ГОСТ Р 50838-95
Группа Л26
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ ИЗ ПОЛИЭТИЛЕНА ДЛЯ ГАЗОПРОВОДОВ
Технические условия
Polyethylene pipes for the supply of gazeous fuel. Specifications
ОКС 23.040.20*
ОКП 22 4811
___________________
* В указателе "Национальные стандарты" 2007 г.
ОКС 23.040.20 и 83.140.30. - .
Дата введения 1996-07-01
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Межгосударственным техническим комитетом МТК 241 "Пленки, трубы, фитинги, листы и другие изделия из пластмасс"
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета Российской Федерации по стандартизации от 17 ноября 1995 г. N 576
3 ВВЕДЕН ВПЕРВЫЕ
4 ИЗДАНИЕ (июль 2006 г.) с Изменениями N 1, 2, 3, принятыми в декабре 1997 г., апреле 2001 г., сентябре 2004 г. (ИУС 3-98, 7-2001, 12-2004), Поправкой (ИУС 2-2006)
1 Область применения
Настоящий стандарт распространяется на напорные трубы из полиэтилена для подземных газопроводов (далее - трубы), транспортирующих горючие газы, предназначенные в качестве сырья и топлива для промышленного и коммунально-бытового использования.
Обязательные требования к продукции, направленные на обеспечение ее безопасности для жизни, здоровья и имущества населения и охраны окружающей среды, приведены в таблице 2, кроме показателя 9.
(Измененная редакция, Изм. N 1).
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 9.708-83 Единая система защиты от коррозии и старения. Пластмассы. Методы испытаний на старение при воздействии естественных и искусственных климатических факторов
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.044-89 (ИСО 4589-84) Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 12.3.030-83 Система стандартов безопасности труда. Переработка пластических масс. Требования безопасности
ГОСТ 12.4.121-83 Система стандартов безопасности труда. Противогазы промышленные фильтрующие. Технические условия
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 949-73 Баллоны стальные малого и среднего объема для газов на 19,6 МПа (200 кгс/см
). Технические условия
ГОСТ 5583-78 (ИСО 2046-73) Кислород газообразный технический и медицинский. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8032-84 Предпочтительные числа и ряды предпочтительных чисел
ГОСТ 9293-74 (ИСО 2435-73) Азот газообразный и жидкий. Технические условия
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение
ГОСТ 11358-89 Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0,1 мм. Технические условия
ГОСТ 11645-73 Пластмассы. Метод определения показателя текучести расплава термопластов
ГОСТ 12162-77 Двуокись углерода твердая. Технические условия
ГОСТ 12423-66 Пластмассы. Условия кондиционирования образцов (проб)
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15139-69 Пластмассы. Методы определения плотности (объемной массы)
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для разных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16338-85 Полиэтилен низкого давления. Технические условия
ГОСТ 19433-88 Грузы опасные. Классификация и маркировка
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 22235-76 Вагоны грузовые магистральных железных дорог колеи 1520 мм. Общие требования по обеспечению сохранности при производстве погрузочно-разгрузочных и маневровых работ
ГОСТ 24157-80 Трубы из пластмасс. Метод определения стойкости при постоянном внутреннем давлении
ГОСТ 26277-84 Пластмассы. Общие требования к изготовлению образцов способом механической обработки
ГОСТ 26311-84 Полиолефины. Метод определения сажи
ГОСТ 26359-84 Полиэтилен. Метод определения содержания летучих веществ
ГОСТ 27078-86 Трубы из термопластов. Методы определения изменения длины труб после прогрева
ГОСТ 28084-89 Жидкости охлаждающие низкозамерзающие. Общие технические условия
ГОСТ 29325-92 (ИСО 3126-74) Трубы из пластмасс. Определение размеров
(Измененная редакция, Изм. N 1, 2, 3).
3 Определения
3.1 В настоящем стандарте применяют следующие термины с соответствующими определениями:
3.1.1 стандартное размерное отношение : Отношение номинального наружного диаметра трубы
к номинальной толщине стенки
.
3.1.2 минимальная длительная прочность в мегапаскалях: Напряжение, определяющее свойство полиэтилена марок, применяемых для изготовления труб, полученное путем экстраполяции на срок службы 50 лет при температуре 20 °С данных испытаний труб на стойкость к внутреннему гидростатическому давлению с нижним доверительным интервалом 97,5% и округленное до ближайшего нижнего значения ряда R10 по ГОСТ 8032.
(Измененная редакция, Изм. N 1).
3.1.3 коэффициент запаса прочности 2,0 выбирают при проектировании газораспределительных трубопроводов с учетом условий эксплуатации (приложение А).
(Измененная редакция, Изм. N 3).
3.1.4 максимальное рабочее давление в мегапаскалях: Максимальное давление газа в трубопроводе, допускаемое для постоянной эксплуатации, рассчитывают по формуле
![]() ,
,
где - минимальная длительная прочность, МПа;
- коэффициент запаса прочности;
- стандартное размерное отношение.
(Измененная редакция, Изм. N 1).
3.1.5 средний наружный диаметр : Частное от деления значения наружного периметра трубы, измеренного в любом поперечном сечении, на значение
(
=3,142), округленное в большую сторону до 0,1 мм.
3.1.6 горючие газы: Углеводородное топливо, которое находится в газообразном состоянии при температуре от 15 °С и атмосферном давлении.
3.1.5, 3.1.6 (Введены дополнительно, Изм. N 1).
4 Основные параметры и размеры
4.1 Размеры труб соответствуют указанным в таблице 1.
