно из полученных значений не должно быть менее 30 МПа·м.
Могут быть применимы образцы без предварительного или с предварительным усталостным растрескиванием. Если применяют образцы с предварительным усталостным растрескиванием, максимальный коэффициент интенсивности напряжений в процессе предварительного растрескивания не должен превышать 30 МПа·м.
Для группы прочности С90 смещение консоли должно составлять от 0,70 до 0,80 мм.
Для группы прочности Т95 смещение консоли должно составлять от 0,66 до 0,76 мм.
Дополнительные требования к продукции для группы прочности L80 тип 1 приведены в A11 SR23. |
Примечание - Абзац введен с целью уточнения ссылки на дополнительные требования.
7.14.3 Температура испытания
Температура рабочего раствора должна соответствовать указанной в [6].
7.14.4 Раствор для испытания
Для испытаний по настоящему стандарту применяют раствор А по [6]. Во избежание разногласий при последующих пересмотрах стандарта ниже приведены свойства раствора:
a) Для методов испытаний А и D:
- перед контактом с образцом значение рН раствора должно составлять 2,6-2,8;
- раствор должен содержать 5,0% по массе хлорида натрия и 0,5% по массе ледяной уксусной кислоты, растворенных в дистиллированной или деионизированной воде;
- раствор должен быть насыщен сероводородом HS в соответствии с требованиями [6].
b) Для метода испытания В:
- перед контактом с образцом значение рН раствора должно составлять 2,8-3,0;
- раствор должен содержать 0,5% по массе ледяной уксусной кислоты, растворенной в дистиллированной или деионизированной воде;
- раствор должен быть насыщен сероводородом в соответствии с требованиями [6].
8 Размеры, масса, предельные отклонения, дефекты и отделка* концов труб
________________
* Слово "отделка" в наименовании пункта 8 в оригинале выделено курсивом. - .
8.1 Общие положения*
_________________
* Наименование пункта 8.1 в оригинале выделено курсивом. - .
Наружный диаметр, толщина стенки и виды отделки концов труб указаны в таблицах С.1-С.3. Наружный диаметр труб с высаженными наружу концами является наружным диаметром тела труб, а не диаметром высаженных концов.
8.2 Размеры и масса
Трубы должны поставлять наружным диаметром и толщиной стенки, приведенными в таблицах С.1-С.3 и указанными в заказе на поставку. По согласованию между потребителем и изготовителем трубы могут быть поставлены другими наружными диаметрами и другой толщиной стенки. Трубные заготовки для муфт и заготовки для соединительных деталей должны поставлять размерами, указанными в заказе на поставку. Из сочетаний наружного диаметра и толщины стенки трубных заготовок для муфт должны быть исключены те, которые приведены в таблицах С.1-С.3. Все размеры, указанные без предельных отклонений, предназначены для проектирования и не подлежат измерению с целью приемки или отбраковки изделий.
Обсадные трубы наружным диаметром более 114,30 мм, но менее 273,05 мм могут быть заказаны потребителем для применения в качестве насосно-компрессорных труб (таблицы С.1 и С.30).
Проверка точности контрольно-измерительного оборудования, применяемого для приемки или отбраковки изделий, кроме резьбовых калибров-пробок, калибров-колец и взвешивающих устройств, должна быть проведена не реже чем один раз в каждую рабочую смену. Проверка точности средств контроля, таких как калибры-скобы и оправки, должна состоять из контроля износа и определения соответствия заданным размерам. Проверка точности линеек, измерительных лент и других нерегулируемых средств измерений должна состоять из визуальной проверки читаемости разметки шкалы и общего износа фиксированных исходных точек. Назначение регулируемых и нерегулируемых средств измерений и контроля, применяемых изготовителем, должно быть документировано.
Процедура проверки точности рабочих резьбовых калибров-колец и калибров-пробок должна быть документирована. Точность взвешивающих устройств должна проверяться не реже, чем требуется в документированной процедуре изготовителя, в соответствии со стандартами НИСТ или с эквивалентными требованиями национальных нормативных документов.
Если контрольно-измерительное оборудование, калибровку или проверку точности которого проводят в соответствии с положениями настоящего стандарта, подвергается воздействию необычных или неблагоприятных условий, способных повлиять на его точность, то перед дальнейшей эксплуатацией оборудования должна быть проведена его повторная калибровка или проверка точности.
8.3 Диаметр
8.3.1 Точность измерения
Точность измерения диаметра должна составлять один десятичный знак после запятой для наружных диаметров более 168,28 мм. В настоящем стандарте наружные диаметры более 168,28 мм указаны с двумя десятичными знаками после запятой в целях проектирования и обеспечения взаимозаменяемости.
8.3.2 Требования
Наружный диаметр трубы не должен быть в пределах отклонений, указанных в 8.11.1. Для труб с резьбой наружный диаметр концов должен быть таким, чтобы общая длина резьбы (кроме соединения ВС) и длина резьбы с полным профилем находились в пределах отклонений и размеров, указанных в стандартах на резьбовые соединения. При поставке труб без резьбы и с невысаженными концами, если в заказе на поставку указано, что они предназначены для изготовления укороченных труб, предельные отклонения для невысаженных концов труб без резьбы должны распространяться на всю длину трубы.
Для трубных заготовок для муфт и заготовок для соединительных деталей предельные отклонения наружного диаметра должны быть указаны в заказе на поставку. |
8.4 Толщина стенки
Толщина стенки трубы в любой точке должна соответствовать номинальной толщине стенки, приведенной в таблицах С.1-С.3, с учетом предельного минусового отклонения, указанного в 8.11.2.
Для трубных заготовок для муфт и заготовок для соединительных деталей предельные отклонения толщины стенки должны быть указаны в заказе на поставку.
8.5 Масса
Масса трубы, определяемая в соответствии с 10.13.7, должна соответствовать расчетной массе (или для групп прочности L80 тип 9Cr и L80 тип 13Сr - скорректированной расчетной массе) с учетом различной отделки концов, указанной в заказе на поставку, в пределах отклонений, установленных в 8.11.3. Расчетную массу вычисляют по следующей формуле
![]() , (12)
, (12)
где - расчетная масса трубы длиной
, кг;
- номинальная масса на единицу длины трубы без резьбы, указанная в таблицах С.25 и С.26, кг/м, вычисляемая по следующей формуле
![]() , (13)
, (13)
где - длина трубы, определяемая в соответствии с 8.6, м;
- увеличение или уменьшение массы в зависимости от отделки концов и наличия муфты, указанное в таблицах С.24 и С.25, кг. Для труб без резьбы с невысаженными концами
![]() 0;
0;
- число 3,14159265;
- плотность стали, г/см
, для углеродистых сталей принята плотность, равная 7,85 г/см
;
- заданный диаметр трубы, мм;
- заданная толщина стенки трубы, мм.
Примечание - Плотность хромистых сталей (группы прочности L80 тип 9Сr и L80 тип 13Сr) меньше плотности углеродистой стали. Указанные массы не являются точными значениями для мартенситных хромистых сталей. Может быть применим коэффициент коррекции массы, равный 0,989.
Масса муфт, укороченных труб и переводников не регламентируется. |
(Измененная редакция, Изм. N 1).
8.6 Длина
Трубы должны поставляться длинами, указанными в таблице С.30 и заказе на поставку. По согласованию между изготовителем и потребителем допускается поставка труб в другом интервале длин, укороченных труб и переводников - другой длины. Длина заготовок для соединительных деталей и трубных заготовок для муфт должна быть установлена по согласованию с потребителем. Длина каждого изделия должна быть измерена для проверки соответствия требованиям по длине. Длина должна быть измерена в метрах с точностью до второго знака после запятой.
Точность средств измерения длины изделий менее 30 м должна составлять ±0,03 м.
(Измененная редакция, Изм. N 1).
8.7 Стыкованные обсадные трубы
Если это указано в заказе на поставку, обсадные трубы для соединений SC и LC могут быть поставлены стыкованными (соединенными для получения стандартной длины из двух отрезков) в объеме не более 5% заказа, но ни одна из стыкованных труб не должна быть короче 1,52 м.
8.8 Высота сварного грата и его удаление
8.8.1 Удаление сварного грата
Наружный грат на обсадных и насосно-компрессорных трубах, изготовленных способом электросварки, должен быть удален вровень с поверхностью.
Изготовитель должен сделать все возможное, чтобы на внутренней поверхности шва обсадных и насосно-компрессорных труб, изготовленных способом электросварки:
a) сварной грат был удален насколько возможно вровень с поверхностью;
b) не было острых кромок от исходного сварного грата.
Для достижения этих целей может быть целесообразным выполнение на внутренней поверхности небольшого углубления на участке снятия грата. Удаление внутреннего грата на обсадных и насосно-компрессорных трубах, изготовленных методом электросварки, должно соответствовать 8.8.2 и 8.8.3.
8.8.2 Классы 1 и 2
Высота остатка внутреннего грата при измерении от внутренней поверхности трубы, прилежащей к грату, не должна превышать 1,14 мм - для обсадных и укороченных обсадных труб; 0,38 мм - для насосно-компрессорных и укороченных насосно-компрессорных труб.
Глубина углубления, образующегося после удаления внутреннего грата, не должна превышать значений, указанных ниже для различной толщины стенок, и выводить толщину стенки за предельное минусовое отклонение. Глубину углубления определяют как разность между толщиной стенки, измеренной на расстоянии приблизительно 25 мм от линии сварного шва, и оставшейся толщиной стенки в месте углубления.
Глубина углубления не должна превышать:
- 0,38 мм - при толщине стенки от 3,84 до 7,64 мм;
- 0,05 мм - при толщине стенки 7,64 мм и более.
8.8.3 Классы 3 и 4
Внутренний грат не допускается. Глубина углубления на внутренней поверхности шва не должна превышать 0,38 мм и выводить толщину стенки за предельное минусовое отклонение, углубление не должно иметь острых углов, препятствующих проведению ультразвукового контроля.
8.8.4 Принятие решения
Обсадные и насосно-компрессорные трубы со сварным гратом, не соответствующим требованиям, указанным в 8.8.2 или 8.8.3, должны быть забракованы или отремонтированы шлифованием.
8.9 Прямолинейность
8.9.1 Трубы
Допустимые отклонения от прямолинейности не должны превышать следующих значений:
a) отклонения от общей прямолинейности (рисунок D.15) - 0,2% общей длины трубы, измеренной от одного торца трубы до другого, для труб наружным диаметром 114,30 мм и более;
b) отклонения от концевой прямолинейности (рисунок D.16) - 3,2 мм на длине 1,5 м от каждого торца трубы.
8.9.2 Трубные заготовки для муфт и заготовки для соединительных деталей
Требования к прямолинейности трубных заготовок для муфт и заготовок для соединительных деталей должны быть согласованы между потребителем и изготовителем.
8.10 Контроль оправкой*
_________________
* Наименование пункта 8.10 в оригинале выделено курсивом. - .
Каждая обсадная или насосно-компрессорная труба с резьбой или без резьбы должна быть подвергнута контролю оправкой по всей длине. Обсадные и насосно-компрессорные трубы с резьбой, нарезанной предприятием, не являющимся изготовителем труб, должны быть подвергнуты контролю оправкой на расстоянии не более 0,6 м от муфтового конца обсадной трубы и не более 1,1 м от муфтового конца насосно-компрессорной трубы. Размеры стандартных оправок для контроля (длина и диаметр) должны соответствовать указанным в таблице С.31.
Обсадные трубы наружным диаметром более 114,30 до 273,05 мм, предназначенные потребителем для применения в качестве насосно-компрессорных труб, должны быть подвергнуты контролю оправкой, как указано ниже, и иметь маркировку в соответствии с разделом 11.
Обсадные трубы размерами, указанными в таблице С.32, могут быть заказаны потребителем с контролем альтернативными оправками и должны быть проверены оправками размерами, указанными в таблице С.32. Трубы, проверенные альтернативными оправками, должны иметь маркировку в соответствии с разделом 11.
8.11 Предельные отклонения размеров и массы
8.11.1 Наружный диаметр
Предельные отклонения наружного диаметра трубы не должны превышать:
±0,79 мм - при наружном диаметре менее 114,30 мм;
% номинального наружного диаметра - при наружном диаметре 114,30 мм и более.
Для насосно-компрессорных труб EU и НКТВ с высаженными наружу концами наружным диаметром 60,32 мм и более (рисунки D.6 и D.8), предельные отклонения наружного диаметра на расстоянии от до (
+101,60 мм) для EU и НКТВ не должны превышать:
(Поправка. ИУС N 2-2016).
мм - при наружном диаметре от 60,32 до 88,90 мм;
мм - при наружном диаметре от 88,90 до 101,60 мм включительно;
![]() номинального наружного диаметра - при наружном диаметре более 101,60 мм
номинального наружного диаметра - при наружном диаметре более 101,60 мм
(Поправка. ИУС N 2-2016).
Измерения должны быть проведены специальным измерительным инструментом или калибром-скобой. Изменения диаметра на расстоянии между переходным участком и началом тела трубы от до (
+101,60 мм) должны быть плавными и постепенными. Предельные отклонения для наружного диаметра тела трубы не распространяются на расстояние от торца трубы до начала тела трубы (
+101,60 мм).
(Поправка. ИУС N 2-2016).
Предельные отклонения для наружного диаметра трубных заготовок для муфт и заготовок для соединительных деталей должны быть установлены в заказе на поставку.
(Измененная редакция, Изм. N 1).
8.11.2 Толщина стенки
Предельное минусовое отклонение толщины стенки труб не должно превышать 12,5% номинальной толщины стенки. Предельное плюсовое отклонение толщины стенки должно быть ограничено допустимыми отклонениями массы.
Предельные отклонения для толщины стенки трубных заготовок для муфт и заготовок для соединительных деталей должны быть установлены в заказе на поставку.
8.11.3 Допустимые отклонения массы не должны превышать:
% - для отдельной трубы;
% - для позиции заказа массой 60 т и более;
% - для позиции заказа массой менее 60 т.
Если требуемая минимальная толщина стенки труб равна или превышает 90% заданной толщины стенки, плюсовое отклонение массы отдельной трубы должно быть увеличено до 10%. |
(Измененная редакция, Изм. N 1).
8.11.4 Внутренний диаметр
Предельные отклонения внутреннего диаметра должны быть ограничены предельными отклонениями наружного диаметра и массы.
8.11.5 Размеры высаженных концов
Предельные отклонения размеров высаженных концов труб для соединений EU и НКТВ приведены в таблицах С.27 и С.28.
8.11.6 Высаженная часть увеличенной длины
По согласованию между потребителем и изготовителем насосно-компрессорные трубы для соединения EU могут быть заказаны с высаженной частью увеличенной длины. В этом случае длина высаженной части обоих концов не менее 95% труб должна соответствовать увеличенной длине, длина высаженной части обоих концов остальных труб должна соответствовать обычной длине, если между потребителем и изготовителем не согласовано иное.
8.12 Концы труб
8.12.1 Трубы без резьбы
Трубы могут быть поставлены без резьбы с высаженными или невысаженными концами, при этом они должны соответствовать всем требованиям настоящего стандарта для конкретной группы прочности и должны иметь маркировку в соответствии с 11.5.2.
Трубы для потайных обсадных колонн должны быть поставлены без резьбы, с торцами, обрезанными под прямым углом, с полным удалением заусенцев на наружной и внутренней кромках торцов. |
Примечание - Абзацы введены с целью уточнения требований к трубам для потайных обсадных колонн, трубным заготовкам для муфт и заготовкам для соединительных деталей.
8.12.2 Обсадные трубы с резьбой
Если в заказе на поставку не указано иное, обсадные трубы должны быть поставлены с резьбой и муфтами. В соответствии с заказом на поставку и таблицей С.1 обсадные трубы должны быть поставлены с одним из следующих видов отделки концов:
- для соединения LC с удлиненной закругленной треугольной резьбой;
- для соединения SC с короткой закругленной треугольной резьбой;
- для упорного соединения ВС с трапецеидальной резьбой;
- для соединения LC повышенной герметичности;
- для соединения ОТТМ с трапецеидальной резьбой;
- для соединения ОТТГ с трапецеидальной резьбой и узлом уплотнения "металл-металл".
По согласованию между потребителем и изготовителем обсадные трубы могут быть поставлены со специальной отделкой концов, не предусмотренной настоящим стандартом, в соответствии с требованиями 8.12.8. |
Для соединений ВС и ОТТМ могут быть заказаны трубы с муфтами с уплотнительными кольцами в соответствии с А.7 SR13. |
Для соединений ВС, ОТТМ и ОТТГ могут быть поставлены трубы со специальными муфтами, для соединения ВС - трубы со специальными муфтами и специальной фаской в соответствии с 9.8 и таблицей С.25. |
Может быть заказана поставка обсадных труб без муфт.
Примечание - Абзацы введены с целью уточнения видов отделки концов труб.
Обсадные трубы групп прочности Н40, J55, K55 или М65 некоторых размеров могут быть поставлены для соединений SC или LC (таблица С.1). Если требуется поставка труб для соединения LC, потребитель должен указать это в заказе на поставку. При отсутствии такого указания должны быть поставлены трубы для соединения SC.
8.12.3 Насосно-компрессорные трубы с резьбой
Если в заказе на поставку не указано иное, насосно-компрессорные трубы должны быть поставлены с резьбой и муфтами. В соответствии с заказом на поставку и таблицей С.3 насосно-компрессорные трубы должны быть поставлены с одним из следующих видов отделки концов:
- для соединения NU с закругленной треугольной резьбой;
- для соединения EU с закругленной треугольной резьбой и высаженными наружу концами труб;
- для соединения НКТ с закругленной треугольной резьбой;
- для соединения НКТВ с закругленной треугольной резьбой и высаженными наружу концами труб;
- для соединения НКМ с трапецеидальной резьбой и узлом уплотнения "металл-металл".
По согласованию между потребителем и изготовителем трубы могут быть поставлены со специальной отделкой концов, не предусмотренной настоящим стандартом, в соответствии с требованиями 8.12.8. |
Для соединений NU, EU, НКТ и НКТВ могут быть заказаны трубы с муфтами с уплотнительными кольцами в соответствии с А.7 SR13. |
Для соединений NU и EU могут быть поставлены трубы со специальными муфтами или трубы с муфтами со специальной фаской - в соответствии с 9.8 и таблицей С.26. |
Может быть заказана поставка насосно-компрессорных труб без муфт.
Примечание - Абзацы введены с целью уточнения видов отделки концов труб.
8.12.4 Насосно-компрессорные трубы со скругленными торцами
Насосно-компрессорные трубы для соединения EU наружным диаметром от 60,32 до 114,30 мм по выбору изготовителя или по требованию потребителя могут быть поставлены со скругленными торцами вместо обычного притупления. Скругление торцов выполняют для облегчения нанесения покрытия, при этом радиусы переходов должны быть плавными, на поверхности скругления по внутреннему и наружному диаметрам не должно быть острых кромок, заусенцев или расслоений. Вид и размеры конца трубы со скругленным торцом приведены на рисунке D.6. Эти размеры являются рекомендуемыми, их измерение для приемки или отбраковки изделий не является обязательным.
8.12.5 Укороченные трубы
Укороченные трубы должны быть поставлены с резьбовыми концами без муфт, если в заказе на поставку не указаны иные требования.
8.12.6 Нарезание резьбы
Резьба труб, методы измерения и контроля резьбы должны соответствовать требованиям стандартов на резьбовые соединения. Для обеспечения соответствия требованиям к нарезанию резьбы проводят скругление профиля концов трубы ударным воздействием.
8.12.7 Качество отделки концов
Внутренняя и наружная кромки торцов труб не должны иметь заусенцев. Резьба труб из мартенситных хромистых сталей склонна к адгезионному износу или образованию задиров при свинчивании и развинчивании. Устойчивость резьбы к образованию задиров может быть повышена за счет специальной подготовки поверхности, которая выходит за рамки настоящего стандарта.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
8.12.8 Специальная отделка концов
По согласованию между потребителем и изготовителем трубы могут быть поставлены со специальной отделкой концов, не предусмотренной в настоящем стандарте. Тело такой трубы должно быть изготовлено в соответствии с требованиями настоящего стандарта. Если нарезание резьбы выполняет трубное предприятие или нарезчик труб, труба должна иметь маркировку в соответствии с 11.5.2.
По согласованию между потребителем и изготовителем комплектуемые муфты могут быть поставлены со специальной отделкой концов, не предусмотренной в настоящем стандарте. Такие муфты должны быть изготовлены в соответствии с требованиями настоящего стандарта, кроме размеров и отделки концов, и иметь маркировку в соответствии с 11.5.2.
8.12.9 Переводники Переводники для обсадных и насосно-компрессорных колонн могут быть изготовлены с сочетаниями типов резьбовых соединений, указанных в таблице С.1 или С.3. Переводники могут быть изготовлены со специальной отделкой концов: с сочетаниями типов резьбовых соединений, не предусмотренных настоящим стандартом. Тело таких переводников должно быть изготовлено в соответствии с требованиями настоящего стандарта. Если нарезание резьбы выполняет изготовитель переводников или нарезчик резьбы на переводниках, маркировка должна быть выполнена в соответствии с 11.5.2. |
Пункт 8.12.9 (Введен дополнительно, Изм. N 1).
8.13 Дефекты
8.13.1 Трубы и заготовки для соединительных деталей
Трубы и заготовки для соединительных деталей не должны иметь следующих дефектов:
a) закалочных трещин;
b) несовершенств поверхности, уменьшающих толщину стенки до значения менее 87,5% заданной толщины стенки;
c) неповерхностных несовершенств, которые, будучи спроецированными на наружную поверхность, имели бы площадь, превышающую 260 мм, если настоящим стандартом предусмотрен неразрушающий контроль (кроме визуального) (10.15, А.2 SR1 и А.3 SR2) или он указан в заказе на поставку;
d) неповерхностных несовершенств сварного шва в пределах 1,6 мм по обе стороны от линии сварного шва, уменьшающих толщину стенки до значения менее 87,5% заданной толщины стенки;
e) линейных несовершенств на наружной или внутренней поверхностях любой ориентации глубиной, превышающей указанную в таблице С.33;
f) несовершенств поверхности высаженных концов труб любой ориентации глубиной, превышающей указанную в таблице С.34.
8.13.2 Трубные заготовки для муфт, кроме изготовленных из труб*
_____________
* Измененная редакция, Изм. N 1.
Трубные заготовки для муфт не должны иметь закалочных трещин. Трубные заготовки для муфт не должны иметь несовершенств, нарушающих сплошность наружной поверхности и имеющих глубину, превышающую 5,0% заданной толщины стенки, выводящих наружный диаметр или толщину стенки за предельные отклонения, либо такие несовершенства должны быть четко обозначены. Кроме того, на трубные заготовки для муфт должно распространяться требование, указанное в 8.13.1, перечисление с).
8.13.3 План контроля процесса
Изготовитель, опираясь на знание производственного процесса и требования раздела 10, должен внедрить план контроля процесса, обеспечивающий соблюдение указанных выше требований.
8.14 Навинчивание муфт и защита резьбы
8.14.1 Классы 1, 2 и 3
Муфты для обсадных труб и обычные муфты для насосно-компрессорных труб должны быть навинчены на трубы механическим способом на муфтонаверточном станке, за исключением случаев, когда в соответствии с заказом на поставку они должны быть навинчены вручную (примечание 1 к настоящему пункту) или поставлены отдельно. Специальные муфты для насосно-компрессорных труб должны быть навинчены на трубы вручную, если в заказе на поставку нет требования об отдельной поставке муфт.
Смазка для резьбы перед свинчиванием должна быть нанесена таким образом, чтобы покрыть всю поверхность соединяемого участка резьбы муфты или трубы. По согласованию между потребителем и изготовителем смазка может быть нанесена на резьбу и муфты, и трубы. Если в заказе на поставку не указаны иные требования, то смазка должна соответствовать требованиям [7]. Если трубы поставляют с резьбой и муфтами, свободный конец трубы и муфта должны быть снабжены предохранителями резьбы. Если трубы поставляют с резьбой, но без муфт, то оба конца трубы должны быть снабжены предохранителями резьбы. Предохранители резьбы должны соответствовать требованиям 12.2. Все открытые участки резьбы должны быть покрыты смазкой. На открытых участках резьбы обычная смазка может быть заменена консервационной смазкой другого цвета. Смазка должна быть нанесена на чистую поверхность, очищенную от влаги или остатков смазочно-охлаждающей жидкости.
Примечания
1 Требования к свинчиванию вручную - по [7].
2 Цель ручного свинчивания с муфтами - облегчить развинчивание муфт для очистки и контроля резьбы и нанесения свежей смазки перед применением труб. Эта процедура способствует уменьшению вероятности возникновения утечек, поскольку соединения, выполненные механическим свинчиванием, являющиеся герметичными на момент свинчивания, могут потерять герметичность при транспортировании, погрузочно-разгрузочных операциях и применении.
3 Резьба мартенситных хромистых сталей склонна к образованию задиров. Могут быть необходимы специальные меры предосторожности при обработке поверхности резьбы и/или применение смазки для того, чтобы уменьшить образование задиров при проведении гидростатического испытания (при установке и снятии заглушек).
8.14.2 Класс 4
Для класса 4 должны быть применимы все требования, указанные в 8.14.1, за исключением того, что муфты для соединений, предусмотренных настоящим стандартом, должны транспортироваться отдельно, если только в заказе на поставку не указано механическое свинчивание.
9 Муфты
9.1 Общие требования
Муфты должны быть бесшовными, той же группы прочности и типа, того же уровня PSL или выше, что и трубы, должны быть подвергнуты такой же термообработке, что и трубы, с учетом исключений, перечисленных в 9.2. Настоящий стандарт не требует, чтобы муфтовые заготовки были нарезаны из трубных изделий, заказанных в соответствии с настоящим стандартом как трубные заготовки для муфт.
Для улучшения свинчивания на поверхность резьбы и уплотнительных поверхностей муфты должно быть нанесено покрытие. |
Примечание - Абзац уточняет расположение и цель нанесения покрытия.
При гальваническом покрытии муфт процесс нанесения покрытия должен быть контролируемым для сведения к минимуму абсорбции водорода.
9.2 Альтернативные группы прочности и режимы термообработки
9.2.1 Трубы группы прочности Н40 должны быть поставлены с муфтами групп прочности Н40, J55, К55 или К72 в состоянии после прокатки, нормализации, нормализации и отпуска или закалки и отпуска, если в заказе на поставку не указан вид термообработки.
9.2.2 Трубы группы прочности J55 должны быть поставлены с муфтами групп прочности J55, К55 или К72 в состоянии после прокатки, нормализации, нормализации и отпуска или закалки и отпуска, если в заказе на поставку не указан вид термообработки.
9.2.3 Трубы группы прочности К55 должны быть поставлены с муфтами групп прочности К55 или К72 в состоянии после прокатки, нормализации, нормализации и отпуска или закалки и отпуска, если в заказе на поставку не указан вид термообработки.
9.2.4 Насосно-компрессорные трубы для соединения EU группы прочности J55 должны быть поставлены со специальными муфтами группы прочности L80 тип 1, если это указано в заказе на поставку.
9.2.5 Обсадные трубы групп прочности J55 и К55 для соединения ВС должны быть поставлены с муфтами группы прочности L80 тип 1, если это указано в заказе на поставку.
9.2.6 Трубы группы прочности М65 должны быть поставлены с муфтами группы прочности L80 тип 1.
9.2.7 Нормализованные трубы или сварные трубы с локальной нормализацией сварного шва группы прочности N80 тип 1 должны быть поставлены с муфтами групп прочности N80 тип 1 или N80 тип Q.
9.2.8 Нормализованные и отпущенные трубы группы прочности N80 тип 1 должны быть поставлены с муфтами группы прочности N80 тип 1 в состоянии после нормализации и отпуска или муфтами группы прочности N80 тип Q.
(Измененная редакция, Изм. N 1).
9.2.9 Насосно-компрессорные трубы для соединения EU групп прочности N80 тип 1 и N80 тип Q должны быть поставлены со специальными муфтами группы прочности Р110, если это указано в заказе на поставку.
9.2.10 Обсадные трубы группы прочности N80 тип 1 и N80 тип Q для соединения ВС должны быть поставлены с муфтами группы прочности Р110, если это указано в заказе на поставку.
9.2.11 Обсадные трубы группы прочности Р110 для соединения ВС должны быть поставлены с муфтами группы прочности Q125, если это указано в заказе на поставку.
9.2.12 Насосно-компрессорные трубы группы прочности К72 должны быть поставлены с муфтами группы прочности К72 в состоянии после прокатки, нормализации и отпуска, закалки и отпуска, если в заказе на поставку не указан вид термообработки муфт, или с муфтами групп прочности N80 тип 1 или N80 тип Q. |
(Измененная редакция, Изм. N 1).
9.3 Способ производства. Классы 1, 2 и 3*
_________________
* Наименование пункта 9.3 в оригинале выделено курсивом. - .
Муфты должны быть изготовлены из бесшовных трубных заготовок для муфт или горячекованых поковок и подвергнуты термообработке в соответствии с 6.2.
9.4 Способ производства. Класс 4*
_________________
* Наименование пункта 9.4 в оригинале выделено курсивом. - .
Муфты групп прочности Q125 и Q135 должны быть изготовлены из бесшовных трубных заготовок для муфт в соответствии с теми же требованиями и правилами контроля качества, которые установлены настоящим стандартом для обсадных труб групп прочности Q125 и Q135 или насосно-компрессорных труб группы прочности Q135 (разделы 6 и 7). Муфтовые заготовки должны быть нарезаны из трубных заготовок для муфт. Дополнительные требования по механической обработке поверхности муфтовых заготовок приведены в А.4 SR9.
9.5 Механические свойства
Механические свойства муфт должны соответствовать требованиям разделов 7 и 10, включая периодичность испытаний, условия повторных испытаний и т.п. Записи по таким испытаниям должны быть доступны для инспекции, проводимой потребителем.
9.6 Размеры и предельные отклонения
9.6.1 Классы 1, 2 и 3
Размеры и предельные отклонения размеров муфт должны соответствовать требованиям таблиц С.35-С.43. Если в заказе на поставку не указано иное, то обсадные и насосно-компрессорные трубы с резьбой и муфтами должны быть поставлены с обычными муфтами.
9.6.2 Класс 4
Муфты, кроме механически обработанной внутренней поверхности, могут иметь механически обработанную наружную поверхность в соответствии с А.4 SR9. Размеры муфт должны соответствовать указанным в заказе на поставку, если не заказаны муфты для соединений, предусмотренных настоящим стандартом, в этом случае размеры муфт должны соответствовать размерам, указанным в таблицах С.35-С.43.
9.7 Обычные муфты
Наружные диаметры обычных муфт указаны в таблицах С.35-С.43. Внутренняя и наружная кромки торцовой плоскости муфт должны быть скруглены или притуплены, при этом ширина торцовой плоскости муфты должна быть не менее указанного значения для того, чтобы оставшаяся ширина была достаточной для безопасного удержания трубы на элеваторе. Торцы муфт должны быть перпендикулярны к оси муфты.
9.8 Специальные муфты. Классы 1, 2 и 3
Если это указано в заказе на поставку, обсадные трубы для соединений ВС, ОТТМ, ОТТГ и насосно-компрессорные трубы для соединения EU должны быть поставлены со специальными муфтами с уменьшенным наружным диаметром. Если в заказе на поставку не указано иное, то специальные муфты для насосно-компрессорных труб для соединения EU должны иметь на обоих концах специальную фаску, как указано в 9.12 и показано на рисунке D.6.
Если это указано в заказе на поставку, то специальные муфты для обсадных труб для соединения ВС должны иметь на обоих концах специальную фаску, как показано на рисунке D.2.
Внутренняя и наружная кромки торцовой плоскости муфты должны быть скруглены или притуплены, как показано на рисунках D.2 и D.5.
Торцы (или поверхность притупления при выполнении фаски) муфт должны быть перпендикулярны к оси муфты. Размеры и предельные отклонения размеров специальных муфт должны соответствовать указанным в таблицах С.36-С.38, С.40, на рисунках D.2 и D.6.
Требования к маркировке и цветовой идентификации муфт указаны в разделе 11.
9.9 Комбинированные муфты
По согласованию между потребителем и изготовителем трубы должны быть поставлены с комбинированными муфтами, имеющими концы одних и тех же заданных размеров, но с резьбами для различных типов соединений. Минимальная длина и минимальный наружный диаметр комбинированных муфт должны быть достаточными для выполнения указанных типов соединений и размеров резьбы.
9.10 Переходные муфты. Классы 1, 2 и 3
По согласованию между потребителем и изготовителем трубы должны быть поставлены с переходными муфтами, применяемыми для соединения труб различных наружных диаметров с резьбой для одинаковых или различных типов соединений. Минимальная длина и минимальный наружный диаметр переходных муфт должны быть достаточными для выполнения указанных типов соединений и размеров резьбы.
9.11 Муфты с уплотнительными кольцами
Муфты с уплотнительными кольцами, соответствующими требованиям А.7 SR13, поставляют, если это указано в заказе на поставку.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
9.12 Муфты со специальной фаской. Классы 1, 2 и 3
Если это указано в заказе на поставку, муфты для насосно-компрессорных труб для соединений NU и EU должны быть поставлены со специальной фаской в соответствии с требованиями таблиц С.39 и С.40. Если не указано иное, то угол фаски на обоих концах таких муфт должен быть таким, как показано на рисунках D.5 и D.6. Внутренняя и наружная кромки торцовой плоскости муфты должны быть скруглены или притуплены, как показано на рисунках D.5 и D.6. Поверхности притупления торцов муфты должны быть расположены под прямым углом к оси муфты.
Если это указано в заказе на поставку, муфты для насосно-компрессорных труб для соединений НКТ и НКТВ должны быть поставлены со специальной фаской, аналогичной специальной фаске, показанной на рисунках D.5 u D. 6. |
Если это указано в заказе на поставку, специальные муфты для обсадных труб для соединения ВС должны быть поставлены со специальной фаской, как показано на рисунке D.2. |
Примечание - Абзац введен с целью уточнения видов поставляемых муфт.
(Измененная редакция, Изм. N 1).
9.13 Нарезание резьбы
9.13.1 Общие требования
Резьба муфт, методы измерения и контроль резьбы должны соответствовать требованиям стандартов на резьбовые соединения. Муфты не допускается подвергать раздаче для обеспечения требуемой конусности резьбы.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
Примечание - Резьбовые соединения, предусмотренные настоящим стандартом, кроме соединений ОТТГ и НКМ, вследствие недостаточной плотности сопряжения между муфтой и ниппельным концом трубы могут иметь более низкую герметичность, чем тело трубы.
9.13.2 Муфты для обсадных труб
В соответствии с заказом на поставку и таблицей С.1 муфты для обсадных труб должны быть поставлены с одним из следующих видов отделки концов:
- для соединений LC или SC с удлиненной или короткой закругленной треугольной резьбой - обычные муфты;
- для упорного соединения ВС с трапецеидальной резьбой - обычные, специальные муфты или специальные муфты со специальной фаской;
- для соединений ОТТГ или ОТТМ с трапецеидальной резьбой - обычные или специальные муфты.
Обычные муфты для соединений LC, SC, ВС и ОТТГ могут быть поставлены с уплотнительными кольцами в соответствии с А.7 SR13.
По согласованию между потребителем и изготовителем муфты могут быть поставлены со специальной отделкой концов, не предусмотренной настоящим стандартом, в соответствии с требованиями 8.12.8. |
Примечание - Абзац введен с целью уточнения видов отделки муфт.
9.13.3 Муфты для насосно-компрессорных труб
В соответствии с заказом на поставку и таблицей С.3 муфты для насосно-компрессорных труб должны быть поставлены с одним из следующих видов отделки концов:
- для соединения EU с закругленной треугольной резьбой - обычные, специальные муфты или муфты со специальной фаской;
- для соединения NU с закругленной треугольной резьбой - обычные муфты или муфты со специальной фаской;
- для соединений НКТ или НКТВ с закругленной треугольной резьбой - обычные муфты или обычные муфты со специальной фаской;
- для соединений НКМ с трапецеидальной резьбой - обычные муфты.
Обычные муфты для соединений EU, NU, НКТ и НКТВ могут быть заказаны с уплотнительными кольцами в соответствии с А.7 SR13.
По согласованию между потребителем и изготовителем муфты могут быть поставлены со специальной отделкой концов, не предусмотренной настоящим стандартом, в соответствии с требованиями 8.12.8. |
Примечание - Абзац введен с целью уточнения видов отделки муфт.
(Измененная редакция, Изм. N 1).
9.14 Контроль поверхности
9.14.1 На внутренней поверхности муфты не должно быть несовершенств, нарушающих непрерывность резьбы.
9.14.2 Наружная и внутренняя поверхности муфты после окончательной механической обработки и до нанесения на наружную или внутреннюю поверхности гальванического или иного покрытия для выявления продольных поверхностных несовершенств должна быть подвергнута влажному флуоресцентному магнитопорошковому контролю с циркулярно ориентированным магнитным полем в соответствии с [8] или [9] или неразрушающему контролю другим методом такой же чувствительности, согласованным с потребителем. Записи должны быть сохранены в соответствии с 10.15.4.
9.14.3 По согласованию между потребителем и изготовителем допускается не проводить неразрушающий контроль муфт групп прочности Н40, J55, K55 и К72. Однако в этом случае внутренняя и наружная поверхности муфты должны быть подвергнуты после окончательной механической обработки и до нанесения покрытия визуальному контролю, причем видимые плены, трещины и пористость не допускаются. Требования к маркировке указаны в таблице С.76.
Примечание - Видимыми трещинами или пленами считаются те, которые видны без применения магнитопорошкового, капиллярного или других методов неразрушающего контроля.
9.14.4 После нанесения покрытия резьбовые поверхности муфт должны быть подвергнуты визуальному контролю для проверки соответствия.
9.14.5 Несовершенства любой глубины, обнаруженные изготовителем в процессе контроля, за исключением допустимых в таблице С.39, должны быть удалены.
9.14.6 За исключением установленного в 9.14.7, муфты, прошедшие повторный контроль за пределами предприятия-изготовителя в соответствии с 9.14.2 или 9.14.3, не должны иметь несовершенств, за исключением наружных несовершенств, указанных в таблице С.44.
9.14.7 Муфты групп прочности J55, K55 и К72, подвергаемые испытанию на ударный изгиб при температуре 0 °С или ниже, в результате которого содержание вязкой составляющей в изломе образцов превышает 80%, а минимальная поглощенная энергия превышает установленные требования, и муфты групп прочности N80 тип 1, N80 тип Q и классов 2, 3 и 4 не должны быть забракованы из-за несовершенств глубиной менее 5,0% критической толщины стенки, обнаруженных при последующем контроле, проводимом за пределами предприятия-изготовителя. Критическую толщину стенки определяют, как указано в 7.3.2.
9.15 Измерение глубины несовершенств
Глубину несовершенства измеряют от обычной поверхности или контура муфты, находящихся вблизи несовершенства. Наружный диаметр муфты измеряют по поверхности или контуру муфты (т.е. по исходной поверхности или по контуру участка зачистки после удаления несовершенства или дефекта). Не допускается измерение наружного диаметра от основания раковины.
9.16 Ремонт и удаление несовершенств и дефектов
Ремонт сваркой не допускается. Недопустимые несовершенства, определенные в 9.14.5, должны быть полностью удалены. Допустимые несовершенства (таблица С.39) могут быть удалены или уменьшены механической обработкой или шлифованием наружной поверхности. Участки, подвергавшиеся механической обработке или шлифованию, должны плавно переходить в контур муфты. Наружный диаметр готовой муфты должен быть в пределах допустимых отклонений.
После удаления дефектов зона зачистки должна быть подвергнута повторному контролю тем же методом и с той же чувствительностью, что и при первоначальном контроле, или иным методом равной или большей чувствительности.
9.17 Обработка поверхности резьбы. Группы прочности Q125 и Q135*
________________
* Обозначение "Q135" в наименовании пункта 9.17 в оригинале выделено курсивом. - .
Обработка поверхности резьбы должна соответствовать требованиям, указанным в заказе.
9.18 Защита муфт. Группы прочности С90, Т95, Q125 и Q135*
_________________
* Наименование пункта 9.18 в оригинале выделено курсивом. - .
Поставляемые отдельно муфты, изготовленные из муфтовых заготовок с механически обработанной наружной поверхностью, должны быть упакованы таким образом, чтобы предотвратить их повреждение от контакта друг с другом во время транспортирования. Упаковка должна быть изготовлена из подходящего материала, исключающего повреждение поверхностей муфт при транспортировании, и иметь конструкцию, легко перемещаемую подъемным устройством.
10 Контроль и испытания
10.1 Оборудование для испытаний
Изготовитель должен установить и документировать требуемую периодичность проведения калибровки или поверки оборудования, чтобы быть уверенным в том, что все изделия соответствуют требованиям настоящего стандарта.
Если испытательное или измерительное оборудование, калибровку или поверку которого проводят в соответствии с положениями настоящего стандарта, подвергается воздействию необычных или неблагоприятных условий, которые могут поставить под вопрос его точность, то перед дальнейшим применением оборудования должна быть проведена его повторная калибровка или поверка.
10.2 Определение размера партии для испытаний механических свойств
10.2.1 Классы 1, 2 (группы прочности М65, L80 тип 1 и R95) и 3. Трубы и трубные заготовки для муфт, кроме укороченных труб, термообработанных после порезки на муфтовые заготовки или на отдельные длины*
_____________
* Измененная редакция, Изм. N 1.
Под партией понимают совокупность изделий одного заданного наружного диаметра, одной заданной толщины стенки и одной группы прочности в состоянии после прокатки или после термообработки как части непрерывного процесса (или периодического процесса), изготовленных из стали одной плавки или разных плавок, сгруппированных в соответствии с документированной процедурой, обеспечивающей соблюдение соответствующих требований настоящего стандарта.
10.2.2 Классы 2 (группы прочности L80 тип 9Cr, L80 тип 13Cr, C90, Т95) и 4. Трубы и трубные заготовки для муфт, кроме укороченных труб, термообработанных после порезки на заготовки или на отдельные длины
Под партией понимают совокупность изделий одного заданного наружного диаметра, одной заданной толщины стенки и одной группы прочности в состоянии после термообработки как части непрерывного процесса (или периодического процесса), изготовленных из стали одной плавки.
10.2.3 Муфтовые заготовки, укороченные трубы или заготовки для соединительных деталей, термообработанные после порезки на заготовки или на отдельные длины
Под партией понимают совокупность изделий одного заданного наружного диаметра, одной заданной толщины стенки и одной группы прочности, изготовленных из стали одной плавки, которая:
a) подвергалась периодической термообработке одновременно в одной печи;
b) подвергалась непрерывной термообработке в последовательных садках при одинаковом режиме и параметрах термообработки, в одной закалочной печи с регистрирующим устройством, обеспечивающим документирование контроля термообработки всей партии;
c) подвергалась термообработке в виде отдельных изделий при одинаковых параметрах непрерывного процесса на одинаковом оборудовании с регистрирующим самописцем, обеспечивающим документирование контроля термообработки в течение всего процесса.
Кроме того, для групп прочности С90, Т95, Q125 и Q135 количество изделий в партии не должно превышать 30 муфт, укороченных труб или заготовок для соединительных деталей для обсадных труб наружным диаметром 244,48 мм и более, или 50 муфт, укороченных труб или заготовок для соединительных деталей для обсадных труб меньшего наружного диаметра, термообработанных в виде отдельных изделий.
10.3 Контроль химического состава
10.3.1 Муфты, укороченные трубы и заготовки для соединительных деталей
Для муфт, укороченных труб и заготовок для соединительных деталей требуемый анализ должен быть предоставлен изготовителем стали или обработчиком и должен быть проведен на пробах, отобранных от трубных изделий, непрерывнолитой заготовки, горячекатаной непрерывнолитой заготовки или рулонного проката.
10.3.2 Анализ плавки
Для классов 1, 2 и 3 изготовитель по требованию потребителя должен предоставить протокол анализа каждой плавки стали, использованной для изготовления труб, трубных заготовок для муфт и муфт, поставляемых по заказу. Кроме того, по требованию потребителя ему должны быть предоставлены результаты количественного анализа других элементов, используемых изготовителем для обеспечения механических свойств.
Для групп прочности Q125 и Q135 изготовитель должен предоставить протокол анализа каждой плавки стали, использованной для изготовления труб, трубных заготовок для муфт и муфт, поставляемых по заказу, без дополнительного требования потребителя. Протокол должен включать результаты количественного анализа других элементов, используемых изготовителем для обеспечения механических свойств.
10.3.3 Анализ изделия
Для анализа должны быть отобраны два изделия от каждой плавки. Анализ должен быть проведен изготовителем на пробах, отобранных от готового изделия. Для электросварных изделий может быть проведен химический анализ проб от рулонного проката, предназначенного для изготовления труб.
Анализ изделия должен включать результаты определения количественного содержания всех элементов, перечисленных в таблице С.5, а также любых других элементов, используемых изготовителем для обеспечения механических свойств.
Для классов 1, 2 и 3 результаты анализа изделия должны быть предоставлены потребителю по требованию.
Для класса 4 результаты анализа изделия должны быть предоставлены потребителю без дополнительного требования.
10.3.4 Методы анализа
Химический состав должен быть определен любым из методов, обычно применяемых для определения химического состава, таким как эмиссионная спектроскопия, рентгеновская эмиссионная спектроскопия, атомно-абсорбционный метод, метод сжигания или влажные аналитические процедуры. При калибровке оборудования должны быть применимы стандартные образцы материалов. В спорных случаях химический анализ должен быть проведен в соответствии с [10] или [11].
10.3.5 Повторный анализ изделий
Если анализы обеих проб от трубных изделий, представляющих плавку, не соответствуют установленным требованиям, изготовитель может по своему усмотрению забраковать всю партию или провести индивидуальный анализ остальных изделий плавки на соответствие установленным требованиям. Если анализ хотя бы одной из проб не соответствует установленным требованиям, изготовитель может по своему усмотрению забраковать всю плавку или провести дополнительный анализ двух дополнительных изделий из той же плавки. Если результаты обоих дополнительных анализов соответствуют установленным требованиям, плавка должна быть принята, за исключением изделия, несоответствие которого выявлено при первичном анализе. Если хотя бы один из дополнительных анализов не соответствует установленным требованиям, изготовитель может по своему усмотрению забраковать всю партию или провести индивидуальный анализ остальных изделий плавки. При индивидуальном анализе остальных изделий плавки необходимо провести определение только тех элементов, по которым получен результат, не соответствующий требованиям. Пробы для повторного анализа изделий должны быть отобраны так же, как и пробы для первичного анализа изделий. Если это указано в заказе на поставку, результаты всех повторных анализов изделий должны быть предоставлены потребителю.
10.4 Испытание на растяжение
10.4.1 Температура отпуска для снятия напряжений
При определении периодичности проведения испытаний на растяжение отпуск для снятия напряжений не должен считаться термической обработкой при условии, что температура отпуска для снятия напряжений ниже температуры окончательного отпуска не менее чем на 56 °С.
10.4.2 Испытание на растяжение для контроля плавки. Классы 1, 2 и 3
Одно контрольное испытание должно быть проведено для каждой плавки стали, используемой изготовителем для изготовления изделий по настоящему стандарту. Для электросварных труб испытание плавки может быть проведено по выбору изготовителя на образцах от рулонного проката или от готовых труб.
Контрольное испытание плавки, проведенное на образцах от изделий, может считаться испытанием для партии изделий.
10.4.3 Периодичность испытаний и отбор проб. Обсадные и насосно-компрессорные трубы
Периодичность испытаний для обсадных и насосно-компрессорных труб всех классов приведена в таблице С.45.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
Трубы для испытания отбирают произвольно, и если требуется проведение более одного испытания, то процедура отбора проб должна обеспечить отбор проб от разных труб, от начала и конца цикла термообработки (если применима), от передних и задних концов труб. Если для труб с высаженными концами требуется проведение более одного испытания, пробы от них могут быть отобраны от обоих концов одной трубы.
10.4.4 Периодичность испытаний и отбор проб. Трубные заготовки для муфт, муфты, укороченные трубы и заготовки для соединительных деталей
Периодичность испытания для муфт и трубных заготовок для муфт приведена в таблице С.46, укороченных труб и заготовок для соединительных деталей - в таблице С.47.
Если требуется проведение более одного испытания, образцы для испытаний должны быть отобраны от разных изделий. |
Примечание - Абзац введен с целью уточнения положений по отбору образцов.
Для классов 1, 2 (кроме групп прочности С90 и Т95) и класса 3 образец от исходной заготовки должен быть отобран из участка, соответствующего середине стенки заготовки для соединительных деталей.
Для класса 2 (группы прочности С90 и Т95) и класса 4 образцы для испытания на растяжение муфт, трубных заготовок для муфт, укороченных труб или заготовок для соединительных деталей, подвергнутых термообработке в виде труб, должны быть отобраны из участков, показанных на рисунке D.11.
Если укороченные трубы, муфтовые заготовки или заготовки для соединительных деталей изготовлены из ранее испытанных обсадных или насосно-компрессорных труб, или трубных заготовок для муфт, соответствующих установленным требованиям, и не подвергались после этого термообработке, то испытание не требуется.
Контрольное испытание плавки, проведенное на образцах от изделия, может считаться испытанием для партии изделий.
10.4.5 Образцы для испытания. Общие положения
Испытание на растяжение для тела изделия может быть проведено по выбору изготовителя на образцах полного сечения, образцах в виде полос или цилиндрических образцах, показанных на рисунке D.10. Образцы в виде полос от бесшовных труб и трубных заготовок для муфт могут быть отобраны по выбору изготовителя из любого участка по окружности трубы. Цилиндрические образцы должны быть отобраны из середины стенки. Цилиндрические образцы и образцы в виде полос для определения свойств сварных труб могут быть по выбору изготовителя отобраны от труб из участков, расположенных под углом приблизительно 90° к сварному шву, или от рулонного проката параллельно направлению прокатки, из участков, расположенных приблизительно посередине между кромкой и центром. Для термобработанных труб и трубных заготовок для муфт пробы для испытания на растяжение должны быть отобраны от труб, прошедших окончательную термообработку.
Образцы в виде полос должны иметь ширину расчетной части, приблизительно равную 40 мм, если для их испытания применяют соответствующие криволинейные захваты или концы образцов механически обрабатывают, или подвергают правке в холодном состоянии для уменьшения кривизны в зоне захвата. В противном случае, ширина образцов должна быть равна приблизительно 20 мм для труб наружным диаметром менее 101,60 мм, приблизительно 25 мм - для труб наружным диаметром от 101,60 до 193,68 мм включительно и приблизительно 40 мм - для труб наружным диаметром более 193,68 мм.
Образцы для испытания на растяжение для тела изделия должны представлять собой полную толщину стенки, из которой вырезан образец (за исключением цилиндрических образцов), и должны быть подвергнуты испытанию без правки. Цилиндрические образцы должны иметь диаметр, равный 12,5 мм, если это позволяет толщина стенки, или равный 9,0 мм - в остальных случаях. Если размер изделия не позволяет изготовить цилиндрический образец диаметром 9,0 мм, испытание не проводят. Если должно быть зарегистрировано или задокументировано удлинение образца, то в протоколе должны быть указаны номинальная ширина образца в виде полосы, диаметр и длина расчетной части цилиндрического образца или же должно быть указано, что применялись образцы полного сечения.
Если требуется испытание на растяжение для высаженной части трубы, потребитель и изготовитель должны согласовать тип и размер образца для испытаний. |
Примечание - Абзац введен с целью уточнения положений по испытанию труб с высаженными концами.
10.4.6 Образцы для испытаний. Дополнительные требования для муфт, укороченных труб и заготовок для соединительных деталей. Группы прочности Q125 и Q135
В дополнение к требованиям, изложенным в 10.4.5, продольные образцы для испытания на растяжение должны быть отобраны от муфт, укороченных труб или заготовок для соединительных деталей, а также от термообработанных в виде отдельных изделий муфтовых заготовок, укороченных труб или заготовок для соединительных деталей после окончательной термообработки. Для испытания необходимо применять образцы в виде полос или цилиндрические образцы диаметром 12,5 мм при толщине стенки изделия более 19,1 мм (рисунок D.10).
Образцы для испытания на растяжение от муфт, укороченных труб и заготовок для соединительных деталей, подвергаемых термообработке в виде муфтовых заготовок или отдельных изделий, должны быть отобраны так, как показано на рисунке D.11. По согласованию между изготовителем и потребителем могут быть применимы образцы в виде полос уменьшенного сечения.
10.4.7 Метод испытания
Свойства при растяжении должны быть определены при испытании продольных образцов, соответствующих требованиям 10.4.5, [12] или [13], а также требованиям 10.4.6 - для изделий групп прочности Q125 и Q135. Испытания должны быть проведены при комнатной температуре. Скорость деформации во время испытания на растяжение должна соответствовать требованиям [12] или [13].
Испытательные машины должны быть поверены в соответствии с процедурами, предусмотренными [14] или [15], не более чем за 15 месяцев до проведения испытания. Экстензометры должны быть поверены в соответствии с процедурами, предусмотренными [16] или [17], не более чем за 15 месяцев до проведения испытания. Записи должны быть сохранены в соответствии с 13.4.
10.4.8 Признание испытания недействительным
Если на образце для испытания на растяжение обнаружены дефекты механической обработки или развивающиеся трещины, он может быть забракован и заменен другим образцом.
10.4.9 Повторные испытания. Все изделия (кроме муфт, трубных заготовок для муфт, укороченных труб и заготовок для соединительных деталей групп прочности С90, Т95, Q125 и Q135)
Если результат испытания на растяжение для изделия, представляющего партию, не соответствует установленным требованиям, изготовитель может провести повторные испытания для трех дополнительных изделий из той же партии.
Если результаты всех повторных испытаний соответствуют установленным требованиям, то партия должна быть принята, за исключением отбракованного изделия.
Если более одного из первичных образцов или хотя бы один из дополнительных образцов не соответствует установленным требованиям, изготовитель может испытать все остальные изделия из партии. Образцы для повторных испытаний должны быть отобраны так же, как указано в 10.4.5 и 10.4.6. Образцы групп прочности М65, L80 и R95 для повторных испытаний на растяжение должны быть отобраны от того же конца изделия, что и первичный образец.
Забракованная партия изделий может быть подвергнута повторной термообработке и испытана как новая партия.
(Измененная редакция, Изм. N 1).
10.4.10 Повторные испытания. Муфты, трубные заготовки для муфт, укороченные трубы и заготовки для соединительных деталей групп прочности С90, Т95, Q125 и Q135
Если изделия подвергают термообработке в виде труб, а результат испытаний какого-либо образца от трубы не соответствует установленным требованиям, изготовитель должен испытать образцы от обоих концов той же трубы или забраковать всю партию труб. Другие дополнительные испытания для муфт, заготовок для муфт, укороченных труб и заготовок для соединительных деталей не допускаются. Результаты испытания обоих образцов должны соответствовать установленным требованиям или партия должна быть забракована. Забракованная партия может быть подвергнута повторной термообработке и испытана как новая партия.
Если изделия подвергают термообработке в виде муфтовых заготовок или отдельных изделий, а результат испытания не соответствует установленным требованиям, то изготовитель должен забраковать партию или провести испытание трех дополнительных изделий из этой партии. Если результаты испытаний более одного образца окажутся неудовлетворительными, то партия должна быть забракована. Забракованная партия изделий может быть подвергнута повторной термообработке и испытана как новая партия.
10.5 Испытание на сплющивание
10.5.1 Общие требования к испытанию
Испытание на сплющивание должно быть проведено для сварных труб с отношением , указанным в таблице С.24.
В 10.5.2-10.5.7 положение под углом 0° понимают как положение сварного шва, находящегося в контакте с параллельной сжимающей плитой (положение "6 ч" или "12 ч"). Положение под углом 90° понимают как положение "3 ч" или "9 ч".
10.5.2 Периодичность испытаний
Периодичность испытаний должна соответствовать указанной в таблице С.49.
10.5.3 Образцы
Образцы для испытаний представляют собой кольца или отрезки концов труб длиной не менее 63,5 мм.
Для труб, отрезанных от трубы кратной длины или от бунта, испытание для одного конца одной трубы считают испытанием для прилегающего конца следующей трубы. Если трубу подвергают высадке, образец должен быть отобран до высадки.
Образец может быть отобран до термообработки и подвергнут такой же термообработке, как и представляемая им труба. Если испытание проводят для партии, должны быть приняты меры, обеспечивающие идентификацию образцов с трубами, от которых они отобраны. Испытанию на сплющивание должна быть подвергнута каждая плавка в составе каждой партии.
Для электросварных труб, подвергаемых нормализации по всему объему, включая трубы, прошедшие горячую деформацию на растяжном стане в соответствии с требованиями 6.2.1, образцы для испытания на сплющивание вырезают до или после такой обработки, по выбору изготовителя.
10.5.4 Метод испытания. Электросварные трубы класса 1, не подвергаемые термообработке по всему объему
Образцы сплющивают между параллельными плитами. Из каждой пары образцов один должен быть сплющен с положением сварного шва под углом 90°, второй - под углом 0°. Образцы сплющивают до соприкосновения противоположных стенок трубы. В процессе испытания до тех пор, пока расстояние между плитами не станет менее указанного в таблице С.24, на образцах не допускаются трещины и разрывы. Не допускаются также признаки плохой структуры, неполного сплавления шва, расслоения, прожоги или выдавливание металла во время всего процесса сплющивания.
10.5.5 Метод испытания. Электросварные трубы классов 1 и 2, подвергаемые термообработке по всему объему
Образцы сплющивают между параллельными плитами с положением шва под углом 90°, по усмотрению инспектора могут быть также проведены отдельные испытания с положением шва под углом 0°. Образцы сплющивают до соприкосновения противоположных стенок трубы. В процессе испытания до тех пор, пока расстояние между плитами не станет менее указанного в таблице С.24, на образцах не допускаются трещины и разрывы. Не допускаются также признаки плохой структуры, неполного сплавления шва, расслоения, прожоги или выдавливание металла во время всего процесса сплющивания.
10.5.6 Метод испытания. Электросварные трубы групп прочности Р110, Q125 и Q135
Требования, изложенные в А.5 SR11, применяют, если в заказе на поставку указано, что трубы должны быть изготовлены способом электросварки с дополнительным требованием SR11.
10.5.7 Повторные испытания
Если хотя бы один образец, представляющий трубу, не соответствует установленным требованиям, изготовитель может провести дополнительные испытания образцов, отрезанных от того же конца той же трубы до тех пор, пока результаты испытаний не будут соответствовать установленным требованиям, однако оставшаяся длина трубы не должна быть короче 80% длины трубы после порезки на длины. Если хотя бы один образец, представляющий партию труб, не соответствует установленным требованиям, изготовитель может провести повторное испытание образцов, отрезанных от двух дополнительных труб из той же партии. Если эти образцы соответствуют установленным требованиям, все трубы партии должны быть приняты, кроме трубы, первоначально выбранной для испытания. Если при повторном испытании какой-либо из образцов не соответствует установленным требованиям, изготовитель может провести отдельные испытания каждой из оставшихся труб партии. Образцы для повторных испытаний должны быть отобраны так же, как и образцы в 10.5.3. По выбору изготовителя партия труб может быть подвергнута повторной термообработке и испытана как новая партия.
10.6 Контроль твердости
10.6.1 Уровни требований к продукции
Дополнительные требования к продукции PSL-3 для групп прочности N80 тип Q, C95 и Р110 приведены в приложении Е.
10.6.2 Периодичность контроля. Общие положения
Периодичность контроля твердости изделий должна соответствовать указанной в таблице С.48.
Если требуется проведение более одного испытания, образцы для испытаний должны быть отобраны от разных изделий. |
Примечание - Абзац введен с целью уточнения положения по отбору образцов.
Дополнительные контроль твердости по наружной поверхности, контроль твердости по всей толщине стенки трубы и контроль твердости высаженных концов трубы могут быть проведены по согласованию между потребителем и изготовителем. Процедура дополнительного контроля должна быть согласована между потребителем и изготовителем.
Не требуется проведение испытания укороченных труб или заготовок для соединительных деталей, изготовленных из ранее испытанных труб групп прочности М65, L80, С90, Т95, Q125 и Q135, не подвергавшихся после этого термообработке.
10.6.3 Контроль плавки. Группы прочности М65 и L80
Образец для испытания на растяжение для контроля плавки, применяемый как образец для контроля твердости, должен быть подвергнут контролю твердости по всей толщине стенки для проверки соответствия требованиям.
Контроль твердости изделия, проведенный для контроля плавки, может считаться контролем для партии изделий.
10.6.4 Периодичность контроля. Группы прочности М65 и L80
Для труб, муфт и заготовок для соединительных деталей контроль твердости должен быть проведен с той же периодичностью, что и испытания этих изделий на растяжение.
Дополнительные требования к продукции PSL-3 приведены в приложении Е.
10.6.5 Периодичность контроля и расположение образцов для испытаний. Трубы с невысаженными концами и трубные заготовки для муфт. Группы прочности С90 и Т95
Для труб с невысаженными концами и трубных заготовок для муфт должен быть проведен контроль твердости по толщине стенки в одном квадранте, на одном кольцевом образце, от одного из концов каждой трубы. Приблизительно 50% таких кольцевых образцов должно быть отрезано от передних и приблизительно 50% - от задних концов.
Дополнительные требования к продукции PSL-3 приведены в приложении Е.
10.6.6 Периодичность контроля и расположение образцов. Трубы с высаженными концами. Группы прочности С90 и Т95
Для тела каждой трубы с высаженными концами, подвергнутой испытанию на растяжение, как указано в 10.4.3, должен быть проведен контроль твердости по толщине стенки в четырех квадрантах с целью проверки соответствия требованиям. Контроль твердости высаженных концов труб должен быть проведен с периодичностью - одна труба от каждых 20 труб каждой партии. Контроль твердости по толщине стенки должен быть проведен в четырех квадрантах на кольцевом образце от одного из высаженных концов этих труб, вырезанном из участка с максимальной толщиной стенки в сечении.
В дополнение к контролю твердости по толщине стенки должен быть проведен контроль твердости по Бринеллю или по шкале С Роквелла наружной поверхности тела трубы и одного высаженного конца каждой трубы.
10.6.7 Периодичность контроля и расположение образцов. Муфты, укороченные трубы и заготовки для соединительных деталей. Группы прочности С90 и Т95
Для толстостенной трубы, используемой для изготовления более чем одной муфты, укороченной трубы или заготовки для соединительных деталей должен быть проведен контроль твердости по толщине стенки на двух кольцевых образцах, по одному от каждого конца трубы.
Для контроля твердости по толщине стенки муфт, укороченных труб и заготовок для соединительных деталей, подвергаемых термообработке в виде муфтовых заготовок и отдельных изделий, отбирают изделие с максимальной поверхностной твердостью в партии.
Для контроля твердости по толщине стенки муфт, подвергаемых термообработке в виде муфтовых заготовок, кольцо для испытания вырезают из середины длины изделия, как указано на рисунке D.11. Для контроля укороченных труб и заготовок для соединительных деталей, подвергаемых термообработке в виде отдельных изделий, кольцевая проба для испытания может быть вырезана из середины изделия или, как показано на рисунке D.11.
Контроль твердости по толщине стенки должен быть проведен в каждом из четырех квадрантов.
10.6.8 Периодичность контроля. Группы прочности Q125 и Q135
Для труб и трубных заготовок для муфт должен быть проведен контроль твердости по толщине стенки для трех труб или заготовок от партии. Трубы или заготовки должны быть отобраны произвольно, процедура отбора должна обеспечить отбор образцов от начала и конца цикла термообработки, от заднего и переднего концов изделий.
Для муфт, укороченных труб или заготовок для соединительных деталей, подвергнутых термообработке в виде труб, должен быть проведен контроль твердости по толщине стенки одного из концов каждой трубы (приблизительно по 50% передних и задних концов).
Для муфт, укороченных труб или заготовок для соединительных деталей, подвергнутых термообработке в виде муфтовых заготовок и отдельных изделий, должен быть проведен контроль твердости по толщине стенки одного изделия от каждой партии.
Контроль твердости по толщине стенки должен быть проведен в одном квадранте.
Дополнительные требования к продукции PSL-3 приведены в приложении Е.
10.6.9 Образцы для контроля твердости
Образцы для контроля твердости должны быть отобраны так, как установлено настоящим стандартом: от конца изделия, из середины изделия или так, как показано на рисунке D.11. Для всех групп прочности образцы для контроля твердости по толщине стенки должны быть выполнены в виде колец или сегментов.
Контроль твердости по толщине стенки в одном квадранте должен быть проведен на образце в виде сегмента, вырезанном из кольцевой пробы или из пробы для испытания на растяжение. Контроль твердости по толщине стенки в четырех квадрантах должен быть проведен на кольцевом образце или на образцах в виде сегментов, вырезанных из кольцевого образца. Образцы для контроля твердости по толщине стенки в одном или в четырех квадрантах должны быть подготовлены так, как показано на рисунке D.12.
Поверхности для измерения твердости должны быть параллельны и отшлифованы таким образом, чтобы поверхность была плоской и гладкой. На этих поверхностях не должно быть окалины, посторонних веществ и смазочных материалов.
10.6.10 Метод контроля
Контроль твердости должен быть проведен в соответствии с [18] или [19] (измерение твердости по Бринеллю) и [20] или [21] (измерение твердости по Роквеллу).
Эти стандарты предусматривают два вида контроля твердости:
a) контроль твердости по наружной поверхности, включающий один отпечаток;
b) контроль твердости по всей толщине стенки, включающий множественные отпечатки.
Контроль твердости наружной поверхности может быть проведен по методу Роквелла или Бринелля и применим для контроля процесса и приемки изделий в соответствии с настоящим стандартом.
Контроль твердости по толщине стенки должен быть проведен по методу Роквелла и применим для приемки изделий по максимальной твердости, по допустимому разбросу твердости и по прокаливаемости в состоянии после закалки. Контроль твердости по толщине стенки должен быть проведен в сечении, перпендикулярном к оси изделия. Если кольцо отрезают от конца трубы, контроль твердости должен быть проведен на торцовой поверхности кольца, наиболее удаленной от конца изделия (т.е. удаленной от закаленной торцовой поверхности). Для уменьшения вероятности ошибки первый отпечаток на каждом сегменте или квадранте кольца может не учитываться.
Если заданная толщина стенки изделия составляет менее 7,62 мм, то при контроле твердости по толщине стенки допускается выполнение трех отпечатков в каждом квадранте по середине стенки. Для других изделий должны быть выполнены по три отпечатка в каждом квадранте, в каждом из трех положений. Три показания твердости, полученные от трех отпечатков в каждом положении (вблизи наружного диаметра, посередине стенки и вблизи внутреннего диаметра) усредняют для получения одного среднего значения твердости в каждом положении. Контроль твердости по толщине стенки включает в себя определение средних значений твердости для каждого положения в квадранте, в одном или в каждом из четырех квадрантов, в соответствии с настоящим стандартом.
Отпечатки вблизи наружной и внутренней поверхностей должны быть выполнены на расстоянии 2,5-3,8 мм от наружной и внутренней поверхностей, но не менее чем на расстоянии от центра отпечатка до края поверхности, равном двум с половиной диаметрам отпечатка. Отпечатки должны быть расположены друг от друга на расстоянии не менее трех диаметров отпечатка, измеренном от центра до центра отпечатков. Для тонкостенных труб допускается альтернативное расположение отпечатков.
Контроль твердости по толщине стенки обычно проводят по шкале С Роквелла. Для материалов с твердостью менее 20 HRC допускается применение шкалы В Роквелла. При оценке показаний менее 20 HRC необходима осторожность, так как показания твердости менее 20 HRC могут быть не очень точными; тем не менее, они могут быть применимы для расчета значений твердости. Шкалу В Роквелла для материалов с твердостью менее 20 HRC применяют по усмотрению изготовителя или по требованию, указанному в заказе. Значения твердости и средние значения твердости как измеренные, так и переведенные, должны быть записаны в единицах по шкале С Роквелла, с округлением до первого десятичного знака. Если в заказе на поставку указано требование А.8 SR15, то изготовитель должен предоставить эти данные потребителю.
Если в заказе на поставку не указано иное, то перевод значений твердости проводят по соответствующей таблице перевода, выбираемой изготовителем.
В протоколе контроля должны быть указаны значения твердости по Бринеллю, округленные до третьего десятичного знака, и условия проведения испытания, если испытательное усилие отличается от 29,42 кН, диаметр наконечника отличается от 10 мм, время приложения испытательного усилия отличается от 10-15 с. В спорных случаях в качестве арбитражного метода должен быть применим лабораторный контроль твердости по шкале С Роквелла.
10.6.11 Признание контроля недействительным
Если на каком-либо образце для контроля твердости будут обнаружены дефекты механической обработки или развивающиеся трещины, он может быть забракован и заменен другим образцом.
10.6.12 Периодическая проверка испытательных установок для измерения твердости
Периодическая проверка испытательных установок для измерения твердости по Бринеллю должна быть проведена с применением процедур, приведенных в [22] или [19], часть В, проверка испытательных установок для измерения твердости по Роквеллу - с применением процедур, приведенных в [23] или [21], часть В. Проверка установки должна быть проведена в начале и конце непрерывной серии испытаний, а также тогда, когда оператору и потребителю (или его представителю) требуется убедиться в том, что состояние установки удовлетворительное. В любом случае проверка должна быть проведена не реже чем через каждые 8 ч непрерывной серии испытаний. Проверки должны быть проведены на стандартных образцах твердостью:
a) 20 HRC - 25 HRC - для класса 2;
b) 25 HRC - 35 HRC - для групп прочности Q125 и Q135.
Если результаты проверки испытательной установки неудовлетворительные, необходимо провести проверку установки косвенным методом с применением стандартных образцов, в соответствии с процедурами, описанными в [22] или [21], часть В (установки для измерения твердости по Бринеллю), либо в [23] или [19], часть В (установки для измерения твердости по Роквеллу).
10.6.13 Повторный контроль твердости. Группы прочности М65 и L80
Для изделий групп прочности М65 и L80, если результаты контроля твердости по толщине стенки образца, представляющего партию, не соответствуют установленным требованиям, изготовитель может принять решение о проведении повторного контроля образцов от двух дополнительных изделий из той же партии, отобранных от того же конца изделий (переднего или заднего), что и первоначальный образец. Если все результаты повторного контроля удовлетворяют установленным требованиям, партия должна быть принята, за исключением изделия, не прошедшего контроль. Если при повторном контроле хотя бы один из образцов не соответствует установленным требованиям, изготовитель может принять решение о проведении контроля каждого из оставшихся в партии изделий или забраковать партию.
10.6.14 Повторный контроль твердости. Группы прочности С90 и Т95. Все изделия, кроме муфтовых заготовок, укороченных труб или заготовок для соединительных деталей, подвергнутых термообработке после порезки на отдельные длины
Если среднее значение твердости для изделий групп прочности С90 и Т95 находится в интервале 25,4 HRC - 27,0 HRC включительно, в непосредственной близости от первоначальных отпечатков должны быть выполнены три дополнительных отпечатка для определения еще одного среднего значения твердости. Если новое значение твердости не превышает 25,4 HRC, изделие должно быть принято. Если оно превышает 25,4 HRC, изделие должно быть забраковано.
10.6.15 Повторный контроль твердости. Группы прочности С90 и Т95. Муфтовые заготовки, укороченные трубы или заготовки для соединительных деталей, подвергнутые термообработке после порезки на отдельные длины
Для муфтовых заготовок, укороченных труб или заготовок для соединительных деталей групп прочности С90 и Т95, подвергнутых термообработке после порезки на отдельные длины, если образец для контроля твердости, представляющий партию, не соответствует установленным требованиям, то изделия должны быть забракованы. Изготовитель должен либо провести повторную термообработку партии, либо провести контроль трех дополнительных образцов, отобранных от той же партии по тем же критериям отбора, что и при первоначальном контроле. Если результаты хотя бы одного из трех дополнительных испытаний окажутся неудовлетворительными, вся термообработанная партия должна быть забракована.
10.6.16 Повторный контроль твердости. Группы прочности Q125 и Q135. Общие положения
Если разброс твердости образца превышает допустимый по таблице С.6, то участок поверхности в этом квадранте (по выбору изготовителя) может быть зачищен до удаления отпечатков и контроль повторен. Для каждого образца допускается проведение одной зачистки и одного повторного контроля. После повторного контроля изделие, не соответствующее установленным требованиям, должно быть забраковано.
10.6.17 Повторный контроль твердости. Трубы и трубные заготовки для муфт групп прочности Q125 и Q135
Если забраковано более одного из трех изделий, первоначально отобранных для контроля партии, то изготовитель может подвергнуть контролю каждое из оставшихся изделий партии. Повторный контроль этих изделий должен быть проведен так, как указано в 10.6.16.
Если забраковано только одно из трех изделий, для контроля могут быть дополнительно отобраны еще три изделия для определения качества партии. Повторный контроль дополнительных изделий должен быть проведен так, как указано в 10.6.16. Если какое-либо из дополнительных изделий будет забраковано, изготовитель может провести контроль каждого из оставшихся изделий в партии или повторить термообработку партии (т.е., для того чтобы принять изделия как партию, пять из шести испытанных изделий должны соответствовать требованиям 7.8 и таблицы С.6).
10.6.18 Повторный контроль твердости. Группы прочности Q125 и Q135. Муфты, укороченные трубы, заготовки для соединительных деталей
Если разброс твердости муфт, укороченных труб или заготовок для соединительных деталей, термообработанных в виде муфтовых заготовок или отдельных изделий, превышает установленный в 7.8 и таблице С.6, изготовитель может отобрать для контроля твердости по толщине стенки еще три изделия из партии. Если разброс твердости хотя бы одного из трех дополнительных изделий превышает допустимый разброс твердости, партия должна быть забракована.
10.6.19 Забракованные партии. Классы 2 и 4
Забракованные партии изделий могут быть подвергнуты повторной термообработке и контролю твердости как новые партии.
10.7 Испытание на ударный изгиб
10.7.1 Отбор образцов. Группы прочности Н40, J55, K55; К72 и N80 тип 1
Один комплект образцов должен быть отобран от каждой партии заготовок для соединительных деталей, если это требуется по 7.6, трубных заготовок для муфт, муфтовых заготовок и муфт групп прочности J55, K55, К72 и N80 тип 1.
Один комплект образцов должен быть отобран от каждой партии труб групп прочности J55, K55, К72 и N80 тип 1, если в заказе на поставку указано требование А.9 SR16.
Один комплект образцов должен быть отобран от каждой партии заготовок для соединительных деталей, если требуется по 7.6, трубных заготовок для муфт, муфтовых заготовок, муфт и труб группы прочности Н40, если в заказе на поставку указано требование А.9 SR16.
10.7.2 Отбор образцов. Группа прочности М65
Один комплект образцов должен быть отобран от каждой партии изделий.
10.7.3 Отбор образцов. Группы прочности N80 тип Q, L80, С90, R95, Т95 и Р110*
_____________
* Измененная редакция, Изм. N 1.
Если соответствие требованиям не оценивают по специальной документированной процедуре, предусмотренной в 7.5.6, то от каждой партии труб должен быть отобран один комплект образцов. Если в заказе на поставку указано требование А.9 SR16, проведение испытания является обязательным.
Один комплект образцов должен быть отобран от каждой партии заготовок для соединительных деталей, если требуется по 7.6, от трубных заготовок для муфт, муфтовых заготовок и муфт.
10.7.4 Отбор образцов. Группы прочности Q125 и Q135
Для испытания труб должны быть отобраны три трубы от партии. Трубы для испытания отбирают произвольно, причем процедура отбора должна обеспечить отбор образцов от труб из начала и конца цикла термообработки и от обоих концов труб.
Для испытания трубных заготовок для муфт, укороченных труб или заготовок для соединительных деталей, подвергаемых термообработке в виде труб, должен быть отобран один образец от одного из концов каждой трубы в партии. В соответствии с последовательностью термообработки должны быть испытаны приблизительно 50% передних и задних концов труб.
Для испытания муфт, укороченных труб и заготовок для соединительных деталей, подвергаемых термообработке в виде муфтовых заготовок и отдельных изделий, должен быть отобран один образец от каждой партии.
10.7.5 Образцы
Ориентация продольных и поперечных образцов показана на рисунке D.13.
Образцы для испытания на ударный изгиб не допускается для выпрямления подвергать правке.
При испытании поперечных образцов с V-образным надрезом от электросварных труб надрез должен располагаться по линии сварного шва.
На поверхности поперечных образцов после окончательной механической обработки допускаются участки с кривизной наружной поверхности, обусловленной формой исходного изделия, при условии соответствия требованиям, приведенным на рисунке D.13. Такие образцы должны быть применимы только для испытания поперечных образцов наибольшей возможной толщины в соответствии с таблицей С.9.
10.7.6 Метод испытания
Испытание на ударный изгиб должно быть проведено в соответствии с [13] или [24] по методу Шарпи на образцах с V-образным надрезом.
Для определения соответствия установленным требованиям полученный результат испытания должен быть округлен до ближайшего целого числа. Значение энергии удара для комплекта образцов (т.е. среднее значение трех испытаний) должно быть выражено целым числом, округленным при необходимости. Округление должно быть проведено в соответствии с методом округления по [25] или [26].
