ГОСТ Р 58121.3-2018
(ИСО 4437-3:2014)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Пластмассовые трубопроводы для транспортирования газообразного топлива
ПОЛИЭТИЛЕН (ПЭ)
Часть 3
Фитинги
Plastic pipings for the supply of gaseous fuels. Polyethylene (PE). Part 3. Fittings
ОКС 23.040.20
23.040.45
83.140.30
Дата введения 2019-01-01*
________________
* См. ярлык "Примечания". -
.
Предисловие
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Группа ПОЛИПЛАСТИК" (ООО "Группа ПОЛИПЛАСТИК"), Обществом с ограниченной ответственностью "Группа ПОЛИМЕРТЕПЛО" (ООО "Группа ПОЛИМЕРТЕПЛО") на основе официального перевода на русский язык англоязычной версии указанного в пункте 4 международного стандарта, который выполнен ФГУП ""
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 241 "Трубы, фитинги и другие изделия из пластмасс, методы испытания"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 31 мая 2018 г. N 298-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 4437-3:2014* "Системы пластмассовых трубопроводов для транспортирования газообразного топлива. Полиэтилен (РЕ). Часть 3. Фитинги" (ISO 4437-3:2014 "Plastics piping systems for the supply of gaseous fuels - Polyethylene (PE) - Part 3: Fittings", MOD) путем изменения его структуры для приведения в соответствие с правилами, установленными в ГОСТ 1.5-2001 (подразделы 4.2 и 4.3).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Исключение стандартов ИСО 7-1, ИСО 228-1, ИСО 1133-1, ИСО 4437-1, ИСО 4437-2, ИСО 10838-1, ИСО 10838-2, ИСО 10838-3, ИСО 13951, ИСО 13953, ИСО 13954, ИСО 21751 и ЕН 12117 обусловлено тем, что в Российской Федерации на национальном уровне нет аналогичных стандартов, а также в связи с тем, что они носят справочный характер.
В настоящий стандарт не включен структурный элемент ИСО 4437-3:2014 приложение Е, которое не применяется в российской национальной стандартизации.
Ссылки на международные стандарты, которые не приняты в качестве национальных, заменены на соответствующие положения, размещенные в дополнительных приложениях ДА-ДГ
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5-2012* (пункт 3.5).
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ Р 1.5-2012* (пункт 3.5). - .
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДЕ.
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта приведено в дополнительном приложении ДЖ
5 ВЗАМЕН ГОСТ Р 52779-2007 (ИСО 8085-2:2001, ИСО 8085-3:2001)
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНА поправка, опубликованная в ИУС N 2, 2019 год
Поправка внесена изготовителем базы данных
Введение
Настоящий стандарт является частью системы стандартов под общим наименованием "Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ)":
- Часть 1. Общие положения;
- Часть 2. Трубы;
- Часть 3. Фитинги.
1 Область применения
Настоящий стандарт устанавливает общие характеристики фитингов, изготовленных из полиэтилена (ПЭ) и предназначенных для транспортирования газообразного топлива.
Совместно с ГОСТ Р 58121.1, ГОСТ Р 58121.2 настоящий стандарт применим к трубам, фитингам, их соединениям и соединениям с другими элементами из ПЭ и других материалов, предназначенным для применения при следующих условиях:
- максимальное рабочее давление (МОР), определенное исходя из расчетного напряжения, полученного путем деления минимальной длительной прочности композиции (MRS) на коэффициент запаса прочности с учетом результатов испытаний по быстрому распространению трещин (БРТ);
- температура 20°С принимается в качестве базовой при проектировании.
Настоящий стандарт распространяется на следующие типы фитингов:
- электросварные раструбные фитинги;
- электросварные седловые фитинги;
- фитинги с трубным концом (для сварки встык с использованием нагретого инструмента и электросварки с использованием раструба);
- фитинги для раструбной сварки;
- механические фитинги.
Фитинги могут быть изготовлены в виде муфт, седловых отводов, равнопроходных и неравнопроходных тройников, переходов, отводов и пр.
Примечание - Как правило, сварные фитинги не применяются в газоснабжении за исключением трубопроводов большого диаметра и/или при отсутствии других технических решений.
Примечание - Ответственность за правильный выбор условий, с учетом требований нормативных актов, инструкций по монтажу и сводов правил, несет потребитель или проектировщик.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ГОСТ 2405 Манометры, вакуумметры, мановакуумметры, напоромеры, тягомеры и тягонапоромеры. Общие технические условия
ГОСТ 6211 Основные нормы взаимозаменяемости. Резьба трубная коническая
ГОСТ 6357 Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая
ГОСТ 11645 Пластмассы. Метод определения показателя текучести расплава термопластов
ГОСТ 13841 Ящики из гофрированного картона для химической продукции. Технические условия
ГОСТ 14254-2015 (IEC 60529:2013) Степени защиты, обеспечиваемые оболочками (код IP)
ГОСТ 26663 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ ISO 1167-1 Трубы, соединительные детали и узлы соединений из термопластов для транспортирования жидких и газообразных сред. Определение стойкости к внутреннему давлению. Часть 1. Общий метод
ГОСТ ISO 1167-2 Трубы, соединительные детали и узлы соединений из термопластов для транспортирования жидких и газообразных сред. Определение стойкости к внутреннему давлению. Часть 2. Подготовка образцов труб
ГОСТ ISO 1167-4 Трубы, соединительные детали и узлы соединений из термопластов для транспортирования жидких и газообразных сред. Определение стойкости к внутреннему давлению. Часть 4. Подготовка узлов соединений
ГОСТ ИСО 11922-1 Трубы из термопластов для транспортирования жидких и газообразных сред. Размеры и допуски. Часть 1. Метрическая серия
ГОСТ ISO 16010-2013 Уплотнения эластомерные. Требования к материалам уплотнений, применяемых в трубопроводах и арматуре для газообразного топлива и углеводородных жидкостей
ГОСТ Р 15.301 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство
ГОСТ Р 53652.1-2009 (ИСО 6259-1:1997) Трубы из термопластов. Метод определения свойств при растяжении. Часть 1. Общие требования
ГОСТ Р 56756-2015 (ИСО 11357-6:2008) Пластмассы. Дифференциальная сканирующая калориметрия (ДСК). Часть 6. Определение времени окислительной индукции (изотермическое ВОИ) и температуры окислительной индукции (динамическая ТОИ)
ГОСТ Р 58121.1-2018 (ИСО 4437-1:2014) Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ). Часть 1. Общие положения
ГОСТ Р 58121.2-2018 (ИСО 4437-2:2014) Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ). Часть 2. Трубы
ГОСТ Р ИСО 3126 Трубопроводы из пластмасс. Пластмассовые элементы трубопровода. Определение размеров
ГОСТ Р ИСО 11413 Трубы и фитинги пластмассовые. Подготовка контрольного образца сварного соединения полиэтиленовой трубы и фитинга с закладными нагревателями
ГОСТ Р ИСО 11414 Трубы и фитинги пластмассовые. Подготовка контрольного образца соединения труба/труба или труба/фитинг из полиэтилена (ПЭ), выполненного сваркой встык
ГОСТ Р ИСО 12176-1 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык
ГОСТ Р ИСО 12176-2 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 2. Сварка с закладными нагревателями
ГОСТ Р ИСО 12176-4 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 4. Кодирование трассируемости
ГОСТ Р ИСО 13950 Трубы и фитинги пластмассовые. Системы автоматического распознавания для выполнения соединений сваркой с закладными нагревателями
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения, обозначения и сокращения
В настоящем стандарте применены термины по ГОСТ 58121.1*, а также следующие термины с соответствующими определениями:
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ Р 58121.1-2018. - .
3.1 электросварной фитинг с раструбным концом (electrofusion socket fitting): Фитинг из полиэтилена (ПЭ), содержащий один или более закладных нагревательных элементов, для получения сварного соединения с трубным концом фитинга или трубой.
3.2 электросварной седловой фитинг (electrofusion saddle fitting): Фитинг из ПЭ, содержащий один или более закладных нагревательных элементов для создания сварного соединения с трубой.
3.2.1 электросварной Т-образный отвод (electrofusion tapping tee): Электросварной седловой фитинг (с прижимом сверху или охватывающий трубу по окружности) со встроенным режущим инструментом для прорезания стенки напорной трубы, остающимся в корпусе отвода после монтажа.
3.2.2 электросварной седловой отвод (electrofusion branch saddle): Электросварной седловой фитинг (с прижимом сверху или охватывающий трубу по окружности), требующий использование вспомогательного режущего инструмента для прорезания отверстия в стенке присоединяемой напорной трубы.
3.3 фитинг с трубным концом (spigot end fitting): Фитинг из полиэтилена, у которого наружный диаметр трубного конца равен номинальному наружному диаметру () присоединяемой трубы.
3.4 фитинг с раструбом (socket fusion fitting): Фитинг из полиэтилена, нагреваемый специальным инструментом для создания сварного соединения с трубой или трубным концом фитинга.
3.5 механический фитинг (mechanical fitting): Фитинг, имеющий, как правило, компрессионную часть для обеспечения поддержания давления, герметичности и стойкости к концевым нагрузкам при монтаже труб из полиэтилена друг с другом или с другим элементом трубопровода.
Примечания
1 В целях предотвращения ползучести стенки трубы под действием радиальных сжимающих нагрузок могут быть использованы крепежные муфты, обеспечивающие постоянное крепление полиэтиленовой трубы. Металлические части фитингов могут быть присоединены к металлическим трубам при помощи резьбовых, компрессионных, сварных и фланцевых соединений, включая фланцы из ПЭ. В некоторых случаях крепежная муфта может представлять собой обжимное кольцо.
2 Фитинг может обеспечить как разъемное, так и неразъемное соединение.
3 Механический фитинг может поставляться для монтажа на строительном объекте или предварительно смонтированном производителем.
3.6 регулировка мощности по напряжению (U-регулировка) (voltage regulation): Регулировка энергии, подаваемой на электросварной фитинг во время сварочного процесса, посредством изменения величины напряжения.
3.7 регулировка мощности по току (I-регулировка) (intensity regulation): Регулировка мощности, подаваемой на электросварной фитинг во время сварочного процесса, посредством изменения величины электрического тока.
4 Материал
4.1 Композиция полиэтилена (ПЭ)
Композиция полиэтилена (ПЭ) для изготовления фитингов должна соответствовать требованиям ГОСТ Р 58121.1.
При изготовлении частей фитинга не допускается использование вторичного материала ПЭ.
4.2 Другие материалы (кроме полиэтилена)
4.2.1 Общие положения
Все применяемые в производстве фитингов и конструкционных элементов материалы (в том числе эластомеры и металлы) должны быть устойчивы к воздействию внешней и транспортируемой средам и должны соответствовать расчетному сроку службы, не менее установленного для труб по ГОСТ Р 58121.2, для которых они предназначены:
- в течение всего срока хранения;
- при воздействии транспортируемой среды;
- с учетом воздействия условий эксплуатации и окружающей среды.
Другие материалы должны соответствовать требованиям применяемых к композиции ПЭ.
Для изготовления полимерных частей фитингов, работающих под нагрузкой, применение вторичного материала не допускается.
Материалы фитингов, находящиеся в контакте с трубами из ПЭ, не должны негативно влиять на характеристики труб или инициировать образование трещин.
4.2.2 Металл
Металлические части фитинга, подвергающиеся коррозии, должны иметь достаточную защиту для обеспечения долговечности и функционированию системы.
При использовании различных металлов должны быть приняты меры для защиты от электрохимической коррозии.
4.2.3 Эластомеры
Эластомерные уплотнения - в соответствии с ГОСТ ISO 16010.
Допускается применение других эластомерных материалов, пригодных для применения в сетях газоснабжения.
4.2.4 Другие материалы
Консистентные или жидкие смазочные материалы не должны проникать в зону сварки и оказывать влияние на характеристики материалов фитинга.
5 Основные характеристики
5.1 Внешний вид
При осмотре без применения увеличительных приборов внутренние и наружные поверхности фитингов должны быть гладкими и ровными, без царапин, раковин и других дефектов поверхности, при которых фитинги не будут соответствовать требованиям настоящего стандарта.