Таблица 1
В миллиметрах
Наружный диаметр |
|
|
|
|
| |||||||
Толщина стенки | ||||||||||||
Номин. | Пред. откл. среднего наружного диаметра | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Овальность после экструзии, не более |
20 | +0,3 | - | - | - | - | - | - | 2,3* | +0,4 | 3,0* | +0,4 | 1,2 |
25 | +0,3 | - | - | - | - | - | - | 2,3 | +0,4 | 3,0* | +0,4 | 1,2 |
32 | +0,3 | - | - | - | - | 2,4 | +0,4 | 3,0* | +0,4 | 3,6 | +0,5 | 1,3 |
40 | +0,4 | 2,3 | +0,4 | 2,4 | +0,4 | 3,0 | +0,4 | 3,7 | +0,5 | 4,5 | +0,6 | 1,4 |
50 | +0,4 | 2,9 | +0,4 | 3,0 | +0,4 | 3,7 | +0,5 | 4,6 | +0,6 | 5,6 | +0,7 | 1,4 |
63 | +0,4 | 3,6 | +0,5 | 3,8 | +0,5 | 4,7 | +0,6 | 5,8 | +0,7 | 7,1 | +0,8 | 1,5 |
75 | +0,5 | 4,3 | +0,6 | 4,5 | +0,6 | 5,6 | +0,7 | 6,8 | +0,8 | 8,4 | +1,0 | 1,6 |
90 | +0,6 | 5,2 | +0,7 | 5,4 | +0,7 | 6,7 | +0,8 | 8,2 | +1,0 | 10,1 | +1,2 | 1,8 |
110 | +0,7 | 6,3 | +0,8 | 6,6 | +0,8 | 8,1 | +1,0 | 10,0 | +1,1 | 12,3 | +1,4 | 2,2 |
125 | +0,8 | 7,1 | +0,9 | 7,4 | +0,9 | 9,2 | +1,1 | 11,4 | +1,3 | 14,0 | +1,5 | 2,5 |
140 | +0,9 | 8,0 | +0,9 | 8,3 | +1,0 | 10,3 | +1,2 | 12,7 | +1,4 | 15,7 | +1,7 | 2,8 |
160 | +1,0 | 9,1 | +1,1 | 9,5 | +1,1 | 11,8 | +1,3 | 14,6 | +1,6 | 17,9 | +1,9 | 3,2 |
180 | +1,1 | 10,3 | +1,2 | 10,7 | +1,2 | 13,3 | +1,5 | 16,4 | +1,8 | 20,1 | +2,2 | 3,6 |
200 | +1,2 | 11,4 | +1,3 | 11,9 | +1,3 | 14,7 | +1,6 | 18,2 | +2,0 | 22,4 | +2,4 | 4,0 |
225 | +1,4 | 12,8 | +1,4 | 13,4 | +1,5 | 16,6 | +1,8 | 20,5 | +2,2 | 25,2 | +2,7 | 4,5 |
250 | +1,5 | 14,2 | +1,6 | 14,8 | +1,6 | 18,4 | +2,0 | 22,7 | +2,4 | 27,9 | +2,9 | 5,0 |
280 | +1,7 | 15,9 | +1,7 | 16,6 | +1,8 | 20,6 | +2,2 | 25,4 | +2,7 | 31,3 | +3,3 | 9,8 |
315 | +1,9 | 17,9 | +1,9 | 18,7 | +2,0 | 23,2 | +2,5 | 28,6 | +3,0 | 35,2 | +3,7 | 11,1 |
* Расчетное значение толщины стенки округлено до 2,3 мм для Примечание - Номинальный наружный диаметр соответствует минимальному среднему наружному диаметру. | ||||||||||||
4.2 Трубы изготовляют в прямых отрезках, бухтах и на катушках, а трубы диаметром 200 мм и более выпускают только в прямых отрезках. Длина труб в прямых отрезках должна быть от 5 до 24 м с кратностью 0,5 м, предельное отклонение длины от номинальной - не более 1%. Допускается в партии труб в отрезках до 5% труб длиной менее 5 м, но не менее 3 м.
Предельное отклонение длины труб, изготовляемых в бухтах и на катушках, не более 3% для труб длиной менее 500 м и не более 1,5% для труб длиной 500 м и более.
Допускается по согласованию с потребителем изготовление труб другой длины и предельных отклонений.
Расчетная масса приведена в приложении В.
4.1, 4.2 (Измененная редакция, Изм. N 1, 3).
4.3 Условное обозначение труб состоит из слова "труба", сокращенного наименования материала (ПЭ 80, ПЭ 100, где цифры обозначают десятикратное значение ), слова "ГАЗ", стандартного размерного отношения
, тире, номинального диаметра, толщины стенки трубы и обозначения настоящего стандарта.
Пример условного обозначения трубы из полиэтилена ПЭ 80, 17,6, номинальным диаметром 160 мм и номинальной толщиной стенки 9,1 мм:
Труба ПЭ 80 ГАЗ 17,6 - 160х9,1 ГОСТ Р 50838-95
(Измененная редакция, Изм. N 1, 2, Поправка).
4.4 Коды ОКП по Общероссийскому классификатору промышленной и сельскохозяйственной продукции соответствуют указанным в приложении Г.
5 Технические требования
5.1 Трубы изготовляют из полиэтилена минимальной длительной прочностью 8,0 МПа (ПЭ 80) и
10,0 МПА (ПЭ 100) в соответствии с технологической документацией, утвержденной в установленном порядке.
Использование вторичного полиэтилена не допускается.
Свойства материала для труб и маркировочных полос должны соответствовать указанным в приложениях Д и Л.
(Измененная редакция, Изм. N 1, 2).
5.2 Характеристики
Трубы должны соответствовать характеристикам, указанным в таблице 2.