10.7.7 Признание испытания недействительным
Любой образец, имеющий дефекты подготовки или несовершенства материала, не связанные с целью испытания, может быть забракован и заменен другим образцом от того же изделия независимо от того, было это обнаружено до или после испытания. Образцы не должны быть признаны дефектными только потому, что они не соответствуют требованиям к минимальной поглощенной энергии, указанным в 10.7.7-10.7.9.
10.7.8 Повторные испытания изделий
Если результаты испытания более чем одного образца ниже требуемого минимального значения поглощенной энергии или результат испытания одного образца ниже двух третей от требуемого минимального значения поглощенной энергии, должны быть проведены повторные испытания трех дополнительных образцов от того же изделия. Поглощенная энергия каждого из дополнительных образцов должна быть равна или превышать требуемое минимальное значение поглощенной энергии, в противном случае изделие должно быть забраковано.
10.7.9 Замена забракованного изделия
Если результаты испытаний не соответствуют требованиям 7.4-7.6 по применимости и изделия не приняты при повторных испытаниях в соответствии с 10.7.8, то от трех дополнительных изделий из партии должно быть отобрано еще по три образца. Если все три дополнительных изделия соответствуют установленным требованиям, партия должна быть принята, за исключением первоначально забракованного изделия. Если хотя бы одно из дополнительных изделий не соответствует установленным требованиям, изготовитель может проверить каждое из оставшихся изделий в партии по отдельности или повторить термообработку партии и испытать ее как новую партию.
10.7.10 Отбраковка нескольких изделий. Группы прочности Q125 и Q135
Если забраковано более одного из трех изделий, первоначально отобранных для приемки партии, повторное испытание для приемки партии не допускается. Изготовитель может испытать каждое из остальных изделий партии или подвергнуть партию повторной термообработке и испытать ее как новую партию.
10.8 Определение размера зерна. Группы прочности С90 и Т95
10.8.1 Отбор образцов
Определение размера зерна должно быть проведено на каждом образце для определения прокаливаемости после закалки.
10.8.2 Метод определения
Размер зерна должен быть определен металлографическим методом, таким как метод Маккуэйда-Эна, или иным методом, установленным в [4] или [5].
10.9 Прокаливаемость
10.9.1 Группы прочности С90 и Т95
Прокаливаемость должна быть определена на одном образце от одного из изделий, изготовленных по одному технологическому маршруту или термообработанных по одному режиму. Контроль твердости по толщине стенки в четырех квадрантах должен быть проведен в начале выполнения каждого заказа и в дальнейшем при изменении размера изделия или режима аустенизации и закалки.
10.9.2 Все группы прочности, кроме С90 и Т95 Прокаливаемость должна быть определена не реже одного раза в год на одном образце от изделий с одинаковым сочетанием наружного диаметра, толщины стенки, группы прочности и режима термообработки или при изменении такого сочетания. Контроль твердости по толщине стенки должен быть проведен в четырех квадрантах. |
Примечание - Подраздел дополнен пунктом 10.9.2, устанавливающим периодичность испытаний для остальных групп прочности кроме С90 и Т95.
10.10 Испытание стойкости* к сульфидному растрескиванию под напряжением. Группы прочности С90 и Т95
________________
* Слово "стойкости" в наименовании пункта 10.10 в бумажном оригинале выделено курсивом. - .
Определение стойкости изделий групп прочности С90 и Т95 к сульфидному растрескиванию под напряжением при комнатной температуре должно быть проведено методами, установленными в [6], в сочетании с требованиями по 7.14. Уровень стойкости к этому виду коррозии оценивают по методу А - методом растяжения или по методу В - методом изгиба, или по методу D - методом испытания двухконсольной балки.
Для метода А должны быть применимы образцы полного размера для испытания на растяжение, за исключением случаев, когда применение образцов меньшего размера обусловлено геометрией трубы.
10.11 Металлографический контроль зоны сварного соединения. Электросварные трубы групп прочности Р110, Q125 и Q135*
________________
* Обозначение "Q135" в наименовании пункта 10.11 в оригинале выделено курсивом. - .
Металлографический контроль зоны сварного соединения должен быть проведен в начале процесса электросварки труб для каждого размера, а также не реже чем через каждые 4 ч и после любого существенного перерыва процесса сварки. Пробы должны быть отобраны до проведения термической обработки труб.
Изготовитель должен применять объективные критерии для оценки соответствия зоны сварного соединения.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
10.12 Гидростатические испытания
10.12.1 Процедура гидростатических испытаний
Каждая труба по всей длине после высадки (при применении) и после окончательной термообработки (при применении) должна быть подвергнута испытанию при гидростатическом давлении не ниже указанного в 10.12.2 без возникновения утечек. Время выдержки при полном испытательном давлении должно составлять не менее 5 с. Шов электросварных труб при полном испытательном давлении должен быть проверен на отсутствие утечек и запотевания. Предприятие, нарезающее резьбу, должно провести гидростатическое испытание (или организовать такое испытание) труб по всей длине, если ранее не было проведено испытание труб по всей длине при давлении не менее, чем требуемое давление для труб с окончательной обработкой концов, указанное в таблицах С.50-С.67. Трубы должны быть испытаны в одном из следующих состояний:
a) без резьбы до высадки при условии, что после не будут проведены высадка или термообработка;
b) без резьбы до высадки после термообработки;
c) без резьбы после высадки при условии, что после не будет проведена термообработка.
Если труба в состоянии без резьбы до высадки была подвергнута испытанию по всей длине при давлении, указанном для труб с резьбой и муфтами, то испытание высаженной части может быть проведено после высадки с использованием испытательного устройства, создающего уплотнение за тем участком трубы, который нагревался для высадки;
d) без резьбы после высадки и термообработки;
e) с резьбой без навинченных муфт;
f) с резьбой и механически навинченными муфтами;
g) укороченные трубы после окончательной механической обработки и любой термообработки в состоянии без резьбы или после нарезания резьбы.
Трубы, для которых требуется проведение термообработки, должны быть испытаны после окончательной термообработки. Испытательное давление для труб с резьбой без муфт должно быть не ниже испытательного давления для труб с резьбой и муфтами.
Не требуется проведение испытаний переводников длиной менее 4,88 м, а также укороченных труб, изготовленных из предварительно испытанных труб, не подвергаемых после этого термообработке. |
Испытательная установка должна быть оборудована устройствами, обеспечивающими достижение требуемого испытательного давления и соблюдение времени выдержки. Манометр должен быть откалиброван грузопоршневым манометром или эквивалентным устройством не ранее чем за четыре месяца до применения. Хранение записей о проведении калибровок и поверок должно соответствовать 13.4.
Примечания
1 Резьба мартенситных хромистых сталей склонна к образованию задиров. Могут быть необходимы специальные меры предосторожности при обработке поверхности резьбы и/или нанесение смазки для того, чтобы свести к минимуму образование задиров при проведении гидростатического испытания (установка и снятие заглушек).
2 Допускаются различные типы установок для гидростатических испытаний. Предприятие, проводящее гидростатическое испытание, несет ответственность за разработку процедуры испытаний, сводящей к минимуму вероятность повреждения трубы и резьбы трубы и муфты.
(Измененная редакция, Изм. N 1).
10.12.2 Требования к гидростатическому испытанию
Испытательное давление для труб различных размеров, групп прочности и обработки концов должно соответствовать требованиям, указанным в таблицах С.50-С.69.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
Гидростатическое испытательное давление для труб с резьбой должно быть равно или по согласованию между потребителем и нарезчиком резьбы превышать стандартное давление, рассчитываемое в соответствии с 10.12.3.
Гидростатическое испытательное давление для труб без резьбы, кроме труб групп прочности Q125 и Q135, должно быть равно или по согласованию между потребителем и изготовителем превышать стандартное давление, рассчитываемое в соответствии с 10.12.3. Это не исключает проведения последующего гидростатического испытания при напряжении, не превышающем 80% требуемого минимального предела текучести ![]() , в соответствии с формулой (14). Неспособность труб выдержать такое гидростатическое давление без утечки является основанием для отбраковки.
, в соответствии с формулой (14). Неспособность труб выдержать такое гидростатическое давление без утечки является основанием для отбраковки.
Гидростатическое испытательное давление для переводников должно быть равно меньшему из давлений, рассчитанных для резьбовых соединений переводников в соответствии с 10.12.3. |
Гидростатическое испытательное давление труб без резьбы групп прочности Q125 и Q135 должно быть согласовано между потребителем и изготовителем.
Заготовки для соединительных деталей, трубные заготовки для муфт и укороченные трубы групп прочности Q125 и Q135 испытанию не подвергают, если между изготовителем и потребителем не согласовано иное.
Гидростатическое испытательное давление для насосно-компрессорных труб, поставляемых со свинченными вручную специальными муфтами, должно быть согласовано между изготовителем и потребителем. |
Примечание - Абзац введен с целью уточнения положений по гидростатическому испытанию труб.
Примечания
1 Требования к гидростатическому испытанию труб без резьбы для потайных обсадных колонн приведены в таблице С.51.
2 Испытательное гидростатическое давление, указанное в настоящем стандарте, является давлением, применяемыми для контроля, оно не предназначено для проектирования и не обязательно прямо соотносится с рабочим давлением.
3 Пользователь должен знать, что при испытании труб с муфтами для соединений LC, SC, ВС, EU и NU может быть обнаружена утечка при давлениях, меньших, чем альтернативное испытательное давление для труб без резьбы или труб с резьбой и муфтами из-за недостаточно плотного сопряжения между муфтой и ниппельным концом трубы.
(Измененная редакция, Изм. N 1).
10.12.3 Расчет испытательного давления
Стандартное гидростатическое испытательное давление должно быть рассчитано по следующей формуле, с округлением полученного значения до 0,5 МПа, но оно не должно превышать 69,0 МПа
![]() , (14)
, (14)
где - гидростатическое испытательное давление, МПа;
- коэффициент, равный 0,6 для труб групп прочности Н40, J55 и K55 наружным диаметром более 244,48 мм и равный 0,8 для труб всех других наружных диаметров и групп прочности;
- требуемый минимальный предел текучести для тела трубы, МПа;
- заданная толщина стенки, мм;
- заданный наружный диаметр, мм.
Более низкое испытательное давление допускается только для испытательного оборудования, имеющего проектные ограничения. Изготовитель должен иметь документированное обоснование, подтверждающее проектные ограничения оборудования для гидростатических испытаний. Если расчетное испытательное давление (рассчитанное по наружному диаметру, толщине стенки и группе прочности) превышает проектные возможности испытательного оборудования, изготовитель по согласованию с потребителем должен проводить испытания при давлении, равном проектным возможностям испытательного оборудования. Однако гидростатическое испытательное давление может быть уменьшено только для изделий, для которых расчетное испытательное давление менее 20,5 МПа.
Альтернативные испытательные давления для труб групп прочности Н40, J55 и K55 наружным диаметром более 244,48 мм рассчитывают с коэффициентом , равным 0,8. Если расчетное испытательное давление для групп прочности Р110, Q125 и Q135 превышает 69,0 МПа, то стандартное испытательное давление ограничивают этим значением, а альтернативное испытательное давление принимают равным расчетному. Альтернативные испытательные давления в таблицах С.50, С.51, С.58, С.59 и С.68 приведены в скобках. Испытания должны быть проведены при альтернативном испытательном давлении, если это указано в заказе на поставку и согласовано между потребителем и изготовителем.
Гидростатические испытательные давления для труб с резьбой и муфтами рассчитывают по формуле (14), если не требуется более низкое давление для предотвращения утечки, вызванной недостаточными прочностью муфты или плотностью сопряжения между резьбами трубы и муфты. Пониженное испытательное давление для труб с резьбой и муфтами должно быть рассчитано в соответствии с [3].
10.13 Контроль размеров
10.13.1 Общие требования
Контроль наружного диаметра и толщины стенки должен быть проведен с точностью, соответствующей указанной в таблицах С.25, С.26 и С.29, за исключением наружных диаметров более 168,28 мм, контроль которых должен быть проведен с точностью до одного десятичного знака.
10.13.2 Контроль наружного диаметра
Изготовитель должен подтвердить соответствие наружного диаметра труб, трубных заготовок для муфт и заготовок для соединительных деталей требованиям 8.11.1 в одном поперечном сечении, с минимальной периодичностью одна труба или заготовка от каждых ста штук.
Контроль наружного диаметра труб с невысаженными концами, трубных заготовок для муфт и заготовок для соединительных деталей должен быть проведен измерительной лентой, микрометром, специальными измерительными средствами или калибром-скобой. Контроль наружного диаметра насосно-компрессорных труб с высаженными наружу концами диаметром более 60,32 мм должен быть проведен микрометром, специальными измерительными средствами или калибром-скобой.
Изготовитель должен подвергнуть контролю наружный диаметр обоих концов труб, заказанных как трубы без резьбы, трубных заготовок для муфт и заготовок для соединительных деталей с минимальной периодичностью одна труба или заготовка от каждых ста штук.
Если какое-либо изделие не соответствует установленным требованиям, должны быть применимы положения 10.13.3.
В спорных случаях, касающихся требований к минимальному диаметру, предпочтение должно быть отдано измерению микрометром. В спорных случаях, касающихся требований к максимальному диаметру, предпочтение должно быть отдано измерительной ленте. При применении микрометра на несоответствующем требованиям участке проводят измерение диаметра в трех разных сечениях и находят среднее значение. Соответствие наружного диаметра должно быть определено по среднему значению результатов трех измерений.
10.13.3 Повторный контроль наружного диаметра
Если какая-либо труба, трубная заготовка для муфт или заготовка для соединительных деталей при контроле специальными измерительными средствами, микрометром или калибром-скобой не соответствует установленным требованиям к наружному диаметру, изготовитель может провести контроль трех дополнительных изделий из той же партии. Если какая-либо труба, трубная заготовка для муфт или заготовка для соединительных деталей при измерении измерительной лентой не соответствует требованиям, установленным к наружному диаметру, а изготовитель не может доказать, что это несоответствие свойственно только этой трубе или заготовке, в этом случае на соответствие требованиям должны быть проверены каждая труба или заготовка из этой партии.
Если все результаты повторного контроля соответствуют требованиям, установленным к наружному диаметру, то все изделия партии должны быть приняты, за исключением изделия, первоначально выбранного для контроля. Если какое-либо из изделий, выбранных для повторного контроля, не соответствует установленным требованиям, изготовитель может провести контроль остальных изделий партии. Отдельные изделия, не соответствующие установленным требованиям, могут быть либо подрезаны с концов, либо переработаны и снова подвергнуты контролю для определения соответствия требованиям.
Не соответствующая требованиям партия труб, трубных заготовок для муфт и заготовок для соединительных деталей может быть по выбору изготовителя переработана и предъявлена для контроля как новая партия.
Примечание - После того как трубы, трубные заготовки для муфт и заготовки для соединительных деталей прошли у изготовителя окончательный контроль наружного диаметра в процессе погрузочно-разгрузочных операций и хранения могут возникнуть определенные изменения максимального и минимального диаметров, которые не должны стать причиной для отбраковки при условии, что средний диаметр, измеренный лентой, находится в пределах допустимых отклонений.
10.13.4 Контроль толщины стенки
Должен быть проведен контроль каждой трубы, трубной заготовки для муфт и заготовки для соединительных деталей на соответствие требованиям по толщине стенки. Контроль толщины стенки должен быть проведен специальными механическими измерительными средствами, предельным калибром или калиброванным устройством для неразрушающего контроля толщины стенки, имеющими соответствующую точность.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
В спорных случаях предпочтение должно быть отдано измерению специальными механическими измерительными средствами. Специальные механические измерительные средства должны быть снабжены контактными наконечниками с сечением диаметром не более 6,4 мм. Радиус скругления наконечника, касающегося внутренней поверхности трубы, должен быть: для изделий наружным диаметром 168,28 мм и более - не более 38,1 мм, для изделий наружным диаметром менее 168,28 мм - не более 1/4 внутреннего диаметра трубы, но не менее 3,2 мм. Наконечник, касающейся наружной поверхности изделия, должен быть плоским или иметь радиус скругления не менее 38,1 мм.
Для обеспечения соответствия требованиям контроль толщины стенки бесшовных труб и трубных заготовок для муфт, подвергаемых электромагнитному или ультразвуковому контролю в соответствии с таблицей С.70, должен быть проведен в соответствии с документированной процедурой по спирали или по прямой вдоль всей длины трубы или трубной заготовки для муфт, за исключением концов, не охватываемых автоматическими системами контроля. Оборудование для контроля толщины стенки должно быть размещено по усмотрению изготовителя.
Контроль толщины стенки заготовок для соединительных деталей должен быть проведен, если это предусмотрено в заказе на поставку.
10.13.5 Контроль оправкой
Контроль оправкой должен быть проведен оправкой с цилиндрической частью, соответствующей требованиям таблиц С.31 или С.32, в зависимости от того какая из них применима. Требования к обсадным трубам, применяемым в качестве насосно-компрессорных труб, приведены в 8.10. Концы оправки за пределами цилиндрической части должны быть выполнены так, чтобы облегчить введение оправки в трубу. Оправка должна свободно проходить через всю трубу при перемещении вручную или механизированным способом. В спорных случаях предпочтение должно быть отдано ручному способу. Труба не должна быть отбракована при проведении контроля оправкой, пока она не будет очищена от посторонних материалов и установлена надлежащим образом во избежание провисания.
10.13.6 Измерение длины
Длина трубы без резьбы должна быть измерена от торца одного конца трубы до торца другого конца трубы.
Общая длина трубы с резьбой и навинченной муфтой должна быть измерена от торца свободного конца трубы до наружного торца муфты.
При поставке труб с резьбой и ненавинченными муфтами или без муфт потребителю должна быть указана проектная длина трубы, т.е. измеренная длина трубы, увеличенная на величину, равную расстоянию от торца трубы до свободного торца муфты при свинчивании.
Длина укороченных труб, трубных заготовок для муфт и заготовок для соединительных деталей должна быть измерена от торца одного конца изделия до торца другого конца изделия.
Примечание - Пункт уточнен и разбит на абзацы с целью конкретизации положений по измерению длины изделий.
10.13.7 Определение массы
Каждая обсадная труба и каждая насосно-компрессорная труба наружным диаметром 42,16 мм и более должна быть взвешена отдельно. Насосно-компрессорные трубы наружным диаметром менее 42,16 мм должны быть взвешены по отдельности или в пакетах.
По согласованию изготовителя с потребителем допускается взвешивание в пакетах насосно-компрессорных труб наружным диаметром 42,16 мм и более. |
Примечание - Положение введено для учета особенности национальной промышленной практики.
Изготовитель, наносящий маркировку на тело трубы (раздел 11), несет ответственность за взвешивание трубы для определения соответствия требованиям по допустимым отклонениям массы. Трубы могут быть взвешены без резьбы, с высаженными и невысаженными концами, с резьбой или с резьбой и муфтами. Масса труб, поставляемых с резьбой и муфтами, может быть определена при взвешивании труб с навинченными муфтами или без муфт, но с соответствующей поправкой на массу муфт. Масса труб с резьбой и с муфтами и труб с резьбой, поставляемых без муфт, должна быть определена при взвешивании с предохранителями резьбы или без предохранителей, но с соответствующей поправкой на массу предохранителей. Взвешивание труб предприятием, нарезающим резьбу, не является обязательным.
Примечание - Плотность мартенситных хромистых сталей (группы прочности L80 тип 9Сr и L80 тип 13Сr) отличается от плотности углеродистых сталей. Указанные массы не являются точными значениями для мартенситных хромистых сталей. Может быть применим коэффициент коррекции массы, равный 0,989.
10.13.8 Контроль прямолинейности
Все трубы (до свинчивания с муфтами), трубные заготовки для муфт и заготовки для соединительных деталей должны быть подвергнуты визуальному контролю. В спорных случаях прямолинейность изделий, имеющих общий изгиб или загнутые концы, должна быть измерена следующим образом:
a) общая прямолинейность изделий наружным диаметром 114,30 мм и более - с использованием поверочной линейки или струны (проволоки), натянутой между концами трубы;
b) концевая прямолинейность - с использованием поверочной линейки длиной не менее 1,8 м, причем часть линейки длиной не менее 0,3 м должна опираться на поверхность изделия за пределами загнутого конца, или эквивалентным методом. В спорных случаях решающим является измерение с использованием поверочной линейки.
Струна или линейка должны быть расположены так, чтобы выявить наибольшее отклонение.
Отклонение от прямолинейности не должно превышать требований, указанных в 8.9 (рисунки D.15 и D.16).
Прямолинейность труб с высаженными концами определяют в плоскости тела трубы, не допускается измерение отклонения от прямой в плоскости высаженной части или переходного участка высаженной части.
10.14 Визуальный контроль
10.14.1 Общие положения
Визуальный контроль должен осуществляться обученным персоналом с остротой зрения, достаточной для обнаружения поверхностных несовершенств. Изготовитель должен разработать и документировать нормы освещенности для визуального контроля. Уровень освещенности контролируемой поверхности должен быть не менее 500 люкс.
Визуальный контроль может быть осуществлен на любом соответствующем этапе технологического процесса, за исключением контроля концов трубы, который, если он необходим, должен быть проведен после окончательной термообработки.
10.14.2 Тело труб (за исключением концов) и трубные заготовки для муфт*
_____________
* Измененная редакция, Изм. N 1.
Каждая труба или трубная заготовка для муфт должны быть подвергнуты для выявления несовершенств визуальному контролю по всей наружной поверхности. Требования к следам от валков приведены в 6.3.2.
10.14.3 Концы труб
Концы труб должны быть подвергнуты визуальному контролю наружной поверхности на расстоянии не менее 450 мм от торцов.
Концы труб должны быть подвергнуты визуальному контролю внутренней поверхности на длине не менее 2,5 наружного диаметра или 450 мм (что меньше).
Трубы с высаженными концами должны быть подвергнуты визуальному контролю внутренней поверхности на длине не меньшей, чем длина высаженной части и переходного участка.
Допускается не проводить визуальный контроль, если применим иной метод контроля, подтвердивший свою способность выявлять дефекты, указанные в 8.13. Записи по такому контролю должны быть сохранены в соответствии с 10.15.4.
Если концы труб обрезают для удаления дефектов, после обрезки они должны быть подвергнуты повторному контролю внутренней поверхности тем же методом, что и ранее.
(Измененная редакция, Изм. N 1).
10.14.4 Действия, принимаемые к обнаруженным несовершенствам
К поверхностным несовершенствам, обнаруженным при визуальном контроле, должны быть приняты действия в соответствии с 10.15.15, 10.15.16, 10.15.17.
10.15 Неразрушающий контроль
10.15.1 Общие положения
В настоящем подразделе установлены требования к неразрушающему контролю и уровни контроля для бесшовных и электросварных труб, заготовок для соединительных деталей и трубных заготовок для муфт. Перечень требуемых операций неразрушающего контроля для бесшовных труб, трубных заготовок для муфт и тела электросварных труб приведен в таблице С.70. Все трубы, трубные заготовки для муфт и заготовки для соединительных деталей, для которых требуется проведение неразрушающего контроля (кроме визуального контроля), должны быть проверены по всей длине (от торца до торца) на наличие дефектов.
Допускается не проводить неразрушающий контроль трубных заготовок для муфт, предназначенных для поставки внутри трубного предприятия или объединения предприятий, а также по согласованию между изготовителем и потребителем. |
Стандарты на неразрушающий контроль труб, ссылки на которые приведены в настоящем разделе, основаны на традиционных проверенных методах и способах контроля, применяемых для контроля трубных изделий во всем мире. Допускается применение других методов и способов неразрушающего контроля, подтвердивших свою способность выявлять дефекты, указанные в 8.13. Записи должны быть сохранены в соответствии с 10.15.4.
По усмотрению изготовителя надрезы, указанные в таблице С.72, могут быть ориентированы под другим углом для оптимизации выявления дефектов, типичных для производственного процесса. Для изменения ориентации должно быть разработано документированное техническое обоснование.
Если это указано в заказе на поставку, должен быть обеспечен контроль труб потребителем и/или его присутствие при операциях неразрушающего контроля в соответствии с приложением В.
Контроль, проведенный в соответствии с настоящим подразделом, на оборудовании, калиброванном по искусственным дефектам, указанным в таблице С.72, не следует рассматривать как гарантию соответствия требованиям к продукции, приведенным в 8.13.
(Измененная редакция, Изм. N 1).
10.15.2 Персонал для неразрушающего контроля
Все операции неразрушающего контроля (кроме визуального контроля), указанные в настоящем стандарте, должен осуществлять персонал, квалифицированный и аттестованный в соответствии с [27] или [28].
10.15.3 Стандартные образцы
В системах ультразвукового и электромагнитного контроля, кроме систем, предназначенных для проверки толщины стенки, должны быть применимы стандартные образцы с надрезами или отверстиями, указанными в таблице С.72, для проверки сигнала аппаратуры от искусственных дефектов.
Изготовитель может применять любые документированные процедуры для установления порога приемки при ультразвуковом или электромагнитном контроле при условии, что искусственные дефекты, приведенные в таблице С.72, могут быть выявлены в динамическом режиме при обычных условиях работы. По выбору изготовителя подтверждение возможности системы контроля выявлять дефекты в динамическом режиме может быть проведено в производственном потоке или вне потока.
В таблицах С.71 и С.72 указаны уровни приемки (контроля) и искусственные дефекты, которые изготовители должны применять при установлении пороговых значений для сортировки труб, которые могут иметь дефекты, описанные в 8.13. Искусственные дефекты, применяемые при автоматическом ультразвуковом или электромагнитном контроле, не следует рассматривать как дефекты с размерами, определенными в соответствии с 8.13, или применять кому-либо, кроме изготовителя, как единственное основание для отбраковки труб.
При калибровке аппаратуры для электромагнитного контроля по сверленому отверстию, система контроля должна быть способна генерировать сигналы от надрезов на наружной и внутренней поверхностях, равные или превышающие порог приемки, установленный по сверленому отверстию. Записи должны быть сохранены в соответствии с 10.15.4.
10.15.4 Записи о возможностях системы неразрушающего контроля
Изготовитель должен сохранять записи о проверке системы неразрушающего контроля, подтверждающие ее способность выявлять искусственные дефекты, применяемые для установления чувствительности аппаратуры.
Проверка должна охватывать, как минимум, следующее:
a) расчет зоны контроля (например план сканирования), включая проверку толщины стенки;
b) применимость для данной толщины стенки;
c) повторяемость;
d) ориентацию преобразователя, обеспечивающую выявление дефектов, типичных для производственного процесса (10.15.1);
e) документацию, подтверждающую, что дефекты, типичные для производственного процесса, выявляются методами неразрушающего контроля, предусмотренными в таблице С.70;
f) параметры для установления порогового значения.
Кроме того, изготовитель должен сохранять следующую документацию:
a) рабочие процедуры системы неразрушающего контроля;
b) описание оборудования для неразрушающего контроля;
c) информацию о квалификации персонала, занимающегося неразрушающим контролем;
d) данные динамических испытаний, подтверждающие возможности системы неразрушающего контроля в условиях производства.
10.15.5 Неразрушающий контроль тела труб и трубных заготовок для муфт. Общие положения
Если не согласовано иное, все необходимые операции неразрушающего контроля (исключая визуальный контроль, но включая окончательный контроль концов труб по 10.15.12) должны быть проведены после окончательной термообработки и ротационной правки со следующими исключениями:
a) предусмотренными для переводников длиной менее 4,88 и укороченных труб (10.15.11);
b) если применяют более одного метода неразрушающего контроля тела труб, то один из этих методов (кроме ультразвукового контроля) может быть применим до термообработки и ротационной правки.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
(Измененная редакция, Изм. N 1).
10.15.6 Неразрушающий контроль по всему телу труб. Группы прочности N80 тип Q, M65, L80 и R95*
_____________
* Измененная редакция, Изм. N 1.
Трубы должны быть подвергнуты контролю для выявления продольных несовершенств на наружной и внутренней поверхностях с уровнем приемки L4, Е4, F4 или U4, как минимум, одним из следующих методов:
a) ультразвуковым методом в соответствии с [29] или [30];
b) методом рассеяния магнитного потока в соответствии с [31] или [32];
c) методом вихревых токов в концентрической катушке в соответствии с [33] или [34];
d) магнитопорошковым методом для контроля наружной поверхности трубы в соответствии с [8] или [9].
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
(Измененная редакция, Изм. N 1).
10.15.7 Неразрушающий контроль по всему телу труб. Группа прочности Р110 с дополнительным требованием по А.9 SR16
Трубы должны быть подвергнуты контролю для выявления продольных и поперечных несовершенств на наружной и внутренней поверхностях с уровнем приемки L4, Е4, F4 или U4, как минимум, одним из следующих методов:
a) ультразвуковым методом в соответствии с [29] или [30] (продольные несовершенства) и [29] или [30] (поперечные несовершенства);
b) методом рассеяния магнитного потока в соответствии с [31] или [32] (продольные несовершенства) и [31] или [32] (поперечные несовершенства);
c) методом вихревых токов в концентрической катушке в соответствии с [33] или [34].
Дополнительные требования к продукции PSL-3 приведены в приложении Е.
(Измененная редакция, Изм. N 1).
10.15.8 Неразрушающий контроль по всему телу труб. Группа прочности Р110 и группа прочности Р110 с дополнительными требованиями по А.3 SR2 и A.9 SR16
Трубы должны быть подвергнуты контролю для выявления продольных и поперечных несовершенств на наружной и внутренней поверхностях с уровнем приемки L2, Е2, F2 или U2, как минимум, одним из следующих методов:
a) ультразвуковым методом в соответствии с [29] или [30] (продольные несовершенства) и [29] или [30] (поперечные несовершенства);
b) методом рассеяния магнитного потока в соответствии с [31] или [32] (продольные несовершенства) и [31] или [32] (поперечные несовершенства);
c) методом вихревых токов в концентрической катушке в соответствии с [33] или [34].
Дополнительные требования к продукции PSL-3 приведены в приложении Е.
(Измененная редакция, Изм. N 1).
10.15.9 Неразрушающий контроль по всему телу труб. Группы прочности С90, Т95, Q125 и Q135
Трубы должны быть подвергнуты ультразвуковому контролю для выявления продольных и поперечных несовершенств на наружной и внутренней поверхностях с уровнем приемки L2 или U2 в соответствии с [29] или [30] (продольные несовершенства) и [29] или [30] (поперечные несовершенства).
Кроме того, все трубы должны быть подвергнуты контролю для выявления дефектов на наружной поверхности одним из следующих методов:
a) методом рассеяния магнитного потока с уровнем приемки L2 или F2 в соответствии с [31] или [32] (продольные несовершенства) и [31] или [32] (поперечные несовершенства);
b) методом вихревых токов с уровнем приемки L2 или Е2 в соответствии с [33] или [34];
c) магнитопорошковым методом в соответствии с [8] или [9].
(Измененная редакция, Изм. N 1).
10.15.10 Неразрушающий контроль шва сварных труб
Если не согласовано иное, время для контроля сварного шва труб должно быть выбрано по усмотрению изготовителя, за исключением сварных труб, подвергнутых закалке и отпуску, контроль шва которых должен быть проведен после окончательной термообработки и ротационной правки.
Неразрушающий контроль сварного шва электросварных труб должен быть проведен с применением аппаратуры, способной обеспечить полный объемный контроль зоны шириной 3 мм с центром по линии сплавления.
Для групп прочности классов 1 и 2 сварной шов должен быть проконтролирован для выявления продольных несовершенств, как минимум, одним из следующих методов:
a) ультразвуковым методом с уровнем приемки L3 или U3 в соответствии с [37] или [38], или [29], или [30];
b) методом рассеяния магнитного потока с уровнем приемки L3 или F3 в соответствии с [31] или [32];
c) методом вихревых токов с уровнем приемки L3 или Е3 в соответствии с [33] или [34].
Для групп прочности Р110, Q125 и Q135 должны быть применимы требования А.5.5 SR11.5.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
(Измененная редакция, Изм. N 1).
10.15.11 Неразрушающий контроль трубных заготовок для муфт и заготовок для соединительных деталей (кроме группы прочности С110), переводников длиной менее 4,88 м и укороченных труб
Если в соответствии с таблицей С.70 требуется проведение неразрушающего контроля трубных заготовок для муфт, то он должен быть проведен с целью выявления продольных и поперечных несовершенств на наружной поверхности с уровнем приемки L2, Е2, F2, U2, как минимум, одним из следующих методов:
- ультразвуковым методом в соответствии с [29] или [30];
- методом рассеяния магнитного потока в соответствии с [31] или [32];
- методом вихревых токов в концентрической катушке в соответствии с [33] или [34];
- магнитопорошковым методом в соответствии с [8] или [9].
Искусственные дефекты, применяемые изготовителем для калибровки ультразвукового оборудования, работающего на продольной и поперечной волнах, могут быть нанесены на трубные заготовки для муфт. Если на стандартный образец нанесены искусственные дефекты, то на участке наружной поверхности, примыкающем к искусственным дефектам, должны быть краской нанесены буквы "RI". Искусственные дефекты должны рассматриваться как естественные дефекты и иметь маркировку в соответствии с 10.15.17, перечисление b).
Переводники длиной менее 4,88 м, укороченные трубы и заготовки для соединительных деталей, за исключением предусмотренного в перечислениях а)-е), должны быть проконтролированы в соответствии с теми же требованиями, что обсадные и насосно-компрессорные трубы:
a) переводники, укороченные трубы, изготовленные из обсадных и насосно-компрессорных труб полной длины, и заготовки для соединительных деталей должны быть подвергнуты требуемому контролю на внутренние и наружные дефекты либо до, либо после порезки на готовые длины при отсутствии последующей высадки или термообработки;
b) переводники, укороченные трубы и заготовки для соединительных деталей, изготовленные из механически обработанных труб, непрерывнолитых заготовок или горячекатаных непрерывнолитых заготовок, должны быть подвергнуты требуемому контролю до или после механической обработки на готовый размер, однако наружная поверхность должна быть подвергнута визуальному контролю непосредственно после обработки на готовый размер;
c) все остальные переводники, укороченные трубы, кроме предназначенных для соединений LC и SC, и заготовки для соединительных деталей, кроме упомянутых в перечислении d), должны быть подвергнуты контролю в соответствии с перечислением а);
d) переводники, укороченные трубы класса 1, класса 2 (групп прочности L80, R95) и класса 3 для соединений LC и SC размерами, указанными в таблице С.3, должны быть подвергнуты требуемому контролю, как указано в перечислениях е) и f), если между потребителем и изготовителем не согласовано иное;
e) требуемый контроль наружной поверхности и концевых участков должен быть проведен после процесса высадки и окончательной термообработки. Наружная поверхность переводников, укороченных труб и заготовок для соединительных деталей класса 3 может быть подвергнута магнитопорошковому контролю для выявления продольных и поперечных дефектов;
f) (Исключено, Изм. N 1).
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
(Измененная редакция, Изм. N 1).
10.15.12 Неконтролируемые концы изделий
Контроль концов изделий должен быть проведен после окончательной термообработки.
Следует особо отметить, что при многих операциях автоматического неразрушающего контроля, предусмотренных настоящим стандартом, могут быть не проверены небольшие участки с обоих концов изделия. В таких случаях неконтролируемые концы должны быть:
a) отрезаны или
b) подвергнуты магнитопорошковому контролю по наружной и внутренней поверхностям по всей окружности и на всей непроверенной длине, или
c) подвергнуты ручному или полуавтоматическому контролю с такой же степенью достоверности, что при автоматическом неразрушающем контроле.
Записи должны быть сохранены в соответствии с 10.15.4.
Дополнительные требования к продукции PSL-3 приведены в приложении Е.
10.15.13 Неразрушающий контроль высаженных концов труб
Для всех групп прочности, кроме Н40, J55, К55 и К72, высаженные концы труб (включая переходный участок высаженного конца) после окончательной термообработки должны быть подвергнуты неразрушающему контролю, для выявления поперечных дефектов на наружной и внутренней поверхностях высаженной части по критериям, приведенным в 8.13. Для всех групп прочности контроль концов труб, подвергаемых закалке и отпуску, должен включать контроль на выявление продольных дефектов.
Записи должны быть сохранены в соответствии с 10.15.4.
10.15.14 Трубы, трубные заготовки для муфт и заготовки для соединительных деталей, требующие дальнейшей оценки
При получении показания о превышении порога приемки в ходе неразрушающего контроля должна быть проведена оценка полученных показаний в соответствии с 10.15.15, если не будет доказано, что несовершенство, вызвавшее показание, не является дефектом, описанным в 8.13.
10.15.15 Оценка показаний (для окончательного подтверждения)
При наличии показания, равного или превышающего порог приемки, изготовитель должен оценить его в соответствии с данным подразделом или характеризовать показание как дефект в соответствии с 10.15.16. Оценка показаний должна быть проведена аттестованными инспекторами по неразрушающему контролю уровня I под наблюдением аттестованных инспекторов по неразрушающему контролю уровней II или III или инспекторами уровней II или III. Оценка показаний должна быть проведена в соответствии с документированными процедурами.
Если в области первоначально полученного показания не будут обнаружены никакие несовершенства и не будет установлена причина возникновения показания, то труба должна быть забракована или по выбору изготовителя повторно проверена по всей длине тем же методом контроля или ультразвуковым методом. По выбору изготовителя аппаратура должна быть настроена на тот же уровень чувствительности, что и при первоначальном контроле, или на пониженную чувствительность, но соответствующую установленным требованиям.
Для оценки выявленных несовершенств их глубина должна быть измерена одним из следующих методов:
a) с использованием механических измерительных устройств (например глубиномера, специального средства измерения и т.п.). Удаление металла абразивными или иными средствами для облегчения измерения глубины несовершенства не должно уменьшать толщину стенки трубы до значения менее 87,5% заданной толщины стенки, а наружный диаметр или толщину стенки трубных заготовок для муфт - менее минимальных значений, указанных в заказе на поставку. Резкие изменения толщины стенки, вызванные удалением металла, должны быть устранены;
b) ультразвуковыми методами (основанными на измерении времени пролета и/или амплитуды) или иными приемлемыми методами. Проверка ультразвуковой аппаратуры должна быть документирована и должна свидетельствовать о возможности различать размеры дефектов, большие и меньшие, чем допустимый размер дефекта, установленный в 8.13.
Если изготовитель и потребитель не согласны в оценке результатов контроля, любая сторона может потребовать проведения разрушающего контроля изделий, после которого должны быть приняты действия в соответствии с В.4.
По несовершенствам, которые при оценке были признаны дефектами, должны быть приняты действия в соответствии с 10.15.16.
10.15.16 Действия в отношении труб, имеющих дефекты
На поверхности труб допускаются несовершенства, удовлетворяющие требованиям к продукции и имеющие меньшие размеры, чем размеры дефектов, указанных в 8.13. Ремонт сваркой не допускается. По трубам с дефектами должно быть принято какое-либо одно из следующих действий:
a) шлифование или механическая обработка.
Шлифование или механическое удаление трещин не допускаются. Дефекты должны быть полностью удалены шлифованием или механической обработкой, не выводящими толщину стенки за предельные отклонения. Шлифование или механическая обработка должны быть выполнены таким образом, чтобы зачищенный участок плавно переходил в контур трубы. Если глубина зачистки превышает 10,0% заданной толщины стенки, толщина стенки должна быть проверена в соответствии с 10.13.4. После удаления дефекта область зачистки должна быть проверена вновь для подтверждения полноты удаления дефекта. Повторный контроль должен быть проведен:
1) на том же оборудовании тем же методом и с той же чувствительностью, что и при первоначальном контроле;
2) иным методом неразрушающего контроля или комбинацией методов, демонстрирующих равную или более высокую чувствительность, чем первоначальный метод неразрушающего контроля.
Если применяют указанный выше вариант 2), т.е. иной метод неразрушающего контроля (или комбинацию методов), он должен быть документирован и должен подтвердить чувствительность, равную или превышающую чувствительность первоначального метода контроля. Кроме того, вариант 2) должен учитывать возможность того, что на проверяемом участке могут быть другие совпадающие дефекты;
b) обрезка.
Участок трубы с дефектом должен быть отрезан с учетом требований к длине изделия;
c) отбраковка.
Труба должна быть забракована.
10.15.17 Действия в отношении трубных заготовок для муфт, имеющих дефекты
На трубных заготовках для муфт допускаются несовершенства, соответствующие требованиям к продукции и имеющие меньшие размеры, чем размеры дефектов, указанных в 8.13. Ремонт сваркой не допускается. По трубным заготовкам для муфт с дефектами должно быть принято одно из следующих действий:
a) шлифование или механическая обработка.
Шлифование или механическое удаление трещин не допускаются. Дефекты должны быть полностью удалены шлифованием или механической обработкой, не выводящими толщину стенки за предельные отклонения. Шлифование или механическая обработка должны быть выполнены таким образом, чтобы зачищенный участок плавно переходил в контур трубы. Если глубина зачистки превышает 10,0% заданной толщины стенки, толщина стенки должна быть проверена в соответствии с 10.13.4. После удаления дефекта область зачистки должна быть проверена для подтверждения полноты удаления дефекта. Повторный контроль должен быть проведен:
1) на том же оборудовании тем же методом и с той же чувствительностью, что и при первоначальном контроле;
2) иным методом неразрушающего контроля или комбинацией методов, демонстрирующих равную или более высокую чувствительность, чем первоначальный метод неразрушающего контроля.
Если применяют указанный выше вариант 2), т.е. иной метод неразрушающего контроля (или комбинацию методов), он должен быть документирован и должен подтвердить чувствительность, равную или превышающую чувствительность первоначального метода контроля. Кроме того, вариант 2) должен учитывать возможность того, что на проверяемом участке могут быть другие совпадающие дефекты;
b) маркировка области расположения дефекта.
Если дефект не может быть удален с поверхности муфтовой заготовки в допустимых пределах, то область расположения дефекта должна быть обозначена. Обозначение должно быть выполнено краской по телу заготовки в виде кольцевой полосы, покрывающей всю область расположения дефекта, если длина этой области в осевом направлении не превышает 50 мм; если же длина этой области более 50 мм, то она должна быть обозначена перекрещивающимися полосами. Цвет полос должен быть согласован между потребителем и изготовителем;
c) обрезка.
Участок заготовки с дефектом должен быть отрезан с учетом требований к длине изделия;
d) отбраковка.
Трубные заготовки для муфт должны быть забракованы.
11 Маркировка
11.1 Общие положения
11.1.1 Изделия, изготовленные в соответствии с настоящим стандартом, должны иметь маркировку, выполненную изготовителем в соответствии со следующими требованиями.
11.1.2 Требования по маркировке, приведенные в настоящем разделе, кроме требований в 11.6, распространяются на изготовителей и обработчиков. На нарезчиков резьбы распространяются требования 11.5, 11.6 и таблицы С.68. Обработчик должен удалить всю маркировку, которая не соответствует новому состоянию изделия после термообработки (например прежнее обозначение группы прочности и наименование или товарный знак первоначального изготовителя трубы).
11.1.3 Изделия должны иметь цветовую маркировку в соответствии с 11.4.1.
11.1.4 Изделия маркируют краской или краской и клеймением по выбору изготовителя со следующими исключениями:
- по согласованию между потребителем и изготовителем может требоваться маркировка клеймением, в этом случае должна быть применима комбинация клеймения и маркировки краской;
- по выбору изготовителя маркировка обычными клеймами может быть заменена периодической маркировкой по длине трубы или муфты горячей накаткой или горячим клеймением.
11.1.5 Требования к маркировке клеймением приведены в 11.2, к маркировке краской - в 11.3. Указания по маркировке и ее последовательность приведены в таблице С.76, содержащей только те данные, которые должны быть нанесены для идентификации изделия. Если выбрана маркировка клеймением, не требуется наносить те же данные краской. Примеры маркировки приведены на рисунке D.17. Маркировка не должна перекрываться и должна быть нанесена так, чтобы не повредить изделие.
11.1.6 Если необходимо повторно нанести первоначальную маркировку, обеспечение точности и прослеживаемости переноса маркировки является обязанностью предприятия, повторно наносящего маркировку. Перенесенная маркировка должна содержать слова "перенесена ..." с указанием наименования предприятия, ответственного за перенос маркировки.
11.1.7 Дата изготовления в маркировке должна быть указана следующим образом:
a) двузначным числом, состоящим из последней цифры года и номера следующего за ней календарного квартала, в котором была выполнена маркировка, или
b) трехзначным числом, состоящим из последней цифры года и следующим за ней двузначным номером месяца, в котором была выполнена маркировка.
11.1.8 По желанию изготовителя или по требованию потребителя допускается нанесение другой дополнительной маркировки, но она должна быть нанесена после маркировки, указанной в таблице С.76.
11.2 Требования к маркировке клеймением
11.2.1 Методы
Допускаются следующие методы маркировки клеймением:
метод 1 - маркировка горячей накаткой или горячим клеймением;
метод 2 - холодное клеймение стандартными клеймами;
метод 3 - холодное клеймение клеймами в виде точечной матрицы;
метод 4 - холодное клеймение клеймами со скругленным профилем;
метод 5 - виброклеймение.
После маркировки клеймением изделий классов 2 и 4 может потребоваться последующая термообработка, как указано в 11.2.5. Такая термообработка должна быть проведена в соответствии с 6.2. Последовательность маркировки клеймением должна соответствовать указанной в таблице С.76.
11.2.2 Высота знаков
Высота знаков при маркировке клеймением должна соответствовать указанной в таблице С.73.
11.2.3 Расположение
На обсадных, насосно-компрессорных трубах и трубах для потайных обсадных колонн наружным диаметром 42,16 мм и более маркировка должна быть нанесена на наружную поверхность каждой трубы в пределах приблизительно 0,3 м от муфты или от любого торца трубы при поставке труб без резьбы или с ненавинченными муфтами. Маркировка клеймением на трубах наружным диаметром менее 42,16 мм может быть заменена маркировкой, нанесенной на металлический ярлык, прикрепленный к каждой трубе или к пакету насосно-компрессорных труб.
11.2.4 Классы 1 и 3
Если это указано в заказе на поставку, на изделия должна быть нанесена маркировка клеймением одним или несколькими способами, предусмотренными в 11.2.1, по выбору изготовителя.
11.2.5 Классы 2 и 4
Если это указано в заказе на поставку, на изделия должна быть нанесена маркировка клеймением одним или несколькими способами, предусмотренными в 11.2.1, по выбору изготовителя.
Кроме того, применяют следующие правила:
a) трубы класса 2 (кроме групп прочности С90 и Т95) после применения метода 2, предусмотренного в 11.2.1, должны быть подвергнуты термообработке;
b) изделия класса 2 (только группы прочности С90 и Т95) и класса 4 должны быть подвергнуты термообработке после применения методов 2 и 4, предусмотренных в 11.2.1, со следующими исключениями:
- клеймения треугольного знака;
- если маркировка клеймением будет удалена обрезкой, шлифованием, механической обработкой, нарезанием резьбы на глубину, не менее чем вдвое превышающую глубину клеймения;
- по согласованию между изготовителем и потребителем маркировка клеймением может быть оставлена на изделии.
11.2.6 Маркировка треугольного знака
На обсадных трубах всех размеров и групп прочности для соединения ВС и на обсадных трубах для соединений SC и LC наружным диаметром 406,40 мм и более групп прочности Н40, J55, K55 и М65 на наружной поверхности обоих концов каждой трубы клеймением должен быть нанесен треугольный знак. По согласованию между изготовителем и потребителем треугольный знак может быть заменен поперечной белой полосой шириной 10 мм и длиной 76 мм, нанесенной краской. На обсадных трубах для соединения ВС для того, чтобы облегчить поиск треугольного знака или поперечной белой полосы, рядом с ними на свободном от муфты конце трубы должна быть нанесена краской продольная белая полоса шириной 25 мм и длиной 610 мм, а на конце трубы с муфтой - продольная белая полоса шириной 25 мм и длиной 100 мм.
На изделиях классов 1 и 3 треугольный знак должен быть нанесен клеймением только методами 2 или 4.
На изделиях класса 2 (только группы прочности С90 и Т95) и класса 4 треугольный знак должен быть нанесен клеймением только методами 2, 3, 4.
На изделиях класса 2 (кроме групп прочности С90 и Т95) треугольный знак должен быть нанесен клеймением только методами 3 или 4.
11.3 Требования к маркировке краской*
________________
* Слово "краской" в наименовании пункта 11.3 в оригинале выделено курсивом. - .
Маркировка краской должна быть нанесена на наружную поверхность каждой трубы и начинаться на расстоянии не менее 0,6 м от муфты или от любого торца трубы при поставке труб с ненавинченными муфтами, труб без резьбы или трубных заготовок для муфт. Маркировка краской на заготовках для соединительных деталей и укороченных трубах длиной менее 1,8 м может быть заменена маркировкой на ярлыке, закрепленном на наружной поверхности в пределах 0,3 м от торца изделия. Такая маркировка должна быть отделена дефисом или размещена соответствующим образом.
Последовательность маркировки краской должна соответствовать указанной в таблице С.76, кроме маркировки резьбы, которая может быть нанесена на участке, удобном для изготовителя.
11.4 Цветовая идентификация
11.4.1 Цветовая маркировка
Каждое изделие должно иметь цветовую маркировку в соответствии с 11.4.2-11.4.6, если в заказе на поставку не указано иное.
Допускается не наносить цветовую маркировку на трубные заготовки для муфт, предназначенные для поставки внутри трубного предприятия или объединения предприятий, или по согласованию между изготовителем и потребителем. |
(Измененная редакция, Изм. N 1).
11.4.2 Изделия длиной 1,8 м и более
Должен быть применим один или несколько следующих способов:
a) трубы с резьбой и укороченные трубы - должна быть краской нанесена полоса по окружности изделия на расстоянии не более 0,6 м от муфты или любого из торцов изделия;
b) изделия без резьбы - должна быть краской нанесена полоса по окружности изделия на расстоянии не более 0,6 м от любого из торцов изделия;
c) навинченные муфты - должна быть окрашена вся наружная поверхность муфты, включая соответствующие цветовые полосы;
На муфты групп прочности L80 тип 9Cr и L80 тип 13Cr должны быть нанесены только соответствующие цветовые полосы шириной приблизительно 13 мм. |
d) трубы, поставляемые со специальными муфтами, и трубы с муфтами разных групп прочности (кроме муфт групп прочности Н40, J55, K55 и К72, применяемых в соответствии с 9.2.1) - труба и муфта должны быть окрашены, как указано в перечислениях а), b) и с).
(Измененная редакция, Изм. N 1).
11.4.3 Ненавинченные муфты
Должна быть окрашена вся поверхность муфты и нанесены соответствующие цветовые полосы.
На наружную поверхность муфт групп прочности L80 тип 9Cr и L80 тип 13Cr должны быть нанесены только соответствующие цветовые кольцевые полосы шириной приблизительно 13 мм. |
(Измененная редакция, Изм. N 1).
11.4.4 Специальные муфты
Муфта должна быть окрашена в цвет, установленный для группы прочности стали, из которой изготовлена муфта, а также по середине муфты должна быть краской нанесена черная кольцевая полоса.
На наружную поверхность муфт групп прочности L80 тип 9Cr и L80 тип 13Cr должны быть нанесены только соответствующие цветовые кольцевые полосы и кольцевая полоса черного цвета посередине муфты шириной приблизительно 13 мм. |
(Измененная редакция, Изм. N 1).
11.4.5 Укороченные трубы и заготовки для соединительных деталей короче 1,8 м
Должна быть окрашена вся поверхность изделия, кроме поверхности резьбы, и нанесены соответствующие цветовые полосы.
На наружную поверхность изделий групп прочности L80 тип 9Cr и L80 тип 13Cr должны быть нанесены только соответствующие цветовые кольцевые полосы шириной приблизительно 13 мм. |
(Измененная редакция, Изм. N 1).
11.4.6 Цветовая маркировка групп прочности
Цвет и количество полос для каждой группы прочности должны соответствовать указанным в таблице С.74.
11.5 Маркировка типа резьбового соединения и отделки концов*
_________________
* Наименование пункта 11.5 в оригинале выделено курсивом. - .
11.5.1 Маркировка типа резьбового соединения
Изготовителем и нарезчиком резьбы должна быть краской нанесена маркировка типа резьбового соединения. Маркировка типа резьбового соединения должна соответствовать указанной в таблице С.75.
На переводниках, поставляемых без муфт, маркировку типов резьбовых соединений указывают через наклонную черту в произвольной последовательности, на переводниках, поставляемых с муфтами, маркировку типов резьбовых соединений указывают в следующей последовательности: тип резьбового соединения муфтового конца и через наклонную черту тип резьбового соединения ниппельного конца. |
(Измененная редакция, Изм. N 1).
11.5.2 Маркировка труб без резьбы и труб со специальной отделкой концов
Требуется различная маркировка:
a) для труб без резьбы, поставляемых с высаженными или невысаженными концами;
b) для труб со специальной отделкой концов, не предусмотренной настоящим стандартом, но тело которых изготовлено в соответствии с требованиями настоящего стандарта;
c) для муфт и заготовок для соединительных деталей со специальной отделкой концов, не предусмотренной настоящим стандартом, но соответствующих всем остальным требованиям настоящего стандарта к этим изделиям, кроме требований к размерам.
Маркировка должна соответствовать указанной в таблице С.76.
11.6 Требования к маркировке, наносимой нарезчиком резьбы
Если нарезание резьбы проводят на предприятии, не являющемся изготовителем труб, то на трубе рядом с резьбой должны быть нанесены клеймением или краской, в соответствии с 11.1-11.3, наименование или торговый знак нарезчика резьбы, обозначение стандарта, наружный диаметр трубы и тип резьбового соединения, как указано в 11.5 и таблице С.75.
Нарезчик резьбы должен указать на теле трубы фактическое давление гидростатического испытания, если труба не была ранее испытана давлением, требуемым для труб с резьбой, указанным в таблицах С.50-С.69, и нанести маркировку в соответствии с таблицей С.76.
Пример - Труба наружным диаметром 177,80 мм и толщиной стенки 10,36 мм, группы прочности R95, с механически навинченной муфтой, для резьбового соединения LC может иметь следующие варианты маркировки:
Вариант маркировки 1 - Если изготовитель изготовил трубу без резьбы (UF), испытал ее при давлении 34,5 МПа, на основании документированных проектных возможностей оборудования по испытанию труб диаметром 177,80 мм (10.12.3), и указал в маркировке "Р34,5", то нарезчик резьбы должен испытать трубу с резьбой и механически навинченной муфтой при давлении 60,5 МПа (таблица С.56) и нанести на трубу маркировку в соответствии с рисунком D.17.
Вариант маркировки 2 - Если изготовитель изготовил трубу без резьбы (UF), испытал ее при давлении 61,0 МПа, расчетном испытательном давлении для труб без резьбы диаметром 177,80 мм (10.12.3), и указал в маркировке "Р61,0", то от нарезчика резьбы не требуется ни испытание трубы с резьбой и механически навинченной муфтой, ни маркировка испытательного давления 60,5 МПа (таблица С.56) на такой трубе.
Не допускается удаление или изменение маркировки, нанесенной на тело трубы изготовителем труб.
Маркировка букв "ГОСТ Р" после маркировки типа резьбового соединения для идентификации или подтверждения того, что резьбовое соединение соответствует требованиям стандартов на резьбовые соединения, не допускается.
На переводнике нарезчик должен указать испытательное давление, равное меньшему из давлений, рассчитанных для резьбовых соединений переводника. |
(Измененная редакция, Изм. N 1).
12 Покрытие и защита
12.1 Покрытие
12.1.1 Покрытие для защиты при транспортировании
Если в заказе на поставку не указано иное, то на трубы и муфты должно быть нанесено наружное покрытие для защиты от коррозии на период транспортирования. Покрытие должно быть по возможности гладким, плотным и с минимумом наплывов. Оно должно быть рассчитано на защиту изделия в течение не менее трех месяцев. Если в заказе на поставку не указано иное, то трубные заготовки для муфт должны быть поставлены без наружного покрытия, за исключением защитного покрытия, которое может быть нанесено поверх маркировки, выполненной краской.
Если требуются трубы без покрытия или со специальным покрытием, это должно быть указано в заказе на поставку. В отношении специальных покрытий в заказе должно быть указано, необходимо ли наносить покрытие на всю длину или поверхность на определенном расстоянии от торца трубы необходимо оставить без покрытия. Если не указано иное, то на такие концы без специального покрытия обычно наносят масляное покрытие для защиты при транспортировании.
Примечание - Трубы из стали с 13% хрома при хранении во влажной среде склонны к местной точечной коррозии. Рекомендуется принимать специальные меры предосторожности во время нанесения покрытия, транспортирования и хранения.
12.1.2 Покрытия для длительного хранения
По согласованию между заказчиком и изготовителем на внутренние и наружные поверхности изделий может быть нанесено покрытие для защиты от коррозии при длительном хранении, особенно при хранении в морской атмосфере.
При этом должны соблюдаться следующие положения:
a) защита от коррозии при хранении в морской атмосфере должна быть эффективной в течение длительного срока, согласованного между потребителем и изготовителем, при этом допускается незначительное изменение цвета поверхности изделий;
b) перед запуском трубных изделий в эксплуатацию не требуется удаление защитного покрытия;
c) существенным является правильное нанесение покрытия с оценкой следующих параметров:
- сухости поверхности изделий;
- чистоты поверхности изделий;
- температуры нанесения;
- толщины защитной пленки.
12.2 Резьбовые предохранители
12.2.1 Общие положения
Нарезчик резьбы должен установить наружные и внутренние резьбовые предохранители такой конструкции, прочности и из такого материала, чтобы обеспечить защиту резьбы и концов трубы от повреждения при обычных погрузочно-разгрузочных операциях и транспортировании. Наружные резьбовые предохранители должны закрывать полную длину резьбы трубы, а внутренние - длину, эквивалентную общей длине резьбы трубы. Конструкция и материал резьбовых предохранителей должны исключать попадание пыли и влаги на резьбу во время транспортирования и в течение обычного периода хранения. Обычный период хранения составляет приблизительно один год. Форма резьбы предохранителей должна исключать повреждение резьбы изделия. Для укороченных труб резьбовые предохранители не требуются, если трубы упакованы способом, обеспечивающим защиту резьбы.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
12.2.2 Материал
Материал предохранителей не должен содержать компоненты, которые могут привести к коррозии или прилипанию предохранителей к резьбе, и должен быть пригоден для рабочих температур от минус 46 °С до плюс 66 °С.
12.2.3 Группы прочности L80 тип 9Сr и L80 тип 13Сr
Для изделий групп прочности L80 тип 9Сr и L80 тип 13Сr не допускается применение резьбовых предохранителей из стали без покрытия.
12.2.4 Открытые резьбовые предохранители
По согласованию между изготовителем и потребителем допускается применение предохранителей с открытыми торцами. Вся резьба и уплотнительные поверхности соединения при этом должны быть покрыты консервационной смазкой.
По требованию потребителя, указанному в заказе на поставку, вся резьба и уплотнительные поверхности соединения должны быть покрыты резьбоуплотнительной смазкой. |
Примечание - Абзац введен с целью уточнения требований, которые могут быть согласованы между потребителем и изготовителем.
13 Документация
13.1 Электронные носители
Протоколы испытания материалов, документы о качестве и тому подобные документы, применяемые в электронной форме в системе обмена электронными данными или распечатанные из нее, должны считаться имеющими такую же силу, как документы, напечатанные на предприятии, выдавшем их. Содержание таких документов должно соответствовать требованиям настоящего стандарта и действующим соглашениям между потребителем и изготовителем относительно электронного обмена данными.
13.2 Документ о качестве.* Классы 1, 2 и 3
________________
* Слова "Документ о качестве" в наименовании пункта 13.2 в оригинале выделены курсивом. - .
Записи по контрольным испытаниям плавки должны быть доступны потребителю.
По запросу потребителя изготовитель должен предоставить ему документ о качестве, подтверждающий, что изделия были изготовлены, отобраны для испытаний, испытаны и проверены в соответствии с требованиями настоящего стандарта и признаны соответствующими этим требованиям.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
Если требуется предоставить документ о качестве, в заказе на поставку должны быть указаны дополнительные требования А.8 SR15.
13.3 Документ о качестве. Класс 4*
_________________
* Наименование пункта 13.3 в оригинале выделено курсивом. - .
Изготовитель должен предоставить документ о качестве на все отгружаемые изделия групп прочности Q125 и Q135. Требования A.8 SR15 являются обязательными без дополнительного указания в заказе.
13.4 Сохранение записей
Настоящий стандарт требует сохранения записей по контролю, испытаниям и процессам, указанным в таблице С.77. Эти записи должны быть сохранены изготовителем и доступны потребителю по его запросу в течение трех лет с даты продажи изделий изготовителем.
14 Требования к оборудованию для различных категорий изготовителей
14.1 Трубное предприятие
Трубное предприятие должно иметь один или несколько трубных станов, способных изготовлять продукцию в соответствии с требованиями раздела 6 настоящего стандарта. Трубное предприятие должно иметь соответствующее оборудование и нести ответственность за взвешивание и маркировку изделий.
Трубное предприятие также должно иметь оборудование для проведения всех требуемых испытаний и контроля. Однако, по усмотрению трубного предприятия, любые испытания и контроль могут быть выполнены субподрядчиком и проведены вне трубного предприятия. В случае проведения испытаний и контроля субподрядчиком, он должен выполнять их в соответствии с документированной процедурой под управлением и контролем трубного предприятия.
14.2 Обработчик труб
Обработчик труб должен иметь оборудование для термообработки, способное обеспечить термообработку труб или трубных заготовок для муфт по всей длине. Обработчик должен иметь соответствующее оборудование и нести ответственность за взвешивание и маркировку труб или трубных заготовок для муфт.
Обработчик должен также иметь оборудование для проведения всех требуемых испытаний и контроля. Однако, по усмотрению обработчика, любые испытания и контроль могут быть выполнены субподрядчиком и проведены вне предприятия. В случае проведения испытаний и контроля субподрядчиком, он должен выполнять их в соответствии с документированной процедурой под управлением и контролем обработчика.
14.3 Нарезчик резьбы
Нарезчик резьбы должен иметь, по крайней мере, один резьбонарезной станок, способный нарезать резьбу с размерами и предельными отклонениями, соответствующими требованиям стандартов на резьбовые соединения. Нарезчик резьбы также должен иметь соответствующее оборудование и нести ответственность за нанесение маркировки. Нарезчик должен также иметь в своем распоряжении контрольные калибры-пробки и калибры-кольца, а также рабочие калибры для каждого размера и типа резьбы.
Нарезчик также должен иметь оборудование или иметь доступ к оборудованию для:
a) навинчивания муфт с заданным натягом;
b) гидростатического испытания труб с механически навинченными муфтами при давлении, требуемом для труб с резьбой и механически навинченными муфтами;
c) контроля оправкой концов изделий после нарезания резьбы и свинчивания с муфтами в соответствии с установленными требованиями;
d) измерения длины.
В случае если какую-либо операцию из предусмотренных перечислениями а), b), с) или d) выполняет субподрядчик, он должен выполнять ее в соответствии с документированной процедурой под управлением и контролем нарезчика резьбы.
Нарезчик резьбы (или субподрядчик) не должен дополнять или изменять маркировку на теле труб или подтверждать соответствие тела труб каким-либо требованиям настоящего стандарта. Если какую-либо операцию вместо нарезчика резьбы выполняет субподрядчик, ответственность за соответствие этой операции требованиям настоящего стандарта несет нарезчик.
14.4 Изготовитель муфт, укороченных труб и соединительных деталей
Изготовитель муфт, укороченных труб и соединительных деталей должен иметь оборудование, способное обеспечить механическую обработку изделий и нарезание на них резьбы с размерами и отклонениями, соответствующими установленным требованиям. Изготовитель должен также иметь в своем распоряжении контрольные калибры-пробки и калибры-кольца, а также рабочие калибры для каждого размера и типа резьбы, нарезаемой на изделиях, имеющих маркировку в соответствии с разделом 11.
Изготовитель муфт, укороченных труб и соединительных деталей должен иметь в своем распоряжении оборудование для проведения всех других операций технологического процесса (например термообработки). В том случае, если эти операции выполняет субподрядчик, он должен выполнять их в соответствии с документированными процедурами под управлением и контролем изготовителя муфт, укороченных труб и соединительных деталей.
Изготовитель укороченных труб должен также иметь оборудование или иметь доступ к оборудованию, позволяющему проводить в соответствии с требованиями настоящего стандарта:
a) гидростатические испытания;
b) контроль оправкой.
В случае если какую-либо операцию из предусмотренных перечислениями а) или b) выполняет субподрядчик, эта операция должна быть выполнена в соответствии с документированной процедурой под управлением и контролем изготовителя.
Изготовитель муфт должен иметь возможность проведения контроля муфт магнитопорошковым методом или другим адекватным методом неразрушающего контроля.
Изготовитель (или субподрядчик) не должен дополнять или изменять маркировку на теле труб или подтверждать соответствие тела труб каким-либо требованиям настоящего стандарта. Если субподрядчик выполняет для изготовителя какую-либо операцию, ответственность за соответствие этой операции требованиям настоящего стандарта несет изготовитель.
Приложение А
(обязательное)
Дополнительные требования
А.1 Общие положения
В настоящем приложении приведены дополнительные требования, которые могут быть указаны потребителем или согласованы между потребителем и изготовителем. Эти требования применимы только тогда, когда они указаны в заказе на поставку.
А.2 SR1 Дополнительный неразрушающий контроль труб. Группы прочности Н40, J55, K55, К72 и N80 тип 1
Обсадные и насосно-компрессорные трубы должны быть проверены на наличие несовершенств глубиной, превышающей 12,5% заданной толщины стенки, или уменьшающих толщину стенки до значения менее 87,5% заданной толщины стенки, включая проверку труб по всей длине в соответствии с 10.13.4.
Такие несовершенства должны считаться дефектами, а трубы должны быть подвергнуты действиям в соответствии с 10.15.16. Контроль, включая контроль высаженных концов труб, должен быть проведен в соответствии с требованиями, установленными в 10.15 для групп прочности N80 тип Q, M65, L80 и R95.
(Измененная редакция, Изм. N 1).
А.3 SR2 Дополнительный неразрушающий контроль труб. Группы прочности Н40, J55, K55, К72, N80, L80, R95 и Р110 с дополнительным требованием по А.9 SR16*
_____________
* Измененная редакция, Изм. N 1.
Обсадные и насосно-компрессорные трубы должны быть проверены на наличие несовершенств глубиной, превышающей 5,0% заданной толщины стенки, или уменьшающих толщину стенки до значения менее 87,5% заданной толщины стенки.
Такие несовершенства должны считаться дефектами, а трубы должны быть подвергнуты действиям в соответствии с 10.15.16. Контроль труб группы прочности Р110, включая контроль высаженных концов труб, должен быть проведен в соответствии с требованиями, установленными в 10.15.7 и 10.15.8.
А.4 SR9 Механическая обработка поверхности муфтовых заготовок. Группы прочности Q125 и Q135
А.4.1 SR9.1 Размеры муфтовых заготовок
Потребителем может быть заказана механическая обработка всей поверхности муфтовых заготовок.
Размеры муфтовых заготовок должны быть достаточными для получения полностью механически обработанного цилиндра с необходимой толщиной стенки, длиной, наружным и внутренним диаметрами или размерами, указанными в заказе на поставку.
А.4.2 SR9.2 Предельные отклонения размеров
Для полностью механически обработанных муфтовых заготовок предельные отклонения наружного диаметра не должны превышать плюс 2,38 мм, предельные отклонения внутреннего диаметра минус 2,38 мм, если между изготовителем и потребителем не согласовано иное.
Предельные отклонения наружного диаметра муфтовых заготовок, заказанных с наружной поверхностью в cостоянии после прокатки, не должны превышать ±1%, но не более мм.
А.4.3 SR9.3 Несовершенства
Муфтовые заготовки, которые не будут полностью механически обработаны ни изготовителем, ни потребителем, должны быть проверены на соответствие тем же требованиям, что и готовые муфты. На поверхности муфтовых заготовок в состоянии после прокатки, предназначенных под полную механическую обработку у изготовителя или у потребителя, допускаются несовершенства, однако механически обработанная поверхность должна соответствовать критериям контроля, установленным в 9.14, и заданным размерам.
А.4.4 SR9.4 Маркировка
Все муфтовые заготовки, соответствующие требованиям А.4 SR9, должны иметь маркировку в соответствии с указанной в таблице С.76.
А.5 SR11 Электросварные обсадные, насосно-компрессорные и укороченные трубы групп прочности Р110 и Q135, электросварные обсадные и укороченные трубы группы прочности Q125
А.5.1 SR11.1 Общие положения
Обсадные трубы групп прочности Р110, Q125, Q135 и насосно-компрессорные трубы групп прочности Р110 и Q135 могут быть изготовлены электросварными только при наличии подробных процедур контроля качества, согласованных между изготовителем и потребителем до начала производства труб. Механические испытания на растяжение, на ударный изгиб и контроль твердости должны быть проведены с той же периодичностью, которая установлена для бесшовных обсадных и насосно-компрессорных труб.
А.5.2 SR11.2 Периодичность испытания на сплющивание
А.5.2.1 SR11.2.1 Группа прочности Р110
Периодичность испытания должна соответствовать указанной в 10.5.2.
A.5.2.2 SR11.2.2 Группы прочности Q125 и Q135
Испытание на сплющивание должно быть проведено на образцах, отобранных от обоих концов каждой трубы. На образце от одного из концов испытание проводят при расположении сварного шва в положении "6 ч", на образце от другого конца - в положении "3 ч". Весь контроль и удаление несовершенств (подрезка) должны быть проведены до отбора образцов для испытания на сплющивание.
А.5.3 SR11.3 Процедура испытания на сплющивание
А.5.3.1 SR11.3.1 Группа прочности Р110
Образцы должны быть подвергнуты сплющиванию, как указано в 10.5.3, 10.5.5 и 10.5.7.
А.5.3.2 SR11.3.2 Группы прочности Q125 и Q135
Образцы должны представлять собой кольца или отрезки концов труб длиной не менее 63,5 мм, отрезанные от обоих концов каждой трубы. Должны быть приняты меры для идентификации образцов по отношению к трубам, от которых они отрезаны. Испытание на сплющивание должно быть проведено с расположением линии сварного шва в положении "6 ч" или "3 ч". Сплющивание без образования трещин на любом из участков образца должно происходить до расстояния, указанного в таблице С.24, или до расстояния, равного 0,85 D, в зависимости от того, какое из них меньше.
Пока расстояние между плитами не станет менее указанного в таблице С.24 или 0,85 D, не допускается образование трещин или разрывов на любом из участков образца. Не допускаются также признаки плохой структуры, несплавления шва или расслоения в течение всего процесса испытания.
А.5.4 SR11.4 Другие свойства материала
Электросварные трубы должны соответствовать тем же требованиям к свойствам при растяжении, ударному изгибу и твердости, что и бесшовные трубы. Образец для испытания на ударный изгиб должен быть выполнен с надрезом по линии шва. К электросварным трубам также должны быть применимы требования раздела 10 для бесшовных труб.
А.5.5 SR11.5 Контроль и отбраковка
А.5.5.1 SR11.5.1 Контроль вне зоны сварного шва
Контроль тела трубы должен быть проведен теми же методами, что и контроль бесшовных изделий, указанными в разделе 10.
А.5.5.2 SR11.5.2 Неразрушающий контроль сварного шва
Сварной шов труб (кроме высаженных концов), поставляемых по настоящему стандарту, должен быть подвергнут 100%-ному неразрушающему контролю по всей длине ультразвуковым методом. Контроль должен быть проведен после термообработки и последующей ротационной правки. Высаженные концы труб должны быть проконтролированы так, как указано в 10.15.13.
А.5.5.3 SR11.5.3 Оборудование
Для ультразвукового контроля должно быть применимо любое оборудование, способное обеспечить полный и непрерывный контроль сварного шва. Оборудование должно быть откалибровано с использованием стандартных образцов, как описано в А.5.5.4 SR 11.5.4, не реже одного раза в каждую рабочую смену и должно подтвердить свою эффективность и эффективность применяемых процедур. Оборудование должно быть настроено на получение четких показаний при сканировании стандартного образца искательной головкой методом, имитирующим контроль изделия, и должно обеспечивать контроль зоны шириной не менее 1,6 мм по обе стороны от линии шва по всей толщине стенки.
А.5.5.4 SR11.5.4 Стандартные образцы
Для демонстрации эффективности аппаратуры и процедур контроля должен быть применим стандартный образец такого же заданного диаметра и такой же толщины стенки, что и контролируемое изделие. Стандартный образец может иметь любую приемлемую длину по выбору изготовителя. Сканирование стандартного образца искательной головкой должно имитировать контроль изделия. Стандартный образец для ультразвукового контроля должен иметь два надреза: один - на наружной, другой - на внутренней поверхности, как показано на рисунке D.18. В стандартном образце должно быть просверлено радиальное сквозное отверстие диаметром 1,6 мм. Испытательная аппаратура должна быть настроена на получение четко различимого сигнала при сканировании стандартного образца искательной головкой.
А.5.5.5 SR11.5.5 Критерии отбраковки
Любое несовершенство, вызывающее сигнал, равный или превышающий сигнал от стандартного образца, должно считаться дефектом, если изготовителем не может быть доказано, что размер несовершенства не превышает установленного в А.5.5.6 SR11.5.6.
А.5.5.6 SR11.5.6 Действия в отношении труб, имеющих дефекты
Несовершенства, обнаруженные при электромагнитном контроле, глубиной, превышающей 5,0%, но не превышающей 12,5% заданной толщины стенки, должны быть удалены шлифованием или механической обработкой или труба должна быть забракована. Все несовершенства, признанные дефектами при ультразвуковом и электромагнитном контроле, глубиной, не превышающей 12,5% заданной толщины стенки, должны быть удалены шлифованием или механической обработкой или труба должна быть забракована.
По трубам с дефектами, удаление которых требует шлифования или механической обработки на глубину более 12,5% заданной толщины стенки, должны быть приняты действия в соответствии с 10.15.16. При шлифовании или механической обработке радиус шлифовки или механической обработки должен обеспечить плавный переход от зачищенного участка к поверхности трубы, такие участки должны быть подвергнуты повторному неразрушающему контролю для проверки полноты удаления дефектов одним из методов неразрушающего контроля, указанных в А.5.5.1 SR11.5.1 и А.5.5.2 SR11.5.2.
А.6 SR12 Статистические испытания на ударный изгиб. Обсадные трубы
А.6.1 SR12.1 Общие положения
Данное дополнительное требование устанавливает статистический подход к испытаниям. Оно применимо только к тем изделиям, которые принимают или бракуют партиями. Периодичность испытаний основана на стандартном статистическом методе для свойств с нормальным распределением, если не установлено среднеквадратичное отклонение для конкретного изготовителя, размеров, химического состава и т.п. Статистические процедуры приемки и отбраковки требуются только в отношении ударной вязкости, однако для труб, от которых отбирают образцы для испытания на ударный изгиб, должны быть определены свойства при растяжении и твердость. Требования к свойствам при растяжении, ударной вязкости и твердости установлены в разделе 7. Основная часть процедуры испытания изложена в примечании 1 к А.6.5 SR12.5.
А.6.2 SR12.2 Периодичность испытаний
Каждая обсадная труба должна иметь индивидуальный номер. Этот номер должен быть применим для всей последующей идентификации труб. Пробы для испытаний на растяжение, ударный изгиб и для контроля твердости обсадных труб должны быть отобраны с одинаковой периодичностью из участков, показанных на рисунке D.11. Размер выборки для каждой партии обсадных труб должен быть выбран изготовителем по таблице С.78 SR12.1.
Коэффициент , приведенный для выбранного размера выборки, должен быть применим в А.6.4 SR12.4 для определения возможности приемки (или отбраковки) партии на основе требований к продольным и поперечным образцам для испытания на ударный изгиб. Размер выборки не зависит от размера партии. Трубы для испытаний должны быть отобраны произвольно, но процедура отбора должна обеспечивать наличие в выборке проб от начала и конца цикла термообработки и от обоих концов труб (приблизительно по 50% от обоих концов).
По согласованию между потребителем и изготовителем вместо значений, приведенных в таблице С.78 SR12.1, может быть применим коэффициент , равный 3,090, при условии, что среднеквадратичное отклонение новой партии продукции совпадает с прошлым опытом.
А.6.3 SR12.3 Повторные испытания
Если результат испытания на растяжение не соответствует установленным требованиям, изготовитель должен провести дополнительные испытания на образцах от обоих концов трубы. Если результаты испытания на ударный изгиб не соответствуют установленным требованиям, изготовитель должен следовать положениям по повторным испытаниям 10.7.7-10.7.9 (что применимо). Если твердость образца не удовлетворяет установленным требованиям, изготовитель должен следовать положениям по повторному контролю 10.6.13-10.6.19 (что применимо).
Если забракована какая-либо труба из партии из-за несоответствия требованиям к свойствам при растяжении, ударной вязкости или твердости, то трубы, подвергнутые отпуску непосредственно до и после забракованной трубы, должны быть подвергнуты испытанию на образцах от того же конца трубы, что и забракованная труба. Если одна или обе дополнительно испытанные трубы не соответствуют установленным требованиям, то изготовитель может испытать индивидуально все оставшиеся трубы в партии, причем требуется определение соответствия только тем требованиям, по которым образцы не выдержали предыдущие испытания (то есть партия, соответствующая критериям по твердости и ударной вязкости, но забракованная из-за низкого значения удлинения, должна быть подвергнута повторному испытанию для проверки свойств при растяжении). Образцы для повторных испытаний должны быть отобраны таким же способом, как и первоначально испытанные образцы. Изделия, не соответствующие требованиям раздела 7, должны быть забракованы.
