ГОСТ 24950-2019
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОТВОДЫ ГНУТЫЕ И ВСТАВКИ КРИВЫЕ НА ПОВОРОТАХ ЛИНЕЙНОЙ ЧАСТИ СТАЛЬНЫХ ТРУБОПРОВОДОВ
Технические условия
Bent branches and elbows at line bends for steel pipelines. Specifications
МКС 23.040.40
Дата введения 2019-09-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Акционерным обществом "Трубодеталь" (АО "Трубодеталь"), Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 марта 2019 г. N 117-П)
За принятие проголосовали:
Краткое наименование страны | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
(Поправка. ИУС N 7-2023).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 18 апреля 2019 г. N 135-ст межгосударственный стандарт ГОСТ 24950-2019 введен в действие в качестве национального стандарта Российской Федерации с 1 сентября 2019 г.
5 ВЗАМЕН ГОСТ 24950-81
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНА поправка, опубликованная в ИУС N 7, 2023 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на гнутые отводы (далее - отводы) и кривые вставки (далее - вставки) диаметром от 57 до 1420 мм, предназначенные для поворотов в вертикальной или горизонтальной плоскости стальных трубопроводов различного назначения и ответвлений от них, транспортирующих некоррозионно-активные продукты.
Отводы изготавливаются из стальных труб, в том числе с наружным защитным антикоррозионным и внутренним гладкостным покрытиями, в заводских и трассовых условиях на трубогибочном оборудовании поперечной гибкой труб в холодном состоянии.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 10-88 Нутромеры микрометрические. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 5378-88 Угломеры с нониусом. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 10692-2015 Трубы стальные, чугунные и соединительные детали к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 11358-89 Толщиномеры и стенкомеры с ценой деления 0,01 и 0,1 мм. Технические условия
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 20295-85 Трубы стальные сварные для магистральных газонефтепроводов. Технические условия
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод*
_________________
* В Российской Федерации действует ГОСТ Р 56512-2015 "Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы".
ГОСТ 22261-94 Средства измерений электрических и магнитных величин. Общие технические условия**
_________________
** В Российской Федерации действует ГОСТ Р 51070-97 "Измерители напряженности электрического и магнитного полей. Общие технические требования и методы испытаний".
ГОСТ 22727-88 Прокат листовой. Методы ультразвукового контроля
ГОСТ 26737-85 Толщиномеры покрытий. Магнитные и вихретоковые. Общие технические требования
ГОСТ 28702-90 Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования*
_________________
* В Российской Федерации действует ГОСТ Р 55614-2013 "Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования".
ГОСТ 31448-2012 Трубы стальные с защитными наружными покрытиями для магистральных газонефтепроводов. Технические условия
ГОСТ 31458-2015 (ISO 10474:2013) Трубы стальные, чугунные и соединительные детали к ним. Документы о приемочном контроле
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 вставка: Криволинейный участок трубопровода, смонтированный из отводов.
3.2 гофр: Нарушение формы сечения отвода в результате потери местной устойчивости стенки трубы, когда при изгибе в сжатой зоне развиваются чрезмерные пластические деформации.
Примечание - Гофр вытянут в окружном направлении и имеет малую длину по оси газопровода. Гофр может иметь, кроме основной плавной волны, дополнительные (вторичные) плавные волны меньшей высоты.
3.3 диэлектрическая сплошность: Отсутствие электрического пробоя при воздействии на покрытие напряжения от высоковольтного источника постоянного тока.
3.4 дорн: Устройство, входящее в состав трубогибочного оборудования, предназначенное для снижения гофрообразования и сохранения овальности труб в допустимых пределах.
3.5 единичный угол гибки: Угол гибки отвода за один шаг гибки (без продольного перемещения трубы).
3.6 заказчик: Организация, заказывающая, получающая и использующая изделия.
3.7 изготовитель: Предприятие или организация, изготавливающие продукцию в соответствии с требованиями настоящего стандарта.
3.8 инвентарная труба: Труба, привариваемая к торцу трубы-заготовки с целью увеличения рабочей зоны гибки и отрезаемая после выполнения гибки.
3.9 категория прочности: Обозначение уровня прочностных свойств металла, состоящее из буквенного сокращения "Х" и условного обозначения нормируемого предела текучести.
3.10 класс прочности: Обозначение уровня прочностных свойств металла, состоящее из буквенного сокращения "К" и условного обозначения нормируемого временного сопротивления разрыву.
3.11 косина реза: Отклонение плоскости торцов отвода от перпендикулярности оси трубы.
3.12 кромка: Обработанный механическим способом торец трубы или отвода для выполнения сварного соединения.
3.13 нейтральная плоскость: Плоскость, проходящая через ось трубы, подвергаемой холодной гибке, перпендикулярно поперечным сечениям, в точках которой нормальные напряжения, равны нулю.
3.14
некоррозионно-активные транспортируемые продукты: Продукты, вызывающие равномерную коррозию незащищенной стенки трубы со скоростью не более 0,1 мм в год. [ГОСТ 31447-2012, пункт 3.11] |
3.15
номинальный диаметр DN: Параметр, применяемый для трубопроводных систем в качестве характеристики присоединяемых частей, например, соединений трубопроводов, фитингов, арматуры. Примечание - Номинальный диаметр не имеет единицы измерения и приблизительно равен внутреннему диаметру присоединяемого трубопровода, выраженному в миллиметрах. Номинальный диаметр обозначается DN с числовым значением. [ГОСТ 28338-89, пункт 1] |
3.16 овальность: Отклонение формы поперечного сечения трубы (отвода), характеризующееся ее отклонением от идеально кольцевой.
3.17 отвод: Соединительная деталь, предназначенная для поворота оси трубопровода.
3.18 перелом: Дефект формы в виде нарушения целостности металла, образующийся в результате неравномерной деформации.
3.19
притупление кромки: Нескошенная часть кромки торца, подлежащей сварке. [ГОСТ 2601-84, статья 112] |
3.20 рабочая зона гибки: Участок трубы, подвергаемый гибке.
3.21 распорка: Приспособление, предназначенное для предотвращения овализации торца трубы в процессе гибки.
3.22 угол гибки отвода: Сумма единичных углов гибки отвода.
3.23 шаг гибки (передвижка): Значение перемещения трубной заготовки на трубогибочном оборудовании между последовательными сгибами.
