ГОСТ 28191-89
Группа Г18
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ХОМУТЫ ЗАЖИМНЫЕ ДЛЯ РУКАВОВ
Технические условия
Clamps for hoses. Specifications
МКС 23.040.70
ОКП 45 9900
Дата введения 1991-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 17.07.89 N 2385
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 9389-75 | 2.1 |
ГОСТ 10753-86 | Разд.1 |
ГОСТ 15150-69 | Разд.5 |
ГОСТ 16536-90 | 2.9 |
ГОСТ 17769-83 | 3.1 |
5. ПЕРЕИЗДАНИЕ. Декабрь 2006 г.
Настоящий стандарт распространяется на зажимные хомуты (далее в тексте - хомуты) для соединения рукавов в гидравлических и пневматических системах (топливных, водяных и др.), работающих под давлением до 7,0 МПа (70 кгс/см), при температуре от минус 60 °С до плюс 120 °С.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
Хомуты должны изготовляться следующих размеров и типов:
1 - ленточные хомуты с червяком исполнений 1 и 2, легкой и тяжелой серий (черт.1, табл.1 и 2);
2 - ленточные узкие с болтами, исполнений 1 и 2 (черт.2, табл.3);
3 - ленточные широкие с болтами (черт.3, табл.4);
4 - проволочные хомуты с винтом (черт.4, табл.5).
Тип 1
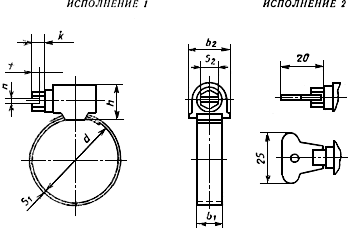
Черт.1
Таблица 1
Размеры, мм
Серия хомутов | Диаметры хомутов |
|
|
|
|
|
| Момент затяжки, | ||
Легкая (Л) | От 8 до 16 | От 0,4 до 0,8 | 9 | 14 | 13 | 6 | 1,2 | 1,8 | 6; 7 | 2,0 |
От 12 до 20 | 3,0 | |||||||||
От 16 до 160 | От 0,5 до 1 | |||||||||
Св. 160 | ||||||||||
Тяжелая (Т) | От 16 до 160 | От 0,5 до 1 | 13 | 20 | 16 | 6 | 1,6 | 2,4 | 8 | 5,0 |
Св. 160 |
Примечания:
1. Допускается применение головки с крестообразным шлицем - по ГОСТ 10753.
2. Для диаметров хомутов менее 30 мм допускается уменьшение высоты головки до 3,5 мм.
3. Для хомутов легкой серии допускается =8 мм.
Диапазоны диаметров применяемых хомутов приведены в табл.2.
Таблица 2
мм
| 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 110 | 120 | 130 | 140 |
12 | 16 | 20 | 25 | 32 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 110 | 120 | 130 | 140 | 150 | 160 |
Примечания:
1. Для хомутов диаметром свыше 160 мм ![]() и
и - любые кратные 10, диапазон диаметров сохраняется 20 мм.
2. Допускается для хомутов, поставленных на производство до 01.01.91, применять диапазоны диаметров, отличающиеся от заданных в табл.2.