А.6.4 SR12.4 Допустимая энергия удара для партии обсадных труб
После проведения испытания на ударный изгиб должны быть рассчитаны среднее значение и среднеквадратичное отклонение для средней энергии удара, определенной на поперечных образцах. Расчет проводят с учетом данных по всем изделиям, забракованным из-за низкой энергии удара. Минимальная энергия удара ![]() для партии должна быть рассчитана (на основе данных по выборке) по следующей формуле
для партии должна быть рассчитана (на основе данных по выборке) по следующей формуле
![]() , (А.1)
, (А.1)
где ![]() - минимальная энергия удара для партии, Дж;
- минимальная энергия удара для партии, Дж;
- среднее значение энергии удара для партии, Дж;
- коэффициент, выбираемый по таблице С.78 SR12.1;
- среднеквадратичное отклонение для партии.
А.6.5 SR12.5 Приемка/отбраковка партии
Партия должна быть принята, если минимальная энергия удара ![]() партии не менее значения
партии не менее значения , определенного по 7.4, 7.5 или 7.6 (что применимо). Если минимальная энергия удара
![]() партии менее
партии менее , то для испытания могут быть произвольно выбраны дополнительные образцы.
,
и
![]() должны быть определены, как указано выше, на основе всех данных и нового значения
должны быть определены, как указано выше, на основе всех данных и нового значения . Новое значение
![]() должно превышать
должно превышать , определенное по 7.4, 7.5 или 7.6, в противном случае партия должна быть забракована. Дополнительные образцы могут быть произвольно отобраны от дополнительных труб столько раз, сколько это необходимо. Если обсадные трубы забракованы как партия, то может быть испытана каждая труба для демонстрации ее соответствия требованиям к минимальной энергии удара 7.4, 7.5 или 7.6 (что применимо).
Примечания - Периодичность испытаний указана в А.6.2 SR12.2. Поскольку колонна обсадных труб состоит более чем из одной трубы, анализ должен учитывать вероятность того, что колонна содержит, как минимум, одну трубу с ударной вязкостью, не соответствующей требуемому минимальному значению.
В таблице С.79 SR12.2 приведена вероятность того, что колонна из 100 труб содержит, как минимум, одну несоответствующую трубу. Если вероятность наличия несоответствующей трубы составляет 1 к 1000, то риск того, что в колонне будет, как минимум, одна несоответствующая труба, будет равен 10%. Если вероятность наличия несоответствующей трубы составляет 1 к 10000, то риск того, что в колонне будет, как минимум, одна несоответствующая труба, будет равен 1%. Статистическая модель, принятая для определения периодичности контроля, должна обеспечивать надежность труб на уровне 99,9%. Принимают уровень доверия, равный 95%, и метод толерантных интервалов, поскольку среднеквадратичное отклонение не является точно установленной величиной и нет оснований ожидать, что оно одинаково для всех изготовителей, размеров изделий, режимов термообработки, химических составов и т.д.
Применяемый метод толерантных интервалов предполагает, что среднеквадратичное отклонение не является точно установленной величиной. Значение коэффициента велико, поскольку учитывает разброс среднеквадратичного отклонения. Например, если требование к энергии удара составляет 27 Дж, от партии отобрано пять труб и среднеквадратичное отклонение составляет 4,1, то коэффициент
равен 7,501. Для того чтобы партия была принята, средняя энергия удара, определяемая на поперечных образцах, должна превышать 27+(7,501·4,1) или 58 Дж. Если от партии отобрано 10 труб и среднеквадратичное отклонение составляет по-прежнему 4,1, то средняя энергия удара должна превышать 27+(5,203·4,1) или 48 Дж.
Если хорошо известно среднеквадратичное отклонение для трубного предприятия, то коэффициент принимают равным коэффициенту для бесконечно большой выборки 3,090. Принимая среднеквадратичное отклонение для бесконечно большой выборки труб данного размера равным 4,1, получают, что средняя энергия удара должна превышать 27+(3,090·4,1) или 40 Дж.
А.7 SR13 Муфты с уплотнительными кольцами
А.7.1 SR13.1 Проточка под уплотнительное кольцо
Муфты с уплотнительными кольцами должны иметь проточки размерами и предельными отклонениями, показанными на рисунках D.19 SR13.1 - D.23 SR13.5. Проточки могут быть выполнены до или после нарезания резьбы по выбору изготовителя. На резьбе муфт не допускаются заусенцы, рванины и черновины, открытые, скрытые и/или находящиеся во впадинах резьбы. В проточках муфт не допускаются рванины и отслоения металла, образующиеся при перерезе резьбы. Контроль муфт должен быть проведен после окончательной обработки проточек. Контроль должен быть проведен влажным флуоресцентным магнитопорошковым методом в круговом магнитном поле или иным методом неразрушающего контроля, имеющим подтвержденную равную чувствительность. Контроль должен охватывать наружную и внутреннюю поверхности. Применение сухого магнитопорошкового метода не допускается.
Примечание - Размеры проточек под уплотнительные кольца не совпадают с ранее применявшимися и могут быть не взаимозаменяемыми с ними.
А.7.2 SR13.2 Неметаллические кольца
Размеры и отклонения размеров неметаллических уплотнительных колец для муфт должны соответствовать указанным на рисунках D.19 SR13.1 - D.23 SR13.5. Кольца должны быть изготовлены из первичного политетрафторэтилена (ПТФЭ) с 25%-ным содержанием стекловолокна. Исходный ПТФЭ не должен содержать наполнители.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
Примечание - Размеры уплотнительных колец не совпадают с ранее применявшимися и могут быть не взаимозаменяемыми с ними.
А.7.3 SR13.3 Маркировка На муфты, соответствующие требованиям SR13, должна быть нанесена полоса голубой краской и обозначение "S13". Если размер муфты не позволяет нанести эту маркировку раздельно, обозначение "S13" должно быть нанесено поверх указанной полосы краской другого цвета. |
(Измененная редакция, Изм. N 1).
А.8 SR15 Документ о качестве
А.8.1 SR15.1 Изготовитель должен предоставить приведенные ниже данные (если они применимы) по каждой позиции, по которой в заказе на поставку указано данное дополнительное требование. Документ о качестве изготовителя должен содержать ссылку на настоящий стандарт, по которому изготовлены изделия, и год его утверждения.
a) SR15.1.1 - заданные диаметр, толщину стенки, группу прочности, способ производства и вид термообработки;
b) SR15.1.2 - минимальную температуру отпуска, допустимую по документированной процедуре термообработки для каждой партии обсадных и насосно-компрессорных труб (кроме трубных заготовок для муфт), прошедших закалку и отпуск или нормализацию и отпуск;
c) SR15.1.3 - химический состав (плавки, изделия, по контрольному и повторному анализу) с указанием массовой доли в процентах всех элементов, которые имеют ограничения или должны быть указаны по настоящему стандарту;
d) SR15.1.4 - результаты всех испытаний на растяжение по настоящему стандарту, включая предел текучести, предел прочности и удлинение. Должны быть указаны тип, размер и ориентация образцов.
Если регистрируют или указывают удлинение, диаграмма или протокол должны содержать номинальную ширину образца, если применялся образец в виде полосы, диаметр и расчетную длину, если применялся цилиндрический образец, или должно быть указано, что применялись образцы полного сечения;
e) SR15.1.5 - результаты испытаний на ударный изгиб, включая критерии испытания, размер, расположение и ориентацию образцов, номинальную температуру испытания (то есть фактическую температуру испытания, с учетом снижения температуры при применении образцов меньших размеров), поглощенную энергию для каждого образца и среднюю поглощенную энергию для каждого испытания, если такие испытания требуются настоящим стандартом.
Содержание вязкой составляющей должно быть указано только для изделий, поставляемых по PSL-2, как установлено в Е.6.1, или если такое требование указано в заказе на поставку;
f) SR15.1.6 - результаты контроля твердости (включая число твердости по Роквеллу, тип и критерий испытания, расположение и ориентацию образца), если такой контроль требуется;
g) SR15.1.7 - размер зерна и метод, применяемый для определения размера зерна;
h) SR15.1.8 - минимальное испытательное гидростатическое давление и продолжительность испытания;
i) SR15.1.9 - для сварных труб, подвергаемых по настоящему стандарту неразрушающему контролю сварного шва, должен быть указан метод контроля (ультразвуковой, электромагнитный и/или магнитопорошковый), тип и размер искусственного дефекта;
j) SR15.1.10 - для бесшовных труб, подвергаемых неразрушающему контролю (по основным требованиям настоящего стандарта, по дополнительным требованиям или по заказу на поставку), должен быть указан метод неразрушающего контроля (ультразвуковой, электромагнитный или магнитопорошковый), тип и размер применяемого искусственного дефекта;
k) SR15.1.11 - минимальную температуру термообработки сварного шва электросварных труб. Если термообработка не проводилась, в документе о качестве должно быть указано: "Без термообработки сварного шва";
I) SR15.1.12 - результаты всех дополнительных испытаний, проводимых по требованию потребителя.
А.8.2 SR15.2 Изготовитель должен разработать и выполнять процедуры, обеспечивающие сохранение идентификации плавки и партии для изделий, на которые распространяется данное дополнительное требование. Процедуры должны обеспечивать прослеживаемость изделия до соответствующей плавки и партии и до соответствующих результатов химического анализа и механических испытаний.
А.9 SR16 Испытание на ударный изгиб для труб и заготовок для соединительных деталей
А.9.1 SR16.1 Общие положения
Если в заказе на поставку изделий группы прочности N80 тип Q, класса 2 (кроме группы прочности М65) и класса 3 указано требование А.9 SR16, то проведение испытаний по 10.7, не являющихся для изготовителя обязательными в соответствии с 7.5.6, становится обязательным. Если в заказе на поставку изделий класса 1 групп прочности Н40, J55, K55, К72 и N80 тип 1 указано требование А.9 SR16, то соответствие изделий требованиям А.9.2 становится обязательным.
А.9.2 SR16.2 Общие требования
А.9.2.1 SR16.2.1 Оценка результатов испытания
Испытанию должны быть подвергнуты три образца от изделия, отобранного от каждой партии в соответствии с 10.2. Среднее значение результатов испытаний на ударный изгиб трех образцов должно быть не ниже требования к поглощенной энергии, указанного А.9.3 SR16.3. Для одного из образцов допускается значение поглощенной энергии ниже требуемого значения, но не ниже 2/3 требуемой поглощенной энергии.
А.9.2.2 SR16.2.2 Размер образцов
В таблице С.22 приведены расчетные значения толщины стенки, необходимые для изготовления механически обработанных поперечных образцов полного размера, 3/4-размера и 1/2-размера. В таблице С.23 приведены такие же значения для продольных образцов. Размер образца для испытаний, который должен быть выбран из таблиц С.22 или С.23, является наибольшим размером образца, имеющего расчетную толщину стенки меньшую, чем заданная толщина стенки испытуемого изделия.
Если не могут быть изготовлены поперечные образцы полного размера (10х10 мм), должен быть применим наибольший из возможных поперечных образцов меньшего размера, указанных в таблице С.9. Если не может быть изготовлен и такой образец (или это не допускается по А.9.2.4 SR16.2.4), то для проведения испытания, предусмотренного для поперечных образцов, должен быть применим наибольший из возможных продольных образцов, указанных в таблице С.9.
Если наружный диаметр или толщина стенки не позволяет изготовить продольные образцы 1/2-размера и более, допускается не проводить испытание изделий, однако изготовитель должен использовать для изделий заготовки с документированными химическим составом и технологией, обеспечивающими получение поглощенной энергии удара, равной или превышающей минимальное установленное требование.
А.9.2.3 SR16.2.3 Допустимая кривизна образца
Допускается кривизна одной из сторон окончательно обработанного поперечного образца, обусловленная исходной формой трубного изделия, при условии соответствия размеров образца требованиям, указанным на рисунке D.14. Такие образцы допускаются с целью применения поперечного образца максимальной толщины.
A.9.2.4 SR16.2.4 Иерархия образцов для испытаний
Иерархия образцов для испытаний по ориентации и размерам приведена в таблице С.10.
А.9.2.5 SR16.2.5 Образцы для испытания на ударный изгиб альтернативных размеров
По выбору изготовителя вместо образцов меньших размеров, указанных в А.9.2.2 SR16.2.2, могут быть применимы образцы альтернативного размера, указанные в таблице С.9. При этом альтернативный образец по иерархии в таблице С/10 должен стоять выше, чем образец указанного размера, а требование к поглощенной энергии должно быть скорректировано в соответствии с ориентацией и размером выбранного образца.
А.9.2.6 SR16.2.6 Требования к поглощенной энергии. Образцы меньшего размера
Значение минимальной поглощенной энергии, определенной на образце меньшего размера, должно быть равно значению поглощенной энергии, определенной на образце полного размера, умноженному на коэффициент уменьшения, указанный в таблице С.9, при этом не допускается применять для испытаний образец меньшего размера, если уменьшенное значение поглощенной энергии менее 11 Дж.
А.9.3 SR16.3 Требования к поглощенной энергии. Трубы и заготовки для соединительных деталей с наружной резьбой
А.9.3.1 SR16.3.1 Группа прочности Н40
Поглощенная энергия, определенная на поперечном образце полного размера, для любой толщины стенки должна быть не менее 16 Дж.
Поглощенная энергия, определенная на продольном образце полного размера, для любой толщины стенки должна быть не менее 20 Дж.
А.9.3.2 SR16.3.2 Группы прочности J55, К55, К72
Поглощенная энергия, определенная на поперечном образце полного размера, для любой толщины стенки должна быть не менее 20 Дж.
Поглощенная энергия, определенная на продольном образце полного размера, для любой толщины стенки должна быть не менее 27 Дж.
А.9.3.3 SR16.3.3 Группа прочности N80 тип 1
Минимальное значение поглощенной энергии, определенной на образце полного размера, приведено в таблицах С.80 SR16.1 и С.81 SR16.2.
Требуемые значения поглощенной энергии рассчитывают по следующим формулам:
- для поперечных образцов (таблица С.80 SR16.1)
![]() или 14 Дж, что больше; (А.2)
или 14 Дж, что больше; (А.2)
- продольных образцов (таблица С.81 SR16.2)
![]() или 27 Дж, что больше, (А.3)
или 27 Дж, что больше, (А.3)
где - минимальная поглощенная энергия, Дж;
![]() - требуемый минимальный предел текучести, равный 552 МПа;
- требуемый минимальный предел текучести, равный 552 МПа;
- заданная толщина стенки, мм.
A.9.4 SR16.4 Требования к поглощенной энергии. Заготовки для соединительных деталей со специальной отделкой концов, с резьбой без натяга
Должны быть применимы требования А.9.3 SR16.3. Критическая толщина стенки должна быть определена, как указано в 7.6.6.
А.9.5 SR16.5 Процедуры испытания на ударный изгиб
А.9.5.1 SR16.5.1 Общие процедуры
Испытания на ударный изгиб должны быть проведены в соответствии с [13] и [24] по методу Шарпи на образцах с V-образным надрезом типа А. При испытании поперечных образцов от электросварных изделий образец должен иметь надрез, расположенный по линии сварного шва. Для испытаний продольных образцов от электросварных изделий проба должна быть отобрана из участка, расположенного под углом приблизительно 90° к сварному шву. Не допускается изготовлять образцы для испытания на ударный изгиб из выпрямленных трубных изделий.
А.9.5.2 SR16.5.2 Ориентация образца
Ориентация образца должна соответствовать указанной на рисунке D.13.
А.9.5.3 SR16.5.3 Температура испытания
Потребителем в заказе на поставку должна быть указана какая-либо из следующих температур испытания образца полного размера:
a) плюс 21 °С;
b) 0 °С;
c) минус 10 °С;
d) иная температура.
Допустимые отклонения температуры испытания образцов полного размера не должны превышать плюс/минус 3 °С.
Температура испытания для групп прочности Н40, J55, K55 и К72 при применении образцов меньшего размера должна быть снижена, как указано в А.9.5.5 SR16.5.5.
Дополнительные требования к продукции PSL-2 и PSL-3 приведены в приложении Е.
Примечание - Для изготовления изделий групп прочности Н40, J55, К55 и К72 используют низкопрочные стали, считающиеся чувствительными к скорости нагружения. Повышение скорости нагружения по сравнению с той, которая обычно имеет место при эксплуатации изделия, до скорости нагружения, при которой происходит испытание на ударный изгиб по методу Шарпи, приводит к сдвигу температуры перехода к хрупкому разрушению до более высоких температур. Таким образом, следует ожидать, что хрупкое разрушение изделия будет происходить при более низких температурах, чем при температурах испытания по методу Шарпи. Для большинства случаев применения испытания для групп прочности Н40, J55, К55 и К72 при плюс 21 °С и для более высоких групп прочности при 0 °С являются достаточными. Если изделия будут эксплуатировать при температурах ниже минус 18 °С, могут быть целесообразны испытания при более низких температурах.
А.9.5.4 SR16.5.4 Дефектные образцы
Образец, имеющий дефекты подготовки или несовершенства материала, выявленные до или после испытания, может быть забракован и заменен другим образцом от того же изделия. Образцы не должны считаться дефектными только потому, что они не удовлетворяют требованию к минимальной поглощенной энергии.
А.9.5.5 SR16.5.5 Снижение температуры испытания для образцов меньшего размера. Группы прочности Н40, J55, К55 и К72
При применении образцов меньшего размера может быть необходимым снижение температуры испытания. Это снижение зависит от толщины стенки изделия и размера образца.
При необходимости температура испытания должна быть снижена, как указано в таблице С.82 SR16.3.
А.9.5.6 SR16.5.6 Периодичность испытаний
Для испытания должно быть отобрано одно изделие от каждой партии.
А.9.5.7 SR16.5.7 Отбраковка труб и заготовок для соединительных деталей
Если результаты испытания одного или более образцов ниже требуемой минимальной поглощенной энергии или хотя бы один из результатов испытания ниже 2/3 требуемой минимальной поглощенной энергии, должны быть проведены повторные испытания трех дополнительных образцов от того же изделия. Поглощенная энергия каждого из дополнительных образцов должна быть не ниже требуемой минимальной поглощенной энергии или изделие должно быть забраковано.
А.9.5.8 SR16.5.8 Замена забракованных труб и заготовок для соединительных деталей
Если результаты испытания не соответствуют требованиям А.9.3 SR16.3 или А.9.4 SR16.4, что применимо, и не соответствуют условиям проведения повторного испытания в соответствии с А.9.5.7 SR16.5.7, тогда от трех дополнительных изделий из партии должно быть отобрано по три дополнительных образца. Если все образцы от трех дополнительных изделий соответствуют требованиям, партия должна быть принята, за исключением первоначально забракованного изделия. Если образцы от одного из дополнительно отобранных изделий не соответствуют установленным требованиям, изготовитель может испытать каждое из оставшихся изделий партии или провести повторную термообработку партии и испытать ее как новую партию.
А.9.5.9 SR16.5.9 Процедура округления значений
При определении соответствия данным требованиям измеренные значения должны быть округлены до целого числа в соответствии с методом округления [25] или [26]. Предельные значения, измеренные или расчетные, также должны быть выражены целыми числами, при необходимости с округлением.
А.9.6 SR16.6 Протоколы испытаний
Для потребителя должны быть указаны: размер (т.е. полный размер, 3/4-размера или 1/2-размера) и ориентация образца, фактическая температура испытания (т.е. требуемая температура минус снижение температуры испытания для групп прочности Н40, J55, К55 и К72), результаты испытаний отдельных образцов (т.е. поглощенная энергия в Джоулях и содержание вязкой составляющей в изломе образцов, если такое требование было указано в заказе) и средняя поглощенная энергия.
А.9.7 SR16.7 Маркировка изделий
Изделия, испытанные в соответствии с данными дополнительными требованиями, должны иметь маркировку с указанием требования А.9 R16, минимальной требуемой поглощенной энергии для образца полного размера и требуемой температуры испытания (т.е. без учета снижения температуры испытания, предусмотренного для групп прочности Н40, J55, К55 и К72) со знаком плюс или минус. Маркировка краской должна быть нанесена после обозначения группы прочности.
Пример: S16-20-10C.
А.10 SR22 Соединение LC, обладающее повышенной герметичностью
А.10.1 Общие положения
По согласованию между потребителем и изготовителем должны быть применимы дополнительные требования к трубам и муфтам наружным диаметром до 244,48 мм включительно для соединения LC, обладающего повышенной герметичностью (SR22). Следует отметить, что изделия, соответствующие SR22, полностью взаимозаменяемы с изделиями для стандартного соединения LC по ГОСТ Р 51906. Однако конструкционные критерии SR22, касающиеся герметичности, не распространяются на такие смешанные соединения.
Использование свинецсодержащей резьбовой смазки для муфт с оловянным покрытием при повышенных температурах может привести для некоторых материалов к жидкому охрупчиванию металла. Использование свинецсодержащей резьбовой смазки в условиях, когда температура превышает 135 °С, требует осторожности.
Примечание - Вопросы применения труб или соединений труб при повышенной температуре в кислых средах не входят в область применения настоящего стандарта.
А.10.2 SR22 Повышенная герметичность
А.10.2.1 SR22.1 Общие положения
Обсадные трубы и муфты должны быть поставлены для соединения LC, обладающего повышенной герметичностью, в соответствии с требованиями к размерам, контролю и покрытию резьбы муфт, указанными в А.10 SR22, таблице С.83 SR22.1 и ГОСТ Р 51906.
А.10.2.2 SR22.2.a Маркировка конца трубы клеймением
На расстоянии, равном максимальной длине свинчивания (таблица С.83 SR22.1), от каждого торца каждой трубы должно быть нанесено клеймо в форме равностороннего треугольника высотой 6,35 мм с применением методов 3, 4 или 5 по 11.2.1 (рисунок D.24 SR22.1).
А.10.2.3 SR22.2.b Маркировка конца трубы краской
На свободном от муфты конце каждой трубы должна быть нанесена отчетливая маркировка зеленой краской (рисунок D.24 SR22.1).
А.10.2.4 SR22.2.c Маркировка муфты клеймением
В маркировке всех муфт должно быть указано "SR22" при клеймении методами 3 или 5 по 11.2.1.
А.10.2.5 SR22.2.d Цветовые кольцевые полосы на муфте
На наружную поверхность муфты вблизи от одного из торцов должны быть краской нанесены кольцевые полосы:
- одна (две или ни одной, как указано в таблице С.74) полоса - цветом, установленным для группы прочности стали, из которой изготовлена муфта;
- другая полоса - зеленым цветом.
А.10.2.6 SR22.3 Дополнительное требование к конической расточке обсадных труб со специальными требованиями к контролю оправкой
Обсадные трубы, заказываемые с контролем оправкой диаметром, превышающим стандартный (8.10), могут быть подвергнуты изготовителем контролю оправкой или расточены по внутреннему диаметру с концов трубы. Это предусматривает выполнение какого-либо из следующих действий для обоих концов трубы:
a) контроля оправкой с использованием специальной концевой оправки, имеющей минимальный диаметр , соответствующий значениям, указанным в варианте 1 таблицы D.9 на рисунке D.25 SR22.2. Оправка должна быть введена на расстояние, равное или превышающее расстояние
. Если диаметр концов трубы меньше диаметра специальной концевой оправки, они должны быть расточены по внутреннему диаметру в соответствии со следующим перечислением b);
b) конической расточки внутреннего диаметра с конусностью от 2° до 15°, при этом максимальный диаметр механически обработанной поверхности на конце трубы (диаметр расточки ) и угол расточки
должны соответствовать значениям, указанным в варианте 2 таблицы D.9 на рисунке D.25 SR22.2. Обеспечение непрерывности расточенной поверхности конической расточки по всей внутренней окружности не является обязательным. Расточка должна иметь плавный переход к внутреннему диаметру трубы. Если расточка выполнена, то внутренний диаметр каждого конца трубы должен соответствовать значениям
, указанным в варианте 2 таблицы D.9.
А.10.2.7 SR22.4.1 Нанесение резьбовой смазки
Резьбовая смазка, соответствующая [7], должна быть нанесена на один из трех следующих участков:
- только на конец трубы с резьбой;
- только на резьбу муфты;
- на участок резьбы с полным профилем конца трубы полосой шириной приблизительно 25 мм и на всю резьбу муфты.
После равномерного нанесения на поверхность резьбы резьбовой смазки должен быть четко различим весь контур резьбы.
Соблюдение требований [7] само по себе не гарантирует адекватных эксплуатационных характеристик резьбовой смазки в промысловых условиях. Ответственность за оценку полученных результатов, протоколы испытаний и определение соответствия резьбовой смазки требованиям конкретного промысла несет пользователь.
А.10.2.8 SR22.4.2 Свинчивание с муфтами
Требования SR22 по свинчиванию основаны на числе оборотов при механическом свинчивании и положении муфты, а не на моменте свинчивания. Момент свинчивания не является основанием для приемки или отбраковки, а лишь показателем контроля процесса. Свинчивание должно быть забраковано, если муфта не доходит до заданного положения при минимальном числе оборотов механического свинчивания.
А.10.2.9 SR22.4.3 Скорость свинчивания с муфтами
Скорость механического свинчивания с муфтами не должна превышать 10 об/мин.
А.10.2.10 SR22.4.4 Критерии приемки свинчивания с муфтами
При свинчивании соединения по SR22 допускаются варианты. Свинчивание должно быть забраковано, если муфта не доходит до заданного положения при минимальном числе оборотов. Любое соединение, в котором торец муфты заходит за вершину треугольного клейма, должно быть забраковано. Проверка свинчивания с муфтами должна быть проведена одним из следующих способов:
a) по числу оборотов: число оборотов должно быть равно или превышать минимальное число оборотов, указанное в таблице С.83 SR22.1. Счет числа оборотов должен быть начат при стандартном начальном моменте, указанном в таблице С.83 SR22.1. Должны быть обеспечены надлежащая соосность оборудования для свинчивания, идентичность свинчивания и минимизировано влияние источников колебаний момента;
b) по положению: свинчивание должно быть выполнено так, чтобы торец муфты находился в пределах треугольного клейма. Следует проверить, чтобы число оборотов механического свинчивания равнялось или превышало число оборотов, указанное в таблице С.83 SR22.1, на протяжении всей операции.
А.10.2.11 SR22.4.5 Развинчивание и свинчивание с муфтами
Если соединение развинчено, то последующее свинчивание должно быть выполнено в соответствии c A.10.2.10 SR22.4.4.
А.11 SR23 Группа прочности L80 тип 1, обладающая стойкостью к сульфидному растрескиванию под напряжением. Бесшовные трубы, укороченные трубы, муфты, трубные заготовки для муфт и заготовки для соединительных деталей По согласованию между потребителем и изготовителем должны быть применимы дополнительные требования по стойкости к сульфидному растрескиванию под напряжением бесшовных труб, укороченных труб, трубных заготовок для муфт и заготовок для соединительных деталей группы прочности L80 тип 1. d) прокаливаемости (7.10.2); f) размера зерна (7.11); g) стойкости к сульфидному растрескиванию под напряжением (7.14); h) защиты муфт и муфтовых заготовок (9.18); i) размера партии для механических испытаний (10.2); |
j) периодичности испытаний и отбора проб (10.4.4); k) максимальной допустимой глубины линейных несовершенств для труб (таблица С.33); I) допустимой глубины наружных несовершенств для муфт (таблица С.44); m) периодичности испытаний на растяжение (таблицы С.45-С.47); n) методов неразрушающего контроля (таблица С.70); А.11.2 SR23.2 Испытание на стойкость к сульфидному растрескиванию под напряжением Испытание должно быть проведено в соответствии с 7.14. |
Испытательное напряжение должно быть не менее 72% минимального предела текучести |
Могут быть применимы образцы без предварительного или с предварительным усталостным растрескиванием. Если применяют образцы с предварительным усталостным растрескиванием, максимальный коэффициент интенсивности напряжений в процессе предварительного растрескивания не должен превышать 30 МПа·м А.11.3 SR23.3 Цветовая идентификация группы прочности На трубы, трубные заготовки для муфт и укороченные трубы длиной от 1,8 м и более должны быть нанесены две красные кольцевые полосы. А.11.4 SR23.4 Требования к маркировке и ее последовательности Общие требования к маркировке и ее последовательности должны соответствовать приведенным в разделе 11. |
Приложение В
(обязательное)
Инспекция потребителя
В.1 Извещение об инспекции
Если изделия подлежат проверке инспектором, представляющим потребителя, изготовитель должен известить инспектора о времени начала изготовления изделий.
В.2 Доступ к оборудованию
Инспектор, представляющий потребителя, должен иметь неограниченный доступ в течение всего времени выполнения заказа на все участки предприятия, связанные с выполнением заказа. Изготовитель должен предоставить проверяющей стороне полную возможность убедиться в том, что изделия изготовляют в соответствии с настоящим стандартом. Если в заказе не указано иное, проверка должна быть проведена на месте изготовления или обработки изделий до их отгрузки, причем ее проведение не должно препятствовать процессу производства.
В.3 Соответствие требованиям
Изготовитель отвечает за соответствие всем требованиям настоящего стандарта. Потребитель имеет право проводить любые исследования, необходимые для подтверждения соответствия, и может забраковать любые изделия, не соответствующие настоящему стандарту.
В.4 Отбраковка
Если между потребителем и изготовителем не согласовано иное, то изделия, принятые на предприятии изготовителя, но оказавшиеся при последующем контроле или эксплуатации не соответствующими установленным требованиям, могут быть забракованы, а изготовитель уведомлен об этом. При проведении разрушающих испытаний, любое изделие, не соответствующее требованиям настоящего стандарта, должно быть забраковано. Действия в отношении забракованных изделий должны быть согласованы между потребителем и изготовителем.
Приложение С
(обязательное)
Таблицы*
_________________
* Наименование приложения С в оригинале выделено курсивом. - .
Таблица С.1 - Размеры, массы, группы прочности и виды отделки концов обсадных труб
Наруж- | Номи- | Тол- | Вид отделки концов трубы для группы прочности | ||||||||
Н40 | J55, K55 | М65 | L80, C95 | N80 | C90, T95 | P110 | Q125 | Q135 | |||
101,60 | 11,20 | 6,50 | - | PM | - | PM | PM | - | PM | - | - |
114,30 | 14,14 | 5,21 | PS | PS | PS | - | P | - | - | - | - |
15,63 | 5,69 | Р | PSB | PSB | - | P | - | - | - | - | |
17,26 | 6,35 | Р | PSLBM | PSLBM | PLBM | PLBM | PLBM | PLBM | PLM | PLM | |
20,09 | 7,37 | Р | PLM | PLBM | PLBM | PLBM | PLBM | PLBM | PLM | PLM | |
22,47 | 8,56 | Р | PLMT | PLMT | PLMT | PLMT | PLMT | PLBMT | PLBMT | PLMT | |
26,32 | 10,2 | - | - | - | PLMT | PLMT | PLMT | PLMT | PLMT | PLMT | |
127,00 | 17,11 | 5,59 | - | PS | PS | - | - | - | - | - | - |
19,35 | 6,43 | - | PSLBM | PSLBM | PLM | PLM | PLM | PLM | - | - | |
22,32 | 7,52 | - | PSLBM | PLBM | PLBM | PLBM | PLBM | PLBM | - | PLM | |
26,79 | 9,19 | - | PLMT | PLB MT | PLB MT | PLBMT | PLBMT | PLBMT | PLBMT | PLMT | |
30,92 | 10,7 | - | PLMT | - | PLMT | PLMT | - | PLMT | PLMT | PLMT | |
31,85 | 11,10 | - | - | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLMT | |
34,53 | 12,14 | - | - | - | PLB | PLB | PLB | PLB | PLB | - | |
35,86 | 12,70 | - | - | - | PLB | PLB | PLB | PLB | PLB | - | |
139,70 | 20,83 | 6,20 | PSM | PSM | PSM | - | PSM | - | - | - | - |
23,07 | 6,98 | PSLM | PSLBM | PSLBM | PLM | PSLM | PLM | PSM | - | - | |
25,30 | 7,72 | PSLM | PSLBM | PSLBM | PLBM | PSLBM | PLBM | PLBM | PLM | PLM | |
29,76 | 9,17 | PLMT | PLMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLMT | PLMT | |
34,23 | 10,54 | PLMT | PLMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLMT | |
- | 12,70 | - | P | - | P | P | P | P | - | - | |
- | 14,27 | - | - | - | - | - | P | - | - | - | |
- | 15,88 | - | - | - | - | - | P | - | - | - | |
- | 17,45 | - | - | - | - | - | P | - | - | - | |
- | 19,05 | - | - | - | - | - | P | - | - | - | |
- | 20,62 | - | - | - | - | - | P | - | - | - | |
- | 22,22 | - | - | - | - | - | P | - | - | - | |
146,05 | 22,25 | 6,50 | PSM | PSBM | PSBM | - | PSM | - | - | - | - |
23,86 | 7,00 | PSLM | PSLBM | PSLBM | PLBM | PSLBM | PLM | PLB | - | - | |
26,13 | 7,70 | PSLM | PSLBM | PSLBM | PLBM | PSLBM | PLBM | PLBM | - | - | |
28,70 | 8,50 | PLMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLMT | |
31,85 | 9,50 | PLMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLMT | |
35,58 | 10,70 | - | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLMT | |
- | 12,70 | - | - | - | - | - | P | - | - | - | |
- | 14,27 | - | - | - | - | - | P | - | - | - | |
- | 15,88 | - | - | - | - | - | P | - | - | - | |
- | 17,45 | - | - | - | - | - | P | - | - | - | |
- | 19,05 | - | - | - | - | - | P | - | - | - | |
- | 20,62 | - | - | - | - | - | P | - | - | - | |
- | 22,22 | - | - | - | - | - | P | - | - | - | |
168,28 | 29,76 | 7,32 | PSLBM | PSLBM | PSLBM | PLBM | PSLBM | - | - | - | - |
32,73 | - | PSLBM | PSLBMT | PLBM | PLBMT | PSLBM | - | PBMT | - | - | |
35,72 | 8,94 | PSLBMT | PSLBMT | PLBMT | PLBMT | PSLBMT | PLBMT | PLBMT | PLBMT | PLBMT | |
41,67 | 10,59 | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | |
47,62 | 12,06 | - | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | |
- | 12,70 | - | - | - | - | - | P | - | - | - | |
- | 14,27 | - | - | - | - | - | P | - | - | - | |
- | 15,88 | - | - | - | - | - | P | - | - | - | |
- | 17,45 | - | - | - | - | - | P | - | - | - | |
- | 19,05 | - | - | - | - | - | P | - | - | - | |
- | 20,62 | - | - | - | - | - | P | - | - | - | |
- | 22,22 | - | - | - | - | - | P | - | - | - | |
177,80 | 25,30 | 5,87 | PS | PS | - | - | PS | - | - | - | - |
29,76 | 6,91 | PSBM | PSBM | PSB | - | PSM | - | - | - | - | |
34,23 | 8,05 | PSLBM | PSLBM | PLBM | PLBM | PSLBM | PLBM | - | - | - | |
38,69 | 9,19 | PSLBMT | PSLBMT | PLBM | PLBMT | PSLBMT | PLBM | PLBMT | PLBM | PLBMT | |
43,16 | 10,36 | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | |
47,62 | 11,51 | РВМ | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | |
52,09 | 12,65 | РВМ | PLBMT | - | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | |
56,55 | 13,72 | - | - | - | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | |
60,45 | 15,00 | - | - | - | PLBMT | - | - | PLBMT | - | PLBMT | |
- | 15,88 | - | - | - | - | - | P | - | - | - | |
- | 17,45 | - | - | - | - | - | P | - | - | - | |
- | 19,05 | - | - | - | - | - | P | - | - | - | |
- | 20,62 | - | - | - | - | - | P | - | - | - | |
- | 22,22 | - | - | - | - | - | P | - | - | - | |
193,68 | 35,72 | 7,62 | PSBM | PSBM | - | - | - | - | - | - | - |
39,29 | 8,33 | РВМ | PSLBM | PSLB | PLBM | PLBM | PLBM | PLMB | PLMB | PLMB | |
44,20 | 9,52 | РВМ | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBM | PLBMT | |
50,15 | 10,92 | РВМ | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | |
58,04 | 12,70 | РВМ | PLBMT |
| PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | |
63,69 | 14,27 | - | - | - | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | |
67,41 | 15,11 | - | - | - | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | |
70,09 | 15,88 | - | - | - | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | |
- | 17,45 | - | - | - | - | - | P | - | - | - | |
- | 19,05 | - | - | - | - | - | P | - | - | - | |
196,85 | - | 15,11 | - | - | - | P | P | P | P | P | - |
219,08 | 35,72 | 6,71 | PS | PS | PS | - | PS | - | - | - | - |
41,67 | 7,72 | PSBM | PSBM | PS | - | PSM | - | - | - | - | |
47,62 | 8,94 | PSLBMT | PSLBMT | PSLBMT | PBMT | PSLBMT | PLBM | PLBMT | PBM | PBM | |
53,57 | 10,16 | PSLBMT | PSLBMT | PSLBMT | PLBMT | PSLBMT | PLBMT | PLBMT | PLBMT | PLBMT | |
59,53 | 11,43 | РВМ | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | |
65,48 | 12,70 | РВМ | PLBMT | - | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | |
72,92 | 14,15 | - | - | - | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | |
244,48 | 48,07 | 7,92 | PSBM | PSBM | - | - | PSM | - | - | - | - |
53,57 | 8,94 | PSLBMT | PSLBMT | PSLBMT | PLBMT | PSLBMT | PLBM | PLBMT | PBM | PBM | |
59,53 | 10,03 | PSLBMT | PSLBMT | PSLBMT | PLBMT | PSLBMT | PLBMT | PLBMT | PLBMT | PLBMT | |
64,73 | 11,05 | РВМ | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | |
69,94 | 11,99 | РВМ | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | |
79,62 | 13,84 | РВМ | PLBMT | - | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | |
86,91 | 15,11 | - | - | - | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | |
- | 15,47 | - | - | - | - | - | P | - | - | - | |
91,11 | 15,90 | - | - | - | PLBMT | - | - | PLBMT | - | PLBMT | |
- | 17,07 | - | - | - | - | - | P | - | - | - | |
- | 18,64 | - | - | - | - | - | P | - | - | - | |
- | 20,24 | - | - | - | - | - | P | - | - | - | |
250,83 | 87,80 | 15,88 | - | - | - | - | PT | PT | PT | PT | PT |
273,05 | 48,74 | 7,09 | PS | PS | - | - | - | - | - | - | - |
60,27 | 8,89 | PSBM | PSBMT | PSBMT | PSBMT | PSMT | PSBM | PSBMT | - | - | |
67,71 | 10,16 | РВМ | PSBMT | PSBMT | PSBMT | PSMT | PSBMT | PSBMT | PSBMТ | PSBMT | |
75,90 | 11,43 | РВМ | PSBMT | PSBMT | PSBMT | PSBMT | PSBMT | PSBMT | PSBMT | PSBMT | |
82,59 | 12,57 | РВМ | PSBMT | PSBMT | PSBMT | PSBMT | PSBMT | PSBMT | PSBMT | PSBMT | |
90,33 | 13,84 | РВМ | PSBMT | - | PSBMT | PSMT | PSBMT | PSBMT | PSBMT | PSBMT | |
97,77 | 15,11 | - | - | - | PSBMT | PSMT | PSBMT | PSBMT | PSBMT | PSBMT | |
105,49 | 16,50 | - | PMT | - | PSMT | - | - | PSMT | - | PSMT | |
- | 17,07 | - | - | - | - | - | P | - | - | - | |
- | 18,64 | - | - | - | - | - | P | - | - | - | |
- | 20,24 | - | - | - | - | - | P | - | - | - | |
298,45 | 62,50 | 8,46 | PS | PSM | - | - | - | - | - | - | - |
69,94 | 9,53 | - | PSBM | PSBM | PM | PM | - | - | - | - | |
80,36 | 11,05 | - | PSBM | PSBM | PSM | PSM | PSM | PSM | - | - | |
89,29 | 12,42 | - | PSBM | PSBM | PSBM | PSBM | PSBM | PSBM | PSBM | PSM | |
96,73 | 13,56 | - | PM | - | P | P | P | P | P | - | |
105,86 | 14,78 | - | PM | - | PSM | PSM | PSM | PSM | PSM | PSM | |
323,85 | - | 7,70 | Р | P | - | - | - | - | - | - | - |
68,32 | 8,50 | РВМ | PSBM | PS | PM | - | - | PBM | - | - | |
75,72 | 9,50 | РВМ | PSBMT | PSBMT | PSBMT | PSBMT | PSBMT | PBM | PB | PB | |
87,46 | 11,00 | РВМ | PSBMT | PSBMT | PSBMT | PSBMT | PSBMT | PSBM | PB | PB | |
96,91 | 12,40 | РВМ | PSBMT | PSBMT | PSBMT | PSBMT | PSBMT | PSBMT | PSBMT | PSBMT | |
108,43 | 14,00 | РВМ | PSBMT | PSBMT | PSBMT | PSBMT | - | PSBMT | PSBMT | PSBMT | |
339,72 | 71,43 | 8,38 | PS | PS | - | - | - | - | - | - | - |
81,10 | 9,65 | РВМ | PSBM | PSBM | PSBM | PSBM | PSBM | - | - | - | |
90,78 | 10,92 | РВМ | PSBM | PSBM | PSBM | PSBM | PSBM | - | - | - | |
101,19 | 12,19 | РВМ | PSBM | PSBM | PSBM | PSBM | PSBM | PSBM | - | - | |
107,15 | 13,06 | РВМ | PBM | - | PSBM | PSBM | PSBM | PSBM | PSBM | PSBM | |
114,86 | 14,0 | - | PSM | - | PSM | PSM | - | PSM | - | PSM | |
126,35 | 15,4 | - | PM | - | PSM | - | - | PSM | - | PSM | |
351,00 | - | 9,00 | - | Р | - | - | - | - | - | - | - |
- | 10,00 | - | Р | - | - | - | - | - | - | - | |
- | 11,00 | - | Р | - | - | - | - | - | - | - | |
- | 12,00 | - | Р | - | - | - | - | - | - | - | |
377,00 | - | 9,00 | - | Р | - | - | - | - | - | - | - |
- | 10,00 | - | Р | - | - | - | - | - | - | - | |
- | 11,00 | - | Р | - | - | - | - | - | - | - | |
- | 12,00 | - | Р | - | - | - | - | - | - | - | |
406,40 | 96,73 | 9,53 | PS | - | - | - | - | - | - | - | - |
111,61 | 11,13 | - | PSB | PSB | - | - | - | - | - | - | |
125,01 | 12,57 | - | PSB | PSB | - | - | - | - | - | - | |
- | 16,66 | - | Р | - | Р | Р | - | Р | Р | - | |
425,45 | - | 8,00 | Р | - | - | - | - | - | - | - | - |
- | 8,90 | Р | - | - | - | - | - | - | - | - | |
108,53 | 10,00 | Р | РВ | - | РВ | РВ | - | - | - | - | |
118,50 | 11,00 | - | РВ | - | РВ | РВ | - | - | - | - | |
- | 11,50 | Р | Р | Р | - | - | - | - | - | - | |
128,42 | 12,00 | - | РВ | - | РВ | РВ | - | - | - | - | |
473,08 | 130,21 | 11,05 | PS | PSB | PSB | - | - | - | - | - | - |
508,00 | 139,89 | 11,13 | PSL | PSLB | PSLB | - | - | - | - | - | - |
158,49 | 12,70 | - | PSLB | PSLB | - | - | - | - | - | - | |
197,93 | 16,13 | - | PSLB | - | - | - | - | - | - | - | |
Примечание - В настоящей таблице применены следующие обозначения видов отделки концов труб: Р - без резьбы; S - для соединения SC; L - для соединения LC; В - для соединения ВС; М - для соединения ОТТМ; Т - для соединения ОТТГ. | |||||||||||
(Измененная редакция, Изм. N 1).
Таблица С.2 - Размеры и массы труб без резьбы для потайных обсадных колонн. Группа прочности J55
Наружный диаметр | Толщина стенки | Номинальная масса на единицу длины трубы, кг/м |
88,90 | 7,34 | 14,76 |
101,60 | 7,26 | 16,89 |
114,30 | 7,37 | 19,42 |
127,00 | 9,19 | 26,71 |
139,70 | 9,17 | 29,51 |
168,28 | 10,59 | 41,18 |
Таблица С.3 - Размеры, массы, группы прочности и виды отделки концов насосно-компрессорных труб
Наруж- | Номинальная масса на единицу длины трубы с резьбой и муфтой | Тол- | Вид отделки концов трубы для группы прочности | ||||||||||||
NU | EU | НКТ | НКТВ | НКМ | Н40 | J55 | К72 | L80 | N80 | C90, T95 | C95 | P110 | Q135 | ||
26,67 | 1,70 | 1,79 | - | 1,74 | - | 2,87 | PNU | PNUH | РН | PNU | PNUH | PNU | - | - | - |
- | 2,29 | - | - | - | 3,91 | PU | PU | - | PU | PU | PU | - | PU | - | |
33,40 | 2,53 | 2,68 | 2,54 | 2,57 | - | 3,38 | PNU | PNUКH | - | PNUКH | PNUКH | PNUКH | - | - | - |
- | - | 2,62 | 2,65 | - | 3,50 | - | РКН | РКН | РКН | PКH | - | - | - | - | |
- | 3,33 | 3,27 | 3,30 | - | 4,55 | PU | PUКH | - | PUКH | PUH | PUH | - | PUH | - | |
42,16 | - | - | - | - | - | 3,18 | Р | Р | - | - | - | - | - | - | - |
3,42 | 3,57 | 3,45 | 3,49 | - | 3,56 | PNU | PNUКH | PNUКH | PNUКH | PNUКH | PNUКH | - | - | - | |
- | 4,57 | 4,51 | 4,55 | - | 4,85 | PU | PUКH | - | PUКH | PUH | PUH | - | PUH | - | |
48,26 | - | - | - | - | - | 3,18 | Р | Р | - | - | - | - | - | - | - |
4,09 | 4,32 | 4,08 | 4,19 | - | 3,68 | PNU | PNUКH | - | PNUКH | PNUКH | PNU | - | - | - | |
- | - | 4,42 | 4,53 | - | 4,00 | - | РКН | РКН | PКH | PКH | - | - | - | - | |
- | 5,55 | - | - | - | 5,08 | PU | PU | - | PU | PU | PU | - | PU | - | |
- | - | - | - | - | 6,35 | - | - | - | P | - | P | - | - | - | |
- | - | - | - | - | 7,62 | - | - | - | P | - | P | - | - | - | |
52,40 | - | - | - | - | - | 3,96 | Р | Р | - | P | P | P | - | - | - |
- | - | - | - | - | 5,72 | Р | Р | - | P | P | P | - | P | - | |
60,32 | 5,95 | - | 5,99 | 6,12 | 6,04 | 4,24 | PN | PNКH | - | PNКH | PNКH | PNКH | - | - | PКHC |
6,85 | 6,99 | 6,73 | 6,86 | 6,78 | 4,83 | PNU | PNUКHC | - | PNUКHC | PNUКHC | PNUКHC | PКHC | PNUHC | PКHC | |
- | - | 6,94 | 7,06 | 6,99 | 5,00 | - | РКНС | РКНС | PКHC | PКHC | PКHC | PКHC | PHC | PКHC | |
8,63 | 8,85 | 8,67 | 8,79 | 8,72 | 6,45 | - | - | - | PNUKH | PNUКH | PNUКH | PКH | PNUКH | PКH | |
- | - | - | - | - | 7,49 | - | - | - | P | - | P | P | - | - | |
- | 11,09 | - | - | - | 8,53 | - | - | - | PU | - | PU | P | - | - | |
73,02 | 9,52 | 9,67 | 9,41 | 9,61 | 9,41 | 5,51 | PNU | PNUКHC | PNUКHC | PNUКHC | PNUКHC | PNUКHC | PКHC | PNUКHC | PКHC |
11,61 | 11,76 | 11,62 | 11,82 | 11,63 | 7,01 | - | РКНС | PNUКHC | PNUКHC | PNUКHC | PNUКHC | PКHC | PNUКHC | PКHC | |
12,80 | 12,95 | - | - | - | 7,82 | - | - | - | PNU | PNU | PNU | - | PNU | - | |
- | 14,06 | - | - | - | 8,64 | - | - | - | PU | - | PU | - | - | - | |
- | - | - | - | - | 9,96 | - | - | - | P | - | P | - | - | - | |
- | - | - | - | - | 11,18 | - | - | - | P | - | P | - | - | - | |
88,90 | 11,46 | - | - | - | - | 5,49 | PN | PN | - | PN | PN | PN | - | - | - |
13,69 | 13,84 | 13,47 | 13,78 | 13,52 | 6,45 | PNU | PNUКHC | PNUКHC | PNUКHC | PNUКHC | PNUКHC | PКHC | PNUКHC | PКHC | |
15,18 | - | 15,09 | 15,39 | 15,14 | 7,34 | PN | PN КHC | - | PN КHC | PN КHC | PN КHC | PКHC | PКHC | PКHC | |
- | - | 16,27 | 16,58 | 16,33 | 8,00 | - | РКНС | РНС | PКHC | PКHC | PКHC | PКHC | PКHC | PКHC | |
18,90 | 19,27 | 18,92 | 19,22 | 18,97 | 9,52 | - | - | - | PNUКHC | PNUКHC | PNUКHC | PКHC | PNUКHC | PКHC | |
- | - | - | - | - | 10,92 | - | - | - | P | - | P | - | - | - | |
- | - | - | - | - | 12,09 | - | - | - | P | - | P | - | - | - | |
- | - | - | - | - | 13,46 | - | - | - | P | - | P | - | - | - | |
101,60 | 14,14 | - | - | - | - | 5,74 | PN | PN | - | PN | PN | PN | - | - | - |
- | - | 15,69 | 15,98 | 15,77 | 6,50 | - | РКНС | РКНС | РКНС | РКНС | РКНС | РКНС | РКНС | РКНС | |
- | 16,37 | 16,01 | 16,31 | 16,09 | 6,65 | PU | PUКHC | - | PUКHC | PUКHC | PUКHC | РКНС | РКНС | РКНС | |
- | - | - | - | - | 8,38 | - | - | - | Р | - | Р | - | - | - | |
- | - | - | - | - | 10,54 | - | - | - | Р | - | Р | - | - | - | |
- | - | - | - | - | 12,70 | - | - | - | Р | - | Р | - | - | - | |
- | - | - | - | - | 15,49 | - | - | - | Р | - | Р | - | - | - | |
114,30 | 18,75 | 18,97 | 18,71 | 19,15 | 18,95 | 6,88 | PNU | РNUКНС | - | PNUКHC | PNUКHC | PNUКHC | РКНС | РКНС | РКНС |
- | - | 18,92 | 19,44 | 19,23 | 7,00 | - | РКНС | РКНС | РКНС | РКНС | РКНС | РКНС | РКНС | РКНС | |
- | - | - | - | - | 8,56 | - | - | - | Р | - | Р | - | - | - | |
- | - | - | - | - | 9,65 | - | - | - | Р | - | Р | - | - | - | |
- | - | - | - | - | 10,92 | - | - | - | Р | - | Р | - | - | - | |
- | - | - | - | - | 12,70 | - | - | - | Р | - | Р | - | - | - | |
- | - | - | - | - | 14,22 | - | - | - | Р | - | Р | - | - | - | |
- | - | - | - | - | 16,00 | - | - | - | Р | - | Р | - | - | - | |
Примечание - В настоящей таблице применены следующие обозначения видов отделки концов труб: Р - без резьбы; N - для соединения NU; U - для соединения EU; К - для соединения НКТ; Н - для соединения НКТВ; С - для соединения НКМ. | |||||||||||||||
Таблица С.4 - Способ производства и термообработка
Класс | Группа прочности | Тип | Способ производства | Вид термообработки | Минимальная температура отпуска, °С |
1 | Н40 | - | S или EW | Нет | - |
J55 | - | S или EW | Нет | - | |
K55 | - | S или EW | Нет | - | |
К72 | - | S или EW | Нет | - | |
N80 | 1 | S или EW | - | ||
N80 | Q | S или EW | QT | - | |
2 | М65 | - | S или EW | - | |
L80 | 1 | S или EW | QT | 566 | |
L80 | 9Сr | S | QT | 593 | |
L80 | 13Сr | S | QT | 593 | |
С90 | 1 | S | QT | 621 | |
С90 | 2 | S | QT | 621 | |
R95 | - | S или EW | QT | 538 | |
Т95 | 1 | S | QT | 649 | |
Т95 | 2 | S | QT | 649 | |
3 | Р110 | - | S или EW | QT | - |
4 | Q125 | 1 | S или EW | QT | - |
Q125 | 2 | S или EW | QT | - | |
Q125 | 3 | S или EW | QT | - | |
Q125 | 4 | S или EW | QT | - | |
Q135 | - | S или ЕW | QT | - | |
| |||||
(Измененная редакция, Изм. N 1).
Таблица С.5 - Химический состав стали
Класс | Группа проч- | Тип | Массовая доля элемента, % | ||||||||||||
Углерод | Марганец | Молибден | Хром | Ни- | Медь, макс. | Фос- | Сера, макс. | Крем- | |||||||
мин. | макс. | мин. | макс. | мин. | макс. | мин. | макс. | ||||||||
1 | Н40 | - | - | - | - | - | - | - | - | - | - | - | 0,030 | 0,030 | - |
J55 | - | - | - | - | - | - | - | - | - | - | - | 0,030 | 0,030 | - | |
K55 | - | - | - | - | - | - | - | - | - | - | - | 0,030 | 0,030 | - | |
К72 | - | - | - | - | - | - | - | - | - | - | - | 0,030 | 0,030 | - | |
N80 | 1 | - | - | - | - | - | - | - | - | - | - | 0,030 | 0,030 | - | |
N80 | Q | - | - | - | - | - | - | - | - | - | - | 0,030 | 0,030 | - | |
2 | М65 | - | - | - | - | - | - | - | - | - | - | - | 0,030 | 0,030 | - |
L80 | 1 | - | 0,43 | - | 1,90 | - | - | - | - | 0,25 | 0,35 | 0,030 | 0,030 | 0,45 | |
L80 | 9Сr | - | 0,15 | 0,30 | 0,60 | 0,90 | 1,10 | 8,00 | 10,0 | 0,50 | 0,25 | 0,020 | 0,010 | 1,00 | |
L80 | 13Сr | 0,15 | 0,22 | 0,25 | 1,00 | - | - | 12,0 | 14,0 | 0,50 | 0,25 | 0,020 | 0,010 | 1,00 | |
С90 | 1 | - | 0,35 | - | 1,20 | 0,25 | 0,85 | - | 1,50 | 0,99 | - | 0,020 | 0,010 | - | |
С90 | 2 | - | 0,50 | - | 1,90 | - | - | 0,99 | - | 0,030 | 0,010 | - | |||
R95 | - | - | 0,45 | - | 1,90 | - | - | - | - | - | - | 0,030 | 0,030 | 0,45 | |
Т95 | 1 | - | 0,35 | - | 1,20 | 0,25 | 0,85 | 0,40 | 1,50 | 0,99 | - | 0,020 | 0,010 | - | |
Т95 | 2 | - | 0,50 | - | 1,90 | - | - | - | - | 0,99 | - | 0,030 | 0,010 | - | |
3 | Р110 | - | - | - | - | - | - | - | - | - | - | 0,03 | 0,03 | - | |
4 | Q125 | 1 | - | 0,35 | - | 1,35 | - | 0,85 | - | 1,50 | 0,99 | - | 0,020 | 0,010 | - |
Q125 | 2 | - | 0,35 | - | 1,00 | - | - | 0,99 | - | 0,020 | 0,020 | - | |||
Q125 | 3 | - | 0,50 | - | 1,90 | - | - | 0,99 | - | 0,030 | 0,010 | - | |||
Q125 | 4 | - | 0,50 | - | 1,90 | - | - | 0,99 | - | 0,030 | 0,020 | - | |||
Q135 | - | - | 0,35 | - | 1,50 | - | 0,85 | - | - | 1,00 | - | 0,030 | 0,030 | - | |
| |||||||||||||||
(Измененная редакция, Изм. N 1).
Таблица С.6 - Требования к свойствам при растяжении и твердости
Класс | Группа проч- | Тип | Полное удлинение под нагрузкой, % | Предел текучести | Предел прочности | Максимальная твердость | Заданная толщина стенки | Допустимый разброс твердости | ||
мин. | макс. | HRC | HBW | |||||||
1 | Н40 | - | 0,5 | 276 | 552 | 414 | - | - | - | - |
J55 | - | 0,5 | 379 | 552 | 517 | - | - | - | - | |
K55 | - | 0,5 | 379 | 552 | 655 | - | - | - | - | |
К72 | - | 0,5 | 491 | - | 687 | - | - | - | - | |
N80 | 1 | 0,5 | 552 | 758 | 689 | - | - | - | - | |
N80 | Q | 0,5 | 552 | 758 | 689 | - | - | - | - | |
2 | М65 | - | 0,5 | 448 | 586 | 586 | 22 | 235 | - | - |
L80 | 1 | 0,5 | 552 | 655 | 655 | 23 | 241 | - | - | |
L80 | 9Сr | 0,5 | 552 | 655 | 655 | 23 | 241 | - | - | |
L80 | 13Сr | 0,5 | 552 | 655 | 655 | 23 | 241 | - | - | |
С90 | 1 и 2 | 0,5 | 621 | 724 | 689 | 25,4 | 255 | До 12,70 включ. | 3,0 | |
От 12,71 до 19,05 | 4,0 | |||||||||
От 19,05 до 25,40 | 5,0 | |||||||||
25,40 и св. | 6,0 | |||||||||
R95 | - | 0,5 | 655 | 862 | 758 | - | - | - | - | |
Т95 | 1 и 2 | 0,5 | 655 | 758 | 724 | 25,4 | 255 | До 12,70 включ. | 3,0 | |
От 12,71 до 19,05 | 4,0 | |||||||||
От 19,05 до 25,40 | 5,0 | |||||||||
25,40 и св. | 6,0 | |||||||||
3 | Р110 | - | 0,6 | 758 | 965 | 862 | - | - | - | - |
4 | Q125 | 1-4 | 0,65 | 862 | 1034 | 931 | - | До 12,70 включ. | 3,0 | |
От 12,71 до 19,05 | 4,0 | |||||||||
19,05 и св. | 5,0 | |||||||||
Q135 | - | 0,65 | 930 | 1137 | 1000 | - | До 12,70 включ. | 3,0 | ||
От 12,71 до 19,05 | 4,0 | |||||||||
19,05 и св. | 5,0 | |||||||||
| ||||||||||
(Измененная редакция, Изм. N 1).
Таблица С.7 - Требования к удлинению при растяжении
Образец для испытания на растяжение | Минимальное удлинение | |||||||||||||
Группа прочности | ||||||||||||||
Н40 | J55 | М65 | К55, L80 | К72 | N80, С90 | Т95 | R95
| Р110 | Q125 | Q135 | ||||
Площадь попереч- | Заданная толщина стенки | Заданный минимальный предел прочности | ||||||||||||
20 | 25 | 40 | 414 | 517 | 586 | 655 | 687 | 689 | 724 | 758 | 862 | 931 | 1000 | |
490 | До 25,53 включ. | До 19,41 включ. | До 12,77 включ. | 30 | 24 | 22 | 20 | 19 | 19 | 18 | 17 | 15 | 14 | 13 |
480 | 25,00-25,52 | 19,00-19,40 | 12,51-12,76 | 29 | 24 | 22 | 20 | 19 | 19 | 18 | 17 | 15 | 14 | 13 |
470 | 24,48-24,99 | 18,61-18,99 | 12,24-12,50 | 29 | 24 | 21 | 19 | 19 | 19 | 18 | 17 | 15 | 14 | 13 |
460 | 23,95-24,47 | 18,20-18,60 | 11,98-12,23 | 29 | 24 | 21 | 19 | 19 | 18 | 18 | 17 | 15 | 14 | 13 |
450 | 23,43-23,94 | 17,81-18,19 | 11,72-11,97 | 29 | 24 | 21 | 19 | 18 | 18 | 18 | 17 | 15 | 14 | 13 |
440 | 22,90-23,42 | 17,40-17,80 | 11,45-11,71 | 29 | 24 | 21 | 19 | 18 | 18 | 18 | 17 | 15 | 14 | 13 |
430 | 22,37-22,89 | 17,01-17,39 | 11,19-11,44 | 29 | 24 | 21 | 19 | 18 | 18 | 17 | 17 | 15 | 14 | 13 |
420 | 21,85-22,36 | 16,60-17,00 | 10,93-11,18 | 29 | 24 | 21 | 19 | 18 | 18 | 17 | 17 | 15 | 14 | 13 |
410 | 21,32-21,84 | 16,21-16,59 | 10,66-10,92 | 29 | 23 | 21 | 19 | 18 | 18 | 17 | 17 | 15 | 14 | 13 |
400 | 20,79-21,31 | 15,80-16,20 | 10,40-10,65 | 28 | 23 | 21 | 19 | 18 | 18 | 17 | 17 | 15 | 14 | 13 |
390 | 20,27-20,78 | 15,41-15,79 | 10,14-10,39 | 28 | 23 | 21 | 19 | 18 | 18 | 17 | 16 | 15 | 14 | 13 |
380 | 19,74-20,26 | 15,00-15,40 | 9,87-10,13 | 28 | 23 | 21 | 19 | 18 | 18 | 17 | 16 | 15 | 14 | 13 |
370 | 19,22-19,73 | 14,61-14,99 | 9,61-9,86 | 28 | 23 | 20 | 19 | 18 | 18 | 17 | 16 | 14 | 13 | 13 |
360 | 18,69-19,21 | 14,20-14,60 | 9,35-9,60 | 28 | 23 | 20 | 18 | 18 | 18 | 17 | 16 | 14 | 13 | 13 |
350 | 18,16-18,68 | 13,81-14,19 | 9,08-9,34 | 28 | 23 | 20 | 18 | 18 | 18 | 17 | 16 | 14 | 13 | 13 |
340 | 17,64-18,15 | 13,40-13,80 | 8,82-9,07 | 28 | 23 | 20 | 18 | 17 | 17 | 17 | 16 | 14 | 13 | 12 |
330 | 17,11-17,63 | 13,01-13,39 | 8,56-8,81 | 27 | 22 | 20 | 18 | 17 | 17 | 17 | 16 | 14 | 13 | 12 |
320 | 16,58-17,10 | 12,60-13,00 | 8,29-8,55 | 27 | 22 | 20 | 18 | 17 | 17 | 16 | 16 | 14 | 13 | 12 |
310 | 16,06-16,57 | 12,21-12,59 | 8,03-8,28 | 27 | 22 | 20 | 18 | 17 | 17 | 16 | 16 | 14 | 13 | 12 |
300 | 15,53-16,05 | 11,80-12,20 | 7,77-8,02 | 27 | 22 | 20 | 18 | 17 | 17 | 16 | 16 | 14 | 13 | 12 |
290 | 15,01-15,52 | 11,41-11,79 | 7,51-7,76 | 27 | 22 | 20 | 18 | 17 | 17 | 16 | 16 | 14 | 13 | 12 |
280 | 14,48-15,00 | 11,00-11,40 | 7,24-7,50 | 26 | 22 | 19 | 18 | 17 | 17 | 16 | 15 | 14 | 13 | 12 |
270 | 13,95-14,47 | 10,61-10,99 | 6,98-7,23 | 26 | 22 | 19 | 17 | 17 | 17 | 16 | 15 | 14 | 13 | 12 |
260 | 13,43-13,94 | 10,20-10,60 | 6,72-6,97 | 26 | 21 | 19 | 17 | 17 | 16 | 16 | 15 | 13 | 13 | 12 |
250 | 12,90-13,42 | 9,81-10,19 | 6,45-6,71 | 26 | 21 | 19 | 17 | 16 | 16 | 16 | 15 | 13 | 12 | 12 |
240 | 12,37-12,89 | 9,40-9,80 | 6,19-6,44 | 26 | 21 | 19 | 17 | 16 | 16 | 16 | 15 | 13 | 12 | 12 |
230 | 11,85-12,36 | 9,01-9,39 | 5,93-6,18 | 25 | 21 | 19 | 17 | 16 | 16 | 15 | 15 | 13 | 12 | 12 |
220 | 11,32-11,84 | 8,60-9,00 | 5,66-5,92 | 25 | 21 | 18 | 17 | 16 | 16 | 15 | 15 | 13 | 12 | 11 |
210 | 10,79-11,31 | 8,21-8,59 | 5,40-5,65 | 25 | 20 | 18 | 17 | 16 | 16 | 15 | 15 | 13 | 12 | 11 |
200 | 10,27-10,78 | 7,80-8,20 | 5,14-5,39 | 25 | 20 | 18 | 16 | 16 | 16 | 15 | 15 | 13 | 12 | 11 |
190 | 9,74-10,26 | 7,41-7,79 | 4,87-5,13 | 24 | 20 | 18 | 16 | 16 | 15 | 15 | 14 | 13 | 12 | 11 |
180 | 9,22-9,73 | 7,00-7,40 | 4,61-4,86 | 24 | 20 | 18 | 16 | 15 | 15 | 15 | 14 | 13 | 12 | 11 |
170 | 8,69-9,21 | 6,61-6,99 | 4,35-4,60 | 24 | 20 | 18 | 16 | 15 | 15 | 14 | 14 | 12 | 12 | 11 |
160 | 8,16-8,68 | 6,20-6,60 | 4,08-4,34 | 24 | 19 | 17 | 16 | 15 | 15 | 14 | 14 | 12 | 11 | 11 |
150 | 7,64-8,15 | 5,81-6,19 | 3,82-4,07 | 23 | 19 | 17 | 15 | 15 | 15 | 14 | 14 | 12 | 11 | 11 |
140 | 7,11-7,63 | 5,40-5,80 | 3,56-3,81 | 23 | 19 | 17 | 15 | 15 | 15 | 14 | 14 | 12 | 11 | 10 |
130 | 6,58-7,10 | 5,01-5,39 | 3,29-3,55 | 23 | 19 | 17 | 15 | 14 | 14 | 14 | 13 | 12 | 11 | 10 |
120 | 6,06-6,57 | 4,60-5,00 | 3,03-3,28 | 22 | 18 | 16 | 15 | 14 | 14 | 14 | 13 | 12 | 11 | 10 |
110 | 5,53-6,05 | 4,21-4,59 | 2,77-3,02 | 22 | 18 | 16 | 15 | 14 | 14 | 13 | 13 | 11 | 11 | 10 |
100 | 5,01-5,52 | 3,80-4,20 | 2,51-2,76 | 22 | 18 | 16 | 14 | 14 | 14 | 13 | 13 | 11 | 10 | 10 |
90 | 4,48-5,00 | 3,41-3,79 | 2,24-2,50 | 21 | 17 | 15 | 14 | 13 | 13 | 13 | 13 | 11 | 10 | 10 |
80 | 3,95-4,47 | 3,00-3,40 | 1,98-2,23 | 21 | 17 | 15 | 14 | 13 | 13 | 12 | 12 | 11 | 10 | 9 |
70 | 3,43-3,94 | 2,61-2,99 | 1,72-1,97 | 20 | 16 | 15 | 13 | 13 | 13 | 12 | 12 | 10 | 10 | 9 |
60 | 2,90-3,42 | 2,20-2,60 | 1,45-1,71 | 19 | 16 | 14 | 13 | 12 | 12 | 12 | 12 | 10 | 9,5 | 9 |
50 | 2,37-2,89 | 1,81-2,19 | 1,19-1,44 | 19 | 15 | 14 | 12 | 12 | 12 | 11 | 11 | 9,5 | 9 | 8 |
(Измененная редакция, Изм. N 1).
Таблица С.8 - Критическая толщина стенки муфт
В миллиметрах
Наружный диаметр | Критическая толщина стенки муфты для соединения | ||||||
NU | EU | Специальная муфта | ВС | LC | SC | ||
EU | ВС | ||||||
26,67 | 4,29 | 5,36 | - | - | - | - | - |
33,40 | 5,36 | 6,55 | - | - | - | - | - |
42,16 | 6,07 | 6,10 | - | - | - | - | - |
48,26 | 4,98 | 6,38 | - | - | - | - | - |
60,32 | 7,72 | 7,62 | 5,69 | - | - | - | - |
73,02 | 9,65 | 9,09 | 6,45 | - | - | - | - |
88,90 | 11,46 | 11,53 | 7,47 | - | - | - | - |
101,60 | 11,53 | 11,63 | - | - | - | - | - |
114,30 | 11,05 | 12,52 | - | 6,58 | 8,18 | 8,86 | 8,56 |
127,00 | - | - | - | 6,76 | 9,14 | 9,96 | 9,45 |
139,70 | - | - | - | 6,81 | 9,04 | 9,88 | 9,40 |
146,00 | - | - | - | 7,08 | 12,08 | 13,02 | 12,47 |
168,28 | - | - | - | 6,96 | 11,91 | 12,90 | 12,32 |
177,80 | - | - | - | 7,11 | 10,67 | 11,63 | 10,92 |
193,68 | - | - | - | 8,84 | 13,61 | 14,55 | 13,87 |
219,08 | - | - | - | 8,94 | 15,29 | 16,43 | 15,54 |
244,48 | - | - | - | 8,94 | 15,29 | 16,69 | 15,60 |
273,05 | - | - | - | 8,94 | 15,29 | - | 15,70 |
298,45 | - | - | - | - | 15,29 | - | 15,70 |
323,85 | - | - | - | - | 16,17 | - | 16,50 |
339,72 | - | - | - | - | 15,29 | - | 15,70 |
406,40 | - | - | - | - | 16,94 | - | 16,05 |
425,45 | - | - | - | - | 16,74 | - | - |
473,08 | - | - | - | - | 21,69 | - | 20,80 |
508,00 | - | - | - | - | 16,94 | 17,09 | 16,10 |
Наружный диаметр | Критическая толщина стенки муфты для соединения | ||||||
НКТ | НКТВ | НКМ | Специальная муфта | ОТТМ | ОТТГ | ||
ОТТМ | ОТТГ | ||||||
26,67 | - | 5,39 | - | - | - | - | - |
33,40 | 5,40 | 6,59 | - | - | - | - | - |
42,16 | 6,11 | 6,12 | - | - | - | - | - |
48,26 | 5,00 | 6,41 | - | - | - | - | - |
60,32 | 7,74 | 7,66 | 7,70 | - | - | - | - |
73,02 | 9,68 | 9,13 | 8,83 | - | - | - | - |
88,90 | 11,51 | 11,54 | 11,28 | - | - | - | - |
101,60 | 11,57 | 11,66 | 11,25 | 6,61 | - | 8,61 | - |
114,30 | 11,07 | 12,56 | 11,42 | 6,84 | 7,27 | 8,44 | 8,87 |
127,00 | - | - | - | 6,91 | 7,35 | 9,31 | 9,75 |
139,70 | - | - | - | 7,03 | 7,47 | 9,28 | 9,72 |
146,05 | - | - | - | 7,26 | 7,70 | 12,26 | 12,70 |
168,28 | - | - | - | 7,17 | 7,60 | 12,12 | 12,55 |
177,80 | - | - | - | 7,28 | 7,72 | 10,88 | 11,32 |
193,68 | - | - | - | 9,02 | 9,46 | 13,77 | 14,21 |
219,08 | - | - | - | 9,21 | 9,65 | 15,56 | 16,00 |
244,48 | - | - | - | 9,21 | 9,65 | 15,57 | 16,00 |
250,83 | - | - | - | - | - | - | 16,00 |
273,05 | - | - | - | 9,22 | 9,66 | 15,57 | 16,01 |
298,45 | - | - | - | - | - | 15,57 | - |
323,85 | - | - | - | - | - | 16,41 | 16,84 |
339,72 | - | - | - | - | - | 15,53 | - |
Примечание - Критическая толщина стенки трубной заготовки для муфт и муфтовой заготовки превышает указанную в настоящей таблице с учетом высоты резьбы и припуска для предотвращения образования черновин по вершинам резьбы. | |||||||
(Измененная редакция, Изм. N 1).
Таблица С.9 - Допустимые размеры образцов для испытания на ударный изгиб и коэффициент уменьшения поглощенной энергии
Размер образца | Размеры поперечного сечения образца, мм | Коэффициент уменьшения поглощенной энергии образца |
Полный размер | 10,0х10,0 | 1,00 |
3/4-размера | 10,0х7,5 | 0,80 |
1/2-размера | 10,0х5,0 | 0,55 |
Таблица С.10 - Иерархия образцов для испытания на ударный изгиб по ориентации и размерам
Вариант | Ориентация образца | Размер образца |
1 | Поперечная | Полный размер |
2 | Поперечная | 3/4-размера |
3 | Поперечная | 1/2-размера |
4 | Продольная | Полный размер |
5 | Продольная | 3/4-размера |
6 | Продольная | 1/2-размера |
Таблица С.11 - Требования к образцам для испытаний на ударный изгиб для муфт групп прочности J55, К55 и К72
Наружный диаметр | Ориентация, размер, поглощенная энергия образца | ||||||
NU | EU | Специальная муфта | ВС | LC | SC | ||
EU | ВС | ||||||
26,67 | L-5-15-A | - | - | - | - | - | |
33,40 | L-5-15-A | L-7-22-A | - | - | - | - | - |
42,16 | L-5-15-B | L-5-15-B | - | - | - | - | - |
48,26 | L-5-15-A | L-7-22-B | - | - | - | - | - |
60,32 | L-7-22-A | L-7-22-A | L-7-22-A | - | - | - | - |
73,02 | L-10-27-A | L-10-27-A | L-10-27-A | - | - | - | - |
88,90 | Т-5-11-Е | Т-5-11-Е | T-5-11-D | - | - | - | - |
101,60 | Т-7-16-В | Т-7-16-В | - | - | - | - | - |
114,30 | Т-7-16-В | Т-7-16-В | - | L-7-22-A | L-7-22-A | L-10-27-A | L-10-27-A |
127,00 | - | - | - | Т-5-11-С | T-5-11-D | T-5-11-D | T-5-11-D |
139,70 | - | - | - | Т-5-11-С | T-5-11-D | T-5-11-D | T-5-11-D |
146,05 | - | - | - | L-5-15-C | Т-5-11-Е | Т-5-11-Е | Т-5-11-Е |
168,28 | - | - | - | Т-10-20-А | Т-10-20-А | Т-10-20-А | Т-10-20-А |
177,80 | - | - | - | Т-7-16-А | Т-7-16-А | Т-10-20-А | Т-7-16-В |
193,68 | - | - | - | Т-10-20-А | Т-10-20-А | Т-10-20-А | Т-10-20-А |
219,08 | - | - | - | Т-10-20-А | Т-10-20-А | Т-10-20-А | Т-10-20-А |
244,48 | - | - | - | Т-10-20-А | Т-10-20-А | Т-10-20-А | Т-10-20-А |
273,05 | - | - | - | Т-10-20-А | Т-10-20-А | - | Т-10-20-А |
298,45 | - | - | - | - | Т-10-20-А | - | Т-10-20-А |
323,85 | - | - | - | - | Т-10-20-А | - | Т-10-20-А |
339,72 | - | - | - | - | Т-10-20-А | - | Т-10-20-А |
406,40 | - | - | - | - | Т-10-20-А | - | Т-10-20-А |
425,45 | - | - | - | - | Т-10-20-А | - | - |
473,08 | - | - | - | - | Т-10-20-А | - | Т-10-20-А |
508,00 | - | - | - | - | Т-10-20-А | Т-10-20-А | Т-10-20-А |
Окончание таблицы С.11
Наружный диаметр | Ориентация, размер, поглощенная энергия образца | ||||||
НКТ | НКТВ | НКМ | Специальная муфта | ОТТМ | ОТТГ | ||
ОТТМ | ОТТГ | ||||||
26,67 | - | L-5-15-A | - | - | - | - | - |
33,40 | L-7-22-A | L-7-22-B | - | - | - | - | - |
42,16 | L-7-22-B | L-7-22-B | - | - | - | - | - |
48,26 | L-5-15-A | L-7-22-B | - | - | - | - | - |
60,32 | L-7-22-A | L-7-22-A | L-7-33-A | - | - | - | - |
73,02 | L-10-27-A | L-10-27-A | L-7-33-A | - | - | - | - |
88,90 | Т-7-16-В | Т-7-16-В | L-10-41-A | - | - | - | - |
101,60 | Т-7-16-В | Т-7-16-В | L-10-41-A | L-5-15-B | - | L-7-22-B | - |
114,30 | Т-7-16-В | Т-10-20-А | L-10-41-A | L-7-22-A | L-10-27-A | L-10-27-A | L-7-33-A |
127,00 | - | - | - | L-7-22-A | L-10-27-A | T-5-11-D | L-7-33-A |
139,70 | - | - | - | L-7-22-A | L-10-27-A | T-5-11-D | L-7-33-A |
146,05 | - | - | - | 1-7-22-А | L-5-15-B | Т-5-11-Е | Т-5-11-Е |
168,28 | - | - | - | L-7-22-A | L-10-27-A | Т-10-20-А | Т-10-20-А |
177,80 | - | - | - | Т-5-11-С | Т-10-20-А | Т-7-16-А | Т-10-20-А |
193,68 | - | - | - | T-5-11-D | Т-10-20-А | Т-10-20-А | Т-10-20-А |
219,08 | - | - | - | Т-7-16-А | Т-10-20-А | Т-10-20-А | Т-10-20-А |
244,48 | - | - | - | Т-7-16-А | Т-10-20-А | Т-10-20-А | Т-10-20-А |
273,05 | - | - | - | Т-7-16-А | Т-10-20-А | Т-10-20-А | Т-10-20-А |
298,45 | - | - | - | - | - | Т-10-20-А | - |
323,85 | - | - | - | - | - | Т-10-20-А | Т-10-20-А |
339,72 | - | - | - | - | - | Т-10-20-А | - |
Примечания 1 В настоящей таблице применены следующие обозначения: Т - поперечная ориентация образца (рисунок D.13), L - продольная ориентация образца (рисунок D.13), 10 - полный размер (10х10 мм), 7 - 3/4-размера (10х7,5 мм), 5 - 1/2-размера (10х5,0 мм), А - без снижения температуры, В - снижение на 3 °С, С - снижение на 6 °С, D - снижение на 8 °С, Е - снижение на 11 °С. 2 В настоящей таблице за ориентацией образца (Т или L) следует минимальный размер образца (10, 7 или 5), затем требование к минимальной поглощенной энергии (Дж) и снижение температуры (А, В, С, D или Е) в соответствии со следующими обозначениями. Требования к поглощенной энергии и к снижению температуры испытания приведены для указанного размера образца. | |||||||
(Измененная редакция, Изм. N 1).