Таблица 2
Наименование показателя | Значение показателя для труб из | Метод испытания | |
| ПЭ 80 | ПЭ 100 |
|
1 Внешний вид поверхности | Трубы должны иметь гладкие наружную и внутреннюю поверхности. Допускаются незначительные продольные полосы и волнистость, не выводящие толщину стенки трубы за пределы допускаемых отклонений. На наружной, внутренней и торцевой поверхностях труб не допускаются пузыри, трещины, раковины, посторонние включения. Цвет труб - желтый (оттенки не регламентируются) или черный с желтыми продольными маркировочными полосами в количестве не менее трех, равномерно распределенными по окружности трубы. Допускается по согласованию с потребителем изготовление труб без желтых полос. Внешний вид поверхности труб и торцов должен соответствовать контрольному образцу по приложению Е. | По 8.3 | |
2 Относительное удлинение при разрыве, %, не менее | 350 | 350 | По ГОСТ 11262 и по 8.5 настоящего стандарта |
3 Изменение длины труб после прогрева, %, не более | 3 | 3 | По ГОСТ 27078 и по 8.6 настоящего стандарта |
4 Стойкость при постоянном внутреннем давлении при 20 °С, ч, не менее | При начальном напряжении в стенке трубы 10,0 МПа | При начальном напряжении в стенке трубы 12,4 МПа | По ГОСТ 24157 и по 8.7 настоящего стандарта |
100 | 100 | ||
5 Стойкость при постоянном внутреннем давлении при 80 °С, ч, не менее | При начальном напряжении в стенке трубы 4,6 МПа | При начальном напряжении в стенке трубы 5,5 МПа | По ГОСТ 24157 и по 8.7 настоящего стандарта |
165 | 165 | ||
6 Стойкость при постоянном внутреннем давлении при 80 °С, ч, не менее | При начальном напряжении в стенке трубы 4,0 МПа | При начальном напряжении в стенке трубы 5,0 МПа | По ГОСТ 24157 и по 8.7 настоящего стандарта |
1000 | 1000 | ||
7 Стойкость к газовым составляющим при 80 °С и начальном напряжении в стенке трубы 2 МПа, ч, не менее | 20 | 20 | По ГОСТ 24157 и по 8.8 настоящего стандарта |
8 Термостабильность труб при 200 °С, мин, не менее | 20 | 20 | По 8.9 |
9 Стойкость к быстрому распространению трещин при 0 °С при максимальном рабочем давлении трубопровода более 0,4 МПа для труб диаметром 90 мм и более: | |||
9.1 маломасштабный метод, критическое давление, МПа, не менее |
|
| По 8.10 |
или | |||
9.2 полномасштабный метод, критическое давление, МПа, не менее |
|
| По 8.12 |
10 Стойкость к медленному распространению трещин при 80 °С для труб номинальной толщиной стенки более 5 мм, ч, не менее | При начальном напряжении в стенке трубы 4,0 МПа | При начальном напряжении в стенке трубы 4,6 МПа | По ГОСТ 24157 и по 8.11 настоящего стандарта |
165 | 165 | ||
Примечание - Для расчета критического давления по показателям 9.1 и 9.2 принимают максимальное значение | |||
(Измененная редакция, Изм. N 1, 2, 3).
5.3 Маркировка
5.3.1 Маркировку наносят на поверхность трубы методом термотиснения, методом термотиснения с окрашиванием наносимого тиснения, методом цветной печати или другим способом, не ухудшающим качество трубы, с интервалом не более 1 м. Маркировка должна включать последовательно: наименование предприятия-изготовителя и/или товарный знак, условное обозначение трубы без слова "труба", месяц и год изготовления. В маркировку допускается включать другую информацию, например, наименование страны и номер партии.
Глубина тиснения - не более 0,3 мм для труб номинальной толщиной стенки до 6,8 мм включительно и не более 0,7 мм для труб с номинальной толщиной стенки более 6,8 мм. При маркировке труб методом цветной печати глубину тиснения не контролируют.
(Измененная редакция, Изм. N 3).
5.3.2 Бухты, катушки, пакеты или блок-пакеты снабжают ярлыком с нанесением транспортной маркировки по ГОСТ 14192.
При транспортировании груза в открытых транспортных средствах, смешанным железнодорожно-водным сообщением или водным транспортом ярлыки из картона не допускаются.
При транспортировании труб смешанным железнодорожно-водным транспортом крепят два ярлыка к двум крайним увязкам.
5.4 Упаковка
5.4.1 Трубы диаметром 225 мм и менее, выпускаемые в отрезках, связывают в пакеты массой до 3 т, скрепляя их не менее чем в двух местах таким образом, чтобы расстояние между местами скрепления было от 2,0 до 2,5 м, а для пакетов труб, предназначенных для районов Крайнего Севера и приравненных к ним местностей, - от 1,0 до 1,5 м. Допускается по согласованию с потребителем трубы в отрезках не упаковывать.
Трубы диаметром более 225 мм в пакеты не связывают.
(Введен дополнительно, Изм. N 3)
5.4.2 Бухты скрепляют не менее чем в четырех местах, а для районов Крайнего Севера и приравненных к ним местностей - не менее чем в шести местах.
При упаковке труб в бухты и на катушки концы труб должны быть заглушены и жестко закреплены. Внутренний диаметр бухты должен быть не менее 20 наружных диаметров трубы.
5.4.3 При упаковке труб используют средства по ГОСТ 21650 или другие, не ухудшающие качество поверхности труб.
5.4.2, 5.4.3 (Измененная редакция, Изм. N 3).
5.4.4 (Исключен, Изм. N 3).
6 Требования безопасности
6.1 Трубы из полиэтилена относят к 4-му классу опасности по ГОСТ 12.1.005. При атмосферных условиях трубы не выделяют в окружающую среду токсичных веществ и не оказывают при непосредственном контакте вредного действия на организм человека. Они не токсичны, взрывобезопасны.
(Измененная редакция, Изм. N 1).
6.2 Трубы из полиэтилена относят к группе "горючие" по ГОСТ 12.1.044, температура воспламенения - около 365 °С.
6.3 Безопасность технологического процесса производства труб соответствует ГОСТ 12.3.030.
6.4 Тушение горящих труб проводят огнетушащими составами (средствами), двуокисью углерода, пеной, огнетушащими порошками, распыленной водой со смачивателями, кошмой. Тушить пожар необходимо в противогазах марки В или кислородно-изолирующих противогазах по ГОСТ 12.4.121 и защитных костюмах по нормативной документации.
6.5 Для предотвращения загрязнения атмосферы в процессе производства труб необходимо выполнять требования ГОСТ 17.2.3.02.
Трубы стойки к деструкции в атмосферных условиях. Твердые отходы труб возвращают на переработку в изделия, допускающие использование вторичного сырья, или обезвреживают в соответствии с санитарными правилами, предусматривающими порядок накопления, транспортирования, обезвреживания и захоронения промышленных отходов.
(Измененная редакция, Изм. N 3).
7 Правила приемки
7.1 Трубы принимают партиями. Партией считают количество труб одного размера (одного номинального наружного диаметра и номинальной толщины стенки), изготовленных из сырья одной марки на одной технологической линии и сопровождаемых одним документом о качестве.