4 Обозначения и сокращения
4.1 Обозначения
В настоящем стандарте применены следующие обозначения:
![]() - угол гибки отвода, градус;
- угол гибки отвода, градус;
![]() - угол гибки первого отвода, градус;
- угол гибки первого отвода, градус;
![]() - угол гибки второго отвода, градус;
- угол гибки второго отвода, градус;
![]() - угол вставки, градус;
- угол вставки, градус;
А - габаритная высота отвода, мм;
В - высота скоса кромки, мм;
с - ширина притупления кромки, мм;
С - стыковой кольцевой сварной шов;
![]() - наружный диаметр, мм;
- наружный диаметр, мм;
![]() - максимальный размер диаметра, мм;
- максимальный размер диаметра, мм;
![]() - минимальный размер диаметра, мм;
- минимальный размер диаметра, мм;
Е - габаритная длина отвода, мм;
F - расстояние от полотна рулетки до тела отвода на внутренней образующей, мм;
G - длина отвода, измеренная от первой нижней кромки до второй, мм;
Н - высота стрелы прогиба, мм;
![]() - высота стрелы прогиба, при L<2000 мм, мм;
- высота стрелы прогиба, при L<2000 мм, мм;
h - высота гофры, мм;
L - длина хорды, мм;
![]() - минимальная длина трубы, мм;
- минимальная длина трубы, мм;
![]() - минимальная (теоретическая) длина гнутой части отвода, мм;
- минимальная (теоретическая) длина гнутой части отвода, мм;
![]() - длина прямого участка трубы со стороны гибочных цилиндров, мм;
- длина прямого участка трубы со стороны гибочных цилиндров, мм;
![]() - длина прямого участка трубы со стороны упорного кольца, мм;
- длина прямого участка трубы со стороны упорного кольца, мм;
![]() - длина несгибаемого участка трубы около кольцевого сварного шва, мм;
- длина несгибаемого участка трубы около кольцевого сварного шва, мм;
,
![]() - длины прямых участков отвода, мм;
- длины прямых участков отвода, мм;
![]() - длина гнутой части отвода, мм;
- длина гнутой части отвода, мм;
![]() ,
, ![]() - длины прямых участков труб, мм;
- длины прямых участков труб, мм;
Р - периметр на торцах отводов, мм;
R - радиус гибки, мм;
S - толщина стенки отвода, мм;
![]() - толщина стенки присоединяемой трубы, мм;
- толщина стенки присоединяемой трубы, мм;
t - шаг образования гофры, мм;
- число Пи, принятое равным 3,1416;
![]() - толщина измерительной ленты рулетки, мм;
- толщина измерительной ленты рулетки, мм;
![]() - величина овальности, %.
- величина овальности, %.
4.2 Сокращения
В настоящем стандарте применены следующие сокращения:
ГО - гнутый отвод;
НД - нормативная документация;
ТУ - технические условия;
УЗК - ультразвуковой контроль.
5 Классификация
5.1 Отводы изготовляют трех типов:
- тип 1 - из одной трубы в соответствии с рисунком 1;
- тип 2 - из одной трубы с применением на период гибки инвентарной трубы;
- тип 3 - из двух труб в соответствии с рисунком 2.
5.2 Вставки подразделяют на три вида:
А - вставка, изготовленная из отводов типа 1;
Б - вставка, изготовленная из отводов типа 2;
В - вставка, изготовленная из отводов типа 3.
5.3 Изготовление вставок проводят из отводов в соответствии с рисунком 3 и приложением А.
|
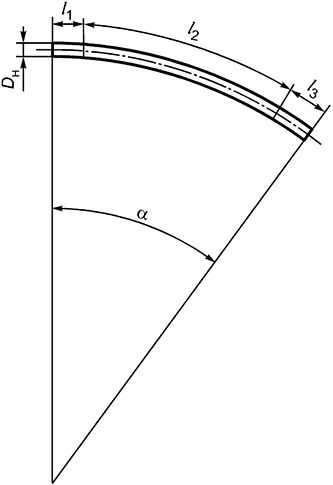
Рисунок 1 - Отвод типа 1
|
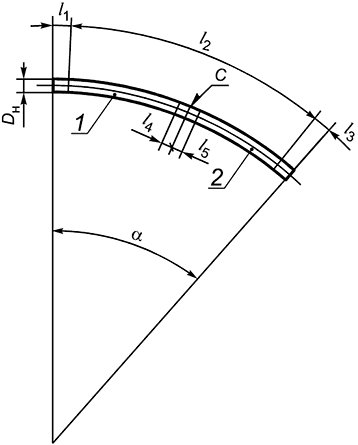
1, 2 - трубы, образующие отвод
Рисунок 2 - Отвод типа 3
|

1, 2 - отводы, образующие вставку
Рисунок 3 - Вставка из двух отводов
5.4 Угол вставки должен соответствовать проектному углу поворота трубопровода и равен сумме углов отводов.
6 Технические требования
6.1 Требования к отводам
6.1.1 Наружный диаметр и максимальный угол гибки отводов приведены в таблице 1.
Таблица 1 - Геометрические параметры отводов
Наружный диаметр отвода | Максимальный угол гибки*, для отвода типа | |||
Метрический ряд | Дюймовый ряд | 1 | 2 | 3 |
От 57 до 89 включ. | От 60,3 (2") до 88,9 (3") включ. | 60° при | - | - |
От 108 до 133 включ. | От 114,3 (4") до 141,3 (5") включ. | 27° | - | - |
От 159 до 325 включ. | От 168,3 (6") до 323,9 (12") включ. | 27° | - | - |
377 | 355,6 (14") | - | - | |
426 | 406,4 (16") | 21° | - | - |
530 | 508,0 (20") | 18° | - | - |
От 630 до 820 включ. | От 610,0 (24") до 813,0 (32") включ. | 9° | 12° | 24° |
1020 | 1016,0 (40") | 9° | 12° | 21° |
1020 | 1067,0 (42") | 9° | 12° | 21° |
1220 | 1219,0 (48") | 6° | 9° | 15° |
1420 | 1422,0 (56") | 6° | 9° | 15° |
* Указанные максимальные углы гибки приведены для труб длиной до 12 м. | ||||
6.1.2 Толщина стенки отводов в любом сечении на гнутой части не должна выходить за минусовой допуск, регламентированный в НД на трубы.
6.1.3 Угол гибки отвода должен быть кратным 1°.
6.1.4 Отклонение угла гибки отвода от заданного значения не должно превышать ±20'.
6.1.5 Отклонения наружного диаметра и овальности на торцах отводов не должны превышать значений, установленных на исходные трубы.
Овальность отводов на изогнутой части не должна превышать 2,5%.
6.1.6 Отклонение от плоскостности на торцах отводов, подвергшихся механической обработке, должно быть не более:
- 0,5 мм - для DN не более 150;
- 1,0 мм - для DN св. 150 до 500 включ;
- 2,0 мм - для DN не менее 500.
6.1.7 Радиус гибки на любом участке гнутой части отвода должен быть не менее 40 наружных диаметров трубы.
6.1.7.1 Допускается отклонение величины радиуса гибки на ±5%.