5.2 Цвет
Цвет элементов фитинга, изготовленных из ПЭ, - черный, желтый или оранжевый.
5.3 Конструкция
Конструкция фитинга должна обеспечивать монтаж без смещения витков закладного нагревателя и/или уплотнения.
5.4 Внешний вид сварного соединения, выполненного в заводских условиях
При визуальном осмотре без применения увеличительных приборов сварного соединения на наружной и внутренней поверхностях трубы и фитинга не должно наблюдаться растекания расплава за границами фитинга, кроме тех, которые рассматриваются изготовителем фитингов как приемлемые или намеренно используются в качестве маркера сварки.
При выполнении сварки в соответствии с инструкциями изготовителя растекание расплава не должно приводить к смещению спиралей закладного нагревателя, что может вызвать короткое замыкание. Коробление внутренней поверхности соединяемых труб не допускается.
5.5 Электрические характеристики электросварных фитингов
Электрическая защита должна быть обеспечена в процессе сварки в зависимости от величины напряжения и силы тока, а также характеристик применяемого источника электроэнергии.
При сборке фитинга в соответствии с инструкцией изготовителя и сборочного оборудования не допускается прямого контакта человека с деталями при величине напряжения более 25 В.
Примечание - В процессе сварки фитинг является частью электрической цепи.
Допуск на электрическое сопротивление фитинга устанавливается изготовителем для температуры 23°С. Величина сопротивления должна быть в пределах от номинального сопротивления (минус 10%) до номинального сопротивления ![]() .
.
Примечание - 0,1 является принятым значением контактного сопротивления.
Обработка поверхности контактных клемм должна обеспечивать минимальное контактное сопротивление с учетом допуска.
Примечание - Примеры типовых контактных узлов электросварных фитингов приведены в приложении В.
6 Геометрические характеристики
6.1 Определение размеров
Размеры фитингов определяют в соответствии с ГОСТ Р ИСО 3126, измерения проводят не ранее чем через 24 ч после изготовления и после кондиционирования в течение не менее 4 ч при температуре (23±2)°С.
Допускается проводить непрямые измерения ранее указанного времени для обеспечения контроля геометрических размеров на стадии производства, если корреляция результатов таких измерений подтверждена.
6.2 Размеры электросварных фитингов с раструбным концом
6.2.1 Диаметры и длины раструба электросварных фитингов
Размеры, представленные на рисунке 1 и определенные в соответствии с 6.1, должны соответствовать указанным в таблице 1.
|
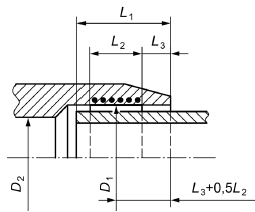
- средний внутренний диаметр в зоне сварки, измеренный в плоскости, параллельной плоскости торца фитинга на расстоянии
![]() ;
; - внутренний диаметр, являющийся минимальным диаметром проходного сечения фитинга, где
![]() ;
; - расчетная глубина захода трубы или трубного конца фитинга (не более половины полной длины фитинга в случае монтажа без внутреннего упора);
- номинальная длина зоны сварки, соответствующая длине зоны нагрева;
- номинальная длина холодной зоны (расстояние между входным отверстием фитинга и началом зоны сварки), где
5 мм
Рисунок 1 - Размеры раструба электросварного фитинга
Таблица 1 - Размеры раструба электросварного фитинга
В миллиметрах
Номинальный | Глубина захода | Длина зоны | ||
диаметр | сварки | |||
Регулировка мощности по току | Регулировка мощности по напряжению | |||
16 | 20 | 25 | 41 | 10 |
20 | 20 | 25 | 41 | 10 |
25 | 20 | 25 | 41 | 10 |
32 | 20 | 25 | 44 | 10 |
40 | 20 | 25 | 49 | 10 |
50 | 20 | 28 | 55 | 10 |
63 | 23 | 31 | 63 | 11 |
75 | 25 | 35 | 70 | 12 |
90 | 28 | 40 | 79 | 13 |
110 | 32 | 53 | 82 | 15 |
125 | 35 | 58 | 87 | 16 |
140 | 38 | 62 | 92 | 18 |
160 | 42 | 68 | 98 | 20 |
180 | 46 | 74 | 105 | 21 |
200 | 50 | 80 | 112 | 23 |
225 | 55 | 88 | 120 | 26 |
250 | 73 | 95 | 129 | 33 |
280 | 81 | 104 | 139 | 35 |
315 | 89 | 115 | 150 | 39 |
355 | 99 | 127 | 164 | 42 |
400 | 110 | 140 | 179 | 47 |
450 | 122 | 155 | 195 | 51 |
500 | 135 | 170 | 212 | 56 |
560 | 147 | 188 | 235 | 61 |
630 | 161 | 209 | 255 | 67 |
Средний внутренний диаметр в зоне сварки должен быть не менее
.
Изготовитель должен указать фактические минимальное и максимальное значения и определить пригодность для изготовления и испытания соединения.
В случае, когда фитинг имеет раструбы с разными номинальными диаметрами, каждый из них должен соответствовать требованиям по номинальному диаметру присоединяемого элемента.
6.2.2 Толщины стенки
Изменения толщины стенки фитинга должны быть плавными в целях предотвращения возникновения концентрации напряжений.
a) Толщина стенки фитинга должна быть больше или равна толщине стенки соответствующей трубы
в любой части фитинга, расположенной на расстоянии не менее
![]() от торца, если деталь и труба изготовлены из полиэтилена с одинаковым значением MRS.
от торца, если деталь и труба изготовлены из полиэтилена с одинаковым значением MRS.
Если фитинг и соответствующая труба изготовлены из полиэтилена с различными значениями MRS, при выборе детали соотношение между толщиной стенки детали и толщиной стенки трубы
должно соответствовать таблице 2.
Таблица 2 - Соотношение между толщиной стенки фитинга и толщиной стенки трубы
Материал трубы и фитинга | Соотношение | |
Труба | Фитинг | |
ПЭ 80 | ПЭ 100 |
|
ПЭ 100 | ПЭ 80 |
|
b) В случае, когда расчетная толщина стенки не удовлетворяет требованиям а), фитинг и его сварное соединение должны дополнительно соответствовать требованиям 7.3.
6.2.3 Овальность проходного отверстия фитинга (в любой точке)
Перед отгрузкой потребителю овальность внутреннего диаметра проходного сечения фитинга в любой точке не должна превышать 0,015.
6.2.4 Фитинги с трубными концами
Для фитингов, имеющих трубные концы (например, электросварной равнопроходный тройник с трубными концами), размеры трубного конца должны соответствовать требованиям 6.4.
6.2.5 Другие размеры
Другие размерные характеристики фитингов, присущие каждому изготовителю, такие как габаритные или установочные размеры, должны соответствовать указанным в технической документации изготовителя.
В случае соединения без внутреннего упора или соединения с легко удаляемым упором конструкция фитинга должна обеспечивать прохождение трубы сквозь фитинг.
6.3 Размеры электросварных седловых фитингов
Отводной патрубок Т-образного и прямого седловых отводов должны иметь трубные концы, соответствующие 6.4, или раструбы с закладными нагревателями, соответствующие 6.2.
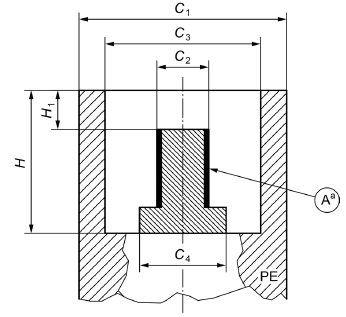
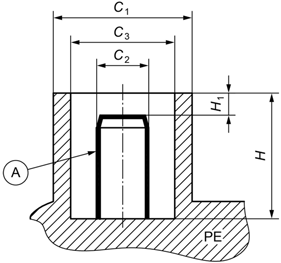
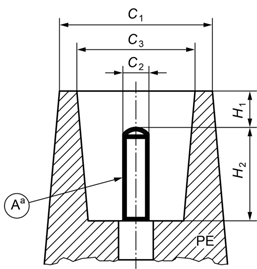
Изготовитель должен устанавливать все размеры седлового фитинга, указанные на рисунке 2, в технической документации. Размеры должны включать максимальную высоту седлового отвода, , в случае Т-образного отвода - высоту отводного патрубка,
или
.
Примечание - Минимальный диаметр проходного сечения может отличаться от аналогичного для фитингов с трубным концом, указанного в 6.4, по техническим и конструкционным причинам.
|
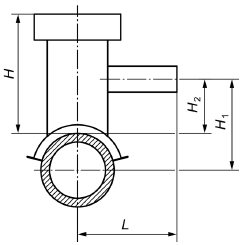
- высота седлового отвода, то есть расстояние от наружной поверхности трубы до верхней плоскости Т-образного или седлового отвода;
- высота бокового отводного патрубка, то есть расстояние между осью трубы и осью отводного патрубка;
- высота бокового отводного патрубка, то есть расстояние от наружной поверхности трубы до оси отводного патрубка;
- длина вылета бокового отводного патрубка, то есть расстояние между осью трубы и торцом отводного патрубка
Рисунок 2 - Размеры электросварных седловых фитингов
6.4 Размеры фитингов с трубным концом
6.4.1 Диаметры и длины
Размеры, представленные на рисунке 3 и определенные в соответствии с 6.1, должны соответствовать указанным в таблице 3.
|
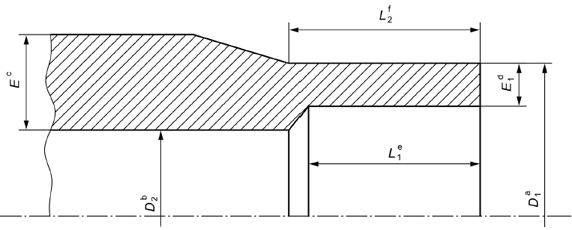
измеряют в плоскости, параллельной плоскости торца фитинга на расстоянии не более
(длина цилиндрической части) трубного конца.
При измерении не учитывают сварочный упор (если имеется).
Толщина, измеренная в любой точке фитинга.
Измерение проводят в любой точке на максимальном расстоянии
(длина торцуемой поверхности) от торца, должна быть равна толщине стенки (с учетом допуска), с которой фитинг должен быть сварен встык, толщины установлены в ГОСТ Р 58121.2-2018 (таблица 2). Толщина должна быть не менее 3 мм.
Длина является исходной глубиной трубного конца, необходимой для сварки встык или повторной сварки, и может быть получена путем соединения трубы с трубным концом фитинга при условии, что толщина стенки трубы равна
по всей длине.
Длина является исходной длиной под сварку и должна удовлетворять следующим условиям в любой комбинации: использование зажимов (при сварке встык), сборку с электросварным фитингом, применение механической скобы.
