ГОСТ 13548-77
Группа В64
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБКИ ТОНКОСТЕННЫЕ ИЗ НИКЕЛЯ И НИКЕЛЕВЫХ СПЛАВОВ
Технические условия
Thin-walled tubes of nickel and nickel alloys.
Specifications
ОКП 18 4260
Дата введения 1978-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
РАЗРАБОТАН И ВНЕСЕН Минцветметом СССР
РАЗРАБОТЧИКИ
З.И.Потапенко (руководитель темы); М.Б.Таубкин, канд. техн. наук; Ю.Ф.Шевакин, д-р техн. наук.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 15.03.77 N 649
3. ВЗАМЕН ГОСТ 13548-68
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта, перечисления, приложения |
ГОСТ 645-79 | 5.1 |
ГОСТ 2991-85 | 5.1 |
ГОСТ 3553-87 | 5.1 |
ГОСТ 6689.1-92 - ГОСТ 6689.23-92 | 4.5 |
ГОСТ 6012-78 | 4.5 |
ГОСТ 8026-92 | 4.4 |
ГОСТ 8273-75 | 5.1 |
ГОСТ 10459-87 | 5.1 |
ГОСТ 12769-85 | 5.1 |
ГОСТ 14192-77 | 5.3 |
ГОСТ 19241-80 | 2.1 |
ГОСТ 22597-77 | 4.6, 4.7 |
ГОСТ 22598-77 | 4.6 |
ГОСТ 24231-80 | 4.5 |
ТУ 2-034-225-87 | 4.4 |
5. ПЕРЕИЗДАНИЕ с Изменениями N 1, 2, 3, утвержденными в мае 1982 г., январе 1987 г., январе 1992 г. (ИУС 8-82, 4-87, 5-92)
Настоящий стандарт распространяется на тонкостенные трубки из никеля и никелевых сплавов, предназначенные для электронной техники и других отраслей промышленности.
(Измененная редакция, Изм. N 3).
1. СОРТАМЕНТ
1.1. Размеры трубок и предельные отклонения по ним должны соответствовать указанным в табл.1.
Таблица 1
Размеры, мм
Наружный диаметр | Предельное отклонение по наружному диаметру трубок | Толщина стенки | Предельное отклонение по толщине стенки трубок | Линейная плотность 1 м трубок из никеля, кремнистого никеля и сплавов никеля с магнием, г/м, точности изготовления | |||||
нормальной | повышенной | ||||||||
нормаль- ной | повы- шенной | нормаль- ной | повы- шенной | мини- мальная | макси- мальная | мини- мальная | макси- мальная | ||
0,35 | - | 0,05 | ±0,006 | - | 0,37 | 0,47 | - | - | |
(0,40) | - | 0,10 | ±0,010 | - | 0,76 | 0,91 | - | - | |
0,40 | - | 0,05 | ±0,006 | - | 0,43 | 0,55 | - | - | |
0,45 | - | 0,05 | ±0,006 | - | 0,48 | 0,63 | - | - | |
0,45 | - | 0,10 | ±0,010 | - | 0,88 | 1,06 | - | - | |
0,50 | - | 0,05 | ±0,006 | - | 0,56 | 0,70 | - | - | |
0,55 | - | 0,05 | ±0,006 | - | 0,61 | 0,78 | - | - | |
