ГОСТ 12132-66
Группа В62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ И БЕСШОВНЫЕ
ДЛЯ МОТОВЕЛОПРОМЫШЛЕННОСТИ
Технические условия
Electrically welded and seamless steel tubes for automotive
and bicycle industries. Specifications
ОКП 13 5100, 13 7301, 13 7302
Дата введения 1967-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
Г.И.Гуляев, В.П.Сокуренко, П.Н.Ившин
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 18.07.66
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 380-94 | 2.2 |
ГОСТ 1050-88 | 2.2 |
ГОСТ 3728-78 | 3.10 |
ГОСТ 3845-75 | 2.6; 3.11 |
ГОСТ 4543-71 | 2.2 |
ГОСТ 6507-90 | 3.5 |
ГОСТ 7502-98 | 3.5 |
ГОСТ 7565-81 | 3.3 |
ГОСТ 8026-92 | 3.5 |
ГОСТ 8693-80 | 3.9 |
ГОСТ 8694-75 | 3.8 |
ГОСТ 8695-75 | 3.7 |
ГОСТ 9013-59 | 3.6а |
ГОСТ 10006-80 | 3.6 |
ГОСТ 10692-80 | 3а.1; 4.1 |
ГОСТ 11358-89 | 3.5 |
ГОСТ 12344-88* | 3.2 |
_______________ | |
ГОСТ 12345-88 * | 3.2 |
_______________ | |
ГОСТ 12346-78 | 3.2 |
ГОСТ 12347-77 | 3.2 |
ГОСТ 12348-78 | 3.2 |
ГОСТ 12349-83 | 3.2 |
ГОСТ 12350-78 | 3.2 |
ГОСТ 12351-81* | 3.2 |
_______________ | |
ГОСТ 12352-81 | 3.2 |
ГОСТ 12353-78 | 3.2 |
ГОСТ 12354-81 | 3.2 |
ГОСТ 12355-78 | 3.2 |
ГОСТ 12356-81 | 3.2 |
ГОСТ 12357-84 | 3.2 |
ГОСТ 12358-82* | 3.2 |
_______________ | |
ГОСТ 12359-99 | 3.2 |
ГОСТ 12360-82 | 3.2 |
ГОСТ 12361-82* | 3.2 |
_______________ | |
ГОСТ 12362-79 | 3.2 |
ГОСТ 12363-79 | 3.2 |
ГОСТ 12364-84 | 3.2 |
ГОСТ 12365-84 | 3.2 |
ГОСТ 14810-69 | 3.5 |
ГОСТ 14815-69 | 3.5 |
ГОСТ 16523-97 | 2.2 |
ГОСТ 18242-72* | 3а.2 |
_________________ * На территории Российской Федерации действует ГОСТ Р 50779.71-99. | |
ГОСТ 18360-93 | 3.5 |
ГОСТ 22536.0-87 | 3.2 |
ГОСТ 22536.1-88 | 3.2 |
ГОСТ 22536.2-87 | 3.2 |
ГОСТ 22536.3-88 | 3.2 |
ГОСТ 22536.4-88 | 3.2 |
ГОСТ 22536.5-87 | 3.2 |
ГОСТ 22536.6-88 | 3.2 |
ГОСТ 22536.7-88 | 3.2 |
ГОСТ 28473-90 | 3.2 |
4. Ограничение срока действия снято Постановлением Госстандарта от 21.08.91 N 1378
5. ИЗДАНИЕ с Изменениями N 1, 2, 3, 4, утвержденными в декабре 1973 г., июле 1986 г., мае 1988 г., августе 1991 г. (ИУС 1-74, 10-86, 8-88, 11-91)
Настоящий стандарт распространяется на трубы сварные из углеродистой стали и бесшовные из углеродистой и легированной стали, предназначенные для изготовления деталей и конструкций в мотовелостроении.