Таблица С.12 - Требования к образцам для испытаний на ударный изгиб для муфт группы прочности L80
Наружный диаметр | Ориентация, размер и поглощенная энергия образца | ||||||
NU | EU | Специальная муфта | ВС | LC | SC | ||
EU | ВС | ||||||
26,67 | L-5-22 | - | - | - | - | - | |
33,40 | L-5-22 | L-7-32 | - | - | - | - | - |
42,16 | L-5-22 | L-5-22 | - | - | - | - | - |
48,26 | L-5-22 | L-7-32 | - | - | - | - | - |
60,32 | L-7-32 | L-7-32 | L-7-32 | - | - | - | - |
73,02 | L-10-40 | L-10-40 | L-10-40 | - | - | - | - |
88,90 | Т-5-11 | Т-5-11 | Т-5-11 | - | - | - | - |
101,60 | Т-7-16 | Т-7-16 | - | - | - | - | - |
114,30 | Т-7-16 | Т-7-16 | - | L-7-32 | L-7-32 | L-10-40 | - |
127,00 | - | - | - | Т-5-11 | Т-5-11 | Т-5-11 | - |
139,70 | - | - | - | Т-5-11 | Т-5-11 | Т-5-11 | - |
146,05 | - | - | - | L-5-15 | Т-5-11 | Т-5-11 | - |
168,28 | - | - | - | Т-10-20 | Т-10-20 | Т-10-20 | - |
177,80 | - | - | - | Т-7-16 | Т-7-16 | Т-10-20 | - |
193,68 | - | - | - | Т-10-20 | Т-10-20 | Т-10-20 | - |
219,08 | - | - | - | Т-10-20 | Т-10-20 | Т-10-21 | - |
244,48 | - | - | - | Т-10-20 | Т-10-20 | Т-10-21 | - |
273,05 | - | - | - | Т-10-20 | Т-10-20 | - | Т-10-20 |
298,45 | - | - | - | - | Т-10-20 | - | Т-10-20 |
323,85 | - | - | - | - | Т-10-17 | - | Т-10-18 |
339,72 | - | - | - | - | Т-10-20 | - | Т-10-20 |
406,40 | - | - | - | - | Т-10-21 | - | Т-10-21 |
425,45 | - | - | - | - | Т-10-18 | - | - |
473,08 | - | - | - | - | Т-10-25 | - | Т-10-24 |
508,00 | - | - | - | - | Т-10-21 | Т-10-21 | Т-10-21 |
Наружный диаметр | Ориентация, размер и поглощенная энергия образца | ||||||
НКТ | НКТВ | НКМ | Специальная муфта | ОТТМ | ОТТГ | ||
ОТТМ | ОТТГ | ||||||
33,40 | L-5-23 | L-5-23 | - | - | - | - | - |
42,16 | L-5-23 | L-5-23 | - | - | - | - | - |
48,26 | L-5-23 | L-5-23 | - | - | - | - | - |
60,32 | L-7-33 | L-7-33 | L-7-33 | - | - | - | - |
73,02 | L-7-33 | L-7-33 | L-7-33 | - | - | - | - |
88,90 | L-10-41 | L-10-41 | L-10-41 | - | - | - | - |
101,60 | L-10-41 | L-10-41 | L-10-41 | L-5-15 | - | L-7-22 | - |
114,30 | L-10-41 | L-10-41 | L-10-41 | L-5-23 | L-5-23 | L-7-33 | L-7-33 |
127,00 | - | - | - | L-5-23 | L-5-23 | L-7-33 | L-7-33 |
139,70 | - | - | - | L-5-23 | L-5-23 | L-7-33 | L-7-33 |
146,05 | - | - | - | L-5-23 | L-7-33 | Т-5-11 | Т-5-11 |
168,28 | - | - | - | L-5-23 | L-7-33 | Т-5-11 | Т-5-11 |
177,80 | - | - | - | L-5-23 | L-7-33 | Т-5-11 | Т-5-11 |
193,68 | - | - | - | L-7-33 | L-7-33 | Т-7-16 | Т-7-16 |
219,08 | - | - | - | L-7-33 | Т-5-11 | Т-10-20 | Т-10-21 |
244,48 | - | - | - | Т-5-11 | Т-5-11 | Т-10-20 | Т-10-21 |
273,05 | - | - | - | Т-5-11 | Т-5-11 | Т-10-20 | Т-10-21 |
298,45 | - | - | - | - | - | Т-10-20 | - |
323,85 | - | - | - | - | - | Т-10-21 | Т-10-21 |
339,72 | - | - | - | - | - | Т-10-20 | - |
Примечания 1 В настоящей таблице применены следующие обозначения: Т - поперечная ориентация образца (рисунок D.13), L - продольная ориентация образца (рисунок D.13), 10 - полный размер (10х10 мм), 7 - 3/4-размера (10х7,5 мм), 5 - 1/2-размера (10х5,0 мм). 2 В настоящей таблице за ориентацией образца (Т или L) следует минимальный размер образца (10, 7 или 5), затем требование к минимальной поглощенной энергии (Дж) в соответствии со следующими обозначениями. Требования к поглощенной энергии приведены для указанного размера образца. | |||||||
(Измененная редакция, Изм. N 1).
Таблица С.13 - Требования к образцам для испытаний на ударный изгиб для муфт группы прочности С90
Наружный диаметр | Ориентация, размер и поглощенная энергия образца | ||||||
NU | EU | Специальная муфта | ВС | LC | SC | ||
EU | ВС | ||||||
26,67 | L-5-22 | - | - | - | - | - | |
33,40 | L-5-22 | L-7-32 | - | - | - | - | - |
42,16 | L-5-22 | L-5-22 | - | - | - | - | - |
48,26 | L-5-22 | L-7-32 | - | - | - | - | - |
60,32 | L-7-32 | L-7-32 | L-7-32 | - | - | - | - |
73,02 | L-10-40 | L-10-40 | L-10-40 | - | - | - | - |
88,90 | Т-5-11 | Т-5-11 | Т-5-11 | - | - | - | - |
101,60 | Т-7-16 | Т-7-16 | - | - | - | - | - |
114,30 | Т-7-16 | Т-7-16 | - | L-7-32 | L-7-32 | L-10-40 | - |
127,00 | - | - | - | Т-5-11 | Т-5-11 | Т-5-11 | - |
139,70 | - | - | - | Т-5-11 | Т-5-11 | Т-5-11 | - |
146,05 | - | - | - | L-5-15 | Т-5-11 | Т-5-11 | - |
168,28 | - | - | - | Т-10-20 | Т-10-20 | Т-10-20 | - |
177,80 | - | - | - | Т-7-16 | Т-7-16 | Т-10-20 | - |
193,68 | - | - | - | Т-10-20 | Т-10-21 | Т-10-22 | - |
219,08 | - | - | - | Т-10-20 | Т-10-22 | Т-10-23 | - |
244,48 | - | - | - | Т-10-20 | Т-10-22 | Т-10-23 | - |
273,05 | - | - | - | Т-10-20 | Т-10-22 | - | Т-10-23 |
298,45 | - | - | - | - | Т-10-22 | - | Т-10-23 |
323,85 | - | - | - | - | Т-10-20 | - | Т-10-20 |
339,72 | - | - | - | - | Т-10-22 | - | Т-10-23 |
406,40 | - | - | - | - | - | - | - |
473,08 | - | - | - | - | - | - | - |
508,00 | - | - | - | - | - | - | - |
Наружный диаметр | Ориентация, размер и поглощенная энергия образца | ||||||
НКТ | НКТВ | НКМ | Специальная муфта | ОТТМ | ОТТГ | ||
ОТТМ | ОТТГ | ||||||
33,40 | L-5-15 | L-5-15 | - | - | - | - | - |
42,16 | L-5-15 | L-5-15 | - | - | - | - | - |
48,26 | - | - | - | - | - | - | - |
60,32 | L-7-33 | L-7-33 | L-7-33 | - | - | - | - |
73,02 | L-7-33 | L-7-33 | L-7-33 | - | - | - | - |
88,90 | L-10-41 | L-10-41 | L-10-41 | - | - | - | - |
101,60 | L-10-41 | L-10-41 | L-10-41 | - | - | - | - |
114,30 | L-10-41 | L-10-41 | L-10-41 | L-5-23 | L-5-23 | L-7-33 | L-7-33 |
127,00 | - | - | - | L-5-23 | L-5-23 | L-7-33 | L-7-33 |
139,70 | - | - | - | L-5-23 | L-5-23 | L-7-33 | L-7-33 |
146,05 | - | - | - | L-5-23 | L-7-33 | Т-5-11 | Т-5-11 |
168,28 | - | - | - | L-5-23 | L-7-33 | Т-5-11 | Т-5-11 |
177,80 | - | - | - | L-5-23 | L-7-33 | Т-5-11 | Т-5-11 |
193,68 | - | - | - | L-7-33 | L-7-33 | Т-7-17 | Т-7-17 |
219,08 | - | - | - | L-7-33 | Т-5-11 | Т-10-22 | Т-10-23 |
244,48 | - | - | - | Т-5-11 | Т-5-11 | Т-10-22 | Т-10-23 |
250,83 | - | - | - | - | - | - | Т-10-23 |
273,05 | - | - | - | Т-5-11 | Т-5-11 | Т-10-22 | Т-10-23 |
298,45 | - | - | - | - | - | Т-10-22 | - |
323,85 | - | - | - | - | - | Т-10-23 | Т-10-24 |
339,72 | - | - | - | - | - | Т-10-22 | - |
Примечания 1 В настоящей таблице применены следующие обозначения: Т - поперечная ориентация образца (рисунок D.13), L - продольная ориентация образца (рисунок D.13), 10 - полный размер (10х10 мм), 7 - 3/4-размера (10х7,5 мм), 5 - 1/2-размера (10х5,0 мм). 2 В настоящей таблице за ориентацией образца (Т или L) следует минимальный размер образца (10, 7 или 5), затем требование к минимальной поглощенной энергии (Дж) в соответствии со следующими обозначениями. Требования к поглощенной энергии приведены для указанного размера образца. | |||||||
(Измененная редакция, Изм. N 1).
Таблица С.14 - Требования к образцам для испытаний на ударный изгиб для муфт групп прочности N80, R95 и Т95
Наружный диаметр | Ориентация, размер и поглощенная энергия образца | ||||||
NU | EU | Специальная муфта | ВС | LC | SC | ||
EU | ВС | ||||||
26,67 | L-5-22 | - | - | - | - | - | |
33,40 | L-5-22 | L-7-32 | - | - | - | - | - |
42,16 | L-5-22 | L-5-22 | - | - | - | - | - |
48,26 | L-5-22 | L-7-32 | - | - | - | - | - |
60,32 | L-7-32 | L-7-32 | L-7-32 | - | - | - | - |
73,02 | L-10-40 | L-10-40 | L-10-40 | - | - | - | - |
88,90 | Т-5-11 | Т-5-11 | Т-5-11 | - | - | - | - |
101,60 | Т-7-16 | Т-7-16 | - | - | - | - | - |
114,30 | Т-7-16 | Т-7-21 | - | L-7-32 | L-7-32 | L-10-40 | - |
127,00 | - | - | - | Т-5-11 | Т-5-11 | Т-5-11 | - |
139,70 | - | - | - | Т-5-11 | Т-5-11 | Т-5-11 | L-7-33 |
146,05 | - | - | - | - | Т-5-11 | Т-5-11 | Т-5-11 |
168,28 | - | - | - | Т-10-20 | Т-10-20 | Т-10-21 | Т-5-11 |
177,80 | - | - | - | Т-7-16 | Т-7-16 | Т-10-20 | Т-5-11 |
193,68 | - | - | - | Т-10-20 | Т-10-22 | Т-10-23 | - |
219,08 | - | - | - | Т-10-20 | Т-10-23 | Т-10-24 | Т-10-23 |
244,48 | - | - | - | Т-10-20 | Т-10-23 | Т-10-24 | Т-10-23 |
273,05 | - | - | - | Т-10-20 | Т-10-23 | - . | Т-10-24 |
298,45 | - | - | - | - | Т-10-23 | - | Т-10-24 |
323,85 | - | - | - | - | Т-10-21 | - | Т-10-21 |
339,72 | - | - | - | - | Т-10-23 | - | Т-10-24 |
406,40 | - | - | - | - | - | - | - |
425,45 | - | - | - | - | Т-10-21 | - | - |
473,08 | - | - | - | - | - | - | - |
508,00 | - | - | - | - | - | - | - |
Наружный диаметр | Ориентация, размер и поглощенная энергия образца | ||||||
НКТ | НКТВ | НКМ | Специальная муфта | ОТТМ | ОТТГ | ||
ОТТМ | ОТТГ | ||||||
26,67 | - | L-5-23 | - | - | - | - | - |
33,40 | L-5-23 | L-5-23 | - | - | - | - | - |
42,16 | L-5-23 | L-5-23 | - | - | - | - | - |
48,26 | L-5-23 | L-5-23 | - | - | - | - | - |
60,32 | L-7-33 | L-7-33 | L-7-33 | - | - | - | - |
73,02 | L-7-33 | L-7-33 | L-7-33 | - | - | - | - |
88,90 | L-10-41 | L-10-41 | L-10-41 | - | - | - | - |
101,60 | L-10-41 | L-10-41 | L-10-41 | L-5-15 | - | L-7-24 | - |
114,30 | L-10-41 | L-10-42 | 1-10-41 | L-5-23 | L-5-23 | L-7-33 | L-7-33 |
127,00 | - | - | - | L-5-23 | L-5-23 | L-7-33 | L-7-33 |
139,70 | - | - | - | L-5-23 | L-5-23 | L-7-33 | L-7-33 |
146,05 | - | - | - | L-5-23 | L-7-33 | Т-5-11 | Т-5-11 |
168,28 | - | - | - | L-5-23 | L-7-33 | Т-5-11 | Т-5-11 |
177,80 | - | - | - | L-5-23 | L-7-33 | Т-5-11 | Т-5-11 |
193,68 | - | - | - | L-7-33 | L-7-33 | Т-7-17 | Т-7-18 |
219,08 | - | - | - | L-7-33 | Т-5-11 | Т-10-23 | Т-10-24 |
244,48 | - | - | - | Т-5-11 | Т-5-11 | Т-10-23 | Т-10-24 |
250,83 | - | - | - | - | - | - | Т-10-24 |
273,05 | - | - | - | Т-5-11 | Т-5-11 | Т-10-23 | Т-10-24 |
298,45 | - | - | - | - | - | Т-10-23 | - |
323,85 | - | - | - | - | - | Т-10-24 | Т-10-25 |
339,72 | - | - | - | - | - | Т-10-23 | - |
Примечания 1 В настоящей таблице применены следующие обозначения: Т - поперечная ориентация образца (рисунок D.13), L - продольная ориентация образца (рисунок D.13), 10 - полный размер (10х10 мм), 7 - 3/4-размера (10х7,5 мм), 5 - 1/2-размера (10х5,0 мм). 2 В настоящей таблице за ориентацией образца (Т или L) следует минимальный размер образца (10, 7 или 5), затем требование к минимальной поглощенной энергии (Дж) в соответствии со следующими обозначениями. Требования к поглощенной энергии приведены для указанного размера образца. | |||||||
(Измененная редакция, Изм. N 1).
Таблица С.15 - Требования к образцам для испытаний на ударный изгиб для муфт группы прочности Р110
Наружный диаметр | Ориентация, размер и поглощенная энергия образца | ||||||
NU | EU | Специальная муфта | ВС | LC | SC | ||
EU | ВС | ||||||
26,67 | L-5-22 | - | - | - | - | - | |
33,40 | L-5-22 | L-7-32 | - | - | - | - | - |
42,16 | L-5-22 | L-5-22 | - | - | - | - | - |
48,26 | L-5-22 | L-7-32 | - | - | - | - | - |
60,32 | L-7-34 | L-7-33 | L-7-32 | - | - | - | - |
73,02 | L-10-46 | L-10-45 | L-10-40 | - | - | - | - . |
88,90 | Т-5-14 | Т-5-14 | Т-5-11 | - | - | - | - |
101,60 | Т-7-20 | Т-7-20 | - | - | - | - | - |
114,30 | Т-7-20 | Т-7-21 | - | L-7-32 | L-7-34 | L-10-44 | - |
127,00 | - | - | - | Т-5-11 | Т-5-12 | Т-5-13 | - |
139,70 | - | - | - | Т-5-11 | Т-5-12 | Т-5-13 | L-7-37 |
146,05 | - | - | - | L-5-23 | Т-5-11 | Т-5-12 | - |
168,28 | - | - | - | Т-10-20 | Т-10-26 | Т-10-26 | - |
177,80 | - | - | - | Т-7-16 | Т-7-19 | Т-10-25 | - |
193,68 | - | - | - | Т-10-22 | Т-10-28 | Т-10-29 | - |
219,08 | - | - | - | Т-10-22 | Т-10-30 | Т-10-31 | - |
244,48 | - | - | - | Т-10-22 | Т-10-30 | Т-10-31 | Т-10-30 |
273,05 | - | - | - | Т-10-22 | Т-10-30 | - | Т-10-30 |
298,45 | - | - | - | - | Т-10-30 | - | Т-10-30 |
323,85 | - | - | - | - | Т-10-24 | - | Т-10-24 |
339,72 | - | - | - | - | Т-10-30 | - | Т-10-30 |
406,40 | - | - | - | - | - | - | - |
473,08 | - | - | - | - | - | - | - |
508,00 | - | - | - | - | - | - | - |
Наружный диаметр | Ориентация, размер и поглощенная энергия образца | ||||||
НКТ | НКТВ | НКМ | Специальная муфта | ОТТМ | ОТТГ | ||
ОТТМ | ОТТГ | ||||||
33,40 | - | L-5-23 | - | - | - | - | - |
42,16 | - | L-5-23 | - | - | - | - | - |
48,26 | - | - | - | - | - | - | - |
60,32 | L-7-34 | L-7-33 | L-7-33 | - | - | - | - |
73,02 | L-7-37 | L-7-36 | L-7-36 | - | - | - | - |
88,90 | L-10-51 | L-10-51 | L-10-50 | - | - | - | - |
101,60 | L-10-51 | L-10-51 | L-10-50 | L-5-23 | - | L-7-33 | - |
114,30 | L-10-50 | L-10-53 | L-10-50 | L-5-23 | L-5-23 | L-7-35 | L-7-36 |
127,00 | - | - | - | L-5-23 | L-5-23 | L-7-36 | L-7-37 |
139,70 | - | - | - | L-5-23 | L-5-23 | L-7-36 | L-7-37 |
146,05 | - | - | - | L-5-23 | L-7-33 | Т-5-14 | Т-5-15 |
168,28 | - | - | - | L-5-23 | L-7-33 | Т-5-14 | Т-5-15 |
177,80 | - | - | - | L-5-23 | L-7-34 | Т-5-13 | Т-5-14 |
193,68 | - | - | - | L-7-36 | L-7-37 | Т-7-22 | Т-7-23 |
219,08 | - | - | - | L-7-36 | Т-7-19 | Т-10-30 | Т-10-30 |
244,48 | - | - | - | L-7-36 | Т-7-19 | Т-10-30 | Т-10-30 |
250,83 | - | - | - | - | - | - | Т-10-30 |
273,05 | - | - | - | Т-5-12 | Т-7-19 | Т-10-30 | Т-10-30 |
298,45 | - | - | - | - | - | Т-10-30 | - |
323,85 | - | - | - | - | - | Т-10-31 | Т-10-31 |
339,72 | - | - | - | - | - | Т-10-30 | - |
Примечания 1 В настоящей таблице применены следующие обозначения: Т - поперечная ориентация образца (рисунок D.13), L - продольная ориентация образца (рисунок D.13), 10 - полный размер (10х10 мм), 7 - 3/4-размера (10х7,5 мм), 5 - 1/2-размера (10х5,0 мм). 2 В настоящей таблице за ориентацией образца (Т или L) следует минимальный размер образца (10, 7 или 5), затем требование к минимальной поглощенной энергии (Дж) в соответствии со следующими обозначениями. Требования к поглощенной энергии приведены для указанного размера образца. | |||||||
(Измененная редакция, Изм. N 1).
Таблица С.16 - Требования к образцам для испытаний на ударный изгиб для муфт группы прочности Q125
Наружный диаметр | Ориентация, размер и поглощенная энергия образца | |||||||||
ВС специальная муфта | ВС | LC | SC | |||||||
114,30 | L-7-34 | L-7-34 | L-10-48 | - | ||||||
127,00 | Т-5-12 | Т-5-13 | Т-5-14 | - | ||||||
139,70 | Т-5-12 | Т-5-13 | Т-5-14 | - | ||||||
146,05 | L-5-24 | T-5-15 | Т-5-16 | - | ||||||
168,28 | Т-10-22 | Т-10-28 | Т-10-29 | - | ||||||
177,80 | Т-7-17 | Т-7-21 | Т-10-27 | - | ||||||
193,68 | Т-10-24 | Т-10-30 | Т-10-31 | - | ||||||
219,08 | Т-10-24 | Т-10-32 | Т-10-33 | - | ||||||
244,48 | Т-10-24 | Т-10-32 | Т-10-33 | - | ||||||
273,05 | Т-10-24 | Т-10-32 | - | Т-10-32 | ||||||
298,45 | - | Т-10-32 | - | Т-10-32 | ||||||
323,85 | - | Т-10-33 | - | Т-10-33 | ||||||
339,72 | - | Т-10-32 | - | Т-10-32 | ||||||
Наружный диаметр | Ориентация, размер и поглощенная энергия образца | |||||||||
НКТ | НКТВ | НКМ | Специальная муфта | ОТТМ | ОТТГ | |||||
ОТТМ | ОТТГ | |||||||||
114,30 | - | - | - | L-5-24 | L-5-24 | L-7-37 | L-7-38 | |||
127,00 | - | - | - | L-5-24 | L-5-24 | L-7-39 | L-7-40 | |||
139,70 | - | - | - | L-5-24 | L-5-24 | L-7-39 | L-7-40 | |||
146,05 | - | - | - | L-5-24 | L-7-36 | Т-5-15 | Т-5-16 | |||
168,28 | - | - | - | L-5-24 | L-7-36 | Т-5-15 | Т-5-16 | |||
177,80 | - | - | - | L-5-24 | L-7-36 | Т-5-14 | Т-5-15 | |||
193,68 | - | - | - | L-7-38 | L-7-39 | Т-7-24 | Т-7-24 | |||
219,08 | - | - | - | L-7-39 | Т-5-14 | Т-10-32 | Т-10-33 | |||
244,48 | - | - | - | Т-5-13 | Т-5-14 | Т-10-32 | Т-10-33 | |||
250,83 | - | - | - | - | - | - | Т-10-33 | |||
273,05 | - | - | - | Т-5-13 | Т-5-14 | Т-10-32 | Т-10-33 | |||
298,45 | - | - | - | - | - | Т-10-32 | - | |||
323,85 | - | - | - | - | - | Т-10-33 | Т-10-34 | |||
339,72 | - | - | - | - | - | Т-10-32 | - | |||
Примечания 1 В настоящей таблице применены следующие обозначения: Т - поперечная ориентация образца (рисунок D.13), L - продольная ориентация образца (рисунок D.13), 10 - полный размер (10х10 мм), 7 - 3/4-размера (10х7,5 мм), 5 - 1/2-размера (10х5,0 мм). 2 В настоящей таблице за ориентацией образца (Т или L) следует минимальный размер образца (10, 7 или 5), затем требование к минимальной поглощенной энергии (Дж) в соответствии со следующими обозначениями. Требования к поглощенной энергии приведены для указанного размера образца. | ||||||||||
Таблица С.17 - Требования к образцам для испытаний на ударный изгиб для муфт группы прочности Q135 | ||||||||||
Наружный диаметр | Ориентация, размер и поглощенная энергия образца | |||||||||
ВС специальная муфта | ВС | LC | SC | |||||||
114,30 | - | - | L-10-52 | - | ||||||
127,00 | - | - | Т-5-15 | - | ||||||
139,70 | - | - | Т-5-15 | - | ||||||
146,05 | - | - | Т-5-17 | - | ||||||
168,28 | - | - | Т-10-32 | - | ||||||
177,80 | L-5-26 | Т-5-16 | Т-10-30 | - | ||||||
193,68 | L-7-42 | Т-7-26 | Т-10-34 | - | ||||||
219,08 | L-7-42 | Т-10-35 | Т-10-36 | - | ||||||
244,48 | L-7-42 | Т-10-35 | Т-10-37 | - | ||||||
273,05 | Т-5-14 | Т-10-35 | - | Т-10-35 | ||||||
298,45 | - | - | - | Т-10-35 | ||||||
323,85 | - | Т-10-36 | - | Т-10-36 | ||||||
339,72 | - | Т-10-35 | - | Т-10-35 | ||||||
Наружный диаметр | Ориентация, размер и поглощенная энергия образца | |||||||||
НКТ | НКТВ | НКМ | Специальная муфта | ОТТМ | ОТТГ | |||||
ОТТМ | ОТТГ | |||||||||
60,32 | L-10-49 | L-10-49 | L-7-39 | - | - | - | - | |||
73,02 | L-10-55 | L-10-53 | L-7-42 | - | - | - | - | |||
88,90 | Т-7-24 | Т-7-24 | L-10-59 | - | - | - | - | |||
101,60 | Т-7-24 | Т-7-24 | L-10-59 | - | - | - | - | |||
114,30 | Т-7-23 | Т-10-31 | L-10-59 | L-7-38 | L-5-26 | L-10-51 | L-7-42 | |||
127,00 | - | - | - | L-7-38 | L-5-27 | Т-5-15 | L-7-44 | |||
139,70 | - | - | - | L-7-38 | L-5-27 | Т-5-15 | L-7-44 | |||
146,05 | - | - | - | L-7-38 | L-7-39 | Т-5-17 | Т-5-17 | |||
168,28 | - | - | - | L-7-38 | L-7-39 | Т-10-31 | Т-5-17 | |||
177,80 | - | - | - | Т-5-13 | L-7-39 | Т-7-23 | Т-5-16 | |||
193,68 | - | - | - | Т-5-15 | L-7-43 | Т-10-33 | Т-7-27 | |||
219,08 | - | - | - | Т-7-21 | Т-5-15 | Т-10-35 | Т-10-36 | |||
244,48 | - | - | - | Т-7-21 | Т-5-15 | Т-10-35 | Т-10-36 | |||
250,83 | - | - | - | - | - | - | Т-10-36 | |||
273,05 | - | - | - | Т-7-21 | Т-5-15 | Т-10-35 | Т-10-36 | |||
298,45 | - | - | - | - | - | Т-10-35 | - | |||
323,85 | - | - | - | - | - | Т-10-35 | Т-10-37 | |||
339,72 | - | - | - | - | - | Т-10-35 | - | |||
Примечания 1 В настоящей таблице применены следующие обозначения: Т - поперечная ориентация образца (рисунок D.13), L - продольная ориентация образца (рисунок D.13), 10 - полный размер (10х10 мм), 7- 3/4-размера (10х7,5 мм), 5 - 1/2-размера (10х5,0 мм). | ||||||||||
(Измененная редакция, Изм. N 1).
Таблица С.18 - Требования к поглощенной энергии поперечных образцов при испытании на ударный изгиб для муфт
Максимальная критическая толщина стенки для группы прочности | Минимальная поглощенная энергия поперечного образца | ||||
L80 | С90 | N80 тип Q, R95, Т95 | Q125 | Q135 | |
15,85 | 13,32 | 12,24 | 6,13 | 4,61 | 20 |
17,14 | 14,49 | 13,36 | 6,95 | 5,35 | 21 |
18,44 | 15,66 | 14,48 | 7,77 | 6,10 | 22 |
19,73 | 16,83 | 15,60 | 8,59 | 6,84 | 23 |
21,02 | 18,00 | 16,72 | 9,41 | 7,59 | 24 |
22,32 | 19,17 | 17,83 | 10,23 | 8,34 | 25 |
23,61 | 20,34 | 18,95 | 11,04 | 9,07 | 26 |
24,91 | 21,51 | 20,07 | 11,86 | 9,82 | 27 |
26,20 | 22,69 | 21,19 | 12,68 | 10,56 | 28 |
- | 23,86 | 22,31 | 13,50 | 11,31 | 29 |
- | 25,03 | 23,43 | 14,32 | 12,06 | 30 |
- | 26,20 | 24,54 | 15,14 | 12,80 | 31 |
- | - | 25,66 | 15,96 | 13,55 | 32 |
- | - | - | 16,78 | 14,29 | 33 |
- | - | - | 17,60 | 15,04 | 34 |
- | - | - | 18,42 | 15,78 | 35 |
- | - | - | 19,24 | 16,53 | 36 |
- | - | - | 20,06 | 17,28 | 37 |
- | - | - | 20,88 | 17,99 | 38 |
- | - | - | 21,70 | 18,77 | 39 |
- | - | - | 22,52 | 19,51 | 40 |
- | - | - | 23,34 | 20,26 | 41 |
- | - | - | 24,16 | 21,00 | 42 |
- | - | - | 24,98 | 21,75 | 43 |
- | - | - | 25,80 | 22,50 | 44 |
Примечания 1 Критические толщины стенок, превышающие значения, указанные в таблице С.8, неприменимы к муфтам для соединений, предусмотренных настоящим стандартом, и приведены здесь только для справки для специального применения. 2 Группа прочности М65 не включена в настоящую таблицу, поскольку трубы этой группы прочности поставляют с муфтами группы прочности L80 тип 1. | |||||
(Измененная редакция, Изм. N 1).
Таблица С.19 - Требования к поглощенной энергии продольных образцов при испытании на ударный изгиб для муфт
Максимальная критическая толщина стенки для группы прочности | Минимальная поглощенная энергия продольного образца | |||||
L80 | С90 | N80 тип Q, | Р110 | Q125 | Q135 | |
16,17 | 13,61 | 12,52 | 7,55 | 6,33 | 4,79 | 41 |
16,82 | 14,20 | 13,08 | 7,99 | 6,74 | 5,16 | 42 |
17,47 | 14,78 | 13,64 | 8,43 | 7,15 | 5,54 | 43 |
18,11 | 15,37 | 14,20 | 8,87 | 7,56 | 5,91 | 44 |
18,76 | 15,95 | 14,76 | 9,30 | 7,97 | 6,28 | 45 |
19,41 | 16,54 | 15,32 | 9,74 | 8,38 | 6,65 | 46 |
20,05 | 17,13 | 15,88 | 10,18 | 8,79 | 7,03 | 47 |
20,70 | 17,71 | 16,44 | 10,62 | 9,20 | 7,40 | 48 |
21,35 | 18,30 | 17,00 | 11,06 | 9,61 | 7,77 | 49 |
21,99 | 18,88 | 17,56 | 11,50 | 10,02 | 8,14 | 50 |
22,64 | 19,47 | 18,11 | 11,94 | 10,43 | 8,52 | 51 |
23,29 | 20,05 | 18,67 | 12,38 | 10,84 | 8,89 | 52 |
23,94 | 20,64 | 19,23 | 12,82 | 11,25 | 9,26 | 53 |
24,58 | 21,22 | 19,79 | 13,26 | 11,66 | 9,64 | 54 |
25,23 | 21,81 | 20,35 | 13,70 | 12,07 | 10,01 | 55 |
25,88 | 22,39 | 20,91 | 14,13 | 12,48 | 10,38 | 56 |
- | 22,98 | 21,47 | 14,57 | 12,89 | 10,76 | 57 |
- | 23,56 | 22,03 | 15,01 | 13,30 | 11,13 | 58 |
- | 24,15 | 22,59 | 15,45 | 13,71 | 11,50 | 59 |
- | 24,73 | 23,15 | 15,89 | 14,12 | 11,87 | 60 |
- | 25,32 | 23,70 | 16,33 | 14,53 | 12,25 | 61 |
- | 25,90 | 24,26 | 16,77 | 14,94 | 12,62 | 62 |
- | - | 24,82 | 17,21 | 15,35 | 12,99 | 63 |
- | - | 25,38 | 17,65 | 15,76 | 13,36 | 64 |
- | - | 25,94 | 18,09 | 16,17 | 13,74 | 65 |
- | - | - | 18,53 | 16,58 | 14,11 | 66 |
- | - | - | 18,96 | 16,99 | 14,48 | 67 |
- | - | - | 19,40 | 17,40 | 14,86 | 68 |
- | - | - | 19,84 | 17,81 | 15,23 | 69 |
- | - | - | 20,28 | 18,22 | 15,60 | 70 |
Примечания 1 Критические толщины стенок, превышающие значения, указанные в таблице С.8, неприменимы к муфтам для соединений, предусмотренных настоящим стандартом, и приведены здесь только для справки для специального применения. 2 Группа прочности М65 не включена в настоящую таблицу, поскольку трубы этой группы прочности поставляют с муфтами группы прочности L80 тип 1. | ||||||
(Измененная редакция, Изм. N 1).
Таблица С.20 - Требования к поглощенной энергии поперечных образцов при испытании на ударный изгиб для труб
Максимальная заданная толщина стенки | Минимальная поглощенная энергия поперечного образца | |||||
N80 тип Q, L80 | С90 | R95, Т95 | Р110 | Q125 | Q135 | |
11,59 | 9,11 | 8,09 | - | - | - | 14 |
13,12 | 10,48 | 9,38 | - | - | - | 15 |
14,66 | 11,84 | 10,67 | - | - | - | 16 |
16,19 | 13,21 | 11,97 | - | - | - | 17 |
17,73 | 14,57 | 13,26 | - | - | - | 18 |
19,26 | 15,94 | 14,56 | - | - | - | 19 |
20,80 | 17,30 | 15,85 | 12,24 | 6,13 | 4,61 | 20 |
22,33 | 18,67 | 17,14 | 13,36 | 6,95 | 5,35 | 21 |
23,87 | 20,03 | 18,44 | 14,48 | 7,77 | 6,10 | 22 |
25,40 | 21,40 | 19,73 | 15,60 | 8,59 | 6,84 | 23 |
- | 22,76 | 21,02 | 16,72 | 9,41 | 7,59 | 24 |
- | 24,12 | 22,32 | 17,83 | 10,23 | 8,34 | 25 |
- | 25,49 | 23,61 | 18,95 | 11,04 | 9,07 | 26 |
- | - | 24,91 | 20,07 | 11,86 | 9,82 | 27 |
- | - | - | 21,19 | 12,68 | 10,56 | 28 |
- | - | - | 22,31 | 13,50 | 11,31 | 29 |
- | - | - | 23,43 | 14,32 | 12,06 | 30 |
- | - | - | 24,54 | 15,14 | 12,80 | 31 |
- | - | - | 25,66 | 15,96 | 13,55 | 32 |
- | - | - | - | 16,78 | 14,29 | 33 |
- | - | - | - | 17,60 | 15,04 | 34 |
- | - | - | - | 18,42 | 15,78 | 35 |
- | - | - | - | 19,24 | 16,53 | 36 |
- | - | - | - | 20,06 | 17,28 | 37 |
- | - | - | - | 20,88 | 17,99 | 38 |
- | - | - | - | 21,70 | 18,77 | 39 |
- | - | - | - | 22,52 | 19,51 | 40 |
- | - | - | - | 23,34 | 20,26 | 41 |
- | - | - | - | 24,16 | 21,00 | 42 |
- | - | - | - | 24,98 | 21,75 | 43 |
- | - | - | - | 25,80 | 22,50 | 44 |
Примечание - Заданные толщины стенок, превышающие указанные в таблицах С.1-С.3, приведены здесь только для справки для специального применения. | ||||||
(Измененная редакция, Изм. N 1).
Таблица С.21 - Требования к поглощенной энергии продольных образцов при испытании на ударный изгиб для труб
Максимальная заданная толщина стенки | Минимальная поглощенная энергия продольного образца | |||||
N80 тип Q, L80 | С90 | R95, Т95 | Р110 | Q125 | Q135 | |
10,44 | 8,09 | 7,12 | - | - | - | 27 |
11,20 | 8,77 | 7,76 | - | - | - | 28 |
11,97 | 9,45 | 8,41 | - | - | - | 29 |
12,74 | 10,14 | 9,06 | - | - | - | 30 |
13,51 | 10,82 | 9,70 | - | - | - | 31 |
14,27 | 11,50 | 10,35 | - | - | - | 32 |
15,04 | 12,18 | 11,00 | - | - | - | 33 |
15,81 | 12,87 | 11,64 | - | - | - | 34 |
16,58 | 13,55 | 12,29 | - | - | - | 35 |
17,34 | 14,23 | 12,94 | - | - | - | 36 |
18,11 | 14,91 | 13,58 | - | - | - | 37 |
18,88 | 15,60 | 14,23 | - | - | - | 38 |
19,65 | 16,28 | 14,88 | - | - | - | 39 |
20,41 | 16,96 | 15,53 | - | - | - | 40 |
21,18 | 17,64 | 16,17 | 12,52 | 6,33 | 4,79 | 41 |
21,95 | 18,32 | 16,82 | 13,08 | 6,74 | 5,16 | 42 |
22,72 | 19,01 | 17,47 | 13,64 | 7,15 | 5,54 | 43 |
23,48 | 19,69 | 18,11 | 14,20 | 7,56 | 5,91 | 44 |
24,25 | 20,37 | 18,76 | 14,76 | 7,97 | 6,28 | 45 |
25,02 | 21,05 | 19,41 | 15,32 | 8,38 | 6,65 | 46 |
25,79 | 21,74 | 20,05 | 15,88 | 8,79 | 7,03 | 47 |
- | 22,42 | 20,70 | 16,44 | 9,20 | 7,40 | 48 |
- | 23,10 | 21,35 | 17,00 | 9,61 | 7,77 | 49 |
- | 23,78 | 21,99 | 17,56 | 10,02 | 8,14 | 50 |
- | 24,47 | 22,64 | 18,11 | 10,43 | 8,52 | 51 |
- | 25,15 | 23,29 | 18,67 | 10,84 | 8,89 | 52 |
- | 25,83 | 23,94 | 19,23 | 11,25 | 9,26 | 53 |
- | - | 24,58 | 19,79 | 11,66 | 9,64 | 54 |
- | - | 25,23 | 20,35 | 12,07 | 10,01 | 55 |
- | - | 25,88 | 20,91 | 12,48 | 10,38 | 56 |
- | - | - | 21,47 | 12,89 | 10,76 | 57 |
- | - | - | 22,03 | 13,30 | 11,13 | 58 |
- | - | - | 22,59 | 13,71 | 11,50 | 59 |
- | - | - | 23,15 | 14,12 | 11,87 | 60 |
- | - | - | 23,70 | 14,53 | 12,25 | 61 |
- | - | - | 24,26 | 14,94 | 12,62 | 62 |
- | - | - | 24,82 | 15,35 | 12,99 | 63 |
- | - | - | 25,38 | 15,76 | 13,36 | 64 |
- | - | - | 25,94 | 16,17 | 13,74 | 65 |
- | - | - | - | 16,58 | 14,11 | 66 |
- | - | - | - | 16,99 | 14,48 | 67 |
- | - | - | - | 17,40 | 14,86 | 68 |
- | - | - | - | 17,81 | 15,23 | 69 |
- | - | - | - | 18,22 | 15,60 | 70 |
- | - | - | - | 18,63 | 15,98 | 71 |
- | - | - | - | 19,04 | 16,35 | 72 |
Примечание - Заданные толщины стенок, превышающие указанные в таблицах С.1-С.3, приведены здесь только для справки для специального применения. | ||||||
(Измененная редакция, Изм. N 1).
Таблица С.22 - Требования к толщине стенки, необходимой для изготовления поперечных образцов для испытания на ударный изгиб для труб, подвергнутых закалке и отпуску
В миллиметрах
Наружный диаметр | Расчетная толщина стенки | ||
Полный размер | 3/4-размера | 1/2-размера | |
88,90 | 20,53 | 18,03 | 15,53 |
101,60 | 19,09 | 16,59 | 14,09 |
114,30 | 18,05 | 15,55 | 13,05 |
127,00 | 17,26 | 14,76 | 12,26 |
139,70 | 16,64 | 14,14 | 11,64 |
146,05 | 16,37 | 13,87 | 11,37 |
168,28 | 15,62 | 13,12 | 10,62 |
177,80 | 15,36 | 12,86 | 10,36 |
193,68 | 14,99 | 12,49 | 9,99 |
196,85 | 14,92 | 12,42 | 9,92 |
219,08 | 14,51 | 12,01 | 9,51 |
244,48 | 14,13 | 11,63 | 9,13 |
250,83 | 14,06 | 11,56 | 9,06 |
273,05 | 13,80 | 11,30 | 8,80 |
298,45 | 13,56 | 11,06 | 8,56 |
323,85 | 13,35 | 10,85 | 8,35 |
339,72 | 13,24 | 10,74 | 8,24 |
351,00 | 13,17 | 10,67 | 8,17 |
377,00 | 13,02 | 10,52 | 8,02 |
406,40 | 12,87 | 10,37 | 7,87 |
425,45 | 12,78 | 10,28 | 7,78 |
473,08 | 12,60 | 10,10 | 7,60 |
508,00 | 12,49 | 9,99 | 7,49 |
Примечание - Расчетные толщины стенок, превышающие максимальные толщины стенок, приведенные в таблицах С.1-С.3, указаны здесь только для справки. Расчетные толщины стенок приведены с учетом припусков на механическую обработку: 0,50 мм - по внутреннему диаметру и 0,50 мм - по наружному диаметру. | |||
(Измененная редакция, Изм. N 1).
Таблица С.23 - Требования к толщине стенки, необходимой для изготовления продольных образцов для испытаний на ударный изгиб для труб, подвергнутых закалке и отпуску
В миллиметрах
Наружный диаметр | Расчетная толщина стенки | ||
Полный размер | 3/4-размера | 1/2-размера | |
26,67 | 11,97 | 9,47 | 6,97 |
33,40 | 11,77 | 9,27 | 6,77 |
42,16 | 11,60 | 9,10 | 6,60 |
48,26 | 11,52 | 9,02 | 6,52 |
52,40 | 11,48 | 8,98 | 6,48 |
60,32 | 11,42 | 8,92 | 6,42 |
73,02 | 11,34 | 8,84 | 6,34 |
88,90 | 11,28 | 8,78 | 6,28 |
101,60 | 11,25 | 8,75 | 6,25 |
114,30 | 11,22 | 8,72 | 6,22 |
127,00 | 11,20 | 8,70 | 6,20 |
139,70 | 11,18 | 8,68 | 6,18 |
146,05 | 16,37 | 13,87 | 11,37 |
168,28 | 11,15 | 8,65 | 6,15 |
177,80 | 11,14 | 8,64 | 6,14 |
193,68 | 11,13 | 8,63 | 6,13 |
196,85 | 11,13 | 8,63 | 6,13 |
219,08 | 11,11 | 8,61 | 6,11 |
244,48 | 11,10 | 8,60 | 6,10 |
250,83 | 14,06 | 11,56 | 9,06 |
273,05 | 11,09 | 8,59 | 6,09 |
298,45 | 11,08 | 8,58 | 6,08 |
323,85 | 13,35 | 10,85 | 8,35 |
339,72 | 11,07 | 8,57 | 6,07 |
351,00 | 11,07 | 8,57 | 6,07 |
377,00 | 11,07 | 8,57 | 6,07 |
406,40 | 11,06 | 8,56 | 6,06 |
425,45 | 12,78 | 10,28 | 7,78 |
473,08 | 11,05 | 8,55 | 6,05 |
508,00 | 11,05 | 8,55 | 6,05 |
Примечание - Расчетные толщины стенок, превышающие максимальные толщины стенок, приведенные в таблицах С.1-С.3, указаны только для справки. Расчетные толщины стенок приведены с учетом припусков на механическую обработку: 0,50 мм - по внутреннему диаметру и 0,50 мм - по наружному диаметру. | |||
(Измененная редакция, Изм. N 1).
Таблица С.24 - Расстояние между плитами при испытании на сплющивание для электросварных труб
Группа прочности | Отношение | Расстояние между сплющивающими плитами, мм, мин. |
Н40 | 16 и св. | 0,5 |
До 16 |
| |
J55, К55, К72 | 16 и св. | 0,65 |
От 3,93 до 16 |
| |
До 3,93 |
| |
М65 | Любое |
|
N80 | От 9 до 28 |
|
L80 тип 1 | От 9 до 28 |
|
R95 | От 9 до 28 |
|
Р110 | Любое |
|
Q125 | Любое |
|
Q135 | Любое |
|
Примечание - | ||
(Измененная редакция, Изм. N 1).
Таблица С.25 - Размеры и массы обсадных труб
Наруж- | Номи- | Тол- | Внут- | Диа- | Расчетная масса | ||||||||
Труба без резь- | Увеличение или уменьшение массы | ||||||||||||
SC | LC | ВС с муфтой | ОТТМ с муфтой | ОТТГ с муфтой | |||||||||
обыч- | спе- | обыч- | спе- | обыч- | спе- | ||||||||
101,60 | 11,20 | 6,50 | 88,60 | 85,42 | 15,24 | - | - | - | - | 2,19 | 1,09 | - | - |
114,30 | 14,14 | 5,21 | 103,88 | 100,70 | 14,02 | 1,91 | - | - | - | - | - | - | - |
15,63 | 5,69 | 102,92 | 99,74 | 15,24 | 1,72 | - | 2,27 | 1,16 | - | - | - | - | |
17,26 | 6,35 | 101,60 | 98,42 | 16,91 | 1,54 | 1,72 | 2,09 | 0,98 | 1,95 | 0,95 | - | - | |
20,09 | 7,37 | 99,56 | 96,38 | 19,44 | - | 1,45 | 1,81 | 0,71 | 1,71 | 0,71 | - | - | |
22,47 | 8,56 | 97,18 | 94,00 | 22,32 | - | 1,27 | 1,45 | 0,34 | 1,43 | 0,43 | 1,38 | 0,48 | |
26,32 | 10,20 | 93,90 | 90,72 | 26,19 | - | 0,81 | - | - | 1,06 | 0,06 | 0,96 | 0,06 | |
127,00 | 17,11 | 5,59 | 115,82 | 112,64 | 16,74 | 2,45 | - | - | - | - | - | - | - |
19,35 | 6,43 | 114,14 | 110,96 | 19,12 | 2,18 | 2,63 | 2,99 | 1,10 | 2,42 | 0,92 | - | - | |
22,32 | 7,52 | 111,96 | 108,78 | 22,16 | 1,91 | 2,36 | 2,63 | 0,73 | 2,13 | 0,63 | - | - | |
26,79 | 9,19 | 108,62 | 105,44 | 26,70 | - | 1,91 | 2,00 | 0,10 | 1,68 | 0,18 | 1,86 | 0,46 | |
30,92 | 10,70 | 105,60 | 102,42 | 30,69 | 1,17 | 1,43 | - | - | 1,29 | -0,21 | 1,41 | 0,01 | |
31,85 | 11,10 | 104,80 | 101,62 | 31,73 | - | 1,34 | 1,12 | -0,78 | 1,19 | -0,31 | 1,30 | -0,10 | |
34,53 | 12,14 | 102,72 | 99,54 | 34,39 | - | 1,04 | 0,93 | -0,95 | - | - | - | - | |
35,86 | 12,70 | 101,60 | 98,42 | 35,80 | - | 0,88 | 0,56 | -1,33 | - | - | - | - | |
139,70 | 20,83 | 6,20 | 127,30 | 124,12 | 20,41 | 2,45 | - | - | - | 2,60 | 1,40 | - | - |
23,07 | 6,98 | 125,74 | 122,56 | 22,85 | 2,18 | 2,63 | 2,90 | 0,95 | 2,36 | 1,16 | - | - | |
25,30 | 7,72 | 124,26 | 121,08 | 25,13 | 2,00 | 2,45 | 2,63 | 0,68 | 2,12 | 0,92 | - | - | |
29,76 | 9,17 | 121,36 | 118,18 | 29,52 | - | 2,00 | 2,09 | 0,14 | 1,68 | 0,48 | 2,47 | 0,47 | |
34,23 | 10,54 | 118,62 | 115,44 | 33,57 | - | 1,45 | 1,54 | -0,41 | 1,26 | 0,06 | 2,00 | 0,00 | |
- | 12,70 | 114,30 | 111,12 | 39,78 | - | - | - | - | - | - | - | - | |
- | 14,27 | 111,16 | 107,98 | 44,14 | - | - | - | - | - | - | - | - | |
- | 15,88 | 107,94 | 104,76 | 48,49 | - | - | - | - | - | - | - | - | |
- | 17,45 | 104,80 | 101,62 | 52,61 | - | - | - | - | - | - | - | - | |
- | 19,05 | 101,60 | 98,42 | 56,68 | - | - | - | - | - | - | - | - | |
- | 20,62 | 98,46 | 95,28 | 60,55 | - | - | - | - | - | - | - | - | |
- | 22,22 | 95,26 | 92,08 | 64,38 | - | - | - | - | - | - | - | - | |
146,05 | 23,18 | 6,50 | 133,05 | 129,87 | 22,37 | 4,91 | - | 6,09 | 1,29 | 4,96 | 1,46 | - | - |
24,92 | 7,00 | 132,05 | 128,87 | 24,00 | 4,74 | 5,57 | 5,87 | 1,07 | 4,80 | 1,30 | - | - | |
27,15 | 7,70 | 130,65 | 127,47 | 26,27 | 4,51 | 5,30 | 5,58 | 0,78 | 4,57 | 1,07 | - | - | |
29,66 | 8,50 | 129,05 | 125,87 | 28,83 | 4,25 | 4,99 | 5,24 | 0,44 | 4,30 | 0,80 | 4,99 | 0,69 | |
32,76 | 9,50 | 127,05 | 123,87 | 31,99 | 3,93 | 4,62 | 4,83 | 0,03 | 3,98 | 0,48 | 4,62 | 0,32 | |
36,41 | 10,70 | 124,65 | 121,47 | 35,72 | 3,56 | 4,17 | 4,34 | -0,46 | 3,60 | 0,10 | 4,19 | -0,11 | |
- | 12,70 | 120,65 | 117,47 | 41,77 | - | - | - | - | - | - | - | - | |
- | 14,27 | 117,51 | 114,33 | 46,38 | - | - | - | - | - | - | - | - | |
- | 15,88 | 114,29 | 111,11 | 50,98 | - | - | - | - | - | - | - | - | |
- | 17,45 | 111,15 | 107,97 | 55,34 | - | - | - | - | - | - | - | - | |
- | 19,05 | 107,95 | 104,77 | 59,66 | - | - | - | - | - | - | - | - | |
- | 20,62 | 104,81 | 101,63 | 63,78 | - | - | - | - | - | - | - | - | |
- | 22,22 | 101,61 | 98,43 | 67,86 | - | - | - | - | - | - | - | - | |
168,28 | 29,76 | 7,32 | 153,64 | 150,46 | 29,06 | 4,99 | 6,17 | 6,53 | 1,08 | 5,59 | 0,89 | - | - |
32,73 | - | 152,28 | 149,10 | 31,62 | 4,80 | 6,14 | 6,72 | 1,42 | 5,31 | 0,61 | 6,09 | 0,99 | |
35,72 | 8,94 | 150,40 | 147,22 | 35,13 | 4,35 | 5,44 | 5,72 | 0,26 | 4,95 | 0,25 | 5,69 | 0,59 | |
41,67 | 10,59 | 147,10 | 143,92 | 41,18 | - | 4,63 | 4,81 | -0,64 | 4,31 | -0,39 | 4,97 | -0,13 | |
47,62 | 12,06 | 144,16 | 140,98 | 46,46 | - | 3,99 | 4,08 | -1,37 | 3,75 | -0,95 | 4,34 | -0,76 | |
- | 12,70 | 142,90 | 139,72 | 48,73 | - | - | - | - | - | - | - | - | |
- | 14,27 | 139,76 | 136,58 | 54,21 | - | - | - | - | - | - | - | - | |
- | 15,88 | 136,54 | 133,36 | 59,69 | - | - | - | - | - | - | - | - | |
- | 17,45 | 133,40 | 130,22 | 64,92 | - | - | - | - | - | - | - | - | |
- | 19,05 | 130,20 | 127,02 | 70,12 | - | - | - | - | - | - | - | - | |
- | 20,62 | 127,06 | 123,88 | 75,10 | - | - | - | - | - | - | - | - | |
- | 22,22 | 123,86 | 120,68 | 80,05 | - | - | - | - | - | - | - | - | |
177,80 | 25,30 | 5,87 | 166,06 | 162,88 | 24,89 | 4,54 | - | - | - | - | - | - | - |
29,76 | 6,91 | 163,98 | 160,80 | 29,12 | 4,26 | - | 5,44 | 1,24 | 4,45 | 1,15 | - | - | |
34,23 | 8,05 | 161,70 | 158,75 | 33,70 | 3,63 | 4,72 | 4,99 | 0,73 | 3,94 | 0,64 | - | - | |
34,23 | 8,05 | 161,70 | 158,52 | 33,70 | 3,63 | 4,72 | 4,99 | 0,73 | 3,94 | 0,64 | - | - | |
38,69 | 9,19 | 159,42 | 156,24 | 38,21 | 3,27 | 4,26 | 4,35 | 0,09 | 3,45 | 0,15 | 4,25 | 0,45 | |
43,16 | 10,36 | 157,08 | 153,90 | 42,78 | - | 3,63 | 3,72 | -0,54 | 2,94 | -0,36 | 3,69 | -0,11 | |
47,62 | 11,51 | 154,78 | 152,40 | 47,20 | - | 2,99 | 3,08 | -1,18 | 2,46 | -0,84 | 3,14 | -0,66 | |
47,62 | 11,51 | 154,78 | 151,60 | 47,20 | - | 2,99 | 3,08 | -1,18 | 2,46 | -0,84 | 3,14 | -0,66 | |
52,09 | 12,65 | 152,50 | 149,32 | 51,52 | - | 2,54 | 2,54 | -1,72 | 1,98 | -1,32 | 2,60 | -1,20 | |
56,55 | 13,72 | 150,36 | 147,18 | 55,52 | - | 2,00 | 1,91 | -2,36 | 1,54 | -1,76 | 2,11 | -1,69 | |
60,45 | 15,00 | 147,80 | 144,62 | 60,22 | - | 1,39 | 1,10 | -3,70 | 1,02 | -2,28 | 1,53 | -2,27 | |
63,54 | 15,88 | 146,04 | 142,86 | 63,41 | - | - | - | - | - | - | - | - | |
- | 15,88 | 146,04 | 142,86 | 63,41 | - | - | - | - | - | - | - | - | |
- | 17,45 | 142,90 | 139,72 | 69,01 | - | - | - | - | - | - | - | - | |
- | 19,05 | 139,70 | 136,52 | 74,58 | - | - | - | - | - | - | - | - | |
- | 20,62 | 136,56 | 133,38 | 79,93 | - | - | - | - | - | - | - | - | |
- | 22,22 | 133,36 | 130,18 | 85,25 | - | - | - | - | - | - | - | - | |
193,68 | 35,72 | 7,62 | 178,44 | 175,26 | 34,96 | 7,17 | - | 10,75 | 4,25 | 8,27 | 2,87 | - | - |
39,29 | 8,33 | 177,02 | 173,84 | 38,08 | 6,89 | 8,62 | 9,34 | 2,82 | 7,91 | 2,51 | - | - | |
44,20 | 9,52 | 174,64 | 171,46 | 43,24 | - | 7,89 | 8,53 | 2,00 | 7,33 | 1,93 | 8,29 | 1,99 | |
50,15 | 10,92 | 171,84 | 168,66 | 49,22 | - | 7,17 | 7,71 | 1,18 | 6,64 | 1,24 | 7,52 | 1,22 | |
58,04 | 12,70 | 168,28 | 165,10 | 56,68 | - | 6,17 | 6,62 | 0,10 | 5,79 | 0,39 | 6,57 | 0,27 | |
63,69 | 14,27 | 165,14 | 161,96 | 63,14 | - | 5,45 | 5,17 | -1,37 | 5,06 | -0,34 | 5,74 | -0,56 | |
67,41 | 15,11 | 163,46 | 160,28 | 66,54 | - | 5,01 | 5,01 | -1,52 | 4,67 | -0,73 | 5,31 | -0,99 | |
70,09 | 15,88 | 161,92 | 158,74 | 69,63 | - | 4,61 | 4,19 | -2,35 | 4,32 | -1,08 | 4,91 | -1,39 | |
- | 17,45 | 158,78 | 155,60 | 75,84 | - | - | - | - | - | - | - | - | |
- | 19,05 | 155,58 | 152,40 | 82,04 | - | - | - | - | - | - | - | - | |
196,85 | - | 15,11 | 166,63 | 165,10 | 67,72 | - | - | - | - | - | - | - | - |
- | 15,11 | 166,63 | 163,45 | 67,72 | - | - | - | - | - | - | - | - | |
219,08 | 35,72 | 6,71 | 205,66 | 202,48 | 35,14 | 10,70 | - | - | - | - | - | - | - |
41,67 | 7,72 | 203,64 | 200,46 | 40,24 | 10,07 | - | 13,51 | 3,41 | 11,70 | 3,30 | - | - | |
47,62 | 8,94 | 201,20 | 200,02 | 46,33 | 9,43 | 12,52 | 12,79 | 2,74 | 10,97 | 2,57 | 13,06 | 3,36 | |
47,62 | 8,94 | 201,20 | 198,02 | 46,33 | 9,43 | 12,52 | 12,79 | 2,74 | 10,97 | 2,57 | 13,06 | 3,36 | |
53,57 | 10,16 | 198,76 | 195,58 | 52,35 | 8,80 | 11,61 | 11,88 | 1,83 | 10,24 | 1,84 | 12,25 | 2,55 | |
59,53 | 11,43 | 196,22 | 193,68 | 58,53 | - | 10,80 | 10,98 | 0,92 | 9,50 | 1,10 | 11,42 | 1,72 | |
59,53 | 11,43 | 196,22 | 193,04 | 58,53 | - | 10,80 | 10,98 | 0,92 | 9,50 | 1,10 | 11,42 | 1,72 | |
65,48 | 12,70 | 193,68 | 190,50 | 64,64 | - | 9,89 | 10,07 | 0,01 | 8,77 | 0,37 | 10,60 | 0,90 | |
72,92 | 14,15 | 190,78 | 187,60 | 71,51 | - | 8,89 | 8,98 | -1,08 | 7,94 | -0,46 | 9,68 | -0,02 | |
244,48 | 48,07 | 7,92 | 228,60 | 224,66 | 46,20 | 11,07 | - | 14,76 | 3,56 | 12,71 | 3,51 | - | - |
53,57 | 8,94 | 226,60 | 222,63 | 51,93 | 10,43 | 14,51 | 14,06 | 2,94 | 12,02 | 2,82 | 14,33 | 3,93 | |
59,53 | 10,03 | 224,40 | 222,25 | 57,99 | 9,71 | 13,61 | 13,15 | 2,03 | 11,30 | 2,10 | 13,52 | 2,82 | |
59,53 | 10,03 | 224,40 | 220,45 | 57,99 | 9,71 | 13,61 | 13,15 | 2,03 | 11,30 | 2,10 | 13,52 | 2,82 | |
64,74 | 11,05 | 222,40 | 218,41 | 63,61 | - | 12,79 | 12,34 | 1,22 | 10,62 | 1,42 | 12,77 | 2,07 | |
69,94 | 11,99 | 220,50 | 216,54 | 68,75 | - | 12,07 | 11,61 | 0,49 | 10,00 | 0,80 | 12,08 | 1,38 | |
79,62 | 13,84 | 216,80 | 215,90 | 78,72 | - | 10,61 | 10,16 | -0,96 | 8,81 | -0,39 | 10,74 | 0,04 | |
79,62 | 13,84 | 216,80 | 212,83 | 78,72 | - | 10,61 | 10,16 | -0,96 | 8,81 | -0,39 | 10,74 | 0,04 | |
86,91 | 15,11 | 214,25 | 212,72 | 85,47 | - | 9,75 | 9,13 | -2,00 | 8,00 | -1,20 | 9,84 | -0,86 | |
86,91 | 15,11 | 214,25 | 210,29 | 85,47 | - | 9,75 | 9,13 | -2,00 | 8,00 | -1,20 | 9,84 | -0,86 | |
- | 15,47 | 213,50 | 209,58 | 87,37 | - | - | - | - | - | - | - | - | |
91,11 | 15,90 | 212,68 | 208,71 | 89,63 | - | 9,04 | 8,35 | -2,85 | 7,50 | -1,70 | 9,28 | -1,42 | |
- | 17,07 | 210,30 | 206,38 | 95,73 | - | - | - | - | - | - | - | - | |
- | 18,64 | 207,20 | 203,23 | 103,82 | - | - | - | - | - | - | - | - | |
- | 20,24 | 204,00 | 200,02 | 111,93 | - | - | - | - | - | - | - | - | |
250,83 | 87,80 | 15,88 | 219,07 | 215,10 | 92,01 | - | - | - | - | - | - | 9,47 | -14,43 |
273,05 | 48,74 | 7,09 | 258,90 | 254,91 | 46,50 | 13,15 | - | - | - | - | - | - | - |
60,27 | 8,89 | 255,30 | 251,31 | 57,91 | 11,97 | - | 15,60 | 3,27 | 13,40 | 3,20 | 16,01 | 4,11 | |
67,71 | 10,16 | 252,70 | 250,82 | 65,87 | 11,07 | - | 14,42 | 2,09 | 12,44 | 2,24 | 14,94 | 3,04 | |
67,71 | 10,16 | 252,70 | 248,77 | 65,87 | 11,07 | - | 14,42 | 2,09 | 12,44 | 2,24 | 14,94 | 3,04 | |
75,90 | 11,43 | 250,20 | 246,23 | 73,75 | 10,25 | - | 13,34 | 1,00 | 11,50 | 1,30 | 13,88 | 1,98 | |
82,59 | 12,57 | 247,90 | 244,48 | 80,75 | 9,43 | - | 12,25 | -0,09 | 10,66 | 0,46 | 12,95 | 1,05 | |
82,59 | 12,57 | 247,90 | 243,94 | 80,75 | 9,43 | - | 12,25 | -0,09 | 10,66 | 0,46 | 12,95 | 1,05 | |
90,33 | 13,84 | 245,40 | 241,40 | 88,47 | 8,53 | - | 11,07 | - | 9,73 | -0,47 | 11,91 | 0,01 | |
97,77 | 15,11 | 242,80 | 238,86 | 96,12 | 7,62 | - | 9,98 | - | 8,81 | -1,39 | 10,89 | -1,01 | |
105,49 | 16,50 | 240,05 | 236,08 | 104,39 | 6,72 | - | - | - | 7,82 | -2,38 | 9,78 | -2,12 | |
- | 17,07 | 238,90 | 234,95 | 107,76 | - | - | - | - | - | - | - | - | |
- | 18,64 | 235,80 | 231,80 | 116,95 | - | - | - | - | - | - | - | - | |
- | 20,24 | 232,60 | 228,60 | 126,19 | - | - | - | - | - | - | - | - | |
298,45 | 62,50 | 8,46 | 281,50 | 279,40 | 62,56 | 13,43 | - | - | - | 14,57 | - | - | - |
62,50 | 8,46 | 281,50 | 277,50 | 62,56 | 13,43 | - | - | - | 14,57 | - | - | - | |
69,94 | 9,52 | 279,41 | 275,44 | 67,83 | 12,52 | - | 16,24 | - | 13,93 | - | - | - | |
80,36 | 11,05 | 276,40 | 272,39 | 78,32 | 11,34 | - | 14,70 | - | 12,67 | - | - | - | |
89,29 | 12,42 | 273,60 | 269,88 | 87,61 | 10,25 | - | 13,43 | - | 11,56 | - | - | - | |
89,29 | 12,42 | 273,60 | 269,65 | 87,61 | 10,25 | - | 13,43 | - | 11,56 | - | - | - | |
96,73 | 13,56 | 271,30 | 269,88 | 95,27 | - | - | - | - | 10,64 | - | - | - | |
96,73 | 13,56 | 271,30 | 267,36 | 95,27 | - | - | - | - | 10,64 | - | - | - | |
105,66 | 14,78 | 268,90 | 264,92 | 103,40 | 8,43 | - | - | - | 9,66 | - | - | - | |
323,85 | - | 7,70 | 308,45 | 304,48 | 60,04 | - | - | - | - | - | - | - | - |
68,32 | 8,50 | 306,85 | 302,88 | 66,10 | 13,59 | - | 15,49 | - | 14,96 | - | - | - | |
75,72 | 9,50 | 304,85 | 300,88 | 73,65 | 12,53 | - | 14,38 | - | 14,06 | - | 15,88 | -14,22 | |
87,46 | 11,00 | 301,65 | 297,68 | 84,87 | 11,16 | - | 12,61 | - | 12,62 | - | 14,28 | -15,82 | |
96,91 | 12,40 | 299,05 | 295,08 | 95,24 | 10,07 | - | 11,19 | - | 11,47 | - | 12,99 | -17,11 | |
108,43 | 14,00 | 295,85 | 291,88 | 106,98 | 8,73 | - | 9,45 | - | 10,06 | - | 11,41 | -18,69 | |
339,72 | 71,43 | 8,38 | 322,96 | 318,99 | 68,48 | 15,06 | - | - | - | - | - | - | - |
81,10 | 9,65 | 320,42 | 316,45 | 78,55 | 13,97 | - | 18,23 | - | 15,62 | - | - | - | |
90,78 | 10,92 | 317,88 | 313,91 | 88,55 | 12,88 | - | 16,69 | - | 14,42 | - | - | - | |
101,19 | 12,19 | 315,34 | 311,37 | 98,46 | 11,70 | - | 15,24 | - | 13,23 | - | - | - | |
107,15 | 13,06 | 313,60 | 311,15 | 105,21 | 10,98 | - | 14,33 | - | 12,42 | - | - | - | |
107,15 | 13,06 | 313,60 | 309,63 | 105,21 | 10,98 | - | 14,33 | - | 12,42 | - | - | - | |
114,12 | 14,00 | 311,72 | 307,75 | 112,46 | 10,14 | - | - | - | 11,55 | - | - | - | |
124,63 | 15,40 | 308,92 | 304,95 | 123,17 | 8,91 | - | - | - | 10,26 | - | - | - | |
351,00 | - | 9,00 | 333,00 | 328,24 | 75,91 | - | - | - | - | - | - | - | - |
- | 10,00 | 331,00 | 326,24 | 84,10 | - | - | - | - | - | - | - | - | |
- | 11,00 | 329,00 | 324,24 | 92,93 | - | - | - | - | - | - | - | - | |
- | 12,00 | 327,00 | 322,24 | 100,32 | - | - | - | - | - | - | - | - | |
377,00 | - | 9,00 | 359,00 | 354,24 | 81,68 | - | - | - | - | - | - | - | - |
- | 10,00 | 357,00 | 352,24 | 90,51 | - | - | - | - | - | - | - | - | |
- | 11,00 | 355,00 | 350,24 | 99,29 | - | - | - | - | - | - | - | - | |
- | 12,00 | 353,00 | 348,24 | 108,02 | - | - | - | - | - | - | - | - | |
406,40 | 96,73 | 9,53 | 387,40 | 382,57 | 96,73 | 19,32 | - | - | - | - | - | - | - |
111,61 | 11,13 | 384,10 | 379,37 | 108,49 | 17,33 | - | 20,68 | - | - | - | - | - | |
125,01 | 12,57 | 381,30 | 376,48 | 122,09 | 15,51 | - | 17,96 | - | - | - | - | - | |
- | 16,66 | 373,10 | 368,30 | 160,13 | - | - | - | - | - | - | - | - | |
425,45 | - | 8,00 | 409,45 | 404,69 | 82,36 | - | - | - | - | - | - | - | - |
- | 8,90 | 407,65 | 402,89 | 91,43 | - | - | - | - | - | - | - | - | |
108,53 | 10,00 | 405,45 | 400,69 | 102,46 | - | - | 36,22 | - | - | - | - | - | |
118,50 | 11,00 | 403,45 | 398,69 | 112,43 | - | - | 36,10 | - | - | - | - | - | |
- | 11,50 | 402,45 | 397,69 | 117,40 | - | - | - | - | - | - | - | - | |
128,42 | 12,00 | 401,45 | 396,69 | 122,36 | - | - | 35,98 | - | - | - | - | - | |
473,08 | 130,21 | 11,05 | 450,98 | 446,22 | 125,91 | 33,38 | - | 39,19 | - | - | - | - | - |
508,00 | 139,89 | 11,13 | 485,70 | 480,97 | 136,38 | 21,32 | 27,76 | 24,86 | - | - | - | - | - |
158,49 | 12,70 | 482,60 | 477,82 | 155,13 | 18,87 | 24,86 | 21,95 | - | - | - | - | - | |
197,93 | 16,13 | 475,70 | 470,97 | 195,66 | 13,61 | 18,42 | 15,97 | - | - | - | - | - | |
Примечание - Обсадные трубы показаны на рисунках D.1-D.4. | |||||||||||||
(Измененная редакция, Изм. N 1).
Таблица С.26 - Размеры и массы насосно-компрессорных труб
Наруж- | Номинальная масса на единицу длины трубы с резьбой и муфтой | Тол- | Внут- | Расчетная масса | ||||||||||
NU | EU | НКТ | НКТВ | НКМ
| Труба без резь- | Увеличение или уменьшение массы | ||||||||
NU | EU | НКТ | НКТВ | НКМ | ||||||||||
обыч- | спе- | |||||||||||||
26,67 | 1,70 | 1,79 | - | 1,74 | - | 2,87 | 20,93 | 1,68 | 0,09 | 0,64 | - | - | 0,37 | - |
- | 2,29 | - | - | - | 3,91 | 18,85 | 2,19 | - | 0,60 | - | - | - | - | |
33,40 | 2,53 | 2,68 | 2,54 | 2,57 | - | 3,38 | 26,64 | 2,50 | 0,18 | 0,64 | - | 0,23 | 0,41 | - |
- | - | 2,62 | 2,65 | - | 3,50 | 26,40 | 2,58 | - | - | - | 0,22 | 0,41 | - | |
- | 3,33 | 3,27 | 3,30 | - | 4,55 | 24,30 | 3,24 | - | 0,61 | - | 0,19 | 0,37 | - | |
42,16 | - | - | - | - | - | 3,18 | 35,80 | 3,06 | - | - | - | - | - | - |
3,42 | 3,57 | 3,45 | 3,49 | - | 3,56 | 35,04 | 3,39 | 0,36 | 0,73 | - | 0,35 | 0,63 | - | |
- | 4,57 | 4,51 | 4,55 | - | 4,85 | 32,46 | 4,46 | - | 0,68 | - | 0,29 | 0,57 | - | |
48,26 | - | - | - | - | - | 3,18 | 41,90 | 3,54 | - | - | - | - | - | - |
4,09 | 4,32 | 4,08 | 4,19 | - | 3,68 | 40,90 | 4,05 | 0,27 | 0,91 | - | 0,19 | 0,86 | - | |
- | - | 4,42 | 4,53 | - | 4,00 | 40,26 | 4,39 | - | - | - | 0,16 | 0,84 | - | |
- | 5,55 | - | - | - | 5,08 | 38,10 | 5,41 | - | 0,92 | - | - | - | - | |
- | - | - | - | - | 6,35 | 35,56 | 6,56 | - | - | - | - | - | - | |
- | - | - | - | - | 7,62 | 33,02 | 7,64 | - | - | - | - | - | - | |
52,40 | - | - | - | - | - | 3,96 | 44,48 | 4,73 | - | - | - | - | - | - |
- | - | - | - | - | 5,72 | 40,96 | 6,58 | - | - | - | - | - | - | |
60,32 | 5,95 | - | 5,99 | 6,12 | 6,04 | 4,24 | 51,84 | 5,86 | 0,73 | - | - | 0,79 | 1,56 | 1,08 |
6,85 | 6,99 | 6,73 | 6,86 | 6,78 | 4,83 | 50,66 | 6,61 | 0,73 | 1,81 | 1,34 | 0,74 | 1,50 | 1,03 | |
- | - | 6,94 | 7,06 | 6,99 | 5,00 | 50,32 | 6,82 | - | - | - | 0,72 | 1,49 | 1,01 | |
8,63 | 8,85 | 8,67 | 8,79 | - | 6,45 | 47,42 | 8,57 | 0,64 | 1,63 | 1,16 | 0,61 | 1,35 | - | |
- | - | - | - | - | 7,49 | 45,34 | 9,76 | - | - | - | - | - | - | |
- | 11,09 | - | - | - | 8,53 | 43,26 | 10,89 | - | - | - | - | - | - | |
73,02 | 9,52 | 9,67 | 9,41 | 9,61 | 9,41 | 5,51 | 62,00 | 9,17 | 1,45 | 2,54 | 1,71 | 1,47 | 2,70 | 1,48 |
11,61 | 11,76 | 11,62 | 11,82 | 11,63 | 7,01 | 59,00 | 11,41 | 1,27 | 2,63 | 1,78 | 1,30 | 2,52 | 1,32 | |
12,80 | 12,95 | - | - | - | 7,82 | 57,38 | 12,57 | 1,18 | 2,27 | 1,43 | - | - | - | |
- | 14,06 | - | - | - | 8,64 | 54,74 | 13,72 | - | - | - | - | - | - | |
- | - | - | - | - | 9,96 | 53,10 | 15,49 | - | - | - | - | - | - | |
- | - | - | - | - | 11,18 | 50,66 | 17,05 | - | - | - | - | - | - | |
88,90 | 11,46 | - | - | - | - | 5,49 | 77,92 | 11,29 | 2,45 | - | - | - | - | - |
13,69 | 13,84 | 13,47 | 13,78 | 13,52 | 6,45 | 76,00 | 13,12 | 2,27 | 4,17 | 2,45 | 2,16 | 4,00 | 2,47 | |
15,18 | - | 15,09 | 15,39 | 15,14 | 7,34 | 74,22 | 14,76 | 2,18 | - | - | 2,01 | 3,86 | 2,33 | |
- | - | 16,27 | 16,58 | 16,33 | 8,00 | 72,90 | 15,96 | - | - | - | 1,92 | 3,75 | 2,23 | |
18,90 | 19,27 | 18,92 | 19,22 | 18,97 | 9,52 | 69,86 | 18,64 | 1,81 | 3,72 | 2,00 | 1,69 | 3,52 | 2,02 | |
- | - | - | - | - | 10,92 | 67,06 | 21,00 | - | - | - | - | - | - | |
- | - | - | - | - | 12,09 | 64,72 | 22,90 | - | - | - | - | - | - | |
- | - | - | - | - | 13,46 | 61,98 | 25,04 | - | - | - | - | - | - | |
101,60 | 14,14 | - | - | - | - | 5,74 | 90,12 | 13,57 | 2,81 | - | - | |||
- | - | 15,69 | 15,98 | 15,77 | 6,50 | 88,60 | 15,24 | - | - | - | 2,73 | 4,54 | 3,21 | |
- | 16,37 | 16,01 | 16,31 | 16,09 | 6,65 | 88,30 | 15,57 | - | 4,81 | - | 2,70 | 4,51 | 3,18 | |
- | - | - | - | - | 8,38 | 84,84 | 19,27 | - | - | - | - | - | - | |
- | - | - | - | - | 10,54 | 80,52 | 23,67 | - | - | - | - | - | - | |
- | - | - | - | - | 12,70 | 76,20 | 27,84 | - | - | - | - | - | - | |
- | - | - | - | - | 15,49 | 70,62 | 32,89 | - | - | - | - | - | - | |
114,30 | 18,75 | 18,97 | 18,71 | 19,15 | 18,95 | 6,88 | 100,54 | 18,23 | 2,72 | - | - | 2,92 | 5,63 | 4,36 |
- | - | 18,92 | 19,44 | 19,23 | 7,00 | 100,30 | 18,52 | - | - | - | 2,44 | 5,60 | 4,33 | |
- | - | - | - | - | 8,56 | 97,18 | 22,32 | - | - | - | - | - | - | |
- | - | - | - | - | 9,65 | 95,00 | 24,90 | - | - | - | - | - | - | |
- | - | - | - | - | 10,92 | 92,46 | 27,84 | - | - | - | - | - | - | |
- | - | - | - | - | 12,70 | 88,90 | 31,82 | - | - | - | - | - | - | |
- | - | - | - | - | 14,22 | 85,86 | 35,10 | - | - | - | - | - | - | |
- | - | - | - | - | 16,00 | 82,30 | 38,79 | - | - | - | - | - | - | |
Примечание - Насосно-компрессорные трубы показаны на рисунках D.5-D.9. | ||||||||||||||
Таблица С.27 - Размеры и предельные отклонения размеров насосно-компрессорных труб с высаженными наружу концами для соединения EU. Классы 1, 2 и 3
В миллиметрах
|
| Высаженный конец | ||||
Наружный диаметр | Толщина стенки | Номинальная масса на единицу длины трубы с резьбой и муфтой | Наружный диаметр высаженной части | Длина высаженной части, расстояние от торца трубы до начала переходного участка | Расстояние от торца трубы до конца переходного участка | Расстояние от торца трубы до начала тела трубы |
26,67 | 2,87 | 1,79 | 33,40 | 60,32 | - | - |
3,91 | 2,29 | 33,40 | ||||
33,40 | 3,38 | 2,68 | 37,31 | 63,50 | - | - |
4,55 | 3,33 | 37,31 | ||||
42,16 | 3,56 | 3,57 | 46,02 | 66,68 | - | - |
4,85 | 4,57 | 46,02 | ||||
48,26 | 3,68 | 4,32 | 53,19 | 68,26 | - | - |
5,08 | 5,55 | 53,19 | ||||
60,32 | 4,83 | 6,99 | 65,89 | 101,60 | 152,40 | 254,00 |
6,45 | 8,85 | 65,89 | ||||
8,53 | 11,09 | 65,89 | ||||
73,02 | 5,51 | 9,67 | 78,59 | 107,95 | 158,75 | 260,35 |
7,01 | 11,76 | 78,59 | ||||
7,82 | 12,95 | 78,59 | ||||
8,64 | 14,06 | 78,59 | ||||
88,90 | 6,45 | 13,84 | 95,25 | 114,30 | 165,10 | 266,70 |
9,52 | 19,27 | 95,25 | ||||
101,60 | 6,65 | 16,37 | 107,95 | 114,30 | 165,10 | 266,70 |
114,30 | 6,88 | 18,97 | 120,65 | 120,65 | 171,45 | 273,05 |
Примечание - Насосно-компрессорные трубы для соединения EU показаны на рисунке D.6. | ||||||
Таблица С.28 - Размеры и предельные отклонения размеров насосно-компрессорных труб с высаженными наружу концами для соединения НКТВ В миллиметрах | ||||||
|
| Высаженный конец | ||||
Наружный диаметр | Толщина стенки | Номинальная масса на единицу длины трубы с резьбой и муфтой | Наружный диаметр высаженной части | Длина высаженной части, расстояние от торца трубы до начала переходного участка | Расстояние от торца трубы до конца переходного участка | |
26,67 | 2,87 | 1,74 | 33,40 | 40,00 | 65,00 | |
33,40 | 3,38 | 2,57 | 37,30 | 45,00 | 70,00 | |
3,50 | 2,65 | |||||
4,55 | 3,30 | |||||
42,16 | 3,56 | 3,49 | 46,00 | 51,00 | 76,00 | |
4,85 | 4,55 | |||||
48,26 | 3,68 | 4,19 | 53,20 | 57,00 | 82,00 | |
4,00 | 4,53 | |||||
60,32 | 4,24 | 6,12 | 65,90 | 89,00 | 114,00 | |
4,83 | 6,86 | |||||
5,00 | 7,06 | |||||
6,45 | 8,79 | |||||
73,02 | 5,51 | 9,61 | 78,60 | 95,00 | 120,00 | |
7,01 | 11,82 | |||||
88,90 | 6,45 | 13,78 | 95,20 | 102,00 | 127,00 | |
7,34 | 15,39 | |||||
8,00 | 16,58 | |||||
9,52 | 19,22 | |||||
101,60 | 6,50 | 15,98 | 108,00 | 102,00 | 127,00 | |
6,85 | 16,31 | |||||
114,30 | 6,88 | 19,15 | 120,60 | 108,00 | 133,00 | |
7,00 | 19,44 | |||||
| ||||||
Таблица С.29 - Размеры и массы труб без резьбы для потайных обсадных колонн. Группа прочности J55
В миллиметрах
Наружный диаметр | Номинальная масса на единицу длины трубы | Толщина стенки | Внутренний диаметр |
88,90 | 14,76 | 7,34 | 74,22 |
101,60 | 16,89 | 7,26 | 87,08 |
114,30 | 19,44 | 7,37 | 99,56 |
127,00 | 26,70 | 9,19 | 108,62 |
139,70 | 29,52 | 9,17 | 121,36 |
168,28 | 41,18 | 10,59 | 147,10 |
Таблица С.30 - Группы длин
В метрах
Вид изделий | Наименование показателя | Группа длин R1 | Группа длин R2 | Группа длин R3 |
Обсадные трубы с резьбой и муфтами и трубы для потайных обсадных колон | Общий интервал длин, включ. | 4,88-7,62 | 7,62-10,36 | 10,36-14,63 |
Интервал длин для 95% и более труб от вагонного груза | ||||
- максимальный допустимый интервал | 1,83 | 1,52 | 1,83 | |
- минимальная допустимая длина | 5,49 | 8,53 | 10,97 | |
Насосно-компрессорные трубы с резьбой и муфтами и обсадные трубы, применяемые в качестве насосно-компрессорных труб | Общий интервал длин, включ. | 6,10-7,32 | 8,53-9,75 | 11,58-12,80 |
Интервал длин для 100% труб от вагонного груза | ||||
- максимальный допустимый интервал | 0,61 | 0,61 | 0,61 | |
Укороченные трубы | Длина | 0,61; 0,91; 1,22; 1,83; 2,44; 3,05; 3,66 | ||
| ||||
(Измененная редакция, Изм. N 1).