Документ о качестве должен содержать:
- наименование и (или) товарный знак предприятия-изготовителя;
- номер партии и дату изготовления;
- условное обозначение трубы;
- размер партии в метрах;
- марку сырья;
- условия и сроки хранения;
- результаты испытаний или подтверждение о соответствии качества требованиям настоящего стандарта.
Размер партии должен быть не более:
- 15000 м - для труб диаметром 32 мм и менее;
- 10000 м - для труб диаметром от 40 до 90 мм;
- 5000 м - для труб диаметром 110 и 160 мм;
- 2000 м - для труб диаметром 180 мм и более.
(Измененная редакция, Изм. N 1, 3).
7.2 Для определения соответствия качества труб показателям таблицы 3 проводят приемосдаточные и периодические испытания.
Таблица 3
Наименование показателя | Частота контроля | Объем выборки |
1 Внешний вид поверхности | На каждой партии | 5 проб |
2 Размеры | То же | 5 проб |
3 Относительное удлинение при разрыве | " | 5 проб |
4 Изменение длины труб после прогрева | 1 раз в 6 мес на одном диаметре от каждой группы, при этом каждый диаметр контролируют не реже 1 раза в 2 года | 3 пробы |
5 Стойкость при постоянном внутреннем давлении (20 °С - 100 ч) | 1 раз в 3 мес на одном диаметре от каждой группы, при этом каждый диаметр контролируют не реже 1 раза в 2 года | 3 пробы |
6 Стойкость при постоянном внутреннем давлении (80 °С - 165 ч) | 1 раз в 3 мес на одном диаметре от каждой группы, при этом каждый диаметр контролируют не реже 1 раза в 2 года | 3 пробы |
7 Стойкость при постоянном внутреннем давлении (80 °С - 1000 ч) | 1 раз в 6 мес на одном диаметре от каждой группы, при этом каждый диаметр контролируют не реже 1 раза в 3 года | 1 проба* |
8 Стойкость к газовым составляющим | 1 раз в 3 года на трубах диаметром 32 мм с | 3 пробы |
9 Термостабильность труб | 1 раз в 12 мес на одном диаметре от каждой группы, при этом каждый диаметр контролируют не реже 1 раза в 2 года | 2 пробы |
10 Стойкость к быстрому распространению трещин | ||
10.1 маломасштабный метод или | 1 раз в 12 мес на одном диаметре от групп 2 и 3 | 3 пробы |
10.2 полномасштабный метод | 1 раз в 12 мес на одном диаметре от групп 2 и 3 | 2 пробы |
11 Стойкость к медленному распространению трещин | 1 раз в 12 мес на одном диаметре от каждой группы | 1 проба* |
* В случае разногласий по показателям 7 и 11 от партии отбирают 2 пробы. Примечание - Испытания по показателям 4-11 проводят на каждой марке сырья. | ||
Отбор проб для испытаний проводят равномерно в течение производства. Для определения овальности после экструзии по требованию потребителя пробы отбирают у изготовителя на выходе с технологической линии и перед намоткой труб в бухты, катушки.
В случае разногласий отбор проб от партии проводят методом случайной выборки.
Для проведения испытаний труб (кроме приемосдаточных) выбирают по одному типовому представителю из каждой группы труб по номинальному наружному диаметру: группа 1 - 75 мм и менее, группа 2 - от 90 до 200 мм, группа 3 - 225 мм и более. Результаты испытаний распространяются на всю группу диаметров с любым стандартным размерным отношением .
7.3 При получении неудовлетворительных результатов приемосдаточных испытаний хотя бы по одному показателю по нему проводят повторные испытания на удвоенной выборке. При получении неудовлетворительных результатов повторных приемосдаточных испытаний партию труб бракуют.
7.4 При получении неудовлетворительных результатов периодических испытаний хотя бы по одному показателю, кроме показателя "стойкость к быстрому распространению трещин", по нему проводят повторные испытания на удвоенной выборке. При получении неудовлетворительных результатов повторных периодических испытаний их переводят в категорию приемосдаточных испытаний до получения положительных результатов по данному показателю.
При получении неудовлетворительного результата по показателю "стойкость к быстрому распространению трещин" по маломасштабному методу проводят испытания полномасштабным методом на трубах из сырья той же марки, того же изготовителя.
При получении неудовлетворительного результата по полномасштабному методу трубы могут быть использованы на максимальное рабочее давление 0,4 МПа или должны быть испытаны при давлении, рассчитанном для меньшего значения по таблице А.1.
7.2-7.4 (Измененная редакция, Изм. N 3).
8 Методы испытаний
8.1 Из каждой пробы, отобранной по 7.2, изготавливают по одному образцу для каждого вида испытания.
8.2 Испытания проводят не ранее чем через 15 ч после изготовления труб, включая время кондиционирования.
8.3 Внешний вид поверхности трубы определяют визуально без применения увеличительных приборов сравнением трубы с контрольным образцом, утвержденным в соответствии с приложением Е. Глубину тиснения определяют с помощью индикатора часового типа по ГОСТ 577 с ценой деления 0,01 мм в соответствии со схемой, приведенной в приложении И. Наконечник индикатора вводят в углубление на поверхности трубы.
(Измененная редакция, Изм. N 3).
8.4 Определение размеров
8.4.1 Применяемый измерительный инструмент:
- штангенциркуль - по ГОСТ 166;
- микрометры типов МТ и МК - по ГОСТ 6507;
- стенкомер - по ГОСТ 11358;
- рулетка - по ГОСТ 7502;
- другие средства измерений, обеспечивающие допускаемую погрешность измерений.
8.4.2 Размеры труб определяют при температуре (23±5) °С. Перед испытанием образцы выдерживают при указанной температуре не менее 2 ч.
8.4.3 Определение среднего наружного диаметра проводят на каждой пробе, отобранной по 7.2, на расстоянии не менее 150 мм от торцов в одном сечении по ГОСТ 29325. Средний наружный диаметр определяют путем измерения периметра трубы с погрешностью не более 0,1 мм и деления на 3,142.
Допускается определять средний наружный диаметр как среднеарифметическое значение измерений диаметра в двух взаимно перпендикулярных направлениях. Измерения проводят штангенциркулем или микрометром с погрешностью не более 0,1 мм.
