ГОСТ 12586.1-83
Группа Ж33
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ ЖЕЛЕЗОБЕТОННЫЕ НАПОРНЫЕ ВИБРОГИДРОПРЕССОВАННЫЕ
Конструкция и размеры
Reinforced-concrete vibrohydropressed pressure pipes. Structure and dimensions
ОКП 58 6111
Дата введения 1985-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством промышленности строительных материалов СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 31.10.83 N 298
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 503-81 | 5 |
ГОСТ 5916-70 | 9 |
ГОСТ 5927-70 | 8 |
ГОСТ 7348-81 | 5 |
ГОСТ 7805-70 | 8 |
ГОСТ 11371-78 | 8 |
ГОСТ 12586.0-83 | 2 |
5. ИЗДАНИЕ (август 2002 г.) с Изменением N 1, утвержденным в декабре 1988 г. (ИУС 4-89)
1. Настоящий стандарт распространяется на железобетонные предварительно напряженные напорные раструбные трубы, изготовляемые из тяжелого бетона методом виброгидропрессования, и устанавливает конструкцию труб, а также арматурных и закладных изделий к ним.
2. Трубы должны удовлетворять всем требованиям ГОСТ 12586.0 и требованиям, изложенным в соответствующих пунктах настоящего стандарта.
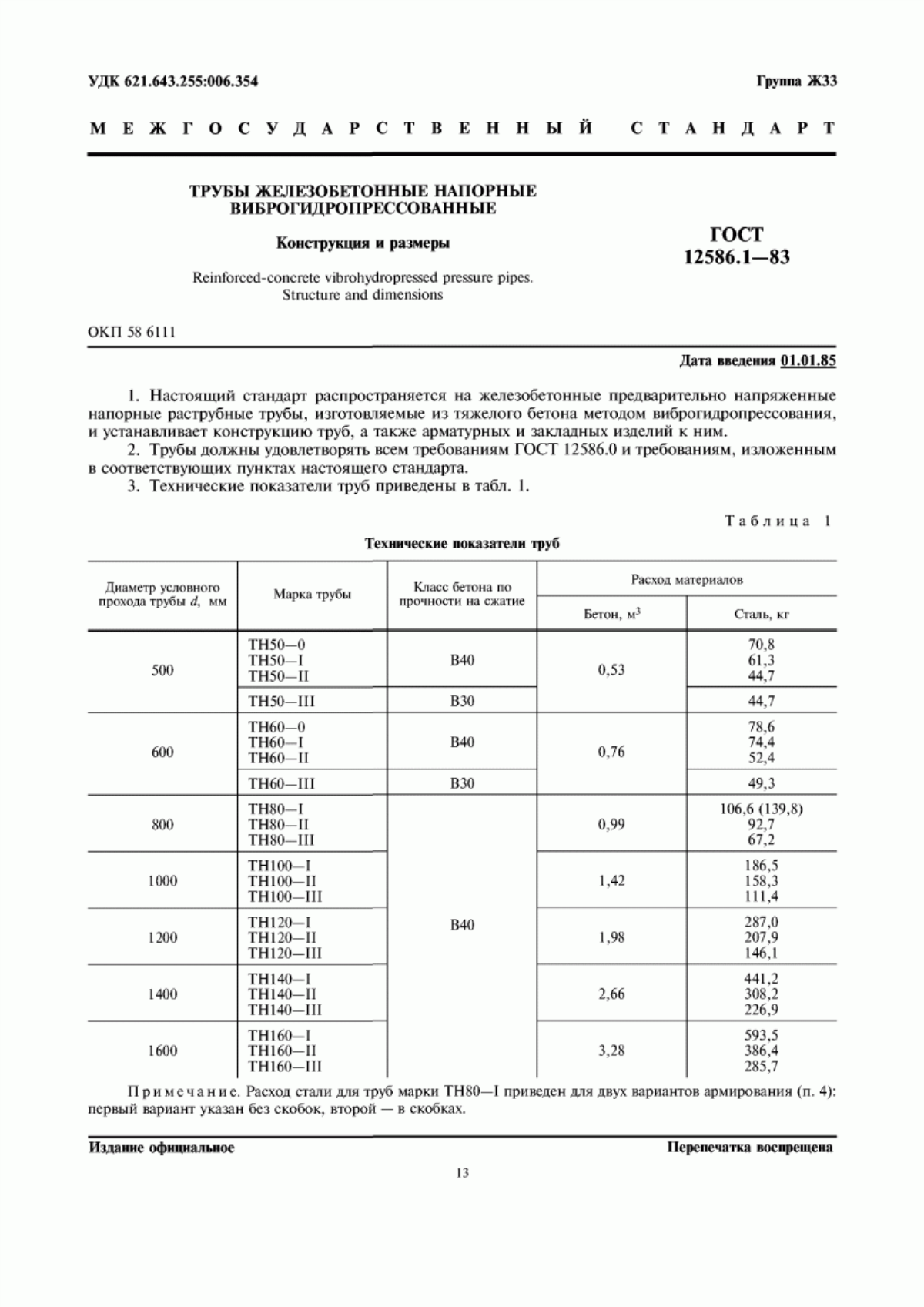
3. Технические показатели труб приведены в табл.1.
Таблица 1
Технические показатели труб
Диаметр условного прохода трубы | Марка трубы | Класс бетона по прочности на сжатие | Расход материалов | |
Бетон, м | Сталь, кг | |||
500 | ТН50-0 | B40 | 0,53 | 70,8 |
ТН50-I | 61,3 | |||
ТН50-II | 44,7 | |||