Пример условного обозначения хомута типа 1, с диапазоном диаметров от 25 до 40 мм, легкой серии, с шестигранной головкой размером под ключ 6 мм, из углеродистой стали:
Хомут 1Л 25-40-6 ГОСТ 28191-89
То же, из нержавеющей стали:
Хомут 1Л 25-40-6 Н ГОСТ 28191-89
Тип 2
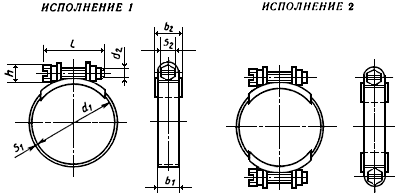
Черт.2
Таблица 3
Размеры, мм
Диаметры хомутов |
|
|
|
|
| Момент затяжки, Н·м ±10% | |||||
Номин.* | Пред. откл. | ||||||||||
1 | 2 | 1 | 2 | ||||||||
От 6 до 30 | - | ±0,5 | - | 7 | 8,5 | 7 | 25 | 0,4 | М3 | - | 2,0 |
От 9 до 40 | ±1 | 9 | 10,5 | 11 | 30 | М4 | 3,0 | ||||
От 12 до 50 | 12 | 14 | 13,5 | 35 | 0,5 | М5 | 8 | ||||
От 20 до 70 | От 60 до 120 | ±1,5 | +3 | 15 | 17 | 14 | 40 | 0,6 | М6 | 10 | |
От 25 до 47 | - | ±2 | - | 20 | 22 | 18,5 | 45 | 0,8 | М8 | 13 | |
От 48 до 80 | От 70 до 160 | ±4 | 1,0 | ||||||||
От 45 до 100 | От 90 до 250 | 25 | 27 | 21 | 55 | 1,2 | М10 | ||||
От 75 до 120 | От 80 до 350 | +2 | +4 | 30 | 32 | 29 | 75 | 2,5 | М12 | 19 | |
________________ * Интервалы номинальных диаметров хомутов: 1 мм - для исполнения 1; 2 мм - для исполнения 2. | |||||||||||
Пример условного обозначения хомута типа 2, исполнения 1, диаметром =58 мм, шириной
=15 мм, из углеродистой стали:
Хомут 2.1 58x15 ГОСТ 28191-89
То же, исполнения 2, из нержавеющей стали:
Хомут 2.2 58х15 Н ГОСТ 28191-89
Тип 3
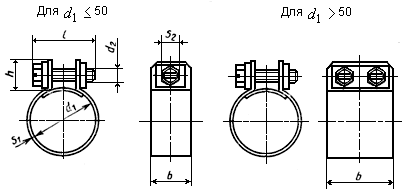
Черт.3
Таблица 4
Размеры, мм
Диаметры хомутов |
|
|
|
| Момент затяжки, Н·м ±10% | |||
Номин.* | Пред. откл. | |||||||
От 20 до 30 | ±1,5 | 20 | 14 | 40 | 0,3 | М6 | 10 | 2,0 |
От 30 до 50 | 25 | 18,5 | 45 | 0,4 | М8 | 13 | 3,0 | |
От 50 до 80 | ±2 | 40 | 0,5 | |||||
________________ * Интервалы номинальных диаметров хомутов через 1 мм. | ||||||||
Пример условного обозначения хомута типа 3, диаметром =35 мм из углеродистой стали:
Хомут 3-35 ГОСТ 28191-89
Тип 4
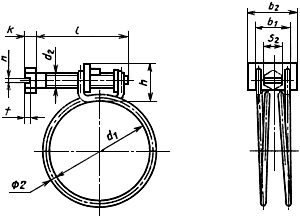
Черт.4
Таблица 5
Размеры, мм
Диаметры хомутов |
|
|
|
|
|
|
|
| Момент затяжки, Н·м ±10% | ||
Номин.* | Пред. откл. | ||||||||||
От 18 до 40 | ±1,5 | 9 | 20 | 16 | 45 | М6 | 10 | 4,2 | 1,6 | 1,8 | 0,2 |
От 40 до 60 | ±2,0 | 14 | 24 | 17 | 55 | 0,3 | |||||
От 60 до 85 | 65 | М8 | 13 | 5,0 | 2,0 | 2,4 | |||||
________________ * Интервалы номинальных диаметров хомутов в диапазоне от 18 до 40 мм через 2 мм; в диапазоне от 40 до 85 через 5 мм. | |||||||||||
Пример условного обозначения хомута типа 4, диаметром =42 мм:
Хомут 4-42 ГОСТ 28191-89
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Хомуты типов 1, 2 и 3 должны изготавливать из углеродистой стали с пределом прочности не менее 40 кгс/мм или из нержавеющей стали.
Хомуты типа 4 должны быть изготовлены из проволоки марки Б, 2 класса, нормальной точности по ГОСТ 9389.
2.2. Хомуты из углеродистой стали должны иметь цинковое покрытие толщиной не менее 6 мкм.
Допускаются другие виды покрытия по согласованию с потребителем.
2.3. Хомуты должны допускать многократное использование для рукавов одного и того же диаметра и обеспечивать герметичность соединения. Количество повторных затяжек должно быть не менее 50.
2.4. Не допускается остаточных деформаций, следов износа, трещин или других признаков разрушения на деталях хомута после его нагружения моментом, превышающим номинальный момент затяжки в 1,3 раза.
2.5. Не допускается ослабления затяжки хомута при условиях вибрации, указанных в табл.6.
Таблица 6
Наименование показателя | Норма для среднеквадратических частот октавных полос, Гц | |||||||
8 | 16 | 31,5 | 63 | 125 | 250 | 500 | 1000 | |
Среднеквадратические значения виброскорости м/с·10 | 5,0 | 3,5 | 2,5 | 1,8 | 1,2 | 0,9 | 0,63 | |
Логарифмические уровни виброскорости дБ, не более | 120 | 117 | 114 | 111 | 108 | 105 | 102 | |
2.6. Зубчатая дорожка на ленте червячного зажимного хомута должна быть получена методом гофрирования. Допускается перфорирование по согласованию с потребителем.
