ГОСТ Р 56030-2014
Группа В62
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ ДЛЯ ДЕТАЛЕЙ ПОДШИПНИКОВ
Технические условия
Pipes for details of bearings. Technical specifications
ОКС 23.040.10
ОКП 13 1400
13 4200
Дата введения 2015-01-01
Предисловие
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны" и Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от "29" мая 2014 г. N 482-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие приказом Федерального агентства по техническому регулированию и метрологии от 24.09.2021 N 1009-ст c 01.03.2022
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 12, 2021
Введение
Настоящий стандарт разработан на основе межгосударственного стандарта ГОСТ 800 с учетом национального опыта изготовления и использования труб для деталей подшипников.
При этом настоящий стандарт имеет ряд отличий:
- расширен сортамент горячедеформированных труб от 53 до 219 мм, вместо предусмотренных в ГОСТ 800 от 70 до 204 мм;
- по согласованию между изготовителем и заказчиком возможно изготовление труб других размеров и марок стали;
- предусмотрено изготовление труб с повышенными требованиями, при этом:
а) для изготовления труб для деталей используется только катаная или кованая заготовка;
б) ужесточено требование к глубине несовершенств на наружной поверхности труб;
в) ужесточены требования к загрязненности металла труб неметаллическими включениями.
1 Область применения
Настоящий стандарт распространяется на трубы бесшовные горячедеформированные из стали марок ШХ15, ШХ15-Ш, ШХ15СГ, ШХ15СГ-Ш, ШХ15-В, ШХ15СГ-В и холоднодеформированные из стали марок ШХ15, ШХ15-Ш, ШХ15-В, предназначенные для изготовления деталей подшипников.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 801-78 Сталь подшипниковая. Технические условия
ГОСТ 1763-68 (ИСО 3887-77) Сталь. Методы определения глубины обезуглероженного слоя
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 10243-75 Сталь. Методы испытаний и оценки макроструктуры
ГОСТ 10692-2015 Трубы стальные, чугунные и соединительные детали к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 17410-78 Контроль неразрушающий. Трубы металлические бесшовные цилиндрические. Методы ультразвуковой дефектоскопии
ГОСТ 18360-93 Калибры-скобы листовые для диаметров от 3 до 260 мм. Размеры
ГОСТ 18365-93 Калибры-скобы листовые со сменными губками для диаметров свыше 100 до 360 мм. Размеры
ГОСТ 26877-2008 Металлопродукция. Методы измерений отклонений формы
ГОСТ 28548-90 Трубы стальные. Термины и определения
ГОСТ Р ИСО 10893-2-2016 Трубы стальные бесшовные и сварные. Часть 2. Автоматизированный контроль вихретоковым методом для обнаружения дефектов
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
(Измененная редакция, Изм. N 1).
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 28548, ГОСТ 26877, а также термины по [1] в отношении дефектов поверхности.
4 Обозначения и сокращения
В настоящем стандарте приняты следующие обозначения и сокращения:
D - наружный диаметр;
S - толщина стенки.
5 Сортамент
5.1 Виды труб и состояние поставки
Трубы изготовляют бесшовные горячедеформированные (обточенные по наружной поверхности) или холоднодеформированные.
Трубы поставляют в термически обработанном состоянии.
По требованию заказчика холоднодеформированные трубы могут быть поставлены после низкотемпературного отпуска.
5.2 Марки стали
Трубы изготовляют из стали марок по ГОСТ 801 (раздел 1).
По согласованию между изготовителем и заказчиком трубы могут быть изготовлены из других марок сталей.
5.3 Размеры
Трубы горячедеформированные изготовляют наружным диаметром от 53,0 до 219,0 мм; с отношением диаметра к толщине стенки D/S в интервале 3,5-17,0 с внутренним диаметром не менее 33,0 мм.
Трубы холоднодеформированные изготовляют наружным диаметром от 20,0 до 90,0 мм.
По согласованию между изготовителем и заказчиком трубы могут быть изготовлены другим наружным диаметром.
5.4 Длина
Трубы изготавливают немерной длины:
а) горячедеформированные - в пределах от 2000 до 5000 мм;
б) холоднодеформированные - в пределах от 2500 до 4500 мм.
По требованию заказчика трубы изготавливают мерной длины в пределах немерной.
Допускаются укороченные трубы длиной не менее 1000 мм в количестве не более 10% от массы партии.