ТН50-III | B30 | 44,7 | ||
600 | ТН60-0 | B40 | 0,76 | 78,6 |
ТН60-I | 74,4 | |||
ТН60-II | 52,4 | |||
ТН60-III | B30 | 49,3 | ||
800 | ТН80-I | В40 | 0,99 | 106,6 (139,8) |
ТН80-II | 92,7 | |||
ТН80-III | 67,2 | |||
1000 | ТН100-I | 1,42 | 186,5 | |
ТН100-II | 158,3 | |||
ТН100-III | 111,4 | |||
1200 | ТН120-I | 1,98 | 287,0 | |
ТН120-II | 207,9 | |||
ТН120-III | 146,1 | |||
1400 | ТН140-I | 2,66 | 441,2 | |
ТН140-II | 308,2 | |||
ТН140-III | 226,9 | |||
1600 | ТН160-I | 3,28 | 593,5 | |
ТН160-II | 386,4 | |||
ТН160-III | 285,7 | |||
Примечание. Расход стали для труб марки ТН80-I приведен для двух вариантов армирования (п.4): первый вариант указан без скобок, второй - в скобках.
4. Армирование труб должно соответствовать указанному на черт.1 и в табл.2.
Армирование труб
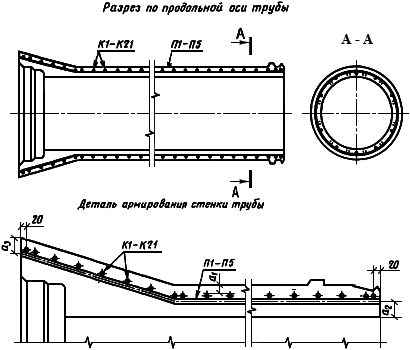
Черт.1
Таблица 2
Размеры труб
мм
Марка трубы |
|
|
|
ТН50-0 | 17 | 32 | 19 |
TH50-I | 16 | ||
TH50-II | 17 | ||
TH50-III | 17 | ||
ТН60-0 | 17 | 43 | 20 |
TH60-I | 17 | ||
TH60-II | 18 | ||
TH60-III | 18 | ||
TH80-I | 18 (17) | 39,5 | 22 |
TH80-II | 18 | ||
TH80-III | 19 | ||
TH100-I | 18 | 49,5 | 22 |
TH100-II | 18 | ||
TH100-III | 19 | ||
TH120-I | 18 | 55 | 31 |
TH120-II | 19 | ||
TH120-III | 20 | ||
TH140-I | 18 | 64,5 | 28 |
TH140-II | 18 | ||
TH140-III | 19 | ||
TH160-I | 18 | 74 | 29 |
TH160-II | 18 | ||
TH160-III | 19 |
________________
* Размеры указаны для проектного положения каркаса после опрессовки бетона трубы.