- средний наружный диаметр трубного конца под сварку;
- минимальный внутренний диаметр проходного отверстия для прохождения транспортируемой среды через тело фитинга;
- толщина стенки фитинга;
- толщина стенки фитинга в зоне сварки;
- длина торцуемой поверхности трубного конца под сварку;
- длина цилиндрической части трубного конца под сварку
Рисунок 3 - Размеры фитингов с трубным концом
Таблица 3 - Размеры фитинга с трубным концом
В миллиметрах
Номинальный диаметр | Средний наружный диаметр конца под сварку | Овальность, max | Минимальное проходное сечение | Длина внутренней поверхности | Длина цилиндрической части под | |
|
|
| под сварку | сварку | ||
16 | 16 | 16,3 | 0,3 | 9 | 25 | 41 |
20 | 20 | 20,3 | 0,3 | 13 | 25 | 41 |
25 | 25 | 25,3 | 0,4 | 18 | 25 | 41 |
32 | 32 | 32,3 | 0,5 | 25 | 25 | 44 |
40 | 40 | 40,4 | 0,6 | 31 | 25 | 49 |
50 | 50 | 50,4 | 0,8 | 39 | 25 | 55 |
63 | 63 | 63,4 | 0,9 | 49 | 25 | 63 |
75 | 75 | 75,5 | 1,2 | 59 | 25 | 70 |
90 | 90 | 90,6 | 1,4 | 71 | 28 | 79 |
110 | 110 | 110,7 | 1,7 | 87 | 32 | 82 |
125 | 125 | 125,8 | 1,9 | 99 | 35 | 87 |
140 | 140 | 140,9 | 2,1 | 111 | 38 | 92 |
160 | 160 | 161,0 | 2,4 | 127 | 42 | 98 |
180 | 180 | 181,1 | 2,7 | 143 | 46 | 105 |
200 | 200 | 201,2 | 3,0 | 159 | 50 | 112 |
225 | 225 | 226,4 | 3,4 | 179 | 55 | 120 |
250 | 250 | 251,5 | 3,8 | 199 | 60 | 129 |
280 | 280 | 281,7 | 4,2 | 223 | 75 | 139 |
315 | 315 | 316,9 | 4,8 | 251 | 75 | 150 |
355 | 355 | 357,2 | 5,4 | 283 | 75 | 164 |
400 | 400 | 402,4 | 6,0 | 319 | 75 | 179 |
450 | 450 | 452,7 | 6,8 | 359 | 100 | 195 |
500 | 500 | 503,0 | 7,5 | 399 | 100 | 212 |
560 | 560 | 563,4 | 8,4 | 447 | 100 | 235 |
630 | 630 | 633,8 | 9,5 | 503 | 100 | 255 |
| ||||||
6.4.2 Толщина стенки конца под сварку
Толщина стенки конца под сварку должна быть не менее минимальной толщины стенки трубы, за исключением области между торцевой плоскостью и плоскостью, параллельной ей, расположенной на расстоянии не более (
![]() мм), где допускается уменьшение толщины; например, при наличии фаски толщина
мм), где допускается уменьшение толщины; например, при наличии фаски толщина для малых размеров равна не менее 2,3 или 3,0 мм, в зависимости от серии трубы.
6.4.3 Толщина стенки корпуса фитинга
Толщина стенки корпуса фитинга , измеренная в любой точке, должна быть не менее номинальной толщины стенки трубы
.
Любые изменения толщины стенки в теле фитинга должны быть плавными для предотвращения концентрации напряжений.
6.4.4 Другие размеры
Другие размерные характеристики фитингов, принятые каждым изготовителем, такие как габаритные размеры или требования к зажимным устройствам, должны быть установлены в конструкторской документации изготовителя.
6.5 Размеры фитингов для раструбной сварки
Характеристики и размеры представлены в приложении А.
6.6 Размеры механических фитингов
6.6.1 Общие требования
Размеры механических фитингов должны обеспечивать сборку с трубами по ГОСТ Р 58121.2.
Фитинги должны быть спроектированы и изготовлены для возможности как наземной, так и подземной прокладки. Предварительно собранные механические фитинги не подлежат демонтажу.
Конструкция фитингов не должна приводить к деформации труб при монтаже.
При необходимости конструкция фитинга может включать средства крепления и противосдвиговые муфты.
При сборке фитингов не допускается нанесение резьбы на трубах.
6.6.2 Механические фитинги с трубными концами из полиэтилена
Трубные концы из полиэтилена должны соответствовать требованиям 6.4.
6.6.3 Механические фитинги с электросварными раструбами из полиэтилена
Электросварные раструбы должны соответствовать требованиям 6.2.
6.6.4 Резьбы
Резьба на металлических концах в зависимости от применения должна соответствовать требованиям стандартов на резьбы, например ГОСТ 6211 и ГОСТ 6357.
7 Механические характеристики
7.1 Общие требования
Испытания проводят с использованием труб по ГОСТ Р 58121.2.
Образцы сварных соединений труб и фитингов должны быть собраны в соответствии с инструкциями изготовителя. При сборке образцов для испытания необходимо учитывать установленные допуски.
7.2 Требования
Перед испытанием в соответствии с таблицей 4 образцы кондиционируют при температуре (23±2)°С по ГОСТ 12423 в течение не менее 3 ч, если в применяемом методе не установлено иное.
При испытании в соответствии с методами механические характеристики фитингов должны соответствовать требованиям таблицы 4, как установлено для следующих типов фитингов:
- А - электросварные фитинги с раструбом и фитинги для раструбной сварки;
- В - электросварные седловые фитинги;
- С - фитинги с трубным концом.
7.3 Эксплуатационные характеристики
При применении 6.2.2 b) электросварные фитинги с раструбом должны дополнительно соответствовать требованиям таблицы 6.
7.4 Модификация фитингов
При модификации параметров фитинга или соединения изготовитель должен гарантировать соответствие такого соединения требованиям настоящего стандарта.
Таблица 4 - Механические характеристики
Показатель | Требование | Параметры испытания | Метод испытания | |
Параметр | Значение | |||
Стойкость к внутреннему | Без разрушения в | Заглушки | Тип А | ГОСТ ISO 1167-1, ГОСТ ISO 1167-4 |
гидростатическому давлению (100 ч | процессе испытания | Ориентация | Свободная | |
при 20°С) | Время кондиционирования при температуре испытания | В соответствии с ГОСТ ISO 1167-1 | ||
Число образцов для испытания | 3 | |||
Тип испытания | Вода в воде | |||
Кольцевое напряжение в трубе | ||||
ПЭ 80 | 9,0 МПа | |||
ПЭ 100 | 12,0 МПа | |||
Время испытания | 100 ч | |||
Температура испытания | 20°С | |||
Стойкость к внутреннему | Без разрушения в | Заглушки | Тип А | ГОСТ ISO 1167-1, ГОСТ ISO 1167-4 |
гидростатическому давлению (165 ч | процессе испытания | Ориентация | Свободная | |
при 80°С) | Время кондиционирования при температуре испытания | В соответствии с ГОСТ ISO 1167-1, ГОСТ ISO 1167-2 | ||
Число образцов для испытания | 3 | |||
Тип испытания | Вода в воде | |||
Кольцевое напряжение на трубе | ||||
ПЭ 80 | 4,5 МПа | |||
ПЭ100 | 5,4 МПа | |||
Время испытания | 165 ч | |||
Температура испытания | 80°С | |||
Стойкость к внутреннему | Без разрушения в | Заглушки | Тип А | ГОСТ ISO 1167-1, ГОСТ ISO 1167-4 |
гидростатическому давлению (1000 ч | процессе испытания | Ориентация | Свободная | |
при 80°С) | Время кондиционирования при температуре испытания | В соответствии с ГОСТ ISO 1167-1 | ||
Число образцов для испытания | 3 | |||
Тип испытания | Вода в воде | |||
Кольцевое напряжение на трубе | ||||
ПЭ 80 | 4,0 МПа | |||
ПЭ100 | 5,0 МПа | |||
Время испытания | 1000 ч | |||
Температура испытания | 80°С | |||
Стойкость к отрыву (А) | Длина хрупкого разрушения | Температура испытания | 23°С | ГОСТ Р 58121.1 (приложение ДБ) |
| Число образцов для испытания | По приложению ДА | и приложение ДА | |
Оценка стойкости сварного | Поверхность хрупкого | Температура испытания | 23°С | Приложение ДБ |
соединения к отрыву (В) | разрушения | Число образцов для испытания | По приложению ДБ | |
Стойкость к растяжению | До разрушения: пластический - | Температура испытания | 23°С | ГОСТ Р 58121.1 (приложение ДД) |
сварного стыкового соединения (С) | соответствует, хрупкое - не соответствует | Число образцов для испытания | В соответствии с ГОСТ Р 58121.1 | |
Стойкость к удару (В) | Без разрушения, | Температура испытания | 0°С | Приложение ДВ |
сохранение герметичности | Высота падения | 2 м | ||
Масса бойка | 2,5 кг | |||
Число образцов для испытания | По приложению ДВ | |||
Перепад давления (В) | Среда испытания | Источник воздуха | Приложение ДГ | |
Испытательное давление | 25 мбар | |||
Падение давления: | ||||
| 0,5 мбар | |||
| 0,1 мбар | |||
Число образцов для испытания | 1 | |||
| ||||
Таблица 5 - Кольцевое напряжение при 80°С и соответствующее минимальное время испытания
ПЭ 80 | ПЭ 100 | ||
Напряжение, МПа | Время испытания, ч | Напряжение, МПа | Время испытания, ч |
4,5 | 165 | 5,4 | 165 |
4,4 | 233 | 5,3 | 256 |
4,3 | 331 | 5,2 | 399 |
4,2 | 474 | 5,1 | 629 |
4,1 | 685 | 5,0 | 1000 |
4,0 | 1000 | - | - |
Таблица 6 - Требования, относящиеся к эксплуатационным характеристикам фитингов
Показатель | Требование | Параметры испытания | Метод испытания | |
Параметр | Значение | |||
Стойкость к постоянно | Разрушающее давление должно | Заглушки | Тип А, ГОСТ ISO 1167-1 | Приложение С |
возрастающему | быть больше, чем | Ориентация | Свободная | |
внутреннему давлению | давление, эквивалентное 2 MRS, рассчитанное для наиболее | Время кондиционирования при температуре испытания | 12 ч | |
толстостенных труб, | Тип испытания | Вода в воде | ||
для которых фитинги были разработаны | Минимальное давление, например: | |||
труба ПЭ 80, SDR 11 | 32 бар | |||
труба ПЭ 100, SDR 11 | 40 бар | |||
Скорость повышения давления | 5 бар/мин | |||
Температура испытания | 20°С | |||
Стойкость к воздействию растягивающей нагрузки | Отсутствие утечки или разрушения сварного соединения после удлинения трубы на 25% | Температура испытания | 23°С | Приложение D |
Примечание - 1 бар = 0,1 МПа = 10 | ||||
8 Физические характеристики
8.1 Кондиционирование
Перед испытанием в соответствии с таблицей 7 образцы кондиционируют при температуре (23±2)°С по ГОСТ 12423 в течение не менее 3 ч, если в применяемом методе не установлено иное.
8.2 Требования
При испытаниях в соответствии с методом и параметрами физические характеристики трубы должны соответствовать требованиям таблицы 7.
Таблица 7 - Физические характеристики
Показатель | Требование | Параметры испытания | Метод испытания | |
Параметр | Значение | |||
Термостабильность (время | Более 20 мин | Температура испытания | 200°С | ГОСТ Р 56756 |
окислительной индукции) | Число образцов для испытания | 3 | ||
Атмосфера испытания | Кислород | |||
Масса образца | (15±2) мг | |||
Показатель текучести | ±20% изменение | Нагрузка | 5 кг | ГОСТ 11645 |
расплава (ПТР) | ПТР от номинального | Температура испытания | 190°С | |
значения партии, | Время | 10 мин | ||
использованной при изготовлении труб | Число образцов для испытания | По ГОСТ 11645 | ||
| ||||
9 Требование к системе
При соединении фитингов, соответствующих требованиям настоящего стандарта, друг с другом или с элементами трубопровода, соответствующими требованиям других частей системы стандартов ГОСТ Р 58121, полученные соединения должны соответствовать системе стандартов ГОСТ Р 58121.
10 Технические данные
Производитель фитингов должен гарантировать наличие технического описания (как правило, не подлежащего разглашению), содержащего все необходимые данные для подтверждения соответствия фитингов настоящему стандарту. Документ должен содержать результаты типовых испытаний и все данные, необходимые для прослеживаемости, если это необходимо.
Техническое описание производителя должно включать следующую информацию:
a) область применения;
1) предельные температуры применения труб и фитингов;
2) серию труб или стандартное размерное отношение;
3) овальность.
Примечание - Для электросварных фитингов больших размеров изготовителем может быть приведена дополнительно информация по требованию к овальности труб;
b) руководство по монтажу;
c) руководство по сварке;
1) параметры сварки с предельными значениями;
d) характеристики седловых отводов;
1) средства для присоединения (инструменты и/или зажимы);
2) необходимость сохранения зажима для обеспечения работоспособности соединения.
При испытании образцов соединений необходимо учитывать допуски при изготовлении, допуски при монтаже и колебания температуры окружающей среды при которых фитинг может эксплуатироваться.