По согласованию между изготовителем и заказчиком допускается поставлять трубы длиной, отличной от указанной выше.
5.5 Примеры условного обозначения
Условные обозначения труб формируют в соответствии со следующими примерами.
Примеры
1 Труба холоднодеформированная наружным диаметром 54,0 мм, толщиной стенки 5,5 мм из стали электрошлакового переплава марки ШХ15-Ш:
Труба-Х-54,0х5,5-ШХ15 - Ш-ГОСТ Р 56030-2014
2 Трубы горячедеформированные наружным диаметром 102 мм, толщиной стенки 11,8 мм, мерной длиной 3500 мм из стали марки ШХ15:
Труба-Г-102,0х11,8х3500-ШХ15 - ГОСТ Р 56030-2014
(Измененная редакция, Изм. N 1).
5.6 Сведения, указываемые в заказе
5.6.1 При оформлении заказа заказчик должен указать следующие обязательные сведения:
1) обозначение настоящего стандарта;
2) вид труб: горячедеформированные или холоднодеформированные (п.5.1);
3) марку стали (п.5.2);
4) наружный диаметр и толщину стенки труб (п.5.3);
5) длину труб (п.5.4).
5.6.2 При необходимости заказчик может указать в заказе следующие требования:
1) изготовление труб мерной длины (п.5.4);
2) поставка холоднодеформированных труб с проведением низкотемпературного отпуска (п.6.1.2);
3) карбидная ликвация в металле труб из стали марок ШХ15-Ш и ШХ15СГ-Ш - не более 1 балла (п.6.6.3);
4) контроль сплошности труб неразрушающим методом (п.6.6.10);
5) контроль труб на наличие продольных дефектов неразрушающим методом (п.6.6.10);
6) указание номера плавки в маркировке труб (п.6.8.1.1);
7) поставка труб с временным консервационным покрытием (п.6.8.1.2);
8) контроль химического состава металла труб (п.8.4, таблица 4).
(Измененная редакция, Изм. N 1).
5.6.3 При необходимости между изготовителем и заказчиком могут быть согласованы и указаны в заказе следующие требования:
1) изготовление труб из стали марок, не предусмотренных настоящим стандартом, с указанием требований к химическому составу стали, твердости, микроструктуре, загрязненности неметаллическими включениями и условному обозначению марки стали в маркировке (п.5.2, 6.2, 6.5.4, 6.6.2, 6.6.6, 6.8.1.1);
2) изготовление труб наружным диаметром, не предусмотренным настоящим стандартом (п.5.3);
3) изготовление труб длиной, не предусмотренной настоящим стандартом (п.5.4);
4) изготовление труб с требованиями к химическому составу стали, не предусмотренными настоящим стандартом (п.6.2);
5) предельные отклонения наружного диаметра для холоднодеформированных труб наружным диаметром более 90 мм (п.6.3.1, таблица 1);
6) предельные отклонения толщины стенки для горячедеформированных труб с отношением D/S>11 (п.6.3.1, таблица 2);
7) предельные отклонения наружного диаметра и/или толщины стенки, не предусмотренные настоящим стандартом (п.6.3.1);
8) более жесткие, чем предусмотрено настоящим стандартом, требования к шероховатости (п.6.4.3);
9) более жесткие, чем предусмотрено настоящим стандартом, требования к волнистости труб (п.6.4.4);
10) контроль дефектов макроструктуры с применением средств увеличения (п.6.6.1);
11) более жесткие, чем предусмотрено настоящим стандартом, требования к загрязненности неметаллическими включениями (п.6.6.6);
12) дополнительная маркировка (п.6.8.1.1);
13) установка предохранительных деталей (п.6.8.2);
14) специальная упаковка (п.6.8.3);
15) допустимость труб разных плавок в партии (п.8.2);
16) нормы отбора труб от партии, не предусмотренные настоящим стандартом (п.8.4, таблица 4);
17) требования к искусственному дефекту на эталонном образце при ультразвуковом контроле (п.9.11).
(Измененная редакция, Изм. N 1).
6 Технические требования
6.1 Способ производства
6.1.1 Горячедеформированные трубы изготовляют способом горячей деформации из кованой или катаной заготовки. Холоднодеформированные трубы изготавливают способом горячей деформации с последующей холодной деформацией.