** Размеры ,
- справочные.
Армирование труб марки ТН80-I может производиться по двум вариантам: по первому варианту при изготовлении труб в четырехразъемных формах, по второму - в двухразъемных. Данные армирования для труб марки ТН80-I, приведенные на черт.2 и в табл.2, 4, 5, 7, по первому варианту указаны без скобок, по второму - в скобках.
Каркасы К1 - К21
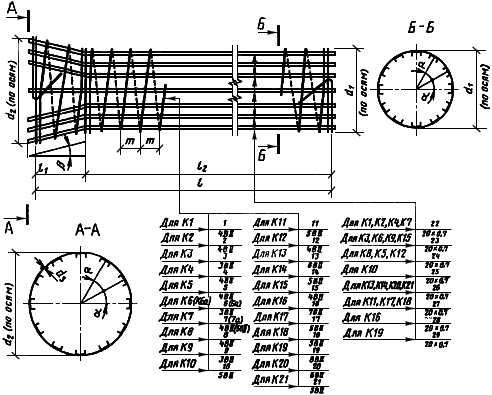
Черт.2
Продольная напрягаемая арматура марок П1-П5 должна располагаться равномерно по окружности.
5. Спецификация арматурных изделий на одну трубу приведена в табл.3, выборка стали - в табл.4.
Таблица 3
Спецификация арматурных изделий на одну трубу
Марка трубы | Каркас | Продольная арматура | ||
Марка | Кол. | Марка | Кол. | |
ТН50-0 | К1 | 1 | П1 | 15 |
ТН50-I | К2 | |||
ТН50-II | К3 | |||
ТН50-III | К3 | |||
ТН60-0 | К4 | 1 | П1 | 14 |
ТН60-I | К5 | |||
ТН60-II | К6 | |||
ТН60-III | К6а | |||
ТН80-I | К7 | 1 | П2 | 20 |
ТН80-II | К8 | |||
ТН80-III | К9 | |||
ТН100-I | К10 | 1 | П2 | 24 |
ТН100-II | К11 | |||
ТН100-III | К12 | |||
ТН120-I | К13 | 1 | П3 | 35 |
ТН120-II | К14 | 30 | ||
ТН120-III | К15 | 30 | ||
ТН140-I | К16 | 1 | П4 | 44 |
ТН140-II | К17 | 40 | ||
ТН140-III | К18 | 40 | ||
ТН160-I | К19 | 1 | П5 | 54 |
ТН160-II | К20 | 50 | ||
ТН160-III | К21 | 50 | ||
Таблица 4
Выборка стали на одну трубу
кг
| Арматурная сталь по ГОСТ 7348 | ||||||||||
Марка трубы | Класс | Класс В-II | Итого | Сталь прокатная по ГОСТ 503 | Всего | ||||||
Диаметр 5 мм | Диаметр, мм | Итого | Сечение | ||||||||
3 | 4 | 5 | 6 | 7 | 8 | ||||||
ТН50-0 | 12,0 | - | 51,9 | - | - | - | - | 51,9 | 63,9 | 6,9 | 70,8 |
ТН50-I | - | 42,4 | - | - | - | - | 42,4 | 54,4 | 61,3 | ||
ТН50-II | 25,8 | - | - | - | - | - | 25,8 | 37,8 | 44,7 | ||
ТН50-III | 25,8 | - | - | - | - | - | 25,8 | 37,8 | 44,7 | ||
ТН60-0 | 11,2 | - | 60,5 | - | - | - | - | 60,5 | 71,7 | 6,9 | 78,6 |
ТН60-I | - | 56,3 | - | - | - | - | 56,3 | 67,5 | 74,4 | ||
ТН60-II | 34,2 | - | - | - | - | - | 34,3 | 45,5 | 52,4 | ||
ТН60-III | 31,2 | - | - | - | - | - | 31,2 | 42,4 | 49,3 | ||
ТН80-I | 16,0 | - | 80,2 | - | - | - | - | 80,2 | 96,2 | 10,4 | 106,6 |
ТН80-II | 16,0 | - | 66,3 | - | - | - | - | 66,3 | 82,3 | 92,7 | |
ТН80-III | 16,0 | 40,8 | - | - | - | - | - | 40,8 | 56,8 | 67,2 | |