11 Маркировка
11.1 Общие требования
11.1.1 Если иначе не установлено в таблице 8, маркировку наносят на поверхность фитинга или его элементов методом печати, термотиснением или формованием таким образом, чтобы после хранения, транспортирования и монтажа сохранялась ее разборчивость в течение всего периода эксплуатации фитинга.
Примечание - Изготовитель не несет ответственности за маркировку, ставшую неразборчивой в результате следующих действий при монтаже и эксплуатации: окрашивание, снятие верхнего слоя, использование покрытия или применение моющих средств, за исключением согласованных или установленных изготовителем.
11.1.2 Маркировка не должна приводить к образованию трещин или других повреждений, ухудшающих характеристики фитингов.
11.1.3 При нанесении маркировки методом печати цвет печатной информации должен отличаться от основного цвета фитинга.
11.1.4 Размер маркировки должен обеспечивать ее разборчивость без применения увеличительных приборов.
11.1.5 Маркировка не должна выходить за пределы минимальной длины трубного конца фитинга.
11.2 Минимальная требуемая маркировка
Минимальная требуемая маркировка должна соответствовать таблице 8.
Таблица 8 - Минимальная требуемая маркировка
Характеристика | Маркировка или обозначение |
Условное обозначение фитинга без наименования изделия | Пункт 11.4 |
Наименование и/или торговая марка изготовителя | Наименование и/или обозначение |
Номинальный наружный диаметр(ы) трубы, | Например, 110 |
Материал и обозначение | Например, ПЭ 100 |
Обозначение применяемой серии (например, SDR) | Например, SDR 11 |
Применимый диапазон SDR для привариваемой трубы | Например, SDR 11 - SDR 26 |
Для труб | Например: |
номинальный наружный диаметр | 200 |
SDR | SDR 11 |
Информация изготовителя | Для идентификации фитингов должны быть указаны следующие данные: |
Область применения | Например, ГАЗ |
| |
11.3 Дополнительная маркировка
Дополнительная информация, относящаяся к условиям сварки (например, время сварки и охлаждения) или крутящий момент (только для механических фитингов), может быть приведена на этикетке, прикрепляемой к фитингу или предоставляемой отдельно от фитинга.
Информация о кодах должна быть указана в соответствии с ГОСТ Р ИСО 12176-4.
11.4 Условное обозначение
Условное обозначение состоит из: наименования фитинга, краткой формы обозначения материала (ПЭ 80, ПЭ 100, где цифры обозначают десятикратное значение MRS), обозначения транспортируемой среды (ГАЗ), номинального диаметра(ов) (присоединительного) фитинга, стандартного размерного отношения (SDR) трубы, обозначения настоящего стандарта.
Примеры условных обозначений:
Тройник неравнопроходный ПЭ 80 ГАЗ 160x110 SDR 11 ГОСТ Р 58121.3-2018
11.5 Система распознавания параметров сварки
Электросварные фитинги должны иметь цифровую, электромеханическую или саморегулируемую систему распознавания параметров сварки в соответствии с ГОСТ Р ИСО 13950, предназначенную для определения параметров цикла сварки в целях обеспечения безопасности процесса сварки.
При использовании автоматического распознавания параметров сварки для электросварных фитингов она должна быть выполнена в соответствии с ГОСТ Р ИСО 13950.
12 Упаковка
Фитинги поставляются без упаковки или, если это необходимо для предотвращения повреждений, в индивидуальной защитной упаковке. Рекомендуется упаковывать фитинги в индивидуальные пакеты по ГОСТ 26663, картонные ящики по ГОСТ 13841 или коробки.
Упаковка должна препятствовать загрязнению поверхности фитингов, что может воспрепятствовать их нормальному соединению.
Картонная упаковка и/или индивидуальный пакет должны иметь не менее одной этикетки, на которой указываются наименование производителя, тип и размер детали, количество единиц изделий в таре и условия хранения, включая предельное время хранения, если оно предусмотрено.
Рекомендуется хранить фитинги в оригинальной упаковке до момента монтажа.
13 Правила приемки
13.1 Настоящий раздел устанавливает правила подтверждения соответствия фитингов, предназначенных для транспортирования газообразного топлива.
13.2 Фитинги принимают партиями. Партией считают количество фитингов одной конструкции и размера, изготовленных из одной партии сырья, сдаваемых одновременно и сопровождаемых одним документом о качестве. Размер партии устанавливается изготовителем и не должен превышать:
1000 - для фитингов диаметром 90 мм и менее;
500 - для фитингов диаметром от 110 до 225 мм;
200 - для фитингов диаметром от 315 до 500 мм;
100 - для фитингов диаметром более 500 мм.
Документ о качестве должен содержать:
- наименование и/или товарный знак предприятия-изготовителя;
- местонахождение (юридический и фактический адрес) предприятия-изготовителя;
- условное обозначение;
- номер партии и дату изготовления;
- размер партии (шт.);
- марку сырья;
- условия и сроки хранения;
- результаты испытаний и/или подтверждение о соответствии партии фитингов требованиям настоящего стандарта.
13.3 Для определения соответствия фитингов требованиям настоящего стандарта проводят приемо-сдаточные, периодические и типовые испытания.
Для проведения испытаний фитингов выбирают по одному представителю от типа фитингов ("А", "В" или "С") из каждой группы фитингов по номинальному наружному диаметру: группа 1 - менее 75 мм, группа 2 - от 75 до 225 мм включительно, группа 3 - от 250 до 630 мм. Результаты испытаний распространяют на всю группу диаметров с любым стандартным размерным отношением SDR.
13.4 При постановке на производство в соответствии с ГОСТ Р 15.301, изменении материалов и/или процесса производства проводят типовые испытания по показателям, указанным в таблице 9.
При получении неудовлетворительных результатов типовых испытаний проводят повторные испытания по показателю несоответствия на удвоенном количестве образцов.
Таблица 9 - Типовые испытания
Показатель | Метод испытания | Количество образцов |
Внешний вид | Пункт 5.1 настоящего стандарта | Три образца одного размера от группы и одного типа фитингов |
Цвет | Пункт 5.2 настоящего стандарта | Три образца одного размера от группы и одного типа фитингов |
Электрические характеристики (А), (В) | Пункт 5.5 настоящего стандарта | Пять образцов одного размера и одного типа фитингов |
Геометрические характеристики | ГОСТ Р ИСО 3126 | Три образца от партии |
Термостабильность (время окислительной индукции) | ГОСТ Р 56756 | Один образец одного размера от группы и одного типа фитингов |
Стойкость к внутреннему гидростатическому давлению (20°С, 100 ч) | ГОСТ ИСО 1167-1*; 1167-2* | Три образца одного размера от группы и одного типа фитингов |
Стойкость к внутреннему гидростатическому давлению (80°С, 165 ч) | ГОСТ ИСО 1167-1; 1167-2 | Три образца одного размера от группы и одного типа фитингов |
Стойкость к внутреннему гидростатическому давлению (80°С, 1000 ч) | ГОСТ ИСО 1167-1; 1167-2 | Один образец одного размера от группы и одного типа фитингов |
Стойкость к отрыву (А) | Таблица 4 настоящего стандарта | Один образец одного размера от группы фитингов |
Оценка стойкости сварного соединения к отрыву (В) | Один образец одного размера от группы и одного типа фитингов | |
Стойкость к растяжению сварного стыкового соединения (С) | Один образец одного размера от группы фитингов | |
Стойкость к удару (В) | Один образец одного размера от группы фитингов | |
Стойкость к постоянно возрастающему внутреннему давлению (А), (В) | Таблица 6 настоящего стандарта | Один образец одного размера и одного типа фитингов |
Перепад давления (В) | Таблица 4 настоящего стандарта | Один образец одного размера и одного типа фитингов |
Стойкость к воздействию растягивающей нагрузки (А) | Таблица 6 настоящего стандарта | Один образец одного размера и одного типа фитингов |
Изменение показателя текучести расплава | ГОСТ 11645 | Один образец одного размера от группы фитингов |
Таблица 9 (Поправка. ИУС N 2-2019).
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ ISO 1167-1-2013, ГОСТ ISO 1167-2-2013, соответственно, здесь и далее по тексту. - .
13.5 Приемо-сдаточные испытания проводят на каждой партии по показателям, указанным в таблице 10.
Отбор образцов для проведения испытания проводят методом случайной выборки. Допускается формировать объем выборки равномерно в процессе производства.
Если при приемо-сдаточных испытаниях хотя бы один образец по какому-либо показателю не соответствует требованиям настоящего стандарта, то проводят повторные испытания по этому показателю на удвоенном количестве образцов, отобранных от той же партии. В случае неудовлетворительных результатов повторных испытаний партию бракуют.
Таблица 10 - Приемо-сдаточные испытания
Показатель | Метод испытания | Количество образцов |
Внешний вид | Пункт 5.1 настоящего стандарта | Три образца от партии |
Цвет | Пункт 5.2 настоящего стандарта | Три образца от партии |
Электрические характеристики (А), (В) | Пункт 5.5 настоящего стандарта | 10% от объема партии |
Геометрические характеристики | Раздел 6 настоящего стандарта | Три образца от партии |
Маркировка | Раздел 11 настоящего стандарта | Один образец от партии |
Таблица 10 (Поправка. ИУС N 2-2019).
13.6 Для контроля стабильности качества продукции и возможности продолжения ее выпуска проводят периодические испытания по показателям, указанным в таблице 11.
Периодические испытания проводят на выборке, отобранной от партии, прошедшей приемо-сдаточные испытания.
При получении неудовлетворительных результатов периодических испытаний проводят повторные испытания по показателю несоответствия на удвоенном количестве образцов. В случае получения неудовлетворительных результатов повторных периодических испытаний партию фитингов бракуют. Выпуск продукции может быть продолжен после выявления и устранения причин, приведших к несоответствию, и получения положительного результата испытаний по данному показателю.
Таблица 11 - Периодические испытания
Показатель | Метод испытания | Количество образцов |
Стойкость к внутреннему гидростатическому давлению (80°С, 1000 ч) | ГОСТ ИСО 1167-1; 1167-2 | Три образца одного размера от группы и одного типа фитингов один раз в год |
Стойкость к отрыву (А) | Таблица 4 настоящего стандарта | Один образец одного размера, одного типа фитингов один раз в год |
Стойкость к растяжению сварного стыкового соединения (С) | Один образец одного размера, одного типа фитингов один раз в год | |
Стойкость к постоянно возрастающему внутреннему давлению (А), (В) | Таблица 6 настоящего стандарта | Один образец одного размера, одного типа фитингов один раз в год |
Стойкость к воздействию постоянной растягивающей нагрузки (А) | Один образец одного размера, одного типа фитингов один раз в год |
Таблица 11 (Поправка. ИУС N 2-2019).
14 Требования безопасности и охраны окружающей среды
14.1 Основные требования безопасности технологических процессов, хранения и транспортирования химических веществ должны соответствовать ГОСТ 12.3.030.
14.2 Образующиеся при производстве фитингов твердые отходы не токсичны, обезвреживания не требуют, подлежат уничтожению в соответствии с санитарно-эпидемиологическими нормами, предусматривающими порядок накопления, транспортирования, обезвреживания промышленных отходов.
14.3 Применительно к использованию, транспортированию и хранению труб специальные условия к охране окружающей среды не применяются.
15 Хранение
15.1 Фитинги хранят по ГОСТ 15150-69 (раздел 10) в условиях 5 (навесы в макроклиматических районах с умеренным и холодным климатом) и должны быть защищены от воздействия прямых солнечных лучей. При хранении в отапливаемых помещениях фитинги хранят на расстоянии не менее 1 м от нагревательных приборов. Допускается хранение фитингов в условиях 8 (открытые площадки в макроклиматических районах с умеренным и холодным климатом) сроком не более 6 мес, при этом электросварные фитинги должны быть защищены от попадания влаги.
16 Гарантии изготовителя
16.1 Изготовитель гарантирует соответствие фитингов требованиям настоящего стандарта при соблюдении условий хранения.
16.2 Гарантийный срок - два года с даты продажи.