В металле заготовки из стали марок ШХ15, ШХ15СГ, ШХ15-В и ШХ15СГ-В точечная неоднородность макроструктуры не должна быть более 2,0 балла по шкале N 2 ГОСТ 10243.
(Измененная редакция, Изм. N 1).
6.1.2 Трубы подвергают термической обработке.
Режим термической обработки выбирает изготовитель с учетом обеспечения требований настоящего стандарта.
По требованию заказчика холоднодеформированные трубы поставляют с проведением низкотемпературного отпуска.
6.1.3 Горячедеформированные трубы изготавливают с механически обработанной наружной поверхностью.
6.2 Химический состав
Химический состав металла труб из стали марок ШХ15, ШХ15СГ, ШХ15-Ш, ШХ15СГ-Ш, ШХ15-В и ШХ15СГ-В должен соответствовать ГОСТ 801.
Металл труб из стали марки ШХ15СГ-Ш, изготовляемых из трубной заготовки размером 140 мм и более, должен иметь содержание марганца от 1,00 до 1,20%, кремния от 0,45 до 0,65%, хрома от 1,40 до 1,65%.
По согласованию между изготовителем и заказчиком могут быть установлены другие требования к химическому составу стали.
При изготовлении труб из стали марок, не указанных в настоящем стандарте, химический состав этих сталей должен быть согласован между изготовителем и заказчиком.
(Измененная редакция, Изм. N 1).
6.3 Предельные отклонения размеров и формы
6.3.1 Предельные отклонения размеров труб не должны превышать указанных в таблицах 1 и 2.
Таблица 1 - Предельные отклонения наружного диаметра
В миллиметрах
Наружный диаметр D | Предельные отклонения |
Горячедеформированные | +0,2 |
Холоднодеформированные: | |
до 60,0 вкл. | +0,4 |
Св. 60,0 до 90,0 вкл. | +0,5 |
Св. 90,0 | По согласованию между изготовителем и заказчиком |
Таблица 2 - Предельные отклонения толщины стенки
Толщина стенки | Предельные отклонения, % |
Горячедеформированные: | |
с отношением D/S | +15 |
с отношением D/S>11 | По согласованию между изготовителем и заказчиком |
Холоднодеформированные | +12 |
По согласованию между изготовителем и заказчиком допускаются предельные отклонения наружного диаметра и/или толщины стенки, не предусмотренные настоящим стандартом.
6.3.2 Предельное отклонение длины мерных труб не должно превышать +10 мм при длине труб до 6000 мм включительно и +15 мм при длине труб свыше 6000 мм.
6.3.3 Отклонение от прямолинейности труб должно быть не более 1 мм на длине 1000 мм.
6.3.4 Овальность по наружному профилю холоднодеформированных труб не должна превышать 0,8 предельного отклонения наружного диаметра.
6.4 Качество поверхности
6.4.1 На поверхности труб не допускаются трещины, закаты и плены.
Допускаются несовершенства поверхности, не выводящие наружный диаметр и толщину стенки за допустимые минимальные значения.
6.4.2 На механически обработанной поверхности горячедеформированных труб не допускаются участки необработанной поверхности.
6.4.3 Параметр шероховатости R механически обработанной поверхности должен быть не более 80 мкм.
По согласованию между изготовителем и заказчиком допускается изготовление труб с более жесткими требованиями к шероховатости.
6.4.4 Волнистость наружной поверхности холоднодеформированных труб не должна превышать 0,3 мм на длине 320 мм.
По согласованию между изготовителем и заказчиком волнистость наружной поверхности труб не должна превышать 0,2 мм на длине 320 мм.
(Измененная редакция, Изм. N 1).
6.5 Твердость
6.5.1 Твердость горячедеформированных труб из стали марок ШХ15, ШХ15-Ш, ШХ15-В должна быть в интервале от 207 до 187 НВ (диаметр отпечатка от 4,2 до 4,4 мм), из стали марок ШХ15СГ, ШХ15СГ-Ш и ШХ15СГ-В - в интервале от 217 до 197 НВ (диаметр отпечатка от 4,1 до 4,3 мм).
6.5.2 Твердость холоднодеформированных термообработанных труб должна быть в интервале от 255 до 207 НВ (диаметр отпечатка от 3,8 до 4,2 мм).