ТН100-I | 19,2 | - | - | 156,9 | - | - | - | 156,9 | 176,1 | 10,4 | 186,5 |
ТН100-II | 19,2 | - | - | 128,7 | - | - | - | 128,7 | 147,9 | 10,4 | 158,3 |
ТН100-III | 19,2 | - | 81,8 | - | - | - | - | 81,8 | 101,0 | 10,4 | 111,4 |
ТН120-I | 28,0 | - | - | - | 245,2 | - | - | 245,2 | 273,2 | 13,8 | 287,0 |
ТН120-II | 24,0 | - | - | 170,1 | - | - | - | 170,1 | 194,1 | 13,8 | 207,9 |
ТН120-III | 24,0 | - | 108,3 | - | - | - | - | 108,3 | 132,3 | 13,8 | 146,1 |
ТН140-I | 35,7 | - | - | - | - | 391,7 | - | 391,7 | 427,4 | 13,8 | 441,2 |
ТН140-II | 32,4 | - | - | - | 262,0 | - | - | 262,0 | 294,4 | 13,8 | 308,2 |
ТН140-III | 32,4 | - | - | 180,7 | - | - | - | 180,7 | 213,1 | 13,8 | 226,9 |
ТН160-I | 43,8 | - | - | - | - | - | 532,5 | 532,5 | 576,3 | 17,2 | 593,5 |
ТН160-II | 40,5 | - | - | - | 328,7 | - | - | 328,7 | 369,2 | 17,2 | 386,4 |
ТН160-III | 40,5 | - | - | 228,0 | - | - | - | 228,0 | 268,5 | 17,2 | 285,7 |
Разделительные полосы поз.22-29
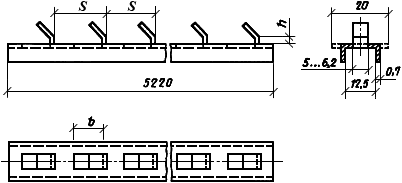
Черт.3
6. Форма и размеры арматурных каркасов должны соответствовать указанным на черт.2 и 3 и приведенным в табл.5 и 6.
Спецификация и выборка стали на одно арматурное изделие приведены в табл.7.
Таблица 5
Размеры арматурных каркасов К1 - К21
Марка | Размеры в мм | |||||||
К1 | 569 | 753 | 5145 | 490 | 4655 | 4 | 18 | 30° |
К2 | 4 | 22 | ||||||
К3 | 3 | 20 | ||||||
К4 | 688 | 901 | 5145 | 570 | 4575 | 4 | 18 | 30° |
К5 | 688 | 901 | 4 | 20 | ||||
К6(К6а) | 687 | 900 | 3 | 18(20) | ||||
К7(К7а) | 885 | 1109 | 5155 | 630 | 4525 | 4(5) | 18(20) | 20° |
К8 | 885 | 1109 | 4 | 22 | ||||
К9 | 884 | 1108 | 3 | 20 | ||||
К10 | 1102 | 1340 | 5155 | 660 | 4495 | 5 | 18 | 20° |
К11 | 1102 | 1340 | 5 | 22 | ||||
К12 | 1101 | 1339 | 4 | 22 | ||||
К13 | 1319 | 1597 | 5155 | 780 | 4375 | 6 | 20 | 15° |
К14 | 1318 | 1596 | 5 | |||||
К15 | 1317 | 1595 | 4 | |||||
К16 | 1538 | 1846 | 5185 | 850 | 4335 | 7 | 20 | 15° |
К17 | 1538 | 1846 | 6 | 22 | ||||
К18 | 1537 | 1845 | 5 | 22 | ||||
К19 | 1757 | 2085 | 5185 | 925 | 4260 | 8 | 22 | 12° |
К20 | 1757 | 2085 | 6 | 20 | ||||
К21 | 1756 | 2084 | 5 | 20 | ||||
Примечание. В таблице указаны заготовочные размеры диаметров каркасов. Размеры ,
,
справочные.