Таблица С.31 - Размеры стандартных оправок
В миллиметрах
Вид изделия и наружный диаметр | Размеры стандартной оправки, мин. | |
Длина | Диаметр | |
Обсадные трубы и трубы для потайных обсадных колонн: | ||
до 244,48 | 152 |
|
от 244,48 до 339,72 включ. | 305 |
|
св. 339,72 | 305 |
|
Насосно-компрессорные трубы и обсадные трубы, применяемые в качестве насосно-компрессорных труб: | ||
до 73,02 включ. | 1067 |
|
св. 73,02 | 1067 |
|
Таблица С.32 - Размеры альтернативных оправок
В миллиметрах
Наружный диаметр трубы | Толщина стенки трубы | Размеры альтернативной оправки, мин. | |
Длина | Диаметр | ||
177,80 | 8,05 | 152 | 158,75 |
11,51 | 152 | 152,40 | |
196,85 | 15,11 | 152 | 165,10 |
219,08 | 8,94 | 152 | 200,02 |
11,43 | 152 | 193,68 | |
244,48 | 10,03 | 305 | 222,25 |
13,84 | 305 | 215,90 | |
15,11 | 305 | 212,72 | |
273,05 | 10,16 | 305 | 250,82 |
12,57 | 305 | 244,48 | |
298,45 | 8,46 | 305 | 279,40 |
12,42 | 305 | 269,88 | |
13,56 | 305 | 269,88 | |
339,72 | 13,06 | 305 | 311,15 |
Таблица С.33 - Максимальная допустимая глубина линейных несовершенств для труб и заготовок для соединительных деталей
Группа прочности | Глубина от заданной толщины стенки | |
Наружное несовершенство | Внутреннее несовершенство | |
Н40, J55, K55, К72, М65, N80, L80, R95, Р110 по А.9 SR16 | 12,5 | 12,5 |
С90, Т95, Р110, Q125, Q135 | 5,0 | 5,0 |
Р110 по А.9 (SR16) и А.3 (SR2) | 5,0 | 5,0 |
(Измененная редакция, Изм. N 1).
Таблица С.34 - Максимальная допустимая глубина несовершенств поверхности для насосно-компрессорных труб EU и НКТВ с высаженными концами
Поверхность | Глубина от заданной толщины стенки тела трубы | Область применения |
Наружная поверхность высаженной части и переходного участка (рисунки D.6 и D.8) | 12,5 | Для нелинейных несовершенств, для труб всех классов |
12,5 | Для линейных несовершенств, для труб классов 1 и 2 (кроме С90 и Т95) | |
5,0 | Для линейных несовершенств, для труб классов 3 и 4 и групп прочности С90 и Т95 | |
Вся внутренняя и наружная поверхность | Максимальная суммарная глубина совпадающих несовершенств на внутренней и наружной поверхности не должна приводить к общему уменьшению толщины стенки менее 87,5% заданной толщины стенки. | |
Таблица С.35 - Размеры, масса и предельные отклонения размеров муфт для обсадных труб для соединений SC и LC
В миллиметрах
Труба | Муфта | ||||||
Наружный диаметр | Наружный диаметр | Длина | Диаметр фаски в торцовой плоскости | Ширина торцовой плоскости | Номинальная масса, кг | ||
SC | LC | SC | LC | ||||
114,30 | 127,00 | 158,75 | 177,80 | 116,68 | 3,97 | 3,62 | 4,15 |
127,00 | 141,30 | 165,10 | 196,85 | 129,38 | 4,76 | 4,66 | 5,75 |
139,70 | 153,67 | 171,45 | 203,20 | 142,08 | 3,18 | 5,23 | 6,42 |
146,05 | 166,00 | 177,00 | 215,00 | 148,40 | 6,00 | 8,00 | 9,70 |
168,28 | 187,71 | 184,15 | 222,25 | 170,66 | 6,35 | 9,12 | 11,34 |
177,80 | 194,46 | 184,15 | 228,60 | 180,18 | 4,76 | 8,39 | 10,83 |
193,70 | 215,90 | 190,50 | 234,95 | 197,64 | 5,56 | 12,30 | 15,63 |
219,08 | 244,48 | 196,85 | 254,00 | 223,04 | 6,35 | 16,23 | 21,67 |
244,48 | 269,88 | 196,85 | 266,70 | 248,44 | 6,35 | 18,03 | 25,45 |
273,05 | 298,45 | 203,20 | - | 277,02 | 6,35 | 20,78 | - |
298,45 | 323,85 | 203,20 | - | 302,42 | 6,35 | 22,64 | - |
323,85 | 351,00 | 203,20 | - | 326,30 | 9,00 | 23,40 | - |
339,72 | 365,12 | 203,20 | - | 343,69 | 5,56 | 25,66 | - |
406,40 | 431,80 | 228,60 | - | 411,96 | 5,56 | 34,91 | - |
473,08 | 508,00 | 228,60 | - | 478,63 | 5,56 | 54,01 | - |
508,00 | 533,40 | 228,60 | 292,10 | 513,56 | 5,56 | 43,42 | 57,04 |
Примечание - Обсадные трубы для соединений SC и LC показаны на рисунке D.1. | |||||||
(Измененная редакция, Изм. N 1).
Таблица С.36 - Размеры, масса и предельные отклонения размеров муфт для обсадных труб для соединения ВС
В миллиметрах
Труба | Муфта | ||||||
Наружный диаметр | Номинальная масса, кг | ||||||
Наружный диаметр | Обычная муфта | Специальная муфта | Длина | Диаметр фаски в торцовой плоскости | Ширина торцовой плоскости | Обычная муфта | Специальная муфта |
114,30 | 127,00 | 123,82 | 225,42 | 117,66 | 3,18 | 4,55 | 3,48 |
127,00 | 141,30 | 136,52 | 231,78 | 130,56 | 3,97 | 5,85 | 4,00 |
139,70 | 153,67 | 149,22 | 234,95 | 143,26 | 3,97 | 6,36 | 4,47 |
146,05 | 166,00 | 156,00 | 237,00 | 149,61 | 6,40 | 9,70 | 4,90 |
168,28 | 187,71 | 177,80 | 244,48 | 171,83 | 6,35 | 11,01 | 5,65 |
177,80 | 194,46 | 187,32 | 254,00 | 181,36 | 5,56 | 10,54 | 6,28 |
193,68 | 215,90 | 206,38 | 263,52 | 197,23 | 7,94 | 15,82 | 9,29 |
219,08 | 244,48 | 231,78 | 269,88 | 222,63 | 9,52 | 20,86 | 10,80 |
244,48 | 269,88 | 257,18 | 269,88 | 248,03 | 9,52 | 23,16 | 12,02 |
273,05 | 298,45 | 285,75 | 269,88 | 276,61 | 9,52 | 25,74 | 13,39 |
298,45 | 323,85 | - | 269,88 | 302,01 | 9,52 | 28,03 | - |
323,85 | 351,00 | - | 269,88 | 327,41 | 9,52 | 29,60 | - |
339,72 | 365,12 | - | 269,88 | 343,28 | 9,52 | 31,77 | - |
406,40 | 431,80 | - | 269,88 | 410,31 | 9,52 | 40,28 | - |
425,45 | 451,00 | - | 270,00 | 429,60 | 9,52 | 42,50 | - |
473,08 | 508,00 | - | 269,88 | 476,99 | 9,52 | 62,68 | - |
508,00 | 533,40 | - | 269,88 | 511,91 | 9,52 | 50,10 | - |
Примечание - Обсадные трубы для соединения ВС показаны на рисунке D.2. | |||||||
(Измененная редакция, Изм. N 1).
Таблица С.37 - Размеры, масса и предельные отклонения размеров муфт для обсадных труб для соединения ОТТМ В миллиметрах | ||||||||
Труба | Муфта | |||||||
Наружный диаметр | Наружный диаметр | Длина | Диаметр фаски в торцовой плоскости | Ширина торцовой плоскости | Номинальная масса, кг | |||
Обычная муфта | Спе- | Обычная муфта | Специальная муфта | |||||
101,60 | 114,00 | 110,00 | 190,00 | 103,80 | 2,50 | 4,40 | 3,30 | |
114,30 | 127,00 | 123,80 | 170,00 | 116,50 | 3,00 | 4,00 | 3,00 | |
127,00 | 141,30 | 136,50 | 174,00 | 129,20 | 4,00 | 4,80 | 3,30 | |
139,70 | 153,70 | 149,20 | 182,00 | 141,90 | 3,50 | 5,30 | 4,10 | |
146,05 | 166,00 | 156,00 | 182,00 | 148,30 | 6,50 | 7,90 | 4,40 | |
168,28 | 187,70 | 177,80 | 190,00 | 170,50 | 6,00 | 9,50 | 4,80 | |
177,80 | 194,50 | 187,30 | 198,00 | 180,00 | 4,50 | 8,60 | 5,30 | |
193,68 | 215,90 | 206,40 | 206,00 | 195,90 | 7,50 | 13,40 | 8,00 | |
219,08 | 244,50 | 231,80 | 218,00 | 221,30 | 9,00 | 18,00 | 9,60 | |
244,48 | 269,90 | 257,20 | 218,00 | 246,70 | 9,00 | 19,90 | 10,70 | |
273,05 | 298,50 | 285,80 | 218,00 | 275,30 | 8,50 | 22,20 | 12,00 | |
298,45 | 323,90 | - | 218,00 | 300,70 | 8,50 | 24,10 | - | |
323,85 | 351,00 | - | 218,00 | 326,10 | 9,50 | 25,10 | - | |
339,72 | 365,10 | - | 218,00 | 342,00 | 8,50 | 27,30 | - | |
| ||||||||
(Измененная редакция, Изм. N 1).
Таблица С.38 - Размеры, масса и предельные отклонения размеров муфт для обсадных труб для соединения ОТТГ В миллиметрах
| ||||||||||
Труба | Муфта | |||||||||
Наружный диаметр | Наружный диаметр | Длина | Диаметр фаски в торцовой плос- | Внутренний диаметр муфты | Ширина торцовой плос- | Номинальная масса, кг | ||||
| Обыч- | Специа- | Обыч- | Специа- | ||||||
114,30 | 127,00 | 123,80 | 205,00 | 116,50 | Любая | 97,00 | 3,00 | 4,80 | 3,90 | |
127,00 | 141,30 | 136,50 | 210,00 | 129,20 | Любая | 110,00 | 4,00 | 5,80 | 4,40 | |
139,70 | 153,70 | 149,20 | 218,00 | 141,90 | 9,17 | 122,00 | 3,50 | 7,00 | 5,00 | |
10,54 | 119,00 | |||||||||
146,05 | 166,00 | 156,00 | 218,00 | 148,30 | 8,50 | 130,00 | 6,50 | 9,50 | 5,20 | |
9,50 | 130,00 | |||||||||
10,70 | 126,00 | |||||||||
168,28 | 187,70 | 177,80 | 225,00 | 170,50 | - | 152,00 | 6,00 | 11,30 | 6,20 | |
8,94 | 151,00 | |||||||||
10,59 | 148,00 | |||||||||
12,06 | 148,00 | |||||||||
177,80 | 194,50 | 187,30 | 234,00 | 180,00 | 9,19 | 160,00 | 4,50 | 10,60 | 6,80 | |
Другие | 158,00 | |||||||||
193,68 | 215,90 | 206,40 | 242,00 | 195,90 | 9,52 | 175,00 | 7,50 | 15,70 | 9,40 | |
10,92 | 175,00 | |||||||||
12,70 | 172,00 | |||||||||
14,27 | 172,00 | |||||||||
15,11 | 172,00 | |||||||||
15,88 | 172,00 | |||||||||
219,08 | 244,50 | 231,80 | 254,00 | 221,30 | 8,94 | 203,00 | 9,01 | 21,60 | 11,00 | |
10,16 | 203,00 | |||||||||
11,43 | 198,00 | |||||||||
12,70 | 198,00 | |||||||||
14,15 | 198,00 | |||||||||
244,48 | 269,90 | 257,20 | 254,00 | 246,70 | 8,94 | 226,00 | 9,00 | 23,90 | 13,20 | |
10,03 | 223,00 | |||||||||
11,05 | 223,00 | |||||||||
11,99 | 223,00 | |||||||||
13,84 | 223,00 | |||||||||
15,90 | 223,00 | |||||||||
250,83 | 269,90 | - | 254,00 | 246,70 | 15,88 | 223,00 | 9,00 | 23,90 | - | |
273,05 | 298,50 | 285,80 | 254,00 | 275,30 | Любая | 256,00 | 9,00 | 26,70 | 14,80 | |
323,85 | 351,00 | - | 254,00 | 326,10 | 9,50 | 306,0 | 8,50 | 30,10 | - | |
Другие | 303,0 | |||||||||
| ||||||||||
(Измененная редакция, Изм. N 1).
Таблица С.39 - Размеры, масса и предельные отклонения размеров муфт для насосно-компрессорных труб для соединения NU
В миллиметрах
Труба | Муфта | |||||
Наружный диаметр | Наружный диаметр | Длина | Диаметр фаски в торцовой плоскости | Ширина торцовой плоскости | Диаметр торцовой плоскости муфты со специальной фаской | Номинальная масса, кг |
26,67 | 33,35 | 80,96 | 28,27 | 1,59 | 30,00 | 0,23 |
33,40 | 42,16 | 82,55 | 35,00 | 2,38 | 37,80 | 0,38 |
42,16 | 52,17 | 88,90 | 43,76 | 3,18 | 47,17 | 0,59 |
48,26 | 55,88 | 95,25 | 49,86 | 1,59 | 52,07 | 0,56 |
60,32 | 73,02 | 107,95 | 61,93 | 4,76 | 66,68 | 1,28 |
73,02 | 88,90 | 130,18 | 74,63 | 4,76 | 80,98 | 2,34 |
88,90 | 107,95 | 142,88 | 90,50 | 4,76 | 98,42 | 3,71 |
101,60 | 120,65 | 146,05 | 103,20 | 4,76 | 111,12 | 4,35 |
114,30 | 132,08 | 155,58 | 115,90 | 4,76 | 123,19 | 4,89 |
Примечание - Насосно-компрессорные трубы для соединения NU показаны на рисунке D.5. | ||||||
Таблица С.40 - Размеры, масса и предельные отклонения размеров муфт для насосно-компрессорных труб с высаженными наружу концами для соединения EU
В миллиметрах
Труба | Муфта | ||||||||
Наружный диаметр |
| ||||||||
Наруж- | Муфта обычная и обычная со специальной фаской | Специа- | Длина | Диаметр фаски в торцовой плоскости | Ширина торцовой плоскости обычной муфты | Диаметр торцовой плоскости муфты со специальной фаской | Номинальная масса, кг | ||
Обыч- | Специа- | Обыч- | Специа- | ||||||
26,67 | 42,16 | - | 82,55 | 35,00 | 2,38 | 37,80 | - | 0,38 | - |
33,40 | 48,26 | - | 88,90 | 38,89 | 2,38 | 42,77 | - | 0,57 | - |
42,16 | 55,88 | - | 95,25 | 47,63 | 3,18 | 50,95 | - | 0,68 | - |
48,26 | 63,50 | - | 98,42 | 54,76 | 3,18 | 58,34 | - | 0,84 | - |
60,32 | 77,80 | 73,91 | 123,82 | 67,46 | 3,97 | 71,83 | 69,90 | 1,55 | 1,07 |
73,02 | 93,17 | 87,88 | 133,35 | 80,16 | 5,56 | 85,88 | 83,24 | 2,40 | 1,55 |
88,90 | 114,30 | 106,17 | 146,05 | 96,85 | 6,35 | 104,78 | 100,71 | 4,10 | 2,38 |
101,60 | 127,00 | - | 152,40 | 109,55 | 6,35 | 117,48 | - | 4,82 | - |
114,30 | 141,30 | - | 158,75 | 122,25 | 6,35 | 130,96 | - | 6,05 | - |
Примечание - Насосно-компрессорные трубы для соединения EU показаны на рисунке D.6. | |||||||||
Таблица С.41 - Размеры, масса и предельные отклонения размеров муфт для насосно-компрессорных труб для соединения НКТ В миллиметрах
| ||||||
Труба | Муфта | |||||
Наружный диаметр | Наружный диаметр | Длина | Диаметр фаски в торцовой плоскости | Ширина торцовой плоскости | Номинальная масса, кг | |
33,40 | 42,20 | 84,00 | 35,00 | 2,00 | 0,40 | |
42,16 | 52,20 | 90,00 | 43,80 | 2,50 | 0,60 | |
48,26 | 55,90 | 96,00 | 49,90 | 1,50 | 0,50 | |
60,32 | 73,00 | 110,00 | 61,90 | 4,00 | 1,30 | |
73,02 | 88,90 | 132,00 | 74,60 | 5,50 | 2,40 | |
88,90 | 108,00 | 146,00 | 90,50 | 6,50 | 3,60 | |
101,60 | 120,60 | 150,00 | 103,20 | 6,50 | 4,50 | |
114,30 | 132,10 | 156,00 | 115,90 | 6,00 | 5,10 | |
| ||||||
Таблица С.42 - Размеры, масса и предельные отклонения размеров муфт для насосно-компрессорных труб с высаженными наружу концами для соединения НКТВ В миллиметрах
| ||||||
Труба | Муфта | |||||
Наружный диаметр | Наружный диаметр | Длина | Диаметр фаски в торцовой плоскости | Ширина торцовой плоскости | Номинальная масса, кг | |
26,67 | 42,20 | 84,00 | 35,00 | 2,00 | 0,40 | |
33,40 | 48,30 | 90,00 | 38,90 | 3,00 | 0,50 | |
42,16 | 55,90 | 96,00 | 47,60 | 2,50 | 0,70 | |
48,26 | 63,50 | 100,00 | 54,80 | 2,50 | 0,80 | |
60,32 | 77,80 | 126,00 | 67,50 | 3,50 | 1,50 | |
73,02 | 93,20 | 134,00 | 80,20 | 4,50 | 2,80 | |
88,90 | 114,30 | 146,00 | 96,90 | 6,50 | 4,20 | |
101,60 | 127,00 | 154,00 | 109,60 | 6,50 | 5,00 | |
114,30 | 141,30 | 156,00 | 122,30 | 7,50 | 6,30 | |
Примечания 2 Таблица введена с целью дополнения резьбовым соединением, широко применяемым в национальной промышленности. | ||||||
Таблица С.43 - Размеры, масса и предельные отклонения размеров муфт для насосно-компрессорных труб для соединения НКМ В миллиметрах
| |||||||
Труба | Муфта | ||||||
Наружный диаметр | Наружный диаметр | Длина | Внутренний диаметр упорного ycmyna | Диаметр фаски в торцовой плоскости | Ширина торцовой плоскости | Номинальная масса, кг | |
60,32 | 73,00 | 135,00 | 50,00 | 62,50 | 3,50 | 1,80 | |
73,02 | 88,90 | 135,00 | 62,00 | 75,00 | 5,00 | 2,50 | |
88,90 | 108,00 | 155,00 | 74,00 | 91,50 | 6,50 | 4,10 | |
101,60 | 120,60 | 155,00 | 88,00 | 104,00 | 6,00 | 5,10 | |
114,30 | 132,10 | 205,00 | 100,00 | 116,50 | 5,50 | 7,40 | |
| |||||||
Таблица С.44 - Допустимая глубина наружных несовершенств для муфт
В миллиметрах
Муфты для труб наружным диаметром | Класс 1, класс 2 | Класс 2 (С90 и Т95) | ||
Раковины и вмятины с пологим дном | Следы захватов и вмятины с острым дном | Раковины и вмятины с пологим дном, следы захватов и вмятины с острым дном | ||
Для насосно-компрессорных труб | До 88,90 | 0,76 | 0,64 | 0,76 |
От 88,90 до 114,30 включ. | 1,14 | 0,76 | 0,89 | |
Для обсадных труб | До 168,28 | 0,89 | 0,76 | 0,76 |
От 168,28 до 193,68 включ. | 1,14 | 1,02 | 0,89 | |
Св. 193,68 | 1,52 | 1,02 | 0,89 | |
| ||||
Таблица С.45 - Периодичность испытаний на растяжение. Обсадные и насосно-компрессорные трубы
Класс | Наружный диаметр и группы прочности | Максимальное число изделий в партии | Число испытаний | |
на партию | на плавку | |||
1 | До 168,28 мм | 400 | 1 | 1 |
168,28 мм и св. | 200 | 1 | 1 | |
2 | До 114,30 мм включ. - Группы прочности М65, L80 тип 1, R95 | 200 | 2 | 1 |
До 114,30 мм включ. - Группы прочности L80 тип 9Сr, L80 тип 13Сr | 200 | 2 | - | |
До 114,30 мм включ. - Группы прочности С90, Т95 | 200 | 1 | - | |
Св. 114,30 мм - Группы прочности М65, L80 тип 1, R95 | 100 | 2 | 1 | |
Св. 114,30 мм - Группы прочности L80 тип 9Сr, L80 тип 13Сr | 100 | 2 | - | |
Св. 114,30 мм - Группы прочности С90, Т95 | 100 | 1 | - | |
3 | До 168,28 мм | 200 | 1 | 1 |
168,28 мм и св. | 100 | 1 | 1 | |
4 | Любой наружный диаметр | - | 3 | - |
Примечания 1 Таблица включает обсадные трубы, применяемые в качестве насосно-компрессорных труб. 2 Для бесшовных труб кратной длины классов 1, 2 и 3 отдельными длинами считаются все отрезки, отрезанные от одной кратной длины, при условии, что после порезки на отдельные длины эти трубы не подвергались дополнительной термообработке. | ||||
(Измененная редакция, Изм. N 1).
Таблица С.46 - Периодичность испытаний на растяжение. Муфты и трубные заготовки для муфт
Класс, группа прочности | Способ производства муфт | Максимальное число изделий в партии | Число испытаний | ||
Заготовка для муфт | Вид изделий, подвергавшихся термообработке | на партию | на плавку | ||
1 и 3 | Трубная заготовка для муфт | Трубная заготовка для муфт, трубы наружным диаметром до 114,30 мм включ. | 200 | 1 | 1 |
Трубная заготовка для муфт, трубы наружным диаметром св. 114,30 мм | 100 | 1 | 1 | ||
Муфтовая заготовка | 400 | 1 | - | ||
Горячекованая поковка | Муфтовая заготовка | 400 | 1 | - | |
L80 тип 1
| Трубная заготовка для муфт | Трубная заготовка для муфт, трубы наружным диаметром до 114,30 мм включ. | 200 | 2 | 2 |
Трубная заготовка для муфт, трубы наружным диаметром св. 114,30 мм | 100 | 2 | 2 | ||
Муфтовая заготовка | 400 | 2 | - | ||
Горячекованая поковка | Муфтовая заготовка | 400 | 2 | - | |
L80 | Трубная заготовка для муфт | Трубная заготовка для муфт, трубы наружным диаметром до 114,30 мм включ. | 200 | 2 | - |
Трубная заготовка для муфт, трубы наружным диаметром св. 114,30 мм | 100 | 2 | - | ||
Муфтовая заготовка | 400 | 2 | - | ||
Горячекованая поковка | Муфтовая заготовка | 400 | 2 | - | |
С90, Т95 | Трубная заготовка для муфт | Трубная заготовка для муфт, трубы любого наружного диаметра | 1 | 1 | - |
Муфтовая заготовка | Для труб наружным диаметром до 244,48 мм - 50 | 1 | - | ||
Горячекованая поковка | Муфтовая заготовка | Для труб наружным диаметром до 244,48 мм - 50 | 1 | - | |
4 | Трубная заготовка для муфт | Трубная заготовка для муфт, трубы любого наружного диаметра | 1 | 1 | - |
Муфтовая заготовка | Для труб наружным диаметром до 244,48 мм - 50 | 1 | - | ||
| |||||
(Измененная редакция, Изм. N 1).
Таблица С.47 - Периодичность испытаний на растяжение. Укороченные трубы и заготовки для соединительных деталей
Класс, группа прочности | Исходная заготовка и условия проведения термообработки | Максимальное число изделий в партии | Число испытаний | ||
на партию | на плавку | ||||
1 и 3 | Класс 1: Насосно-компрессорные или обсадные трубы полной длины из одной или нескольких плавок | Наружным диаметром до 168,28 мм - 400 | 1 | 1 | |
Класс 3: Насосно-компрессорные или обсадные трубы полной длины из одной или нескольких плавок | Наружным диаметром до 168,28 мм - 200 | 1 | 1 | ||
Толстостенные или механически обработанные трубы, непрерывнолитые заготовки или горячекатаные непрерывнолитые заготовки из одной плавки | Наружным диаметром до 114,30 мм включ. - 200 | 1 | 1 | ||
Термообработанные в виде отдельных заготовок, отдельных изделий или горячекованых поковок | Обработанные в печи периодического действия | 100 укороченных труб или 400 заготовок для соединительных деталей | 1 | - | |
Обработанные в последовательных садках или в печи непрерывного действия | В соответствии с 10.2.3 | 1 | - | ||
М65, L80 тип 1 и R95
| Насосно-компрессорные или обсадные трубы полной длины из одной или нескольких плавок | Наружным диаметром до 114,30 мм включ. - 200 | 2 | 2 | |
Толстостенные или механически обработанные трубы, непрерывнолитые заготовки или горячекатаные непрерывнолитые заготовки из одной плавки | Наружным диаметром до 114,30 мм включ. - 200 | 2 | 2 | ||
Термообработанные в виде отдельных заготовок, отдельных изделий или горячекованых поковок | Обработанные в печи периодического действия | 100 укороченных труб или 400 заготовок для соединительных деталей | 2 | - | |
Обработанные в последовательных садках или в печи непрерывного действия | В соответствии с 10.2.3 | 2 | - | ||
L80 тип 9Сr, L80 тип 13Сr | Насосно-компрессорные или обсадные трубы полной длины из одной или нескольких плавок | Наружным диаметром до 114,30 мм включ. - 200 | 2 | - | |
Толстостенные или механически обработанные трубы, непрерывнолитые заготовки или горячекатаные непрерывнолитые заготовки из одной плавки | Наружным диаметром до 114,30 мм включ. - 200 | 2 | - | ||
Термообработанные в виде отдельных заготовок, отдельных изделий или горячекованых поковок | Обработанные в печи периодического действия | 100 укороченных труб или 400 заготовок для соединительных деталей | 2 | - | |
Обработанные в последовательных садках или в печи непрерывного действия | В соответствии с 10.2.3 | 2 | - | ||
С90, Т95 | Насосно-компрессорные или обсадные трубы полной длины из одной или нескольких плавок | Наружным диаметром до 114,30 мм включ. - 200 | 1 | - | |
Толстостенные или механически обработанные трубы, непрерывнолитые заготовки или горячекатаные непрерывнолитые заготовки из одной плавки | 1 | 1 | - | ||
Термообработанные в виде отдельных заготовок, отдельных изделий или горячекованых поковок | Обработанные в печи периодического действия | Наружным диаметром до 244,48 мм - 50 | 1 | - | |
Обработанные в последовательных садках или в печи непрерывного действия | Наружным диаметром до 244,48 мм - 50 | 1 | - | ||
4 | Насосно-компрессорные или обсадные трубы полной длины из одной или нескольких плавок | В соответствии с 10.2.3 | 3 | - | |
Толстостенные или механически обработанные трубы, непрерывнолитые заготовки или горячекатаные непрерывнолитые заготовки из одной плавки | 1 | 1 | - | ||
Термообработанные в виде отдельных заготовок, отдельных изделий или горячекованых поковок | Обработанные в печи периодического действия | Наружным диаметром до 244,48 мм - 50 | 1 | - | |
Обработанные в последовательных садках или в печи непрерывного действия | Наружным диаметром до 244,48 мм - 50 | 1 | - | ||
| |||||
(Измененная редакция, Изм. N 1).
Таблица С.48 - Периодичность контроля твердости
Группа проч- | Изделие и условия проведения термообработки | Число испы- | Максимальное число изделий в партии | Способ контроля | Отбор пробы для контроля | |
М65, L80 | Трубы, трубные заготовки для муфт | Наружным диаметром до 114,30 мм включ. | 2 | 200 | По толщине стенки, в одном квадранте | Проба для испытания на растяжение от тела трубы или от заготовки |
Наружным диаметром св. 114,30 мм | 2 | 100 | По толщине стенки, в одном квадранте | Проба для испытания на растяжение от тела трубы или от заготовки | ||
Муфтовые заготовки или горячекованые поковки | 2 | Партия термообработки или 400 муфт | По толщине стенки, в одном квадранте | Проба для испытания на растяжение от муфтовой заготовки | ||
Укороченные трубы и заготовки для соединительных деталей (термообработанные в виде заготовок или отдельных изделий) | Обработанные в печи периодического действия (10.2.3, перечисление а)) | 2 | 100 укороченных труб или 400 заготовок для соединительных деталей | По толщине стенки, в одном квадранте | Проба для испытания на растяжение от укороченной трубы или от заготовки для соединительных деталей | |
Обработанные в последовательных садках (10.2.3, перечисление b)) | 2 | Партия | По толщине стенки, в одном квадранте | Проба для испытания на растяжение от укороченной трубы или от заготовки для соединительных деталей | ||
Обработанные в печи непрерывного действия (10.2.3, перечисление с)) | 2 | Партия | По толщине стенки, в одном квадранте | Проба для испытания на растяжение от укороченной трубы или от заготовки для соединительных деталей | ||
С90, Т95 | Изделия после закалки | 1 | Каждый технологический маршрут или режим термообработки | По толщине стенки, в четырех квадрантах | Проба от расчетного участка с максимальной толщиной стенки | |
Трубы с невысаженными концами и трубные заготовки для муфт | 1 | Каждая труба или трубная заготовка для муфт | По толщине стенки, в одном квадранте | Проба от одного из концов, приблизительно по 50% от задних и передних концов | ||
Трубы с высаженными концами | 1 | Каждая труба | Поверхностный HRC или HRW | Проба от тела трубы и одного из высаженных концов | ||
1 | 20 | По толщине стенки, в четырех квадрантах | Проба от одного из высаженных концов | |||
1 | Наружным диаметром до 114,30 мм включ. - 200 | По толщине стенки, в четырех квадрантах | Проба для испытания на растяжение от тела трубы | |||
Муфты, укороченные трубы и заготовки для соединительных деталей | Термообработка в виде труб полной длины | 2 | Каждая труба | По толщине стенки, в четырех квадрантах | Проба от каждого конца трубы | |
Термообработка в виде отдельных изделий | 1 | Каждое изделие | Поверхностный HRC или HRW | Проба от каждого изделия | ||
1 | Наружным диаметром до 244,48 мм - 50 | По толщине стенки, в четырех квадрантах | Проба от изделия с наибольшим значением поверхностной твердости в партии | |||
Q125, Q135 | Обсадные трубы и трубные заготовки для муфт | 3 | Партия | По толщине стенки, в одном квадранте | Проба от конца изделия | |
Муфты, укороченные трубы и заготовки для соединительных деталей | Термообработка в виде труб полной длины | 1 | Каждая труба | По толщине стенки, в одном квадранте | Проба от одного из концов, приблизительно по 50% от задних и передних концов | |
Термообработка в виде отдельных изделий | 1 | Каждое изделие | Поверхностный HRC или HRW | Проба от каждого изделия | ||
1 | Наружным диаметром до 244,48 - 50 | По толщине стенки, в одном квадранте | Проба от случайно выбранного изделия | |||
| ||||||
Таблица С.49 - Периодичность испытаний на сплющивание для электросварных труб
Обсадные и насосно-компрессорные трубы | |||||
Класс | Способ термообработки | Число испытаний | |||
1, 2 и 3 | Локальная термообработка сварного шва | ||||
Термообработка по всему объему | Трубы наружным диаметром до 114,30 мм включ. | Такое же, как для труб с локальной термообработкой или 1 на партию из 100 труб или менее | |||
Трубы наружным диаметром св. 114,3 мм | Такое же, как для труб с локальной термообработкой или 1 на партию из 20 труб или менее | ||||
4 | Любой | 1 для каждого конца каждой трубы (A.5 SR11) | |||
Укороченные трубы | |||||
Класс | Способ термообработки | Максимальное число изделий в партии | Число испытаний | ||
на партию | на плавку | ||||
1, 2 и 3 | В виде отдельных изделий | В печи периодического действия | 100 укороченных труб | 1 | 1 |
В печи непрерывного действия | - | ||||
В виде труб полной длины | Наружным диаметром до 114,30 мм включ. | 200 труб | |||
Наружным диаметром св. 114,30 мм | 100 труб | ||||
4 | Любой | 1 для каждого конца каждой укороченной трубы | |||
От промежуточной трубы каждого рулона испытанию на сплющивание должны быть подвергнуты два образца: один - со сварным швом в положении 90°, другой - в положении 0°. От заднего конца последней трубы каждого рулона испытанию на сплющивание должны быть подвергнуты два образца: один - со сварным швом в положении 90°, другой - в положении 0°. Если в процессе изготовления трубы кратной длины процесс сварки прерывается, то должно быть проведено испытание на сплющивание со сварным швом в положении 90° и 0° образцов, отобранных с каждой из сторон участка прерывания сварного шва, это испытание может служить заменой испытания на сплющивание промежуточной трубы. Положение 90°: сварной шов находится в положении "3 ч" или "9 ч". Положение 0°: сварной шов находится в положении "6 ч" или "12 ч".
| |||||
Таблица С.50 - Гидростатическое испытательное давление для обсадных труб группы прочности Н40
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | ||||||||
Без резьбы | SC | LC | ВС | ОТТМ | ОТТГ | |||||
Обычная | Специ- | Обычная муфта | Специ- | Обычная муфта | Специ- | |||||
114,30 | 5,21 | 20,0 | 20,0 | - | - | - | - | - | - | - |
5,69 | 22,0 | - | - | - | - | - | - | - | - | |
6,35 | 24,5 | - | - | - | - | - | - | - | - | |
7,37 | 28,5 | - | - | - | - | - | - | - | - | |
8,56 | 33,0 | - | - | - | - | - | - | - | - | |
139,70 | 6,20 | 19,5 | 19,5 | - | - | - | 19,5 | 19,3 | - | - |
6,98 | 22,0 | 22,0 | 22,0 | - | - | 19,8 | 19,3 | - | - | |
7,72 | 24,5 | 24,5 | 24,5 | - | - | 19,8 | 19,3 | - | - | |
9,17 | 29,0 | - | 29,0 | - | - | 19,8 | 19,3 | 29,0 | 20,2 | |
10,54 | 33,0 | - | 33,0 | - | - | 19,8 | 19,3 | 33,0 | 20,2 | |
146,05 | 6,50 | 19,5 | 19,5 | - | - | - | 19,5 | - | - | - |
7,00 | 21,0 | 21,0 | 21,0 | - | - | 21,0 | - | - | - | |
7,70 | 23,0 | 23,0 | 23,0 | - | - | 23,0 | - | 23,0 | - | |
8,50 | 25,5 | - | 25,5 | - | - | 25,5 | - | 25,5 | - | |
9,50 | 28,5 | - | 28,5 | - | - | 28,5 | - | - | - | |
168,28 | 7,32 | 19,0 | 19,0 | 19,0 | 19,0 | 16,0 | 19,0 | 17,0 | - | - |
- | 21,0 | 21,0 | 21,0 | 21,0 | 16,0 | 21,0 | 17,0 | - | - | |
8,94 | 23,5 | 23,5 | 23,5 | 23,5 | 16,0 | 23,5 | 17,0 | 23,5 | 17,0 | |
10,59 | 27,5 | - | 27,5 | 27,5 | 16,0 | 27,5 | 17,0 | 27,5 | 17,0 | |
177,80 | 5,87 | 14,5 | 14,5 | - | - | - | - | - | - | - |
6,91 | 17,0 | 17,0 | - | 17,0 | 15,7 | 17,0 | 16,5 | - | - | |
8,05 | 20,0 | 20,0 | 20,0 | 20,0 | 15,7 | 20,0 | 16,5 | - | - | |
9,19 | 23,0 | 23,0 | 23,0 | 23,0 | 15,7 | 23,0 | 16,5 | 23,0 | 17,6 | |
10,36 | 25,5 | - | 25,5 | 25,5 | 15,7 | 25,5 | 16,5 | 25,5 | 17,6 | |
11,51 | 28,5 | - | - | 28,5 | 15,7 | 28,5 | 16,5 | - | - | |
12,65 | 31,5 | - | - | 31,5 | 15,7 | 31,5 | 16,5 | - | - | |
193,68 | 7,62 | 17,5 | 17,5 | - | 17,5 | 17,9 | 17,5 | 18,5 | - | - |
8,33 | 19,0 | - | - | 19,0 | 17,9 | 19,0 | 18,5 | - | - | |
9,52 | 21,5 | - | - | 21,5 | 17,9 | 21,5 | 18,5 | - | - | |
10,92 | 25,0 | - | - | 25,0 | 17,9 | 25,0 | 18,5 | - | - | |
12,70 | 29,0 | - | - | 29,0 | 17,9 | 29,0 | 18,5 | - | - | |
219,08 | 6,71 | 13,5 | 13,5 | - | - | - | - | - | - | - |
7,72 | 15,5 | 15,5 | - | 15,5 | 16,2 | 15,5 | 15,5 | - | - | |
8,94 | 18,0 | 18,0 | 18,0 | 18,0 | 16,2 | 18,0 | 17,0 | 18,0 | 18,0 | |
10,16 | 20,5 | 20,5 | 20,5 | 20,5 | 16,2 | 20,5 | 17,0 | 20,5 | 18,0 | |
11,43 | 23,0 | - | - | 23,0 | 16,2 | 23,0 | 17,0 | - | - | |
12,70 | 25,5 | - | - | 25,5 | 16,2 | 25,5 | 17,0 | - | - | |
244,48 | 7,92 | 14,5 | 14,5 | - | 14,5 | 14,6 | 14,5 | 14,5 | - | - |
8,94 | 16,0 | 16,0 | 16,0 | 16,0 | 14,6 | 16,0 | 15,0 | 16,0 | 15,5 | |
10,03 | 18,0 | 18,0 | 18,0 | 18,0 | 14,6 | 18,0 | 15,0 | 18,0 | 15,5 | |
11,05 | 20,0 | - | - | 20,0 | 14,6 | 20,0 | 15,0 | - | - | |
11,99 | 21,5 | - | - | 21,5 | 14,6 | 21,5 | 15,0 | - | - | |
13,84 | 25,0 | - | - | 25,0 | 14,6 | 25,0 | 15,0 | - | - | |
273,05 | 7,09 | 8,5 (11,5) | 8,5 (11,5) | - | - | - | - | - | - | - |
8,89 | 11,0 (14,5) | 11,0 | - | 10,5 | 13,2 | 10,5 | 13,5 | - | - | |
10,16 | 12,0 | - | - | 12,0 | 13,2 | 12,0 | 13,5 | - | - | |
11,43 | 14,0 | - | - | 14,0 | 13,2 | 14,0 | 13,5 | - | - | |
12,57 | 15,0 | - | - | 15,0 | 13,2 | 15,0 | 13,5 | - | - | |
13,84 | 16,5 | - | - | 16,5 | 13,2 | 16,5 | 13,5 | - | - | |
298,45 | 8,46 | 9,5 (12,5) | 9,5 (12,5) | - | - | - | - | - | - | - |
323,85 | 7,70 | 8,0 | - | - | - | - | - | - | - | - |
8,50 | 8,5 | - | - | 8,5 | - | 8,5 | - | - | - | |
9,50 | 9,5 | - | - | 9,5 | - | 9,5 | - | - | - | |
11,00 | 11,0 | - | - | 11,0 | - | 11,0 | - | - | - | |
12,40 | 12,5 | - | - | 12,5 | - | 12,5 | - | - | - | |
14,00 | 14,0 | - | - | 14,0 | - | 14,0 | - | - | - | |
339,72 | 8,38 | 8,0 (11,0) | 8,0 (11,0) | - | - | - | - | - | - | - |
9,65 | 9,5 | - | - | 9,5 | - | 9,5 | - | - | - | |
10,92 | 10,5 | - | - | 10,5 | - | 10,5 | - | - | - | |
12,19 | 12,0 | - | - | 12,0 | - | 12,0 | - | - | - | |
13,06 | 12,5 | - | - | 12,5 | - | 12,5 | - | - | - | |
406,40 | 9,53 | 8,0 (10,5) | 8,0 (10,5) | - | - | - | - | - | - | - |
425,45 | 8,00 | 6,5 | - | - | - | - | - | - | - | - |
8,90 | 7,0 | - | - | - | - | - | - | - | - | |
10,00 | 8,0 | - | - | - | - | - | - | - | - | |
11,50 | 9,0 | - | - | - | - | - | - | - | - | |
473,08 | 11,05 | 7,5 (10,5) | 7,5 (10,5) | - | - | - | - | - | - | - |
508,00 | 11,13 | 7,5 (9,5) | 7,5 (9,5) | 7,5 (9,5) | - | - | - | - | - | - |
Примечание - В скобках указаны значения альтернативного испытательного давления. | ||||||||||
(Измененная редакция, Изм. N 1).
Таблица С.51 - Гидростатическое испытательное давление для обсадных труб групп прочности J55 и К55
Наруж- | Тол- | Испытательное давление, МПа | ||||||||||||||
Без резь- | SC | LC | ВС | ОТТМ | ОТТГ | |||||||||||
Обычная муфта | Специа- | Обычная муфта | Специа- | Обычная муфта | Специа- | |||||||||||
J55, K55 | L80 | J55, K55 | L80 | J55, K55 | L80 | J55, K55 | L80 | J55, K55 | L80 | J55, K55 | L80 | |||||
88,90 | 7,34 | 50,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
101,60 | 6,50 | 39,0 | - | - | - | - | - | - | 39,0 | 39,0 | 33,0 | 39,0 | - | - | - | - |
7,26 | 43,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
114,30 | 5,21 | 27,5 | 27,5 | - | - | - | - | - | - | - | - | - | - | - | - | - |
5,69 | 30,0 | 30,0 | - | 30,0 | 30,0 | 30,0 | 30,0 | - | - | - | - | - | - | - | - | |
6,35 | 33,5 | 33,5 | 33,5 | 33,5 | 33,5 | 30,5 | 33,5 | 33,5 | 33,5 | 32,0 | 33,5 | - | - | - | - | |
7,37 | 39,0 | - | 39,0 | - | - | - | - | 39,0 | 39,0 | 32,0 | 33,5 | - | - | - | - | |
8,56 | 45,5 | - | 45,5 | - | - | - | - | 45,5 | 45,5 | 32,0 | 33,5 | 45,5 | 45,5 | 32,5 | 45,5 | |
127,00 | 5,59 | 26,5 | 26,5 | - | - | - | - | - | - | - | - | - | - | - | - | - |
6,43 | 30,5 | 30,5 | 30,5 | 30,5 | 30,5 | 28,5 | 30,5 | 30,5 | 30,5 | 29,0 | 30,5 | - | - | - | - | |
7,52 | 36,0 | 36,0 | 36,0 | 36,0 | 36,0 | 28,0 | 36,0 | 36,0 | 36,0 | 29,0 | 36,0 | - | - | - | - | |
9,19 | 44,0 | - | 44,0 | - | - | - | - | 44,0 | 44,0 | 29,0 | 42,5 | 39,0 | 44,0 | 29,5 | 43,5 | |
10,7 | - | - | 51,0 | - | - | - | - | 51,0 | 51,0 | 29,0 | 42,5 | 39,0 | 51,0 | 29,5 | 43,5 | |
139,70 | 6,20 | 27,0 | 27,0 | - | - | - | - | - | 27,0 | 27,0 | 27,0 | 27,0 | - | - | - | - |
6,98 | 30,5 | 30,5 | 30,5 | 30,5 | 30,5 | 26,0 | 30,5 | 30,0 | 30,0 | 27,0 | 30,5 | - | - | - | - | |
7,72 | 33,5 | 33,5 | 33,5 | 33,5 | 33,5 | 26,0 | 33,5 | 33,5 | 33,5 | 27,0 | 33,5 | - | - | - | - | |
9,17 | 40,0 | - | 40,0 | - | - | - | - | 35,5 | 40,0 | 27,0 | 39,5 | 36,0 | 40,0 | 27,5 | 40,0 | |
10,54 | 45,5 | - | 45,5 | - | - | - | - | 35,5 | 45,5 | 27,0 | 39,5 | 36,0 | 45,5 | 27,5 | 40,0 | |
12,70 | 55,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
146,05 | 6,50 | 27,0 | 27,0 | - | 27,0 | 27,0 | 27,0 | 27,0 | 27,0 | 27,0 | 27,0 | 27,0 | - | - | - | - |
7,00 | 29,0 | 29,0 | 29,0 | 29,0 | 29,0 | 27,0 | 29,0 | 29,0 | 29,0 | 27,0 | 29,0 | - | - | - | - | |
7,70 | 32,0 | 32,0 | 32,0 | 32,0 | 32,0 | 27,0 | 32,0 | 32,0 | 32,0 | 27,0 | 32,0 | - | - | - | - | |
8,50 | 35,0 | - | 35,0 | 35,0 | 35,0 | 27,0 | 35,0 | 35,0 | 35,0 | 27,0 | 35,0 | 35,0 | 35,0 | 27,5 | 35,0 | |
9,50 | 39,5 | - | 39,5 | 39,5 | 39,5 | 27,0 | 39,0 | 39,5 | 39,5 | 27,0 | 39,0 | 39,5 | 39,5 | 27,5 | 39,5 | |
10,70 | 44,5 | - | 44,5 | 44,5 | 44,5 | 27,0 | 39,0 | 43,5 | 44,5 | 27,0 | 39,0 | 44,5 | 44,5 | 27,5 | 40,0 | |
168,28 | 7,32 | 26,5 | 26,5 | 26,5 | 26,5 | 26,5 | 22,5 | 26,5 | 26,5 | 26,5 | 23,5 | 26,5 | - | - | - | - |
- | 29,0 | 29,0 | 29,0 | 29,0 | 29,0 | 21,9 | 32,0 | 29,0 | 29,0 | 23,5 | 29,0 | 29,0 | 29,0 | 25,5 | 29,0 | |
8,94 | 32,0 | 32,0 | 32,0 | 32,0 | 32,0 | 22,5 | 32,0 | 32,0 | 32,0 | 23,5 | 32,0 | 32,0 | 32,0 | 25,5 | 32,0 | |
10,59 | 38,0 | - | 38,0 | 38,0 | 38,0 | 21,9 | 32,0 | 38,0 | 38,0 | 23,5 | 34,0 | 38,0 | 38,0 | 25,5 | 34,5 | |
12,06 | 43,5 | - | 43,5 | 43,5 | 43,5 | 21,9 | 32,0 | 38,0 | 43,5 | 23,5 | 34,0 | 38,5 | 43,5 | 25,5 | 34,5 | |
177,80 | 5,87 | 20,0 | 20,0 | - | - | - | - | - | - | - | - | - | - | - | - | - |
6,91 | 23,5 | 23,5 | - | 23,5 | 23,5 | 21,5 | 31,4 | 23,5 | 23,5 | 22,5 | 23,5 | - | - | - | - | |
8,05 | 27,5 | 27,5 | 27,5 | 27,5 | 27,5 | 21,5 | 27,5 | 27,5 | 27,5 | 22,5 | 27,5 | - | - | - | - | |
9,19 | 31,5 | 31,5 | 31,5 | 31,5 | 31,5 | 21,5 | 31,5 | 31,5 | 31,5 | 22,5 | 31,5 | 31,5 | 31,5 | 23,0 | 31,5 | |
10,36 | 35,5 | - | 35,5 | 35,5 | 35,5 | 21,5 | 31,5 | 33,0 | 35,5 | 22,5 | 32,5 | 33,5 | 35,5 | 23,0 | 33,5 | |
11,51 | 39,5 | - | 39,5 | 39,5 | 39,5 | 21,5 | 31,5 | 33,0 | 39,5 | 22,5 | 32,5 | 33,5 | 39,5 | 23,0 | 33,5 | |
12,65 | 43,0 | - | 43,0 | 43,0 | 43,0 | 21,5 | 31,5 | 33,0 | 43,0 | 22,5 | 32,5 | 33,5 | 43,0 | 23,0 | 33,5 | |
193,68 | 7,62 | 24,0 | 24,0 | - | 24,0 | 24,0 | 24,0 | 24,0 | 24,0 | 24,0 | 24,0 | 24,0 | - | - | - | - |
8,33 | 26,0 | 26,0 | 26,0 | 26,0 | 26,0 | 24,5 | 26,0 | 26,0 | 26,0 | 25,5 | 26,0 | - | - | - | - | |
9,52 | 30,0 | - | 30,0 | 30,0 | 30,0 | 24,5 | 30,0 | 30,0 | 30,0 | 25,5 | 30,0 | 30,0 | 30,0 | 26,0 | 30,0 | |
10,92 | 34,0 | - | 34,0 | 34,0 | 34,0 | 24,5 | 34,0 | 34,0 | 34,0 | 25,5 | 34,0 | 34,0 | 34,0 | 26,0 | 34,0 | |
12,70 | 40,0 | - | 40,0 | 40,0 | 40,0 | 24,5 | 34,0 | 37,5 | 40,0 | 25,5 | 37,0 | 38,0 | 40,0 | 26,0 | 37,5 | |
219,08 | 6,71 | 18,5 | 18,5 | - | - | - | - | - | - | - | - | - | - | - | - | - |
7,72 | 21,5 | 21,5 | - | 21,5 | 21,5 | 21,5 | 21,5 | 21,5 | 21,5 | 21,5 | 21,5 | - | - | - | - | |
8,94 | 24,5 | 24,5 | 24,5 | 24,5 | 24,5 | 22,5 | 24,5 | 24,5 | 24,5 | 23,0 | 24,5 | 24,5 | 24,5 | 24,5 | 24,5 | |
10,16 | 28,0 | 28,0 | 28,0 | 28,0 | 28,0 | 22,5 | 28,0 | 28,0 | 28,0 | 23,0 | 28,0 | 28,0 | 28,0 | 25,0 | 28,0 | |
11,43 | 31,5 | - | 31,5 | 31,5 | 31,5 | 22,3 | 30,7 | 31,5 | 31,5 | 23,0 | 31,5 | 31,5 | 31,5 | 25,0 | 31,5 | |
12,70 | 35,0 | - | 35,0 | 35,0 | 35,0 | 22,3 | 30,7 | 35,0 | 35,0 | 23,0 | 34,0 | 35,0 | 35,0 | 25,0 | 35,0 | |
244,48 | 7,92 | 19,5 | 19,5 | - | 19,5 | 19,5 | 19,5 | 19,5 | 19,5 | 19,5 | 19,5 | 19,5 | - | - | - | - |
8,94 | 22,0 | 22,0 | 22,0 | 22,0 | 22,0 | 20,0 | 22,0 | 22,0 | 21,0 | 22,0 | 30,3 | 22,0 | 22,0 | 21,0 | 22,0 | |
10,03 | 25,0 | 25,0 | 25,0 | 25,0 | 25,0 | 20,0 | 25,0 | 25,0 | 21,0 | 25,0 | 30,3 | 25,0 | 25,0 | 21,0 | 25,0 | |
11,05 | 27,5 | - | 27,5 | 27,5 | 27,5 | 20,0 | 27,5 | 27,5 | 21,0 | 27,5 | 30,3 | 27,5 | 27,5 | 21,0 | 27,5 | |
11,99 | 29,5 | - | 29,5 | 29,5 | 29,5 | 20,0 | 27,5 | 29,5 | 21,0 | 29,5 | 30,3 | 29,5 | 29,5 | 21,0 | 29,5 | |
13,84 | 34,5 | - | 34,5 | 34,5 | 34,5 | 20,0 | 27,5 | 34,5 | 21,0 | 30,5 | 30,3 | 34,5 | 34,5 | 21,0 | 31,0 | |
273,05 | 7,09 | 12,0 | 12,0 | - | - | - | - | - | - | - | - | - | - | - | - | - |
8,89 | 15,0 (19,5) | 15,0 (19,5) | - | 15,0 (19,5) | 15,0 (19,5) | 15,0 (18,0) | 15,0 (19,5) | 15,0 | 15,0 | 15,0 | 15,0 | 15,0 | 15,0 | 15,0 | 15,0 | |
10,16 | 17,0 (22,5) | 17,0 (22,5) | - | 17,0 (22,5) | 17,0 (22,5) | 17,0 (18,0) | 17,0 (22,5) | 17,0 | 17,0 | 17,0 | 17,0 | 17,0 | 17,0 | 17,0 | 17,0 | |
11,43 | 19,0 (25,5) | 19,0 (25,5) | - | 19,0 (25,5) | 19,0 (25,5) | 18,0 (18,0) | 19,0 (25,5) | 19,0 | 19,0 | 19,0 | 19,0 | 19,0 | 19,0 | 19,0 | 19,0 | |
12,57 | 21,0 | 21,0 | - | 21,0 | 21,0 | 18,1 | 25,0 | 21,0 | 21,0 | 19,0 | 21,0 | 21,0 | 21,0 | 19,0 | 21,0 | |
13,84 | 23,0 | 23,0 | - | 23,0 | 23,0 | 18,1 | 25,0 | 23,0 | 23,0 | 19,0 | 23,0 | 23,0 | 23,0 | 19,0 | 23,0 | |
16,50 | 27,5 | - | - | - | - | - | - | 27,5 | 27,5 | 19,0 | 27,5 | - | - | - | - | |
298,45 | 8,46 | 13,0 | 13,0 | - | - | - | - | - | 13,0 | 13,0 | - | - | - | - | - | - |
9,53 | 14,5 (19,5) | 14,5 (19,5) | - | 14,5 (19,5) | 14,5 (19,5) | - | - | 14,5 | 14,5 | - | - | - | - | - | - | |
11,05 | 17,0 (22,5) | 17,0 (22,5) | - | 17,0 (22,5) | 17,0 (22,5) | - | - | 17,0 | 17,0 | - | - | - | - | - | - | |
12,42 | 19,0 (25,0) | 19,0 (25,0) | - | 19,0 (25,0) | 19,0 (25,0) | - | - | 19,0 | 19,0 | - | - | - | - | - | - | |
13,56 | 20,5 | - | - | - | - | - | - | 20,5 | 20,5 | - | - | - | - | - | - | |
14,78 | 22,5 | - | - | - | - | - | - | 22,5 | 22,5 | - | - | - | - | - | - | |
323,85 | 7,70 | 11,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
8,50 | 12,0 | 12,0 | - | 12,0 | 12,0 | - | - | 12,0 | 12,0 | - | - | - | - | - | - | |
9,50 | 13,5 | 13,5 | - | 13,5 | 13,5 | - | - | 13,5 | 13,5 | - | - | 13,5 | 13,5 | - | - | |
11,00 | 15,5 | 15,5 | - | 15,5 | 15,5 | - | - | 15,5 | 15,5 | - | - | 15,5 | 15,5 | - | - | |
12,40 | 17,5 | 17,5 | - | 17,5 | 17,5 | - | - | 17,5 | 17,5 | - | - | 17,5 | 17,5 | - | - | |
14,00 | 19,5 | 19,5 | - | 19,5 | 19,5 | - | - | 19,5 | 19,5 | - | - | 19,5 | 19,5 | - | - | |
339,72 | 8,38 | 11,0 | 11,0 | - | - | - | - | - | - | - | - | - | - | - | - | - |
9,65 | 13,0 (17,0) | 13,0 (17,0) | - | 13,0 (17,0) | 13,0 (17,0) | - | - | 13,0 | 13,0 | - | - | - | - | - | - | |
10,92 | 14,5 (19,5) | 14,5 (19,5) | - | 14,5 (19,5) | 14,5 (19,5) | - | - | 14,5 | 14,5 | - | - | - | - | - | - | |
12,19 | 16,5 (22,0) | 16,5 (22,0) | - | 16,5 (22,0) | 16,5 (22,0) | - | - | 16,5 | 16,5 | - | - | - | - | - | - | |
13,06 | 17,5 | - | - | 17,5 | 17,5 | - | - | 17,5 | 17,5 | - | - | - | - | - | - | |
14,0 | 18,5 | 18,5 | - | - | - | - | - | 18,5 | 18,5 | - | - | - | - | - | - | |
15,4 | 20,5 | - | - | - | - | - | - | 20,5 | 20,5 | - | - | - | - | - | - | |
351,00 | 9,00 | 11,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
10,00 | 13,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
11,00 | 14,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
12,00 | 15,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
377,00 | 9,00 | 11,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
10,00 | 12,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
11,00 | 13,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
12,00 | 14,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
406,40 | 11,13 | 12,5 (16,5) | 12,5 (16,5) | - | 12,5 (16,5) | 12,5 (16,5) | - | - | - | - | - | - | - | - | - | - |
12,57 | 14,0 (19,0) | 14,0 (19,0) | - | 14,0 (19,0) | 14,0 (19,0) | - | - | - | - | - | - | - | - | - | - | |
16,66 | 18,5 (25,0) | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
425,45 | 10,00 | 10,5 | - | - | 10,5 | 10,5 | - | - | - | - | - | - | - | - | - | - |
11,00 | 11,5 | - | - | 11,5 | 11,5 | - | - | - | - | - | - | - | - | - | - | |
11,50 | 12,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
12,00 | 13,0 | - | - | 13,0 | 13,0 | - | - | - | - | - | - | - | - | - | - | |
473,08 | 11,05 | 10,5 (14,0) | 10,5 (14,0) | - | 10,5 (14,0) | 10,5 (14,0) | - | - | - | - | - | - | - | - | - | - |
508,00 | 11,13 | 10,0 (13,5) | 10,0 (13,5) | 10,0 (13,5) | 10,0 (13,5) | 10,0 (13,5) | - | - | - | - | - | - | - | - | - | - |
12,70 | 11,5 (15,0) | 11,5 (15,0) | 11,5 (15,0) | 11,5 (15,0) | 11,5 (15,0) | - | - | - | - | - | - | - | - | - | - | |
16,13 | 14,5 (19,5) | 14,5 (16,5) | 14,5 (16,5) | 14,5 (16,0) | 14,5 (16,0) | - | - | - | - | - | - | - | - | - | - | |
Примечание - В скобках указаны значения альтернативного испытательного давления. | ||||||||||||||||
(Измененная редакция, Изм. N 1).
Таблица С.52 - Гидростатическое испытательное давление для обсадных труб группы прочности М65
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | ||||||||
Без резьбы | SC | LC | ВС | ОТТМ | ОТТГ | |||||
Обычная муфта | Специа- | Обычная муфта | Специа- | Обычная муфта | Специа- | |||||
114,30 | 5,21 | 32,5 | 32,5 | - | - | - | - | - | - | - |
5,69 | 35,5 | 35,5 | - | 35,5 | 35,5 | - | - | - | - | |
6,35 | 40,0 | 40,0 | 40,0 | 40,0 | 40,0 | 40,0 | 37,5 | - | - | |
7,37 | 46,0 | - | 46,0 | 46,0 | 44,0 | 45,5 | 37,5 | - | - | |
8,56 | 53,5 | - | 53,5 | - | - | 45,5 | 37,5 | 46,5 | 38,5 | |
127,00 | 5,59 | 31,5 | 31,5 | - | - | - | - | - | - | - |
6,43 | 36,5 | 36,5 | 36,5 | 36,5 | 36,5 | 36,0 | 34,5 | - | - | |
7,52 | 42,5 | - | 42,5 | 42,5 | 41,0 | 42,5 | 34,5 | - | - | |
9,19 | 52,0 | - | 52,0 | 52,0 | 41,0 | 45,5 | 34,5 | 46,0 | 35,0 | |
11,10 | 62,5 | - | 59,5 | 54,5 | 41,0 | 45,5 | 34,5 | 46,0 | 35,0 | |
139,70 | 6,20 | 32,0 | 32,0 | - | - | - | 32,0 | 32,0 | - | - |
6,98 | 36,0 | 36,0 | 36,0 | 36,0 | 36,0 | 36,0 | 32,0 | - | - | |
7,72 | 39,5 | 39,5 | 39,5 | 39,5 | 38,0 | 39,5 | 32,0 | - | - | |
9,17 | 47,0 | - | 47,0 | 47,0 | 38,0 | 41,5 | 32,0 | 42,5 | 32,5 | |
10,54 | 54,0 | - | 54,0 | 49,5 | 38,0 | 41,5 | 32,0 | 42,5 | 32,5 | |
146,05 | 6,50 | 32,0 | 32,0 | - | 32,0 | 32,0 | 32,0 | 32,0 | - | - |
7,00 | 34,5 | 34,5 | 34,5 | 34,5 | 32,0 | 34,5 | 32,0 | - | - | |
7,70 | 37,5 | 37,5 | 37,5 | 37,5 | 32,0 | 37,5 | 32,0 | - | - | |
8,50 | 41,5 | - | 41,5 | 41,5 | 32,0 | 41,5 | 32,0 | 41,5 | 32,5 | |
9,50 | 46,5 | - | 46,5 | 46,5 | 32,0 | 46,5 | 32,0 | 46,5 | 32,5 | |
10,70 | 52,5 | - | 52,5 | 52,5 | 32,0 | 51,5 | 32,0 | 52,0 | 32,5 | |
168,28 | 7,32 | 31,0 | 31,0 | 31,0 | 31,0 | 31,0 | 31,0 | 27,5 | - | - |
- | 34,0 | - | 34,0 | 34,0 | 27,5 | 34,0 | 27,5 | - | - | |
8,94 | 38,0 | - | 38,0 | 38,0 | 32,5 | 38,0 | 27,5 | 38,0 | 28,0 | |
10,59 | 45,0 | - | 45,0 | 45,0 | 32,5 | 45,0 | 27,5 | 45,0 | 28,0 | |
12,06 | 51,5 | - | 51,5 | 51,5 | 32,5 | 45,0 | 27,5 | 45,5 | 28,0 | |
177,80 | 6,91 | 28,0 | 28,0 | - | 28,0 | 28,0 | - | - | - | - |
8,05 | 32,5 | - | 32,5 | 32,5 | 31,5 | 32,5 | 26,5 | - | - | |
9,19 | 37,0 | - | 37,0 | 37,0 | 31,5 | 37,0 | 26,5 | - | - | |
10,36 | 42,0 | - | 42,0 | 42,0 | 31,5 | 41,5 | 26,5 | 39,5 | 27,0 | |
11,51 | 46,5 | - | 46,5 | 46,5 | 31,5 | 46,5 | 26,5 | 39,5 | 27,0 | |
193,68 | 8,33 | 31,0 | 31,0 | 31,0 | 31,0 | 31,0 | - | - | - | - |
9,52 | 35,0 | - | 35,0 | 35,0 | 35,0 | 35,0 | 30,0 | 35,0 | 32,2 | |
10,92 | 40,5 | - | 40,5 | 40,5 | 36,0 | 40,5 | 30,0 | 40,5 | 32,2 | |
219,08 | 6,71 | 22,0 | 22,0 | - | - | - | - | - | - | - |
7,72 | 25,5 | 25,5 | - | - | - | - | - | - | - | |
8,94 | 29,5 | 29,5 | 29,5 | 29,5 | 29,5 | 29,0 | 27,5 | 29,0 | 29,5 | |
10,16 | 33,0 | 33,0 | 33,0 | 33,0 | 32,5 | 33,0 | 27,5 | 33,0 | 29,5 | |
11,43 | 37,5 | - | 37,5 | 37,5 | 32,5 | 37,5 | 27,5 | 37,5 | 29,5 | |
244,48 | 8,94 | 26,0 | 26,0 | 26,0 | 26,0 | 26,0 | 26,0 | 24,5 | 26,0 | 25,0 |
10,03 | 29,5 | 29,5 | 29,5 | 29,5 | 29,5 | 29,5 | 24,5 | 29,5 | 25,0 | |
11,05 | 32,5 | - | 32,5 | 32,5 | 29,5 | 32,5 | 24,5 | 32,5 | 25,0 | |
11,99 | 35,0 | - | 35,0 | 35,0 | 29,5 | 35,0 | 24,5 | 35,0 | 25,0 | |
273,05 | 8,89 | 23,5 | 23,5 | - | 23,5 | 23,5 | 23,5 | 22,5 | 23,5 | 22,5 |
10,16 | 26,5 | 26,5 | - | 26,5 | 26,5 | 26,5 | 22,5 | 26,5 | 22,5 | |
11,43 | 30,0 | 30,0 | - | 30,0 | 26,5 | 30,0 | 22,5 | 30,0 | 22,5 | |
12,57 | 33,0 | 33,0 | - | 33,0 | 26,5 | 33,0 | 22,5 | 33,0 | 22,5 | |
298,45 | 9,53 | 23,0 | 23,0 | - | 23,0 | - | 23,0 | - | - | - |
11,05 | 26,5 | 26,5 | - | 26,5 | - | 26,5 | - | - | - | |
12,42 | 30,0 | 30,0 | - | 30,0 | - | 30,0 | - | - | - | |
323,85 | 8,50 | 19,0 | 19,0 | - | - | - | - | - | - | |
9,50 | 21,0 | 21,0 | - | 21,0 | - | 21,0 | - | 21,0 | - | |
11,00 | 24,5 | 24,5 | - | 24,5 | - | 24,5 | - | 24,5 | - | |
12,40 | 27,5 | 27,5 | - | 27,5 | - | 27,5 | - | 27,5 | - | |
14,00 | 31,0 | 31,0 | - | 31,0 | - | 31,0 | - | 31,0 | - | |
339,72 | 9,65 | 20,5 | 20,5 | - | 20,5 | - | 20,5 | - | - | - |
10,92 | 23,0 | 23,0 | - | 23,0 | - | 23,0 | - | - | - | |
12,19 | 25,5 | 25,5 | - | 25,5 | - | 25,5 | - | - | - | |
406,40 | 11,13 | 19,5 | 19,5 | - | 19,5 | - | - | - | - | - |
12,57 | 22,0 | 22,0 | - | 22,0 | - | - | - | - | - | |
16,66 | 29,5 | - | - | - | - | - | - | - | - | |
425,45 | 11,50 | 19,4 | - | - | - | - | - | - | - | - |
473,08 | 11,05 | 16,5 | 16,5 | - | 16,5 | - | - | - | - | - |
508,00 | 11,13 | 15,5 | 15,5 | 15,5 | 15,5 | - | - | - | - | - |
12,70 | 18,0 | 15,5 | 16,5 | 16,0 | - | - | - | - | - | |
| ||||||||||
(Измененная редакция, Изм. N 1).