1. СОРТАМЕНТ
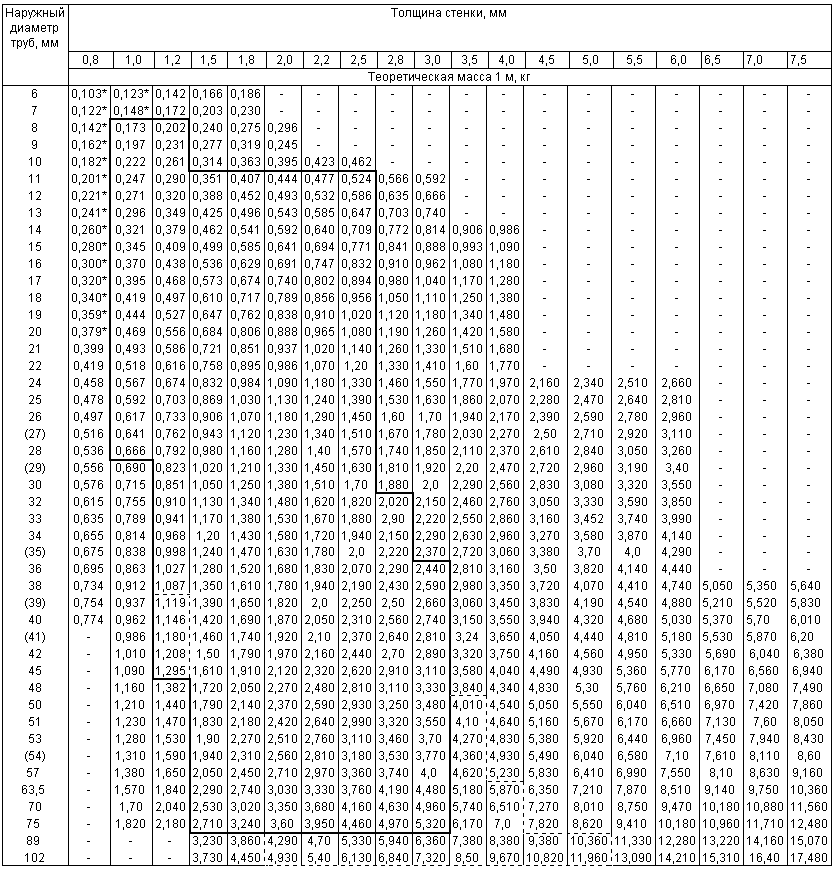
1.1. Размеры труб должны соответствовать указанным в табл.1.
Таблица 1
Примечания:
1. (Исключено, Изм. N 2).
2. Теоретическая масса определена по формуле: ![]() ,
,
где - наружный диаметр, мм;
- толщина стенки, мм.
Плотность стали принята равной 7,85 г/см.
3. По требованию потребителя допускается изготовлять трубы размером 28х(1,25) и (23)х1,5 мм.
4. Трубы размеров, ограниченных сплошной линией, изготовляются электросварными, бесшовными или электросварными холоднодеформированными.
5. Трубы размеров, ограниченных пунктирной линией, изготовляются электросварными или бесшовными.
6. Трубы размеров, отмеченных звездочкой, изготовляются бесшовными или электросварными холоднодеформированными. Трубы остальных размеров изготовляются бесшовными.
1.2. По длине трубы изготовляют:
мерной длины - от 4 до 9 м;
немерной длины - от 1,5 до 9 м;
длины кратной мерной - в пределах немерной с припуском на каждый рез по 5 мм и кратностью не менее 0,5 м.
Предельные отклонения по длине бесшовных и электросварных холоднодеформированных труб мерной и кратной длины не должны превышать:
+20 мм - для труб диаметром до 30 мм;
+25 мм - для труб диаметром свыше 30 мм.
Предельные отклонения по длине электросварных труб мерной и кратной длины не должны превышать:
+50 мм - для труб длиной до 6 м;
+70 мм - для труб длиной свыше 6 м.
1.3. Предельные отклонения по наружному диаметру и толщине стенки труб не должны превышать приведенных в табл.2.
Таблица 2
мм
Размеры труб | Предельное отклонение при точности изготовления | |||||
обычной | повышенной | высокой | ||||
Наружный диаметр: | ||||||
до 10 включ. | ±0,2 | ±0,15 | ±0,10 | |||
св. 10до 20 включ. | ±0,3 | ±0,2 | ±0,10 | |||
" 20 " 30 " | ||||||
св. 30 до 40 включ. | ±0,4 | ±0,25 | ±0,15 | |||
" 40 " 50 " | ||||||
св. 50 до 57 включ. | ±0,8% | ±0,6% | ±0,25 | |||
от 63,5 " 70 " | ±0,30 | |||||
75 | ±0,35 | |||||
89 | ±0,40 | |||||
102 | ±0,45 | |||||
Толщина стенки: | ||||||
до 1 включ. | ±0,12 | ±0,10 | ±0,08 | |||
св. 1 " 5 " | ±10% | ±8% | ±7,5% | |||
" 5 | ±8% | ±7% | ±6% | |||
Примечания:
1. Трубы высокой точности размером 32х1 мм поставляются с допуском по наружному диаметру ±0,10 мм.