Полученные значения среднего наружного диаметра должны соответствовать указанным в таблице 1.
8.4.4 Толщину стенки труб определяют по ГОСТ 29325 с обоих торцов каждой пробы не менее чем в шести точках, равномерно расположенных по периметру образца на расстоянии не менее 10 мм от торца. Измерения проводят для труб номинальной толщиной до 25 мм включительно - микрометром типа МТ или стенкомером, более 25 мм - микрометром типа МК. Полученные значения толщины стенки должны соответствовать указанным в таблице 1.
8.4.3, 8.4.4 (Измененная редакция, Изм. N 3).
8.4.5 Длину труб в отрезках измеряют рулеткой с погрешностью не более 1 см.
Длину труб в бухтах определяют делением значения массы бухты, взвешенной с погрешностью не более 0,5%, на значение расчетной массы 1 м трубы (приложение В) или по показаниям счетчика метража в процессе производства. В случае разногласий измерения проводят рулеткой.
(Измененная редакция, Изм. N 1, 3).
8.4.6 Овальность трубы после экструзии определяют как разность между максимальным и минимальным наружными диаметрами, измеренными по ГОСТ 29325 в одном сечении пробы штангенциркулем или микрометром типа МК.
8.5 Относительное удлинение при разрыве определяют по ГОСТ 11262, при этом толщина образца должна быть равна толщине стенки трубы, а за результат испытания принимают минимальное значение из пяти определений, округленное до двух значащих цифр.
Пять образцов лопаток изготовляют из проб, отобранных по 7.2, причем из каждой пробы изготовляют один образец.
Тип образца-лопатки, способ изготовления и скорость испытания выбирают в соответствии с таблицей 4.
Таблица 4
Номинальная толщина стенки трубы | Тип образца-лопатки по ГОСТ 11262 | Способ изготовления | Скорость испытания, мм/мин |
1 | Вырубка штампом-просечкой или механическая обработка по ГОСТ 26277 и приложению К настоящего стандарта | 100 | |
| 2 | Вырубка штампом-просечкой или механическая обработка по ГОСТ 26277 и приложению К настоящего стандарта | 50 |
| 2 | Механическая обработка по ГОСТ 26277 и приложению К настоящего стандарта | 25 |
При разногласиях образцы изготовляют механической обработкой.
При изготовлении ось образца-лопатки должна быть параллельна оси трубы.
Перед испытанием образцы кондиционируют при стандартной атмосфере 23 по ГОСТ 12423 не менее 2 ч.
При расчете относительного удлинения при разрыве по изменению расстояния между зажимами эквивалентную длину для образца типа 1 принимают равной 33 мм, для образца типа 2 - 60 мм.
8.4.6, 8.5 (Измененная редакция, Изм. N 3).
8.6 Определение изменения длины труб после прогрева при температуре (110±2) °С - по ГОСТ 27078.
(Измененная редакция, Изм. N 1).
8.7 Определение стойкости при постоянном внутреннем давлении - по ГОСТ 24157. Для вычисления испытательного давления средний наружный диаметр и толщину стенки образцов определяют в соответствии с 8.4. Расчет испытательного давления проводят с погрешностью 0,01 МПа.
8.8 Определение стойкости к газовым составляющим
Испытание на стойкость труб к газовым составляющим проводят по ГОСТ 24157 на трубах диаметром 32 мм с 11.
Испытуемый образец заполняют вместо воды синтетическим конденсатом, состоящим из смеси 50% вес. н-декана и 50% вес. 1, 3, 5-триметилбензола с содержанием основного вещества в указанных компонентах 95%.
Перед испытанием образцы, заполненные конденсатом, выдерживают в воздушной среде в течение 1500 ч при температуре (23±5) °С.
Образцы в водной среде при температуре 80 °С должны выдерживать без признаков разрушения постоянное внутреннее давление, соответствующее начальному напряжению в стенке трубы 2 МПа в течение 20 ч.
(Измененная редакция, Изм. N 1, 3).
8.9 Определение термостабильности
8.9.1 Аппаратура
Дифференциальный термический анализатор или дифференциальный сканирующий калориметр, поддерживающий температуру испытания с погрешностью ±0,5 °С.
Весы лабораторные с погрешностью взвешивания до 0,1 мг.
Баллон по ГОСТ 949 с азотом по ГОСТ 9293, баллон с кислородом по ГОСТ 5583, которые можно включать попеременно.
(Измененная редакция, Изм. N 1).
8.9.2 Подготовка к испытанию
Из сегмента трубы (или от гранул) отрезают образец массой (15±0,5) мг. Количество образцов - не менее двух.
(Измененная редакция, Изм. N 1, 3).
8.9.3 Проведение испытания
В камеру термического анализатора помещают открытую алюминиевую чашку с образцом и пустую алюминиевую эталонную чашку. При работе со сканирующим калориметром измерительную ячейку закрывают чашкой с отверстием. Через камеру прибора пропускают азот со скоростью 50 мл/мин ±10%. Камеру прибора нагревают до температуры (200±0,5) °С со скоростью 20 °С/мин. Затем включают запись термограммы, на которой строится график зависимости разности температур от времени
или теплового потока
от времени
(рисунок 1). По истечении пяти минут камеру прибора переключают на подачу кислорода и отмечают эту точку на термограмме (точка А). Запись термограммы продолжают до достижения максимума экзотермой окисления, затем прибор отключают.

Рисунок 1 - Типичная кривая окислительной термостабильности полиэтилена
(Измененная редакция, Изм. N 1).
8.9.4 Обработка результатов
К полученной кривой проводят касательную к экзотерме в точке ее максимального наклона до пересечения с продолжением горизонтальной прямой (точка В) и проецируют точки А и В на ось абсцисс.
За термостабильность принимают среднеарифметическое времени в минутах, прошедшего от точки А' до точки В' на двух образцах.
(Измененная редакция, Изм. N 1, 3).
8.10 Определение стойкости к быстрому распространению трещин - маломасштабным методом
(Измененная редакция, Изм. N 3).