Приложение А
(обязательное)
Фитинги с раструбом
При использовании размеры фитингов с раструбом должны соответствовать требованиям таблиц А.1 и А.2. Внутренний диаметр в основании фитинга не должен превышать диаметр на входе.
Таблица А.1 - Размеры раструба для фитингов номинального размера от 16 до 63 мм включительно
Размеры в миллиметрах
Номинальный размер | Номинальный внутренний | Средний внутренний диаметр раструба | Овальность | Минимальный проход | Базовая длина | Нагреваемая длина раструба | Глубина захода трубы в раструб | |||||
DN/OD | диаметр раструба | на входе | в основании | раструба |
|
|
| |||||
|
|
|
| max |
|
|
| |||||
16 | 16 | 15,2 | 15,5 | 15,1 | 15,4 | 0,4 | 9 | 13,3 | 10,8 | 13,3 | 9,8 | 12,3 |
20 | 20 | 19,2 | 19,5 | 19,0 | 19,3 | 0,4 | 13 | 14,5 | 12,0 | 14,5 | 11,0 | 13,5 |
25 | 25 | 24,1 | 24,5 | 23,9 | 24,3 | 0,4 | 18 | 16,0 | 13,5 | 16,0 | 12,5 | 15,0 |
32 | 32 | 31,1 | 31,5 | 30,9 | 31,2 | 0,5 | 25 | 18,1 | 15,6 | 18,1 | 14,6 | 17,1 |
40 | 40 | 39,1 | 39,4 | 38,8 | 39,2 | 0,5 | 31 | 20,5 | 18,0 | 20,5 | 17,0 | 19,5 |
50 | 50 | 48,9 | 49,4 | 48,7 | 49,2 | 0,6 | 39 | 23,5 | 21,0 | 23,5 | 20,0 | 22,5 |
63 | 63 | 62,0* | 62,4* | 61,6 | 62,1 | 0,6 | 49 | 27,4 | 24,9 | 27,4 | 23,9 | 26,4 |
* При применении зажимов для восстановления первоначальной формы трубы максимальный диаметр 62,4 мм может быть увеличен на 0,1 мм до значения 62,5 мм. И наоборот, при применении зачистки минимальный диаметр может быть уменьшен на 0,1 мм до 61,9 мм. | ||||||||||||
Таблица А.2 - Размеры раструба для фитингов номинального размера от 75 до 125 мм включительно
Размеры в миллиметрах
Номинальный размер | Средний наружный диаметр трубы | Номинальный внутренний | Средний внутренний диаметр раструба | Овальность | Мини- | Базовая длина | Нагреваемая длина раструба | Глубина захода трубы в раструб | ||||||
DN/OD | диаметр раструба | на входе | в основании | проход | раструба |
|
|
| ||||||
|
|
|
|
|
|
|
|
| ||||||
75 | 75,0 | 75,5 | 75 | 74,3 | 74,8 | 73,0 | 73,5 | 0,7 | 59 | 30 | 26 | 30 | 25 | 29 |
90 | 90,0 | 90,6 | 90 | 89,3 | 89,9 | 87,9 | 88,5 | 1,0 | 71 | 33 | 29 | 33 | 28 | 32 |
110 | 110,0 | 110,6 | 110 | 109,4 | 110,0 | 107,7 | 108,3 | 1,0 | 87 | 37 | 33 | 37 | 32 | 36 |
125 | 125,0 | 125,6 | 125 | 124,4 | 125,0 | 122,6 | 123,2 | 1,0 | 99 | 40 | 36 | 40 | 35 | 39 |
Примечание - Максимальное значение | ||||||||||||||
|
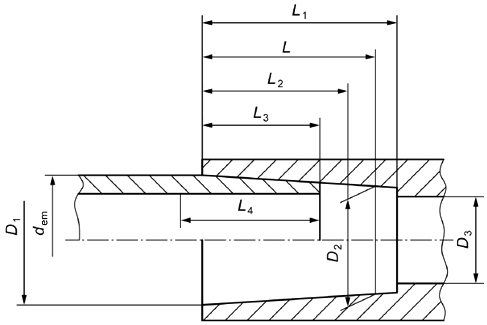
- средний внутренний диаметр входного отверстия раструба, т.е. средний диаметр окружности расширяющейся части раструба на пересечении с плоскостью входного отверстия раструба;
- средний внутренний диаметр основания раструба, т.е. средний диаметр окружности в плоскости, параллельной плоскости входного отверстия на расстоянии
, которое является базовой длиной раструба;
- минимальное проходное сечение, т.е. минимальный диаметр канала для прохождения транспортируемой среды внутри фитинга;
- базовая длина раструба, т.е. теоретическая минимальная длина раструба, используется при расчетах;
- фактическая длина раструба, от входного отверстия до внутреннего упора (если есть);
- нагреваемая длина фитинга, т.е. длина проникновения нагретого инструмента в раструб;
- глубина захода, т.е. глубина захода нагретого конца трубы в раструб;
- нагреваемая длина трубы, т.е. глубина проникновения конца трубы в нагретый инструмент;
- средний наружный диаметр трубы
Рисунок А.1 - Раструб и труба. Обозначения размеров
Приложение В
(справочное)
Примеры типовых контактных узлов электросварных фитингов
В.1 Общие положения
На рисунках В.1 и В.2 приведены примеры типовых контактных узлов, применяемых при сварке напряжением, меньшим или равным 48 В (типы А и В).
|
- рабочая часть;
- наружный диаметр защитной втулки,
11,8;
- диаметр рабочей части клеммы,
4,00±0,1;
- внутренний диаметр защитной втулки,
9,5±1,0;
- максимальный габаритный диаметр в основании клеммы,
6,0;
- внутренняя глубина защитной втулки,
12,0;
- расстояние между торцом защитной втулки и рабочей частью клеммы,
3,2±0,5; а - высота рабочей части клеммы
, соответствующая
![]()
Рисунок В.1 - Контактный узел типа А
|
- рабочая часть,
- наружный диаметр защитной втулки,
13,00±0,5;
- диаметр рабочей части клеммы,
4,70±0,1;
- внутренний диаметр защитной втулки,
10,0-0,1/+0,5;
- внутренняя глубина защитной втулки,
15,5;
- расстояние между торцом защитной втулки и рабочей частью клеммы,
4,5±0,5
Рисунок В.2 - Контактный узел типа В
В.2 На рисунке В.3 приведен пример типового контактного узла, применяемого для сварки напряжением до 250 В включительно (тип С).
|
- рабочая часть;
- наружный диаметр защитной втулки,
![]() ;
; - диаметр рабочей части клеммы,
2,0±0,1;
- внутренний диаметр защитной втулки,
![]() ;
; - расстояние между торцом защитной втулки и рабочей частью клеммы,
должно быть достаточным, чтобы обеспечить степень защиты IP 2Х по ГОСТ 14254; а - высота рабочей части клеммы
, соответствующая 7,0
Рисунок В.3 - Контактный узел типа С
Приложение С
(обязательное)
Метод испытания на стойкость к непрерывно возрастающему до разрыва внутреннему давлению
С.1 Сущность метода
Испытуемый образец, представляющий собой соединение электросварного фитинга с одной или несколькими трубами, имеющими уменьшенную свободную длину, достаточную для предотвращения разрушения труб и создания условия для предпочтительного разрушения фитинга или соединения труба/фитинг, помещают в термостатируемую камеру и подвергают воздействию непрерывно возрастающему до разрушения образца внутреннего давления. Метод применяется для определения разрушающего давления соединения фитинг/труба при кратковременном испытании.
С.2 Аппаратура
С.2.1 Термостатируемая камера, соответствующая требованиям ГОСТ ISO 1167-1 и обеспечивающая постоянную температуру (20±2)°С.
С.2.2 Оборудование для создания давления, соответствующее требованиям ГОСТ ISO 1167-1 и позволяющее постепенно, со скоростью (5±1) бар/мин, повышать внутреннее гидравлическое давление до разрушения испытуемого образца.
С.2.3 Прибор для измерения давления, обеспечивающий точность не менее 1% от диапазона показаний шкалы и имеющий стрелку, которая указывает максимальное достигнутое давление.
Следует использовать прибор, диапазон измерений которого должен быть таким, чтобы значение разрушающего давления находилось приблизительно посередине шкалы. Рекомендуется использовать прибор, снабженный средствами защиты от перепадов давления.
Прибор должен быть расположен таким образом, чтобы фиксировал внутреннее давление в испытуемом образце без влияния перепадов давления в подающей линии.
С.3 Образец для испытания
Образец для испытания представляет собой соединение, состоящее из одного или более электросварных фитингов, соединенных с трубами из ПЭ, свободная длина труб между фитингами любого типа не должна превышать .
Используют трубы, имеющие максимальную толщину стенки, для которых предназначен фитинг.
Образец закрывают концевыми заглушками типа А в соответствии с ГОСТ ISO 1167-1.
С.4 Проведение испытания
На образец для испытания устанавливают заглушки и заполняют водой при окружающей температуре.
Присоединяют к источнику давления и удаляют воздух из образца.
Образец термостатируется при температуре (20±2)°С в течение времени, не менее установленного в ГОСТ ISO 1167-1 для соответствующей толщины стенки.
Равномерно, со скоростью (5±1) бар/мин, повышают давление до разрушения испытуемого образца.
Фиксируют разрушающее давление.
Образец осматривают и фиксируют место и тип разрушения.
С.5 Протокол испытания
Протокол испытания должен содержать следующую информацию:
- ссылку на настоящий стандарт;
- сведения, необходимые для идентификации испытанных труб и фитингов, включая информацию об изготовителе, тип материала, размеры;
- параметры сварки при сборке образца для испытания;
- разрушающее давление;
- место разрушения;
- тип разрушения (например, пластический по фитингу и хрупкий вдоль сварного шва);
- любые факторы, которые могут оказать влияние на результат испытания (таким как непредвиденные ситуации или условия работы), не указанные в настоящем приложении;
- дату проведения испытания.
Приложение D
(обязательное)
Испытание на растяжение соединения фитинг/труба
D.1 Сущность метода
Испытуемый образец, представляющий собой соединение электросварного фитинга и двух труб из ПЭ, подвергается воздействию увеличивающейся растягивающей нагрузки при постоянной скорости растяжения до возникновения пластического разрушения трубы. Испытание проводят при постоянной температуре и предназначено для моделирования создания продольной растягивающей нагрузки, возникающей в трубопроводе вследствие внешних механических воздействий. Разрушение фитинга или в зоне поверхности сварки не является разрушением.
D.2 Аппаратура
Аппаратура должна соответствовать требованиям ГОСТ Р 53652.1 с учетом дополнительного требования, что разрывная машина должна обеспечивать скорость раздвижения зажимов (5±1,25) мм/мин и поддерживать ее до достижения 25%-ного удлинения испытуемого образца.
D.3 Образец для испытания
Образец для испытания представляет собой соединение труба/фитинг/труба. Соединение должно быть смонтировано в соответствии с инструкциями изготовителя и требованиями ГОСТ Р ИСО 11413, ГОСТ Р ИСО 12176-2 - для электросварных соединений, и ГОСТ Р ИСО 11414, ГОСТ Р ИСО 12176-1 - для соединений, изготовленных сваркой встык. Свободная длина труб должна быть не менее трех номинальных наружных диаметров , но не менее 250 мм.
В случае, если 180 мм и/или выполнение испытания на растяжение сборного соединения выходит за пределы возможностей имеющегося испытательного оборудования, допускается проводить испытание на сегменте такого соединения. Однако при этом необходимо подтвердить корреляцию результатов испытаний, проведенных на сегментах и полном соединении труба/фитинг/труба.
Примечание - При проведении испытания на сегменте соединения герметичность образца не контролируют.
D.4 Проведение испытания
Образец для испытания кондиционируют при температуре (23±2)°С в течение времени, указанного в ГОСТ ISO 1167-1, испытание проводят не ранее чем через 24 ч после монтажа соединения.
Образец закрепляют в зажимах разрывной машины таким образом, чтобы ось образца совпадала с направлением приложения нагрузки. Образец растягивают с постоянной скоростью 5 мм/мин до достижения 25%-ного удлинения испытуемого образца.