2. Трубы высокой точности по толщине стенки изготовляют электросварными холоднодеформированными.
1.4. По требованию потребителя трубы изготовляют со смещенным допуском по диаметру и толщине стенки. Величина поля смещенного допуска не должна превышать суммы двухсторонних отклонений.
1.5. По требованию потребителя трубы должны поставляться с комбинированными предельными отклонениями, например, по диаметру - с отклонениями обычной точности, а по толщине стенки - повышенной точности.
1.6. Трубы изготовляют по наружному диаметру и толщине стенки. Трубы высокой точности поставляют по одному параметру.
1.7. По требованию потребителя трубы должны изготовляться по внутреннему диаметру и толщине стенки. Предельные отклонения по внутреннему диаметру труб не должны превышать соответствующих предельных отклонений по наружному диаметру.
1.8. Овальность и разностенность труб не должна выводить размеры труб за пределы предельных отклонений по диаметру и толщине стенки.
Примечание. По требованию потребителя овальность и разностенность труб не должны превышать 0,8 общего поля предельных отклонений по диаметру и толщине стенки.
1.9. Кривизна труб на участке любой длины не должна превышать 1,5 мм на 1 м.
По требованию потребителя поставляют трубы с кривизной не более 1 мм на 1 м.
1.10. По требованию потребителя при поставке труб по теоретической массе отклонения фактической массы от теоретической не должны превышать ±8% для одной трубы и ±6% для партии труб.
Примеры условных обозначений
Труба бесшовная наружным диаметром 30 мм и толщиной стенки 2 мм, длиной, кратной 1,5 м, из стали марки 20:
Труба 30х2х1500 кр-20 ГОСТ 12132-66
Труба электросварная наружным диаметром 30 мм и толщиной стенки 2 мм, немерной длины, из стали марки 10:
Труба св. 30х2-10 ГОСТ 12132-66
В условных обозначениях термообработанных труб после слова "труба" добавляется буква "Т", для труб повышенной точности изготовления - буква "п", для труб высокой точности изготовления - буква "в", например:
Труба Т- св. 30пх2в-10 ГОСТ 12132-66
Разд.1 (Измененная редакция, Изм. N 2, 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта по технологическим регламентам, утвержденным в установленном порядке.
(Измененная редакция, Изм. N 2).
2.2. Трубы изготовляют из углеродистой стали с химическим составом по ГОСТ 380, категории 4 по ГОСТ 16523, ГОСТ 1050 и легированной стали по ГОСТ 4543.
Трубы из стали 35, 45, 15Х, 30ХГСА, 30ХМА изготовляют бесшовными.
Трубы изготовляют термически обработанными и без термической обработки.
Механические свойства термически обработанных труб должны соответствовать приведенным в табл.3.
Таблица 3
Марка стали | Временное сопротивление разрыву | Относительное удлинение |
не менее | ||
08 | 314 (32) | 25 |
10, Ст2, 15 | 333 (34) | 24 |
Ст3 | 372 (38) | 22 |
20 | 412 (42) | 21 |
35 | 510 (52) | 17 |
45 | 588 (60) | 14 |
15Х | 412 (42) | 19 |
30ХГСА | 485 (50) | 18 |
30ХМА | 588 (60) | 13 |
Твердость термически обработанных бесшовных труб должна соответствовать указанной в табл.3а.
Таблица 3а
Марка стали | Твердость HRB, не более |
35 | 91 |
45 | 95 |
15Х | 88 |
30ХГСА | 98 |
30ХМА | 98 |
Примечание. Норма твердости устанавливается до 01.01.92.
(Измененная редакция, Изм. N 2, 3, 4).
2.3. На поверхности труб не допускаются трещины, плены, рванины, раковины, закаты, расслоения и глубокие риски.
Отдельные незначительные забоины, окалина, не препятствующая осмотру, вмятины, мелкие риски, незначительная рябизна и следы зачистки дефектов допускаются, если они не выводят размеры трубы за пределы допускаемых отклонений.
2.4. Концы труб должны быть обрезаны под прямым углом и зачищены от заусенцев. По требованию потребителя допускается изготовление труб с порезкой в линии стана без зачистки заусенцев.