Таблица 6
Размеры разделительных полос
мм
Позиция | |||
22 | 18,02 | 3,5 | 9,5 |
23 | 20,03 | 3,5 | 9,5 |
24 | 22,03 | 4,5 | 11,5 |
25 | 18,02 | 4,5 | 11,5 |
26 | 20,03 | 5,0 | 13,3 |
27 | 22,03 | 5,0 | 13,3 |
28 | 20,03 | 5,5 | 17,0 |
29 | 22,03 | 6,5 | 19,0 |
Примечание. Размеры разделительных полос приведены минимальными. Максимальные размеры определяются конструкцией режущего инструмента и способом изготовления полос. Допускается поз.22-24 изготовлять из полосы сечением 20х0,7 мм.
Таблица 7
Спецификация и выборка стали на одно арматурное изделие
Марка | Позиция | Эскиз | Диаметр | Длина, | Кол. | Общая | Выборка стали | ||
Диаметр или сечение, мм | Масса, кг | Масса | |||||||
К1 | 1 | ______ | 4ВII | 529300 | 1 | 529,3 | 4BII | 51,9 | 58,8 |
25 | См.черт.3 | 20x0,7 | 5220 | 12 | 62,64 | 20x0,7 | 6,9 | ||
К2 | 2 | ______ | 4 | 432000 | 1 | 432 | 4BII | 42,4 | 49,3 |
24 | См.черт.3 | 20x0,7 | 5220 | 12 | 62,64 | 20x0,7 | 6,9 | ||
К3 | 3 | ______ | 3ВII | 469000 | 1 | 469,0 | 3BII | 25,8 | 32,7 |
23 | См.черт.3 | 20x0,7 | 5220 | 12 | 62,64 | 20x0,7 | 6,9 | ||
К4 | 4 | ______ | 4ВII | 617700 | 1 | 617,7 | 4BII | 60,5 | 67,4 |
25 | См.черт.3 | 20x0,7 | 5220 | 12 | 62,64 | 20x0,7 | 6,9 | ||
К5 | 5 | ______ | 4 | 576500 | 1 | 576 | 4BII | 56,3 | 63,2 |
23 | См.черт.3 | 20x0,7 | 5220 | 12 | 62,64 | 20x0,7 | 6,9 | ||
К6 | 6 | ______ | 3 | 623000 | 1 | 623 | 3BII | 34,3 | 41,2 |
22 | См.черт.3 | 20x0,7 | 5220 | 12 | 62,64 | 20x0,7 | 6,9 | ||
К7 | 7 | ______ | 4(5) | 818500 | 1 | 818,5 | 4BII | 80,2 | 90,6 |
25 | См.черт.3 | 20x0,7 | 5220 | 18 | 93,96 | 20x0,7 | 10,4 | ||
К8 | 8 | ______ | 4ВII | 676400 | 1 | 676,4 | 4BII | 66,3 | 76,7 |
24 | См.черт.3 | 20x0,7 | 5220 | 18 | 93,96 | 20x0,7 | 10,4 | ||
К9 | 9 | ______ | 3ВII | 742700 | 1 | 742,7 | 3BII | 40,8 | 51,2 |
23 | См.черт.3 | 20x0,7 | 5220 | 18 | 93,96 | 20x0,7 | 10,4 | ||
К10 | 10 | ______ | 5ВII | 1018800 | 1 | 1018,8 | 5BII | 156,9 | 167,3 |
25 | См.черт.3 | 20x0,7 | 5220 | 18 | 93,96 | 20x0,7 | 10,4 | ||
К11 | 11 | ______ | 5ВII | 835600 | 1 | 835,6 | 5BII | 128,7 | 139,1 |
27 | См.черт.3 | 20x0,7 | 5220 | 18 | 93,96 | 20x0,7 | 10,4 | ||