8.10.1 Аппаратура
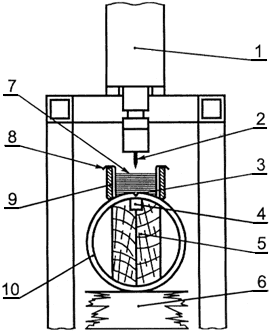
Установка для испытания (рисунок 2) состоит из следующих частей:
наружной обоймы в виде колец, допускающей свободное расширение трубы от внутреннего давления и одновременно ограничивающей радиальное расширение во время разрушения. Внутренний диаметр обоймы - (1,10±0,04). Шаг колец вдоль продольной оси должен быть (0,35±0,05)
, а ширина колец на участке от точки нанесения удара до конца зоны измерения - (0,15±0,05)
;
внутренней оправки, состоящей из несущего стержня, наковальни, диаметр которой равен (0,98±0,01)![]() , с выемкой, расположенной под бойком, объемом не более 1% от
, с выемкой, расположенной под бойком, объемом не более 1% от ![]() , декомпрессионных перегородок с диаметром (0,95±0,01)
, декомпрессионных перегородок с диаметром (0,95±0,01)![]() (
(![]() - минимальный внутренний диаметр трубы, рассчитываемый по формуле
- минимальный внутренний диаметр трубы, рассчитываемый по формуле ![]() (
( - номинальный диаметр трубы;
- максимальная толщина стенки). Шаг перегородок должен быть (0,4
)
. Размеры внутренней оправки в зоне измерения обеспечивают возможность заполнения не менее 70% внутреннего объема испытуемого образца сжатым воздухом;
манометров для измерения внутреннего статического давления в зоне измерения с погрешностью ±1% и приспособления для подачи давления внутрь испытуемого образца;
заглушек, уплотняющих образец по наружному диаметру, устанавливаемых с обоих концов испытуемого образца. Конструкция заглушек обеспечивает герметичное соединение с образцом и приспособлением для подачи давления;
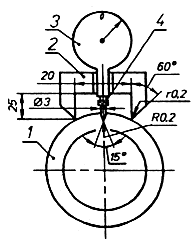
бойка для нанесения удара (рисунки 2 и 3). Лезвие бойка должно проникать на глубину 1,0-1,5 от наружной поверхности испытуемой трубы.
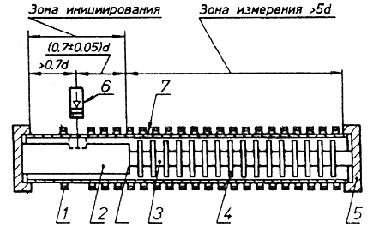
1 - кольца наружной обоймы, 2 - наковальня; 3 - несущий стержень;
4 - декомпрессионные перегородки; 5 - заглушки; 6 - боек; 7 - испытуемый образец
Рисунок 2
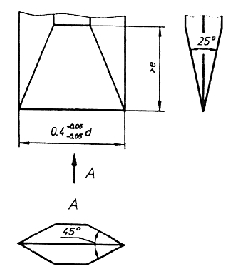
Рисунок 3
(Измененная редакция, Изм. N 1, Поправка).
8.10.2 Отбор образцов
Испытание проводят на образцах в виде отрезков труб длиной 7-8, отобранных от партии в соответствии с 7.2. Длина зоны измерения должна быть больше чем 5
. Наружная и внутренняя поверхности образца в зоне измерения не должны обрабатываться, надрезаться или подвергаться какому-либо воздействию.
8.10.3 Подготовка к испытанию
Перед испытанием определяют условия инициирования трещины на ненагруженных отрезках с длиной зоны измерения не менее 5, чтобы получить трещину длиной не менее 1
. Скорость удара бойка должна составлять (15±5) м/с. Если трещина не инициируется, на внутреннюю поверхность образца в зоне инициирования бритвой наносят надрез глубиной не менее 1 мм.
Испытуемый образец собирают в обойме и кондиционируют при температуре 0 °С термостатированием в водной или в воздушной среде в течение (3±0,25) ч при номинальной толщине образца
8 мм, (6±0,5) ч - при 8
16, (10±1) ч - при 16
32 мм и (16±1) ч - при
32 мм.
(Измененная редакция, Изм. N 1, 2, 3)
.
8.10.4 Проведение испытания
Образец подвергают воздействию постоянного внутреннего давления воздуха , поддерживаемого с погрешностью ±1%, и проводят удар бойком в зоне инициирования в соответствии с условиями по 8.10.3.
Каждый образец должен быть испытан в течение не более 3 мин после кондиционирования (8.10.3).
Длину трещины измеряют в зоне измерения металлической рулеткой по ГОСТ 7502.
8.10.5 Обработка результатов
Создавая различные давления воздуха внутри трубы (выше или ниже ожидаемого значения "критического давления"), получают не менее двух результатов, при которых образуется трещина длиной ![]() и при которых длина трещины составляет
и при которых длина трещины составляет ![]() .
.
Образование трещины длиной ![]() характеризует начало быстрого распространения трещин.
характеризует начало быстрого распространения трещин.
За результат испытания принимают минимальное внутреннее давление воздуха ("критическое давление" ), при котором возникает процесс быстрого распространения трещины на образце.
Допускается определять стойкость к быстрому распространению трещин маломасштабным методом при испытательном давлении, рассчитанном по таблице 2 для требуемого . Результат испытания считают положительным, если не происходит распространения трещины - максимальная длина трещины
![]() . При этом критическое давление больше испытательного.
. При этом критическое давление больше испытательного.
(Измененная редакция, Изм. N 3).
8.11 Стойкость к медленному распространению трещин
Определение стойкости к медленному распространению трещин проводят по ГОСТ 24157 на одном образце трубы с четырьмя продольными надрезами, нанесенными на наружную поверхность трубы. Испытание распространяют на трубы с номинальной толщиной стенки более 5 мм.
Надрез осуществляют на фрезерном станке, снабженном (для опоры образца по внутреннему диаметру) горизонтальным стержнем, жестко закрепленным на столе.