6.5.3 Твердость холоднодеформированных труб, поставляемых после низкотемпературного отпуска, должна быть не более 320 НВ (диаметр отпечатка не менее 3,4 мм)
6.5.4 При поставке труб из марок стали, не указанных в настоящем стандарте, твердость должна быть согласована между изготовителем и заказчиком.
6.6 Структура металла
6.6.1 В макроструктуре протравленного поперечного темплета не допускаются трещины, усадочная рыхлость, пузыри, пережог, флокены, расслоения и посторонние включения, видимые без увеличения.
По согласованию между изготовителем и заказчиком в макроструктуре протравленного поперечного темплета трубы не допускаются трещины, усадочная рыхлость, пузыри, пережог, флокены, расслоения и посторонние включения, видимые с применением средств увеличения до 4-кратного.
Точечная неоднородность макроструктуры труб из стали марок ШХ15-Ш и ШХ15СГ-Ш должна быть не более 2,5 балла по приложению Б настоящего стандарта.
(Измененная редакция, Изм. N 1).
6.6.2 Микроструктура труб должна состоять из мелкозернистого перлита с равномерно распределенными карбидами.
При оценке микроструктуры допустимыми считаются баллы 1а (приложения А), 1, 2, 3 по ГОСТ 801 (шкала N 8) - для стали марок ШХ15, ШХ15-Ш и ШХ15-В и баллы 1, 2, 3, 5 ГОСТ 801 (шкала N 8) - для стали марок ШХ15СГ, ШХ15СГ-Ш и ШХ15СГ-В.
При поставке труб из марок стали, не указанных в настоящем стандарте, допустимые баллы, при оценке микроструктуры должны быть согласованы между изготовителем и заказчиком.
Остатки карбидной сетки допускаются не выше 3-го балла по ГОСТ 801 (шкала N 4).
6.6.3 Карбидная ликвация в металле труб из всех марок стали не должна превышать 1,5 балла по ГОСТ 801 (шкала N 6).
По требованию заказчика карбидная ликвация в металле труб из стали марок ШХ15-Ш и ШХ15СГ-Ш не должна превышать 1 балл по ГОСТ 801 (шкала N 6).
6.6.4 Загрязненность металла труб неметаллическими включениями не должна превышать норм, указанных в таблице 3.
Таблица 3 - Загрязненность металла неметаллическими включениями
Марка стали | Балл по ГОСТ 801 (шкалы N 1, 2, 3), не более | ||
Оксиды | Сульфиды | Глобули | |
ШХ15, ШХ15СГ, ШХ15-В, ШХ15СГ-В | 2,5 | 2,5 | 2,5 |
ШХ15-Ш, ШХ15СГ-Ш | 1,5 | 1,5 | 1,5 |
Примечание - Для марок стали, не указанных в настоящем стандарте, загрязненность металла неметаллическими включениями должна быть согласована между изготовителем и заказчиком. | |||
Допускается на одном из образцов превышение установленных норм на 0,5 балла по одному из видов включений: оксидам, сульфидам или глобулям.
6.6.5 Загрязненность металла труб силикатными включениями не должна превышать норм, установленных для оксидов и сульфидов.
6.6.6 По согласованию между изготовителем и заказчиком допускается изготовление труб с более жесткими требованиями к загрязненности металла.
6.6.7 Микропористость структуры не должны превышать балла 2,0 по ГОСТ 801 (шкала 7). Микропористость структуры металла труб из стали марок ШХ15-Ш и ШХ15СГ-Ш не допускается.
6.6.8 На наружной поверхности горячедеформированных труб не допускается обезуглероживание, на внутренней поверхности глубина обезуглероженного слоя (феррит плюс переходная зона) не должна превышать 0,5 мм.
6.6.9 На наружной и внутренней поверхностях холоднодеформированных труб глубина обезуглероженного слоя (феррит плюс переходная зона) не должна превышать 0,3 мм.
6.6.10 По требованию заказчика трубы подвергают контролю:
- сплошности неразрушающим методом;
- на наличие продольных дефектов на поверхности труб неразрушающим методом.
6.7 Отделка концов труб
Концы труб должны быть обрезаны под прямым углом и зачищены от заусенцев. Допускается образование фаски шириной не более 3,0 мм.
6.8 Маркировка, упаковка, транспортирование и хранение
6.8.1 Общие требования к маркировке, упаковке, транспортированию и хранению труб должны соответствовать ГОСТ 10692 со следующими дополнениями.