2.7. Поверхность деталей зажимного хомута должна быть чистой, без следов коррозии, заусенцев, трещин и вмятин.
Не допускаются на внутренней поверхности хомута заусенцы и острые кромки.
2.8. На наружной поверхности ленты хомута должна быть маркировка, содержащая диаметр или диапазон диаметров, для которых предназначен хомут, и товарный знак предприятия-изготовителя.
Допускается товарный знак наносить на корпусе червячного хомута.
2.9. Изделия должны быть упакованы в деревянные ящики по ГОСТ 16536, выложенные внутри упаковочной бумагой.
Масса ящика брутто не должна превышать 32 кг.
В каждый ящик должен быть вложен упаковочный лист, в котором указывается:
наименование предприятия-изготовителя или его товарный знак;
обозначение изделий;
количество изделий;
обозначение настоящего стандарта;
срок хранения;
дата упаковки;
клеймо.
На каждом ящике водостойкой краской наносят:
наименование предприятия-изготовителя или его товарный знак;
обозначение изделий;
масса упаковки брутто.
3. ПРИЕМКА
3.1. Правила приемки хомутов - по ГОСТ 17769* для изделий класса точности А.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 3269-2009. - .
3.2. При контроле внешнего вида хомутов к критическим дефектам относят трещины, острые кромки и заусенцы на внутренней поверхности, к значительным - вмятины, остальные дефекты относят к малозначительным.
3.3. При контроле геометрических параметров к главным параметрам относят диаметр или диапазон диаметров, остальные - к второстепенным.
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Контроль конструкции и размеров деталей на соответствие чертежам проводят измерением размеров с помощью предельных калибров (шаблонов) или универсальным измерительным инструментом.
4.2. Контроль внешнего вида деталей проводят внешним осмотром без применения увеличительных приборов.
4.3. Испытание на герметичность
На проверочную оправку устанавливают шланги наружным диаметром соответствующего хомута по табл.1-5 (черт.5).
Шланг зажимают с концов хомутами, которые затягивают с моментом затяжки по табл.1-5.
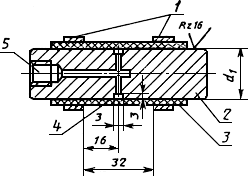
1 - зажимной хомут; 2 - проверочная оправка; 3 - шланг; 4 - кольцевая канавка; 5 - гнездо для подсоединения трубопровода
Черт.5
Шланг зажимают с концов хомутами, которые затягивают с моментом затяжки по табл.1-5.
Через отверстие 5 подают водопроводную воду комнатной температуры. Давление повышают со скоростью не более 0,1 МПа/с до согласованного с потребителем испытательного давления, которое выдерживают 1 мин, при этом не должно быть подтекания воды.
4.4. Испытание на прочность
На неподвижные круглые проверочные оправки (черт.6) устанавливают хомуты с наибольшим диаметром указанного диапазона хомута без вспомогательных средств.
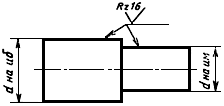
Черт.6
Хомуты затягивают до минимального диаметра соответствующего диапазона моментом затяжки по табл.1, 3-5.
При этом хомут не должен иметь следов деформации, износа, трещин и других признаков разрушения.
4.5. Испытание на виброустойчивость
Испытание на виброустойчивость проводится по согласованию с потребителем.
Время испытания на режимах, соответствующих табл.6 при согласованном испытательном давлении, должно быть не менее 50 ч.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Условия транспортирования и хранения хомутов - по ГОСТ 15150.
ПРИЛОЖЕНИЕ
Справочное
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ ХОМУТОВ
1. Хомуты с червяком обеспечивают надежное соединение трубы с рукавом в широком диапазоне диаметров при умеренных вибрациях.
2. Хомуты типа 2 применяются при повышенной вибрации.
3. Хомуты типа 3 применяются при наличии в соединении осевых усилий и в тех случаях, когда материал рукавов не допускает больших удельных давлений.
4. Хомуты типов 1-3 должны применяться при давлении в системе не более 7 МПа (70 кгс/см); типа 4 - до 0,16 МПа (1,6 кгс/см
).
Электронный текст документа
и сверен по:
, 2007
{kind=link}