0,55 | - | 0,10 | ±0,010 | - | 1,14 | 1,37 | - | - | |
0,635 | 0,05 | ±0,006 | ±0,005 | 0,72 | 0,90 | 0,73 | 0,88 | ||
0,65 | 0,05 | ±0,006 | ±0,005 | 0,73 | 0,94 | 0,75 | 0,92 | ||
0,65 | 0,10 | ±0,010 | ±0,007 | 1,39 | 1,68 | 1,42 | 1,63 | ||
0,72 | +0,008 | 0,05 | ±0,006 | ±0,005 | 0,82 | 1,05 | 0,83 | 1,02 | |
0,75 | -0,006 | 0,05 | ±0,006 | ±0,005 | 0,86 | 1,09 | 0,87 | 1,07 | |
0,75 | 0,10 | ±0,010 | ±0,007 | 1,64 | 1,98 | 1,68 | 1,93 | ||
0,80 | 0,05 | ±0,006 | ±0,005 | 0,92 | 1,17 | 0,94 | 1,14 | ||
0,80 | 0,10 | ±0,010 | ±0,007 | 1,76 | 2,14 | 1,81 | 2,06 | ||
0,80 | 0,15 | ±0,015 | - | 2,47 | 2,95 | - | - | ||
0,85 | ±0,006 | 0,05 | ±0,006 | ±0,005 | 0,98 | 1,25 | 0,99 | 1,22 | |
0,85 | 0,10 | ±0,010 | ±0,007 | 1,87 | 2,29 | 1,94 | 2,22 | ||
0,95 | 0,05 | ±0,006 | ±0,005 | 1,10 | 1,39 | 1,13 | 1,37 | ||
0,95 | 0,10 | ±0,010 | ±0,007 | 2,13 | 2,61 | 2,20 | 2,52 | ||
0,95 | 0,15 | ±0,015 | - | 3,04 | 3,65 | - | - | ||
1,00 | 0,05 | ±0,006 | ±0,005 | 1,16 | 1,48 | 1,18 | 1,45 | ||
1,00 | 0,07 | ±0,006 | ±0,005 | 1,65 | 1,97 | 1,68 | 1,94 | ||
1,00 | 0,10 | ±0,010 | ±0,007 | 2,26 | 2,75 | 2,34 | 2,66 | ||
1,00 | 0,15 | ±0,015 | - | 3,22 | 3,87 | - | - | ||
1,05 | 0,05 | ±0,006 | ±0,005 | 1,22 | 1,56 | 1,26 | 1,52 | ||
1,05 | 0,10 | ±0,010 | ±0,007 | 2,40 | 2,90 | 2,47 | 2,82 | ||
(1,07) | 0,05 | ±0,006 | ±0,005 | 1,25 | 1,59 | 1,27 | 1,56 | ||
(1,09) | 0,05 | ±0,006 | ±0,005 | 1,28 | 1,61 | 1,31 | 1,58 | ||
1,10 | 0,05 | ±0,006 | ±0,005 | 1,29 | 1,63 | 1,32 | 1,59 | ||
1,10 | 0,10 | ±0,010 | - | 2,51 | 3,05 | - | - | ||
1,10 | 015 | ±0,015 | - | 3,60 | 4,32 | - | - | ||
1,12 | 0,10 | ±0,010 | ±0,007 | 2,57 | 3,09 | 2,64 | 3,03 | ||
(1,13) | 0,05 | ±0,006 | ±0,005 | 1,31 | 1,67 | 1,35 | 1,65 | ||
1,14 | 0,05 | 0,006 | ±0,005 | 1,34 | 1,70 | 1,36 | 1,66 | ||
1,14 | 0,07 | ±0,006 | ±0,005 | 1,90 | 2,26 | 1,94 | 2,22 | ||
1,15 | 0,05 | ±0,006 | ±0,005 | 1,34 | 1,71 | 1,37 | 1,68 | ||
1,15 | 0,07 | ±0,006 | ±0,005 | 1,92 | 2,28 | 1,94 | 2,25 | ||
1,15 | - | 0,10 | ±0,010 | - | 2,64 | 3,20 | - | - | |
(1,23) | 0,05 | ±0,006 | ±0,005 | 1,44 | 1,84 | 1,48 | 1,8 | ||
(1,23) | +0,008 | ±0,006 | 0,10 | ±0,010 | ±0,005 | 2,84 | 3,45 | 2,98 | 3,35 |