6.1.8 Требования, предъявляемые к выполнению и качеству стыковых кольцевых сварных соединений отводов типа 2, типа 3 и вставок, должны соответствовать нормативно-правовым актам государств, проголосовавших за принятие настоящего стандарта*.
_________________
* В Российской Федерации - [1].
6.1.9 Внешний вид, толщина и диэлектрическая сплошность покрытия отводов должны соответствовать требованиям НД на трубы с покрытием.
6.1.10 Выявленные ремонтопригодные дефекты покрытия после изготовления отводов ремонтируют в соответствии с инструкцией (рекомендацией) изготовителя труб с покрытием.
6.1.11 На торцах отводов сохраняют обработку кромок под сварку, выполненную изготовителем труб. Допускается механическая обработка торцов в соответствии с рисунком 4, таблицами 2 и 3 или требованиями заказчика.
Размеры в миллиметрах |
|

Рисунок 4 - Типы обработки кромок торцов отводов под сварку
Таблица 2 - Ширина притупления кромки
В миллиметрах
Номинальный диаметр, DN | Ширина притупления кромки, с |
До 350 включ. | 1,0±0,5 |
400 | 1,5±0,5 |
От 500 до 1400 включ. | 1,8±0,8 |
Таблица 3 - Высота скоса кромки
В миллиметрах
Толщина стенки присоединяемой трубы, | Высота скоса кромки, В |
Св. 15,0 до 19,0 включ. | 9,0±0,5 |
Св. 19,0 до 21,5 включ. | 10,0±0,5 |
Св. 21,5 до 32,0 включ. | 12,0±0,5 |
Св. 32,0 | 16,0±0,5 |
Если разность номинальных толщин стенок отвода и присоединяемой трубы превышает 2 мм, то выполняют обработку кромок типа 3 или типа 5 (с внутренним скосом).
При этом отношение номинальных толщин стенок отвода и присоединяемой трубы должно быть не более 1,5.
6.1.12 В случае проведения механической обработки косина реза торцов отводов должна быть не более косины реза торцов согласно НД на трубы, из которых изготавливались отводы.
6.1.13 После проведения механической обработки кромок не допускаются расслоения, выходящие на поверхность и торцы отводов.
6.1.14 Остаточная магнитная индукция на торцах отводов, подвергшихся механической обработке, не должна превышать 2 мТл. При превышении остаточной магнитной индукции на торцах допустимых значений проводят размагничивание в соответствии с технологической документацией изготовителя отводов.
6.1.15 На наружной и внутренней поверхностях отвода не допускаются трещины любой глубины и протяженности, рванины, закаты и расслоения, выходящие на поверхность. Не допускается вдавливание любых участков сварного шва внутрь отвода. Остальные требования к наружной и внутренней поверхностям отводов должны соответствовать требованиям НД на трубы, из которых изготавливались эти отводы.
6.1.16 Поверхностные дефекты глубиной более допустимой зачищают абразивным инструментом с образованием плавного перехода к поверхности отвода, при этом толщина стенки в месте зачистки, указанная в НД на трубы, из которых изготавливались отводы, не должна выходить за минусовой допуск. Толщину стенки в месте зачистки контролируют неразрушающими методами.
6.1.17 Изогнутые участки отводов не должны иметь переломов и складок.
6.1.18 На вогнутой стороне отводов допускается образование гофр в соответствии с рисунком 5, высотой h, не более:
- 50% от номинальной толщины стенки изгибаемой трубы, но не более 10 мм с шагом t не менее 3h - для отводов наружным диаметром 219 мм и более;
- 5 мм с шагом t не менее 15 мм - для отводов наружным диаметром менее 219 мм.
|
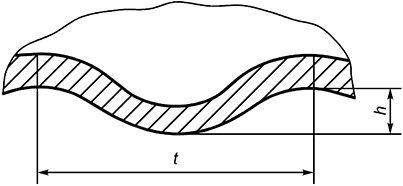
Рисунок 5 - Гофры (волнистости) на отводах
6.1.19 Ремонт основного металла и продольного сварного соединения отводов сваркой не допускается.
6.1.20 Условное обозначение отвода в заказной, проектной, конструкторской и технологической документации включает:
- наименование "Отвод";
- обозначение типа отвода (цифровое обозначение);
- буквенное обозначение отвода (буквы "ГО");
- угол гибки отвода (в градусах);
- наружный диаметр присоединяемой трубы;
- толщину стенки присоединяемой трубы;
- обозначение НД на трубу;
- класс/категорию прочности и/или марку стали присоединяемой трубы (при необходимости);
- тип покрытия (наружное и/или внутреннее покрытие) и обозначение НД на покрытие (в случае изготовления отвода из трубы с покрытием);
- минимальную температуру стенки трубопровода при эксплуатации (если она ниже минус 5°C);
- обозначение НД, по которому изготовлен отвод.
Допускается внесение дополнительной информации, которая приводится в заказной, проектной, конструкторской и технологической документации.
Примеры условных обозначений отводов без покрытия:
Отвод типа 1 с углом гибки 6°, для соединения с трубой наружным диаметром 720 мм, толщиной стенки 10 мм, изготовленный из трубы по ГОСТ 20295, класс прочности К56 и марка стали 10Г2ФБЮ присоединяемой трубы, с минимальной температурой стенки трубопровода при эксплуатации, равной минус 20°C, по ГОСТ 24950:
Отвод 1ГО.6°.720.10-ГОСТ 20295-К56-10Г2ФБЮ. -20. ГОСТ 24950.
Отвод типа 2 с углом гибки 2°, для соединения с трубой наружным диаметром 720 мм, толщиной стенки 12 мм, изготовленный из трубы по ГОСТ 20295, класс прочности присоединяемой трубы К52, с минимальной температурой стенки трубопровода при эксплуатации, равной минус 20°C, по ГОСТ 24950:
Отвод 2ГО.2°.720.12-ГОСТ 20295-К52. -20. ГОСТ 24950.
Пример условного обозначения отвода с покрытием:
Отвод типа 1 с углом гибки 3°, для соединения с трубой наружным диаметром 720 мм, толщиной стенки 10 мм, изготовленный из трубы по ГОСТ 20295, класс прочности присоединяемой трубы К52, с трехслойным полиэтиленовым покрытием нормального исполнения по ГОСТ 31448, с минимальной температурой стенки трубопровода при эксплуатации, равной минус 20°C, по ГОСТ 24950:
Отвод 1ГО.3°.720.10-ГОСТ 20295-К52, покрытие ЗПЭ-Н, ГОСТ 31448. -20. ГОСТ 24950.
6.2 Требования к исходным трубам
6.2.1 Для изготовления отводов и вставок отбирают трубы с заводской маркировкой, на которые имеются документы о приемочном контроле. Использование труб без документов о приемочном контроле не допускается.
