ГОСТ ISO 10619-2-2020
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РУКАВА И ТРУБКИ РЕЗИНОВЫЕ И ПЛАСТИКОВЫЕ
Измерение гибкости и жесткости
Часть 2
Испытание на изгиб при низких температурах
Rubber and plastics hoses and tubing. Measurement of flexibility and stiffness. Part 2. Bending test at sub-ambient temperatures
МКС 23.040.70
Дата введения 2021-07-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Российский научно-технический центр информации по стандартизации, метрологии и оценке соответствия" (ФГУП ""), Межгосударственным техническим комитетом по стандартизации МТК 542 "Продукция нефтехимического комплекса" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 марта 2020 г. N 128-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Грузстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Институт стандартизации Молдовы |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркмения | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 4 августа 2020 г. N 448-ст межгосударственный стандарт ГОСТ ISO 10619-2-2020 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2021 г.
5 Настоящий стандарт идентичен международному стандарту ISO 10619-2:2017* "Рукава и трубки резиновые и пластиковые. Измерение гибкости и жесткости. Часть 2. Испытания на изгиб при низких температурах" ("Rubber and plastics hoses and tubing - Measurement of flexibility and stiffness - Part 2: Bending tests at sub-ambient temperatures", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан подкомитетом SC 1 "Рукава (резиновые и пластиковые)" Технического комитета по стандартизации ISO/TC 45 "Каучук и резиновые изделия" Международной организации по стандартизации (ISO).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Предупреждение - Пользователи настоящего стандарта должны обладать навыками практической работы в лаборатории. Настоящий стандарт не предусматривает рассмотрение всех проблем безопасности, связанных с его применением. Пользователь настоящего стандарта несет ответственность за соблюдение техники безопасности, охрану здоровья, а также за соблюдение требований национального законодательства.
1 Область применения
Настоящий стандарт устанавливает два метода измерения жесткости и один метод определения гибкости резиновых и пластиковых рукавов и трубок при сгибании до определенного радиуса при низких температурах.
Метод A применим для несминаемых резиновых и пластиковых рукавов и трубок внутренним диаметром не более 25 мм. По данному методу измеряют жесткость рукава или трубки при температуре ниже стандартной лабораторной температуры.
Метод B применим для резиновых и пластиковых рукавов и трубок внутренним диаметром до 100 мм. По данному методу оценивают гибкость рукава или трубки при изгибании вокруг оправки при определенной низкой температуре. Его также можно использовать при рутинном контроле качества.
Метод C применим для несминаемых резиновых и пластиковых рукавов и трубок внутренним диаметром не менее 100 мм. По данному методу измеряют жесткость рукава или трубки при низких температурах.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения к нему)]:
ISO 1402, Rubber and plastics hoses and hose assemblies - Hydrostatic testing (Резиновые и пластиковые рукава и рукава в сборе. Гидростатические испытания)
ISO 8330, Rubber and plastics hoses and hose assemblies - Vocabulary (Резиновые и пластиковые рукава и рукава в сборе. Словарь)
ISO 23529, Rubber - General procedures for preparing and conditioning test pieces for physical test methods (Резина. Общие процедуры приготовления и кондиционирования образцов для испытаний физических свойств)
3 Термины и определения
В настоящем стандарте применены термины с соответствующими определениями по ISO 8330, а также следующие термины с соответствующими определениями.
ISO и IEC поддерживают терминологические базы данных для использования в стандартизации по следующим адресам:
- Платформа интернет-поиска ISO: доступна по адресу http://www.iso.org/obp;
- IEC Electropedia: доступна по адресу http://www.electropedia.org/.
3.1 изгиб (bending): Формирование или принудительное придание чему-либо прямому кривизны или угловой формы при заданной температуре.
3.2 гибкость (flexibility): Легкость изгибания (см. 3.1) рукава без повреждения в виде перегиба, сплющивания, разрушения или растрескивания.
Примечание - Например, рукав можно изгибать вокруг оправки.
3.3 жесткость (stiffness): Сопротивление рукава изгибу (см. 3.1).
4 Метод A
4.1 Общие положения
Данный метод применим для несминаемых рукавов и трубок внутренним диаметром не более 25 мм.