Фрезу (рисунок 4) с режущими V-образными зубьями под углом 60° шириной 12,5 мм устанавливают на горизонтальном валу. Скорость резания должна составлять (0,010±0,002) (мм/об)/зуб. Например, фреза с 20 зубьями, вращающаяся со скоростью 700 об/мин, при скорости подачи 150 мм/мин будет иметь скорость резания 150/(20х700)=0,011 (мм/об)/зуб. Фрезу не следует использовать для других материалов и целей и после нанесения надреза длиной 100 м ее заменяют.
Определяют минимальную толщину стенки по 8.4.4 и отмечают место первого надреза, затем наносят метки, обозначающие места трех последующих надрезов, которые должны располагаться равномерно по окружности трубы и на равном расстоянии от торцов.
По линиям меток измеряют толщину стенки с каждого торца и рассчитывают среднюю толщину стенки для каждой линии надреза .

- наружный диаметр трубы;
- толщина стенки трубы;
- остаточная толщина стенки трубы;
- длина надреза;
- свободная длина образца по ГОСТ 24157;
- ширина надреза;
- глубина надреза;
- двусторонняя фреза с зубьями под углом 60°
Рисунок 4
По таблице 5 выбирают значение остаточной толщины стенки .
Таблица 5
В миллиметрах
Номинальный наружный диаметр | Остаточная толщина стенки | |||||||||
|
|
|
|
| ||||||
мин. | макс. | мин. | макс. | мин. | макс. | мин. | макс. | мин. | макс. | |
50 | - | - | - | - | - | - | - | - | 4,4 | 4,6 |
63 | - | - | - | - | - | - | 4,5 | 4,8 | 5,5 | 5,8 |
75 | - | - | - | - | 4,3 | 4,5 | 5,3 | 5,6 | 6,5 | 6,9 |
90 | 4,1 | 4,3 | 4,2 | 4,4 | 5,1 | 5,4 | 6,4 | 6,7 | 7,9 | 8,3 |
110 | 4,9 | 5,2 | 5,1 | 5,4 | 6,3 | 6,6 | 7,8 | 8,2 | 9,6 | 10,1 |
125 | 5,5 | 5,8 | 5,8 | 6,1 | 7,2 | 7,5 | 8,9 | 9,3 | 10,9 | 11,5 |
140 | 6,2 | 6,6 | 6,5 | 6,8 | 8,0 | 8,4 | 9,9 | 10,4 | 12,2 | 12,9 |
160 | 7,1 | 7,5 | 7,4 | 7,8 | 9,2 | 9,7 | 11,4 | 12,0 | 14,0 | 14,7 |
180 | 8,0 | 8,4 | 8,3 | 8,8 | 10,4 | 10,9 | 12,8 | 13,4 | 15,7 | 16,5 |
200 | 8,9 | 9,3 | 9,3 | 9,8 | 11,5 | 12,1 | 14,2 | 14,9 | 17,5 | 18,4 |
225 | 10,0 | 10,5 | 10,5 | 11,0 | 12,9 | 13,6 | 16,0 | 16,8 | 19,6 | 20,6 |
250 | 11,1 | 11,6 | 11,5 | 12,1 | 14,4 | 15,1 | 17,7 | 18,6 | 21,8 | 22,9 |
280 | 12,4 | 13,0 | 12,9 | 13,6 | 16,1 | 16,9 | 19,8 | 20,8 | 24,3 | 25,6 |
315 | 14,0 | 14,7 | 14,6 | 15,3 | 18,2 | 19,1 | 22,3 | 23,5 | 27,3 | 28,7 |
Примечания 1 Остаточная толщина стенки соответствует 0,78-0,82 номинальной толщины стенки. 2 При расчете глубины надреза выбирают максимальное значение остаточной толщины стенки. | ||||||||||
Глубину каждого надреза рассчитывают как разность между значениями средней толщины стенки по линии этого надреза
и остаточной толщины стенки
. Длина надреза при полной глубине должна соответствовать номинальному наружному диаметру трубы ±1 мм.
Надрезы осуществляют попутным фрезерованием на рассчитанную для каждого надреза глубину .
На испытуемый образец с обоих концов устанавливают заглушки типа по ГОСТ 24157, в качестве рабочей жидкости используют воду.
Испытуемый образец выдерживают в ванне с водой при температуре 80 °С не менее 24 ч, затем в этой же ванне образец подвергают испытательному давлению по таблице 6 и выдерживают в течение заданного времени или до момента разрушения.
Таблица 6
| Испытательное давление, МПа | |
ПЭ 80 | ПЭ 100 | |
17,6 | 0,482 | 0,554 |
17 | 0,5 | 0,575 |
13,6 | 0,635 | 0,73 |
11 | 0,8 | 0,92 |
9 | 1,0 | 1,2 |
Примечание - Испытательное давление
где
| ||
Испытуемый образец извлекают из ванны, охлаждают до температуры 23 °С, вырезают сектор трубы посередине надреза длиной 10-20 мм и вскрывают надрез так, чтобы иметь доступ к одной из обработанных фрезой поверхностей надреза. Измеряют ширину надреза с погрешностью не более 0,1 мм с помощью микроскопа или другого средства измерений (рисунок 4).
Глубину надреза в миллиметрах рассчитывают по формуле
![]() ,
,
где - ширина поверхности обработанного фрезерованием надреза, мм;
- средний наружный диаметр трубы, мм.
Затем рассчитывают остаточную толщину стенки для каждого надреза как разность между значениями средней толщины стенки в месте каждого надреза и фактической глубины надреза. Значение остаточной толщины стенки должно соответствовать значениям, указанным в таблице 5.
Если значение остаточной толщины стенки более максимального значения, указанного в таблице 5, образец заменяют другим, который испытывают вновь.
Окончательными результатами являются результаты испытаний трех образцов, выдержавших в течение 165 ч при температуре 80 °С без признаков разрушения постоянное внутреннее давление, значение которого выбирают по таблице 6 и которое соответствует напряжению в стенке трубы 4,0 МПа (для ПЭ 80); 4,6 МПа (для ПЭ 100).
(Измененная редакция, Изм. N 1, 2, 3, Поправка).
8.12 Определение стойкости к быстрому распространению трещин - полномасштабным методом
(Исключен, Изм. N 1. Введен дополнительно, Изм. N 3).