6.2.2 Трубы, предназначенные для изготовления отводов, проходят обязательный входной контроль.
6.2.3 При входном контроле каждую трубу подвергают визуальному и измерительному контролю на соответствие требованиям, установленным в НД изготовителя труб.
Если труба не прошла входной контроль, то ее бракуют.
6.2.4 Отводы изготавливают из стальных бесшовных и прямошовных труб (в том числе из труб, сваренных токами высокой частоты), изготовленных по ТУ или НД на эти трубы.
Не допускается изготовление отводов из труб, бывших в эксплуатации.
6.2.5 Толщины стенок труб, отбираемых для изготовления отводов, не должны выходить за минусовой допуск, регламентированный в НД на трубы.
6.2.6 Класс/категория прочности труб, используемых для изготовления отводов, должен быть не ниже класса/категории прочности присоединяемых труб, регламентированных в проектно-сметной документации.
6.2.7 Трубы для изготовления отводов типа 3 должны быть из одной партии.
6.3 Требования к изготовлению отводов
6.3.1 Изготовление отводов в трассовых условиях осуществляют в соответствии с требованиями, установленными в технологических картах (типовых технологических картах), регламентирующие технологию изготовления отводов.
6.3.2 Длины прямых участков трубы определяют в соответствии с указаниями производителя трубогибочного оборудования, приведенных в инструкции (руководстве) по эксплуатации оборудования.
Минимальную длину трубы, требуемую для изготовления отвода типа 1, определяют по формуле
![]() , (1)
, (1)
где
![]() . (2)
. (2)
Радиус гибки R определяют в соответствии с 6.1.7.
Минимальную длину трубы, требуемую для изготовления отвода типа 2, определяют по формуле
![]() . (3)
. (3)
6.3.3 Перед началом работ по изготовлению отводов, для контроля и предотвращения вращения трубы относительно своей оси при передвижении на трубогибочном оборудовании, на наружной поверхности трубы или на плети проводят несмываемым ярким маркером горизонтальную линию вблизи продольного сварного шва.
6.3.4 Гибку труб проводят на трубогибочном оборудовании при температуре окружающей среды не ниже минус 20°C. При гибке отводов с покрытием температура окружающего воздуха должна быть в диапазоне температур эксплуатации покрытия, указанном в НД на исходные трубы с покрытием.
6.3.5 При гибке прямошовной трубы продольный сварной шов располагают в зоне нейтральной плоскости гибки в соответствии с рисунком 6. Отклонение продольного сварного шва труб от оси нейтральной плоскости должно быть не более ±1/15 диаметра отвода. Положение шва устанавливают относительно оси ложемента трубогибочного оборудования.
|
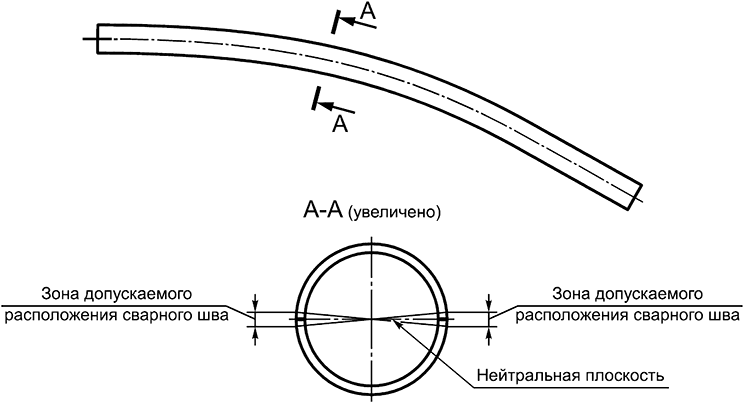
Рисунок 6 - Расположения продольного сварного шва при гибке
6.3.6 При гибке отводов типа 3, сваренных из труб с одним продольным сварным швом, сварные швы указанных труб в секции смещают относительно друг друга на 180°.
6.3.7 При изготовлении вставок из отводов, полученных гибкой труб с двумя продольными сварными швами, последние смещают относительно друг друга на расстоянии от 100 до 130 мм. Отклонение каждого шва от нейтральной плоскости при гибке не должно превышать 50 мм.
6.3.8 Гибка участка отводов типов 2 и 3 на расстоянии, равным половине номинального диаметра отвода (для диаметров отводов от 630 до 820 мм) и менее 1000 мм (для диаметров отводов от 1020 до 1420 мм) по обе стороны от кольцевого сварного шва, запрещается.
6.3.9 Для предотвращения появления гофр и уменьшения овальности на торцах отводов, допускается использовать внутренние распорки на торцах труб, а также разжимные приспособления (дорны). Исправление овальности на торцах отводов производят с помощью безударных разжимных устройств. Исправление овальности по телу отвода не допускается.
7 Комплектность
7.1 В комплект поставки входят:
- отвод;
- инвентарные защитные приспособления для предохранения фасок от повреждений и защиты внутренней полости от загрязнений;
- паспорт на отвод;
- копия документа 3.1 или 3.2 о приемочном контроле на трубу по ГОСТ 31458.
7.2 В документе о качестве на отвод, изготовленный в заводских условиях, указывают:
- условное обозначение отвода;
- номер документа о приемочном контроле трубы;
- значение углеродного эквивалента;
- заводской номер отвода;
- дату изготовления;
- длину отвода;
- массу отвода;
- отметку (штамп) службы технического контроля.
По требованию заказчика состав паспорта может быть изменен.
Рекомендуемая форма паспорта приведена в приложении Б.
7.3 В документе о качестве на отвод, изготовленный в трассовых условиях, указывают:
- условное обозначение отвода;
- дату проведения трубогибочных работ;
- наименование организации (подрядчика), выполняющей гибку;
- номер документа о приемочном контроле трубы;
- значение углеродного эквивалента;
- номер отвода;
- длину отвода;
- массу отвода;
- отметку (штамп) службы технического контроля или лица, ответственного за проведение работ.
По требованию заказчика состав паспорта может быть изменен.
Рекомендуемая форма паспорта приведена в приложении В.
8 Требования безопасности и охраны окружающей среды
8.1 Отводы и вставки не представляют опасности для жизни и здоровья человека.
8.2 Специальных мероприятий для предупреждения вреда окружающей среде и здоровью человека при производстве, хранении, транспортировании и эксплуатации отводов и вставок не требуется.
9 Правила приемки
9.1 Приемке подвергают каждый отвод.
9.2 Отводы должны быть приняты:
- службой технического контроля изготовителя - при изготовлении в заводских условиях;
- специалистами и специальными службами, входящими в состав строительных организаций - при изготовлении в трассовых условиях.