1,27 | -0,006 | 0,05 | ±0,006 | ±0,005 | 1,50 | 1,89 | 1,52 | 1,86 | |
1,27 | 0,10 | ±0,010 | ±0,007 | 2,94 | 3,57 | 3,03 | 3,47 | ||
1,28 | 0,05 | ±0,006 | ±0,005 | 1,50 | 1,91 | 1,54 | 1,88 | ||
(1,29) | 0,05 | ±0,006 | ±0,005 | 1,52 | 1,92 | 1,56 | 1,90 | ||
1,30 | 0,05 | ±0,006 | ±0,005 | 1,53 | 1,95 | 1,56 | 1,91 | ||
1,30 | 0,07 | ±0,006 | ±0,005 | 2,19 | 2,60 | 2,22 | 2,57 | ||
1,30 | 0,10 | ±0,010 | ±0,007 | 3,01 | 3,66 | 3,10 | 3,56 | ||
1,30 | 0,15 | ±0,015 | - | 4,35 | 5,24 | - | - | ||
1,35 | 0,10 | ±0,010 | ±0,007 | 3,14 | 3,82 | 3,23 | 3,71 | ||
1,37 | 0,07 | ±0,006 | ±0,005 | 2,31 | 2,75 | 2,36 | 2,70 | ||
1,37 | 0,10 | ±0,010 | ±0,007 | 3,20 | 3,86 | 3,30 | 3,77 | ||
1,40 | 0,05 | ±0,006 | ±0,005 | 1,65 | 2,11 | 1,69 | 2,06 | ||
1,40 | 0,10 | ±0,010 | ±0,007 | 3,26 | 3,96 | 3,36 | 3,86 | ||
1,44 | 0,05 | ±0,006 | ±0,005 | 1,70 | 2,17 | 1,73 | 2,12 | ||
1,44 | 0,10 | ±0,010 | ±0,007 | 3,36 | 4,08 | 3,47 | 3,98 | ||
1,45 | 0,05 | ±0,006 | ±0,005 | 1,71 | 2,18 | 1,75 | 2,14 | ||
1,45 | 0,10 | ±0,010 | - | 3,39 | 4,12 | - | - | ||
1,50 | 0,05 | ±0,006 | ±0,005 | 1,77 | 2,26 | 1,80 | 2,22 | ||
1,50 | ±0,006 | 0,07 | ±0,006 | ±0,005 | 2,54 | 3,02 | 2,57 | 2,98 | |
1,50 | 0,10 | ±0,010 | ±0,007 | 3,51 | 4,28 | 3,61 | 4,17 | ||
1,50 | 0,15 | ±0,015 | - | 5,10 | 6,16 | - | - | ||
1,53 | 0,05 | ±0,006 | ±0,005 | 1,81 | 2,30 | 1,85 | 2,26 | ||
1,55 | 0,05 | ±0,006 | ±0,005 | 1,82 | 2,32 | 1,90 | 2,30 | ||
(1,58) | 0,07 | ±0,006 | - | 2,68 | 3,19 | - | - | ||
1,60 | 0,10 | ±0,010 | ±0,007 | 3,76 | 4,58 | 3,90 | 4,45 | ||
(1,61) | +0,008 | 0,10 | ±0,010 | - | 3,78 | 4,61 | - | - | |
1,65 | -0,006 | - | 0,05 | ±0,006 | - | 1,96 | 2,49 | - | - |
1,65 | 0,07 | ±0,006 | - | 2,81 | 3,34 | - | - | ||
1,65 | 0,10 | ±0,010 | - | 3,89 | 4,73 | - | - | ||
1,68 | - | 0,05 | ±0,006 | - | 1,99 | 2,54 | - | - | |
1,68 | - | 0,10 | ±0,010 | - | 3,96 | 4,82 | - | - | |
1,70 | - | 0,10 | ±0,010 | - | 4,01 | 4,89 | - | - | |
1,70 | - | 0,20 | ±0,020 | - | 7,58 | 9,10 | - | - | |
1,70 | - | 0,30 | ±0,030 | - | 10,69 | 12,66 | - | - | |
1,75 | - | 0,10 | ±0,010 | - | 4,14 | 5,03 | - | - | |
1,80 | - | 0,05 | ±0,006 | - | 2,15 | 2,71 | - | - | |
1,80 | - | 0,10 | ±0,010 | - | 4,26 | 5,20 | - | - | |