Образцы, которые выскользнули из зажимов в процессе испытания заменяют другими.
D.5 Протокол испытания
Протокол испытания должен содержать следующую информацию:
- ссылку на настоящий стандарт;
- сведения, необходимые для идентификации испытанных труб и фитингов, включая информацию об изготовителе, тип материала, размеры;
- параметры сварки при сборке образца для испытания;
- температуру испытания;
- целостность фитинга и поверхности сварки после 25%-ного удлинения испытуемого образца;
- любые факторы, которые могут оказать влияние на результат испытания (таким как непредвиденные ситуации или условия работы), не указанные в настоящем приложении;
- дату проведения испытания.
Приложение ДА
(обязательное)
Определение стойкости к отрыву при сплющивании электросварных фитингов с раструбом
_______________
Настоящее приложение заменяет ссылку на международный стандарт ИСО 13955 [1], не принятый в качестве национального.
ДА.1 Сущность метода
Образец в виде сектора фитинга, предварительно сваренный с трубой и разрезанный вдоль оси, подвергают испытанию на сплющивание между плитами. Определяют тип разрушения и процент отрыва (в виде хрупкого разрушения).
Испытание проводят при температуре (23±2)°С.
ДА.2 Аппаратура
Испытательная машина, снабженная плитами, обеспечивающая постоянную скорость сжатия (100±10) мм/мин.
ДА.3 Подготовка к испытанию
ДА.3.1 Образец представляет собой сектор, вырезанный вдоль оси из сварного соединения с двумя отрезками труб, форма и размеры которого должны соответствовать таблице ДА.1 и рисунку ДА.1. Испытание проводят на двух образцах.
Таблица ДА.1
Номинальный диаметр трубы | Число секторов | Угол | Минимальная свободная длина трубы с каждой стороны фитинга |
16 | 2 | 180° | 2 |
90 | 4 | 90° | 2 |
|
Рисунок ДА.1 - Подготовка испытуемых образцов
ДА.3.2 Перед испытанием образцы кондиционируют не менее 2 ч при температуре (23±2)°С, при этом испытание проводят не ранее чем через 24 ч после монтажа соединения, включая время кондиционирования.
ДА.4 Проведение испытания
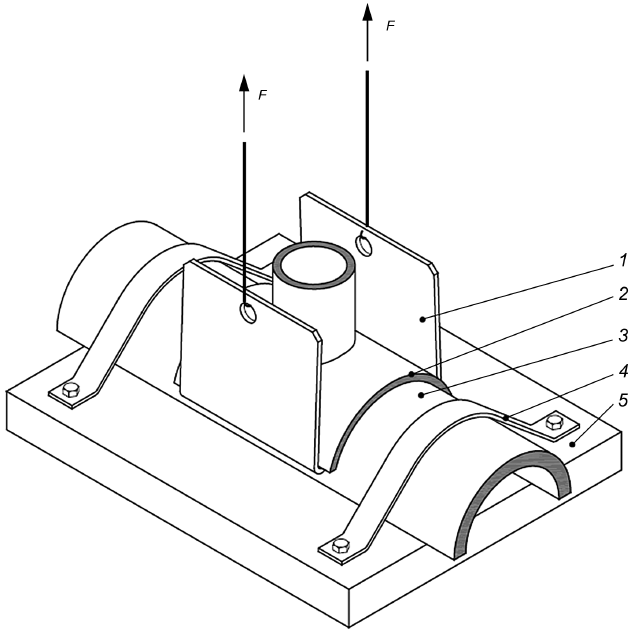
ДА.4.1 Испытуемый образец устанавливают между плитами, как показано на рисунке ДА.2 и осуществляют сближение плит со скоростью (100±10) мм/мин до тех пор, пока расстояние между ними не сократится до удвоенной толщины стенки трубы, вследствие полного сплющивания.
|
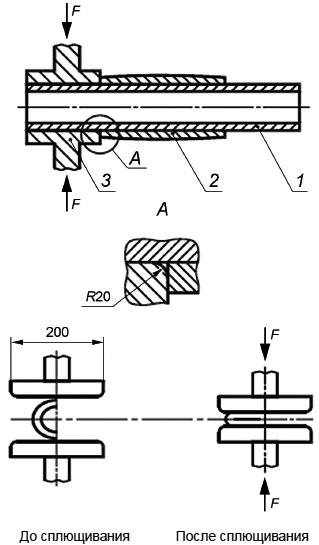
1 - труба; 2 - фитинг; 3 - плита
Рисунок ДА.2 - Расположение образцов между плитами испытательной машины
ДА.4.2 После снятия нагрузки образец визуально осматривают, определяя тип разрушения - хрупкий или пластический - и место разрушения, например, по трубе, по фитингу, между витками или по границе раздела. При наличии отрыва измеряют расстояние между первым и последними витками закладного нагревателя в зоне сварки, которое принимают за длину шва и длину хрупкого разрушения сварного шва
. Для удобства измерения допускается дополнительное разрезание образца любым режущим инструментом в продольном и поперечном направлениях.
ДА.4.3 Стойкость к отрыву при сплющивании , %, вычисляют по формуле
![]() , (ДА.1)
, (ДА.1)
где - длина хрупкого отрыва сварного шва, мм;
- длина сварного шва - расстояние между первым и последним витками закладного нагревателя, мм.
ДА.5 Протокол испытания
Протокол испытания должен содержать следующую информацию:
- ссылку на настоящий стандарт;
- сведения, необходимые для идентификации испытанных образцов;
- материалы, из которых изготовлены компоненты испытуемого соединения;
- номинальный размер фитинга;
- размеры труб перед соединением (средний диаметр, овальность, толщина стенки и длина);
- размеры испытуемого образца, включая свободную длину труб после раструба;
- условия сварки образца для испытания;
- температуру проведения испытания;
- число испытанных образцов;
- время кондиционирования и время выдержки образца между сваркой и вырубкой;
- для электросварных седловых отводов: величину силы сжатия, когда расстояние между плитами достигло значения удвоенной толщины стенки;
- процент отрыва, площадь хрупкого разрушения;
- в случае разрушения - тип и место разрушения;
- наблюдения, сделанные во время и после испытания;
- дату проведения испытания;
- наименование испытательной лаборатории.
Приложение ДБ
(обязательное)
Оценка стойкости к отрыву сварного соединения
_______________
Настоящее приложение заменяет ссылку на международный стандарт ИСО 13956 [2], не принятый в качестве национального.
ДБ.1 Сущность метода
К седловому отводу, приваренному к трубе электросваркой или с помощью нагретого инструмента, прикладывают нагрузку. Пластичность сварного шва характеризуется типом разрушения сварного шва и определением процента отрыва.
ДБ.2 Аппаратура
ДБ.2.1 Основные положения
Оборудование для проведения испытания должно включать оборудование для растяжения типа А.1 или А.2, как показано на рисунке ДБ.1 или ДБ.2 соответственно, или компрессионное оборудование типа В, как показано на рисунке ДБ.3. Для номинального наружного диаметра 250 мм может применяться оборудование типа С, как показано на рисунке ДБ.4.
ДБ.2.2 Оборудование для растяжения. Тип А.1 или А.2.
Оборудование должно включать:
ДБ.2.2.1 Разрывную машину, способную обеспечивать скорость (100±10) мм/мин и усилие, достаточное для отрыва седлового отвода от трубы.
ДБ.2.2.2 Нагружающий стержень, с наружным диаметром не менее номинального наружного диаметра трубы и способный вращаться.
ДБ.2.2.3 Зажимное устройство, подходящее для фиксации седлового отвода и позволяющее отделить его от трубы.
Примечание - Зажимное устройство типа А.1 позволяющее симметрично нагружать седловой отвод с обеих сторон (например, как показано на рисунке ДБ.1), зажимное устройство типа А.2 - только с одной стороны (как показано на рисунке ДБ.2).
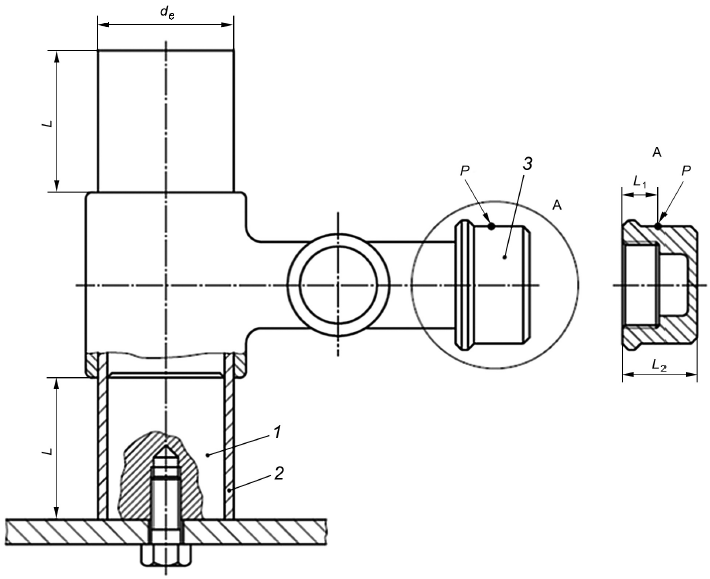
|
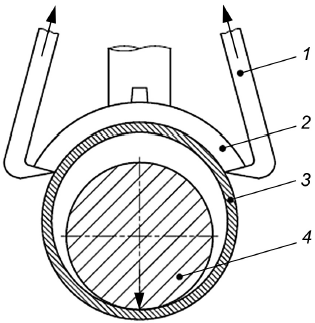
1 - зажимное устройство; 2 - седловой отвод из ПЭ; 3 - труба из ПЭ; 4 - нагружающий стержень
Рисунок ДБ.1 - Оборудование типа А.1
|
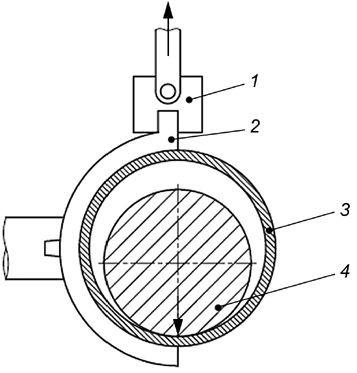
1 - зажимное устройство, способное вращать точку приложения нагрузки; 2 - седловой отвод из ПЭ; 3 - труба из ПЭ; 4 - нагружающий стержень
Рисунок ДБ.2 - Оборудование типа А.2
ДБ.3 Компрессионное оборудование - Тип В
Оборудование должно включать:
ДБ.3.1 Компрессионное оборудование (пресс), способное обеспечить скорость сжатия (100±10) мм/мин, и усилие, достаточное для отрыва седлового отвода от трубы.
ДБ.3.2 Нагружающий стержень, с наружным диаметром не менее номинального наружного диаметра трубы.
ДБ.3.3 Зажимное устройство, подходящее для фиксации или поддержки седлового отвода и позволяющее отделить его от трубы (например, как показано на рисунке ДБ.3).
|
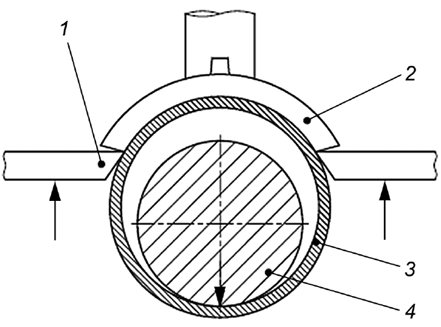
1 - зажимное устройство; 2 - седловой отвод из ПЭ; 3 - труба из ПЭ; 4 - нагружающий стержень
Рисунок ДБ.3 - Компрессионное оборудование типа В
ДБ.4 Оборудование - Тип С
Оборудование должно включать:
ДБ.4.1 Разрывную машину, способную обеспечивать скорость (100±10) мм/мин, и усилие, достаточное для отрыва седлового отвода от трубы.
ДБ.4.2 Зажимное устройство, подходящее для фиксации или поддержки седлового отвода и позволяющее отделить его от трубы (как показано на рисунке ДБ.4).