Таблица С.53 - Гидростатическое испытательное давление для обсадных труб группы прочности L80
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | ||||||||
Без резьбы | SC | LC | ВС | ОТТМ | ОТТГ | |||||
Обычная муфта | Спе- | Обычная муфта | Спе- | Обычная муфта | Спе- | |||||
101,60 | 6,50 | 56,5 | - | - | - | - | 56,5 | 48,0 | - | - |
114,30 | 6,35 | 49,0 | - | 49,0 | 49,0 | 44,0 | 49,0 | 46,5 | - | - |
7,37 | 57,0 | - | 57,0 | 54,0 | 44,0 | 56,5 | 46,5 | - | - | |
8,56 | 66,0 | - | 66,0 | - | - | 56,5 | 46,5 | 57,0 | 47,5 | |
10,2 | 69,0 | - | 69,0 | - | - | 56,5 | 46,5 | 57,0 | 47,5 | |
127,00 | 6,43 | 44,5 | - | 44,5 | - | - | 44,5 | 42,5 | - | - |
7,52 | 52,5 | - | 52,5 | 52,5 | 41,0 | 52,5 | 42,5 | - | - | |
9,19 | 64,0 | - | 59,5 | 54,5 | 41,0 | 56,0 | 42,5 | 57,0 | 43,5 | |
10,7 | 69,0 | - | 59,5 | - | - | 56,0 | 42,5 | 57,0 | 43,5 | |
11,10 | 69,0 | - | 59,5 | 54,5 | 41,0 | 56,0 | 42,5 | 57,0 | 43,5 | |
12,14 | 69,0 | - | 59,5 | 54,5 | 41,0 | - | - | - | - | |
12,70 | 69,0 | - | 59,5 | 54,5 | 41,0 | - | - | - | - | |
139,70 | 6,98 | 44,0 | - | 44,0 | - | - | 44,0 | 39,5 | - | - |
7,72 | 49,0 | - | 49,0 | 49,0 | 38,0 | 49,0 | 39,5 | - | - | |
9,17 | 58,0 | - | 54,5 | 49,5 | 38,0 | 51,5 | 39,5 | 52,0 | 40,5 | |
10,54 | 66,5 | - | 54,5 | 49,5 | 38,0 | 51,5 | 39,5 | 52,0 | 40,5 | |
12,70 | 69,0 | - | - | - | - | - | - | - | - | |
146,05 | 6,50 | - | - | - | - | - | - | - | - | - |
7,00 | 42,5 | - | 42,5 | 42,5 | 39,0 | - | - | - | - | |
7,70 | 46,5 | - | 46,5 | 46,5 | 39,0 | 46,5 | 39,0 | - | - | |
8,50 | 51,5 | - | 51,5 | 51,5 | 39,0 | 51,5 | 39,0 | 51,5 | 40,0 | |
9,50 | 57,5 | - | 57,5 | 57,5 | 39,0 | 57,5 | 39,0 | 57,5 | 40,0 | |
10,70 | 64,5 | - | 64,5 | 64,5 | 39,0 | 63,5 | 39,0 | 64,0 | 40,0 | |
168,28 | 7,00 | 36,5 | - | 36,5 | 36,5 | 32,5 | 36,5 | 34,0 | - | - |
7,32 | 38,5 | - | 38,5 | 38,5 | 32,5 | 38,5 | 34,0 | - | - | |
- | 42,0 | - | - | 42,0 | 32,5 | 42,0 | 34,0 | 42,0 | 34,5 | |
8,94 | 47,0 | - | 47,0 | 47,0 | 32,5 | 47,0 | 34,0 | 47,0 | 34,5 | |
10,59 | 55,5 | - | 55,5 | 54,0 | 32,5 | 55,5 | 34,0 | 55,5 | 34,5 | |
12,06 | 63,5 | - | 59,0 | 54,0 | 32,5 | 55,5 | 34,0 | 56,0 | 34,5 | |
177,80 | 8,05 | 40,0 | - | 40,0 | 40,0 | 31,5 | 40,0 | 32,5 | - | - |
9,19 | 45,5 | - | 45,5 | 45,5 | 31,5 | 45,5 | 32,5 | 45,5 | 33,5 | |
10,36 | 51,5 | - | 51,0 | 46,5 | 31,5 | 48,0 | 32,5 | 48,5 | 33,5 | |
11,51 | 57,0 | - | 51,0 | 46,5 | 31,5 | 48,0 | 32,5 | 48,5 | 33,5 | |
12,65 | 63,0 | - | 51,0 | 46,5 | 31,5 | 48,0 | 32,5 | 48,5 | 33,5 | |
13,72 | 68,0 | - | 51,0 | 46,5 | 31,5 | 48,0 | 32,5 | 48,5 | 33,5 | |
15,00 | 69,0 | - | 51,0 | 46,5 | 31,5 | 48,0 | 32,5 | 48,5 | 33,5 | |
193,68 | 8,33 | 38,0 | - | 38,0 | 38,0 | 36,0 | 38,0 | 37,0 | - | - |
9,52 | 43,5 | - | 43,5 | 43,5 | 36,0 | 43,5 | 37,0 | 43,5 | 37,5 | |
10,92 | 50,0 | - | 50,0 | 50,0 | 36,0 | 49,5 | 37,0 | 49,5 | 37,5 | |
12,70 | 58,0 | - | 58,0 | 54,0 | 36,0 | 55,0 | 37,0 | 55,5 | 37,5 | |
14,27 | 65,0 | - | 58,0 | 54,0 | 36,0 | 55,0 | 37,0 | 55,5 | 37,5 | |
15,11 | 69,0 | - | 58,0 | 54,0 | 36,0 | 55,0 | 37,0 | 55,5 | 37,5 | |
15,88 | 69,0 | - | 58,0 | 54,0 | 36,0 | 55,0 | 37,0 | 55,5 | 37,5 | |
196,85 | 15,11 | 68,0 | - | - | - | - | - | - | - | - |
219,08 | 8,94 | 36,0 | - | - | 36,0 | 32,5 | 36,0 | 34,0 | 36,0 | 36,0 |
10,16 | 41,0 | - | 41,0 | 41,0 | 32,5 | 41,0 | 34,0 | 41,0 | 36,0 | |
11,43 | 46,0 | - | 46,0 | 46,0 | 32,5 | 46,0 | 34,0 | 46,0 | 36,0 | |
12,70 | 51,0 | - | 51,0 | 51,0 | 32,5 | 51,0 | 34,0 | 51,0 | 36,0 | |
14,15 | 57,0 | - | 57,0 | 57,0 | 32,5 | 55,0 | 34,0 | 57,0 | 36,0 | |
244,48 | 8,94 | 32,0 | - | 32,0 | 32,0 | 29,2 | 32,0 | 30,5 | 32,0 | 31,0 |
10,03 | 36,0 | - | 36,0 | 36,0 | 29,5 | 36,0 | 30,5 | 36,0 | 31,0 | |
11,05 | 40,0 | - | 40,0 | 40,0 | 29,5 | 40,0 | 30,5 | 40,0 | 31,0 | |
11,99 | 43,5 | - | 43,5 | 43,5 | 29,5 | 43,5 | 30,5 | 43,5 | 31,0 | |
13,84 | 50,0 | - | 50,0 | 49,0 | 29,5 | 50,0 | 30,5 | 50,0 | 31,0 | |
15,11 | 54,5 | - | 53,0 | 49,0 | 29,5 | 50,0 | 30,5 | 50,0 | 31,0 | |
15,90 | 57,5 | - | 57,5 | 57,5 | 29,5 | 50,0 | 30,5 | 50,0 | 31,0 | |
273,05 | 8,89 | 29,0 | 29,0 | - | 29,0 | 29,0 | 29,0 | 27,5 | 29,0 | 28,0 |
10,16 | 33,0 | 33,0 | - | 33,0 | 29,0 | 33,0 | 27,5 | 33,0 | 28,0 | |
11,43 | 37,0 | 37,0 | - | 37,0 | 29,0 | 37,0 | 27,5 | 37,0 | 28,0 | |
12,57 | 40,5 | 40,5 | - | 40,5 | 29,0 | 40,5 | 27,5 | 40,5 | 28,0 | |
13,84 | 44,5 | 44,5 | - | 44,5 | 29,0 | 44,5 | 27,5 | 44,5 | 28,0 | |
15,11 | 49,0 | 49,0 | - | 49,0 | 29,0 | 45,0 | 27,5 | 45,5 | 28,0 | |
16,50 | 53,5 | 53,5 | - | - | - | 45,0 | 27,5 | 45,5 | 28,0 | |
298,45 | 9,53 | 28,0 | - | - | - | - | 28,0 | - | - | - |
11,05 | 32,5 | 32,5 | - | - | - | 32,5 | - | - | - | |
12,42 | 37,0 | 37,0 | - | 37,0 | - | 36,5 | - | - | - | |
13,56 | 40,0 | - | - | - | - | - | - | - | - | |
14,78 | 43,5 | 43,5 | - | - | - | 41,5 | - | - | - | |
323,85 | 8,50 | 23,0 | - | - | - | - | 23,0 | - | - | - |
9,50 | 26,0 | 26,0 | - | 26,0 | - | 26,0 | - | 26,0 | - | |
11,00 | 30,5 | 30,5 | - | 30,5 | - | 30,5 | - | 30,5 | - | |
12,40 | 34,0 | 34,0 | - | 34,0 | - | 34,0 | - | 34,0 | - | |
14,00 | 38,0 | 38,0 | - | 38,0 | - | 38,0 | - | 38,0 | - | |
339,72 | 9,65 | 25,0 | 25,0 | - | 25,0 | - | 25,0 | - | - | - |
10,92 | 28,5 | 28,5 | - | 28,5 | - | 28,5 | - | - | - | |
12,19 | 31,5 | 31,5 | - | 31,5 | - | 31,5 | - | - | - | |
13,06 | 34,0 | 31,5 | - | 34,0 | - | 34,0 | - | - | - | |
14,0 | 36,5 | 36,5 | - | - | - | 36,5 | - | - | - | |
15,4 | 40,0 | 40,0 | - | - | - | 36,5 | - | - | - | |
406,40 | 16,66 | 36,0 | - | - | - | - | - | - | - | - |
425,45 | 10,00 | 20,5 | - | - | 20,5 | - | - | - | - | - |
11,00 | 23,0 | - | - | 23,0 | - | - | - | - | - | |
12,00 | 25,0 | - | - | 25,0 | - | - | - | - | - | |
(Измененная редакция, Изм. N 1).
Таблица С.54 - Гидростатическое испытательное давление для обсадных труб группы прочности N80
Наруж- | Тол- | Испытательное давление, МПа | ||||||||||||||
Без резьбы | SC | LC | ВС | ОТТМ | ОТТГ | |||||||||||
Обычная муфта | Специ- | Обычная муфта | Специ- | Обычная муфта | Специ- | |||||||||||
N80 | Р110 | N80 | Р110 | N80 | Р110 | N80 | Р110 | N80 | Р110 | N80 | Р110 | |||||
101,60 | 6,50 | 56,5 | - | - | - | - | - | - | 56,5 | 56,5 | 48,0 | 56,5 | - | - | - | - |
114,30 | 5,21 | 40,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
5,69 | 44,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
6,35 | 49,0 | - | 49,0 | 49,0 | 49,0 | 44,0 | 49,0 | 49,0 | 49,0 | 46,5 | 49,0 | - | - | - | - | |
7,37 | 57,0 | - | 57,0 | 54,0 | 57,0 | 44,0 | 57,0 | 56,5 | 57,0 | 46,5 | 57,0 | - | - | - | - | |
8,56 | 66,0 | - | 66,0 | - | - | - | - | 56,5 | 66,0 | 46,5 | 63,5 | 57,0 | 66,0 | 47,5 | 65,0 | |
10,20 | 69,0 | - | 69,0 | - | - | - | - | 56,5 | 69,0 | 46,5 | 63,5 | 57,0 | 69,0 | 47,5 | 65,0 | |
127,00 | 6,43 | 44,5 | - | 44,5 | - | - | - | - | 44,5 | 44,5 | 42,5 | 44,5 | - | - | - | - |
7,52 | 52,5 | - | 52,5 | 52,5 | 52,5 | 41,0 | 52,5 | 52,0 | 52,0 | 42,5 | 52,5 | - | - | - | - | |
9,19 | 64,0 | - | 59,5 | 54,5 | 64,0 | 41,0 | 56,5 | 56,0 | 64,0 | 42,5 | 58,5 | 57,0 | 64,0 | 43,5 | 59,5 | |
10,70 | 69,0 | - | 69,0 | - | - | - | - | 56,0 | 69,0 | 42,5 | 58,5 | 57,0 | 69,0 | 43,5 | 59,5 | |
11,10 | 69,0 | - | 59,5 | 54,5 | 69,0 | 41,0 | 56,5 | 56,0 | 69,0 | 42,5 | 58,5 | 57,0 | 69,0 | 43,5 | 59,5 | |
12,14 | 69,0 | - | 59,5 | 54,5 | 69,0 | 41,0 | 56,5 | - | - | - | - | - | - | - | - | |
12,17 | 69,0 | - | 59,5 | 54,5 | 69,0 | 41,0 | 56,5 | - | - | - | - | - | - | - | - | |
139,70 | 6,20 | 39,0 | 39,0 | - | - | - | - | - | 39,0 | 39,0 | 38,6 | 65,1 | - | - | - | - |
6,98 | 44,0 | 44,0 | 44,0 | - | - | - | - | 44,0 | 44,0 | 38,6 | 65,1 | - | - | - | - | |
7,72 | 49,0 | 49,0 | 49,0 | 49,0 | 49,0 | 38,0 | 49,0 | 49,0 | 49,0 | 38,6 | 65,1 | - | - | - | - | |
9,17 | 58,0 | - | 54,5 | 49,5 | 58,0 | 38,0 | 52,0 | 58,0 | 58,0 | 38,6 | 65,1 | 58,0 | 58,0 | 43,0 | 69,0 | |
10,54 | 66,5 | - | 54,5 | 49,5 | 66,5 | 38,0 | 52,0 | 66,5 | 66,5 | 38,6 | 65,1 | 66,5 | 66,5 | 43,0 | 69,0 | |
12,70 | 69,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
146,05 | 6,50 | 39,5 | 39,5 | - | - | - | - | - | 39,5 | 39,5 | 39,0 | 39,5 | - | - | - | - |
7,00 | 42,5 | 42,5 | 42,5 | 42,5 | 42,5 | 39,0 | 42,5 | 42,5 | 42,5 | 39,0 | 42,5 | - | - | - | - | |
7,70 | 46,5 | 46,5 | 46,5 | 46,5 | 46,5 | 39,0 | 46,5 | 46,5 | 46,5 | 39,0 | 46,5 | - | - | - | - | |
8,50 | 51,5 | - | 51,5 | 51,5 | 51,5 | 39,0 | 51,5 | 51,5 | 51,5 | 39,0 | 51,5 | 51,5 | 51,5 | 40,0 | 51,5 | |
9,50 | 57,5 | - | 57,5 | 57,5 | 57,5 | 39,0 | 53,5 | 57,5 | 57,5 | 39,0 | 53,5 | 57,5 | 57,5 | 40,5 | 54,5 | |
10,70 | 64,5 | - | 64,5 | 64,5 | 64,5 | 39,0 | 53,5 | 63,5 | 64,5 | 39,0 | 53,5 | 64,0 | 64,5 | 40,5 | 54,5 | |
168,28 | 7,32 | 38,5 | 38,5 | 38,5 | 38,5 | 38,5 | 32,0 | 32,0 | 38,5 | 38,5 | 34,0 | 38,5 | - | - | - | - |
- | 42,0 | 42,0 | 42,0 | 42,0 | 42,0 | 32,0 | 32,0 | 42,0 | 42,0 | 34,0 | 42,0 | - | - | - | - | |
8,94 | 47,0 | 47,0 | 47,0 | 47,0 | 47,0 | 32,5 | 45,0 | 47,0 | 47,0 | 34,0 | 46,5 | 47,0 | 47,0 | 34,5 | 47,0 | |
10,59 | 55,5 | - | 55,5 | 54,0 | 55,5 | 32,5 | 45,0 | 55,5 | 55,5 | 34,0 | 46,5 | 55,5 | 55,5 | 34,5 | 47,5 | |
12,06 | 63,5 | - | 59,0 | 54,0 | 63,5 | 32,5 | 45,0 | 55,5 | 63,5 | 34,0 | 46,5 | 56,0 | 63,5 | 34,5 | 47,5 | |
177,80 | 5,87 | 29,0 | 29,0 | - | - | - | - | - | - | - | - | - | - | - | - | - |
6,91 | 34,5 | 34,5 | - | - | - | - | - | 34,5 | 34,5 | 32,5 | 45,0 | - | - | - | - | |
8,05 | 40,0 | 40,0 | 40,0 | 40,0 | 40,0 | 31,5 | 40,0 | 40,0 | 40,0 | 32,5 | 45,0 | - | - | - | - | |
9,19 | 45,5 | 45,5 | 45,5 | 45,5 | 45,5 | 31,5 | 43,5 | 45,5 | 45,5 | 32,5 | 45,0 | 45,5 | 45,5 | 33,5 | 46,0 | |
10,36 | 51,5 | - | 51,0 | 46,5 | 51,5 | 31,5 | 43,5 | 48,0 | 51,5 | 32,5 | 45,0 | 48,5 | 51,5 | 33,5 | 46,0 | |
11,51 | 57,0 | - | 51,0 | 46,5 | 57,0 | 31,5 | 43,5 | 48,0 | 57,0 | 32,5 | 45,0 | 48,5 | 57,0 | 33,5 | 46,0 | |
12,65 | 63,0 | - | 51,0 | 46,5 | 63,0 | 31,5 | 43,5 | 48,0 | 63,0 | 32,5 | 45,0 | 48,5 | 63,0 | 33,5 | 46,0 | |
13,72 | 68,0 | - | 51,0 | 46,5 | 64,0 | 31,5 | 43,5 | 48,0 | 65,5 | 32,5 | 45,0 | 48,5 | 66,5 | 33,5 | 46,0 | |
193,68 | 8,33 | 38,0 | - | 38,0 | 38,0 | 38,0 | 36,0 | 38,0 | 38,0 | 38,0 | 37,0 | 38,0 | - | - | - | - |
9,52 | 43,5 | - | 43,5 | 43,5 | 43,5 | 36,0 | 43,5 | 43,5 | 43,5 | 37,0 | 43,5 | 43,5 | 43,5 | 39,5 | 43,5 | |
10,92 | 50,0 | - | 50,0 | 50,0 | 50,0 | 36,0 | 49,5 | 49,5 | 49,5 | 37,0 | 50,0 | 49,5 | 49,5 | 39,5 | 50,0 | |
12,70 | 58,0 | - | 58,0 | 54,0 | 58,0 | 36,0 | 49,5 | 55,0 | 58,0 | 37,0 | 51,0 | 55,5 | 58,0 | 39,5 | 51,5 | |
14,27 | 65,0 | - | 58,0 | 54,0 | 65,0 | 36,0 | 49,5 | 55,0 | 65,0 | 37,0 | 51,0 | 55,5 | 65,0 | 39,5 | 51,5 | |
15,11 | 69,0 | - | 58,0 | 54,0 | 69,0 | 36,0 | 49,5 | 55,0 | 69,0 | 37,0 | 51,0 | 55,5 | 69,0 | 39,5 | 51,5 | |
15,88 | 69,0 | - | 58,0 | 54,0 | 69,0 | 36,0 | 49,5 | 55,0 | 69,0 | 37,0 | 51,0 | 55,5 | 72,5 | 39,5 | 51,5 | |
196,85 | 15,11 | 68,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
219,08 | 6,71 | 27,0 | 27,0 | - | - | - | - | - | - | - | - | - | - | - | - | - |
7,72 | 31,0 | 31,0 | - | - | - | - | - | 31,0 | 31,0 | 31,0 | 31,0 | - | - | - | - | |
8,94 | 36,0 | 36,0 | 36,0 | 36,0 | 36,0 | 32,5 | 32,5 | 36,0 | 36,0 | 34,0 | 36,0 | 36,0 | 36,0 | 36,0 | 36,0 | |
10,16 | 41,0 | 41,0 | 41,0 | 41,0 | 41,0 | 32,5 | 41,0 | 41,0 | 41,0 | 34,0 | 41,0 | 41,0 | 41,0 | 36,0 | 41,0 | |
11,43 | 46,0 | - | 46,0 | 46,0 | 46,0 | 32,5 | 44,0 | 46,0 | 46,0 | 34,0 | 46,0 | 46,0 | 46,0 | 36,0 | 46,0 | |
12,70 | 51,0 | - | 51,0 | 51,0 | 51,0 | 32,5 | 44,0 | 51,0 | 51,0 | 34,0 | 46,5 | 51,0 | 51,0 | 36,0 | 49,5 | |
14,15 | 57,0 | - | 57,0 | 54,0 | 57,0 | 32,5 | 44,0 | 55,0 | 57,0 | 34,0 | 46,5 | 57,0 | 57,0 | 36,0 | 49,5 | |
244,48 | 7,92 | 28,5 | 28,5 | - | - | - | - | - | 28,5 | 28,5 | 28,5 | 28,5 | - | - | - | - |
8,94 | 32,5 | 32,0 | 32,0 | 32,0 | 32,0 | 29,5 | 32,0 | 32,0 | 32,0 | 30,5 | 32,0 | 32,0 | 32,0 | 31,0 | 32,0 | |
10,03 | 36,0 | 36,0 | 36,0 | 36,0 | 36,0 | 29,5 | 35,5 | 36,0 | 36,0 | 30,5 | 36,0 | 36,0 | 36,0 | 31,0 | 36,0 | |
11,05 | 40,0 | - | 40,0 | 40,0 | 40,0 | 29,5 | 35,5 | 40,0 | 40,0 | 30,5 | 40,0 | 40,0 | 40,0 | 31,0 | 40,0 | |
11,99 | 43,5 | - | 43,5 | 43,5 | 43,5 | 29,5 | 35,5 | 43,5 | 43,5 | 30,5 | 42,0 | 43,5 | 43,5 | 31,0 | 42,5 | |
13,84 | 50,0 | - | 50,0 | 49,0 | 50,0 | 29,5 | 35,5 | 50,0 | 50,0 | 30,5 | 42,0 | 50,0 | 50,0 | 31,0 | 42,5 | |
15,11 | 54,5 | - | 53,0 | 49,0 | 54,5 | 29,5 | 35,5 | 50,0 | 54,5 | 30,5 | 42,0 | 50,0 | 54,5 | 31,0 | 42,5 | |
250,83 | 15,88 | 53,5 | - | - | - | - | - | - | - | - | - | - | 53,5 | 53,5 | - | - |
273,05 | 8,89 | 28,5 | 28,5 | - | - | - | - | - | 28,5 | 28,5 | 27,5 | 28,5 | 28,5 | 28,5 | 28,0 | 28,5 |
10,16 | 33,0 | 33,0 | - | - | - | - | - | 33,0 | 33,0 | 27,5 | 33,0 | 33,0 | 33,0 | 28,0 | 33,0 | |
11,43 | 37,0 | 37,0 | - | 37,0 | 37,0 | 26,5 | 28,5 | 37,0 | 37,0 | 27,5 | 37,0 | 37,0 | 37,0 | 28,0 | 37,0 | |
12,57 | 40,5 | 40,5 | - | 40,5 | 40,5 | 26,5 | 28,5 | 40,5 | 40,5 | 27,5 | 37,5 | 40,5 | 40,5 | 28,0 | 38,0 | |
13,84 | 44,5 | 44,5 | - | - | - | - | - | 44,5 | 44,5 | 27,5 | 37,5 | 44,5 | 44,5 | 28,0 | 38,0 | |
15,11 | 49,0 | 49,0 | - | - | - | - | - | 45,0 | 49,0 | 27,5 | 37,5 | 45,5 | 49,0 | 28,0 | 38,0 | |
298,45 | 9,53 | 28,0 | - | - | - | - | - | - | 28,0 | 28,0 | - | - | - | - | - | - |
11,05 | 32,5 | 32,5 | - | - | - | - | - | 32,5 | 32,5 | - | - | - | - | - | - | |
12,42 | 37,0 | 37,0 | - | 37,0 | 37,0 | - | - | 36,5 | 36,5 | - | - | - | - | - | - | |
13,56 | 40,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
14,78 | 43,5 | 43,5 | - | - | - | - | - | 41,5 | 43,5 | - | - | - | - | - | - | |
323,85 | 9,50 | 26,0 | 26,0 | - | 26,0 | 26,0 | - | - | 26,0 | 26,0 | - | - | 26,0 | 26,0 | - | - |
11,00 | 30,5 | 30,5 | - | 30,5 | 30,5 | - | - | 30,5 | 30,5 | - | - | 30,5 | 30,5 | - | - | |
12,40 | 34,0 | 34,0 | - | 34,0 | 34,0 | - | - | 34,0 | 34,0 | - | - | 34,0 | 34,0 | - | - | |
14,00 | 38,0 | 38,0 | - | 38,0 | 38,0 | - | - | 38,0 | 38,0 | - | - | 38,0 | 38,0 | - | - | |
339,72 | 9,65 | 25,0 | 25,0 | - | 25,0 | 25,0 | - | - | 25,0 | 25,0 | - | - | - | - | - | - |
10,92 | 28,5 | 28,5 | - | 28,5 | 28,5 | - | - | 28,5 | 28,5 | - | - | - | - | - | - | |
12,19 | 31,5 | 31,5 | - | 31,5 | 31,5 | - | - | 31,5 | 31,5 | - | - | - | - | - | - | |
13,06 | 34,0 | 31,5 | - | 34,0 | 34,0 | - | - | 34,0 | 34,0 | - | - | - | - | - | - | |
14,00 | 36,5 | 36,5 | - | - | - | - | - | 36,5 | 36,5 | - | - | - | - | - | - | |
406,40 | 16,66 | 36,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
425,45 | 10,00 | 20,5 | - | - | 20,5 | 20,5 | - | - | - | - | - | - | - | - | - | - |
11,00 | 23,0 | - | - | 23,0 | 23,0 | - | - | - | - | - | - | - | - | - | - | |
12,00 | 25,0 | - | - | 25,0 | 25,0 | - | - | - | - | - | - | - | - | - | - | |
(Измененная редакция, Изм. N 1).
Таблица С.55 - Гидростатическое испытательное давление для обсадных труб группы прочности С90
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | ||||||||
Без резьбы | SC | LC | ВС | ОТТМ | ОТТГ | |||||
Обычная муфта | Специ- | Обычная муфта | Специ- | Обычная муфта | Специ- | |||||
114,30 | 6,35 | 55,0 | - | 55,0 | 55,0 | 49,5 | 55,0 | 52,0 | - | - |
7,37 | 64,0 | - | 64,0 | 61,0 | 49,5 | 63,5 | 52,0 | - | - | |
8,56 | 69,0 | - | 69,0 | - | - | 63,5 | 52,0 | 64,5 | 53,0 | |
10,20 | 69,0 | - | 69,0 | - | - | 63,5 | 52,0 | 64,5 | 53,0 | |
127,00 | 6,43 | 50,5 | - | 50,5 | - | - | 50,5 | 48,0 | - | - |
7,52 | 59,0 | - | 59,0 | 59,0 | 46,5 | 59,0 | 48,0 | - | - | |
9,19 | 69,0 | - | 67,0 | 61,5 | 46,5 | 63,0 | 48,0 | 64,0 | 48,5 | |
11,10 | 69,0 | - | 67,0 | 61,5 | 46,5 | 63,0 | 48,0 | 64,0 | 48,5 | |
12,14 | 69,0 | - | 67,0 | 61,5 | 46,5 | - | - | - | - | |
12,70 | 69,0 | - | 67,0 | 61,5 | 46,5 | - | - | - | - | |
139,70 | 6,98 | 49,5 | - | 49,5 | - | - | 49,5 | 44,5 | - | - |
7,72 | 55,0 | - | 55,0 | 55,0 | 42,5 | 55,0 | 44,5 | - | - | |
9,17 | 65,0 | - | 61,5 | 56,0 | 42,5 | 58,0 | 44,5 | 58,5 | 45,5 | |
10,54 | 69,0 | - | 61,5 | 56,0 | 42,5 | 58,0 | 44,5 | 58,5 | 45,5 | |
12,70 | 69,0 | - | - | - | - | - | - | - | - | |
14,27 | 69,0 | - | - | - | - | - | - | - | - | |
15,88 | 69,0 | - | - | - | - | - | - | - - | - - | |
17,45 | 69,0 | - | - | - | - | - | - | - | - | |
19,05 | 69,0 | - | - | - | - | - | - | - | - | |
20,62 | 69,0 | - | - | - | - | - | - | - | - | |
22,22 | 69,0 | - | - | - | - | - | - | - | - | |
146,05 | 7,00 | 47,5 | - | 47,5 | - | - | 47,5 | 44,0 | - | - |
7,70 | 52,5 | - | 52,5 | 52,5 | 44,0 | 52,5 | 44,0 | - | - | |
8,50 | 58,0 | - | 58,0 | 58,0 | 44,0 | 58,0 | 44,0 | 58,0 | 45,5 | |
9,50 | 64,5 | - | 64,5 | 64,5 | 44,0 | 64,5 | 44,0 | 64,5 | 45,5 | |
10,70 | 69,0 | - | 69,0 | 69,0 | 44,0 | 69,0 | 44,0 | 69,0 | 45,5 | |
12,70 | 69,0 | - | - | - | - | - | - | - | - | |
14,27 | 69,0 | - | - | - | - | - | - | - | - | |
15,88 | 69,0 | - | - | - | - | - | - | - | - | |
17,45 | 69,0 | - | - | - | - | - | - | - | - | |
19,05 | 69,0 | - | - | - | - | - | - | - | - | |
20,62 | 69,0 | - | - | - | - | - | - | - | - | |
22,22 | 69,0 | - | - | - | - | - | - | - | - | |
168,28 | 8,94 | 53,0 | - | 53,0 | 53,0 | 36,5 | 52,5 | 38,0 | 52,5 | 39,0 |
10,59 | 62,5 | - | 62,5 | 61,0 | 36,5 | 62,5 | 38,0 | 62,5 | 39,0 | |
12,06 | 69,0 | - | 66,5 | 61,0 | 36,5 | 62,5 | 38,0 | 63,0 | 39,0 | |
12,70 | 69,0 | - | - | - | - | - | - | - | - | |
14,27 | 69,0 | - | - | - | - | - | - | - | - | |
15,88 | 69,0 | - | - | - | - | - | - | - | - | |
17,45 | 69,0 | - | - | - | - | - | - | - | - | |
19,05 | 69,0 | - | - | - | - | - | - | - | - | |
20,62 | 69,0 | - | - | - | - | - | - | - | - | |
22,22 | 69,0 | - | - | - | - | - | - | - | - | |
177,80 | 8,05 | 45,0 | - | 45,0 | 45,0 | 35,5 | 45,0 | 37,0 | - | - |
9,19 | 51,5 | - | 51,5 | 51,5 | 35,5 | 51,5 | 37,0 | - | - | |
10,36 | 58,0 | - | 57,5 | 52,5 | 35,5 | 54,0 | 37,0 | 54,5 | 37,5 | |
11,51 | 64,5 | - | 57,5 | 52,5 | 35,5 | 54,0 | 37,0 | 54,5 | 37,5 | |
12,65 | 69,0 | - | 57,5 | 52,5 | 35,5 | 54,0 | 37,0 | 54,5 | 37,5 | |
13,72 | 69,0 | - | 57,5 | 52,5 | 35,5 | 54,0 | 37,0 | 54,5 | 37,5 | |
15,88 | 69,0 | - | - | - | - | - | - | - | - | |
17,45 | 69,0 | - | - | - | - | - | - | - | - | |
19,05 | 69,0 | - | - | - | - | - | - | - | - | |
20,62 | 69,0 | - | - | - | - | - | - | - | - | |
22,22 | 69,0 | - | - | - | - | - | - | - | - | |
193,68 | 8,33 | 42,5 | - | 42,5 | 42,5 | 40,5 | 42,5 | 42,0 | - | - |
9,52 | 49,0 | - | 49,0 | 49,0 | 40,5 | 49,0 | 42,0 | 49,0 | 42,5 | |
10,92 | 56,0 | - | 56,0 | 56,0 | 40,5 | 56,0 | 42,0 | 56,0 | 42,5 | |
12,70 | 65,0 | - | 65,0 | 61,0 | 40,5 | 62,0 | 42,0 | 62,5 | 42,5 | |
14,27 | 69,0 | - | 65,0 | 61,0 | 40,5 | 62,0 | 42,0 | 62,5 | 42,5 | |
15,11 | 69,0 | - | 65,0 | 61,0 | 40,5 | 62,0 | 42,0 | 62,5 | 42,5 | |
15,88 | 69,0 | - | 65,0 | 61,0 | 40,5 | 62,0 | 42,0 | 62,5 | 42,5 | |
17,45 | 69,0 | - | - | - | - | - | - | - | - | |
19,05 | 69,0 | - | - | - | - | - | - | - | - | |
196,85 | 15,11 | 69,0 | - | - | - | - | - | - | - | - |
219,08 | 8,94 | 40,5 | - | 40,5 | 40,5 | 36,6 | 40,5 | 42,0 | - | - |
10,16 | 46,0 | - | 46,0 | 46,0 | 36,5 | 46,0 | 42,0 | 46,0 | 40,5 | |
11,43 | 52,0 | - | 52,0 | 52,0 | 36,5 | 52,0 | 42,0 | 52,0 | 40,5 | |
12,70 | 57,5 | - | 57,5 | 57,5 | 36,5 | 57,5 | 42,0 | 57,5 | 40,5 | |
14,15 | 64,0 | - | 64,0 | 60,5 | 36,5 | 62,0 | 42,0 | 64,0 | 40,5 | |
244,48 | 8,94 | 36,5 | - | 36,5 | 36,5 | 33,0 | 36,5 | 34,0 | - | - |
10,03 | 41,0 | - | 41,0 | 41,0 | 33,0 | 40,5 | 34,0 | 41,0 | 34,5 | |
11,05 | 45,0 | - | 45,0 | 45,0 | 33,0 | 45,0 | 34,0 | 45,0 | 34,5 | |
11,99 | 48,5 | - | 48,5 | 48,5 | 33,0 | 48,5 | 34,0 | 48,5 | 34,5 | |
13,84 | 56,0 | - | 56,0 | 55,0 | 33,0 | 56,0 | 34,0 | 56,0 | 34,5 | |
15,11 | 61,5 | - | 58,5 | 55,0 | 33,0 | 56,0 | 34,0 | 56,5 | 34,5 | |
15,47 | 63,0 | - | - | - | - | - | - | - | - | |
17,07 | 69,0 | - | - | - | - | - | - | - | - | |
18,64 | 69,0 | - | - | - | - | - | - | - | - | |
20,24 | 69,0 | - | - | - | - | - | - | - | - | |
250,83 | 15,88 | 60,0 | - | - | - | - | - | - | 60,0 | - |
273,05 | 8,89 | 32,5 | 32,5 | - | 32,5 | 28,5 | 32,5 | 31,0 | - | - |
10,16 | 37,0 | 37,0 | - | 37,0 | 28,5 | 37,0 | 31,0 | 37,0 | 31,0 | |
11,43 | 41,5 | 41,5 | - | 41,5 | 28,5 | 41,5 | 31,0 | 41,5 | 31,0 | |
12,57 | 45,5 | 45,5 | - | 45,5 | 28,5 | 45,5 | 31,0 | 45,5 | 31,0 | |
13,84 | 50,5 | 47,5 | - | 49,5 | 28,5 | 50,5 | 31,0 | 50,5 | 31,0 | |
15,11 | 55,0 | 47,5 | - | 49,5 | 28,5 | 50,5 | 31,0 | 51,0 | 31,0 | |
17,07 | 62,0 | - | - | - | - | - | - | - | - | |
18,64 | 68,0 | - | - | - | - | - | - | - | - | |
20,24 | 69,0 | - | - | - | - | - | - | - | - | |
298,45 | 11,05 | 36,5 | 36,5 | - | - | - | 36,5 | - | 36,5 | - |
12,42 | 41,5 | 40,0 | - | 41,5 | - | 41,5 | - | - | - | |
13,56 | 45,0 | - | - | - | - | - | - | - | - | |
14,78 | 49,0 | - | - | - | - | 49,0 | - | - | - | |
323,85 | 9,50 | 29,0 | 29,0 | - | 29,0 | - | 29,0 | - | 29,0 | - |
11,00 | 34,0 | 34,0 | - | 34,0 | - | 34,0 | - | 34,0 | - | |
12,40 | 38,0 | 38,0 | - | 38,0 | - | 38,0 | - | 38,0 | - | |
339,72 | 9,65 | 28,0 | 28,0 | - | 28,0 | - | 28,0 | - | - | - |
10,92 | 32,0 | 32,0 | - | 32,0 | - | 32,0 | - | - | - | |
12,19 | 35,5 | 31,5 | - | 34,0 | - | 35,5 | - | - | - | |
13,06 | 38,0 | 31,5 | - | 34,0 | - | 38,0 | - | - | - | |
(Измененная редакция, Изм. N 1).
Таблица С.56 - Гидростатическое испытательное давление для обсадных труб группы прочности R95
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | ||||||||
Без резьбы | SC | LC | ВС | ОТТМ | ОТТГ | |||||
Обычная муфта | Специ- | Обычная муфта | Специ- | Обычная муфта | Специ- | |||||
101,60 | 6,50 | 67,0 | - | - | - | - | 67,0 | 56,5 | - | - |
114,30 | 6,35 | 58,0 | - | 58,0 | 58,0 | 52,5 | 55,5 | 55,0 | - | - |
7,37 | 67,5 | - | 67,5 | 64,0 | 52,5 | 64,0 | 55,0 | - | - | |
8,56 | 64,0 | - | 64,0 | - | - | 67,0 | 55,0 | - | - | |
10,2 | 69,0 | - | 69,0 | - | - | 67,0 | 55,0 | 68,0 | 56,0 | |
127,00 | 6,43 | 53,0 | - | 53,0 | - | - | 53,0 | 55,5 | - | - |
7,52 | 62,0 | - | 62,0 | 62,0 | 49,0 | 62,0 | 55,5 | 62,0 | 51,5 | |
9,19 | 69,0 | - | 69,0 | 65,0 | 49,0 | 66,5 | 55,5 | 67,5 | 51,5 | |
10,7 | 69,0 | - | 69,0 | - | - | 66,5 | 55,5 | 67,5 | 51,5 | |
11,10 | 69,0 | - | 69,0 | 65,0 | 49,0 | 66,5 | 55,5 | 67,5 | 51,5 | |
12,14 | 69,0 | - | 69,0 | 65,0 | 49,0 | - | - | - | - | |
12,70 | 69,0 | - | 69,0 | 65,0 | 49,0 | - | - | - | - | |
139,70 | 6,98 | 52,5 | - | 52,5 | - | - | 52,5 | 47,0 | - | - |
7,72 | 58,0 | - | 58,0 | 58,0 | 45,0 | 55,0 | 47,0 | - | - | |
9,17 | 69,0 | - | 64,5 | 59,0 | 45,0 | 61,0 | 47,0 | 62,0 | 48,0 | |
10,54 | 69,0 | - | 64,5 | 59,0 | 45,0 | 61,0 | 47,0 | 62,0 | 48,0 | |
12,70 | 69,0 | - | - | - | - | - | - | - | - | |
146,05 | 7,00 | 50,0 | - | 50,0 | 50,0 | 46,5 | 55,0 | 46,5 | - | - |
7,70 | 55,0 | - | 55,0 | 55,0 | 46,5 | 55,0 | 46,5 | - | - | |
8,50 | 61,0 | - | 61,0 | 61,0 | 46,5 | 61,0 | 46,5 | 61,0 | 47,5 | |
9,50 | 68,0 | - | 68,0 | 68,0 | 46,5 | 68,0 | 46,5 | 68,0 | 47,5 | |
10,70 | 69,0 | - | 69,0 | 69,0 | 46,5 | 69,0 | 46,5 | 69,0 | 47,5 | |
168,28 | 7,32 | 45,5 | - | 45,5 | 45,5 | 38,0 | 45,5 | 40,0 | - | - |
- | 50,0 | - | 50,0 | 50,0 | 38,0 | 50,0 | 40,0 | 50,0 | 41,0 | |
8,94 | 55,5 | - | 55,5 | 55,5 | 38,5 | 55,5 | 40,0 | 55,5 | 41,0 | |
10,59 | 66,0 | - | 66,0 | 64,5 | 38,5 | 65,5 | 40,0 | 66,0 | 41,0 | |
12,06 | 69,0 | - | 69,0 | 64,5 | 38,5 | 65,5 | 40,0 | 66,5 | 41,0 | |
177,80 | 8,05 | 47,5 | - | 47,5 | 47,5 | 37,5 | 47,5 | 39,0 | - | - |
9,19 | 54,0 | - | 54,0 | 54,0 | 37,5 | 54,0 | 39,0 | 54,0 | 39,5 | |
10,36 | 61,0 | - | 60,5 | 55,5 | 37,5 | 57,0 | 39,0 | 57,5 | 39,5 | |
11,51 | 68,0 | - | 60,5 | 55,5 | 37,5 | 57,0 | 39,0 | 57,5 | 39,5 | |
12,65 | 69,0 | - | 60,5 | 55,5 | 37,5 | 57,0 | 39,0 | 57,5 | 39,5 | |
13,72 | 69,0 | - | 60,5 | 55,5 | 37,5 | 57,0 | 39,0 | 57,5 | 39,5 | |
15,00 | 69,0 | - | - | 55,5 | 37,5 | 57,0 | 39,0 | 57,5 | 39,5 | |
193,68 | 8,33 | 45,0 | - | 45,0 | 45,0 | 43,0 | 45,0 | 44,0 | - | - |
9,52 | 51,5 | - | 51,5 | 51,5 | 43,0 | 51,5 | 44,0 | 51,5 | 44,5 | |
10,92 | 59,0 | - | 59,0 | 59,0 | 43,0 | 59,0 | 44,0 | 59,0 | 44,5 | |
12,70 | 68,5 | - | 68,5 | 64,0 | 43,0 | 65,0 | 44,0 | 66,0 | 44,5 | |
14,27 | 69,0 | - | 68,5 | 64,0 | 43,0 | 65,0 | 44,0 | 66,0 | 44,5 | |
15,11 | 69,0 | - | 68,5 | 64,0 | 43,0 | 65,0 | 44,0 | 66,0 | 44,5 | |
15,88 | 69,0 | - | 68,5 | 64,0 | 43,0 | 65,0 | 44,0 | 66,0 | 44,5 | |
196,85 | 15,11 | 69,0 | - | - | - | - | - | - | - | - |
219,08 | 8,94 | 43,0 | - | 43,0 | 43,0 | 38,6 | 43,0 | 40,0 | 43,0 | 43,0 |
10,16 | 48,5 | - | 48,5 | 48,5 | 38,5 | 48,5 | 40,0 | 48,5 | 43,0 | |
11,43 | 54,5 | - | 54,5 | 54,5 | 38,5 | 54,5 | 40,0 | 54,5 | 43,0 | |
12,70 | 61,0 | - | 61,0 | 61,0 | 38,5 | 61,0 | 40,0 | 61,0 | 43,0 | |
14,15 | 67,5 | - | 67,5 | 64,0 | 38,5 | 65,0 | 40,0 | 67,5 | 43,0 | |
244,48 | 8,94 | 38,5 | - | 38,5 | 38,5 | 35,0 | 38,5 | 36,0 | 38,5 | 36,5 |
10,03 | 43,0 | - | 43,0 | 43,0 | 35,0 | 43,0 | 36,0 | 43,0 | 36,5 | |
11,05 | 47,5 | - | 47,5 | 47,5 | 35,0 | 47,5 | 36,0 | 47,5 | 36,5 | |
11,99 | 51,5 | - | 51,5 | 51,5 | 35,0 | 51,5 | 36,0 | 51,5 | 36,5 | |
13,84 | 59,5 | - | 58,5 | 58,0 | 35,0 | 59,0 | 36,0 | 59,5 | 36,5 | |
15,11 | 65,0 | - | 58,5 | 58,0 | 35,0 | 59,0 | 36,0 | 59,5 | 36,5 | |
15,90 | 68,0 | - | 58,5 | 58,0 | 35,0 | 59,0 | 36,0 | 59,5 | 36,5 | |
273,05 | 8,89 | 34,0 | 34,0 | - | 34,0 | 28,5 | 34,0 | 32,5 | 34,0 | 33,0 |
10,16 | 39,0 | 39,0 | - | 39,0 | 28,5 | 39,0 | 32,5 | 39,0 | 33,0 | |
11,43 | 44,0 | 44,0 | - | 44,0 | 28,5 | 44,0 | 32,5 | 44,0 | 33,0 | |
12,57 | 48,0 | 48,0 | - | 48,0 | 28,5 | 48,0 | 32,5 | 48,0 | 33,0 | |
13,84 | 50,5 | 53,0 | 41,5 | 53,0 | 28,5 | 53,0 | 32,5 | 53,0 | 33,0 | |
15,11 | 58,0 | 58,0 | 46,0 | 58,0 | 28,5 | 53,5 | 32,5 | 54,0 | 33,0 | |
16,50 | 63,5 | 63,5 | 60,0 | - | - | 53,5 | 32,5 | 54,0 | 33,0 | |
298,45 | 9,53 | 32,0 | - | - | - | - | 33,5 | - | - | - |
11,05 | 36,5 | 39,0 | - | - | - | 39,0 | - | - | - | |
12,42 | 43,5 | 43,5 | - | 43,5 | - | 43,5 | - | - | - | |
13,56 | 47,5 | - | - | - | - | - | - | - | - | |
14,78 | 52,0 | 52,0 | - | - | - | 49,5 | - | - | - | |
323,85 | 8,50 | 27,5 | 27,5 | - | 27,5 | - | 27,5 | - | - | - |
9,50 | 30,5 | 30,5 | - | 30,5 | - | 30,5 | - | 30,5 | - | |
11,00 | 36,0 | 36,0 | - | 36,0 | - | 36,0 | - | 36,0 | - | |
12,40 | 40,0 | 40,0 | - | 40,0 | - | 40,0 | - | 40,0 | - | |
14,00 | 45,5 | 45,5 | - | 45,5 | - | 45,5 | - | 45,5 | - | |
339,72 | 9,65 | 30,0 | 30,0 | - | 30,0 | - | 30,0 | - | - | - |
10,92 | 33,5 | 33,5 | - | 33,5 | - | 33,5 | - | - | - | |
12,19 | 37,5 | 37,5 | - | 37,5 | - | 37,5 | - | - | - | |
13,06 | 40,5 | 40,5 | - | 40,5 | - | 40,5 | - | - | - | |
14,0 | 43,0 | 43,0 | - | - | - | 43,0 | - | - | - | |
15,4 | 47,5 | 47,5 | - | - | - | 43,5 | - | - | - | |
406,40 | 16,66 | 43,0 | - | - | - | - | - | - | - | - |
425,45 | 10,00 | 24,5 | - | - | 24,5 | - | - | - | - | - |
11,00 | 27,0 | - | - | 27,0 | - | - | - | - | - | |
12,00 | 29,5 | - | - | 29,5 | - | - | - | - | - | |
(Измененная редакция, Изм. N 1).
Таблица С.57 - Гидростатическое испытательное давление для обсадных труб группы прочности Т95
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | ||||||||
Без резьбы | SC | LC | ВС | ОТТМ | ОТТГ | |||||
Обычная муфта | Специ- | Обычная муфта | Специ- | Обычная муфта | Специ- | |||||
114,30 | 6,35 | 58,0 | - | 58,0 | 58,0 | 52,5 | 58,0 | 55,0 | - | - |
7,37 | 67,5 | - | 67,5 | 64,0 | 52,5 | 67,0 | 55,0 | - | - | |
8,56 | 69,0 | - | 69,0 | - | - | 67,0 | 55,0 | 68,0 | 56,0 | |
10,20 | 69,0 | - | 69,0 | - | - | 67,0 | 55,0 | 68,0 | 56,0 | |
127,00 | 6,43 | 53,0 | - | 53,0 | - | - | 53,0 | 50,0 | - | - |
7,52 | 62,0 | - | 62,0 | 62,0 | 49,0 | 62,0 | 50,0 | - | - | |
9,19 | 69,0 | - | 69,0 | 65,0 | 49,0 | 66,5 | 50,0 | 67,5 | 51,5 | |
11,10 | 69,0 | - | 69,0 | 65,0 | 49,0 | 66,5 | 50,0 | 67,5 | 51,5 | |
12,14 | 69,0 | - | 69,0 | 65,0 | 49,0 | - | - | - | - | |
12,70 | 69,0 | - | 69,0 | 65,0 | 49,0 | - | - | - | - | |
139,70 | 6,98 | 52,5 | - | 52,5 | - | - | 52,5 | 47,0 | - | - |
7,72 | 58,0 | - | 58,0 | 58,0 | 45,0 | 58,0 | 47,0 | - | - | |
9,17 | 69,0 | - | 64,5 | 59,0 | 45,0 | 61,0 | 47,0 | 62,0 | 48,0 | |
10,54 | 69,0 | - | 64,5 | 59,0 | 45,0 | 61,0 | 47,0 | 62,0 | 48,0 | |
12,70 | 69,0 | - | - | - | - | - | - | - | - | |
14,27 | 69,0 | - | - | - | - | - | - | - | - | |
15,88 | 69,0 | - | - | - | - | - | - | - | - | |
17,45 | 69,0 | - | - | - | - | - | - | - | - | |
19,05 | 69,0 | - | - | - | - | - | - | - | - | |
20,62 | 69,0 | - | - | - | - | - | - | - | - | |
22,22 | 69,0 | - | - | - | - | - | - | - | - | |
146,05 | 7,00 | 50,0 | - | 50,0 | - | - | 50,0 | 46,5 | - | - |
7,70 | 55,0 | - | 55,0 | 55,0 | 46,5 | 55,0 | 46,5 | - | - | |
8,50 | 61,0 | - | 61,0 | 61,0 | 46,5 | 61,0 | 46,5 | 61,0 | 47,5 | |
9,50 | 68,0 | - | 68,0 | 68,0 | 46,5 | 68,0 | 46,5 | 68,0 | 47,5 | |
10,70 | 69,0 | - | 69,0 | 69,0 | 46,5 | 69,0 | 46,5 | 69,0 | 47,5 | |
12,70 | 69,0 | - | - | - | - | - | - | - | - | |
14,27 | 69,0 | - | - | - | - | - | - | - | - | |
15,88 | 69,0 | - | - | - | - | - | - | - | - | |
17,45 | 69,0 | - | - | - | - | - | - | - | - | |
19,05 | 69,0 | - | - | - | - | - | - | - | - | |
20,62 | 69,0 | - | - | - | - | - | - | - | - | |
22,22 | 69,0 | - | - | - | - | - | - | - | - | |
168,28 | 8,94 | 55,5 | - | 55,5 | 55,5 | 38,5 | 55,5 | 40,0 | 55,5 | 41,0 |
10,59 | 66,0 | - | 66,0 | 64,5 | 38,5 | 65,5 | 40,0 | 66,0 | 41,0 | |
12,06 | 69,0 | - | 69,0 | 64,5 | 38,5 | 65,5 | 40,0 | 66,5 | 41,0 | |
12,70 | 69,0 | - | - | - | - | - | - | - | - | |
14,27 | 69,0 | - | - | - | - | - | - | - | - | |
15,88 | 69,0 | - | - | - | - | - | - | - | - | |
17,45 | 69,0 | - | - | - | - | - | - | - | - | |
19,05 | 69,0 | - | - | - | - | - | - | - | - | |
20,62 | 69,0 | - | - | - | - | - | - | - | - | |
22,22 | 69,0 | - | - | - | - | - | - | - | - | |
177,80 | 8,05 | 47,5 | - | 47,5 | 47,5 | 37,5 | 47,5 | 39,0 | - | - |
9,19 | 54,0 | - | 54,0 | 54,0 | 37,5 | 54,0 | 39,0 | - | - | |
10,36 | 61,0 | - | 60,5 | 55,5 | 37,5 | 57,0 | 39,0 | 57,5 | 39,5 | |
11,51 | 68,0 | - | 60,5 | 55,5 | 37,5 | 57,0 | 39,0 | 57,5 | 39,5 | |
12,65 | 69,0 | - | 60,5 | 55,5 | 37,5 | 57,0 | 39,0 | 57,5 | 39,5 | |
13,72 | 69,0 | - | 60,5 | 55,5 | 37,5 | 57,0 | 39,0 | 57,5 | 39,5 | |
15,88 | 69,0 | - | - | - | - | - | - | - | - | |
17,45 | 69,0 | - | - | - | - | - | - | - | - | |
19,05 | 69,0 | - | - | - | - | - | - | - | - | |
20,62 | 69,0 | - | - | - | - | - | - | - | - | |
22,22 | 69,0 | - | - | - | - | - | - | - | - | |
193,68 | 8,33 | 45,0 | - | 45,0 | 45,0 | 43,0 | 45,0 | 44,0 | - | - |
9,52 | 51,5 | - | 51,5 | 51,5 | 43,0 | 51,5 | 44,0 | 51,5 | 44,5 | |
10,92 | 59,0 | - | 59,0 | 59,0 | 43,0 | 59,0 | 44,0 | 59,0 | 44,5 | |
12,70 | 68,5 | - | 68,5 | 64,0 | 43,0 | 65,0 | 44,0 | 60,0 | 44,5 | |
14,27 | 69,0 | - | 68,5 | 64,0 | 43,0 | 65,0 | 44,0 | 60,0 | 44,5 | |
15,11 | 69,0 | - | 68,5 | 64,0 | 43,0 | 65,0 | 44,0 | 60,0 | 44,5 | |
15,88 | 69,0 | - | 68,5 | 64,0 | 43,0 | 65,0 | 44,0 | 60,0 | 44,5 | |
17,45 | 69,0 | - | - | - | - | - | - | - | - | |
19,05 | 69,0 | - | - | - | - | - | - | - | - | |
196,85 | 15,11 | 69,0 | - | - | - | - | - | - | - | - |
219,08 | 8,94 | 43,0 | - | 43,0 | 43,0 | 38,5 | 43,0 | 40,0 | - | - |
10,16 | 48,5 | - | 48,5 | 48,5 | 38,5 | 48,5 | 40,0 | 48,5 | 43,0 | |
11,43 | 54,5 | - | 54,5 | 54,5 | 38,5 | 54,5 | 40,0 | 54,5 | 43,0 | |
12,70 | 61,0 | - | 61,0 | 61,0 | 38,5 | 61,0 | 40,0 | 61,0 | 43,0 | |
14,15 | 67,5 | - | 67,5 | 64,0 | 38,5 | 65,0 | 40,0 | 67,5 | 43,0 | |
244,48 | 8,94 | 38,5 | - | 38,5 | 38,5 | 34,7 | 38,5 | 36,0 | - | - |
10,03 | 43,0 | - | 43,0 | 43,0 | 35,0 | 43,0 | 36,0 | 43,0 | 36,5 | |
11,05 | 47,5 | - | 47,5 | 47,5 | 35,0 | 47,5 | 36,0 | 47,5 | 36,5 | |
11,99 | 51,5 | - | 51,5 | 51,5 | 35,0 | 51,5 | 36,0 | 51,5 | 36,5 | |
13,84 | 59,5 | - | 58,5 | 58,0 | 35,0 | 59,5 | 36,0 | 59,5 | 36,5 | |
15,11 | 65,0 | - | 58,5 | 58,0 | 35,0 | 64,5 | 36,0 | 64,5 | 36,5 | |
15,47 | 66,5 | - | - | - | - | - | - | - | - | |
17,07 | 69,0 | - | - | - | - | - | - | - | - | |
18,64 | 69,0 | - | - | - | - | - | - | - | - | |
20,24 | 69,0 | - | - | - | - | - | - | - | - | |
250,83 | 15,88 | 63,5 | - | - | - | - | - | - | 63,5 | - |
273,05 | 8,89 | 34,0 | 34,0 | - | 34,0 | 28,5 | 34,0 | 32,5 | - | - |
10,16 | 39,0 | 39,0 | - | 39,0 | 28,5 | 39,0 | 32,5 | 39,0 | 33,0 | |
11,43 | 44,0 | 44,0 | - | 44,0 | 28,5 | 44,0 | 32,5 | 44,0 | 33,0 | |
12,57 | 48,0 | 47,5 | - | 48,0 | 28,5 | 48,0 | 32,5 | 48,0 | 33,0 | |
13,84 | 53,0 | 47,5 | - | 51,5 | 28,5 | 53,0 | 32,5 | 53,0 | 33,0 | |
15,11 | 58,0 | 47,5 | - | 51,5 | 28,5 | 53,5 | 32,5 | 54,0 | 33,0 | |
17,07 | 65,5 | - | - | - | - | - | - | - | - | |
18,64 | 69,0 | - | - | - | - | - | - | - | - | |
20,24 | 69,0 | - | - | - | - | - | - | - | - | |
298,45 | 11,05 | 39,0 | 39,0 | - | - | - | 39,0 | - | 39,0 | - |
12,42 | 43,5 | 40,0 | - | 43,5 | - | 43,5 | - | - | - | |
13,56 | 47,5 | - | - | - | - | 47,5 | - | - | - | |
14,78 | 52,0 | - | - | - | - | 49,5 | - | - | - | |
323,85 | 9,50 | 30,5 | 30,5 | - | 30,5 | - | 30,5 | - | 30,5 | - |
11,00 | 36,0 | 36,0 | - | 36,0 | - | 36,0 | - | 36,0 | - | |
12,40 | 40,0 | 40,0 | - | 40,0 | - | 40,0 | - | 40,0 | - | |
339,72 | 9,65 | 29,5 | 29,5 | - | 29,5 | - | 29,5 | - | - | - |
10,92 | 33,5 | 33,5 | - | 33,5 | - | 33,5 | - | - | - | |
12,19 | 37,5 | 31,5 | - | 34,0 | - | 29,5 | - | - | - | |
13,06 | 40,5 | 31,5 | - | 34,0 | - | 33,5 | - | - | - | |
(Измененная редакция, Изм. N 1).
Таблица С.58 - Гидростатическое испытательное давление для обсадных труб группы прочности Р110
Нару- | Тол- | Испытательное давление, МПа | ||||||||||||||
Без | SC | LC | BС | ОТТМ | ОТТГ | |||||||||||
Обычная муфта | Специ- | Обычная муфта | Специ- | Обычная муфта | Специ- | |||||||||||
Р110 | Q125 | Р110 | Q125 | Р110 | Q125 | Р110 | Q125 | Р110 | Q125 | Р110 | Q125 | |||||
101,60 | 6,50 | 69,0 | - | - | - | - | - | - | 69,0 | 69,0 | 65,5 | 69,0 | - | - | - | - |
114,30 | 6,35 | 67,5 | - | 67,5 | 67,5 | 67,5 | 60,5 | 67,5 | 67,5 | 67,5 | 63,5 | 69,0 | - | - | - | - |
7,37 | 69,0 (78,0) | - | 69,0 (78,0) | 69,0 (74,0) | 69,0 (78,0) | 60,5 (60,5) | 69,0 (69,0) | 69,0 | 69,0 | 63,5 | 69,0 | - | - | - | - | |
8,56 | 69,0 (91,0) | - | 69,0 (80,5) | 69,0 (74,0) | 69,0 (84,5) | 60,5 (60,5) | 69,0 (69,0) | 69,0 | 69,0 | 63,5 | 69,0 | 69,0 | 69,0 | 65,0 | 69,0 | |
10,20 | 69,0 | - | 69,0 | - | - | - | - | 69,0 | 69,0 | 63,5 | 69,0 | 69,0 | 69,0 | 65,0 | 69,0 | |
127,00 | 6,43 | 61,5 | - | 61,5 | - | - | - | - | 61,5 | 61,5 | 58,5 | 61,5 | - | - | - | - |
7,52 | 69,0 (72,0) | - | 69,0 (72,0) | 69,0 (72,0) | 69,0 (72,0) | 56,5 (56,5) | 64,5 (64,5) | 69,0 | 69,0 | 58,5 | 66,5 | - | - | - | - | |
9,19 | 69,0 (88,0) | - | 69,0 (82,0) | 69,0 (75,0) | 69,0 (85,5) | 56,5 (56,5) | 64,5 (64,5) | 69,0 | 69,0 | 58,5 | 66,5 | 69,0 | 69,0 | 59,5 | 67,5 | |
10,70 | 69,0 | - | 69,0 | - | - | - | - | 69,0 | 69,0 | 58,5 | 66,5 | 69,0 | 69,0 | 59,5 | 67,5 | |
11,10 | 69,0 (106,0) | - | 69,0 (82,0) | 69,0 (75,0) | 69,0 (85,5) | 56,5 (56,5) | 64,5 (64,5) | 69,0 | 69,0 | 58,5 | 66,5 | 69,0 | 69,0 | 59,5 | 67,5 | |
12,14 | 69,0 (116,0) | - | 69,0 (82,0) | 69,0 (75,0) | 69,0 (85,5) | 56,5 (56,5) | 64,5 (64,5) | - | - | - | - | - | - | - | - | |
12,17 | 69,0 (121,5) | - | 69,0 (82,0) | 69,0 (75,0) | 69,0 (85,5) | 56,5 (56,5) | 64,5 (64,5) | - | - | - | - | - | - | - | - | |
139,70 | 6,98 | 60,5 | - | 60,5 | - | - | - | - | 60,5 | 60,5 | 54,5 | 60,5 | - | - | - | - |
7,72 | 67,0 | - | 67,0 | 67,0 | 67,0 | 52,0 | 59,5 | 67,0 | 67,0 | 54,5 | 62,0 | - | - | - | - | |
9,17 | 69,0 (79,5) | - | 69,0 (75,0) | 68,0 (68,0) | 69,0 (77,5) | 52,0 (52,0) | 59,5 (59,5) | 69,0 | 69,0 | 54,5 | 62,0 | 69,0 | 69,0 | 55,5 | 63,0 | |
10,54 | 69,0 (91,5) | - | 69,0 (75,0) | 68,0 (68,0) | 69,0 (77,5) | 52,0 (52,0) | 59,5 (59,5) | 69,0 | 69,0 | 54,5 | 62,0 | 69,0 | 69,0 | 55,5 | 63,0 | |
12,70 | 69,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
146,05 | 7,00 | 58,0 | - | 58,0 | 58,0 | 58,0 | 53,5 | 58,0 | - | - | - | - | - | - | - | - |
7,70 | 64,0 | - | 64,0 | 64,0 | 64,0 | 53,5 | 61,0 | 64,0 | 64,0 | 53,5 | 61,0 | - | - | - | - | |
8,50 | 69,0 | - | 69,0 | 69,0 | 69,0 | 53,5 | 61,0 | 69,0 | 69,0 | 53,5 | 61,0 | 69,0 | 69,0 | 54,5 | 62,0 | |
9,50 | 69,0 | - | 69,0 | 69,0 | 69,0 | 53,5 | 61,0 | 69,0 | 69,0 | 53,5 | 61,0 | 69,0 | 69,0 | 54,5 | 62,0 | |
10,70 | 69,0 | - | 69,0 | 69,0 | 69,0 | 53,5 | 61,0 | 69,0 | 69,0 | 53,5 | 61,0 | 69,0 | 69,0 | 54,5 | 62,0 | |
168,28 | - | 57,5 | - | - | 57,5 | 57,5 | 43,9 | 43,9 | 57,5 | 57,5 | 46,5 | 53,0 | 57,5 | 57,5 | 47,5 | 54,0 |
8,94 | 64,5 | - | 64,5 | 64,5 | 64,5 | 45,0 | 51,0 | 64,5 | 64,5 | 46,5 | 53,0 | 64,5 | 64,5 | 47,5 | 54,0 | |
10,59 | 69,0 (76,5) | - | 69,0 (76,5) | 69,0 (74,5) | 69,0 (76,5) | 45,0 (45,0) | 51,0 (51,0) | 69,0 | 69,0 | 46,5 | 53,0 | 69,0 | 69,0 | 47,5 | 54,0 | |
12,06 | 69,0 (87,0) | - | 69,0 (81,0) | 69,0 (74,5) | 69,0 (84,5) | 45,0 (45,0) | 51,0 (51,0) | 69,0 | 69,0 | 46,5 | 53,0 | 69,0 | 69,0 | 47,5 | 54,0 | |
177,80 | 9,19 | 62,5 | - | 62,5 | 62,5 | 62,5 | 43,5 | 49,5 | 62,5 | 62,5 | 45,0 | 51,0 | 62,5 | 62,5 | 46,0 | 52,0 |
10,36 | 69,0 (70,5) | - | 65,5 (65,5) | 64,0 (64,0) | 69,0 (70,5) | 43,5 (43,5) | 49,5 (49,5) | 62,5 | 69,0 | 45,0 | 51,0 | 66,5 | 69,0 | 46,0 | 52,0 | |
11,51 | 69,0 (78,5) | - | 65,5 (65,5) | 64,0 (64,0) | 69,0 (73,0) | 43,5 (43,5) | 49,5 (49,5) | 62,5 | 69,0 | 45,0 | 51,0 | 66,5 | 69,0 | 46,0 | 52,0 | |
12,65 | 69,0 (86,5) | - | 65,5 (65,5) | 64,0 (64,0) | 69,0 (73,0) | 43,5 (43,5) | 49,5 (49,5) | 62,5 | 69,0 | 45,0 | 51,0 | 66,5 | 69,0 | 46,0 | 52,0 | |
13,72 | 69,0 (93,5) | - | 65,5 (65,5) | 64,0 (64,0) | 69,0 (73,0) | 43,5 (43,5) | 49,5 (49,5) | 62,5 | 69,0 | 45,0 | 51,0 | 66,5 | 69,0 | 46,0 | 52,0 | |
15,00 | 69,0 | - | 69,0 | 69,0 | 69,0 | 43,2 | 43,2 | 69,0 | 69,0 | 45,0 | 51,0 | 66,5 | 69,0 | 46,0 | 52,0 | |
193,68 | 8,33 | 52,0 | - | 52,0 | 52,0 | 52,0 | 49,2 | 49,2 | 52,0 | 52,0 | 51,0 | 58,0 | - | - | - | - |
9,52 | 59,5 | - | 59,5 | 59,5 | 59,5 | 49,5 | 55,5 | 59,5 | 59,5 | 51,0 | 58,0 | 59,5 | 59,5 | 51,5 | 59,0 | |
10,92 | 68,5 | - | 68,5 | 68,5 | 68,5 | 49,5 | 55,5 | 68,5 | 68,5 | 51,0 | 58,0 | 68,5 | 68,5 | 51,5 | 59,0 | |
12,70 | 69,0 (79,5) | - | 69,0 (79,5) | 69,0 (74,0) | 69,0 (79,5) | 49,5 (49,5) | 55,5 (55,5) | 69,0 | 69,0 | 51,0 | 58,0 | 69,0 | 69,0 | 51,5 | 59,0 | |
14,27 | 69,0 (89,5) | - | 69,0 (79,5) | 69,0 (74,0) | 69,0 (84,5) | 49,5 (49,5) | 55,5 (55,5) | 69,0 | 69,0 | 51,0 | 58,0 | 69,0 | 69,0 | 51,5 | 59,0 | |
15,11 | 69,0 (94,5) | - | 69,0 (79,5) | 69,0 (74,0) | 69,0 (84,5) | 49,5 (49,5) | 55,5 (55,5) | 69,0 | 69,0 | 51,0 | 58,0 | 69,0 | 69,0 | 51,5 | 59,0 | |
15,88 | 69,0 (99,5) | - | 69,0 (79,5) | 69,0 (74,0) | 69,0 (84,5) | 49,5 (49,5) | 55,5 (55,5) | 69,0 | 69,0 | 51,0 | 58,0 | 69,0 | 69,0 | 51,5 | 59,0 | |
196,85 | 15,11 | 69,0 (93,0) | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
219,08 | 8,94 | 49,5 | - | 49,5 | 49,5 | 49,5 | 49,5 | 44,7 | 49,5 | 49,5 | 46,5 | 49,5 | 49,5 | 49,5 | 49,5 | 49,5 |
10,16 | 56,0 | - | 56,0 | 56,0 | 56,0 | 56,0 | 44,7 | 56,0 | 56,0 | 46,5 | 52,5 | 56,0 | 56,0 | 49,5 | 56,0 | |
11,43 | 63,5 | 63,5 | 63,5 | 63,5 | 63,5 | 44,0 | 44,0 | 63,5 | 63,5 | 46,5 | 52,5 | 63,5 | 63,5 | 49,5 | 56,5 | |
12,70 | 69,0 (70,5) | - | 69,0 (70,5) | 69,0 (70,5) | 69,0 (70,5) | 44,0 (44,0) | 44,0 (44,0) | 69,0 | 69,0 | 46,5 | 52,5 | 69,0 | 69,0 | 49,5 | 56,5 | |
14,15 | 69,0 (78,5) | - | 69,0 (71,5) | 69,0 (74,0) | 69,0 (77,5) | 44,0 (44,0) | 44,0 (44,0) | 69,0 | 69,0 | 46,5 | 52,5 | 69,0 | 69,0 | 49,5 | 56,5 | |
244,48 | 8,94 | 44,5 | - | 44,5 | 44,5 | 44,5 | 40,0 | 44,5 | 44,5 | 44,5 | 42,0 | 47,5 | 44,5 | 44,5 | 42,5 | 44,5 |
10,03 | 50,0 | - | 50,0 | 50,0 | 50,0 | 40,0 | 44,5 | 50,0 | 50,0 | 42,0 | 47,5 | 50,0 | 50,0 | 42,5 | 48,0 | |
11,05 | 55,0 | - | 55,0 | 55,0 | 55,0 | 35,5 | 35,5 | 55,0 | 55,0 | 42,0 | 47,5 | 55,0 | 55,0 | 42,5 | 48,0 | |
11,99 | 59,5 | - | 59,5 | 59,5 | 59,5 | 35,5 | 35,5 | 59,5 | 59,5 | 42,0 | 47,5 | 59,5 | 59,5 | 42,5 | 48,0 | |
13,84 | 68,5 | - | 67,0 | 63,0 | 63,0 | 35,5 | 35,5 | 68,5 | 68,5 | 42,0 | 47,5 | 68,5 | 68,5 | 42,5 | 48,0 | |
15,11 | 69,0 (75,0) | - | 67,0 (67,0) | 63,0 (63,0) | 63,0 (63,0) | 35,5 (35,5) | 35,5 (35,5) | 69,0 | 69,0 | 42,0 | 47,5 | 69,0 | 69,0 | 42,5 | 48,0 | |
15,90 | 69,0 | - | 69,0 | 69,0 | 69,0 | 40,1 | 44,7 | 69,0 | 69,0 | 42,0 | 47,5 | 69,0 | 69,0 | 42,5 | 48,0 | |
250,83 | 15,88 | 69,0 | - | - | - | - | - | - | - | - | - | - | 69,0 | 69,0 | - | - |
273,05 | 8,89 | 39,5 | 39,5 | - | 39,5 | 39,5 | 28,5 | 28,5 | 39,5 | 39,5 | 37,5 | 39,5 | 39,5 | 39,5 | 38,0 | 45,6 |
10,16 | 45,0 | 45,0 | - | 45,0 | 45,0 | 28,5 | 28,5 | 45,0 | 45,0 | 37,5 | 43,0 | 45,0 | 45,0 | 38,0 | 45,6 | |
11,43 | 51,0 | 51,0 | - | 51,0 | 51,0 | 28,5 | 28,5 | 51,0 | 51,0 | 37,5 | 43,0 | 51,0 | 51,0 | 38,0 | 45,6 | |
12,57 | 56,0 | 54,5 | - | 51,5 | 51,5 | 28,5 | 28,5 | 56,0 | 56,0 | 37,5 | 43,0 | 56,0 | 56,0 | 38,0 | 45,6 | |
13,84 | 61,5 | 54,5 | - | 51,5 | 51,5 | 28,5 | 28,5 | 61,5 | 61,5 | 37,5 | 43,0 | 61,5 | 61,5 | 38,0 | 45,6 | |
15,11 | 67,0 | 54,5 | - | 51,5 | 51,5 | 28,5 | 28,5 | 62,0 | 67,0 | 37,5 | 43,0 | 62,5 | 67,0 | 38,0 | 45,6 | |
16,50 | 69,0 | - | - | - | - | - | - | 62,0 | 69,0 | 37,5 | 43,0 | 62,5 | 69,0 | 38,0 | 45,6 | |
298,45 | 11,05 | 45,0 | 45,0 | - | 43,5 | 43,5 | - | - | 45,0 | 45,0 | - | - | - | - | - | - |
12,42 | 50,5 | 46,0 | - | 43,5 | 43,5 | - | - | 50,5 | 50,5 | - | - | - | - | - | - | |
13,56 | 55,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
14,78 | 60,0 | - | - | - | - | - | - | 57,0 | 60,0 | - | - | - | - | - | - | |
323,85 | 8,50 | 32,0 | - | - | 32,0 | - | - | - | 32,0 | 32,0 | - | - | - | - | - | - |
9,50 | 35,5 | - | - | 35,5 | - | - | - | 35,5 | 35,5 | - | - | - | - | - | - | |
11,00 | 41,5 | 41,5 | - | 41,5 | - | - | - | 41,5 | 41,5 | - | - | - | - | - | - | |
12,40 | 46,5 | 46,5 | - | 46,5 | - | - | - | 46,5 | 46,5 | - | - | 46,5 | 46,5 | - | - | |
14,00 | 52,5 | 52,5 | - | 52,5 | - | - | - | 52,5 | 52,5 | - | - | 52,5 | 52,5 | - | - | |
339,72 | 12,19 | 43,5 | 36,0 | - | 34,0 | 34,0 | - | - | - | - | - | - | - | - | - | - |
13,06 | 46,5 | 36,0 | - | 34,0 | 34,0 | - | - | - | - | - | - | - | - | - | - | |
14,0 | 50,0 | 36,0 | - | - | - | - | - | 50,0 | 50,0 | - | - | - | - | - | - | |
15,4 | 55,0 | 36,0 | - | - | - | - | - | 50,5 | 55,0 | - | - | - | - | - | - | |
406,40 | 16,66 | 49,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
Примечание - В скобках указаны значения альтернативного испытательного давления. | ||||||||||||||||
(Измененная редакция, Изм. N 1).
Таблица С.59 - Гидростатическое испытательное давление для обсадных труб группы прочности Q125
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | ||||||||
Без резьбы | SC | LC | ВС | ОТТМ | ОТТГ | |||||
Обычная муфта | Специ- | Обычная муфта | Специ- | Обычная муфта | Специ- | |||||
114,30 | 6,35 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | - | - |
7,37 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | - | - | |
8,56 | 69,0 (103,5) | - | 69,0 (92,0) | 69,0 (84,5) | - | 69,0 | 69,0 | 69,0 | 69,0 | |
10,20 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | 69,0 | 69,0 | |
127,00 | 9,19 | 69,0 (100,0) | - | 69,0 (93,5) | 69,0 (85,5) | - | 69,0 | 66,5 | 69,0 | 67,5 |
10,70 | 69,0 | - | 69,0 | - | - | 69,0 | 66,5 | 69,0 | 67,5 | |
11,10 | 69,0 (120,5) | - | 69,0 (93,5) | 69,0 (85,5) | - | 69,0 | 66,5 | 69,0 | 67,5 | |
12,14 | 69,0 (132,0) | - | 69,0 (93,5) | 69,0 (85,5) | - | - | - | - | - | |
12,70 | 69,0 (138,0) | - | 69,0 (93,5) | 69,0 (85,5) | - | - | - | - | - | |
139,70 | 7,72 | 69,0 | - | 69,0 | - | - | 69,0 | 62,0 | - | - |
9,17 | 69,0 | - | 69,0 | - | - | 69,0 | 62,0 | 69,0 | 63,0 | |
10,54 | 69,0 (104,0) | - | 69,0 (85,0) | 69,0 (77,5) | - | 69,0 | 62,0 | 69,0 | 63,0 | |
146,05 | 8,50 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 61,0 | 69,0 | 62,0 |
9,50 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 61,0 | 69,0 | 62,0 | |
10,70 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 61,0 | 69,0 | 62,0 | |
168,28 | 8,94 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 53,0 | 69,0 | 54,0 |
10,59 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 53,0 | 69,0 | 54,0 | |
12,06 | 69,0 (99,0) | - | 69,0 (81,5) | 69,0 (84,5) | - | 69,0 | 53,0 | 69,0 | 54,0 | |
177,80 | 9,19 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 51,0 | - | - |
10,36 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 51,0 | 69,0 | 52,0 | |
11,51 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 51,0 | 69,0 | 52,0 | |
12,65 | 69,0 (98,0) | - | 65,5 (65,5) | 69,0 (73,0) | - | 69,0 | 51,0 | 69,0 | 52,0 | |
13,72 | 69,0 (106,5) | - | 65,5 (65,5) | 69,0 (73,0) | - | 69,0 | 51,0 | 69,0 | 52,0 | |
193,68 | 8,33 | 59,5 | - | 59,5 | 59,5 | - | 59,5 | 58,0 | - | - |
9,52 | 68,0 | - | 68,0 | 68,0 | - | 68,0 | 58,0 | - | - | |
10,92 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 58,0 | 69,0 | 59,0 | |
12,70 | 69,0 (90,5) | - | 69,0 (81,5) | 69,0 (84,5) | - | 69,0 | 58,0 | 69,0 | 59,0 | |
14,27 | 69,0 (101,5) | - | 69,0 (81,51) | 69,0 (84,5) | - | 69,0 | 58,0 | 69,0 | 59,0 | |
15,11 | 69,0 (107,5) | - | 69,0 (81,5) | 69,0 (84,5) | - | 69,0 | 58,0 | 69,0 | 59,0 | |
15,88 | 69,0 (113,0) | - | 69,0 (81,5) | 69,0 (84,5) | - | 69,0 | 58,0 | 69,0 | 59,0 | |
196,85 | 15,11 | 69,0 (106,0) | - | - | - | - | - | - | - | - |
219,08 | 8,94 | 56,0 | - | - | 56,0 | - | 56,0 | 52,5 | - | - |
10,16 | 64,0 | - | 64,0 | 64,0 | - | 64,0 | 52,5 | 64,0 | 56,5 | |
11,43 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 52,5 | 69,0 | 56,5 | |
12,70 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 52,5 | 69,0 | 56,5 | |
14,15 | 69,0 (89,0) | - | 69,0 (71,5) | 69,0 (77,5) | - | 69,0 | 52,5 | 69,0 | 56,5 | |
244,48 | 8,94 | 50,5 | - | - | 50,5 | - | 50,5 | 47,5 | - | - |
10,03 | 56,5 | - | 56,5 | 56,5 | - | 56,5 | 47,5 | 56,5 | 48,0 | |
11,05 | 62,5 | - | 62,5 | 62,5 | - | 62,5 | 47,5 | 62,5 | 48,0 | |
11,99 | 67,5 | - | 67,0 | 63,0 | - | 67,5 | 47,5 | 67,5 | 48,0 | |
13,84 | 69,0 (78,0) | - | 67,0 (67,0) | 63,0 (63,0) | - | 69,0 | 47,5 | 69,0 | 48,0 | |
15,11 | 69,0 (85,0) | - | 67,0 (67,0) | 63,0 (63,0) | - | 69,0 | 47,5 | 69,0 | 48,0 | |
250,83 | 15,88 | 69,0 | - | - | - | - | - | - | 69,0 | - |
273,05 | 10,16 | 51,5 | 51,5 | - | 51,5 | - | 51,5 | 43,0 | 51,5 | 43,5 |
11,43 | 57,5 | 57,5 | - | 57,5 | - | 57,5 | 43,0 | 57,5 | 43,5 | |
12,57 | 63,5 | 63,5 | - | 51,5 | - | 63,5 | 43,0 | 63,5 | 43,5 | |
13,84 | 69,0 (70,0) | 54,5 (54,5) | - | 51,5 (51,5) | - | 69,0 | 43,0 | 69,0 | 43,5 | |
15,11 | 69,0 (76,5) | 54,5 (54,5) | - | 51,5 (51,5) | - | 69,0 | 43,0 | 69,0 | 43,5 | |
298,45 | 12,42 | 57,5 | 46,0 | - | 43,5 | - | 57,5 | - | - | - |
13,56 | 62,5 | - | - | - | - | 62,5 | - | - | - | |
14,78 | 68,5 | 68,5 | - | - | - | - | - | - | - | |
323,85 | 9,50 | 40,5 | - | - | 40,5 | - | - | - | - | - |
11,00 | 47,5 | - | - | 47,5 | - | - | - | - | - | |
12,40 | 53,0 | 53,0 | - | 53,0 | - | 53,0 | - | 53,0 | - | |
14,00 | 59,5 | 59,5 | - | 59,5 | - | 59,5 | - | 59,5 | - | |
339,72 | 13,06 | 53,0 | 36,0 | - | 34,0 | - | 53,0 | - | - | - |
406,40 | 16,66 | 56,5 | - | - | - | - | - | - | - | - |
Примечание - В скобках указаны значения альтернативного испытательного давления. | ||||||||||
(Измененная редакция, Изм. N 1).