1,80 | - | 0,15 | ±0,015 | - | 6,22 | 7,54 | - | - | |
1,80 | - | 0,20 | ±0020 | - | 8,08 | 9,71 | - | - | |
1,84 | - | 0,05 | ±0,006 | - | 2,19 | 2,79 | - | - | |
(1,87) | 0,05 | ±0,006 | 2,22 | 2,82 | - | - | |||
1,90 | - | 0,10 | ±0,010 | - | 4,52 | 5,51 | - | - | |
(1,93) | - | 0,05 | ±0,006 | - | 2,30 | 2,92 | - | - | |
1,95 | +0,008 | - | 0,05 | ±0,006 | - | 2,33 | 2,95 | - | - |
1,95 | -0,006 | - | 0,10 | ±0,010 | - | 4,64 | 5,65 | - | - |
(1,96) | - | 0,10 | ±0,010 | - | 4,67 | 5,68 | - | - | |
(1,97) | - | 0,05 | ±0,006 | - | 2,36 | 2,98 | - | - | |
(1,97) | - | 0,10 | ±0,010 | - | 4,69 | 5,71 | - | - | |
(1,98) | - | 0,10 | ±0,010 | - | 4,71 | 5,74 | - | - | |
(1,99) | - | 0,10 | ±0,010 | - | 4,74 | 5,77 | - | - | |
2,00 | - | 0,10 | ±0,010 | - | 4,76 | 5,80 | - | - | |
2,00 | - | 0,15 | ±0,015 | - | 6,98 | 8,45 | - | - | |
2,05 | - | 0,05 | ±0,006 | - | 2,44 | 3,12 | - | - | |
2,05 | - | 0,10 | ±0,010 | - | 4,88 | 5,96 | - | - | |
(2,16) | - | 0,05 | ±0,006 | - | 2,58 | 3,28 | - | - | |
(2,20) | - | 0,10 | ±0,010 | - | 5,25 | 6,42 | - | - | |
(2,21) | - | 0,05 | ±0,006 | - | 2,64 | 3,36 | - | - | |
(2,25) | - | 0,10 | ±0,010 | - | 5,38 | 6,57 | - | - | |
(2,30) | ±0,010 | - | 0,05 | ±0,006 | - | 2,76 | 3,50 | - | - |
2,30 | - | 0,10 | ±0,010 | - | 5,51 | 6,72 | - | - | |
2,35 | - | 0,10 | ±0,010 | - | 5,63 | 6,88 | - | - | |
2,40 | - | 0,15 | ±0,015 | - | 8,46 | 10,30 | - | - | |
2,47 | - | 0,05 | ±0,006 | - | 2,97 | 3,76 | - | - | |
2,50 | - | 0,05 | ±0,006 | - | 2,99 | 3,82 | - | - | |
2,50 | - | 0,07 | ±0,006 | - | 4,32 | 5,14 | - | - | |
2,50 | - | 0,10 | ±0,010 | - | 6,00 | 7,34 | - | - | |
2,54 | - | 0,10 | ±0,010 | - | 6,12 | 7,45 | - | - | |
2,60 | - | 0,10 | ±0,010 | - | 6,25 | 7,64 | - | - | |
2,60 | - | 0,12 | ±0,010 | - | 7,58 | 8,96 | - | - | |
2,62 | - | 0,12 | ±0,010 | - | 7,64 | 9,03 | - | - | |
2,62 | - | 0,15 | ±0,015 | - | 9,28 | 11,30 | - | - | |
2,67 | - | 0,05 | ±0,006 | - | 3,20 | 4,08 | - | - | |
2,67 | - | 0,10 | ±0,010 | - | 6,45 | 7,85 | - | - | |
2,70 | - | 0,05 | ±0,006 | - | 3,25 | 4,12 | - | - | |
2,70 | - | 0,10 | ±0,010 | - | 6,51 | 7,95 | - | - | |
2,70 | - | 0,15 | ±0,015 | - | 9,60 | 11,67 | - | - | |
2,78 | ±0,010 | - | 0,12 | ±0,010 | - | 8,13 | 9,61 | - | - |