ДБ.4.3 Опорная плита с зажимами, подходящая для фиксации трубы к опорной плите за пределами седлового отвода (например, как показано на рисунке ДБ.4).
|
1 - зажимное устройство; 2 - седловой отвод из ПЭ; 3 - труба из ПЭ; 4 - фиксирующий зажим; 5 - опорная плита; - сила отрыва
Рисунок ДБ.4 - Оборудование типа С
ДБ.5 Образец для испытания
ДБ.5.1 Подготовка образца для испытания
ДБ.5.1.1 Трубы и элементы должны быть смонтированы в соответствии с инструкцией изготовителя и ГОСТ Р ИСО 11413.
ДБ.5.1.2 Если не установлено иное, напорная труба не должна быть перфорирована.
ДБ.5.1.3 Свободная длина трубы по обоим сторонам от седлового отвода должна быть не менее 0,1, где
- номинальный наружный диаметр трубы. Для проведения испытания с применением оборудования типа С свободная длина трубы должна быть достаточной для крепления в фиксирующих зажимах.
ДБ.5.1.4 Для проведения испытания с применением оборудования типа С трубы должны быть разрезаны вдоль оси, как показано на рисунке ДБ.4.
ДБ.5.1.5 Все винты, болты и другие фиксирующие приспособления (такие как хомут, если применяется) должны быть удалены.
ДБ.5.1.6 Для удобства боковые патрубки седлового отвода могут быть удалены.
Примечание - Толщина стенки может оказывать влияние на величину прилагаемого усилия.
ДБ.5.2 Число образцов для испытания
Если иначе не указано в стандарте на изделие, испытание проводят на трех образцах.
ДБ.6 Кондиционирование
Испытание проводят не ранее чем через 24 ч после монтажа.
Перед проведением испытания образцы кондиционируют в течение не менее 6 ч при температуре (23±2)°С.
ДБ.7 Проведение испытания
Испытание проводят при температуре (23±2)°С.
а) Для типов А.1, А.2 и В нагружающий стержень помещают внутри трубы, для типа С трубу фиксируют на опорной плите непосредственно за пределами седлового отвода.
б) Расположение испытуемого образца и зажимного устройства должно обеспечивать отрыв седлового отвода от трубы со скоростью (100±10) мм/мин.
в) Нагрузку прикладывают до полного отрыва или разрушения одной из частей испытуемого образца. Если образец выскользнул из зажимов, испытание может быть продолжено после переустановки зажимов.
При проведении испытания по типу А.2, допускается переустановка зажимов на другую сторону седлового отвода. В случае, если отрыв не достигается, испытание может быть проведено при более низкой скорости (25±5) мм/мин.
г) Испытуемый образец осматривают и фиксируют расположение разрушения (т.е. на трубе или седловом отводе, между витками или по сварному шву), тип разрушения, и наблюдается или нет хрупкое разрушение. Примеры разрушения показаны на рисунках ДБ.5 и ДБ.6.
д) Измеряют и фиксируют максимальную длину хрупкого разрушения в радиальном направлении к зоне сварки и полную длину зону сварки в этом направлении у.
е) Рассчитывают процент отрыва по следующей формуле:
![]() . (ДБ.1)
. (ДБ.1)
ж) Измеряют и фиксируют площадь хрупкого разрушения в зоне сварки ().
и) Рассчитывают процент отрыва по следующей формуле:
![]() , (ДБ.2)
, (ДБ.2)
где - теоретическая общая зона сварки, как заявлено изготовителем или измерено на фитинге.
|
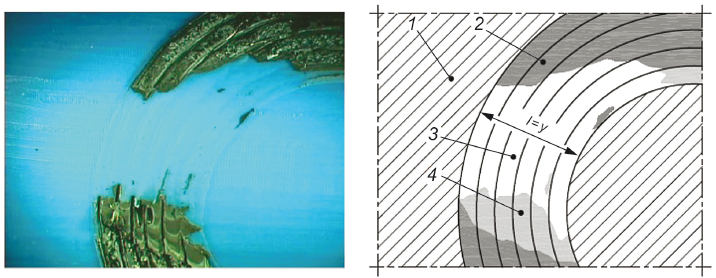
1 - поверхность трубы; 2 - пластическое разрушение; 3 - хрупкое разрушение без адгезии с поверхностью сварки; 4 - хрупкое разрушение между витками закладного нагревателя; - максимальная длина хрупкого разрушения;
- общая длина зоны сварки
Рисунок ДБ.5 - Пример хрупкого разрушения на поверхности сварки
|

1 - поверхность трубы; 2 - пластическое разрушение; 3 - хрупкое разрушение между витками закладного нагревателя; - максимальная длина хрупкого разрушения;
- общая длина зоны сварки
Рисунок ДБ.6 - Пример пластического разрушения в зоне витков закладного нагревателя
ДБ.8 Протокол испытания
Протокол испытания должен содержать следующую информацию:
- ссылку на настоящий стандарт;
- сведения, необходимые для идентификации испытанных компонентов;
- номинальный размер седлового отвода;
- размеры труб, включая номинальный диаметр, толщину или SDR, MRS;
- условия сварки образцов для испытания;
- температуру испытания;
- скорость испытания;
- число испытанных образцов;
- тип испытания (тип А.1 или А.2), сжатие (тип В) или тип С;
- для каждого образца - тип разрушения, т.е. хрупкое или пластическое и все особенности, включая отрыв от поверхности, разрыв между витками, текучесть трубы или седлового отвода. При 25% или
12% рекомендуется прикладывать фото соответствующей поверхности разрушения;
- процент отрыва, и
;
- наблюдения, сделанные во время и после испытания;
- любые факторы, которые могут оказать влияние на результат испытания (такие как непредвиденные ситуации или условия работы);
- наименование испытательной лаборатории;
- дату проведения испытания.
Приложение ДВ
(обязательное)
Определение стойкости к удару электросварных седловых Т-образных отводов
_______________
Настоящее приложение заменяет ссылку на международный стандарт ИСО 13957 [3], не принятый в качестве национального.
ДВ.1 Сущность метода
Метод заключается в нанесении удара грузом, падающим с постоянной высоты, по крышке электросварного седлового Т-образного отвода, приваренного к трубе. Испытание проводят при температуре (0±2)°С.
После нанесения двух ударов по противоположным сторонам крышки седловой отвод осматривают на наличие разрушения и проверяют герметичность (воздухом).
ДВ.2 Аппаратура
Вертикальный копер, направляющие которого позволяют бойку падать вертикально и свободно со скоростью в момент удара по отводу не менее чем 95% от заданной. Боек (цилиндрической формы) со сферическим наконечником диаметром 50 мм. Масса бойка - (2500±20) г.
Держатель образца, представляющий собой жестко закрепленный стальной сердечник, способный удерживать испытуемый образец в положении, показанном на рисунке ДВ.1, не допускающем вращения образца в течение испытания.
|
1 - стальной сердечник; 2 - труба; 3 - крышка седлового отвода; ![]() ;
; ![]() ;
; - место нанесения удара
Рисунок ДВ.1 - Образец для испытания
ДВ.3 Подготовка к испытанию
ДВ.3.1 Образец для испытания представляет собой соединение электросварного седлового Т-образного отвода и трубы с длиной свободных концов, приблизительно равной номинальному диаметру трубы
. Сварку образцов проводят в соответствии с инструкцией изготовителя.
Испытания на удар проводят не менее чем через 24 ч после сварки образца.
ДВ.3.2 Перед испытанием на удар образцы кондиционируют при температуре (0±2)°С в течение не менее 4 ч в воздушной среде или не менее 2 ч в жидкой среде.
ДВ.4 Проведение испытания
ДВ.4.1 Испытания по ДВ.4.2-ДВ.4.4 проводят в течение не более 30 с после извлечения испытуемого образца из кондиционируемой среды. Если это время превышается, испытуемый образец подвергают повторному кондиционированию в течение не менее 5 мин, если он находился вне кондиционируемой среды не более 3 мин.
ДВ.4.2 Устанавливают испытуемый образец на стальной сердечник соответствующего размера, как показано на рисунке ДВ.1.
ДВ.4.3 Наносят удар бойком по крышке с высоты (2000±10) мм вдоль оси, параллельной оси трубы, к которой приварен седловой отвод. Точка удара должна быть расположена, по возможности, на цилиндрической части крышки в ее середине.
ДВ.4.4 Поворачивают образец, чтобы нанести удар по противоположной части крышки.
ДВ.4.5 Повторяют операцию по ДВ.4.1-ДВ.4.3 при тех же условиях.
ДВ.4.6 Образец осматривают без применения увеличительных приборов и отмечают наличие трещин или разрушений.
ДВ.4.7 После испытания на удар образцы подвергают испытанию на герметичность при давлении воздуха 0,25·10 МПа (25 мбар) и температуре воды (23±2)°С.
Установка для испытания на герметичность состоит из источника давления, запорного вентиля, манометра, ванны с водой.
Испытуемый образец подсоединяют к источнику давления, погружают в ванну с водой, подают испытательное давление от источника давления через запорный вентиль, перекрывают его в момент достижения испытательного давления, выдерживают в течение не менее 15 мин.
Нарушение герметичности определяют по падению давления или по пузырькам газа, выходящим из испытуемого образца.
ДВ.5 Протокол испытания
Протокол испытания должен содержать следующую информацию:
- ссылку на настоящий стандарт;
- сведения, необходимые для идентификации образца (включая тип материала, наименование изготовителя, размеры трубы и седлового Т-образного отвода);
- температуру испытания;
- массу бойка;
- высоту падения;
- число испытанных образцов;
- тип разрушения;
- наблюдения, сделанные во время испытания;
- любые факторы, которые могут оказать влияние на результат испытания (такие как непредвиденные ситуации или условия работы);
- наименование испытательной лаборатории;
- дату проведения испытания.
Приложение ДГ
(обязательное)
Определение зависимости между расходом и перепадом давления газа
_______________
Настоящее приложение заменяет ссылку на международный стандарт ИСО 17778 [4], не принятый в качестве национального.
ДГ.1 Общие положения
Метод позволяет определить зависимость между расходом и перепадом давления транспортируемой газообразной среды при прохождении компонентов трубопроводной системы. Для оценки величины перепада давления при постоянном рабочем давлении измеряют, в установленных граничных значениях, среднее значение скорости прохождения воздуха через компонент трубопровода. Значение для других газов может быть рассчитано на основании разницы плотностей.
При проведении испытания в качестве транспортируемой газообразной среды применяют воздух, давление - 25 мбар.
Метод испытания применим к фитингам, арматуре и комплектующим, используемым в полиэтиленовых газопроводах.
ДГ.2 Аппаратура
ДГ.2.1 Схема установки, представленная на рисунке ДГ.1, включает в себя:
- источник сжатого воздуха;
- регулятор давления 1, поддерживающий давление на выходе равным (25±0,5) мбар;
- расходомер 2, сильфонный или турбинный, с погрешностью измерения ±2%;
- манометр 3 для измерения давления газа в главном трубопроводе при контрольных испытаниях, класса точности 0,6 по ГОСТ 2405;
- манометр 7 для измерения перепада давления класса точности 0,25 по ГОСТ 2405;
- выпускной вентиль 5.
|
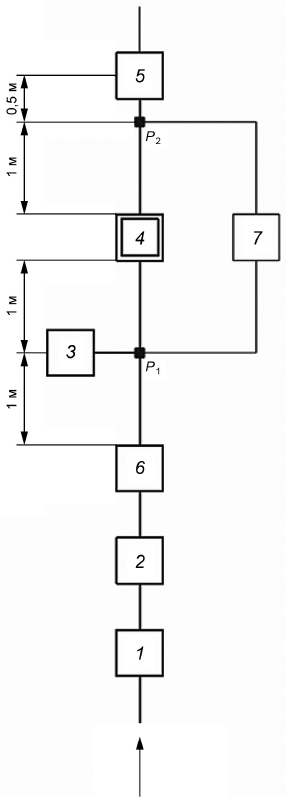
1 - регулятор давления; 2 - расходомер; 3 - манометр; 4 - испытуемый компонент; 5 - выпускной вентиль; 6 - резервуар; 7 - дифференциальный манометр
Примечание - Перепад давления - это перепад давлений между точками
и
.