Таблица С.60 - Гидростатическое испытательное давление для обсадных труб группы прочности Q135 | |||||||||||
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | |||||||||
Без резьбы | SC | LC | ВС | ОТТМ | ОТТГ | ||||||
Обычная муфта | Специ- | Обычная муфта | Специ- | Обычная муфта | Специ- | ||||||
114,30 | 6,35 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | - | - | |
7,37 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | - | - | ||
8,56 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | 69,0 | 69,0 | ||
10,2 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | 69,0 | 69,0 | ||
127,00 | 7,52 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | 69,0 | ||
9,19 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | 69,0 | 69,0 | ||
10,7 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | 69,0 | 69,0 | ||
11,10 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | 69,0 | 69,0 | ||
139,70 | 7,72 | 69,0 | - | 69,0 | - | - | 69,0 | 67,0 | - | - | |
9,17 | 69,0 | - | 69,0 | - | - | 69,0 | 67,0 | 69,0 | 68,0 | ||
10,54 | 69,0 | - | 69,0 | - | - | 69,0 | 67,0 | 69,0 | 68,0 | ||
146,05 | 8,50 | 69,0 | - | 69,0 | - | - | 69,0 | 66,0 | 69,0 | 67,0 | |
9,50 | 69,0 | - | 69,0 | - | - | 69,0 | 66,0 | 69,0 | 67,0 | ||
10,70 | 69,0 | - | 69,0 | - | - | 69,0 | 66,0 | 69,0 | 67,0 | ||
168,28 | 8,94 | 69,0 | - | 69,0 | 69,0 | 54,0 | 69,0 | 57,0 | 69,0 | 58,0 | |
10,59 | 69,0 | - | 69,0 | 69,0 | 54,0 | 69,0 | 57,0 | 69,0 | 58,0 | ||
12,06 | 69,0 | - | 69,0 | 69,0 | 54,0 | 69,0 | 57,0 | 69,0 | 58,0 | ||
177,80 | 9,19 | 69,0 | - | 69,0 | 69,0 | 53,0 | 69,0 | 55,0 | 69,0 | 56,5 | |
10,36 | 69,0 | - | 69,0 | 69,0 | 53,0 | 69,0 | 55,0 | 69,0 | 56,5 | ||
11,51 | 69,0 | - | 69,0 | 69,0 | 53,0 | 69,0 | 55,0 | 69,0 | 56,5 | ||
12,65 | 69,0 | - | 69,0 | 69,0 | 53,0 | 69,0 | 55,0 | 69,0 | 56,5 | ||
13,72 | 69,0 | - | 69,0 | 69,0 | 53,0 | 69,0 | 55,0 | 69,0 | 56,5 | ||
15,00 | 69,0 | - | 69,0 | 69,0 | 53,0 | 69,0 | 55,0 | 69,0 | 56,5 | ||
193,68 | 8,33 | 64,0 | - | 64,0 | 64,0 | 60,5 | 64,0 | 62,5 | - | - | |
9,52 | 69,0 | - | 69,0 | 69,0 | 60,5 | 69,0 | 62,5 | 69,0 | 63,5 | ||
10,92 | 69,0 | - | 69,0 | 69,0 | 60,5 | 69,0 | 62,5 | 69,0 | 63,5 | ||
12,70 | 69,0 | - | 69,0 | 69,0 | 60,5 | 69,0 | 62,5 | 69,0 | 63,5 | ||
14,27 | 69,0 | - | 69,0 | 69,0 | 60,5 | 69,0 | 62,5 | 69,0 | 63,5 | ||
15,11 | 69,0 | - | 69,0 | 69,0 | 60,5 | 69,0 | 62,5 | 69,0 | 63,5 | ||
15,88 | 69,0 | - | 69,0 | 69,0 | 60,5 | 69,0 | 62,5 | 69,0 | 63,5 | ||
219,08 | 8,94 | 60,5 | - | - | 60,5 | 55,0 | 60,5 | 57,0 | - | - | |
10,16 | 69,0 | - | 69,0 | 69,0 | 55,0 | 69,0 | 57,0 | 69,0 | 61,0 | ||
11,43 | 69,0 | - | 69,0 | 69,0 | 55,0 | 69,0 | 57,0 | 69,0 | 61,0 | ||
12,70 | 69,0 | - | 69,0 | 69,0 | 55,0 | 69,0 | 57,0 | 69,0 | 61,0 | ||
14,15 | 69,0 | - | 69,0 | 69,0 | 55,0 | 69,0 | 57,0 | 69,0 | 61,0 | ||
244,48 | 8,94 | 54,5 | - | - | 54,5 | 49,3 | 54,5 | 51,5 | - | - | |
10,03 | 61,0 | - | 61,0 | 61,0 | 49,3 | 61,0 | 51,5 | 61,0 | 52,0 | ||
11,05 | 67,5 | - | 67,5 | 67,5 | 49,3 | 67,5 | 51,5 | 67,5 | 52,0 | ||
11,99 | 69,0 | - | 69,0 | 69,0 | 49,3 | 69,0 | 51,5 | 69,0 | 52,0 | ||
13,84 | 69,0 | - | 69,0 | 69,0 | 49,3 | 69,0 | 51,5 | 69,0 | 52,0 | ||
15,11 | 69,0 | - | 69,0 | 69,0 | 49,3 | 69,0 | 51,5 | 69,0 | 52,0 | ||
15,90 | 69,0 | - | 69,0 | 69,0 | 49,3 | 69,0 | 51,5 | 69,0 | 52,0 | ||
250,83 | 15,88 | 69,0 | - | - | - | - | - | - | 69,0 | - | |
273,05 | 10,16 | 55,5 | - | - | 55,5 | 44,5 | 55,5 | 46,0 | 55,5 | 47,0 | |
11,43 | 62,5 | 62,5 | - | 62,5 | 44,5 | 62,5 | 46,0 | 62,5 | 47,0 | ||
12,57 | 68,5 | 68,5 | - | 68,5 | 44,5 | 68,5 | 46,0 | 68,5 | 47,0 | ||
13,84 | 69,0 | 69,0 | - | 69,0 | 44,5 | 69,0 | 46,0 | 69,0 | 47,0 | ||
15,11 | 69,0 | 69,0 | - | 69,0 | 44,5 | 69,0 | 46,0 | 69,0 | 47,0 | ||
16,50 | 69,0 | 69,0 | - | - | - | 69,0 | 46,0 | 69,0 | 47,0 | ||
298,45 | 12,42 | 62,0 | 62,0 | - | - | - | 62,0 | - | - | - | |
14,78 | 69,0 | 69,0 | - | - | - | 69,0 | - | - | - | ||
323,85 | 9,50 | 43,5 | - | - | 43,5 | - | - | - | - | - | |
11,00 | 51,0 | - | - | 51,0 | - | - | - | - | - | ||
12,40 | 57,0 | 57,0 | - | 57,0 | - | 57,0 | - | 57,0 | - | ||
14,00 | 64,5 | 64,5 | - | 64,5 | - | 64,5 | - | 64,5 | - | ||
339,72 | 13,06 | 57,0 | 57,0 | - | 57,0 | - | 57,0 | - | - | - | |
14,0 | 61,5 | 61,5 | - | - | - | 61,5 | - | - | - | ||
15,4 | 67,5 | 67,5 | - | - | - | 67,5 | - | - | - | ||
Примечание - Настоящая таблица введена с целью дополнения группой прочности, широко применяемой в национальной промышленности. | |||||||||||
(Измененная редакция, Изм. N 1).
Таблица С.61 - Гидростатическое испытательное давление для насосно-компрессорных труб группы прочности Н40
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | |||||||
Без резьбы | NU | EU | НКТ | НКТВ | НКМ | ||||
Обычная муфта | Специальная муфта | ||||||||
Н40 | J55 | ||||||||
26,67 | 2,87 | 47,5 | 47,5 | 47,5 | - | - | - | - | - |
3,91 | 64,5 | - | 52,0 | - | - | - | - | - | |
33,40 | 3,38 | 44,5 | 44,5 | 44,5 | - | - | - | - | - |
4,55 | 60,0 | - | 56,5 | - | - | - | - | - | |
42,16 | 3,18 | 33,5 | - | - | - | - | - | - | - |
3,56 | 37,5 | 37,5 | 37,5 | - | - | - | - | - | |
4,85 | 51,0 | - | 45,0 | - | - | - | - | - | |
48,26 | 3,18 | 29,0 | - | - | - | - | - | - | - |
3,68 | 33,5 | 33,5 | 33,5 | - | - | - | - | - | |
5,08 | 46,5 | - | 41,5 | - | - | - | - | - | |
52,40 | 3,96 | 33,5 | - | - | - | - | - | - | - |
5,72 | 48,0 | - | - | - | - | - | - | - | |
60,32 | 4,24 | 31,0 | 31,0 | - | - | - | - | - | - |
4,83 | 35,5 | 35,5 | 35,5 | 31,5 | 35,5 | - | - | - | |
73,02 | 5,51 | 33,5 | 33,5 | 33,5 | 30,5 | 33,5 | - | - | - |
88,90 | 5,49 | 37,5 | 37,5 | - | - | - | - | - | - |
6,45 | 32,0 | 32,0 | 32,0 | 29,5 | 32,0 | - | - | - | |
7,34 | 36,5 | 36,5 | - | - | - | - | - | - | |
101,60 | 5,74 | 25,0 | 25,0 | - | - | - | - | - | - |
6,65 | 29,0 | - | 29,0 | - | - | - | - | - | |
114,30 | 6,88 | 26,5 | 26,5 | 26,5 | - | - | - | - | - |
Таблица С.62 - Гидростатическое испытательное давление для насосно-компрессорных труб группы прочности J55 и К72
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | |||||||
Без резьбы | NU | EU | НКТ | НКТВ | НКМ | ||||
Обычная муфта | Специальная муфта | ||||||||
J55 | L80 | ||||||||
26,67 | 2,87 | 65,5 | 65,5 | 65,5 | - | - | - | 65,0 | - |
3,91 | 69,0 | - | 69,0 | - | - | - | - | - | |
33,40 | 3,38 | 61,5 | 61,5 | 61,5 | - | - | 61,5 | 61,5 | - |
3,50 | 63,5 | - | - | - | - | 63,5 | 63,5 | - | |
4,55 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | - | |
42,16 | 3,18 | 45,5 | - | - | - | - | - | - | - |
3,56 | 51,0 | 51,0 | 51,0 | - | - | 51,0 | 51,0 | - | |
4,85 | 69,0 | - | 62,0 | - | - | 69,0 | 69,0 | - | |
48,26 | 3,18 | 40,0 | - | - | - | - | 46,0 | 46,0 | - |
3,68 | 46,0 | 46,0 | 46,0 | - | - | - | - | - | |
4,00 | 50,5 | - | - | - | - | 50,5 | 50,5 | - | |
5,06 | 64,0 | - | 57,0 | - | - | - | - | - | |
52,40 | 3,96 | 46,0 | - | - | - | - | - | - | - |
5,72 | 66,0 | - | - | - | - | - | - | - | |
60,32 | 4,24 | 42,5 | 42,5 | - | - | - | 42,5 | 42,5 | - |
4,83 | 48,5 | 48,5 | 48,5 | 48,5 | 48,5 | 48,5 | 48,5 | 48,5 | |
5,00 | 50,5 | - | - | - | - | 50,5 | 50,5 | 50,5 | |
73,02 | 5,51 | 46,0 | 46,0 | 46,0 | 46,0 | 46,0 | 46,0 | 46,0 | 46,0 |
7,01 | 58,0 | 58,0 | 58,0 | 58,0 | 58,0 | 58,0 | 58,0 | 58,0 | |
88,90 | 5,49 | 37,5 | 37,5 | - | - | - | - | - | - |
6,45 | 44,0 | 44,0 | 44,0 | 44,0 | 44,0 | 44,0 | 44,0 | 44,0 | |
7,34 | 50,0 | 50,0 | - | - | - | 50,0 | 50,0 | 50,0 | |
8,00 | 54,5 | - | - | - | - | 54,5 | 54,5 | 54,5 | |
101,60 | 5,74 | 34,5 | 34,5 | - | - | - | - | - | - |
6,50 | 39,0 | - | - | - | - | 39,0 | 39,0 | 39,0 | |
6,65 | 39,5 | - | 39,5 | - | - | 39,5 | 39,5 | 39,5 | |
114,30 | 6,88 | 36,5 | 36,5 | 36,5 | - | - | 36,5 | 36,5 | 36,5 |
7,00 | 37,1 | - | - | - | - | 37,0 | 37,0 | 37,0 | |
Таблица С.63 - Гидростатическое испытательное давление для насосно-компрессорных труб группы прочности N80
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | |||||||
Без резьбы | NU | EU | НКТ | НКТВ | НКМ | ||||
Обычная муфта | Специальная муфта | ||||||||
N80 | Р110 | ||||||||
26,67 | 2,87 | 69,0 | 69,0 | 69,0 | - | - | - | 69,0 | - |
3,91 | 69,0 | - | 69,0 | - | - | - | - | - | |
33,40 | 3,38 | 69,0 | 69,0 | 69,0 | - | - | 69,0 | 69,0 | - |
3,50 | 69,0 | - | - | - | - | 69,0 | 69,0 | ||
4,55 | 69,0 | - | 69,0 | - | - | - | 69,0 | - | |
42,16 | 3,56 | 69,0 | 69,0 | 69,0 | - | - | 69,0 | 69,0 | - |
4,85 | 69,0 | - | 69,0 | - | - | - | 69,0 | - | |
48,26 | 3,68 | 67,5 | 67,5 | 67,5 | - | - | 67,5 | 67,5 | - |
4,00 | 69,0 | - | - | - | - | 69,0 | 69,0 | ||
5,08 | 69,0 | - | 69,0 | - | - | - | - | - | |
52,40 | 3,96 | 66,5 | - | - | - | - | - | - | - |
5,72 | 69,0 | - | - | - | - | - | - | - | |
60,32 | 4,24 | 62,0 | 62,0 | - | - | - | 62,0 | 62,0 | - |
4,83 | 69,0 | 69,0 | 69,0 | 63,0 | 69,0 | 69,0 | 69,0 | 69,0 | |
5,00 | 69,0 | - | - | - | - | 69,0 | 69,0 | 69,0 | |
6,45 | 69,0 | 69,0 | 69,0 | 63,0 | 69,0 | 69,0 | 69,0 | 69,0 | |
73,02 | 5,51 | 66,5 | 66,5 | 66,5 | 61,0 | 66,5 | 66,5 | 66,5 | 66,5 |
7,01 | 69,0 | 69,0 | 69,0 | 61,0 | 69,0 | 69,0 | 69,0 | 69,0 | |
88,90 | 5,49 | 54,5 | 54,5 | - | - | - | - | - | - |
6,45 | 64,0 | 64,0 | 64,0 | 59,0 | 64,0 | 64,0 | 64,0 | 64,0 | |
7,34 | 69,0 | 69,0 | - | - | - | 69,0 | 69,0 | 69,0 | |
8,00 | 69,0 | - | - | - | - | 69,0 | 69,0 | 69,0 | |
9,52 | 69,0 | 69,0 | 69,0 | 59,0 | 69,0 | 69,0 | 69,0 | 69,0 | |
101,60 | 5,74 | 50,0 | 50,0 | - | - | - | - | - | - |
6,50 | 56,5 | - | - | - | - | 56,5 | 56,5 | 56,5 | |
6,65 | 58,0 | - | 58,0 | - | - | 58,0 | 58,0 | 58,0 | |
114,30 | 6,88 | 53,0 | 53,0 | 53,0 | - | - | 53,0 | 53,0 | 53,0 |
7,00 | 54,0 | - | - | - | - | 54,0 | 54,0 | 54,0 | |
Таблица С.64 - Гидростатическое испытательное давление для насосно-компрессорных труб группы прочности L80
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | ||||||
Без резьбы | NU | EU | НКТ | НКТВ | НКМ | |||
Обычная муфта | Специальная муфта | |||||||
26,67 | 2,87 | 69,0 | 69,0 | 69,0 | - | - | - | - |
3,91 | 69,0 | - | 69,0 | - | - | - | - | |
33,40 | 3,38 | 69,0 | 69,0 | 69,0 | - | - | - | - |
3,50 | 69,0 | - | - | - | 69,0 | 69,0 | - | |
4,55 | 69,0 | - | 69,0 | - | 69,0 | 69,0 | - | |
42,16 | 3,56 | 69,0 | 69,0 | 69,0 | - | 69,0 | 69,0 | - |
4,85 | 69,0 | - | 69,0 | - | 69,0 | 69,0 | - | |
48,26 | 3,68 | 67,5 | 67,5 | 67,5 | - | 67,5 | 67,5 | - |
4,00 | 69,0 | - | - | - | 69,0 | 69,0 | ||
5,08 | 69,0 | - | 69,0 | - | - | - | - | |
6,35 | 69,0 | - | - | - | - | - | - | |
7,62 | 69,0 | - | - | - | - | - | - | |
52,40 | 3,96 | 66,5 | - | - | - | - | - | - |
5,72 | 69,0 | - | - | - | - | - | - | |
60,32 | 4,24 | 62,0 | 62,0 | - | - | 62,0 | 62,0 | - |
4,83 | 69,0 | 69,0 | 69,0 | 63,0 | 69,0 | 69,0 | 69,0 | |
5,00 | 69,0 | - | - | - | 69,0 | 69,0 | 69,0 | |
6,45 | 69,0 | 69,0 | 69,0 | 63,0 | 69,0 | 69,0 | 69,0 | |
7,49 | 69,0 | - | - | - | - | - | - | |
8,53 | 69,0 | - | 69,0 | 63,0 | - | - | - | |
73,02 | 5,51 | 66,5 | 66,5 | 66,5 | 61,0 | 66,5 | 66,5 | 66,5 |
7,01 | 69,0 | 69,0 | 69,0 | 61,0 | 69,0 | 69,0 | 69,0 | |
7,82 | 69,0 | 69,0 | 69,0 | 61,0 | - | - | - | |
8,64 | 69,0 | - | 69,0 | 61,0 | - | - | - | |
9,96 | 69,0 | - | - | - | - | - | - | |
11,18 | 69,0 | - | - | - | - | - | - | |
88,90 | 5,49 | 54,5 | 54,5 | - | - | - | - | - |
6,45 | 64,0 | 64,0 | 64,0 | 59,0 | 64,0 | 64,0 | 64,0 | |
7,34 | 69,0 | 69,0 | - | - | 69,0 | 69,0 | 69,0 | |
8,00 | 69,0 | - | - | - | 69,0 | 69,0 | 69,0 | |
9,52 | 69,0 | 69,0 | 69,0 | 59,0 | 69,0 | 69,0 | 69,0 | |
10,92 | 69,0 | - | - | - | - | - | - | |
12,09 | 69,0 | - | 69,0 | - | - | - | - | |
13,46 | 69,0 | - | - | - | - | - | - | |
101,60 | 5,74 | 50,0 | 50,0 | - | - | - | - | - |
6,50 | 56,5 | - | - | - | 56,5 | 56,5 | 56,5 | |
6,65 | 58,0 | - | 58,0 | - | 58,0 | 58,0 | 58,0 | |
8,38 | 69,0 | - | - | - | - | - | - | |
10,54 | 69,0 | - | - | - | - | - | - | |
12,70 | 69,0 | - | - | - | - | - | - | |
15,49 | 69,0 | - | - | - | - | - | - | |
114,30 | 6,88 | 53,0 | 53,0 | 53,0 | - | 53,0 | 53,0 | 53,0 |
7,00 | 54,0 | - | - | - | 54,0 | 54,0 | 54,0 | |
8,56 | 66,0 | - | - | - | - | - | - | |
9,65 | 69,0 | - | - | - | - | - | - | |
10,92 | 69,0 | - | - | - | - | - | - | |
12,70 | 69,0 | - | - | - | - | - | - | |
14,22 | 69,0 | - | - | - | - | - | - | |
16,00 | 69,0 | - | - | - | - | - | - | |
Таблица С.65 - Гидростатическое испытательное давление для насосно-компрессорных труб группы прочности С90
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | |||||
Без резьбы | NU | EU обычная муфта | НКТ | НКТВ | НКМ | ||
26,67 | 2,87 | 69,0 | 69,0 | 69,0 | - | - | - |
3,91 | 69,0 | - | 69,0 | - | - | - | |
33,40 | 3,38 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | - |
4,55 | 69,0 | - | 69,0 | - | 69,0 | - | |
42,16 | 3,56 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | - |
4,85 | 69,0 | - | 69,0 | - | 69,0 | - | |
48,26 | 3,68 | 69,0 | 69,0 | 69,0 | - | - | - |
5,08 | 69,0 | - | 69,0 | - | - | - | |
6,35 | 69,0 | - | - | - | - | - | |
7,62 | 69,0 | - | - | - | - | - | |
52,40 | 3,96 | 69,0 | - | - | - | - | - |
5,72 | 69,0 | - | - | - | - | - | |
60,32 | 4,24 | 69,0 | 69,0 | - | 69,0 | 69,0 | - |
4,83 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | |
5,00 | 69,0 | - | - | 69,0 | 69,0 | 69,0 | |
6,45 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | - | |
7,49 | 69,0 | - | - | - | - | - | |
8,53 | 69,0 | - | 69,0 | - | - | - | |
73,02 | 5,51 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 |
7,01 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | |
7,82 | 69,0 | 69,0 | 69,0 | - | - | - | |
8,64 | 69,0 | - | 69,0 | - | - | - | |
9,96 | 69,0 | - | - | - | - | - | |
11,18 | 69,0 | - | - | - | - | - | |
88,90 | 5,49 | 61,5 | 61,5 | - | - | - | - |
6,45 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | |
7,34 | 69,0 | 69,0 | - | 69,0 | 69,0 | 69,0 | |
8,00 | 69,0 | - | - | 69,0 | 69,0 | 69,0 | |
9,52 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | |
10,92 | 69,0 | - | - | - | - | - | |
12,09 | 69,0 | - | - | - | - | - | |
13,46 | 69,0 | - | - | - | - | - | |
101,60 | 5,74 | 56,0 | 56,0 | - | - | - | - |
6,50 | 63,5 | - | - | 63,5 | 63,5 | 63,5 | |
6,65 | 65,0 | - | 65,0 | 65,0 | 65,0 | 65,0 | |
8,38 | 69,0 | - | - | - | - | - | |
10,54 | 69,0 | - | - | - | - | - | |
12,70 | 69,0 | - | - | - | - | - | |
15,49 | 69,0 | - | - | - | - | - | |
114,30 | 6,88 | 60,0 | 60,0 | 60,0 | 60,0 | 60,0 | 60,0 |
7,00 | 61,0 | - | - | 61,0 | 61,0 | 61,0 | |
8,56 | 69,0 | - | - | - | - | - | |
9,65 | 69,0 | - | - | - | - | - | |
10,92 | 69,0 | - | - | - | - | - | |
12,70 | 69,0 | - | - | - | - | - | |
14,22 | 69,0 | - | - | - | - | - | |
16,00 | 69,0 | - | - | - | - | - | |
Таблица С.66 - Гидростатическое испытательное давление для насосно-компрессорных труб группы прочности R95 | ||||||
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | ||||
Без резьбы | НКТ | НКТВ | НКМ | |||
60,32 | 4,83 | 69,0 | 69,0 | 69,0 | 69,0 | |
5,00 | 69,0 | 69,0 | 69,0 | 69,0 | ||
6,45 | 69,0 | 69,0 | 69,0 | - | ||
7,49 | 69,0 | - | - | - | ||
8,53 | 69,0 | - | - | - | ||
73,02 | 5,51 | 69,0 | 69,0 | 69,0 | 69,0 | |
7,01 | 69,0 | 69,0 | 69,0 | 69,0 | ||
88,90 | 6,45 | 69,0 | 69,0 | 69,0 | 69,0 | |
7,34 | 69,0 | 69,0 | 69,0 | 69,0 | ||
8,00 | 69,0 | 69,0 | 69,0 | 69,0 | ||
9,52 | 69,0 | 69,0 | 69,0 | 69,0 | ||
101,60 | 6,50 | 67,0 | 67,0 | 67,0 | 67,0 | |
6,65 | 68,5 | 68,5 | 68,5 | 68,5 | ||
114,30 | 6,88 | 63,0 | 63,0 | 63,0 | 63,0 | |
7,00 | 64,0 | 64,0 | 64,0 | 64,0 | ||
Примечание - Настоящая таблица введена с целью дополнения группой прочности, широко применяемой в национальной промышленности для изготовления насосно-компрессорных труб. | ||||||
(Измененная редакция, Изм. N 1).
Таблица С.67 - Гидростатическое испытательное давление для насосно-компрессорных труб группы прочности Т95
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | |||||
Без резьбы | NU | EU обычная муфта | НКТ | НКТВ | НКМ | ||
26,67 | 2,87 | 69,0 | 69,0 | 69,0 | - | - | - |
3,91 | 69,0 | - | 69,0 | - | - | - | |
33,40 | 3,38 | 69,0 | 69,0 | 69,0 | - | - | - |
3,50 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | - | |
4,55 | 69,0 | - | 69,0 | - | 69,0 | - | |
42,16 | 3,56 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | - |
4,85 | 69,0 | - | 69,0 | - | 69,0 | - | |
48,26 | 3,68 | 69,0 | 69,0 | 69,0 | - | - | - |
5,06 | 69,0 | - | 69,0 | - | - | - | |
6,35 | 69,0 | - | - | - | - | - | |
7,62 | 69,0 | - | - | - | - | - | |
52,40 | 3,96 | 69,0 | - | - | - | - | - |
5,72 | 69,0 | - | - | - | - | - | |
60,32 | 4,24 | 69,0 | 69,0 | - | 69,0 | 69,0 | - |
4,83 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | |
5,00 | 69,0 | - | - | 69,0 | 69,0 | 69,0 | |
6,45 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | - | |
7,49 | 69,0 | - | - | - | - | - | |
8,53 | 69,0 | - | 69,0 | - | - | - | |
73,02 | 5,51 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 |
7,01 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | |
7,82 | 69,0 | 69,0 | 69,0 | - | - | - | |
8,64 | 69,0 | - | 69,0 | - | - | - | |
9,96 | 69,0 | - | - | - | - | - | |
11,18 | 69,0 | - | - | - | - | - | |
88,90 | 5,49 | 64,5 | 64,5 | - | - | - | - |
6,45 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | |
7,34 | 69,0 | 69,0 | - | 69,0 | 69,0 | 69,0 | |
8,00 | 69,0 | - | - | 69,0 | 69,0 | 69,0 | |
9,52 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | |
10,92 | 69,0 | - | - | - | - | - | |
12,09 | 69,0 | - | - | - | - | - | |
13,46 | 69,0 | - | - | - | - | - | |
101,60 | 5,74 | 59,0 | 59,0 | - | - | - | - |
6,50 | 67,0 | - | - | 67,0 | 67,0 | 67,0 | |
6,65 | 68,5 | - | 68,5 | 68,5 | 68,5 | 68,5 | |
8,38 | 69,0 | - | - | - | - | - | |
10,54 | 69,0 | - | - | - | - | - | |
12,70 | 69,0 | - | - | - | - | - | |
15,49 | 69,0 | - | - | - | - | - | |
114,30 | 6,88 | 63,0 | 63,0 | 63,0 | 63,0 | 63,0 | 63,0 |
8,00 | 69,0 | - | - | 69,0 | 69,0 | 69,0 | |
8,56 | 69,0 | - | - | - | - | - | |
9,65 | 69,0 | - | - | - | - | - | |
10,92 | 69,0 | - | - | - | - | - | |
12,70 | 69,0 | - | - | - | - | - | |
14,22 | 69,0 | - | - | - | - | - | |
16,00 | 69,0 | - | - | - | - | - | |
Таблица С.68 - Гидростатическое испытательное давление для насосно-компрессорных труб группы прочности Р110
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | ||||||
Без резьбы | NU | EU | НКТ | НКТВ | НКМ | |||
Обычная муфта | Специальная муфта | |||||||
26,67 | 3,91 | 69,0 (178,0) | - | 69,0 (142,5) | - | - | - | - |
33,40 | 4,55 | 69,0 (165,0) | - | 69,0 (154,5) | - | - | 69,0 | - |
42,16 | 4,85 | 69,0 (139,5) | - | 69,0 (123,5) | - | - | 69,0 | - |
48,26 | 5,08 | 69,0 (92,5) | - | 69,0 (92,5) | - | - | - | - |
52,40 | 5,72 | 69,0 (132,5) | - | - | - | - | - | - |
60,32 | 4,83 | 69,0 (97,0) | 69,0 (97,0) | 69,0 (97,0) | 69,0 (86,5) | - | 69,0 | 69,0 |
5,00 | 69,0 | - | - | - | - | 69,0 | 69,0 | |
6,45 | 69,0 (129,5) | 69,0 (121,5) | 69,0 (112,5) | 69,0 (86,5) | 69,0 | 69,0 | 69,0 | |
73,02 | 5,51 | 69,0 (91,5) | 69,0 (91,5) | 69,0 (91,5) | 69,0 (83,5) | 69,0 | 69,0 | 69,0 |
7,01 | 69,0 (116,5) | 69,0 (116,5) | 69,0 (113,5) | 69,0 (83,5) | 69,0 | 69,0 | 69,0 | |
7,82 | 69,0 (130,0) | 69,0 (126,5) | 69,0 (113,5) | 69,0 (83,5) | - | - | - | |
88,90 | 6,45 | 69,0 (88,0) | 69,0 (88,0) | 69,0 (88,0) | 69,0 (81,0) | 69,0 | 69,0 | 69,0 |
7,34 | 69,0 | - | - | - | 69,0 | 69,0 | 69,0 | |
8,00 | 69,0 | - | - | - | 69,0 | 69,0 | 69,0 | |
9,52 | 69,0 (130,0) | 69,0 (124,0) | 69,0 (118,0) | 69,0 (81,0) | 69,0 | 69,0 | 69,0 | |
101,60 | 6,50 | 69,0 | - | - | - | 69,0 | 69,0 | 69,0 |
6,65 | 69,0 | - | - | - | 69,0 | 69,0 | 69,0 | |
114,30 | 6,88 | 69,0 | - | - | - | 69,0 | 69,0 | 69,0 |
7,00 | 69,0 | - | - | - | 69,0 | 69,0 | 69,0 | |
Примечание - В скобках указаны значения альтернативного испытательного давления. | ||||||||
Таблица С.69 - Гидростатическое испытательное давление для насосно-компрессорных труб группы прочности Q135 | ||||||
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | ||||
Без резьбы | НКТ | НКТВ | HKM | |||
60,32 | 4,24 | 69,0 | 69,0 | 69,0 | 69,0 | |
4,83 | 69,0 | 69,0 | 69,0 | 69,0 | ||
5,00 | 69,0 | 69,0 | 69,0 | 69,0 | ||
6,45 | 69,0 | 69,0 | 69,0 | - | ||
73,02 | 5,51 | 69,0 | 69,0 | 69,0 | 69,0 | |
7,01 | 69,0 | 69,0 | 69,0 | 69,0 | ||
88,90 | 6,45 | 69,0 | 69,0 | 69,0 | 69,0 | |
7,34 | 69,0 | 69,0 | 69,0 | 69,0 | ||
8,00 | 69,0 | 69,0 | 69,0 | 69,0 | ||
9,52 | 69,0 | 69,0 | 69,0 | 69,0 | ||
101,60 | 6,50 | 69,0 | 69,0 | 69,0 | 69,0 | |
6,65 | 69,0 | 69,0 | 69,0 | 69,0 | ||
114,30 | 6,88 | 69,0 | 69,0 | 69,0 | 69,0 | |
7,00 | 69,0 | 69,0 | 69,0 | 69,0 | ||
Примечание - Настоящая таблица введена с целью дополнения группой прочности, широко применяемой в национальной промышленности. | ||||||
Таблица С.70 - Перечень методов неразрушающего контроля бесшовных труб, тела сварных труб и трубных заготовок для муфт
Изделие и группа прочности | Визуальный контроль | Контроль толщины стенки | Ультразвуковой метод | Метод рассеяния магнитного потока | Метод вихревых токов | Магнито- порошковый метод |
Бесшовные трубы и тело сварных труб | ||||||
Н40, J55, K55, К72, N80 тип 1 | R | N | N | N | N | N |
N80 тип Q, L80, R95, М65 | R | R | А | А | А | А |
Р110 | R | R | А | А | А | NA |
С90, Т95, Q125, Q135 | R | R | С | В | В | В |
Трубные заготовки для муфт | ||||||
Н40, J55, K55, К72, N80 тип 1 | R | NA | N | N | N | N |
N80 тип Q, L80, R95, Р110, С90, Т95, Q125, Q135 | R | R | А | А | А | А |
Примечание - В настоящей таблице применены следующие обозначения: N - не требуется; R - требуется; NA - не применяется; А - должен быть применим один метод или любая комбинация методов; В - для контроля наружной поверхности в дополнение к ультразвуковому методу должен быть применим, как минимум, еще один метод; С - для контроля наружной и внутренней поверхностей должен быть применим ультразвуковой метод. | ||||||
(Измененная редакция, Изм. N 1).
Таблица С.71 - Уровни приемки (контроля)
Изделия и группа прочности | Наружное несовершенство | Внутреннее несовершенство | |||
продольное | поперечное | продольное | поперечное | ||
Бесшовные и сварные трубы | |||||
Тело трубы | |||||
N80 тип Q, М65, L80, С95* | L4, Е4, F4, U4 | N | L4, Е4, F4, U4 | N | |
P110 с A.9 SR16 | L4, Е4, F4, U4 | L4, Е4, F4, U4 | L4, Е4, F4, U4 | L4, Е4, F4, U4 | |
Р110 | L2, Е2, F2, U2 | L2, Е2, F2, U2 | L2, Е2, F2, U2 | L2, Е2, F2, U2 | |
P110 c A.3 SR2 и A.9 SR16 | L2, Е2, F2, U2 | L2, Е2, F2, U2 | L2, Е2, F2, U2 | L2, Е2, F2, U2 | |
С90, Т95, Q125, Q135 | Ультразвуковой метод | L2, U2 | L2, U2 | L2, U2 | L2, U2 |
Второй метод | L2, Е2, F2 | L2, Е2, F2 | N | N | |
Сварной шов | |||||
Р110, Q125, Q135 с SR11.5 | L2, Е2, F2, U2 | N | L2, Е2, F2, U2 | N | |
Все остальные группы прочности | L3, Е3, F3, U3 | N | L3, Е3, F3, U3 | N | |
Трубные заготовки для муфт | |||||
Все группы прочности | L2, Е2, F2, U2 | L2, Е2, F2, U2 | N | N | |
Примечание - В настоящей таблице применены следующие обозначения: Lx, Ex, Fx, Ux - уровни приемки (контроля), N - контроль не требуется. | |||||
Таблица С.71 (Измененная редакция, Изм. N 1).
________________
* На основании Изменения N 1 по всему тексту стандарта заменено обозначение группы прочности: С95 на R95. - .
Таблица С.72 - Искусственные дефекты
Уровень приемки (контроля) | Глубина надреза | Длина надреза полной глубины, мм, макс. | Ширина надреза, мм, макс. | Диаметр радиального сверленого отверстия |
L2, Е2, F2, U2 | 5 | 50 | 1 | 1,6 |
L3, Е3, F3, U3 | 10 | 50 | 1 | 3,2 |
L4, Е4, F4, U4 | 12,5 | 50 | 1 | 3,2 |
Примечание - Виды искусственных дефектов показаны на рисунке D.18. | ||||
(Измененная редакция, Изм. N 1).
Таблица С.73 - Высота знаков при маркировке клеймением
В миллиметрах
Изделие | Наружный диаметр | Высота знаков |
Труба, трубная заготовка для муфт, заготовка для соединительных деталей | До 114,30 | 4,8 |
114,30 и св. | 6,4 | |
Муфта | Для труб до 114,30 | 6,4 |
Для труб от 114,30 до 193,68 | 9,5 | |
Для труб 193,68 и св. | 12,7 |
Таблица С.74 - Цветовая идентификация групп прочности
Группа прочности | Тип | Количество и цвет кольцевых полос для труб, трубных заготовок для муфт, заготовок для соединительных деталей и укороченных труб длиной от 1,8 м и более | Цвет для муфты | |
Вся муфта | Количество и цвет кольцевых полос | |||
Н40 | - | Нет или одна черная по выбору изготовителя | Нет | Как для трубы |
J55 насосно-компрессорные трубы | - | Одна светло-зеленая | Светло-зеленая | Нет |
J55 обсадные трубы | - | Одна светло-зеленая | Светло-зеленая | Одна белая |
K55 | - | Две светло-зеленые | Светло-зеленая | Нет |
К72 | - | Одна желтая | Нет | Одна желтая |
М65 | - | Одна светло-зеленая, одна голубая | Красная | Одна коричневая |
N80 | 1 | Одна красная | Красная | Нет |
N80 | Q | Одна красная, одна светло-зеленая | Красная | Одна зеленая |
L80 | 1 | Одна красная, одна коричневая | Красная | Одна коричневая |
L80 | 9Сr | Одна красная, одна коричневая, две желтые | Красная | Две желтые |
L80 | 13Сr | Одна красная, одна коричневая, одна желтая | Красная | Одна желтая |
С90 | 1 | Одна фиолетовая | Фиолетовая | Нет |
С90 | 2 | Одна фиолетовая, одна желтая | Фиолетовая | Одна желтая |
Т95 | 1 | Одна серебристая | Серебристая | Нет |
Т95 | 2 | Одна серебристая, одна желтая | Серебристая | Одна желтая |
R95 | - | Одна коричневая | Коричневая | Нет |
Р110 | - | Одна белая | Белая | Нет |
Q125 | 1 | Одна оранжевая | Оранжевая | Нет |
Q125 | 2 | Одна оранжевая, одна желтая | Оранжевая | Одна желтая |
Q125 | 3 | Одна оранжевая, одна зеленая | Оранжевая | Одна зеленая |
Q125 | 4 | Одна оранжевая, одна коричневая | Оранжевая | Одна коричневая |
Q135 | - | Две оранжевые | Оранжевая | Одна белая |
| ||||
(Измененная редакция, Изм. N 1).
Таблица С.75 - Маркировка типа соединения
Изделие | Тип соединения | Обозначение при маркировке |
Обсадные трубы | С короткой закругленной треугольной резьбой | SC |
С удлиненной закругленной треугольной резьбой | LC | |
Упорное с трапецеидальной резьбой | ВС | |
С трапецеидальной резьбой | ОТТМ | |
С трапецеидальной резьбой и узлом уплотнения "металл-металл" | ОТТГ | |
Насосно-компрессорные трубы | С закругленной треугольной резьбой | NU |
С закругленной треугольной резьбой и высаженными наружу концами | EU | |
С закругленной треугольной резьбой | НКТ | |
С закругленной треугольной резьбой и высаженными наружу концами | НКТВ | |
С трапецеидальной резьбой и узлом уплотнения "металл-металл" | НКМ |
Таблица С.76 - Маркировка и ее последовательность
Последовательность маркировки | Знак или обозначение | Требования к маркировке краской и/или клеймением | ||||
Классы 1 и 3 | Классы 2 и 4 | Все классы | ||||
Трубы | Муфты и заготовки для соедини- | Трубы | Муфты и заготовки для соедини- | Трубные заготовки для муфт | ||
Наименование или товарный знак изготовителя | "..." | P и D | P и D | Р | Р | Р |
Обозначение ГОСТ Р | ГОСТ Р 53366-2009 | P и D | P и D | Р | Р | Р |
Дата изготовления по 11.1.7 | "..." | P и D | P и D | Р | Р | Р |
Трубы без резьбы или со специальной отделкой концов, если применимо: | ||||||
- трубы без резьбы с высаженными или невысаженными концами | UF | P и D | Р | |||
- трубы со специальной отделкой концов, выполненной трубным предприятием или нарезчиком резьбы | SF | P и D | Р | |||
Комплектуемые муфты со специальной отделкой концов | SF | P и D | Р | |||
Трубные заготовки для муфт | CS | Р | ||||
Наружный диаметр труб (таблицы С.1, С.2 или С.3) или заданный наружный диаметр трубных заготовок для муфт и заготовок для соединительных деталей | "..." | P | Р | Р | Р | Р |
Толщина стенки (таблицы С.1, С.2 или С.3) или заданная толщина стенки трубных заготовок для муфт и заготовок для соединительных деталей | "..." | P и D | Р | Р | ||
Группа прочности: | "..." | P и D | P и D | Р | Р | Р |
Н40 | Н | |||||
J55 | J | |||||
K55 | K | |||||
К72 | К72 | |||||
М65 | М | |||||
N80 тип 1 | N1 | |||||
N80 тип Q | NQ | |||||
L80 тип 1 | L | |||||
L80 mun 1 c A.11 SR23 | L80S | |||||
L80 тип 9Сr | L9 | |||||
L80 тип 13Сr | L13 | |||||
С90 тип 1 | С90-1 | |||||
С90 тип 2 | С90-2 | |||||
R95 | R95 | |||||
Т95 тип 1 | Т95-1 | |||||
Т95 тип 2 | Т95-2 | |||||
Р110 | Р | |||||
Q125 тип 1 | Q1 | |||||
Q125 тип 2 | Q2 | |||||
Q125 тип 3 | Q3 | |||||
Q125 тип 4 | Q4 | |||||
Q135 | Q135 | |||||
Пониженная альтернативная температура испытания на ударный изгиб, если применима (указать требуемую температуру испытания для образцов полного размера, включая знак "+" или "-" и °С) | "..." С | Р | Р | Р | Р | Р |
Вид термообработки (если применима): | ||||||
- J55, K55, К72 и М65, нормализация | Z | Р | Р | Р | Р | Р |
- J55, K55 и М65, закалка и отпуск | Q | Р | Р | Р | Р | Р |
Способ производства: | ||||||
- бесшовные | S | P и D | Р | |||
- электросварные | Е | P и D | Р | |||
Дополнительные требования, если применимы: | ||||||
А.2 SR1 | S1 | Р | Р | |||
А.3 SR2 | S2 | Р | Р | |||
А.4 SR9 (указать группу прочности и тип) | S9Q "..." | Р | ||||
A.7 SR13 | S13 | P и D | Р | |||
А.9 SR16 (указать требуемую минимальную поглощенную энергию для образца полного размера в джоулях и температуру испытания, включая знак "+" или "-") | S16 "..." С | Р | Р | |||
A.10 SR22 | S22 | Р | D | Р | D | |
А.11 SR23 | S23 | Р | Р | Р | Р | Р |
Уровень требований PSL-2 или PSL-3 | L2 или L3 | Р | Р | Р | Р | Р |
Испытательное гидростатическое давление (указать фактическое испытательное давление в мегапаскалях) | Р "..." | Р | Р | |||
Тип резьбового соединения (таблица С.75), если применим - для изготовителей и нарезчиков резьбы | "..." | Р | Р | Р | Р | |
Контроль оправкой по всей длине, если применим: | ||||||
- стандартной (обсадные или насосно-компрессорные трубы) | D | Р | Р | |||
- альтернативной (обсадные или насосно-компрессорные трубы), указать диаметр оправки (таблица С.32) | DA "..." | Р | Р | |||
- в соответствии с 8.10 (обсадные трубы, заказанные в качестве насосно-компрессорных труб) | DT42 | Р | Р | |||
Порядковый номер изделия (группы прочности С90, Т95, Q125 и Q135) | P и D | P и D | Р | |||
Оловянное покрытие муфт, если применимо | Т | Р | Р | |||
Проведение только визуального контроля (муфты групп прочности Н40, J55 и К55) | V | Р | ||||
Примечание - Требования к обязательной цветовой идентификации указаны в 11.4. | ||||||
(Измененная редакция, Изм. N 1).
Таблица С.77 - Сохранение записей
Контроль, испытания и процессы, требующие сохранения записей
| Подраздел или пункт, в котором указана ссылка |
Химические свойства: | |
Анализ плавки | 10.3.2 |
Анализ изделия | 10.3.3 |
Механические свойства: | |
Испытание на растяжение | 7.2, 9.5, 10.4.2, 10.4.7 |
Испытание на ударный изгиб | 7.4, 7.5, 7.6, 10.7 |
Контроль твердости | 7.7, 7.8, 7.9 и 10.6 |
Контроль прокаливаемости (группы прочности С90 и Т95) | 7.10, 10.9 |
Определение размера зерна (группы прочности С90 и Т95) | 7.11, 10.8 |
Гидростатическое испытание: | |
Диаграммы самописца испытательной установки | 10.12 |
Испытание | 10.12 |
Испытание на стойкость к сульфидному растрескиванию под напряжением (группы прочности С90 и Т95) | 7.14, 10.10 |
Оформление документа о качестве для класса 4 | 13.3 |
Поверка, проверка и калибрование | Разные |
Таблица C.78 SR12.1 - Коэффициент для статистических испытаний на ударный изгиб
Размер выборки от партии | |
3 | 13,857 |
4 | 9,215 |
5 | 7,501 |
6 | 6,612 |
7 | 6,061 |
8 | 5,686 |
9 | 5,414 |
10 | 5,203 |
12 | 4,900 |
14 | 4,690 |
16 | 4,534 |
18 | 4,415 |
20 | 4,319 |
25 | 4,143 |
30 | 4,022 |
35 | 3,937 |
40 | 3,866 |
45 | 3,811 |
50 | 3,766 |
3,090 |
Таблица С.79 SR12.2 - Вероятность наличия дефектных труб в обсадной колонне
Вероятность наличия одной дефектной трубы | Вероятность того, что в колонне из 100 труб будет, как минимум, одна дефектная труба |
1/10 | 0,99997 (или 100%) |
1/100 | 0,634 (или 63%) |
1/1000 | 0,095 (или 10%) |
1/10000 | 0,00995 (или 1%) |
Таблица С.80 SR16.1 - Требования к поглощенной энергии поперечных образцов. Группа прочности N80 тип 1
Максимальная заданная толщина стенки | Минимальная поглощенная энергия поперечных образцов |
11,59 | 14 |
13,12 | 15 |
14,66 | 16 |
16,19 | 17 |
17,73 | 18 |
19,26 | 19 |
20,80 | 20 |
22,33 | 21 |
23,87 | 22 |
25,40 | 23 |
26,94 | 24 |
Примечания 1 Заданные толщины стенок, превышающие указанные в таблицах С.1-С.3, приведены здесь только для справки для специального применения. 2 Для заданной толщины стенки превышающей указанную, требования должны соответствовать значениям, рассчитанным по формулам для толщины стенки и группы прочности. | |
Таблица С.81 SR16.2 - Требования к поглощенной энергии для продольных образцов. Группа прочности N80 тип 1
Максимальная заданная толщина стенки | Минимальная поглощенная энергия продольных образцов |
10,44 | 27 |
11,20 | 28 |
11,97 | 29 |
12,74 | 30 |
13,51 | 31 |
14,27 | 32 |
15,04 | 33 |
15,81 | 34 |
16,58 | 35 |
17,34 | 36 |
18,11 | 37 |
18,88 | 38 |
19,65 | 39 |
20,41 | 40 |
21,18 | 41 |
21,95 | 42 |
22,72 | 43 |
23,48 | 44 |
24,25 | 45 |
25,02 | 46 |
25,79 | 47 |
Примечания 1 Заданные толщины стенок, превышающие указанные в таблицах С.1-С.3, приведены здесь только для справки для специального применения. 2 Для заданной толщины стенки превышающей указанную, требования должны соответствовать значениям, рассчитанным по формулам для толщины стенки и группы прочности. | |
Таблица С.82 SR16.3 - Снижение температуры испытания для образцов меньших размеров. Группы прочности Н40, J55, К55 и К72
Размер сечения образца, мм | Заданная толщина стенки | Снижение температуры, °С |
10,0х7,5 | Св. 10,00 | 3 |
10,0х5,0 | Св. 10,00 | 11 |
10,0х5,0 | От 7,50 до 10,00 включ. | 8 |
10,0х5,0 | От 6,70 до 7,50 | 6 |
10,0x5,0 | От 6,00 до 6,70 | 3 |
Таблица С.83 SR22.1 - Требования для соединения LC, обладающего повышенной герметичностью
Наруж- | Тол- | Группа проч- | Диаметр оправки, мм | Наружный диаметр обычной муфты | Число оборотов при механи- | Макси- | Приблизительный начальный момент свинчивания, Нм, при покрытии муфты | Рекомен- | |
оло- | фос- | ||||||||
114,30 | 6,35 | J/K55 | 98,42 | 127,00 | 3,0 | 82,55 | 176 | 294 | 15 |
114,30 | 6,35 | L/N80 | 98,42 | 127,00 | 3,0 | 82,55 | 168 | 279 | 15 |
114,30 | 7,37 | L/N80 | 96,38 | 127,00 | 3,0 | 82,55 | 184 | 308 | 15 |
114,30 | 6,35 | С90 | 98,42 | 127,00 | 3,0 | 82,55 | 172 | - | 15 |
114,30 | 7,37 | С90 | 96,38 | 127,00 | 3,0 | 82,55 | 194 | - | 15 |
114,30 | 6,35 | С/Т95 | 98,42 | 127,00 | 3,0 | 82,55 | 176 | - | 15 |
114,30 | 7,37 | С/Т95 | 96,38 | 127,00 | 3,0 | 82,55 | 198 | - | 15 |
114,30 | 6,35 | Р110 | 98,42 | 127,00 | 3,0 | 82,55 | 176 | - | 15 |
114,30 | 7,37 | Р110 | 96,38 | 127,00 | 3,0 | 82,55 | 201 | - | 15 |
127,00 | 6,43 | J/K55 | 110,96 | 141,30 | 3,0 | 92,08 | 157 | 262 | 20 |
127,00 | 7,52 | J/K55 | 108,78 | 141,30 | 3,0 | 92,08 | 169 | 282 | 20 |
127,00 | 7,52 | L/N80 | 108,78 | 141,30 | 3,5 | 92,08 | 222 | 370 | 20 |
127,00 | 9,19 | L/N80 | 105,44 | 141,30 | 3,5 | 92,08 | 298 | 498 | 20 |
127,00 | 7,52 | С90 | 108,78 | 141,30 | 3,0 | 92,08 | 268 | - | 20 |
127,00 | 9,19 | С90 | 105,44 | 141,30 | 3,0 | 92,08 | 323 | - | 20 |
127,00 | 7,52 | С/Т95 | 108,78 | 141,30 | 3,5 | 92,08 | 274 | - | 20 |
127,00 | 9,19 | С/Т95 | 105,44 | 141,30 | 3,5 | 92,08 | 329 | - | 20 |
127,00 | 7,52 | Р110 | 108,78 | 141,30 | 3,5 | 92,08 | 282 | - | 20 |
127,00 | 9,19 | Р110 | 105,44 | 141,30 | 3,5 | 92,08 | 336 | - | 20 |
139,70 | 6,98 | J/K55 | 122,56 | 153,67 | 3,0 | 95,25 | 220 | 366 | 25 |
139,70 | 7,72 | J/K55 | 121,08 | 153,67 | 3,0 | 95,25 | 260 | 434 | 25 |
139,70 | 7,72 | L/N80 | 121,08 | 153,67 | 4,0 | 95,25 | 325 | 542 | 25 |
139,70 | 9,17 | L/N80 | 118,18 | 153,67 | 4,0 | 95,25 | 370 | 618 | 25 |
139,70 | 7,72 | С90 | 121,08 | 153,67 | 3,0 | 95,25 | 244 | - | 25 |
139,70 | 9,17 | С90 | 118,18 | 153,67 | 3,0 | 95,25 | 278 | - | 25 |
139,70 | 7,72 | С/Т95 | 121,08 | 153,67 | 3,5 | 95,25 | 301 | - | 25 |
139,70 | 9,17 | С/Т95 | 118,18 | 153,67 | 3,5 | 95,25 | 340 | - | 25 |
139,70 | 7,72 | Р110 | 121,08 | 153,67 | 4,0 | 95,25 | 366 | - | 25 |
139,70 | 9,17 | Р110 | 118,18 | 153,67 | 4,0 | 95,25 | 408 | - | 25 |
168,28 | 7,32 | J/K55 | 150,46 | 187,71 | 3,0 | 104,78 | 220 | 365 | 30 |
168,28 | 8,84 | J/K55 | 147,22 | 187,71 | 3,0 | 104,78 | 274 | 457 | 30 |
168,28 | 8,84 | L/N80 | 147,22 | 187,71 | 4,0 | 104,78 | 450 | 751 | 30 |
168,28 | 10,59 | L/N80 | 143,92 | 187,71 | 4,0 | 104,78 | 525 | 876 | 30 |
168,28 | 12,06 | L/N80 | 140,98 | 187,71 | 4,0 | 104,78 | 579 | 965 | 30 |
168,28 | 8,84 | С90 | 147,22 | 187,71 | 4,0 | 104,78 | 476 | - | 30 |
168,28 | 10,59 | С90 | 143,92 | 187,71 | 4,0 | 104,78 | 553 | - | 30 |
168,28 | 12,06 | С90 | 140,98 | 187,71 | 4,0 | 104,78 | 611 | - | 30 |
168,28 | 8,84 | С/Т95 | 147,22 | 187,71 | 4,0 | 104,78 | 483 | - | 30 |
168,28 | 10,59 | С/Т95 | 143,92 | 187,71 | 4,0 | 104,78 | 557 | - | 30 |
168,28 | 12,06 | С/Т95 | 140,98 | 187,71 | 4,0 | 104,78 | 614 | - | 30 |
168,28 | 8,84 | Р110 | 147,22 | 187,71 | 4,5 | 104,78 | 565 | - | 30 |
168,28 | 10,59 | Р110 | 143,92 | 187,71 | 4,5 | 104,78 | 655 | - | 30 |
168,28 | 12,06 | Р110 | 140,98 | 187,71 | 4,5 | 104,78 | 721 | - | 30 |
177,80 | 8,05 | J/K55 | 158,52 | 194,46 | 4,0 | 107,95 | 321 | 536 | 35 |
177,80 | 9,19 | J/K55 | 156,24 | 194,46 | 4,0 | 107,95 | 370 | 617 | 35 |
177,80 | 8,05 | L/N80 | 158,52 | 194,46 | 5,5 | 107,95 | 561 | 936 | 35 |
177,80 | 9,19 | L/N80 | 156,24 | 194,46 | 5,5 | 107,95 | 659 | 1098 | 35 |
177,80 | 10,36 | L/N80 | 153,90 | 194,46 | 5,5 | 107,95 | 736 | 1226 | 35 |
177,80 | 11,51 | L/N80 | 151,61 | 194,46 | 5,5 | 107,95 | 793 | 1322 | 35 |
177,80 | 8,05 | С90 | 158,52 | 194,46 | 4,5 | 107,95 | 480 | - | 35 |
177,80 | 9,19 | С90 | 156,24 | 194,46 | 4,5 | 107,95 | 548 | - | 35 |
177,80 | 10,36 | С90 | 153,90 | 194,46 | 4,5 | 107,95 | 609 | - | 35 |
177,80 | 11,51 | С90 | 151,61 | 194,46 | 4,5 | 107,95 | 663 | - | 35 |
177,80 | 8,05 | С/Т95 | 158,52 | 194,46 | 4,5 | 107,95 | 489 | - | 35 |
177,80 | 9,19 | С/Т95 | 156,24 | 194,46 | 4,5 | 107,95 | 556 | - | 35 |
177,80 | 10,36 | С/Т95 | 153,90 | 194,46 | 4,5 | 107,95 | 617 | - | 35 |
177,80 | 11,51 | С/Т95 | 151,61 | 194,46 | 4,5 | 107,95 | 670 | - | 35 |
177,80 | 9,19 | Р110 | 156,24 | 194,46 | 5,0 | 107,95 | 643 | - | 35 |
177,80 | 10,36 | Р110 | 153,90 | 194,46 | 5,0 | 107,95 | 712 | - | 35 |
177,80 | 11,51 | Р110 | 151,61 | 194,46 | 5,0 | 107,95 | 769 | - | 35 |
193,68 | 8,33 | J/K55 | 173,84 | 215,90 | 3,5 | 111,12 | 331 | 550 | 40 |
193,68 | 8,33 | L/N80 | 173,84 | 215,90 | 5,0 | 111,12 | 654 | 1090 | 40 |
193,68 | 9,52 | L/N80 | 171,46 | 215,90 | 5,0 | 111,12 | 767 | 1279 | 40 |
193,68 | 10,92 | L/N80 | 168,66 | 215,90 | 5,0 | 111,12 | 880 | 1466 | 40 |
193,68 | 12,70 | L/N80 | 165,10 | 215,90 | 5,0 | 111,12 | 999 | 1665 | 40 |
193,68 | 8,33 | С90 | 173,84 | 215,90 | 4,5 | 111,12 | 555 | - | 40 |
193,68 | 9,52 | С90 | 171,46 | 215,90 | 4,5 | 111,12 | 637 | - | 40 |
193,68 | 10,92 | С90 | 168,66 | 215,90 | 4,5 | 111,12 | 721 | - | 40 |
193,68 | 12,70 | С90 | 165,10 | 215,90 | 4,5 | 111,12 | 813 | - | 40 |
193,68 | 8,33 | С/Т95 | 173,84 | 215,90 | 4,5 | 111,12 | 565 | - | 40 |
193,68 | 9,52 | С/Т95 | 171,46 | 215,90 | 4,5 | 111,12 | 645 | - | 40 |
193,68 | 10,92 | С/Т95 | 168,66 | 215,90 | 4,5 | 111,12 | 728 | - | 40 |
193,68 | 12,70 | С/Т95 | 165,10 | 215,90 | 4,5 | 111,12 | 818 | - | 40 |
193,68 | 9,52 | Р110 | 171,46 | 215,90 | 5,0 | 111,12 | 747 | - | 40 |
193,68 | 10,92 | Р110 | 168,66 | 215,90 | 5,0 | 111,12 | 841 | - | 40 |
193,68 | 12,70 | Р110 | 165,10 | 215,90 | 5,0 | 111,12 | 942 | - | 40 |
219,08 | 8,94 | J/K55 | 198,02 | 244,48 | 3,5 | 120,65 | 415 | 691 | 50 |
219,08 | 10,16 | J/K55 | 195,58 | 244,48 | 3,5 | 120,65 | 483 | 804 | 50 |
219,08 | 10,16 | UN80 | 195,58 | 244,48 | 5,5 | 120,65 | 832 | 1388 | 50 |
219,08 | 11,43 | UN80 | 193,04 | 244,48 | 5,5 | 120,65 | 891 | 1485 | 50 |
219,08 | 12,70 | UN80 | 190,50 | 244,48 | 5,5 | 120,65 | 999 | 1666 | 50 |
219,08 | 14,15 | UN80 | 187,60 | 244,48 | 5,5 | 120,65 | 1079 | 1798 | 50 |
219,08 | 10,16 | С90 | 195,58 | 244,48 | 4,5 | 120,65 | 881 | - | 50 |
219,08 | 11,43 | С90 | 193,04 | 244,48 | 4,5 | 120,65 | 980 | - | 50 |
219,08 | 12,70 | С90 | 190,50 | 244,48 | 4,5 | 120,65 | 1070 | - | 50 |
219,08 | 14,15 | С90 | 187,60 | 244,48 | 4,5 | 120,65 | 1162 | - | 50 |
219,08 | 10,16 | С/Т95 | 195,58 | 244,48 | 5,0 | 120,65 | 936 | - | 50 |
219,08 | 11,43 | С/Т95 | 193,04 | 244,48 | 5,0 | 120,65 | 1047 | - | 50 |
219,08 | 12,70 | С/Т95 | 190,50 | 244,48 | 5,0 | 120,65 | 1143 | - | 50 |
219,08 | 14,15 | С/Т95 | 187,60 | 244,48 | 5,0 | 120,65 | 1239 | - | 50 |
219,08 | 11,43 | Р110 | 193,04 | 244,48 | 5,5 | 120,65 | 1083 | - | 50 |
219,08 | 12,70 | Р110 | 190,50 | 244,48 | 5,5 | 120,65 | 1222 | - | 50 |
219,08 | 14,15 | Р110 | 187,60 | 244,48 | 5,5 | 120,65 | 1322 | - | 50 |
244,48 | 8,94 | J/K55 | 222,63 | 269,88 | 3,5 | 127,00 | 533 | 687 | 55 |
244,48 | 10,03 | J/K55 | 220,45 | 269,88 | 3,5 | 127,00 | 595 | 776 | 55 |
244,48 | 10,03 | L/N80 | 220,45 | 269,88 | 5,5 | 127,00 | 912 | 1520 | 55 |
244,48 | 11,05 | L/N80 | 218,41 | 269,88 | 5,5 | 127,00 | 1040 | 1733 | 55 |
244,48 | 11,99 | L/N80 | 216,54 | 269,88 | 5,5 | 127,00 | 1116 | 1859 | 55 |
244,48 | 13,84 | L/N80 | 215,90 | 269,88 | 5,5 | 127,00 | 1251 | 2087 | 55 |
244,48 | 10,03 | С90 | 220,45 | 269,88 | 5,0 | 127,00 | 915 | - | 55 |
244,48 | 11,05 | С90 | 218,41 | 269,88 | 5,0 | 127,00 | 999 | - | 55 |
244,48 | 11,99 | С90 | 216,54 | 269,88 | 5,0 | 127,00 | 1071 | - | 55 |
244,48 | 13,84 | С90 | 215,90 | 269,88 | 5,0 | 127,00 | 1340 | - | 55 |
244,48 | 10,03 | С/Т95 | 220,45 | 269,88 | 5,5 | 127,00 | 1033 | - | 55 |
244,48 | 11,05 | С/Т95 | 218,41 | 269,88 | 5,5 | 127,00 | 1129 | - | 55 |
244,48 | 11,99 | С/Т95 | 216,54 | 269,88 | 5,5 | 127,00 | 1211 | - | 55 |
244,48 | 13,84 | С/Т95 | 215,90 | 269,88 | 5,5 | 127,00 | 1318 | - | 55 |
244,48 | 11,05 | Р110 | 218,41 | 269,88 | 6,0 | 127,00 | 1239 | - | 55 |
244,48 | 11,99 | Р110 | 216,54 | 269,88 | 6,0 | 127,00 | 1326 | - | 55 |
244,48 | 13,84 | Р110 | 215,90 | 269,88 | 6,0 | 127,00 | 1481 | - | 55 |
| |||||||||
Таблица С.84 SR23 - Химический состав группы прочности L80 тип 1, стойкой к сульфидному коррозионному растрескиванию под напряжением | |||||||||||||||
Класс | Группа прочности | Массовая доля элементов, % | |||||||||||||
Углерод | Марганец | Молибден | Хром | Ни- | Медь, макс. | Фос- | Сера, макс. | Крем- | |||||||
мин. | макс. | мин. | макс. | мин. | макс. | мин. | макс. | ||||||||
2 | L80 тип 1 | - | 0,35 | - | 1,20 | 0,10 | 0,50 | - | 1,50 | 0,25 | 0,35 | 0,020 | 0,010 | - | |
| |||||||||||||||
Приложение D
(обязательное)
Рисунки*
_________________
* Наименование приложения D в оригинале выделено курсивом. - .
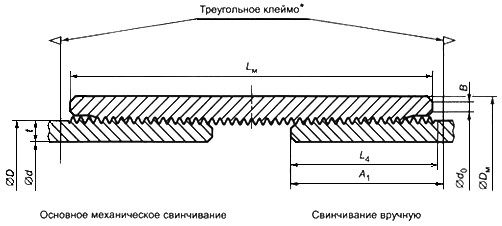
________________
* На расстоянии , равном (
1,59) мм от каждого торца труб групп прочности Н40, J55, K55 и М65 наружным диаметром 406,40; 426,00; 473,08 и 508,00 мм для соединения SC и наружным диаметром 508,00 мм для соединения LC, должен быть нанесен клеймением знак в виде равностороннего треугольника высотой 9,52 мм.
- наружный диаметр трубы;
- толщина стенки трубы;
- внутренний диаметр трубы;
- наружный диаметр муфты;
- длина муфты;
- ширина торцовой плоскости муфты;
- расстояние от торца трубы до основания треугольного клейма;
- диаметр фаски в торцовой плоскости муфты;
- общая длина резьбы от торца трубы до конца сбега
Примечание - Размеры труб указаны в таблице С.26, размеры муфт - в таблице С.35, размер и другие размеры соединения - в ГОСТ 51906.
Рисунок D.1 - Обсадные трубы и муфта для соединений SC и LC
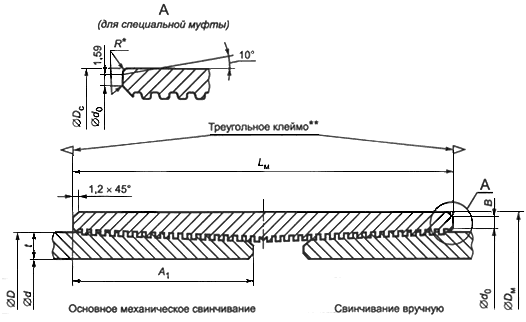
________________
* Наружная и внутренняя кромки торцовых плоскостей специальных муфт должны быть скруглены или притуплены. Если это указано в заказе на поставку, на обоих торцах муфты должна быть выполнена специальная фаска под углом 10°, при этом ширина торцовой плоскости муфты должна быть не менее 1,59 мм.
** На расстоянии от каждого торца трубы должен быть нанесен клеймением знак в виде равностороннего треугольника высотой 9,52 мм. Допускается нанесение треугольного знака краской по трафарету.
- наружный диаметр трубы;
- толщина стенки трубы;
- внутренний диаметр трубы;
- наружный диаметр обычной муфты;
- наружный диаметр специальной муфты;
- длина муфты;
- ширина торцовой плоскости обычной муфты;
- расстояние от торца трубы до основания треугольного клейма;
- диаметр фаски в торцовой плоскости муфты
Примечание - Размеры труб указаны в таблице С.25, размеры муфт - в таблице С.36, и другие размеры соединения - в ГОСТ Р 51906.
Рисунок D.2 - Обсадные трубы и муфта для соединения ВС
________________ * Наружные кромки торцовых плоскостей специальных муфт должны быть скруглены радиусом не более 1 мм. ** Для обычных муфт допускается замена фаски скруглением кромки торца радиусом, не превышающим ширину фаски.
Примечания 1 Размеры труб указаны в таблице С.25, размеры муфт - в таблице С.37, размеры соединения - в ГОСТ Р 53365. 2 Настоящий рисунок введен с целью дополнения резьбового соединения, широко применяемого в национальной промышленности. Рисунок D.3 - Обсадные трубы и муфта для соединения ОТТМ |
________________ * Наружные кромки торцовых плоскостей специальных муфт должны быть скруглены радиусом не более 1 мм. ** Для обычных муфт допускается замена фаски скруглением кромки торца радиусом, не превышающим ширину фаски.
Примечания 1 Размеры труб указаны в таблице С.25, размеры муфт - в таблице С.38, размеры соединения - в ГОСТ Р 53365. 2 Настоящий рисунок введен с целью дополнения резьбового соединения, широко применяемого в национальной промышленности. Рисунок D.4 - Обсадные трубы и муфта для соединения ОТТГ |
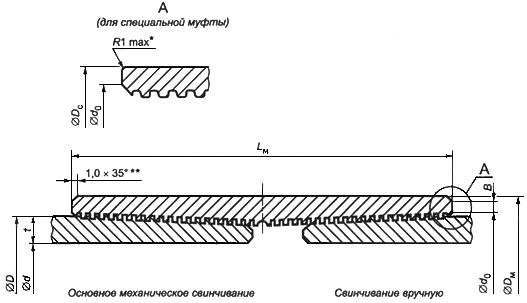
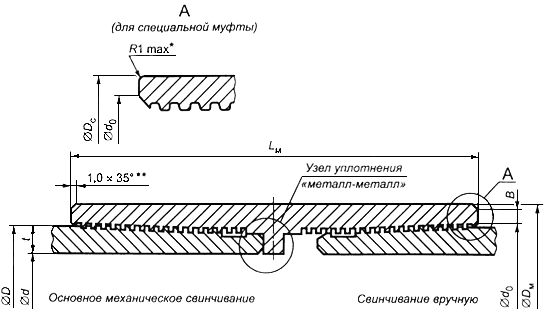
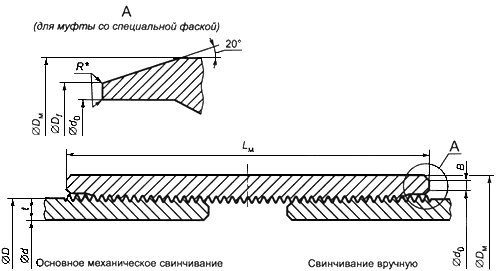
________________
* Наружная и внутренняя кромки торцовых плоскостей муфт со специальной фаской должны быть притуплены или скруглены.
- наружный диаметр трубы;
- толщина стенки трубы;
- внутренний диаметр трубы;
- наружный диаметр муфты;
- длина муфты;
- ширина торцовой плоскости муфты с обычной фаской;
- диаметр фаски в торцовой плоскости муфты;
- диаметр торцовой плоскости муфты со специальной фаской
Примечание - Размеры труб указаны в таблице С.26, размеры муфт - в таблице С.39, размеры соединения - в ГОСТ Р 51906.
Рисунок D.5 - Насосно-компрессорные трубы и муфта для соединения NU
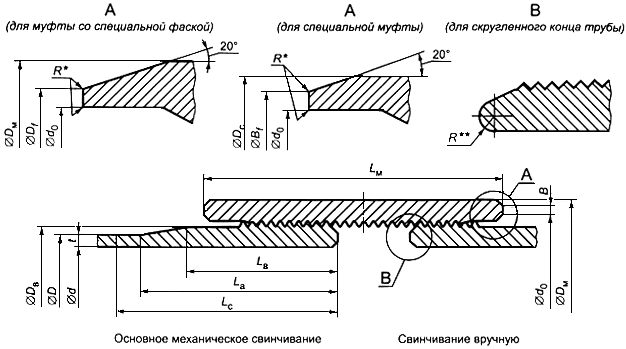
________________
* Наружная и внутренняя кромки торцовых плоскостей муфт со специальной фаской и специальных муфт должны быть притуплены или скруглены.
** Если это указано в заказе на поставку, должно быть выполнено cкругление торцов трубы радиусом (таблица D.1).
Таблица D.1
В миллиметрах
Наружный диаметр трубы | Радиус скругления торца |
60,32 | 2,4 |
73,02 | 2,4 |
88,90 | 3,2 |
114,30 | 3,2 |
| |
- наружный диаметр высаженной части трубы;
- толщина стенки трубы;
- внутренний диаметр трубы;
- наружный диаметр обычной муфты;
- наружный диаметр специальной муфты;
- длина муфты;
- ширина торцовой плоскости обычной муфты и муфты с обычной фаской;
- диаметр фаски в торцовой плоскости муфты;
- диаметр торцовой плоскости специальной муфты или муфты со специальной фаской;
- длина высаженной части, расстояние от торца трубы до начала переходного участка;
- расстояние от торца трубы до конца переходного участка;
- расстояние от торца трубы до начала тела трубы;
- радиус скругления торца трубы
Примечание - Размеры труб указаны в таблице С.26 и С.27, размеры муфт - в таблице С.40, размеры соединения в ГОСТ Р 51906.
Рисунок D.6 - Насосно-компрессорные трубы и муфта для соединения EU
Примечания 1 Размеры труб указаны в таблице С.26, размеры муфт - в таблице С.41, размеры соединения - в ГОСТ Р 53365. 2 Настоящий рисунок введен с целью дополнения резьбового соединения, широко применяемого в национальной промышленности. Рисунок D.7 - Насосно-компрессорные трубы и муфта для соединения НКТ |

Примечания 1 Размеры труб указаны в таблицах С.26 и С.28, размеры муфт - в таблице С.42, размеры соединения - в ГОСТ Р 53365. 2 Настоящий рисунок введен с целью дополнения резьбового соединения, широко применяемого в национальной промышленности. Рисунок D.8 - Насосно-компрессорные трубы и муфта для соединения НКТВ |
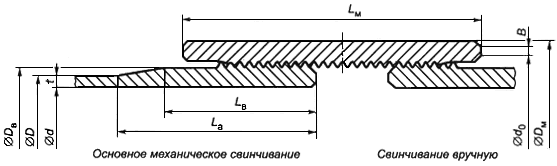
Примечания 1 Размеры труб указаны в таблице С.26, размеры муфт - в таблице С.43, размеры соединения - в ГОСТ Р 53365. 2 Настоящий рисунок введен с целью дополнения резьбового соединения, широко применяемого в национальной промышленности. Рисунок D.9 - Насосно-компрессорные трубы и муфта для соединения НКМ |
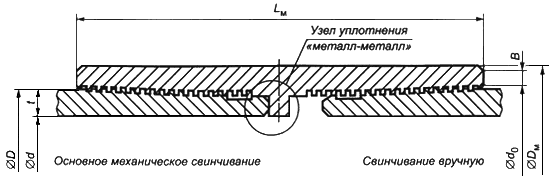
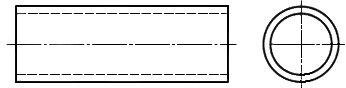
- Образец полного сечения
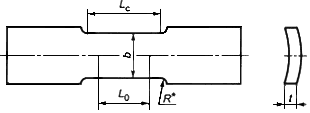
- Образец в виде полосы*
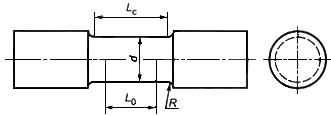
- Цилиндрический образец
________________
* Испытание образцов без применения криволинейных захватов - по 10.4.5.
- рабочая длина;
- ширина рабочей части;
- диаметр рабочей части;
- расчетная длина;
- радиус галтели;
- толщина стенки изделия
Таблица D.2
В миллиметрах
Размер | Образец в виде полос | Цилиндрический образец диаметром расчетной части | |
| 12,5 | 9,0 | |
Расчетная длина | 50,0±0,1 | 62,5±0,1 | 45,0±0,1 |
Ширина | 40,0±0,2 | 12,5±0,2 | 9,0±0,1 |
Радиус галтели | 25 | 10 | 8 |
Рабочая длина | 57 | 75 | 54 |
Рисунок D.10 - Образцы для испытания на растяжение
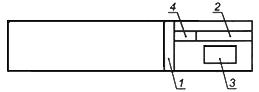
1 - кольцевая проба для контроля твердости по толщине стенки толщиной не менее 6,4 мм (рисунок D.12); 2 - проба для испытания на растяжение; 3 - проба для испытания на ударный изгиб (рисунок D.13); 4 - проба для контроля поверхностной твердости толщиной не менее 6,4 мм, отбираемая от пробы для испытания на растяжение перед подготовкой образца для испытания на растяжение
Примечание - Кольцевая проба для контроля твердости по толщине стенки для муфт, термообработанных в виде муфтовых заготовок, должна быть отобрана из средней части муфтовой заготовки.
Рисунок D.11 - Расположение проб для испытаний, отбираемых от изделий
________________
Отпечатки вблизи наружного и внутреннего диаметров должны быть выполнены на расстоянии от 2,5 до 3,8 мм от соответствующей поверхности. Расстояние от центра отпечатка до края образца не должно быть менее 2 1/2 диаметра отпечатка, а расстояние от центра отпечатка до центра другого отпечатка - менее трех диаметров отпечатка.
Средним значением твердости является среднее значение трех показаний твердости по Роквеллу в одном ряду.
Показания твердости по Роквеллу после получения отпечатка называют числами твердости по Роквеллу.
Для тонкостенных труб допускается альтернативное расположение рядов.
1 - отпечаток по середине стенки; 2 - отпечаток вблизи наружного диаметра; 3 - отпечаток вблизи внутреннего диаметра; 4 - блок отпечатков
Рисунок D.12 - Контроль твердости по толщине стенки
1 - продольный образец; 2 - поперечный образец
Примечание - Все образцы по возможности должны иметь сечение 10х10 мм. Надрез на образце должен быть расположен перпендикулярно к оси трубы (по нормали к ее поверхности).
Рисунок D.13 - Ориентация образцов для испытания на ударный изгиб
________________
Кривизна, обусловленная наружным диаметром трубного изделия.
- толщина стенки трубного изделия
Рисунок D.14 - Допустимая кривизна образца для испытания на ударный изгиб
1 - струна или проволока; 2 - труба; 3 - допустимое отклонение от прямолинейности, не должно превышать 0,2% общей длины трубы; - общая длина трубы
Рисунок D.15 - Измерение общей прямолинейности
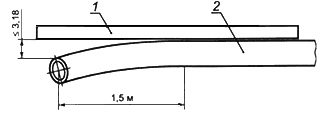
1 - поверочная линейка длиной не менее 1,8 м; 2 - труба
Рисунок D.16 - Измерение концевой прямолинейности
Примеры
1 Маркировка насосно-компрессорной трубы, изготовленной по ГОСТ Р 53366-2009, во втором квартале 2009 г. (92), наружным диаметром 73,02 мм, толщиной стенки 5,51 мм, группы прочности N80 тип 1 (N1), нетермообработанной, электросварной (Е), по требованиям PSL-2 (L2), испытанной давлением 66,5 МПа (Р66,5), с отделкой концов для резьбового соединения НКТВ, с резьбой, нарезанной изготовителем, проконтролированной стандартной оправкой (D), без муфты.

Маркировка краской (на расстоянии не менее 0,6 м от любого торца трубы с наружной резьбой)

Маркировка клеймением - необязательная (в пределах 0,3 м на любом конце трубы с наружной резьбой)
2 Маркировка насосно-компрессорной трубы, изготовленной по ГОСТ Р 53366-2009, в ноябре 2009 г. (911), с высаженными наружу концами без резьбы (UF), наружным диаметром 73,02 мм, толщиной стенки 7,82 мм, группы прочности L80 тип 1 (L), бесшовной (S), с учетом дополнительного требования SR2 по дополнительному неразрушающему контролю (S2), испытанной давлением 94,5 МПа (Р94.5), проконтролированной стандартной оправкой (D).

Маркировка краской (на расстоянии не менее 0,6 мм от любого торца трубы)
Рисунок D.17 - Примеры и последовательность маркировки изделий для изготовителей и нарезчиков резьбы в соответствии с разделом 11 и таблицей С.76
3 Маркировка трубной заготовки для муфт, изготовленной по ГОСТ Р 53366-2009, в первом квартале 2009 г. (91), как товарной заготовки для муфт (SC), наружным диаметром 187,80 мм, толщиной стенки 18,65 мм, группы прочности С90 тип 2 (С90-2), с порядковым номером 201.