4.2 Аппаратура
4.2.1 Колесо для изгибания диаметром, равным удвоенному заданному радиусу изгиба, снабженное приспособлением для закрепления рукава или трубки тангенциального колесу подходящим устройством для изгибания рукава или трубки вокруг колеса, а также тензометрическим датчиком и графическим самописцем для измерения крутящего момента с точностью до ±3% (см. рисунок 1). Если минимальный радиус изгиба не установлен, колесо для изгибания должно иметь диаметр, равный 12-кратному номинальному внутреннему диаметру рукава или трубки (см. рисунок. 1).
|
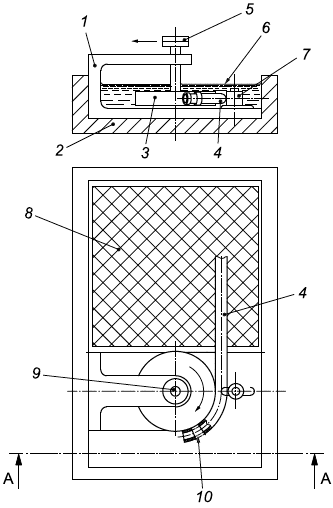
1 - держатель; 2 - контейнер для охлаждения; 3 - колесо для изгибания; 4 - испытуемый образец; 5 - устройство измерения крутящего момента; 6 - хладагент; 7 - ролик для направления образца; 8 - сетка для поддержки испытуемого образца; 9 - подшипник; 10 - приспособление для закрепления конца испытуемого образца
Рисунок 1 - Испытательное устройство с колесом для изгибания и контейнером для охлаждения
4.2.2 Контейнер для охлаждения с мешалкой, устройством для измерения температуры и роликом диаметром 50 мм для направления рукава (см. рисунок 1). Охлаждающая жидкость не должна влиять на испытуемый рукав или трубку и должна использоваться в соответствии с ISO 23529. Подходящей охлаждающей жидкостью является метанол или этанол с дробленым сухим льдом (твердым диоксидом углерода). Можно использовать газообразные хладагенты, если конструкция устройства позволяет получать результаты испытания с использованием таких хладагентов, эквивалентные результатам, полученным с использованием жидких хладагентов.
4.3 Испытуемые образцы
4.3.1 Тип
Образцы, отрезаемые от испытуемого рукава или трубки, должны иметь длину , определяемую по формуле
![]() , (1)
, (1)
где R - минимальный радиус изгиба, установленный в соответствующей документации на рукав или трубку;
d - внутренний диаметр рукава или трубки.
4.3.2 Количество испытуемых образцов
Для каждого испытания используют не менее трех испытуемых образцов.
Испытания проводят не ранее чем через 24 ч после изготовления рукава или трубки.
4.4 Температура проведения испытания
Испытание проводят при одной из следующих температур:
(0±2)°C;
(-10±2)°C;
(-25±2)°C;
(-40±2)°C;
(-55±2)°C,
или другой низкой температуре, установленной в соответствующей документации на рукав или трубку.
4.5 Проведение испытания
Закрепляют один конец испытуемого образца (см. 4.3) на колесе (см. 4.2.1), остальная часть испытуемого образца должна быть прямой. Если рукав или трубка имеет естественную кривизну, эта кривизна должна располагаться вдоль окружности колеса.
Без хладагента в контейнере (см. 4.2.2) определяют крутящий момент, необходимый для изгибания испытуемого образца на 180° вокруг колеса при стандартной температуре, выбранной по ISO 23529. Время изгибания должно быть (12±2) с. Повторяют испытание с контейнером, заполненным хладагентом при выбранной температуре испытания (см. 4.4). Перед испытанием кондиционируют испытуемый образец в охлаждающей камере при температуре испытания в течение 24 ч с последующим кондиционированием при температуре испытания в аппарате не менее 30 мин.
4.6 Обработка результатов
Для каждого испытуемого образца вычисляют средний крутящий момент при стандартной температуре и средний крутящий момент при температуре испытания, вычисляя среднее пиковых значений, содержащихся в центральных 50% соответствующих графиков крутящих моментов.
Вычисляют жесткость S как отношение среднего крутящего момента при температуре испытания к среднему крутящему моменту при стандартной температуре по формуле
![]() , (2)
, (2)
где - крутящий момент при температуре испытания (среднеарифметическое значение трех испытаний);
- крутящий момент при стандартной температуре (среднеарифметическое значение трех испытаний).
Если отдельные значения трех образцов отличаются более чем на 15% от среднего значения при каждой температуре, испытание повторяют.