9.3 Приемка отводов состоит из:
- визуального контроля;
- измерительного контроля;
- неразрушающего контроля торцов и сварного шва;
- контроля покрытия.
9.3.1 При визуальном контроле после гибки отводов без применения увеличительных средств проверяют:
- отсутствие на торцах забоин, задиров, расслоений, складок и переломов;
- отсутствие повреждений покрытия;
- наличие маркировки.
9.3.2 Измерительный контроль проводят в соответствии с нормативно-правовыми актами государств, проголосовавших за принятие настоящего стандарта*. При измерительном контроле геометрических параметров отводов после гибки проверяют:
__________________
* В Российской Федерации в соответствии с [2].
- толщину стенки в середине гнутой части (на внешней образующей);
- овальность сечения на торцах и изогнутой части после гибки;
- отклонения от плоскостности на торцах отводов (в случае механической обработки торцов);
- угол (углы) и высоту скоса кромок, ширину притупления кромок, косину реза, толщину стенки присоединяемой трубы (в случае механической обработки торцов);
- угол гибки;
- радиус гибки;
- высоту и шаг гофр.
9.3.3 При контроле отводов неразрушающими методами проверяют:
- кромки, в случае их механической обработки после гибки;
- кольцевые сварные швы у отводов типа 3 после гибки.
9.3.4 При контроле покрытия отводов проверяют:
- внешний вид покрытия после гибки;
- толщину покрытия на внешней образующей изогнутых участков отвода после гибки;
- диэлектрическую сплошность покрытия на гнутой части отвода после гибки.
9.4 По требованию заказчика приемку отводов проводят с участием представителя уполномоченной организации. Для подтверждения факта приемки отводов каждый экземпляр паспорта подписывается осуществляющим контроль представителем уполномоченной организации и заверяется печатью этой организации.
10 Методы контроля
10.1 Средства измерения, приборы и инструменты для контроля качества работ изготавливают на заводе, имеют утвержденные паспорта, соответствующие требованиям НД, и поверяют или калибруют в установленном порядке.
10.2 Длину отвода проверяют рулеткой по ГОСТ 7502 с погрешностью измерения ±50 мм. Длину отвода совместно с прямыми участками определяют по среднеарифметическому значению измерений на образующей с наружной и на внутренней образующей кривой.
10.3 Толщину стенки отводов контролируют в середине гнутой части (на внешней образующей), не менее чем в четырех точках с применением микрометров по ГОСТ 6507 или толщиномеров с ценой деления 0,01 мм по ГОСТ 11358 с погрешностью измерения ±0,1 мм.
10.4 Угол гибки отвода проверяют при помощи оптического квадранта, угломера по ГОСТ 5378 или других измерительных приборов.
10.5 Максимальную высоту стрелы прогиба определяют по середине линейки по ГОСТ 427 с измерением по впадинам гофр (волнистости) и равна высоте стрелы прогиба от хорды длиной 2000 мм с вычетом 1/2 высоты гофры (впадины).
Измерение высоты стрелы прогиба отводов диаметром до 1020 мм проводят в соответствии с рисунком 7. Значения высоты стрелы прогиба отвода не должны превышать значений, приведенных в таблице 4.
|
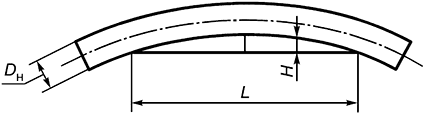
Рисунок 7 - Измерение высоты стрелы прогиба отводов диаметром до 1020 мм
Таблица 4 - Высота стрелы прогиба отвода
Наружный диаметр отвода, | Высота стрелы прогиба отвода, H, мм, не более | |
Метрический ряд | Дюймовый ряд | |
От 57 до 89 включ. | От 60,3 (2") до 88,9 (3") включ. | 100 |
От 108 до 133 включ. | От 114,3 (4") до 141,3 (5") включ. | 75 |
От 159 до 168 включ. | 168,3 (6") | 52 |
От 219 до 377 включ. | От 219,1 (8") до 355,6 (14") включ. | 33 |
426 | 406,4 (16") | 29 |
530 | 508,0 (20") | 24 |
630 | 610,0 (24") | 20 |
720 | 711,0 (28") | 17 |
820 | 813,0 (32") | 15 |
1020 | 1016,0 (40") | 12 |
1020 | 1067,0 (42") | 12 |
1220 | 1219,0 (48") | 10 |
1420 | 1422,0 (56") | 9 |
10.6 Радиус гибки проверяют измерением высоты стрелы прогиба от вогнутой образующей отвода до хорды с последующим определением радиуса гибки по формуле
![]() . (4)
. (4)
Длину хорды (не более 2000 мм) выбирают равной длине металлических линеек, имеющихся у изготовителя гнутых отводов. В этом случае максимально допустимую высоту стрелы прогиба от хорды длиной менее 2000 мм вычисляют по формуле
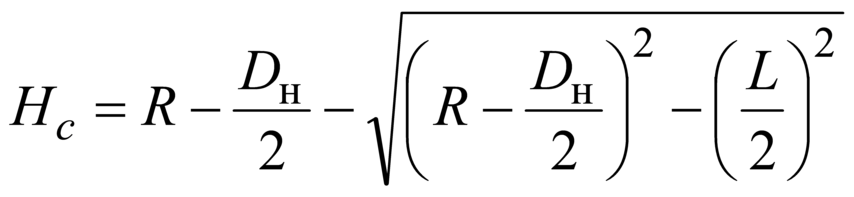 . (5)
. (5)
10.7 Для исключения влияния покрытия и гофр измерения радиуса гибки диаметром от 1020 до 1420 мм включ. проводят по внешней образующей на внутренней поверхности отвода (см. рисунок 8).
|
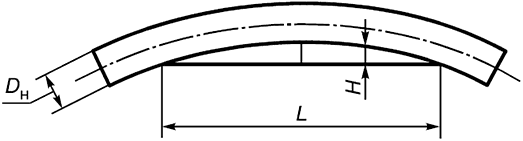
Рисунок 8 - Измерение высоты стрелы прогиба отводов диаметром от 1020 до 1420 мм
Радиус гибки рассчитывают по формуле
![]() . (6)
. (6)
Измерения отводов проводят на любом изогнутом участке при помощи линейки по ГОСТ 427 и штангенциркуля по ГОСТ 166.
10.8 Отклонение продольного сварного шва отвода от нейтральной плоскости измеряют металлической линейкой по ГОСТ 427, по перпендикуляру от продольной кромки гибочного ложемента оборудования до сварного шва.
10.9 Размеры механически обработанных кромок (толщину присоединяемой стенки, высоту скоса кромок, ширину притупления кромок, угол (углы) скоса кромок) торцов отводов контролируют методами и средствами измерения по документации изготовителя.