2.5. Сварные швы труб должны быть подвергнуты контролю неразрушающими методами.
2.6. Трубы должны выдерживать испытательное гидравлическое давление. Величина испытательного гидравлического давления для бесшовных труб определяется по ГОСТ 3845 при допускаемом напряжении, равном 40% от временного сопротивления разрыву для данной марки стали, для электросварных труб - должна быть не менее 6,0 МПа (60 кгс/см).
Способность труб выдерживать гидравлическое давление обеспечивается технологией производства труб.
2.7. На сварных трубах с наружным диаметром 76 мм и более допускается незначительное утолщение стенки у грата, обусловленное технологией производства.
На внутренней поверхности сварных труб допускается наличие грата. По требованию потребителя у труб с внутренним диаметром 30 мм и выше грат должен быть удален или сплющен. В этом случае высота грата и его следов для труб повышенной точности не должна превышать 0,5 мм, для труб высокой точности - 0,2 мм. В месте снятия грата на трубах с наружным диаметром до 76 мм включительно допускается утонение стенки до 0,15 мм сверх минусового допуска.
Примечание. По требованию потребителя для труб размером 24х1,0 мм высота грата или его следов не должна превышать 0,2 мм.
2.4-2.7. (Измененная редакция, Изм. N 2).
2.8. Трубы из стали марок 08, 10, Ст2, Ст3, 15, 20 должны выдерживать испытание на сплющивание.
Термически обработанные трубы всех размеров, а также электросварные трубы без термической обработки с наружным диаметром более 20 мм и толщиной стенки 0,06 и менее должны выдерживать испытание на сплющивание.
Сплющивание образцов термически обработанных труб должно производиться до расстояния (), мм, вычисленного по формуле
 ,
,
где - толщина стенки трубы, мм;
- наружный диаметр трубы, мм;
- коэффициент, равный 0,09 для труб из стали 08 и равный 0,08 для труб из остальных марок стали.
2.9. Трубы должны выдерживать испытание на раздачу.
Увеличение наружного диаметра термически обработанных труб при раздаче должно соответствовать нормам, указанным в табл.4.
Таблица 4
Марка стали | Увеличение наружного диаметра трубы, %, | |
до 4 мм | 4 мм и более | |
не менее | ||
08 | 12 | 7 |
10, Ст2, 15 | 10 | |
20, Ст3 | 8 | 6 |
При раздаче электросварных термически необработанных труб увеличение первоначального диаметра должно быть не менее чем на 6%. Термически необработанные трубы с наружным диаметром до 20 мм, а также диаметром от 20 до 60 мм со стенкой толщиной более 0,06 на раздачу не испытывают.
2.8, 2.9. (Измененная редакция, Изм. N 3, 4).
2.10. Термически обработанные трубы диаметром 25 мм и более с отношением , равным 12,5 и более для электросварных труб, а также для бесшовных труб с наружным диаметром свыше 60 мм и с наружным диаметром до 60 мм с отношением
, равным 10 и более для бесшовных труб, должны выдерживать испытание на бортование. Ширина отгибаемого борта при испытании, отмеренная от внутренней поверхности трубы, должна быть не менее 12% внутреннего диаметра трубы и не менее 1,5 толщины стенки. Угол отбортовки должен составлять:
90° - для труб из стали марок 0,8, 10, Ст2, 15;
60° - для труб из стали марок 20, Ст3.
(Измененная редакция, Изм. N 2).
2.11. По требованию потребителя термически обработанные трубы испытывают на загиб.
(Измененная редакция, Изм. N 2).
2.12. (Исключен, Изм. N 2).
3а. ПРАВИЛА ПРИЕМКИ
3а.1. Трубы принимают партиями. Партия должна состоять из труб одного размера, одной марки стали, одного вида термообработки и сопровождаться одним документом о качестве в соответствии с ГОСТ 10692 с дополнением: химический состав стали принимают по документу о качестве предприятия-изготовителя заготовки.
Количество труб в партии должно быть не более:
1000 шт. - для труб диаметром 30 мм и менее с толщиной стенки не более 2,5 мм;
400 шт. - для труб диаметром до 76 мм с толщиной стенки не более 2,5 мм;
200 шт. - для труб прочих размеров.
3а.2. Контролю поверхности, размеров и качества сварного шва подвергают каждую трубу партии.