К12 | 12 | ______ | 4ВII | 835600 | 1 | 835,6 | 4BII | 81,8 | 92,2 |
24 | См.черт.3 | 20x0,7 | 5220 | 18 | 93,96 | 20x0,7 | 10,4 | ||
К13 | 13 | ______ | 6ВII | 1104600 | 1 | 1104,6 | 6BII | 245,2 | 259,0 |
26 | См.черт.3 | 20x0,7 | 5220 | 24 | 125,3 | 20x0,7 | 13,8 | ||
К14 | 14 | ______ | 5ВII | 1104600 | 1 | 1104,6 | 5BII | 170,1 | 183,9 |
26 | См.черт.3 | 20x0,7 | 5220 | 24 | 125,3 | 20x0,7 | 13,8 | ||
К15 | 15 | ______ | 4ВII | 1104600 | 1 | 1104,6 | 4BII | 108,3 | 122,1 |
23 | См.черт.3 | 20x0,7 | 5220 | 24 | 125,3 | 20x0,7 | 13,8 | ||
К16 | 16 | ______ | 7ВII | 1297100 | 1 | 1297,1 | 7BII | 391,7 | 405,5 |
28 | См.черт.3 | 20x0,7 | 5220 | 24 | 125,3 | 20x0,7 | 13,8 | ||
К17 | 17 | ______ | 6ВII | 1180200 | 1 | 1180,2 | 6BII | 262,0 | 275,8 |
27 | См.черт.3 | 20x0,7 | 5220 | 24 | 125,3 | 20x0,7 | 13,8 | ||
К18 | 18 | ______ | 5ВII | 1173200 | 1 | 1173,2 | 5BII | 180,7 | 194,5 |
27 | См.черт.3 | 20x0,7 | 5220 | 24 | 125,3 | 20x0,7 | 13,8 | ||
К19 | 19 | ______ | 8ВII | 1348100 | 1 | 1348,1 | 8BII | 532,5 | 549,7 |
29 | См.черт.3 | 20x0,7 | 5220 | 30 | 156,6 | 20x0,7 | 17,2 | ||
К20 | 20 | ______ | 6ВII | 1480600 | 1 | 1480,6 | 6BII | 328,7 | 345,9 |
26 | См.черт.3 | 20x0,7 | 5220 | 30 | 156,6 | 20x0,7 | 17,2 | ||
К21 | 21 | ______ | 5ВII | 1480600 | 1 | 1480,6 | 5BII | 228,0 | 245,2 |
26 | См.черт.3 | 20x0,7 | 5220 | 30 | 156,6 | 20x0,7 | 17,2 | ||
П1 | 31 | ______ | 5ВрII | 5193 | 1 | 5,19 | 5BрII | 0,8 | 0,8 |
П2 | 32 | ______ | 5ВрII | 5205 | 1 | 5,21 | 5BрII | 0,8 | 0,8 |
П3 | 33 | ______ | 5ВрII | 5208 | 1 | 5,21 | 5BрII | 0,8 | 0,8 |
П4 | 34 | ______ | 5ВрII | 5239 | 1 | 5,24 | 5BрII | 0,81 | 0,81 |
П5 | 35 | ______ | 5ВрII | 5240 | 1 | 5,24 | 5BрII | 0,81 | 0,81 |
7. Продольная арматура марок П1-П5 должна вырезаться отрезками, на концах которых после установки втулок высаживают головки. Заготовочная длина отрезков, размеры головок и набор втулок должны рассчитываться и приниматься в соответствии с требованиями СНиП 3.09.01. В спецификации стали на одно арматурное изделие (табл.7) приведена длина арматуры в теле бетона трубы.