2,85 | - | 0,10 | ±0,010 | - | 6,88 | 8,41 | - | - | |
2,90 | - | 0,05 | ±0,006 | - | 3,50 | 4,43 | - | - | |
2,90 | - | 0,07 | ±0,006 | - | 5,03 | 5,99 | - | - | |
2,90 | - | 0,10 | ±0,010 | - | 7,01 | 8,56 | - | - | |
2,97 | - | 0,05 | ±0,006 | - | 3,55 | 4,55 | - | - | |
2,97 | - | 0,07 | ±0,006 | - | 5,15 | 6,13 | - | - | |
2,97 | - | 0,10 | ±0,010 | - | 7,18 | 8,77 | - | - | |
(2,97) | - | 0,12 | ±0,010 | - | 8,72 | 10,30 | - | - | |
3,00 | - | 0,05 | ±0,006 | - | 3,61 | 4,58 | - | - | |
3,00 | - | 0,10 | ±0,010 | - | 7,26 | 8,86 | - | - | |
3,00 | - | 0,15 | ±0,015 | - | 10,71 | 13,05 | - | - | |
(3,03) | - | 0,10 | ±0,010 | - | 7,31 | 8,98 | - | - | |
3,05 | - | 0,05 | ±0,006 | - | 3,65 | 4,69 | - | - | |
3,05 | ±0,020 | - | 0,10 | ±0,010 | - | 7,36 | 9,05 | - | - |
3,13 | - | 0,05 | ±0,006 | - | 3,75 | 4,81 | - | - | |
3,13 | - | 0,10 | ±0,010 | - | 7,55 | 9,25 | - | - | |
3,20 | - | 0,10 | ±0,010 | - | 7,73 | 9,51 | - | - | |
3,26 | - | 0,12 | ±0,010 | - | 9,57 | 11,38 | - | - | |
3,50 | - | 0,07 | ±0,006 | - | 6,07 | 7,27 | - | - | |
3,50 | - | 0,12 | ±0,010 | - | 10,32 | 12,25 | - | - | |
3,60 | - | 0,15 | ±0,015 | - | 12,93 | 15,85 | - | - | |
3,70 | - | 0,10 | ±0,010 | - | 8,97 | 11,03 | - | - | |
3,90 | - | 0,20 | ±0,020 | - | 18,52 | 22,63 | - | - | |
4,00 | - | 0,12 | ±0,010 | - | 11,83 | 14,06 | - | - | |
4,00 | - | 0,15 | ±0,015 | - | 14,43 | 17,68 | - | - | |
4,40 | - | 0,12 | ±0,010 | - | 13,06 | 15,50 | - | - | |
4,40 | - | 0,15 | ±0,015 | - | 15,92 | 19,53 | - | - | |
4,60 | - | 0,12 | ±0,010 | - | 13,67 | 16,23 | - | - | |
5,00 | - | 0,10 | ±0,010 | - | 12,23 | 15,01 | - | - | |
5,00 | - | 0,20 | ±0,020 | - | 24,00 | 29,37 | - | - | |
5,10 | - | 0,15 | ±0,015 | - | 18,56 | 22,73 | - | - | |
5,35 | - | 0,15 | ±0,015 | - | 19,50 | 23,87 | - | - | |
5,40 | - | 0,15 | ±0,015 | - | 19,68 | 24,10 | - | - | |
5,40 | - | 0,20 | ±0,020 | - | 26,02 | 31,80 | - | - | |
Примечания:
1. Линейная плотность трубок из никеля, кремнистого никеля и сплавов никеля с магнием вычисляется при плотности металла 8,85 г/см. Линейная плотность трубок из сплавов никеля с вольфрамом равна линейной плотности, указанной в табл.1, умноженной на 1,035.