10.10 Отклонение от плоскостности и косину реза торцов отводов, подвергшихся механической обработке, контролируют угольником по ГОСТ 3749.
10.11 Величину овальности ![]() , %, по торцам и на изогнутой части отводов вычисляют по формуле
, %, по торцам и на изогнутой части отводов вычисляют по формуле
![]() . (7)
. (7)
Измерение максимального и минимального диаметров проводят во взаимно перпендикулярных сечениях:
- для вычисления овальности торцов - на расстоянии не более 100 мм от торцов;
- для вычисления овальности на изогнутой части - на участках первого и второго гибов, в середине отвода и на участке последнего гиба.
Шаг контроля овальности должен быть не более:
- 1,0 м - для отводов диаметром от 57 до 820 мм включ.;
- 1,5 м - для отводов диаметром от 1020 до 1420 мм включ.
Для измерений используют штангенциркуль по ГОСТ 166, нутромер по ГОСТ 10, кронциркуль по методике изготовителя.
10.12 Высоту гофр измеряют с помощью штангенциркуля по ГОСТ 166 и металлической линейки по ГОСТ 427 длиной не более 0,3 наружного диаметра трубы, устанавливаемой на ребро по вершинам гофр или одиночной гофры параллельно оси отвода, и определяют по значению наибольшего зазора между отводом и нижней образующей линейки. Допускается измерение высоты гофр специальными шаблонами по документации изготовителя.
10.13 Допускается для контроля геометрических параметров применять другие средства измерений, метрологические характеристики которых обеспечивают необходимую точность измерений.
10.14 Толщину стенки в местах зачисток контролируют ультразвуковым методом контроля по ГОСТ 28702.
10.15 Контроль поверхности отводов на наличие складок и переломов должен проводиться в соответствии с нормативно-правовыми актами государств, проголосовавших за принятие настоящего стандарта*.
________________
* В Российской Федерации в соответствии с [2].
10.16 Остаточную магнитную индукцию на торцах отводов, подвергшихся механической обработке, контролируют измерителем напряженности магнитного поля по ГОСТ 22261.
10.17 Неразрушающий контроль кольцевых сварных соединений отводов типа 3 и вставок проводят в соответствии с нормативно-правовыми актами государств, проголосовавших за принятие настоящего стандарта** или другой отраслевой НД.
________________
** В Российской Федерации в соответствии с [1].
10.18 Контроль подвергшихся механической обработке кромок отводов на отсутствие несплошностей, выходящих на кромки торцов отводов, проводят одним из указанных способов:
- капиллярным способом по ГОСТ 18442, класс чувствительности II;
- магнитопорошковой дефектоскопией по ГОСТ 21105, уровень чувствительности В.
УЗК основного металла в зоне шириной не менее 50 мм от торцов отводов на наличие расслоений производят по ГОСТ 22727, класс сплошности 2.
10.19 При контроле покрытия отводов проверяют:
- внешний вид покрытия без применения увеличительных средств на соответствие НД на трубы с покрытием, из которых изготовлен отвод;
- диэлектрическую сплошность покрытия гнутой части отвода при помощи искрового дефектоскопа постоянного тока при электрическом напряжении 5 кВ на 1 мм толщины покрытия плюс 5 кВ с погрешностью испытательного напряжения не более 5%, с линейной скоростью перемещения поверхности покрытия относительно рабочего электрода в соответствии с НД на трубы с покрытием;
- толщину покрытия на внешней образующей изогнутых участков отвода, на участке первого и второго гибов, в середине участка и на участке последнего гиба - для определения соответствия требованиям НД на трубы с покрытием. На каждом участке проводят по три замера с шагом 50 мм, из которых регистрируют замер с минимальным значением толщины покрытия. Измерение проводят при помощи толщиномера по ГОСТ 26737, предназначенного для измерения толщины неферромагнитных покрытий на ферромагнитной подложке.
11 Маркировка, упаковка, транспортирование и хранение
11.1 Маркировку, упаковку, транспортирование и хранение отводов осуществляют по ГОСТ 10692.
11.2 Маркировку на отводы наносят светлой несмываемой краской или ударным способом. Знак службы технического контроля или специальной службы наносят несмываемой краской. Маркировку, наносимую ударным способом, помещают в рамку, нанесенную несмываемой краской.
Глубина отпечатка клейма должна быть не более 0,2 мм.
11.3 Маркировку отводов наносят на поверхность отвода:
а) наружную - для отводов наружным диаметром до 426 мм включ.;
б) внутреннюю - для отводов наружным диаметром свыше 426 мм.
Допускается нанесение маркировки на противоположную поверхность отвода, исключающее ее нанесение на поверхность покрытия. Маркировку наносят на расстоянии от 100 до 500 мм от торца, со стороны, противоположной маркировке трубы.
11.4 Маркировка отводов, изготовленных в трассовых условиях, должна содержать:
- тип отвода (цифровое обозначение);
- буквенное обозначение отвода - "ГО";
- угол гибки, в градусах;
- наружный диаметр присоединяемой трубы, мм;
- толщину стенки присоединяемой трубы, мм;
- класс/категорию прочности и/или марку стали присоединяемой трубы (при необходимости);
- обозначение настоящего стандарта.
По требованию заказчика состав маркировки может быть изменен.
Пример маркировки:
1ГО. 3°. 72
0. 10. К52. ГОСТ 24950.
11.5 Маркировка отводов, изготовленных в заводских условиях, должна содержать:
- наименование или товарный знак изготовителя;
- условное обозначение без слова "Отвод" в соответствии с 6.1.20;
- порядковый номер отвода и через тире год изготовления (две последние цифры);
- массу отвода, кг;
- знак, подтверждающий приемку отводов службой технического контроля или специальной службой, проводившей приемку.
По требованию заказчика состав маркировки может быть изменен.
Пример маркировки:
Наименование или товарный знак изготовителя
1ГО.6°.720.10-ГОСТ 20295-К52. ГОСТ 24950
N 12-17
1962 кг
Знак службы технического контроля или специальной службы.
11.6 В дополнение к маркировке, нанесенной ударным способом или краской, допускается использовать этикетки.
11.7 Высота знаков маркировки должна быть:
- от 5 до 50 мм - для отводов наружным диаметром до 426 мм включ.;
- от 30 до 80 мм - для отводов наружным диаметром свыше 426 мм.
11.8 Нанесение маркировки на сварные швы не допускается.
11.9 По требованию заказчика на поверхность отводов допускается нанесение временного покрытия.