Контроль геометрических размеров проводят выборочно с одноступенчатым нормальным уровнем контроля в соответствии с ГОСТ 18242. Планы контроля устанавливаются по согласованию изготовителя с потребителем.
3а.3. Для испытания труб на растяжение, твердость, сплющивание, раздачу, бортование и загиб отбирают две трубы от партии.
3а.2, 3а.3. (Измененная редакция, Изм. N 3).
3а.4. При возникновении разногласий в оценке химического состава для проверки отбирают одну трубу от партии.
3а.5. Для проверки высоты внутреннего грата отбирают 2% труб от партии.
3а.6. Испытание гидравлическим давлением электросварных труб проводят по требованию потребителя.
Контроль сварного шва неразрушающими методами проводят по требованию потребителя.
Испытание на твердость проводят по требованию потребителя.
(Измененная редакция, Изм. N 3).
3а.7. При контроле сварного шва неразрушающими методами контроль гидравлическим давлением не проводят.
3а.8. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенном количестве труб, отобранных от той же партии. Результаты повторных испытаний распространяются на всю партию.
Разд. 3а. (Введен дополнительно, Изм. N 2).
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. От каждой отобранной трубы вырезают по одному образцу для каждого вида испытания.
3.2. Химический состав металла определяют по ГОСТ 22536.0 - ГОСТ 22536.7, ГОСТ 12344 - ГОСТ 12365, ГОСТ 28473.
3.3. Для определения химического состава стали пробы отбирают по ГОСТ 7565.
3.4. Осмотр труб производится без применения увеличительных приборов. Глубину дефектов проверяют надпиловкой или иным способом.
3.1-3.4. (Измененная редакция, Изм. N 2).
3.5. Трубы измеряют:
наружный диаметр и овальность - гладким микрометром по ГОСТ 6507 или жесткими калибрами-скобами листовыми по ГОСТ 18360;
внутренний диаметр - калибром-пробкой гладкой, двусторонней с вставками по ГОСТ 14810, ГОСТ 14815;
толщину стенки и высоту внутреннего грата - микрометром по ГОСТ 6507 или стенкомером по ГОСТ 11358;
длину - рулеткой измерительной по ГОСТ 7502, кривизну - линейкой поверочной по ГОСТ 8026 и щупом по НД.
Измерение наружного диаметра электросварных и электросварных холоднодеформированных труб проводят на расстоянии не менее 15 мм от торца для труб с отношением наружного диаметра к толщине стенки , равным 35 и менее; на расстоянии не менее 2/3
- для труб с отношением
свыше 35.
3.6. Испытание на растяжение проводят по ГОСТ 10006 на продольном пропорциональном коротком образце.
Допускается контроль механических свойств неразрушающими методами по технической документации.
При разногласиях в оценке результатов испытания проводят по ГОСТ 10006.
3.5, 3.6. (Измененная редакция, Изм. N 2, 3).
3.6а. Испытание на твердость проводят по ГОСТ 9013. На каждом образце должно быть проведено не менее трех измерений твердости. Твердость определяется как среднее арифметическое значение результатов трех измерений.
Допускается определение твердости проводить на образцах, предназначенных для испытания на растяжение.
(Введен дополнительно, Изм. N 3).
3.7. Испытание труб на сплющивание проводят по ГОСТ 8695.
3.8. Испытание на раздачу проводят по ГОСТ 8694 при помощи оправки с конусностью 1:10.
Трубы, подвергнутые испытанию на сплющивание, на раздачу не испытывают.
3.9. Испытание на бортование проводят по ГОСТ 8693.
3.10. Испытание труб на загиб проводят по ГОСТ 3728.
3.11. Гидравлическое испытание труб проводят по ГОСТ 3845 с выдержкой под давлением не менее 5 с.
3.7-3.11. (Измененная редакция, Изм. N 2).
3.12. Контроль сварных швов труб неразрушающими методами проводят по технической документации.
(Измененная редакция, Изм. N 2, 3).
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Маркировку, упаковку, транспортирование и хранение проводят по ГОСТ 10692 с дополнением: трубы должны иметь консервационное покрытие маслом по нормативной документации; по требованию потребителя консервация труб не проводится.
(Измененная редакция, Изм. N 2).
Текст документа сверен по:
Трубы металлические и соединительные части к ним.
Часть 3. Трубы сварные. Трубы профильные: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2001
{kind=link}