Рисунок ДГ.1 - Схема установки
ДГ.3 Подготовка образца для испытания
Образец для испытания представляет собой компонент, помещенный между двумя отрезками труб, соединенный с ними сваркой или иным способом и присоединенный к установке для определения перепада давления.
Свободная длина труб и размеры установки должны соответствовать указанным на рисунке ДГ.1.
Для седловых Т-образных отводов применяемое оборудование должно обеспечивать возможность измерения перепада давления через боковой отводной патрубок.
ДГ.4 Проведение испытания
ДГ.4.1 Испытание проводят при температуре (23±2)°С.
ДГ.4.2 Постепенно открывают выпускной вентиль 5.
ДГ.4.3 Впускной вентиль регулятора давления 1 открывают таким образом, чтобы поток воздуха выходил только через выпускной вентиль 5.
ДГ.4.4 Регулятором давления 1 по показаниям манометра 3, в точке устанавливают давление (25±0,5) мбар.
ДГ.4.5 Фиксируют расход воздуха и перепад давления
по показаниям расходомера 1 и манометра 7 соответственно.
ДГ.4.6 Выпускной вентиль 5 открывают таким образом, чтобы давление воздуха в точке по показаниям манометра 3 снизилось приблизительно на 5 мбар.
ДГ.4.7 Увеличивают расход воздуха, пока давление по показаниям манометра 3 не вернется к значениям (25±0,5) мбар.
ДГ.4.8 Фиксируют расход воздуха и перепад давления
.
ДГ.4.9 Повторяют процедуру по ДГ.4.6, ДГ.4.7 и ДГ.4.8 до тех пор, пока выпускной клапан 5 не будет полностью открыт. При испытании седлового Т-образного отвода перепад давления должен быть измерен через боковой отводной патрубок.
ДГ.4.10 Результаты испытания принимают, если:
1) получены по меньшей мере пять результатов по расходу воздуха и перепаду давления
, соответствующих разным скоростям потока
;
2) получено хотя бы одно значение 2,5 м/с;
3) получено хотя бы одно значение 7,5 м/с.
Если данные условия не выполнены, необходимо повторять процедуру ДГ.4.4 и ДГ.4.5, при этом варьируя степень открытия выпускного вентиля для подтверждения неудовлетворительных данных.
Если достижение значения скорости потока 7,5 м/с при давлении (25±0,5) мбар невозможно, испытание останавливают и фиксируют данное наблюдение в журнале.
ДГ.5 Обработка результатов
ДГ.5.1 По данным по расходу воздуха и соответствующим им перепадам давления, полученным в соответствии с ДГ.4.5, ДГ.4.8 и ДГ.4.9, рассчитывают следующие показатели:
1) Скорость прохождения воздуха через испытуемый компонент, м/с, рассчитывают по формуле
![]() , (ДГ.1)
, (ДГ.1)
где - расход воздуха, м
/ч;
- площадь отверстия в выпускной трубе, м
.
2) Коэффициент для каждого блока измерений рассчитывают по формуле
![]() , (ДГ.2)
, (ДГ.2)
где - измеренный перепад давлений, мбар;
- расход воздуха, м
/ч.
Рассчитывают среднее значение .
ДГ.5.2 Используя среднее значение коэффициента и удельную величину перепада давления
, рассчитывают средний расход воздуха, соответствующий данному перепаду давлений.
ДГ.5.3 Для расчета расхода для иного газа (например, для природного газа) , м
/ч, используют формулу
 , (ДГ.3)
, (ДГ.3)
где - средний расход воздуха при соответствующем перепаде давлений, м
/ч;
- плотность воздуха, кг/м
, при 23°С и 1 бар;
- плотность газа, кг/м
, при 23°С и 1 бар.
ДГ.6 Протокол испытания
Протокол испытания должен содержать следующую информацию:
- ссылку на настоящий стандарт;
- сведения, необходимые для идентификации образца, включая номинальный размер труб и фитингов, использованный при изготовлении образца, тип материала и наименование изготовителя;
- перепад давлений, расход и соответствующую им скорость потока для каждого блока данных;
- рассчитанный(е) расход(ы) для установленного перепада давлений для воздуха и для другого газа;
- любые факторы, которые могут оказать влияние на результат испытания, такие как колебания температуры, происшествия или условия работы;
- дату проведения испытания.
Приложение ДД
(справочное)
Перечень технических отклонений, внесенных в содержание национального стандарта при его модификации по отношению к примененному международному стандарту
Таблица ДД.1
Структурный элемент настоящего стандарта | Структурный элемент примененного международного стандарта | Характеристика технических отклонений и причин их внесения |
Таблица 4 | ||
Исключена сноска | Для фитингов типа (В) | Метод испытания по ISO 21751 "Трубы и фитинги из пластмасс. Определение стойкости электросварных соединений к отрыву. Испытание при изгибе полоски" не обеспечивает воспроизводимость результатов, и не используется на предприятиях. В настоящем стандарте применим метод по приложению ДБ |
11 Маркировка | ||
11.4 Условное обозначение | - | В стандартах на изделие введено условное обозначение для облегчения идентификации продукции |
Раздел 13 Правила приемки | - | Данный раздел в международном стандарте ИСО заменяет ссылка на CEN/TS 1555-7. Введен в соответствии с 7.8 ГОСТ 1.5 |
Раздел 14 Требования безопасности и охраны окружающей среды | - | Введен в соответствии с 7.7 ГОСТ 1.5 |
Раздел 15 Хранение | - | Введен в соответствии с 7.6.6.4 ГОСТ 1.5 |
Раздел 16 Гарантии изготовителя | - | Введен в соответствии с 7.3.10 ГОСТ 1.5 |
Приложение ДЕ
(справочное)
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Таблица ДЕ.1
Обозначение ссылочного национального/ межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
ГОСТ ISO 1167-1-2013 | IDT | ISO 1167-1:2006 "Трубы, фитинги и узлы соединений из термопластов для транспортирования жидких и газообразных сред. Определение стойкости к внутреннему давлению. Часть 1. Общий метод" |
ГОСТ ISO 1167-4-2013 | IDT | ISO 1167-4:2007 "Трубы, фитинги и узлы соединений из термопластов для транспортирования жидких и газообразных сред. Определение стойкости к внутреннему давлению. Часть 4. Подготовка узлов" |
ГОСТ ISO 16010-2013 | IDT | ISO 16010:2005 "Эластомерные уплотнения. Требования к материалу для уплотнений, применяемых в трубопроводах и фитингах для газообразного топлива и углеводородных жидкостей" |
ГОСТ Р 56756-2015 | MOD | ISO 11357-6:2008 "Пластмассы. Дифференциальная сканирующая калориметрия (DSC). Часть 6. Определение времени окислительной индукции (изотермическое OIT) и температуры окислительной индукции (динамическая OIT)" |
ГОСТ Р ИСО 3126-2007 | IDT | ISO 3126:2005 "Трубопроводы из пластмасс. Пластмассовые элементы. Определение размеров" |
ГОСТ Р ИСО 12176-4-2014 | IDT | ISO 12176-4:2003 "Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 4. Кодирование трассируемости" |
ГОСТ Р ИСО 13950-2012 | IDT | ISO 13950:2007 "Трубы и фитинги пластмассовые. Системы автоматического распознавания для выполнения соединений сваркой с закладными нагревателями" |
ГОСТ Р 58121.1-2018 | MOD | ISO 4437-1:2014 "Системы пластмассовых трубопроводов для транспортирования газообразного топлива. Полиэтилен (РЕ). Часть 1. Общие положения" |
ГОСТ Р 58121.2-2018 | MOD | ISO 4437-2:2014 "Системы пластмассовых трубопроводов для транспортирования газообразного топлива. Полиэтилен (РЕ). Часть 2. Трубы" |
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: | ||
Приложение ДЖ
(справочное)
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта
Таблица ДЖ.1
Структура настоящего стандарта | Структура международного стандарта ISO 4437-3:2014 |
1 Область применения | 1 Область применения |
2 Нормативные ссылки | 2 Нормативные ссылки |
3 Термины и определения, обозначения и сокращения | 3 Термины и определения, обозначения и сокращения |
4 Материалы | 4 Материалы |
5 Основные характеристики | 5 Общие характеристики |
6 Геометрические характеристики | 6 Геометрические характеристики |
7 Механические характеристики | 7 Механические характеристики |
8 Физические характеристики | 8 Физические характеристики |
9 Требование к системе | 9 Требования к эксплуатационным характеристикам соединений |
10 Технические данные | 10 Техническая документация |
11 Маркировка | 11 Маркировка |
12 Упаковка | 12 Условия поставки |
13 Правила приемки* | - |
14 Требования безопасности и охраны окружающей среды* | - |
15 Хранение* | - |
16 Гарантия изготовителя* | - |
Приложение А Фитинги с раструбом | Приложение А Фитинги для раструбной сварки |
Приложение В Примеры типовых контактных узлов электросварных фитингов | Приложение В Примеры типичных контактных узлов электросварных фитингов |
Приложение С Метод испытания на стойкость к непрерывно возрастающему до разрыва внутреннему давлению | Приложение С Метод испытания на определение стойкости к кратковременному воздействию внутреннего давления |
Приложение D Испытание на растяжение соединения фитинг/труба | Приложение D Испытание на растяжение сборных узлов фитинг/труба |
- | Приложение Е Формулы для расчета эквивалентных размеров неметрических серий электросварных раструбных фитингов |
Приложение ДА Определение стойкости к отрыву при сплющивании электросварных фитингов с раструбом | - |
Приложение ДБ Оценка стойкости к отрыву сварного соединения | - |
Приложение ДВ Определение стойкости к удару электросварных седловых Т-образных отводов | - |
Приложение ДГ Определение зависимости между расходом и перепадом давления газа | - |
Приложение ДД Перечень технических отклонений, внесенных в содержание национального стандарта при его модификации по отношению к примененному международному стандарту | - |
Приложение ДЕ Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте | - |
Приложение ДЖ Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта | - |
Библиография | - |
* Включение в настоящий стандарт данных разделов обусловлено необходимостью приведения его в соответствии с требованиями ГОСТ 1.5-2001 (подраздел 3.8). | |
Библиография
[1] | ИСО 13955:1997 | Пластмассовые трубы и фитинги. Испытание на отрыв под действием сжатия полиэтиленовых (ПЭ) электросварочных узлов |
(ISO 13955:1997) | Plastics pipes and fittings - Crushing decohesion test for polyethylene (PE) electrofusion assemblies | |
[2] | ИСО 13956:2010 | Трубы и фитинги пластмассовые. Испытание на сопротивление расслаиванию швов, сваренных плавлением, полиэтиленовых хомутовых опор. Определение пластичности поверхности раздела шва путем испытания на разрыв |
(ISO 13956:2010) | Plastics pipes and fittings - Decohesion test of polyethylene (PE) saddle fusion joints - Evaluation of ductility of fusion joint interface by tear test | |
[3] | ИСО 13957:1997 | Трубы и фитинги пластмассовые. Полиэтиленовые тройники для выпуска жидкости. Метод испытания для определения ударной прочности |
(ISO 13957:1997) | Plastics pipes and fittings - Polyethylene (PE) tapping tees - Test method for impact resistance | |
[4] | ИСО 17778:2015 | Системы пластмассовых трубопроводов. Фитинги, клапаны и вспомогательная арматура. Определение соотношения скорости газового потока к падению давления |
(ISO 17778:2015) | Plastics piping systems - Fittings, valves and ancillaries - Determination of gaseous flow rate/pressure drop relationships |
УДК 678.5-462:620.162.4:006.354 | ОКС 23.040.20 |
Ключевые слова: полиэтилен, трубы, трубы для транспортирования газа, трубы из полиэтилена, трубы с соэкструзионными слоями, трубы с удаляемыми слоями, размеры, технические требования, механические характеристики, физические характеристики, правила подтверждения соответствия, техника пережима | |
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}