11.10 Транспортные размеры отводов определяют по схеме, приведенной на рисунке 9.
|
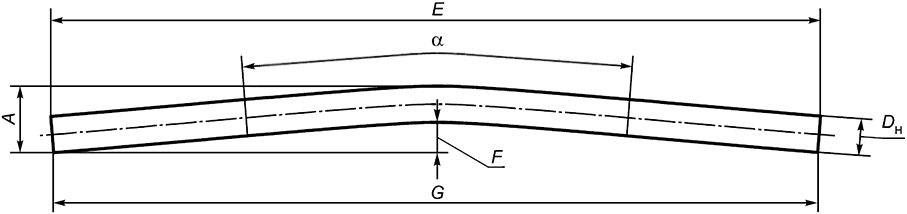
Рисунок 9 - Схема определения транспортных габаритов отводов
Для определения размера А необходимо определить размеры G и F (от полотна рулетки до тела отвода на внутренней образующей) при помощи рулетки. Размер А определяют по формуле
![]() . (8)
. (8)
Размер Е определяют по формуле
![]() . (9)
. (9)
11.11 Отводы при хранении сортируют по значению угла гибки, наружным диаметрам, толщинам стенок, маркам стали или классам/категориям прочности и храниться горизонтально в один ряд по высоте.
11.12 При длительном хранении отводов с покрытием, превышающим гарантированный срок хранения, указанный в НД на трубы с покрытием, предусматривают меры дополнительной защиты покрытия от воздействия солнечной радиации.
12 Указания по монтажу
12.1 Вставки монтируются из оптимального числа отводов в соответствии с таблицами А.1-А.6 (приложение А).
12.2 Монтаж вставки из двух и более отводов выполняют путем последовательного набора их по направлению движения продукта по трубопроводу, начиная с отводов с большими углами гибки.
Каждый последующий отвод приваривают к предыдущему маркированным прямым концом, а первый отвод - к трубопроводу.
13 Указания по эксплуатации
Отводы и вставки используют в соответствии с их назначением и эксплуатационными параметрами, указанными в проектной документации.
14 Гарантии изготовителя
14.1 Изготовитель гарантирует соответствие изготовленных в заводских и трассовых условиях отводов и вставок требованиям настоящего стандарта при соблюдении норм и правил транспортирования и хранения, а также при соответствии условий их эксплуатации по назначению.
14.2 Гарантийный срок хранения и эксплуатации отводов и вставок без покрытия должен составлять не менее 12 мес с даты поставки. Гарантийный срок хранения и эксплуатации отводов и вставок с покрытием устанавливают в соответствии с НД на трубы с покрытием.
14.3 В течение гарантийного срока хранения и эксплуатации изготовитель безвозмездно устраняет дефекты производства, а при невозможности устранения дефектов выполняет замену поставленной продукции.
Приложение А
(обязательное)
Вставки для трубопроводов c наружным диаметром от 57 до 1420 мм
Оптимальное число отводов c наружным диаметром от 57 до 1420 мм, изготовляемых с углами гибки в соответствии с таблицей 1, из которых комплектуют вставки с углом от 9° до 90°, указано в таблицах А.1-А.6. Длина вставки определяется из суммы длин исходных труб, из которых изготавливались отводы.
Пример записи вставки вида А с углом 15°, состоящей из двух отводов с углом гибки по 6° и одного отвода с углом гибки 3°:
А 15°=6°2+3°.
Угол вставки должен быть кратным 1° или 3°. Число отводов во вставке, а также состав отводов для вставок приведены в таблицах А.1-А.6.
Таблица А.1 - Вставки из отводов для трубопроводов c наружными диаметрами 57, 76, 89, 108, 114, 133, 159, 168, 219, 273, 325, 377 мм
Угол вставки | Состав отводов типа 1 с | Число отводов во вставке, шт. |
30° | 27°+3° | 2 |
33° | 27°+6° | |
36° | 27°+9° | |
39° | 27°+12° | |
42° | 27°+15° | |
45° | 27°+18° | |
48° | 27°+21° | |
51° | 27°+24° | |
54° | 27°+27° | |
57° | 27° | 3 |
60° | 27° | |
63° | 27° | |
66° | 27° | |
69° | 27° | |
72° | 27° | |
75° | 27° | |
78° | 27° | |
81° | 27° | |
84° | 27° | 4 |
87° | 27° | |
90° | 27° |
Таблица А.2 - Вставки из отводов для трубопроводов c наружным диаметром 426 мм
Угол вставки | Состав отводов типа 1 для вставки вида А | Число отводов во вставке, шт. |
24° | 21°+3° | 2 |
27° | 21°+6° | |
30° | 21°+9° | |
33° | 21°+12° | |
36° | 21°+15° | |
39° | 21°+18° | |
42° | 21° | |
45° | 21° | 3 |
48° | 21° | |
51° | 21° | |
54° | 21° | |
57° | 21° | |
60° | 21° | |
63° | 21° | |
66° | 21° | 4 |
69° | 21° | |
72° | 21° | |
75° | 21° | |
78° | 21° | |
81° | 21° | |
84° | 21° | |
87° | 21° | 5 |
90° | 21° |
Таблица А.3 - Вставки из отводов для трубопроводов c наружным диаметром 530 мм
Угол вставки | Состав отводов типа 1 для вставки вида А | Число отводов во вставке, шт. |
21° | 18°+3° | 2 |
24° | 18°+6° | |
27° | 18°+9° | |
30° | 18°+12° | |
33° | 18°+15° | |
36° | 18° | |
39° | 18° | 3 |
42° | 18° | |
45° | 18° | |
48° | 18° | |
51° | 18° | |
54° | 18° | |
57° | 18° | 4 |
60° | 18° | |
63° | 18° | |
66° | 18° | |
69° | 18° | |
72° | 18° | |
75° | 18° | 5 |
78° | 18° | |
81° | 18° | |
84° | 18° | |
87° | 18° | |
90° | 18° |
Таблица А.4 - Вставки из отводов для трубопроводов с наружными диаметрами 630, 720, 820 мм
Угол вставки | Состав отводов типа 1 для вставки вида А | Число отводов во вставке, шт. | Состав отводов типа 2 для вставки вида Б | Число отводов во вставке, шт. | Состав отводов типов 3 и 1 для вставки вида В | Число отводов во вставке, шт. |
12° | 9°+3° | 2 | - | - | - | - |
15° | 9°+6° | 12°+3° | 2 | - | ||
18° | 9° | 12°+6° | - | |||
21° | 9° | 3 | 12°+9° | - | ||