Маркировка краской (на расстоянии не менее 0,6 м от любого торца трубы)

Маркировка клеймением - необязательная (в пределах 0,3 м на любом конце трубы)
4 Маркировка муфты для насосно-компрессорных труб, поставляемой отдельно, изготовленной по ГОСТ Р 53366-2009, в четвертом квартале 2010 г. (04), для труб наружным диаметром 73,02 мм, группы прочности J55 (J), нормализованной (Z), для резьбовых соединений NU или EU (NU EU), с учетом требования по проведению только визуального контроля (V).
Примечание - Маркировка по центру муфты может быть нанесена в продольном или поперечном направлении.
|
Маркировка клеймением - необязательная |
Рисунок D.17, лист 2
5 Маркировка обсадной трубы с резьбой и муфтой, изготовленной по ГОСТ Р 53366-2009, в третьем квартале 2009 г. (93), наружным диаметром 244,48 мм, толщиной стенки 13,84 мм, группы прочности Р110 (Р), электросварной (Е), с учетом дополнительных требований SR11 и SR16, с поглощенной энергией не менее 30 Дж и испытанием при минус 18 °C(S16 30-18C), испытанной давлением 69 МПа (Р69), для резьбового соединения ВС (ВС), проконтролированной альтернативной оправкой диаметром 215,9 мм (DA215,9). Маркировка навинченной муфты, изготовленной по ГОСТ Р 53366-2009, в третьем квартале 2009 г. (93), с оловянным покрытием (Т).
Примечание - Маркировка в центре муфты может быть нанесена в продольном или поперечном направлении.

Маркировка краской (на расстоянии не менее чем 0,6 м от торца муфты)

Маркировка клеймением - необязательная (не менее чем в пределах 0,3 м от торца муфты)
Рисунок D.17, лист 3
6 Маркировка, нанесенная нарезчиком резьбы на насосно-компрессорную трубу, изготовленную по ГОСТ Р 53366-2009, с резьбой, нарезанной в декабре 2009 г. (912), наружным диаметром 60,32 мм, толщиной стенки 4,24 мм, группы прочности J55 (J), с отделкой концов для резьбового соединения NU (NU), испытанную альтернативным давлением 43,5 МПа (Р43,5).
Примечание - Маркировка наносится дополнительно к маркировке, нанесенной изготовителем трубы.

Маркировка краской (рядом с резьбой)
Рисунок D.17, лист 4
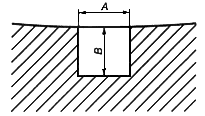
- Надрез на внутренней поверхности

- Надрез на наружной поверхности

- Радиальное сверленое отверстие
- ширина надреза;
- глубина надреза;
- диаметр радиального сверленого отверстия
Примечание - Длина надреза для и
- по А.5.5.4 SR11.5.4:
- для контроля методом вихревых токов общая длина - не более 38,1 мм;
- для ультразвукового метода контроля длина надреза полной глубины - не более 50,8 мм;
- для контроля методом рассеяния магнитного потока длина надреза должна быть выбрана в зависимости от аппаратуры так, чтобы обеспечить воспроизводимый сигнал при прохождении стандартного образца через аппарат со скоростью прохождения контролируемой трубы. Для обеспечения воспроизводимости должно быть выполнено три прохода через аппарат.
Рисунок D.18 - Искусственные дефекты
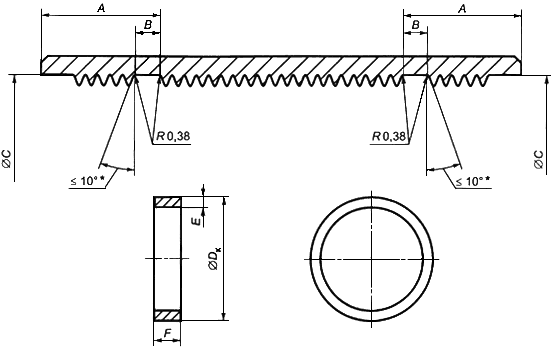
________________
* Угол наклона по выбору изготовителя.
- расстояние от торца муфты до края проточки;
- ширина проточки муфты;
- диаметр проточки муфты;
- наружный диаметр кольца;
- толщина кольца;
- ширина кольца
Примечание - Соосность диаметра проточки под уплотнительное кольцо и диаметра резьбы по впадинам должна быть в пределах 0,51 мм от указанного сбега резьбы.
Таблица D.3
В миллиметрах
Наружный диаметр трубы | Размер муфты | Размер кольца | ||||
|
|
|
|
|
| |
114,30 | 34,9 | 4,78 | 114,63 | 115,27 | 2,54 | 3,96 |
127,00 | 38,1 | 4,78 | 127,13 | 127,76 | 2,54 | 3,96 |
139,70 | 38,1 | 4,78 | 139,83 | 140,46 | 2,54 | 3,96 |
168,28 | 44,5 | 4,78 | 168,00 | 168,63 | 2,54 | 3,96 |
177,80 | 44,5 | 4,78 | 177,52 | 178,16 | 2,54 | 3,96 |
193,68 | 44,5 | 4,78 | 193,29 | 193,93 | 2,54 | 3,96 |
219,09 | 47,6 | 4,78 | 218,52 | 219,15 | 2,54 | 3,96 |
244,48 | 47,6 | 4,78 | 243,92 | 244,55 | 2,54 | 3,96 |
273,03 | 44,5 | 4,78 | 272,67 | 273,30 | 2,54 | 3,96 |
298,45 | 47,6 | 4,78 | 297,89 | 298,53 | 2,54 | 3,96 |
339,72 | 57,2 | 4,78 | 338,56 | 339,19 | 2,54 | 3,96 |
406,40 | 69,9 | 4,78 | 404,44 | 405,08 | 2,54 | 3,96 |
473,08 | 69,9 | 4,78 | 471,12 | 471,75 | 2,54 | 3,96 |
508,00 | 69,9 | 4,78 | 506,04 | 506,68 | 2,54 | 3,96 |
Рисунок D.19 - SR13 Муфта с проточками под уплотнительные кольца и неметаллическое кольцо для обсадных труб для соединений SC и LC
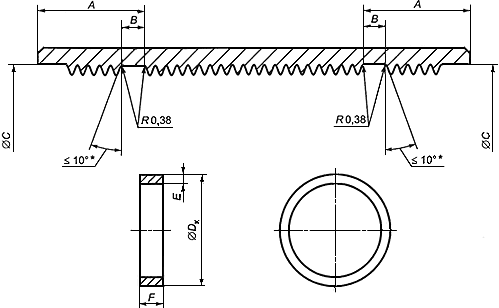
________________
* Угол наклона по выбору изготовителя.
- расстояние от торца муфты до края проточки;
- ширина проточки муфты;
- диаметр проточки муфты;
- наружный диаметр кольца;
- толщина кольца;
- ширина кольца
Примечание - Соосность диаметра проточки под уплотнительное кольцо и диаметра резьбы по впадинам должна быть в пределах 0,51 мм от указанного выхода.
Таблица D.4
В миллиметрах
Наружный диаметр трубы | Размер муфты | Размер кольца | ||||
|
|
|
|
|
| |
114,30 | 76,2 | 4,78 | 115,21 | 115,85 | 2,54 | 3,96 |
127,00 | 81,0 | 4,78 | 127,46 | 128,09 | 2,54 | 3,96 |
139,70 | 81,0 | 4,78 | 140,16 | 140,79 | 2,54 | 3,96 |
146,05 | 81,0 | 4,78 | 146,50 | 147,12 | 2,54 | 3,96 |
168,28 | 81,0 | 4,78 | 168,73 | 169,37 | 2,54 | 3,96 |
177,80 | 82,6 | 4,78 | 178,16 | 178,79 | 2,54 | 3,96 |
193,68 | 85,7 | 4,78 | 193,85 | 194,49 | 2,54 | 3,96 |
219,09 | 85,7 | 4,78 | 219,25 | 219,89 | 2,54 | 3,96 |
244,48 | 85,7 | 4,78 | 244,65 | 245,29 | 2,54 | 3,96 |
273,05 | 85,7 | 4,78 | 273,23 | 273,86 | 2,54 | 3,96 |
298,45 | 88,9 | 4,78 | 298,42 | 299,06 | 2,54 | 3,96 |
323,85 | 92,1 | 4,78 | 323,62 | 324,25 | 2,54 | 3,96 |
339,72 | 95,3 | 4,78 | 339,29 | 339,93 | 2,54 | 3,96 |
(Измененная редакция, Изм. N 1).
Рисунок D.20 - SR13 Муфта с проточками под уплотнительные кольца и неметаллическое кольцо для обсадных труб для соединения ВС
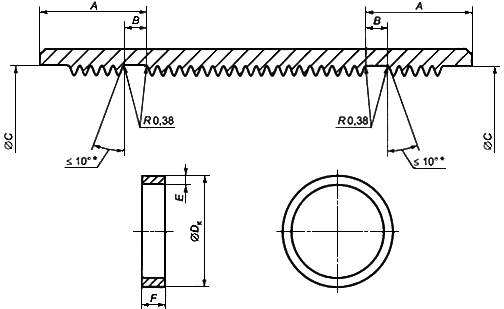
________________
* Угол наклона по выбору изготовителя.
- расстояние от торца муфты до края проточки;
- ширина проточки муфты;
- диаметр проточки муфты;
- наружный диаметр кольца;
- толщина кольца;
- ширина кольца
Примечание - Соосность диаметра проточки под уплотнительное кольцо и диаметра резьбы по впадинам должна быть в пределах 0,51 мм от указанного сбега резьбы.
Таблица D.5
В миллиметрах
Наружный диаметр трубы | Размер муфты | Размер кольца | ||||
|
|
|
|
|
| |
26,67 | 20,7 | 3,96 | 27,46 | 27,89 | 2,03 | 3,18 |
33,40 | 20,7 | 3,96 | 34,19 | 34,62 | 2,03 | 3,18 |
42,16 | 20,7 | 3,96 | 42,95 | 43,38 | 2,03 | 3,18 |
48,26 | 25,4 | 4,78 | 48,74 | 49,20 | 2,03 | 3,96 |
60,32 | 25,4 | 4,78 | 60,81 | 61,26 | 2,03 | 3,96 |
73,02 | 25,4 | 4,78 | 73,51 | 73,96 | 3,03 | 3,96 |
88,90 | 25,4 | 4,78 | 89,38 | 89,84 | 2,03 | 3,96 |
101,60 | 28,6 | 4,78 | 102,31 | 102,77 | 2,54 | 3,96 |
114,30 | 28,6 | 4,78 | 115,01 | 115,47 | 2,54 | 3,96 |
Рисунок D.21 - SR13 Муфта с проточками под уплотнительные кольца и неметаллическое кольцо для насосно-компрессорных труб для соединений NU и НКТ
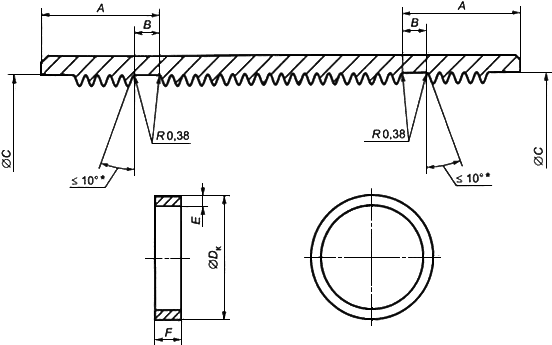
_______________
* Угол наклона по выбору изготовителя.
- расстояние от торца муфты до края проточки;
- ширина проточки муфты;
- диаметр проточки муфты;
- наружный диаметр кольца;
- толщина кольца;
- ширина кольца
Примечание - Соосность диаметра проточки под уплотнительное кольцо и диаметра резьбы по впадинам должна быть в пределах 0,51 мм от указанного сбега резьбы.
Таблица D.6
В миллиметрах
Наружный диаметр трубы | Размер муфты | Размер кольца | ||||
|
|
|
|
|
| |
26,67 | 22,2 | 3,96 | 34,09 | 34,54 | 2,03 | 3,18 |
33,40 | 22,2 | 3,96 | 38,00 | 38,43 | 2,03 | 3,18 |
42,16 | 22,2 | 4,78 | 46,74 | 47,17 | 2,03 | 3,96 |
48,26 | 22,2 | 4,78 | 53,87 | 54,31 | 2,03 | 3,96 |
60,32 | 28,6 | 4,78 | 66,60 | 67,06 | 2,54 | 3,96 |
73,02 | 28,6 | 4,78 | 79,30 | 79,76 | 2,54 | 3,96 |
88,90 | 28,6 | 4,78 | 95,96 | 96,42 | 2,54 | 3,96 |
101,60 | 28,6 | 4,78 | 108,66 | 109,12 | 2,54 | 3,96 |
114,30 | 28,6 | 4,78 | 121,36 | 121,82 | 2,54 | 3,96 |
Рисунок D.22 - SR13 Муфта с проточками под уплотнительные кольца и неметаллическое кольцо для насосно-компрессорных труб для соединений EU и НКТВ
________________ * Угол наклона по выбору изготовителя.
Примечания 1 Соосность диаметра проточки под уплотнительное кольцо и диаметра резьбы по впадинам должна быть в пределах 0,51 мм от указанного сбега резьбы. 2 Настоящий рисунок введен с целью дополнения муфтой с уплотнительными кольцами для резьбового соединения, широко применяемого в национальной промышленности. В миллиметрах | |||||||
Наружный диаметр трубы | Размер муфты | Размер кольца | |||||
|
|
|
|
|
| ||
139,70 | 60,0 | 139,1 | 4,78 | 139,73 | 2,54 | 3,96 | |
146,05 | 60,0 | 145,5 | 4,78 | 146,03 | 2,54 | 3,96 | |
168,28 | 64,0 | 167,5 | 4,78 | 168,03 | 2,54 | 3,96 | |
177,80 | 68,0 | 177,0 | 4,78 | 177,63 | 2,54 | 3,96 | |
193,68 | 72,0 | 192,5 | 4,78 | 193,13 | 2,54 | 3,96 | |
219,09 | 78,0 | 217,4 | 4,78 | 218,03 | 2,54 | 2,96 | |
244,48 | 78,0 | 242,8 | 4,78 | 243,43 | 2,54 | 3,96 | |
273,05 | 78,0 | 271,4 | 4,78 | 272,03 | 2,54 | 3,96 | |
298,45 | 78,0 | 296,8 | 4,78 | 297,43 | 2,54 | 3,96 | |
323,85 | 78,0 | 322,2 | 4,78 | 322,83 | 2,54 | 3,96 | |
339,72 | 78,0 | 338,1 | 4,78 | 338,73 | 2,54 | 3,96 | |
(Измененная редакция, Изм. N 1). Рисунок D.23 - Муфта с проточками под уплотнительные кольца и неметаллическое кольцо для обсадных труб для соединения ОТТМ | |||||||
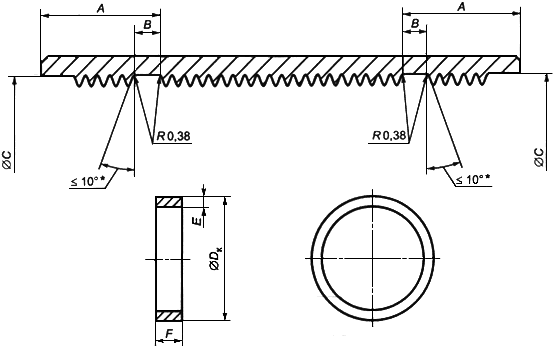
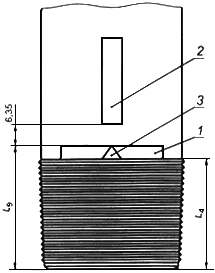
1 - полоса краской зеленого цвета; 2 - полоса краской на ниппельном конце шириной приблизительно 25 мм и длиной приблизительно 0,6 м, если муфта будет установлена изготовителем длиной не менее 100 мм; 3 - треугольное клеймо; - общая длина резьбы от торца трубы до конца сбега резьбы;
- максимальная длина свинчивания: от торца трубы до вершины треугольного клейма
Таблица D.8
В миллиметрах
Наружный диаметр трубы | Расположение треугольного клейма | |
Общая длина резьбы от торца трубы до конца сбега резьбы | Максимальная длина свинчивания: от торца трубы до вершины треугольного клейма | |
114,30 | 76,20 | 82,55 |
127,00 | 85,73 | 92,11 |
139,70 | 88,90 | 95,25 |
168,28 | 98,43 | 104,78 |
177,80 | 101,60 | 107,95 |
193,68 | 104,78 | 111,13 |
219,08 | 114,30 | 120,65 |
244,48 | 120,65 | 127,00 |
Рисунок D.24 - SR22 Маркировка промыслового конца трубы краской и треугольным клеймом (на заводском и промысловом концах трубы) для соединения LC с повышенной герметичностью
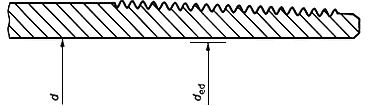
- Вариант 1
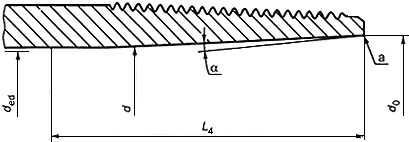
- Вариант 2
________________
Острая кромка должна быть притуплена.
- внутренний диаметр трубы;
- диаметр расточки;
- диаметр специальной концевой оправки;
- угол расточки;
- длина расточки
Таблица D.9
В миллиметрах
Вариант 1 - Труба с нерасточенным внутренним диаметром | Вариант 2 - Труба с расточенным внутренним диаметром | |||||||||
Наруж- | Тол- | Диаметр спе- | Внут- | Наруж- | Тол- | Диаметр спе- | Внут- | Длина рас- | Диаметр расточки | Угол расточки |
177,80 | 8,05 | 160,68 | 161,70 | 177,80 | 8,05 | 158,75 | 161,70 | 101,60 | 162,56 | От 2° до 15° |
177,80 | 11,51 | 154,18 | 154,79 | 177,80 | 11,51 | 152,40 | 154,79 | 101,60 | 157,48 | От 2° до 15° |
219,08 | 8,94 | 201,96 | 201,19 | 219,08 | 8,94 | 200,02 | 201,19 | 114,30 | 204,47 | От 2° до 15° |
219,08 | 11,43 | 195,61 | 196,22 | 219,08 | 11,43 | 193,68 | 196,22 | 114,30 | 198,12 | От 2° до 15° |
244,48 | 10,03 | 224,18 | 224,41 | 244,48 | 10,03 | 222,25 | 224,41 | 120,65 | 227,33 | От 2° до 15° |
244,48 | 11,99 | 221,01 | 220,50 | 244,48 | 11,99 | 219,08 | 220,50 | 120,65 | 223,52 | От 2° до 15° |
244,48 | 13,84 | 217,83 | 216,79 | 244,48 | 13,84 | 215,90 | 216,79 | 120,65 | 220,98 | От 2° до 15° |
Рисунок D.25 - SR22 Дополнительные требования к внутреннему диаметру трубы
1 - стальная плита; 2 - образец; 3 - стальной пруток диаметром приблизительно 38 мм
Рисунок D.26 - Оборудование для испытания на осевой удар
1 - стальная плита; 2 - образец
Рисунок D.27 - Оборудование для испытания на удар под углом 45°
1 - резьбовая предохранительная деталь; 2 - участок трубы; 3 - гидроцилиндр
Рисунок D.28 - Оборудование для испытания резьбы на срыв
Примечание - Настоящий рисунок дополнен с целью введения схемы испытания на вибрационную устойчивость в соответствии с положениями стандарта [39]. Рисунок D.29 - Схема испытания на вибрационную устойчивость |
Приложение Е
(обязательное)
Уровни требований к продукции
Е.1 Общие положения
В настоящем приложении приводятся требования уровней PSL-2 и PSL-3 для изделий всех групп прочности, кроме Н40 и L80 тип 9Сr, которые могут быть установлены потребителем. По выбору изготовителя может быть выполнен более высокий уровень PSL. Требования PSL-2 и PSL-3 дополняют требования PSL-1, которые являются основой настоящего стандарта. Все требования PSL-3, кроме того, дополняют требования PSL-2, за исключением требований, указанных как PSL-3. Соответственно, в тексте настоящего стандарта пункты и подпункты, в которых приведены дополнительные требования только для PSL-3, обозначены как PSL-3. Пункты и подпункты, которые обозначены как требования PSL-2, применимы для PSL-2 и PSL-3.
В конце настоящего приложения приведена справочная таблица Е.2 требований PSL-2 и PSL-3.
Примечание - Номера в скобках, следующие в настоящем приложении после наименования разделов и подразделов настоящего приложения, обозначают номера подразделов и пунктов настоящего стандарта, которые дополнены требованиями PSL.
Е.2 Термообработка
Е.2.1 Группы прочности J55, К55, К72, PSL-2 (6.2.2)
Изделия должны быть подвергнуты нормализации или нормализации и отпуску или закалке и отпуску по всему объему, если проведена высадка концов, то изделия должны быть подвергнуты нормализации или нормализации и отпуску или закалке и отпуску по всему объему после высадки.
(Измененная редакция, Изм. N 1).
Е.2.2 Группа прочности N80 тип Q, PSL-3 (6.2.2)
По требованиям PSL-3 поставляют только изделия группы прочности N80 тип Q.
Е.3 Правка, PSL-2
Е.3.1 Группы прочности С90 и Т95 (6.3.4)
При необходимости изделия могут быть подвергнуты холодной ротационной правке с последующим снятием напряжений при температуре на 30 °С - 56 °С ниже требуемой температуры заключительного отпуска или горячей ротационной правке, температура на выходе после которой может быть ниже требуемой температуры заключительного отпуска не более чем на 165 °С. При необходимости допускается легкая правка на правильном прессе.
Е.3.2 Группы прочности R95 и Р110 (6.3.1, 6.3.3)*
_____________
* Измененная редакция, Изм. N 1.
Допускается правка труб на правильном прессе или горячая ротационная правка (температура на выходе после которой должна быть не ниже 400 °С, если только в заказе на поставку не указана другая, более высокая минимальная температура). Если горячая ротационная правка невозможна, труба может быть подвергнута холодной ротационной правке с последующим снятием напряжений при температуре 510 °С или выше.
Е.4 Химический состав (7.1)
Е.4.1 Группы прочности С90, Т95 и Q125, PSL-2
Химический состав должен соответствовать указанному для типа 1.
Е.4.2 Группы прочности С90 и Т95, PSL-3
Изготовитель должен вовремя проинформировать потребителя о минимальном и максимальном содержании всех элементов, намеренно добавляемых в каждую плавку стали, независимо от цели такой добавки.
Е.5 Предел текучести. Группы прочности Q125 и Q135, PSL-3 (7.2.3)
Максимальный предел текучести ![]() для группы прочности Q125 должен быть равен 965 МПа, для группы прочности Q 135 - 1033 МПа.
для группы прочности Q125 должен быть равен 965 МПа, для группы прочности Q 135 - 1033 МПа.
Е.6 Испытания на ударный изгиб
Е.6.1 Содержание вязкой составляющей. Группы прочности N80 тип 1, N80 тип Q, L80 тип 1, С90, R95, Т95, Р110, Q125 и Q135, PSL-2 (7.3.1)*
_____________
* Измененная редакция, Изм. N 1.
Содержание вязкой составляющей в изломе образцов после испытаний, определенное в соответствии с [24], должно составлять не менее 75%.
Е.6.2 Требования к поглощенной энергии для труб, PSL-2
Е.6.2.1 Все группы прочности, кроме М65, Q125 и Q135 (7.5.1 и 7.5.3)
Испытания на ударный изгиб должны быть проведены в соответствии с требованиями А.9 SR16. Температура испытания должна быть 21 °С для групп прочности J55, К55, К72 и 0 °С - для всех других групп прочности, более низкая температура должна быть согласована между потребителем и изготовителем.
Е.6.2.2 Группа прочности Q125 (7.5.4)
Должны быть проведены статистические испытания на ударный изгиб в соответствии с А.6 SR12.
Е.7 Прокаливаемость. Изделия, подвергаемые закалке и отпуску
Е.7.1 Группа прочности L80 тип 1, PSL-2 (7.10.2)
Для контроля достаточности закалки, проводимого по документированной процедуре, должен быть отобран образец полного сечения от изделия в состоянии после закалки для каждого размера, массы, химического состава и сочетания аустенизации и закалки. Для обеспечения соответствия настоящему стандарту среднее значение твердости (10.6.10), определенное при испытании по документированной процедуре, должно быть равно или превышать твердость металла, содержащего в структуре не менее 90% мартенсита, и должно быть рассчитано по следующей формуле
![]() , (Е.1)
, (Е.1)
где ![]() - минимальное число твердости по шкале С Роквелла;
- минимальное число твердости по шкале С Роквелла;
- массовая доля углерода в химическом составе, %.
Е.7.2 Группы прочности С90 и Т95, PSL-3 (7.10.1)
Среднее значение твердости, определенное в соответствии с Е.7,1, должно быть равно или превышать твердость металла, содержащего не менее 95% мартенсита, и должно быть рассчитано по следующей формуле
![]() , (Е.2)
, (Е.2)
где ![]() - число твердости по шкале С Роквелла;
- число твердости по шкале С Роквелла;
- массовая доля углерода в химическом составе, %.
Для труб с толщиной стенки 30 мм и более изготовитель и потребитель могут согласовать альтернативное требование.
Е.8 Подготовка внутренней поверхности. Трубы группы прочности L80 тип 13Cr, PSL-2 (7.12)
Характеристики внутренней поверхности труб должны соответствовать требованиям уровня Sa 2 по [40]. Для обработки поверхности не допускается применять материалы для пескоструйной обработки, которые могут привести к загрязнению поверхности металла.
Е.9 Испытание на стойкость к сульфидному растрескиванию под напряжением (SSC), PSL-3
Е.9.1 Группы прочности С90 и Т95 (7.14.1)
Если для испытаний на SSC необходим метод А (в соответствии с [6]), изготовитель должен подтвердить для каждой плавки, что порог стойкости металла равен или превышает 90% минимального предела текучести , при испытании трех образцов полного размера с расчетной частью диаметром 6,35 мм, и 81% минимального предела текучести
![]() , при испытании трех образцов меньшего размера с расчетной частью диаметром 3,81 мм, по одному образцу от концов трех разных труб, выбранных из начала, середины и конца плавки/партии термообработки. Если результат испытания одного из образцов будет неудовлетворительным, допускается повторное испытание еще одного образца от той же трубы. Если повторное испытание будет неудовлетворительным, плавка/партия термообработки должна быть забракована.
, при испытании трех образцов меньшего размера с расчетной частью диаметром 3,81 мм, по одному образцу от концов трех разных труб, выбранных из начала, середины и конца плавки/партии термообработки. Если результат испытания одного из образцов будет неудовлетворительным, допускается повторное испытание еще одного образца от той же трубы. Если повторное испытание будет неудовлетворительным, плавка/партия термообработки должна быть забракована.
По согласованию между потребителем и изготовителем количество образцов от плавки/партии термообработки может быть уменьшено до одного, при условии проведения контроля процесса, обеспечивающего порог стойкости, равный или превышающий 90% минимального предела текучести .
(Измененная редакция, Изм. N 1).
Е.9.2 Группа прочности L80 тип 13Сr (7.14.2)
По требованию потребителя изготовитель должен подтвердить для каждой плавки, что порог стойкости металла равен или превышает 80% минимального предела текучести или 442 МПа при испытании на образцах полного размера с расчетной частью диаметром 6,35 мм, и 72% минимального предела текучести
![]() или 397 МПа при испытании на образцах меньшего размера с расчетной частью диаметром 3,81 мм по методу А в соответствии с [6]. Раствор для испытания должен иметь рН 3,5 и парциальное давление сероводорода - 10 кПа.
или 397 МПа при испытании на образцах меньшего размера с расчетной частью диаметром 3,81 мм по методу А в соответствии с [6]. Раствор для испытания должен иметь рН 3,5 и парциальное давление сероводорода - 10 кПа.
(Измененная редакция, Изм. N 1).
Е.10 Обработка резьбы труб, PSL-2 (8.12.7)
Резьба труб должна быть подвергнута абразивно-струйной обработке, если она не обрабатана по другой соответствующей технологии, включающей первичную механическую обработку, которая была согласована между потребителем и изготовителем как достаточная для того, чтобы исключить наличие металла, склонного к отслоению при свинчивании, или металла, приводящего к образованию задиров при свинчивании.
Е.11 Муфты с уплотнительными кольцами, PSL-2 (9.11)
Проточка под уплотнительное кольцо должна быть обработана при той же настройке, при которой проводилась механическая обработка резьбы муфт. Эксцентриситет проточки под уплотнительное кольцо не должен превышать 0,13 мм и должен быть проверен при каждой настройке станка. Эксцентриситет проточки под уплотнительное кольцо равен максимальной разности между значениями расстояния от дна проточки до образующей внутреннего диаметра резьбы муфты в одной плоскости на любом участке окружности.
Е.12 Обработка резьбы муфт, PSL-2 (9.13.1)
Резьба муфт должна быть подвергнута абразивно-струйной обработке, если она не обрабатывается по другой соответствующей технологии, включающей первичную механическую обработку, которая была согласована между потребителем и изготовителем как достаточная для того, чтобы исключить наличие металла, склонного к отслоению, или металла, приводящего к образованию задиров при свинчивании.
Е.13 Периодичность испытаний на растяжение. Обсадные и насосно-компрессорные трубы группы прочности N80, PSL-2 (10.4.3)
Периодичность испытаний должна соответствовать периодичности, установленной для группы прочности L80 тип 1.
Е.14 Контроль твердости, PSL-3
Е.14.1 Контроль твердости. Группы прочности N80 тип Q, L80 тип 1, Р110, Q125, Q135 (10.6.1, 10.6.4 и 10.6.8)
Изготовитель должен применять план контроля процесса, который мог бы быть продемонстрирован потребителю как достаточный для того, чтобы обеспечить соответствие механических свойств тела каждой трубы, каждой высаженной части и каждой муфты требованиям настоящего стандарта. Если данное требование не выполнено, то должен быть проведен контроль поверхностной твердости тела каждой трубы, каждой высаженной части и каждой муфты. Если минимальное и максимальное значения твердости не установлены настоящим стандартом, то они должны соответствовать требованиям стандартов изготовителя или быть согласованы между потребителем и изготовителем.
Е.14.2 Участки отбора проб и образцов для испытаний. Трубы с невысаженными концами групп прочности С90, Т95 (10.6.5)
Для испытаний от обоих концов каждой трубы должно быть отрезано по одному кольцу.
Е.15 Металлографический контроль. Электросварные трубы групп прочности J55, K55, М65, N80, L80 тип 1 и R95, PSL-2 (10.11)*
_____________
* Измененная редакция, Изм. N 1.
Металлографический контроль зоны сварки должен быть проведен в начале процесса сварки для труб каждого размера, а также не реже чем через каждые 4 ч процесса сварки и после существенного перерыва процесса сварки. Пробы должны быть отобраны до проведения термической обработки труб.
Е.16 Гидростатические испытания. Группы прочности J55, К55 и К72, PSL-2 (10.12.2)
Для труб наружным диаметром более 244,48 мм должны быть применимы альтернативные испытательные давления.
Е.17 Толщина стенки (10.13.4)
Е.17.1 PSL-2
Толщина стенки должна быть проконтролирована и зарегистрирована по всей длине трубы с охватом контроля не менее 25% площади поверхности, покрываемой автоматической системой.
Е.17.2 PSL-3
Толщина стенки должна быть проконтролирована и зарегистрирована по всей длине трубы с охватом контроля не менее 100% площади поверхности, покрываемой автоматической системой. В протоколе должна быть указана минимальная измеренная толщина стенки каждой трубы. Прослеживаемость каждой трубы не требуется.
Е.18 Неразрушающий контроль
Е.18.1 Неразрушающий контроль по всему телу трубы. Обсадные и насосно-компрессорные трубы
Е.18.1.1 Группы прочности J55, К55, К72, PSL-2 (10.15.5)
Все трубы должны быть подвергнуты контролю для выявления продольных несовершенств на наружной и внутренней поверхностях с уровнем приемки L4, Е4, F4 или U4 одним или несколькими методами, указанными в 10.15.6.
(Измененная редакция, Изм. N 1).
Е.18.1.2 Группы прочности М65 и N80, PSL-2 (10.15.5 и 10.15.6)
Все трубы должны быть подвергнуты контролю для выявления продольных и поперечных несовершенств на наружной и внутренней поверхностях с уровнем приемки L3, Е3, F3 или U3 ультразвуковым или электромагнитным методами в соответствии с А.2 SR1.
(Измененная редакция, Изм. N 1).
Е.18.1.3 Группы прочности L80 тип 1, L80 тип 13Сr и R95, PSL-2 (10.15.6)*
_____________
* Измененная редакция, Изм. N 1.
Все трубы должны быть подвергнуты контролю для выявления продольных и поперечных несовершенств на наружной и внутренней поверхностях с уровнем приемки L2, Е2, F2 или U2 одним или несколькими методами, указанными в 10.15.8. Магнитопорошковый контроль допускается только как второй вид контроля по всей длине.
(Измененная редакция, Изм. N 1).
Е.18.1.4 Группы прочности J55, К55, К72 и М65, PSL-3 (10.15.5 и 10.15.6)
Все трубы должны быть подвергнуты контролю для выявления продольных и поперечных несовершенств на наружной и внутренней поверхностях с уровнем приемки L2, Е2, F2 или U2 одним или несколькими методами, указанными в 10.15.8, перечисления а), b) или с). Магнитопорошковый метод контроля допускается только как второй метод контроля по всей длине.
(Измененная редакция, Изм. N 1).
Е.18.1.5 Группы прочности N80 тип Q, L80 тип 1, L80 тип 13Cr, C95, Р110 и Р110 с дополнительными требованиями А.10 SR16, PSL-3 (10.15.6, 10.15.7 и 10.15.8)
Все трубы должны быть подвергнуты контролю для выявления продольных и поперечных несовершенств на наружной и внутренней поверхностях с уровнем приемки L2, Е2, F2 или U2 в соответствии с [29] или [30] (для продольных несовершенств) и [29] или [30] (для поперечных несовершенств).
Кроме того, все трубы должны быть подвергнуты контролю для выявления продольных несовершенств на наружной поверхности одним из методов, указанных в 10.15.9.
(Измененная редакция, Изм. N 1).
Е.18.2 Неразрушающий контроль сварных швов сварных труб. Группы прочности К55 и М65, PSL-2 (10.15.10)
Контроль сварных швов, требуемый настоящим стандартом, должен быть проведен методами ультразвукового контроля после гидростатических испытаний.
Е.18.3 Неразрушающий контроль концов труб, PSL-3 (10.15.12)
Концы труб должны быть подвергнуты действиям в соответствии с 10.15.12, перечисления а) или с) или проконтролированы после отделки концов (перед установкой муфт на резьбовые муфтовые концы трубных изделий) с применением влажного магнитопорошкового метода или метода, согласованного между потребителем и изготовителем.
Е.18.4 Неразрушающий контроль трубных заготовок для муфт. Классы 2, 3 и 4, PSL-2 (10.15.11)
Е.18.4.1 Несовершенства, считающиеся допустимыми до механической обработки
На трубных заготовках для муфт, которые будут подвергнуты полной механической обработке, допускаются несовершенства на поверхностях, не подвергнутых механической обработке; однако после чистовой механической обработки, поверхности должны соответствовать установленным требованиям к размерам и контрольным критериям поверхности, указанным в 9.14 (А.4.3 SR9.3).
Е.18.4.2 Последующая оценка
Трубные заготовки для муфт, имеющие несовершенства, могут быть подвергнуты дополнительной оценке в соответствии с 10.15.14, но максимальный допустимый размер несовершенств, не выходящих на поверхность [8.13.1, перечисление с)], должен быть уменьшен до 32 мм. К трубной заготовке для муфт, имеющей дефекты, должны быть приняты действия в соответствии с 10.15.17, или же участок трубной заготовки для муфт, содержащий дефект, должен быть отрезан, но с соблюдением требований по длине, установленных в заказе на поставку.
Е.18.4.3 Ультразвуковой контроль. Толщина стенки
Контроль трубной заготовки для муфт для выявления и идентификации несовершенств должен быть проведен изготовителем по всей длине и толщине стенки, с искусственным дефектом в виде плоскодонного отверстия, с применением ультразвукового метода контроля продольными волнами с наружной поверхности (Таблица Е.1).
(Измененная редакция, Изм. N 1).
Таблица Е.1
В процентах
Искусственный дефект | Глубина контроля | Охват контроля, мин. |
Плоскодонное отверстие внутренним диаметром 6,4 мм (только одно) | 90 | 25 |
| ||
Е.18.4.4 Ультразвуковой контроль. Внутренняя поверхность
Трубные заготовки для муфт должны быть подвергнуты ультразвуковому контролю поперечными волнами для выявления продольных и поперечных несовершенств на внутренней поверхности с уровнем приемки L4, U4. По согласованию между потребителем и изготовителем могут быть применимы альтернативные методы неразрушающего контроля, подтвердившие свою способность выявлять искусственные дефекты.
(Измененная редакция, Изм. N 1).
Е.18.5 Неразрушающий контроль трубных заготовок для муфт. Классы 2, 3 и 4, PSL-3 (10.15.11)
Е.18.5.1 Охват контроля
Трубные заготовки для муфт должны быть подвергнуты контролю в соответствии с Е.18.4.3, за исключением минимального охвата контроля, который должен составлять не менее 100%.
Е.18.5.2 Уровень приемки
Трубные заготовки для муфт должны быть подвергнуты контролю в соответствии с Е.18.4.4, но с уровнем приемки L3, U3 и максимальной длиной надреза 25 мм.
(Измененная редакция, Изм. N 1).
Е.19 Предохранители резьбы, PSL-2 (12.2.1)
Предохранители резьбы должны соответствовать требованиям приложения F или требованиям, указанным в заказе на поставку.
Е.20 Документ о качестве. Классы 1, 2 и 3, PSL-2 (13.2)
Изготовитель должен предоставить документы о качестве на всю отгружаемую продукцию. Документы о качестве должны соответствовать требованиям А.8 SR15.
Е.21 Неметаллические уплотнительные кольца, PSL-2 (A.7.2 SR13.2)
Уплотнительные кольца для установки в муфты на промыслах должны быть поставлены отдельно в плотной упаковке с этикеткой, в которой должны быть указаны: количество, тип соединения, изготовитель соединения, дата приемки и дата упаковки.
По согласованию с потребителем допускается установка уплотнительных колец в проточку свободного конца муфты.
Примечание - Настоящий абзац введен с целью учета национальной промышленной практики.
Таблица Е.2 - Справочная таблица требований PSL-2 и PSL-3
Пункт настоящего приложения | Пункт настоящего стандарта | Группа прочности | |||||||||||||
J55 | K55 | К72 | М65 | N80 тип 1 | N80 тип Q | L80 тип 1 | L80 тип 13Сr | С90 | R95 | Т95 | Р110 | Q125 | Q135 | ||
Е.2.1 | 6.2.2 | 2 | 2 | 2 | |||||||||||
Е.2.2 | 6.2.2 | 3 | |||||||||||||
Е.3.1 | 6.3.4 | 2 | 2 | ||||||||||||
Е.3.2 | 6.3.1, 6.3.3 | 2 | 2 | ||||||||||||
Е.4.1 | 7.1 | 2 | 2 | 2 | |||||||||||
Е.4.2 | 7.1 | 3 | 3 | ||||||||||||
Е.5 | 7.2.3 | 3 | 3 | ||||||||||||
Е.6.1 | 7.3.1 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | |||||
Е.6.2.1 | 7.5.1, 7.5.3 А.9 SR16 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | |||
Е.6.2.2 | 7.5.4 | 2 | |||||||||||||
Е.7.1 | 7.10.2 | 2 | |||||||||||||
Е.7.2 | 7.10.1 | 3 | 3 | ||||||||||||
Е.8 | 7.12 | 2 | |||||||||||||
Е.9.1 | 7.14.1 | 3 | 3 | ||||||||||||
Е.9.2 | 7.14.1 | 3 | |||||||||||||
Е.10 | 8.12.7 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
Е.11 | 9.11 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | |
Е.12 | 9.13.1 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | |
Е.13 | 10.4.3 | 2 | 2 | ||||||||||||
Е.14.1 | 10.6.1, 10.6.4, 10.6.8 | 3 | 3 | 3 | 3 | 3 | 3 | ||||||||
Е.14.2 | 10.6.5 | 3 | 3 | ||||||||||||
Е.15 | 10.11 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | ||||||
Е.16 | 10.12.2 | 2 | 2 | 2 | |||||||||||
Е.17.1 | 10.13.4 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
Е.17.2 | 10.13.4 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | |
Е.18.1.1 | 10.15.5 | 2 | 2 | 2 | |||||||||||
Е.18.1.2 | 10.15.5, 10.15.6 | 2 | 2 | 2 | |||||||||||
Е. 18.1.3 | 10.15.6 | 2 | 2 | 2 | |||||||||||
Е.18.1.4 | 10.15.5, 10.15.6 | 3 | 3 | 3 | 3 | ||||||||||
Е.18.1.5 | 10.15.6, 10.15.7, 10.15.8 | 3 | 3 | 3 | 3 | 3 | |||||||||
Е.18.2 | 10.15.10 | 2 | 2 | ||||||||||||
Е.18.3 | 10.15.12 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | |
Е.18.4 | 10.15.11 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | ||||||
Е.18.5 | 10.15.11 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | ||||||
Е.19 | 12.2.1 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
Е.20 | 13.2 А.8 SR15 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | ||
Е.21 | А.7.2 SR13.2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | |
(Измененная редакция, Изм. N 1).
Приложение F
(обязательное)
Требования по валидации конструкции предохранителей резьбы
F.1 Общие положения
F.1.1 В настоящем приложении приведены требования по необходимой в соответствии с требованиями PSL-2 и PSL-3 валидации конструкции предохранителей резьбы для трубных изделий с резьбовыми соединениями, предусмотренными настоящим стандартом, и с другими резьбовыми соединениями. Такие предохранители обычно изготовляют в виде комбинированных конструкций из металла и пластмассы, из различных пластмасс или из одного вида пластмассы, с пластмассовым резьбовым профилем для защиты от скалывания и с армированным наружным корпусом для защиты от ударных нагрузок. Резьбовой предохранитель должен быть разработан в соответствии с требованиями 12.2 и испытан в соответствии с требованиями, установленными в настоящем приложении.
F.1.2 Изготовитель предохранителей резьбы должен документировать критерии проектирования, показатели оценки и порядок установки для того, чтобы подтвердить соответствие данным требованиям. Такая информация должна быть предоставлена по требованию потребителю предохранителей и/или потребителю трубной продукции.
F.1.3 Изготовитель предохранителей для резьбы должен спроектировать предохранители для свинчивания с резьбами, предусмотренными настоящим стандартом, или с другими резьбами. Конструкция предохранителя резьбы должна способствовать минимизации коррозии вследствие просачивания или удержания влаги. Конструкция предохранителей должна обеспечивать плотную посадку по торцу ниппельного конца или конца муфты (без зазора). По согласованию между изготовителем и потребителем допускается применение прокладки-вставки в предохранительной детали для ниппельного конца.
F.1.4 Резьбовая предохранительная деталь должна быть рассчитана на эксплуатацию в интервале температур от минус 46 °С до плюс 66 °С. Допустимые отклонения температуры испытаний не должны превышать ±6 °С.
F.1.5 Профиль резьбы должен быть выполнен из материала, предотвращающего заедание резьбы. Для обеспечения надлежащей защиты должен быть достаточный контакт между резьбами. Должен быть исключен контакт металла с металлом в профиле резьбы соединения или на поверхности уплотнения.
F.1.6 Все пластмассовые части должны быть покрыты смазкой или защищены от воздействия ультрафиолетового излучения в течение не менее одного года. Такая защита может быть обеспечена путем введения химических добавок в пластмассу или использования механических методов, которые ограничивают воздействие излучения данного типа.
F.1.7 Предохранители должны быть стойкими к воздействию растворителей (таких как дизельное топливо, ацетон, варсол, трихлорэтилен), консервационных и сборочных резьбовых смазок.
F.1.8 Образование воздушных пустот в пластмассе в процессе изготовления должно быть сведено к минимуму. Это должно быть проконтролировано в процессе производства. Не менее 90% поверхности любой резьбы не должно иметь воздушных пустот, причем на уплотняющей поверхности или участке резьбы полного профиля не должно быть прерываний резьбы, образующих сплошную линию.
F.1.9 Если требуются предохранители резьбы, позволяющие зацеплять и поднимать за них трубные изделия, то они должны быть изготовлены таким образом, чтобы не допустить контакта между подъемными приспособлениями и концами трубы или резьбовой частью муфты.
F.2 Процедура валидации
Следующий порядок валидации конструкции позволяет установить пригодность предохранителей резьбы для применения. Изготовитель предохранителей должен испытать предохранители для насосно-компрессорных и обсадных труб не менее двух размеров, определяющих диапазон размеров, предлагаемых изготовителем для каждого из типов изготовляемой конструкции. Изготовитель должен предоставить объективные свидетельства того, что испытанные размеры предохранителей являются наихудшими представителями для разработанной конструкции. Должно быть представлено подтверждение экстраполяции для размеров, не проходивших испытания.
F.3 Идентификация проб
Каждый комплект предохранитель/деталь соединения (далее - комплект образцов) должен иметь индивидуальное обозначение (ниппельный и муфтовый).
F.4 Проверка стабильности размеров
F.4.1 Диаметры резьбы и уплотнительной поверхности (если применима) комплектов образцов измеряют и регистрируют при температуре плюс 21 °С. Комплекты образцов, не соответствующие конструктивным критериям изготовителя, должны быть забракованы.
F.4.2 Комплекты образцов выдерживают в ваннах при температурах минус 46 °С, плюс 66 °С и плюс 21 °С. Извлекают из ванн и незамедлительно регистрируют диаметры резьбы и уплотнительной поверхности (если применима) комплектов образцов.
F.4.3 Температуру комплектов образцов стабилизируют на уровне плюс 21 °С. Измеряют и записывают диаметры резьбы и уплотнительной поверхности (если применима) предохранителей и присоединяемых деталей. Изменения диаметра резьбы, приводящие к уменьшению зацепления резьбы до расстояния менее половины заданной высоты стороны профиля резьбы, не допускаются во всем интервале температуры эксплуатации.
F.5 Крутящий момент и испытание на вибрационную устойчивость
F.5.1 Предохранители с наружной и внутренней резьбой должны быть самоблокирующимися и должны выдерживать вибрацию, воздействующую на них в течение транспортирования. Требования к величине крутящего момента при установке и снятии предохранителей приведены в рекомендациях изготовителя.
F.5.2 Комплекты образцов свинчивают (с использованием консервационных и/или резьбовых смазок, наносимых на механически обработанные резьбовые поверхности соединения), соединяя предохранители с деталями соединений по рекомендациям изготовителя предохранителей, и регистрируют крутящий момент свинчивания.
F.5.3 Температуру комплектов образцов стабилизируют на уровне минус 46 °С, плюс 66 °С и плюс 21 °С. Развинчивают предохранительную деталь и регистрируют крутящий момент свинчивания.
F.5.4 Предохранители, не соответствующие требованиям, установленным изготовителем к крутящему моменту (или с сорванной резьбой, развинчивающиеся и с неплотной резьбой), не должны допускаться для применения.
F.5.5 Испытание на вибрационную устойчивость в соответствии с требованиями [39] (рисунок D.29) проводят, применяя комплекты образцов, свинченные по рекомендациям изготовителя.
F.5.6 Предохранительная деталь не должна развинчиваться или спадать с конца отрезка трубы в течение 1 миллиона циклов. Испытание должно проводиться в следующих условиях: скорость - не менее 900 об/мин, вертикальное смещение - не менее 8,4 мм, ускорение - не менее четырехкратного ускорения свободного падения.
F.6 Испытание на осевой удар
F.6.1 Комплекты образцов свинчивают (с использованием соответствующих резьбовых и/или консервационных смазок), соединяя предохранители с деталями соединений по рекомендациям изготовителя предохранителей, и регистрируют крутящий момент свинчивания.
F.6.2 Температуру комплектов образцов стабилизируют на уровне минус 46 °С, плюс 66 °С и плюс 21 °С.
F.6.3 Комплекты образцов при стабилизированных температурах подвергают испытаниям на осевой удар (рисунок D.27) с применением стального прутка диаметром 38 мм и при минимальной высоте падения 0,3 м. Предохранители резьбы (ниппельные и муфтовые) должны быть способны выдержать осевые ударные нагрузки, указанные в таблице F.1, без повреждений механически обработанных наружных и внутренних резьбовых поверхностей конца трубы или муфты.
Таблица F.1 - Испытания на осевой удар с применением стального прутка диаметром 38 мм
Температура испытания, °С | Минимальная энергия удара, Дж, при наружном диаметре трубы, мм | ||
до 88,90 включ. | св. 88,90 до 196,85 включ. | св. 196,85 | |
+66 | 407 | 1627 | 2034 |
+21 | 407 | 1627 | 2034 |
-46 | 230 | 814 | 1085 |
F.7 Испытание на угловой удар
F.7.1 Комплекты образцов свинчивают (с использованием соответствующих резьбовых и/или консервационных смазок), соединяя предохранители с деталями соединений по рекомендациям изготовителя предохранителей, и регистрируют крутящий момент свинчивания.
F.7.2 Температуру комплектов образцов стабилизируют на уровне минус 46 °С, плюс 66 °С и плюс 21 °С.
F.7.3 Комплекты образцов подвергают испытаниям на удар под углом 45° (рисунок D.28) при стабилизированных температурах с применением плоской стальной плиты и при минимальной высоте падения 0,3 м. Предохранители резьбы (ниппельные и муфтовые) должны быть способны выдержать угловые ударные нагрузки, указанные в таблице F.2, без повреждений механически обработанных поверхностей конца трубы или муфты.
Таблица F.2 - Испытания на удар под углом с применением плоского стального листа
Температура испытания, °С | Минимальная энергия удара, Дж, при наружном диаметре трубы, мм | ||
до 88,90 включ. | св. 88,90 до 196,85 включ. | св. 196,85 | |
+66 | 203 | 814 | 1017 |
+21 | 203 | 814 | 1017 |
-46 | 115 | 407 | 542 |
F.8 Испытание на коррозионную стойкость
F.8.1 Предохранительная деталь должна способствовать предотвращению коррозии поверхности резьбы и уплотнительных поверхностей. Для существенного уменьшения коррозии применяют соответствующие уплотнения, вентиляцию и коррозионно-подавляющие смазки. В соответствии с 12.2.1 обычный период хранения должен составлять один год.
F.8.2 Испытание в солевом тумане в соответствии с требованиями стандарта [41] подтвердило свою эффективность при определении стойкости к коррозии в сравнительных целях. Испытание в солевом тумане может и не воспроизвести реальных условий эксплуатации, которые зависят и от других факторов, а не только от характеристик предохранителя резьбы.
F.8.3 Комплекты образцов свинчивают (с использованием соответствующих резьбовых и/или консервационных смазок), соединяя предохранители с деталями соединений по рекомендациям изготовителя предохранителей, и регистрируют крутящий момент свинчивания.
F.8.4 Отрезанный конец детали соединения должен быть герметизирован с обеспечением вентиляции через отверстие циркулирующей в камере атмосферы.
F.8.5 Испытание в солевом тумане проводят в соответствии с требованиями стандарта [41] в течение не менее 1000 ч при температуре плюс 35 °С.
F.8.6 Ориентация комплектов образцов в камере для испытания должна повторять их расположение на стеллаже для труб.
F.8.7 Предохранители считаются выдержавшими испытание:
- при отсутствии или при незначительной коррозии на уплотнительной поверхности и на участке резьбы с полным профилем,
- при коррозии поверхности, составляющей менее 10% всей поверхности резьбы.
F.9 Испытание резьбы на срыв (только для ниппельных предохранителей)
F.9.1 Комплекты образцов свинчивают (с использованием соответствующих резьбовых и/или консервационных смазок), соединяя предохранители с деталями соединений по рекомендациям изготовителя предохранителей, и регистрируют крутящий момент свинчивания.
F.9.2 Температуру комплектов образцов стабилизируют на уровне минус 46 °С, плюс 66 °С и плюс 21 °С.
F.9.3 Испытание резьбы предохранителя для конца трубы проводят в соответствии с рисунком D.28 при требуемых стабилизированных температурах и осевой нагрузке, равной или превышающей усилие, рассчитанное по следующей формуле
![]() , (F.1)
, (F.1)
где - усилие, кН;
- масса единицы длины трубы, кг/м.
F.9.4 Предохранители снимают и проверяют отсутствие сорванной резьбы. На резьбе предохранителя допускаются следы напряжения, но она не должна быть сорвана.
F.10 Испытание на пригодность предохранителей для зацепления (подъема)
Если требуется резьбовая предохранительная деталь, позволяющая зацеплять и поднимать за нее трубные изделия, изготовитель должен подтвердить пригодность конструкции для зацепления (подъема). Пригодность конструкции для зацепления (подъема) должна быть оценена по отсутствию повреждений на концах соединения. В протоколе испытаний должен быть указан тип применяемого для зацепления (подъема) приспособления.
Приложение G
(справочное)
Перечень требований PSL-2 и PSL-3 *
_________________
* Наименование приложения G в оригинале выделено курсивом. - .
G.1 Общие положения
G.1.1 Настоящее приложение предназначено для удобства пользователей настоящего стандарта и идентификации дополнительных требований, если продукция заказана по PSL-2 или PSL-3.
G.1.2 Соответствующие пункты приложения Е указаны в квадратных скобках после каждого требования.
G.2 Требования PSL-2
G.2.1 Все группы прочности, кроме Н40
G.2.1.1 Требования по проведению испытаний на ударный изгиб (в соответствии с А.9 SR16 (Е.6.2.1).
Примечание - Данное требование является требованием уровня PSL-1 для групп прочности М65, Q125 и Q135.
G.2.1.2 Недопустимость наличия на изделиях металла, склонного к отслоению при свинчивании (соответствующая обработка или абразивно-струйная обработка) (Е.10 и Е.12).
G.2.1.3 Механическая обработка проточек под уплотнительные кольца и предельные отклонения размеров проточек (Е.11).
G.2.1.4 Металлографический контроль зоны сварного шва (Е.15).
Примечание - Данное требование является требованием PSL-1 для групп прочности Р110 и Q125, электросварные изделия групп прочности L80 тип 13Cr, C90 или Т95 не изготовляют.
G.2.1.5 Контроль толщины стенки (охват контроля - не менее 25%) (Е.17.1).
G.2.1.6 Аттестация предохранителей резьбы в соответствии с требованиями приложения F (E.19).
G.2.1.7 Документ о качестве по А.8 SR15 (с прослеживаемостью до плавки и партии) (Е.20).
G.2.1.8 Отдельная поставка уплотнительных колец (Е.21).
G.2.2 Группы прочности G55, K55 и К72
G.2.2.1 Термообработка по всему объему (после высадки, если она применима) (Е.2.1).
G.2.2.2 Альтернативные испытательные давления для труб наружным диаметром более 244,48 мм (Е.16).
G.2.2.3 Неразрушающий контроль для выявления продольных внутренних и наружных несовершенств при глубине надреза 12,5% от заданной толщины стенки (Е.18.1.1).
G.2.2.4 Только для группы прочности K55: ультразвуковой контроль сварного шва после гидростатического испытания (Е.18.2).
G.2.3 Группа прочности М65
G.2.3.1 Неразрушающий контроль для выявления продольных и поперечных, наружных и внутренних несовершенств при глубине надреза 10,0% от заданной толщины стенки (без магнитопорошкового контроля) (Е.18.1.2).
G.2.3.2 Ультразвуковой контроль сварного шва после гидростатического испытания (Е.18.2).
G.2.4 Группа прочности N80
G.2.4.1 Содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб не менее 75% (Е.6.1).
G.2.4.2 Периодичность испытаний на растяжение, как для группы прочности L80 (Е.13).
G.2.4.3 Неразрушающий контроль для выявления продольных и поперечных, наружных и внутренних несовершенств при глубине надреза 10,0% от заданной толщины стенки (без магнитопорошкового контроля) (Е.18.1.2).
G.2.5 Группа прочности L80 тип 1
G.2.5.1 Содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб не менее 75% (Е.6.1).
G.2.5.2 Содержание мартенсита не менее 90% (на основе минимальной твердости по шкале С Роквелла металла в состоянии после закалки) (Е.7.1).
G.2.5.3 Неразрушающий контроль труб для выявления продольных и поперечных, наружных и внутренних несовершенств при глубине надреза 5,0% от заданной толщины стенки (Е.18.1.3).
G.2.5.4 Неразрушающий контроль трубных заготовок для муфт (Е.18.4).
G.2.6 Группа прочности L80 тип 13Сr
G.2.6.1 Подготовка внутренней поверхности (Е.8).
G.2.6.2 Неразрушающий контроль труб для выявления продольных и поперечных, наружных и внутренних несовершенств при глубине надреза 5,0% от заданной толщины стенки (Е.18.1.3).
G.2.6.3 Неразрушающий контроль трубных заготовок для муфт (Е.18.4).
G.2.7 Группы прочности С90 и Т95
G.2.7.1 Требования по горячей правке при минимальной температуре или холодной правке с последующим снятием напряжений (Е.3.1).
G.2.7.2 Требования к химическому составу, указанному для типа 1 (Е.4.1).
G.2.7.3 Содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб не менее 75% (Е.6.1).
G.2.7.4 Неразрушающий контроль трубных заготовок для муфт (Е.18.4).
G.2.8 Группа прочности R95*
_____________
* Измененная редакция, Изм. N 1.
G.2.8.1 Требования по горячей правке при минимальной температуре или холодной правке с последующим снятием напряжений (Е.3.2).
G.2.8.2 Содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб не менее 75% (Е.6.1).
G.2.8.3 Неразрушающий контроль труб для выявления продольных и поперечных, наружных и внутренних несовершенств при глубине надреза 5,0% от заданной толщины стенки (Е.18.1.3).
G.2.8.4 Неразрушающий контроль трубных заготовок для муфт (Е.18.4).
G.2.9 Группа прочности Р110
G.2.9.1 Требования по горячей правке при минимальной температуре или холодной правке с последующим снятием напряжений (Е.3.2).
G.2.9.2 Содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб не менее 75% (Е.6.1).
G.2.9.3 Неразрушающий контроль трубных заготовок для муфт (Е.18.4).
G.2.10 Группа прочности Q125
G.2.10.1 Требование к химическому составу типа 1 (Е.4.1).
G.2.10.2 Содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб не менее 75% (Е.6.1).
G.2.10.3 Статистические испытания на ударный изгиб в соответствии с требованиями А.6 SR12 (Е.6.2.2).
G.2.10.4 Неразрушающий контроль трубных заготовок для муфт (Е.18.4).
G.2.11 Группа прочности Q135
G.2.11.1 Содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб не менее 75% (Е.6.1).
G.2.11.2 Неразрушающий контроль трубных заготовок для муфт (Е.18.4).
G.3 Требования PSL-3
G.3.1 Общие положения
В дополнение к требованиям PSL-2, PSL-3 содержит требования, приведенные в следующих пунктах.
G.3.2 Все группы прочности, кроме Н40 и N80 тип 1
G.3.2.1 Контроль толщины стенки с охватом контроля не менее 100%, указание минимальной толщины стенки (Е.17.2).
G.3.2.2 Влажный магнитопорошковый контроль резьбовых концов перед свинчиванием (Е.18.3).
G.3.3 Все группы прочности, кроме класса 1
Неразрушающий контроль трубных заготовок для муфт (Е.18.5).
G.3.4 Группы прочности G55, K55, К72 и М65
Неразрушающий контроль для выявления продольных и поперечных, наружных и внутренних несовершенств при глубине надреза 5,0% от заданной толщины стенки (без магнитопорошкового контроля) (Е.18.1.4).
G.3.5 Группы прочности N80 тип Q, L80 тип 1, R95 и Р110*
_____________
* Измененная редакция, Изм. N 1.
G.3.5.1 Контроль поверхностной твердости тела каждой трубы, высаженного конца и муфты (Е.14.1).
G.3.5.2 Обязательный ультразвуковой контроль, а также контроль еще одним методом (Е.18.1.5).
G.3.6 Группа прочности L80 тип 13Сr
G.3.6.1 Испытание на стойкость к сульфидному растрескиванию под напряжением с применением метода А в соответствии с (2), демонстрирующее порог стойкости, равный или превышающий 80% требуемого минимального предела текучести ![]() или 442 МПа при испытании в растворе с рН 3,5 и парциальном давлении сероводорода 10 кПа (Е.9.2).
или 442 МПа при испытании в растворе с рН 3,5 и парциальном давлении сероводорода 10 кПа (Е.9.2).
G.3.6.2 Обязательный ультразвуковой контроль плюс электромагнитный контроль наружной поверхности (Е.18.1.5).
G.3.7 Группы прочности С90 и Т95
G.3.7.1 Согласование химического состава (Е.4.2).
G.3.7.2 Содержание мартенсита не менее 95% (на основе минимальной твердости по шкале С Роквелла металла в состоянии после закалки) (Е.7.2).
G.3.7.3 Испытание на стойкость к сульфидному растрескиванию под напряжением с применением метода А стандарта (2) на образцах от трех труб каждой плавки, демонстрирующее порог стойкости, равный или превышающий 90% требуемого минимального предела текучести ![]() (Е.9.1).
(Е.9.1).
G.3.7.4 Контроль твердости обоих концов каждой трубы (Е.14.2).
G.3.8 Группы прочности Q125 и Q135
G.3.8.1 Требуемый максимальный предел текучести ![]() - 965 МПа (Е.5).
- 965 МПа (Е.5).
G.3.8.2 Контроль поверхностной твердости тела каждой трубы, высаженных концов и муфты (Е.14.1).
Приложение Н
(справочное)
Соответствие групп прочности
Таблица Н.1 - Соответствие групп прочности настоящего стандарта, ИСО 11960 и ГОСТ 632, ГОСТ 633
Настоящий стандарт | ИСО 11960:2004 | ГОСТ 632-80 и ГОСТ 633-80 | |||||||||||
Группа проч- | Тип | Предел текучести, МПа | Предел проч- | Группа проч- | Тип | Предел текучести, МПа | Предел проч- | Группа проч- | Предел текучести, МПа | Предел проч- | |||
мин. | макс. | мин. | макс. | мин. | макс. | ||||||||
Н40 | - | 276 | 552 | 414 | Н40 | - | 276 | 552 | 414 | - | - | - | - |
J55 | - | 379 | 552 | 517 | J55 | - | 379 | 552 | 517 | - | - | - | - |
K55 | - | 379 | 552 | 655 | K55 | - | 379 | 552 | 655 | Д | 379 | 552 | 655 |
К72 | - | 490 | - | 687 | - | - | - | - | - | К | 490 | - | 687 |
N80 | 1 | 552 | 758 | 689 | N80 | 1 | 552 | 758 | 689 | - | - | - | |
N80 | Q | 552 | 758 | 689 | N80 | Q | 552 | 758 | 689 | Е | 552 | 758 | 689 |
М65 | - | 448 | 586 | 586 | М65 | - | 448 | 586 | 586 | - | - | - | - |
L80 | Все | 552 | 655 | 655 | L80 | Все | 552 | 655 | 655 | - | - | - | - |
С90 | 1 и 2 | 621 | 724 | 689 | С90 | 1 и 2 | 621 | 724 | 689 | - | - | - | - |
R95 | - | 655 | 862 | 758 | R95 | - | 655 | 758 | 724 | Л | 655 | 862 | 758 |
Т95 | 1 и 2 | 655 | 758 | 724 | Т95 | 1 и 2 | 655 | 758 | 724 | - | - | - | - |
Р110 | - | 758 | 965 | 862 | Р110 | - | 758 | 965 | 862 | М | 758 | 965 | 862 |
Q125 | 1-4 | 862 | 1034 | 931 | Q125 | 1-4 | 862 | 1034 | 931 | - | - | - | - |
Q135 | - | 930 | 1137 | 1000 | - | - | - | - | - | Р | 930 | 1137 | 1000 |
(Измененная редакция, Изм. N 1).
Приложение I
(справочное)
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта
Таблица I.1
Структура международного стандарта ИСО 11960 | Структура настоящего стандарта | ||
Раздел | Подраздел, пункт | Раздел | Подраздел, пункт |
1 | 1 | ||
2 | 2, Библиография | ||
3 | |||
4 | 3 | ||
4 | |||
5 | 5.1 | 5 | 5.1 |
5.2 | 5.2 | ||
5.3 | 5.3 | ||
5.3.1 | 5.3.1 | ||
5.3.2 | 5.3.2 | ||
- | 5.3.3 | ||
6 | 6 | ||
7 | 7.1-7.3 | 7 | 7.1-7.3 |
7.4 | 7.4 | ||
7.4.1-7.4.6 | 7.4.1-7.4.6 | ||
- | 7.4.7 | ||
8 | 8 | ||
9 | 9.1 | 9 | 9.1 |
9.2 | 9.2 | ||
9.2.1-9.2.11 | 9.2.1-9.2.11 | ||
- | 9.2.12 | ||
9.3-9.18 | 9.3-9.18 | ||
10 | 10.1-10.8 | 10 | 10.1-10.8 |
10.9 | 10.9 | ||
- | 10.9.1 | ||
- | 10.9.2 | ||
11 | 11.1 | 11 | 11.1 |
11.1.1-11.1.5 | 11.1.1-11.1.5 | ||
11.1.6 | - | ||
11.1.7 | 11.1.6 | ||
11.1.8 | 11.1.7 | ||
11.1.9 | - | ||
11.1.10 | 11.1.8 | ||
11.2-11.6 | 11.2-11.6 | ||
12-14 | 12-14 | ||
Приложение А | Приложение А | ||
Приложение В | Приложение В | ||
Приложение С | Приложение С | ||
Приложение D | Приложение D | ||
Приложение Е | - | ||
Приложение F | - | ||
Приложение G | - | ||
Приложение Н | Приложение Е | ||
Приложение I | Приложение F | ||
Приложение J | Приложение G | ||
- | Приложение Н | ||
- | Приложение I | ||
Библиография | Библиография | ||
Таблица I.2
Структура приложения А международного стандарта ИСО 11960 | Структура приложения А настоящего стандарта |
Раздел | Раздел |
А.2-А.4 | А.2-А.4 |
А.5 | - |
А.6 | А.5 |
А.7 | А.6 |
А.8 | А.7 |
А.9 | А.8 |
А.10 | А.9 |
А.10.1-А.10.3 | А.9.1-А.9.3 |
А.10.4 | - |
А.10.5 | А.9.4 |
А.10.6 | А.9.5 |
А.10.7 | А.9.6 |
А.10.8 | А.9.7 |
А.11 | А.10 |
- | А.11 |
Таблица I.3
Структура приложения С международного стандарта ИСО 11960 | Структура приложения С настоящего стандарта |
Таблица | Таблица |
Таблица С.1-С.16 | Таблица С.1-С.16 |
- | Таблица С.17 |
Таблица С.17 | Таблица С.18 |
Таблица С.18 | Таблица С.19 |
Таблица С.19 | Таблица С.20 |
Таблица С.20 | Таблица С.21 |
Таблица С.21 | Таблица С.22 |
Таблица С.22 | Таблица С.23 |
Таблица С.23 | Таблица С.24 |
Таблица С.24 | Таблица С.25 |
Таблица С.25 | Таблица С.26 |
Таблица С.26 | - |
Таблица С.27 | Таблица С.27 |
Таблица С.28 | - |
- | Таблица С.28 |
Таблица С.29-С.36 | Таблица С.29-С.36 |
- | Таблица С.37 |
- | Таблица С.38 |
Таблица С.37 | Таблица С.39 |
Таблица С.38 | Таблица С.40 |
- | Таблица С.41 |
- | Таблица С.42 |
- | Таблица С.43 |
Таблица С.39 | Таблица С.44 |
Таблица С.40 | Таблица С.45 |
Таблица С.41 | Таблица С.46 |
Таблица С.42 | Таблица С.47 |
Таблица С.43 | Таблица С.48 |
Таблица С.44 | Таблица С.49 |
Таблица С.45 | Таблица С.50 |
Таблица С.46 | Таблица С.51 |
Таблица С.47 | Таблица С.52 |
Таблица С.48 | Таблица С.53 |
Таблица С.49 | Таблица С.54 |
Таблица С.50 | Таблица С.55 |
Таблица С.51 | Таблица С.56 |
Таблица С.52 | Таблица С.57 |
Таблица С.53 | Таблица С.58 |
Таблица С.54 | Таблица С.59 |
- | Таблица С.60 |
Таблица С.55 | Таблица С.61 |
Таблица С.56 | Таблица С.62 |
Таблица С.57 | Таблица С.63 |
Таблица С.58 | Таблица С.64 |
Таблица С.59 | Таблица С.65 |
- | Таблица С.66 |
Таблица С.60 | Таблица С.67 |
Таблица С.61 | Таблица С.68 |
- | Таблица С.69 |
Таблица С.62 | Таблица С.70 |
Таблица С.63 | Таблица С.71 |
Таблица С.64 | Таблица С.72 |
Таблица С.65 | Таблица С.73 |
Таблица С.66 | Таблица С.74 |
Таблица С.67 | Таблица С.75 |
Таблица С.68 | Таблица С.76 |
Таблица С.69 | Таблица С.77 |
Таблица С.70 | - |
Таблица С.71 | Таблица С.78 |
Таблица С.72 | Таблица С.79 |
Таблица С.73 | - |
Таблица С.74 | - |
Таблица С.75 | - |
Таблица С.76 | - |
Таблица С.77 | Таблица С.80 |
Таблица С.78 | Таблица С.81 |
Таблица С.79 | Таблица С.82 |
Таблица С.80 | Таблица С.83 |
Таблица С.81 | - |
- | Таблица С.84 |
Таблица I.4
Структура приложения D международного стандарта ИСО 11960 | Структура приложения D настоящего стандарта |
Рисунок | Рисунок |
Рисунок D.1 | Рисунок D.1 |
Рисунок D.2 | |
Рисунок D.3 | Рисунок D.2 |
- | Рисунок D.3 |
- | Рисунок D.4 |
Рисунок D.4 | Рисунок D.5 |
Рисунок D.5 | Рисунок D.6 |
Рисунок D.6 | |
Рисунок D.7 | - |
Рисунок D.8 | - |
- | Рисунок D.7 |
- | Рисунок D.8 |
- | Рисунок D.9 |
Рисунок D.9 | Рисунок D.10 |
Рисунок D.10 | Рисунок D.11 |
Рисунок D.11 | Рисунок D.12 |
Рисунок D.12 | Рисунок D.13 |
Рисунок D.13 | Рисунок D.14 |
Рисунок D.14 | Рисунок D.15 |
Рисунок D.15 | Рисунок D.16 |
Рисунок D.16 | Рисунок D.17 |
Рисунок D.17 | Рисунок D.18 |
Рисунок D.18 | Рисунок D.19 |
Рисунок D.19 | Рисунок D.20 |
Рисунок D.20 | Рисунок D.21 |
Рисунок D.21 | Рисунок D.22 |
- | Рисунок D.23 |
Рисунок D.22 | - |
Рисунок D.23 | - |
Рисунок D.24 | Рисунок D.24 |
Рисунок D.25 | Рисунок D.25 |
Рисунок D.26 | - |
Рисунок D.27 | Рисунок D.26 |
Рисунок D.28 | Рисунок D.27 |
Рисунок D.29 | Рисунок D.28 |
- | Рисунок D.29 |
Библиография
[1] РМГ 29 | Государственная система обеспечения единства измерений. Метрология. Основные термины и определения |
[2] АСТМ А 941 | Терминология по сталям, нержавеющим сталям, родственным сплавам и ферросплавам |
[3] ИСО 10400:1993 | Промышленность нефтяная и газовая. Формулы и расчеты по определению характеристик обсадных, насосно-компрессорных, бурильных и трубопроводных труб |
[4] ИСО 643 | Сталь. Микрографическое определение видимого размера зерна |
[5] АСТМ Е 112 | Стандартные методы определения среднего размера зерна |
[6] АНСИ-НАСЕ ТМ0177 | Лабораторные испытания металлов на стойкость к сульфидному растрескиванию под напряжением при температуре окружающей среды в сероводородсодержащей среде |
[7] ИСО 13678:2000 | Промышленность нефтяная и газовая. Оценка и испытание резьбовых смазок для обсадных, насосно-компрессорных и трубопроводных труб |
[8] ИСО 10893-5 | Сталь. Неразрушающий контроль. Часть 5. Магнитопорошковый контроль бесшовных и сварных ферромагнитных труб для выявления поверхностных несовершенств |
[9] АСТМ Е 709 | Руководство по магнитопорошковому контролю |
[10] ИСО/TR 9769:1991 | Сталь и чугун. Обзор существующих методов анализа |
[11] АСТМ А 751 | Стандартные методы испытаний, технология, практика и терминология для химического анализа стальных изделий |
[12] ИСО 6892 | Материалы металлические. Испытание на растяжение при температуре окружающей среды |
[13] АСТМ А 370 | Стандартные методы испытаний и определения для механических испытаний стальных изделий |
[14] ИСО 7500-1 | Материалы металлические. Проверка машин для статических одноосных испытаний. Часть 1. Машины для испытания на растяжение/сжатие. Проверка и калибрование системы измерения усилия |
[15] АСТМ Е 4 | Стандартные методы поверки испытательных машин для измерения силы |
[16] ИСО 9513:1999 | Материалы металлические. Калибровка экстензометров, применяемых при одноосных испытаниях |
[17] АСТМ Е 83 | Стандартная практика поверки и классификации экстензометров |
[18] ИСО 6506-1 | Материалы металлические. Определение твердости по Бринеллю. Часть 1. Метод определения |
[19] АСТМ Е 10 | Стандартный метод измерения твердости металлических материалов по Бринеллю |
[20] ИСО 6508-1 | Материалы металлические. Определение твердости по Роквеллу. Часть 1. Метод определения (шкалы А, В, С, D, E, F, G, Н, K, N, Т) |
[21] АСТМ Е 18 | Стандартный метод измерения твердости по Роквеллу и поверхностной твердости металлических материалов |
[22] ИСО 6506-1 | Материалы металлические. Определение твердости по Бринеллю. Часть 1. Проверка и калибровка испытательных установок |
[23] ИСО 6508-2 | Материалы металлические. Определение твердости по Роквеллу. Часть 2. Проверка и калибровка испытательных установок |
[24] АСТМ Е 23 | Стандартные методы испытания ударной вязкости металлических материалов на образцах с надрезом |
[25] ИСО 31-0 | Величины и единицы измерения. Часть 0. Общие принципы |
[26] АСТМ Е 29 | Применение значащих цифр в результатах испытаний для определения соответствия техническим требованиям |
[27] ИСО 11484:1994 | Трубы стальные напорные. Квалификация и аттестация персонала по неразрушающему контролю |
[28] АСНТ СНТ-ТС-1А | Рекомендуемая практика квалификации и аттестации персонала, занятого неразрушающим контролем |
[29] ИСО 10893-10 | Сталь. Неразрушающий контроль. Часть 10. Автоматический ультразвуковой контроль по всей окружности бесшовных и сварных стальных труб (кроме сварных под слоем флюса) для выявления продольных и/или поперечных несовершенств |
[30] АСТМ Е 213 | Стандартный метод ультразвукового контроля металлических трубопроводных труб |
[31] ИСО 10893-3 | Сталь. Неразрушающий контроль. Часть 3. Автоматический контроль рассеянием магнитного потока по всей окружности бесшовных и сварных труб из ферромагнитных сталей (кроме сварных под слоем флюса) для выявления продольных и/или поперечных несовершенств |
[32] АСТМ Е 570 | Стандартный метод контроля ферромагнитных трубных изделий рассеянием магнитного потока |
[33] ИСО 10893-2 | Сталь. Неразрушающий контроль. Часть 2. Автоматический вихретоковый контроль бесшовных и сварных стальных труб (кроме сварных под слоем флюса) для выявления несовершенств |
[34] АСТМ Е 309 | Стандартный метод контроля вихревыми токами стальных трубных изделий с применением магнитного насыщения |
[35], [36] (Исключены, Изм. N 1). | |
[37] ИСО 10893-11 | Сталь. Неразрушающий контроль. Часть 11. Автоматический ультразвуковой контроль сварного шва сварных стальных труб для выявления продольных и/или поперечных несовершенств |
[38] АСТМ Е 273 | Стандартная практика ультразвукового контроля зоны сварки сварных трубопроводных и насосно-компрессорных труб |
[39] МИЛ-СТД-810c-1975 | Воздействие факторов окружающей среды на оборудование. Методы испытаний |
[40] ИСО 8501-1 | Подготовка стальной поверхности перед нанесением красок и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степени ржавости и подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий |
[41] АСТМ В 117 | Стандартная практика работы с аппаратурой солевого тумана |
(Измененная редакция, Изм. N 1).
УДК 622.245.1:006.354 | ОКС 23.040.10 | В62 | ОКП 13 2100 |
Ключевые слова: стальные трубы, обсадные трубы, насосно-компрессорные трубы, укороченные трубы, муфты, трубные заготовки для муфт, заготовки для конструктивных элементов, трубы без резьбы, резьбовые соединения, группы прочности, размеры, масса, химический состав, механические свойства, стойкость к сульфидному растрескиванию под напряжением, маркировка, цветовая идентификация, покрытие, резьбовые предохранители | |||
Электронный текст документа
и сверен по:
, 2010
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}