6.8.1.1 На одном из концов (на расстоянии от торца не более 500 мм) или на одном из торцов каждой трубы должны быть нанесены: номер плавки (по требованию заказчика) и условное обозначение марки стали:
Х - для марки ШХ15;
Ш - для марки ШХ15-Ш;
Г - для марки ШХ15СГ;
ГШ - для марки ШХ15СГ-Ш;
В - для марки ШХ15-В;
ГВ - для марки ШХ15СГ-В.
Условные обозначения других марок стали должны быть согласованы между изготовителем и заказчиком.
По согласованию между изготовителем и заказчиком на трубы может быть нанесена дополнительная маркировка.
6.8.1.2 По требованию заказчика трубы поставляют с временным консервационным покрытием
6.8.2 По согласованию между изготовителем и заказчиком торцы каждой трубы должны быть закрыты предохранительными деталями (заглушками, пробками, колпачками).
6.8.3 По согласованию между изготовителем и заказчиком может быть выполнена специальная упаковка труб.
7 Требования безопасности и охраны окружающей среды
Трубы, предохранительные детали к ним, консервационные покрытия и материалы должны быть пожаробезопасны, взрывобезопасны, электробезопасны, нетоксичны, не представлять радиационной опасности и не оказывают вреда окружающей природной среде и здоровью человека при испытании, хранении, транспортировании, эксплуатации и утилизации.
8 Правила приемки
8.1 Трубы принимают партиями. Партия должна состоять из труб одного диаметра и толщины стенки, одной плавки, одного режима термической обработки (одной садки для труб, обработанных в камерных печах) и сопровождаться одним документом о качестве, который должен включать:
1) товарный знак или наименование или товарный знак и наименование предприятия-изготовителя;
2) наименование организации-заказчика;
3) номер заказа;
4) дату выписки документа о качестве;
5) обозначение стандарта или нормативно-технической документации;
6) размер труб;
7) марку стали;
8) номер плавки (при поплавочной поставке);
9) номер партии;
10) химический состав труб (по требованию заказчика);
11) массу партии;
12) общую длину труб и, по требованию, число труб в штуках;
13) результаты всех видов испытаний;
14) отметки об отгрузке труб разных размеров, если это оговорено в нормативно-технической документации;
15) штамп технического контроля;
16) наименование изготовителя заготовки;
17) химический состав стали в соответствии с документом о качестве трубной заготовки.
8.2 По согласованию между изготовителем и заказчиком в партии допускаются трубы из разных плавок.
8.3 Для проверки соответствия труб требованиям настоящего стандарта изготовитель проводит приемо-сдаточные испытания.
8.4 Виды контроля и испытаний, нормы отбора труб, проб и образцов от партии или плавки должны соответствовать указанным в таблице 4.
Таблица 4 - Виды контроля и испытаний, нормы отбора
Статус испытания | Вид испытания или контроля | Норма отбора труб от партии | Норма отбора образцов от каждой отобранной трубы |
Обязательные | Контроль химического состава | - | - |
Контроль размеров и формы | 100% | - | |
Контроль овальности | - | ||
Качественный анализ стали | 100% | - | |
Визуальный контроль качества поверхности | 100% | - | |
Контроль макроструктуры | 2 | 2 | |
Контроль микроструктуры (состояние перлита, карбидной сетки, глубины обезуглероженного слоя) | Не менее 2 | 1 | |
Контроль карбидной ликвации | Не менее 3 | 1 | |
Контроль загрязненности неметаллических включений | Не менее 6 | 1 | |
Контроль микропористости | Не менее 6 | 1 | |
Контроль твердости | 10%, но не менее 3 | 1 | |
Дополнительные | Контроль химического состава труб | 1 | 1 |
Контроль сплошности неразрушающими методами | 100% | - | |
Контроль неразрушающими методами на продольные дефекты | 100% | - | |
| |||
При обнаружении в металле труб флокенов все трубы данной плавки бракуются.
8.5 При получении неудовлетворительных результатов хотя бы по одному из видов испытаний по нему проводят повторные испытания на удвоенной выборке от той же партии, исключая трубы, не выдержавшие испытания. Результаты повторных испытаний распространяются на всю партию, исключая трубы, на которых были получены неудовлетворительные результаты при первичных испытаниях, и являются окончательными.