4.7 Протокол испытаний
Протокол испытаний должен содержать:
a) обозначение настоящего стандарта;
b) полное описание рукава (трубки) и его (ее) происхождения;
c) размеры испытуемых образцов;
d) используемый хладагент;
e) стандартную температуру и температуру испытания;
f) крутящий момент при стандартной температуре и при температуре испытания
;
g) вычисленное значение жесткости S;
h) дату проведения испытаний.
5 Метод B
5.1 Общие положения
Метод B применим для рукавов и трубок внутренним диаметром до 100 мм.
5.2 Аппаратура
5.2.1 Оправка наружным диаметром, равным удвоенному установленному радиусу изгиба рукава или трубки, или шаблон с дугой не менее 180°. Если минимальный радиус изгиба не установлен, наружный диаметр оправки или шаблона должен в 12 раз превышать внутренний диаметр рукава или трубки.
5.2.2 Камера для кондиционирования, обеспечивающая поддержание заданной температуры (см. 5.4).
5.2.3 Пример испытательной установки, которую можно использовать для изгиба рукавов и трубок внутренним диаметром более 22 мм снаружи камеры для кондиционирования, приведен на рисунке 2.
Пневматический цилиндр толкает оправку до контакта с испытуемым образцом и изгибает его вокруг оправки.
|
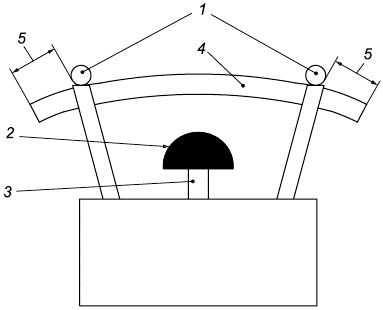
1 - ролики; 2 - оправка; 3 - пневматический цилиндр; 4 - испытуемый образец; 5 - избыточная длина испытуемого образца (см. примечание)
Примечание - Испытуемый образец должен быть достаточно длинным, чтобы оставаться в зажимах во время изгибания.
Рисунок 2 - Пример устройства, используемого для изгибания образцов при низкой температуре
5.3 Испытуемые образцы
Образцы, отрезаемые от испытуемого рукава или трубки, должны иметь длину не менее чем на 10% больше длины окружности используемой оправки. Образец должен быть достаточно длинным для закрепления концов образца в зажимах и изгибания оставшейся части вокруг оправки.
После завершения испытания испытуемый образец утилизируют.
5.4 Температура проведения испытания
Испытание проводят при одной из следующих температур:
(0±2)°C;
(-10±2)°C;
(-25±2)°C;
(-40±2)°C;
(-55±2)°C
или другой низкой температуре, установленной в соответствующей документации на рукав или трубку.
5.5 Проведение испытания
Кондиционируют оправку (см. 5.2.1) и испытуемый образец (см. 5.3) в камере для кондиционирования (см. 5.2.2) при выбранной температуре испытания (см. 5.4) в течение 24 ч. Не удаляя их из камеры для кондиционирования, образец рукава или трубки внутренним диаметром не более 22 мм изгибают вокруг оправки на 180° менее чем за 10 с, образец рукава или трубки внутренним диаметром более 22 мм - менее чем за 12 с.
Рукава и трубки внутренним диаметром более 22 мм допускается испытывать вне камеры для кондиционирования, используя устройство, показанное на рисунке 2 (если образец нельзя согнуть вручную). Образец следует изгибать вокруг оправки менее чем через 12 с после удаления из холодильной камеры.
Отмечают возникновение трещин или разрыва наружного покрытия рукава во время изгиба.
После изгиба позволяют испытуемому образцу достичь температуры окружающей среды и прикладывают заданное проверочное давление, точно измеренное в соответствии с ISO 1402. После испытания давлением осматривают внутренний слой на наличие трещин.
5.6 Протокол испытаний
Протокол испытаний должен содержать:
a) обозначение настоящего стандарта;
b) полное описание рукава (трубки) и его (ее) происхождения;
c) размеры испытуемого образца;
d) температуру испытания;
e) внешний диаметр используемой оправки;
f) результаты визуального осмотра испытуемого образца рукава или трубки после изгиба;
g) результаты визуального осмотра после испытания давлением;
h) дату проведения испытаний.
6 Метод C
6.1 Общие положения
Метод C применим для несминаемых рукавов и трубок внутренним диаметром не менее 100 мм.