8. Спиральная арматура поз.1-21 арматурных каркасов марок К1-К21 должна быть непрерывной на всю длину.
Два витка спиральной арматуры с обоих концов каркаса и в месте перехода цилиндрической части в коническую должны располагаться вплотную друг к другу и связываться вязальной проволокой в 3-4 местах, а концы арматуры длиной 400-500 мм должны быть отогнуты под углом 130-150° (см. черт.2) и прикреплены к виткам каркаса вязальной проволокой в 4-5 местах. Допускается вместо связывания крайних витков и отгиба концов арматуры выполнять крепление этих витков зажимами, указанными на черт.4, в четырех местах у каждого конца каркаса.
Спецификация и выборка стали на один зажим приведены в табл.8. При применении зажимов общий расход стали на одну трубу (табл.1) должен быть увеличен на 0,9 кг.
9. При установке в трубах закладных изделий марки М1, предназначенных для защиты трубопроводов от электрокоррозии, независимо от способа крепления концов спиральной арматуры (п.8) должны применяться два зажима. Закладное изделие М1 должно быть приварено к верхней пластине зажима (поз.36) до установки его в форму. Пластины зажимов, предназначенные для установки закладного изделия М1, а также спиральная арматура в зоне крепления к ней закладного изделия должны быть тщательно очищены для обеспечения электрического контакта между ними.
Конструкция закладного изделия М1 и детали установки его в трубе приведены на черт.5, а спецификация и выборка стали на одно закладное изделие М1 - в табл.9.
При изготовлении труб с закладными изделиями М1 общий расход стали на одну трубу (табл.1) должен быть увеличен на 0,37 кг.
Зажим
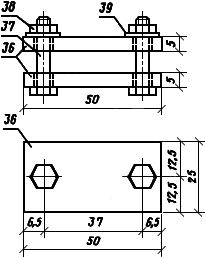
Черт.4
Таблица 8
Спецификация и выборка стали на один зажим
Позиция | Эскиз | Диаметр | Длина, | Кол. | Общая | Выборка стали | ||
Диаметр или сечение, мм | Масса, | Масса | ||||||
36 | См.черт.4 | 25х5 | 50 | 2 | 0,1 | 25х5 | 0,1 | 0,12 |
37 | Болт М5х25 | - | - | 2 | - | Метизы | 0,02 | |
38 | Гайка М5 | - | - | 2 | - | - | ||
39 | Шайба М5 | - | - | 2 | - | |||
Закладное изделие М1
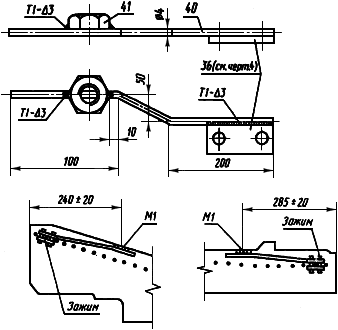
Черт.5
Таблица 9
Спецификация и выборка стали на одно закладное изделие
Позиция | Эскиз | Диаметр | Длина, | Кол. | Общая | Выборка стали | ||
Диаметр или сечение, мм | Масса, кг | Масса | ||||||
40 |
| 4BpI | 450 | 1 | 0,45 | 4BpI | 0,044 | 0,064 |
41 | Гайка М16 по ГОСТ 5916 | - | - | 1 | - | Гайка | 0,02 | 0,04 |
Примечание. Поз.40 допускается изготовлять из проволоки класса В-I.
3-9. (Измененная редакция, Изм. N 1).
Электронный текст документа
и сверен по:
Трубы железобетонные напорные
виброгидропрессованные: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2002
{kind=link}