Примечание - если для повторного испытания недостаточно труб в партии, то испытанию подвергают каждую трубу, включая первично забракованные, от которых образцы отбирают с противоположного конца.
Повторные испытания на неметаллические включения проводят по всем видам неметаллических включений.
(Измененная редакция, Изм. N 1).
9 Методы контроля и испытаний
9.1 Химический состав стали принимается по документу о качестве трубной заготовки предприятия-поставщика. Соответствие марки стали проверяют методом искрения или другими неразрушающими методами контроля на каждой трубе. При возникновении разногласий в оценке качества проводится полный химический анализ.
Анализ химического состава стали готовых труб проводят стандартизированными методами.
Допускается применять другие методы анализа, обеспечивающие необходимую точность определения, соответствующую указанным стандартам.
При разногласиях в оценке химического состава применяют стандартизованные методы химического анализа.
9.2 Осмотр труб проводят невооруженным глазом без применения увеличительных приспособлений.
9.3 Глубину дефектов на наружной поверхности труб определяют после надпиловки или зачистки дефектов, измеряя глубину зачистки.
9.4 Прямолинейность труб проверяют линейкой длиной 1 м и набором щупов. Волнистость наружной поверхности холоднодеформированных труб контролируют линейкой длиной 320 мм по ГОСТ 8026 и набором щупов.
Длину труб проверяют рулеткой по ГОСТ 7502.
Наружный диаметр и овальность контролируют гладким микрометром типа МК по ГОСТ 6507, скобами листовыми по ГОСТ 18360 и ГОСТ 18365.
Толщину стенки контролируют трубным микрометром типа МТ по ГОСТ 6507.
(Измененная редакция, Изм. N 1).
9.5 Допускается применять для контроля размеров и формы труб другие методы и средства измерения, метрологические характеристики которых обеспечивают необходимую точность измерений.
При разногласиях в оценке результатов измерения проводят в соответствии с 9.3 и 9.4.
9.6 В целях контроля микропористости и карбидной ликвации допускается применять образцы для контроля неметаллических включений.
9.7 Контроль твердости проводят по ГОСТ 9012. Допускается проводить контроль твердости на образцах, вырезанных из труб.
Допускается проводить измерение твердости неразрушающим методом контроля. При возникновении разногласий контроль твердости проводят по ГОСТ 9012.
9.8 Контроль макроструктуры проводят по ГОСТ 10243 без увеличения на поперечных темплетах (кольцевых образцах) высотой 20 мм, протравленных в водном растворе соляной кислоты от 30% до 50% при температуре от 60°С до 70°С в течение от 30 до 40 мин.
9.9 Микроструктуру (форму перлита) проверяют на поперечных шлифах, протравленных в спиртовом растворе азотной кислоты от 2% до 4%. Образец рассматривают под микроскопом при увеличении в от 450 до 600 раз. Допускается проводить травление в других реактивах или электролитическим методом. При возникновении разногласий травление проводят в спиртовом растворе азотной кислоты от 2% до 4%. Фотографирование производят при увеличении в 500 раз.
В зоне допустимой глубины обезуглероженного слоя оценку микроструктуры (зернистого перлита) не производят.
Допускается проводить контроль микроструктуры неразрушающими методами. При возникновении разногласий применяют металлографический метод контроля микроструктуры.
9.10 Контроль сплошности проводят вихретоковым методом по ГОСТ Р ИСО 10893-2, уровень приемки Е4 или Е4Н, по требованию заказчика.
(Измененная редакция, Изм. N 1).
9.11 Контроль на наличие продольных дефектов проводят ультразвуковым методом по ГОСТ 17410, величину искусственного дефекта на эталонном образце согласовывают между изготовителем и потребителем.
9.12 Глубину обезуглероженного слоя проверяют по ГОСТ 1763 методом М на поперечных шлифах, протравленных в 2-4%-ном спиртовом растворе азотной кислоты. Образец рассматривают под микроскопом при увеличении в 100 раз. При необходимости разрешается применять большее увеличение.
9.13 Неметаллические включения, микропористость, карбидную ликвацию определяют на закаленных продольных шлифах, карбидную сетку - на закаленных поперечных шлифах.
Образцы закаливают при температуре нагрева 845°С±10°С, выдерживают не более 1,5 мин на 1 мм толщины стенки трубы при этой температуре, охлаждают в масле и отпускают при температуре от 150°С до 170°С в течение 1 ч.