24° | 9° | 12° | - | |||
27° | 9° | 12° | 3 | 24°+3° (1) | 2 | |
30° | 9° | 4 | 12° | 24°+6° (1) | ||
33° | 9° | 12° | 24°+9° (1) | |||
36° | 9° | 12° | 24°+12° | |||
39° | 9° | 5 | 12° | 4 | 24°+15° | |
42° | 9° | 12° | 24°+18° | |||
45° | 9° | 12° | 24°+21° | |||
48° | 9° | 6 | 12° | 24° | ||
51° | 9° | 12° | 5 | 24° | 3 | |
54° | 9° | 12° | 24° | |||
57° | 9° | 7 | 12° | 24° | ||
60° | 9° | 12° | 24° | |||
63° | 9° | 12° | 6 | 24° | ||
66° | 9° | 8 | 12° | 24° | ||
69° | 9° | 12° | 24° | |||
72° | 9° | 12° | 24° | |||
75° | 9° | 9 | 12° | 7 | 24° | 4 |
78° | 9° | 12° | 24° | |||
81° | 9° | 12° | 24° | |||
84° | 9° | 10 | 12° | 24° | ||
87° | 9° | 12° | 8 | 24° | ||
90° | 9° | 12° | 24° | |||
Примечания 1 В скобках указан тип отвода. 2 Знак "-" означает, что вставки не изготавливаются. | ||||||
Таблица А.5 - Вставки из отводов для трубопроводов с наружными диаметрами 1020, 1067 мм
Угол вставки | Состав отводов типа 1 для вставки вида А | Число отводов во вставке, шт. | Состав отводов типа 2 для вставки вида Б | Число отводов во вставке, шт. | Состав отводов типа 3 и 1 для вставки вида В | Число отводов во вставке, шт. |
12° | 9°+3° | 2 | - | - | - | - |
15° | 9°+6° | 12°+3° | 2 | - | ||
18° | 9° | 12°+6° | - | |||
21° | 9° | 3 | 12°+9° | - | ||
24° | 9° | 12° | 3 | 21°+3° (1) | 2 | |
27° | 9° | 12° | 21°+6° (1) | |||
30° | 9° | 4 | 12° | 21°+9° (1) | ||
33° | 9° | 12° | 21°+12° | |||
36° | 9° | 12° | 21°+15° | |||
39° | 9° | 5 | 12° | 4 | 21°+18° | |
42° | 9° | 12° | 21° | |||
45° | 9° | 12° | 21° | 3 | ||
48° | 9° | 6 | 12° | 21° | ||
51° | 9° | 12° | 5 | 21° | ||
54° | 9° | 12° | 21° | |||
57° | 9° | 7 | 12° | 21° | ||
60° | 9° | 12° | 21° | |||
63° | 9° | 12° | 6 | 21° | ||
66° | 9° | 8 | 12° | 21° | 4 | |
69° | 9° | 12° | 21° | |||
72° | 9° | 12° | 21° | |||
75° | 9° | 9 | 12° | 7 | 21° | |
78° | 9° | 12° | 21° | |||
81° | 9° | 12° | 21° | |||
84° | 9° | 10 | 12° | 21° | ||
87° | 9° | 12° | 8 | 21° | 5 | |
90° | 9° | 12° | 21° | |||
Примечания 1 В скобках указан тип отвода. 2 Знак "-" означает, что вставки не изготавливаются. | ||||||
___________________
* Текст документа соответствует оригиналу. - .
Таблица А.6 - Вставки из отводов для трубопроводов с наружными диаметрами 1220, 1420 мм
Угол вставки | Состав отводов типа 1 для вставки вида А | Число отводов во вставке, шт. | Состав отводов типа 2 для вставки вида Б | Число отводов во вставке, шт. | Состав отводов типа 3 и 1 для вставки вида В | Число отводов во вставке, шт. |
9° | 6°+3° | 2 | - | - | - | - |
12° | 6° | 9°+3° | 2 | - | ||
15° | 6° | 3 | 9°+6° | - | ||
18° | 6° | 9° | 15°+3° (1) | 2 | ||
21° | 6° | 4 | 9° | 3 | 15°+6° (1) | |
24° | 6° | 9° | 15°+9° | |||
27° | 6° | 5 | 9° | 15°+12° | ||
30° | 6° | 9° | 4 | 15° | ||
33° | 6° | 6 | 9° | 15° | 3 | |
36° | 6° | 9° | 15° | |||
39° | 6° | 7 | 9° | 5 | 15° | |
42° | 6° | 9° | 15° | |||
45° | 6° | 8 | 9° | 15° | ||
48° | 6° | 9° | 6 | 15° | 4 | |
51° | 6° | 9 | 9° | 15° | ||
54° | 6° | 9° | 15° | |||
57° | 6° | 10 | 9° | 7 | 15° | |
60° | 6° | 9° | 15° | |||
63° | 6° | 11 | 9° | 15° | 5 | |
66° | 6° | 9° | 8 | 15° | ||
69° | 6° | 12 | 9° | 15° | ||
72° | 6° | 9° | 15° | |||
75° | 6° | 13 | 9° | 9 | 15° | |
78° | 6° | 9° | 15° | 6 | ||
81° | 6° | 14 | 9° | 15° | ||
84° | 6° | 9° | 10 | 15° | ||
87° | 6° | 15 | 9° | 15° | ||
90° | 6° | 9° | 15° | |||
Примечания 1 В скобках указан тип отвода. 2 Знак "-" означает, что вставки не изготавливаются. | ||||||
Приложение Б
(рекомендуемое)
Форма документа о качестве на отвод, изготовленный в заводских условиях
ПАСПОРТ N ____ | ||||||
(условное обозначение отвода) | ||||||
Номер документа о приемочном контроле трубы | ||||||
Заводской номер отвода | ||||||
Дата "___" _____________ 20 __ г. | ||||||
Длина отвода, мм | ||||||
Масса, кг | ||||||
Тип покрытия | ||||||
НД на покрытие | ||||||
Гнутый отвод соответствует требованиям ГОСТ 24950-2019. | ||||||
Приложение В
(рекомендуемое)
Форма документа о качестве на отвод, изготовленный в трассовых условиях
ПАСПОРТ N ____ | ||||||
Условное обозначение отвода | ||||||
Дата "___" _____________ 20 __ г. | ||||||
Наименование организации (подрядчика) | ||||||
Номер документа о приемочном контроле трубы | ||||||
Номер отвода | ||||||
Длина отвода, мм | ||||||
Масса отвода, кг | ||||||
Тип покрытия | ||||||
НД на покрытие | ||||||
Организация (подрядчик) гарантирует соответствие гнутого отвода требованиям ГОСТ 24950-2019. | ||||||
Библиография
[1] | СП 86.13330.2014 | Магистральные трубопроводы |
[2] | РД 03-606-03 | Инструкция по визуальному и измерительному контролю |
УДК 621.643.42:006.354 | МКС 23.040.40 |
Ключевые слова: отвод гнутый, вставка кривая, стальной трубопровод, общие технические условия, типы и основные размеры, технические требования, комплектность, правила приемки, металл, методы контроля, сварной шов, дефект | |
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}