2. Наружные диаметры, указанные в скобках, в новых разработках применять не допускается.
(Измененная редакция, Изм. N 1, 2).
1.2. Трубки изготовляют длиной не менее 500 мм. Допускаются трубки длиной не менее 250 мм в количестве не более 10% массы партии.
(Измененная редакция, Изм. N 1).
Примеры условных обозначений
Условные обозначения проставляются по схеме
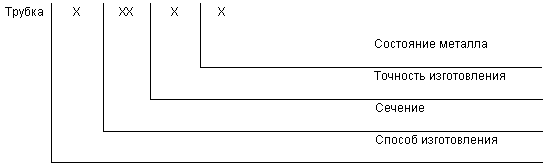
при следующих сокращениях:
тянутая - Д;
круглое - КР;
нормальной точности изготовления - Н;
повышенной точности изготовления - П;
твердое - Т;
длина немерная - НД.
Примечание. Вместо отсутствующего показателя в условном обозначении ставится знак "X".
Трубка тянутая, круглая, наружным диаметром 2,0, мм с толщиной стенки 0,10 мм, нормальной точности изготовления, твердая, из никеля марки НП2Э:
Трубка ДКРНТ 2,0Х0,10 НП2Э ГОСТ 13548-77
То же, повышенной точности изготовления:
Трубка ДКРПТ 2,0Х0,10 НП2Э ГОСТ 13548-77
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубки изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Трубки должны изготовляться из никеля и никелевых сплавов марок НП2Э; НК0,2Э; НВ3; НМг; НМг0,1; НВ3в; НМг0,05в; НМг0,08в, НВМг3-0,05в; НВМг3-0,08в с химическим составом по ГОСТ 19241-80.
(Измененная редакция, Изм. N 1).
2.2. Трубки изготовляются в твердом состоянии.
2.3. Наружная и внутренняя поверхность трубок должны быть чистыми, блестящими, не иметь дефектов, обнаруживаемых без применения увеличительных приборов.
Допускается матовая поверхность, следы волочения и правки (риски, кольца), а также дефекты, не выводящие размеры трубок при контрольной зачистке за значения предельных отклонений по размерам.
2.4. Овальность трубок не должна выводить их размеры за значения предельных отклонений по наружному диаметру.
Для трубок наружным диаметром 3,0 мм и более с отношением наружного диаметра к толщине стенки, равным или большим 50, допускается овальность в пределах двойных предельных отклонений по диаметру.
2.5. Трубки должны быть прямыми. Кривизна трубок не должна превышать 5 мм на 1 м длины.
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубки принимают партиями. Партия трубок должна быть общей длиной не менее 200 м и состоять из трубок одного металла или сплава, изготовленных из слитков одной плавки, одного размера и точности изготовления и оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
марку металла или сплава;
размеры трубок;
точность изготовления трубок;
число трубок в метрах;
массу партии;
номер партии;
штамп технического контроля;
обозначение настоящего стандарта.
(Измененная редакция, Изм. N 1).
3.2. Проверке качества наружной поверхности должна быть подвергнута каждая трубка.
3.3. Проверке внутренней поверхности подвергают трубки диаметром 1 мм и более, для чего от партии отбирают пять трубок.
3.4. Для контроля наружного диаметра отбирают 10% трубок от партии.
3.5. Для контроля толщины стенки и кривизны отбирают 1% трубок от партии, но не менее шести трубок.
3.6. Для проведения химического анализа отбирают пять трубок от партии. На предприятии-изготовителе допускается проводить отбор проб от расплавленного металла.
По соглашению изготовителя с потребителем предприятие-изготовитель проводит определение содержания кислорода в слитках.
3.7. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей по нему проводят повторное испытание на удвоенном числе трубок, взятых от той же партия.