6.2 Аппаратура
6.2.1 Аппаратура для испытания на жесткость при изгибе приведена на рисунке 3. Размещают рукав или трубку на трех опорных тележках, расположенных под образцом на обоих концах и в середине. Конструкция тележки должна обеспечивать свободное перемещение образца при изгибе.
|
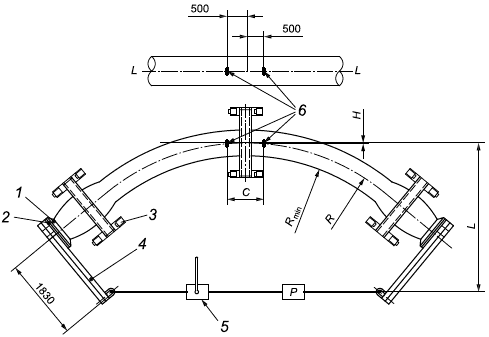
1 - фланец рукава; 2 - испытательная пластина; 3 - тележка для перемещения образца; 4 - брус для изгиба; 5 - натяжное устройство; 6 - контрольные отметки; C - хорда дуги изгиба; H - смещение; L - плечо силы; P - натяжение троса/значение нагрузки, регистрируемое динамометром; R - радиус изгиба рукава или трубки по центральной линии; ![]() - минимальный радиус изгиба
- минимальный радиус изгиба
Рисунок 3 - Аппаратура для определения жесткости при изгибе
6.2.2 Камера для кондиционирования, обеспечивающая поддержание заданной температуры (см. 6.4).
Концы рукава или трубки должны быть присоединены к подходящему натяжному устройству, способному изгибать образец до его минимального радиуса изгиба R.
6.3 Испытуемые образцы
Испытания проводят на готовом рукаве или трубке.
6.4 Температура проведения испытания
Испытание проводят при одной из следующих температур:
(0±5)°C;
(-10±5)°C;
(-25±5)°C;
(-40±5)°C;
(-55±5)°C
или другой низкой температуре, установленной в соответствующей документации на рукав или трубку.
6.5 Проведение испытания
На центральной линии по центру прямого пустого испытуемого образца отмечают длину 1 м, как показано на рисунке 3. Перед кондиционированием закрывают концы образца.
Изгибают образец до минимального радиуса изгиба R, затем возвращают в исходное положение в ненагруженном состоянии. Каждый цикл (изгиб) должен длиться не менее 10 мин, время релаксации между каждым циклом должно быть не более 5 мин. В системе роликов опорных тележек трение должно практически отсутствовать, чтобы ошибка из-за трения была незначительной. Повторяют процедуру от четырех до семи раз, следя за тем, чтобы форма дуги изгиба была по возможности ближе к первоначально использованной форме.
Усилие натяжения между двумя последними приложениями нагрузки (регистрируемое динамометром через 5 мин после приложения нагрузки) не должно отличаться более чем на 226 Н. Если усилие отличается, продолжают испытание до седьмого цикла и регистрируют нагрузку P.
Регистрируют размеры L, C и H, показанные на рисунке 3, после последнего приложения нагрузки и используют для вычисления жесткости при изгибе. Длина хорды C, измеренная между контрольными метками, должна быть не более 1,0 м.
6.6 Обработка результатов
Вычисляют жесткость при изгибе EI по формуле
![]() , (3)
, (3)
где
![]() (4)
(4)
и
![]() , (5)
, (5)
где M - изгибающий момент в центре рукава или трубки, Н·м;
R - минимальный радиус изгиба в центре рукава или трубки, м;
P - значение нагрузки, регистрируемое динамометром, Н;
L - плечо силы, м;
C - хорда дуги изгиба, м;
H - смещение, м.
6.7 Протокол испытаний
Протокол испытаний должен содержать:
a) обозначение настоящего стандарта;
b) полное описание рукава (трубки) и его (ее) происхождения;
c) размеры испытуемого образца;
d) испытательное давление, при необходимости;
e) температуру испытания;
f) форму дуги изгиба при испытании;
g) минимальный радиус изгиба рукава или трубки, при необходимости;
h) вычисленное значение жесткости при изгибе EI;
i) дату проведения испытаний.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 1402 | - | * |
ISO 8330 | - | * |
ISO 23529 | IDT | ГОСТ ISO 23529-2013 "Резина. Общие методы приготовления и кондиционирования образцов для определения физических свойств" |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
________________
В Российской Федерации официальный перевод данного стандарта находится в Федеральном информационном фонде стандартов.
УДК 678.06:620.174:006.354 | МКС 23.040.70 |
Ключевые слова: резиновые рукава и трубки, пластиковые рукава и трубки, измерение гибкости и жесткости, испытание на изгиб, низкие температуры | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}