Оценку неметаллических включений и микропористости проводят на нетравленых шлифах.
Оценку карбидной сетки, карбидной ликвации производят на шлифах, протравленных в 4%-ном спиртовом растворе азотной кислоты.
Неметаллические включения контролируют на образцах под микроскопом при увеличении от 90 до 110 раз и при диаметре поля зрения от 1,1 до 1,3 мм.
Микропористость и карбидную ликвацию контролируют на образцах под микроскопом при увеличении от 90 до 110 раз, а карбидную сетку - при увеличении от 450 до 600 раз.
Допускается, кроме случаев разногласия в оценке качества продукции, проводить оценку карбидной сетки на шлифах без предварительной закалки и отпуска, протравленных электролитически в растворе: 1000 см H
O, 150 г NaOH, 10 г KMnO
.
9.14 Размер образцов для всех видов контроля под микроскопом в поперечном направлении должен быть равен толщине стенки трубы, а в продольном направлении от 15 до 20 мм.
9.15 В трубах проверяют:
- микроструктуру - по шкале N 8 ГОСТ 801 и по рисунку А.1 приложения А
- карбидную ликвацию - по шкале N 6 ГОСТ 801;
- карбидную сетку - по шкале N 4 ГОСТ 801;
- микропористость - по шкале N 7 ГОСТ 801;
- точечную неоднородность и дефекты макроструктуры в трубах из стали марок ШХ15-Ш и ШХ15СГ-Ш - по фотоэталонам баллов и рисункам приложения Б настоящего стандарта;
- неметаллические включения - по шкалам N 1, 2 и 3 ГОСТ 801.
Оценку силикатных включений проводят по шкале N 1 оксидов или N 2 сульфидов. Если в одном поле зрения встречаются включения различных видов (оксиды строчечные и силикаты хрупкие и пластичные или сульфиды и пластичные силикаты), то оценку проводят совокупно. Результаты оценки записывают в графу оксидов или сульфидов.
Если оценка по шкалам не может быть проведена сравнением с одним из двух соседних баллов, то допускается оценка промежуточными баллами 0,5; 1,5; 2,5 и т.д. При отсутствии контролируемого показателя ставят оценку "0". Микроструктуру оценивают только в целых баллах.
(Измененная редакция, Изм. N 1).
10 Гарантии изготовителя
Изготовитель гарантирует соответствие труб требованиям настоящего стандарта, при условии соблюдения норм и правил транспортирования и хранения труб и соответствия условий эксплуатации назначению труб.
Приложение А
(обязательное)
Микроструктура металла труб
Х500
Балл 1а
Рисунок А.1
Приложение Б
(обязательное)
Точечная неоднородность и дефекты макроструктуры стали марок ШХ15-Ш и ШХ15СГ-Ш
Балл 1
Балл 2
Балл 3
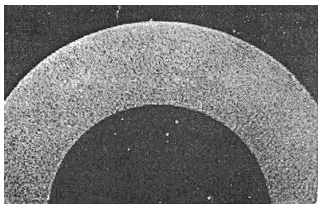
Балл 4
XI
Недопустимые местные дефекты макроструктуры стали марок ШХ15-Ш и ШХ15СГ-Ш
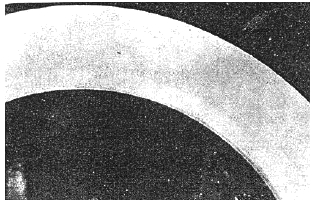
Рисунок Б.1
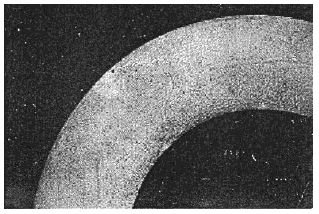
Рисунок Б.2
XI
Библиография
[1] | ОСТ 14-82-82 Отраслевая система управления качеством продукции черной металлургии. Ведомственный контроль качества продукции. Трубы стальные бесшовные катаные. Дефекты поверхности. Термины и определения |
УДК 621.774:621.822 | ОКС 23.040.10 | В62 | ОКП 13 1400 |
13 4200 | |||
Ключевые слова: трубы стальные бесшовные, горячедеформированные и холоднодеформированные, подшипниковые, сортамент, испытания, контроль, маркировка, технические требования | |||
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}