Результаты повторного испытания распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1.Осмотр поверхности трубок производят без применения увеличительных приборов. Для осмотра внутренней поверхности трубок диаметром 1 мм и более от каждой проверяемой трубки отбирают по одному образцу длиной 50 мм, разрезают вдоль и осматривают.
По требованию потребителя качество поверхности определяют по образцам, утвержденным в установленном порядке.
4.2. Наружный диаметр трубок измеряют калибром, изготовленным по нормативно-технической документации, утвержденной в установленном порядке, или другим измерительным инструментом, обеспечивающим соответствующую точность измерения.
4.3. Контроль толщины стенки трубок осуществляют следующим образом: от шести трубок отрезают образцы длиной 200 мм, взвешивают по три образца одновременно и по результатам взвешивания определяют линейную плотность 1 м трубок. Линейная плотность трубок должна находиться в пределах минимальных и максимальных значений, указанных в табл.1.
Погрешность взвешивания не должна превышать ±2% от массы трубок.
(Измененная редакция, Изм. N 2).
4.4. Контроль кривизны трубок осуществляют следующим образом: трубку кладут на ровную поверхность, к вогнутой стороне трубки прикладывают поверочную линейку по ГОСТ 8026-92 и на длине 1 м замеряют щупом по ТУ 2-034-225-87 наибольшее отклонение трубки от линейки.
Для трубок диаметром менее 1 мм кривизну не контролируют.
4.5. Определение химического состава проводят по ГОСТ 6689.1-92 - ГОСТ 6689.23-92 и ГОСТ 6012-78, для чего от каждой отобранной трубки отрезают один образец.
Отбор и подготовку проб проводят по ГОСТ 24231-80, ГОСТ 25086-87.
(Измененная редакция, Изм. N 1, 2).
4.6 Определение содержания кислорода проводят по ГОСТ 22597-77 и ГОСТ 22598-77.
4.7. Отбор проб для определения содержания кислорода в металле на предприятие-изготовителе производят от слитков.
Отбор и подготовку проб проводят по ГОСТ 22597-77.
4.6; 4.7. (Измененная редакция, Изм. N 1).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Трубки должны быть связаны в пучки не менее чем в трех местах. Пучки должны быть обернуты бумагой по ГОСТ 645-89 (марка К-120) или ГОСТ 8273-75, или ГОСТ 10459-87, или ГОСТ 3553-87, или ГОСТ 12769-85 и упакованы в сплошные деревянные ящики типа I и II по ГОСТ 2991-85, выложенные внутри водонепроницаемой бумагой по ГОСТ 9569-79. При обертывании пучков в бумагу не допускается загиб концов трубок.
Масса брутто ящика не должна превышать 80 кг.
При транспортировании труб в пакетах пакеты должны быть сформированы в соответствии с ГОСТ 24597-81.
(Измененная редакция, Изм. N 3).
5.2. К каждому пучку трубок, уложенному в ящик, прикрепляется ярлык с указанием:
товарного знака или наименования и товарного знака предприятия-изготовителя;
марки металла и сплава;
размера трубок;
массы трубок;
номера партии;
штампа технического контроля;
обозначения настоящего стандарта.
(Измененная редакция, Изм. N 1).
5.3. Маркировка ящиков производится по ГОСТ 14192-77 с нанесением следующих дополнительных данных:
марки металла или сплава;
номера партии;
числа трубок в метрах;
обозначения настоящего стандарта.
5.4. (Исключен, Изм. N 1).
5.5. Трубки транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на данном виде транспорта.
(Измененная редакция, Изм. N 1).
5.6. Трубки должны храниться в закрытых помещениях в условиях, исключающих механическое повреждение трубок, попадание на них влаги и активных химических реагентов.
При соблюдении указанных условий хранения свойства трубок при хранении не изменяются.
(Измененная редакция, Изм. N 3).
Текст документа сверен по:
Сортамент цветных металлов.
Часть 3. Том 1. Трубы: Сб. ГОСТов. -
М.: Издательство стандартов, 1993
{kind=link}