8.12.1 Аппаратура
Канал с крышками (рисунок 5), предназначенный для размещения трубы длиной 14 м, с системой воздушного термостатирования, обеспечивающей поддержание температуры по всей длине испытуемой трубы в пределах (0±1,5) °С. По длине канала устанавливают не менее четырех опор, исключающих прогиб трубы.
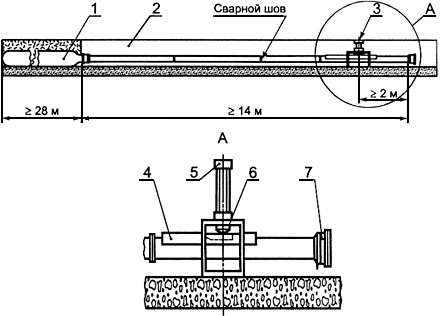
1 - стальной ресивер; 2 - канал; 3 - приспособление для инициирования трещины;
4 - рама для охлаждения; 5 - пневматический цилиндр; 6 - лезвие; 7 - заглушка
Рисунок 5 - Схема установки для испытания полномасштабным
методом на стойкость к быстрому распространению трещин
Стальной ресивер, минимальной длиной в два раза превышающей длину испытуемой трубы, и объемом, в три раза большим объема испытуемой трубы. Внутренний диаметр присоединительного участка ресивера должен иметь диаметр больший или равный внутреннему диаметру испытуемой трубы.
Система для создания давления с погрешностью ±2% от заданного давления в испытуемой трубе и стальном ресивере. В качестве среды испытания используют азот или воздух.
Оборудование для инициирования трещины, включающее:
- фрезу для механической обработки продольной канавки на наружной поверхности трубы шириной 10 мм, глубиной
80% от номинальной толщины стенки трубы, длиной
500 мм с равномерным уменьшением глубины канавки до выхода ее на наружную поверхность трубы в направлении стального ресивера на длине
250 мм (рисунок 6). Длина трубы, на которой выполняется канавка, должна быть не менее 3 м. Центр канавки с постоянной глубиной должен находиться на расстоянии не менее 2 м от заглушаемого конца трубы;
Размеры в миллиметрах
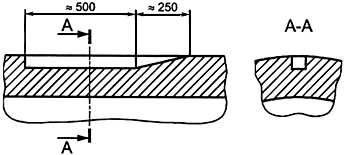
Рисунок 6 - Канавка, обрабатываемая на наружной поверхности трубы
- приспособление для нанесения удара, инициирующего образование трещины в трубе, состоящее из пневмоцилиндра и бойка в виде стального лезвия. Конструкция лезвия, приводимого в движение быстродействующим поршнем пневмоцилиндра, приведена на рисунке 7;
Размеры в миллиметрах
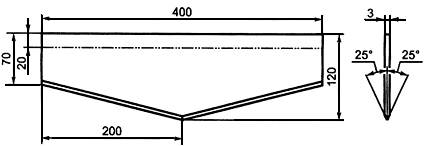
Рисунок 7 - Стальное лезвие для инициирования трещины в полиэтиленовой трубе
- систему охлаждения верхней части трубы в зоне канавки смесью твердой двуокиси углерода по ГОСТ 12162 с незамерзающей жидкостью, отвечающей требованиям ГОСТ 28084, состоящую из деревянного лотка длиной около 1 м, выложенного полиэтиленовой пленкой для заполнения охлаждающей средой, и опирающегося на верхнюю часть трубы (рисунок 8);
1 - пневмоцилиндр; 2 - лезвие; 3 - канавка; 4 - упругий материал; 5 - деревянная вставка;
6 - опора; 7 - охлаждающая жидкость; 8 - полиэтиленовая пленка; 9 - деревянный лоток;
10 - испытуемая труба
Рисунок 8 - Система охлаждения
- деревянную вставку длиной 0,5 м, поддерживающую изнутри под канавкой испытуемую трубу и предотвращающую ее деформацию в процессе инициирования трещины. Верхняя часть вставки должна иметь углубление, которое заполняют упругим вспененным материалом для того, чтобы фиксировать положение деревянной вставки по отношению к канавке, в том числе при деформации трубы в процессе ее нагружения испытательным давлением, а также обеспечить охлаждение всей толщины трубы под канавкой, изолируя эту часть трубы от среды, подающей давление.
8.12.2 Подготовка к испытанию
На испытуемой трубе обрабатывают канавку в соответствии с рисунком 6 и размещают деревянную вставку под канавкой. При этом центр канавки должен находиться на расстоянии не менее 2 м от конца трубы. На конец испытуемой трубы у канавки устанавливают заглушку.
Прямые отрезки труб сваривают встык для получения образца длиной не менее 14 м, включая отрезок трубы с нанесенной канавкой, грат не удаляют.
Испытуемую трубу помещают в канал, соединяют с металлическим ресивером, измеряют длину трубы от центра инициирования до места соединения с ресивером рулеткой по ГОСТ 7502 и кондиционируют при (0±1,5) °С в течение (6±0,5) ч при толщине стенки трубы 16 мм, (10±1) ч при 16
32 мм и (16±1) ч при
32 мм. Температуру измеряют с интервалом не более 2 м вдоль любой стороны трубы от конца деревянной рамы к стальному ресиверу.
8.12.3 Проведение испытания
Испытуемую трубу охлаждают в зоне инициирования трещины смесью твердой двуокиси углерода с незамерзающей жидкостью до температуры минус 60 °С в течение не менее 1 ч.
Затем создают давление в испытуемой трубе и ресивере с погрешностью ±2%, рассчитанное по таблице 2 для требуемого . Удаляют устройство для охлаждения канавки и инициируют образование трещины ударом металлического лезвия, расположенного вдоль канавки, по охлажденной канавке в центре ее полной глубины в месте расположения деревянной вставки. Ход бойка должен обеспечивать прорезание стенки трубы на длину лезвия (400 мм).
Удар наносят не позднее чем через три минуты после нагружения трубы испытательным давлением.
Затем измеряют длину разрушенного участка трубы, включая длину трещины от центра ее инициирования, рулеткой по ГОСТ 7502. При этом трещина не должна заканчиваться на сварном шве. В этом случае образец заменяют другим и испытывают вновь.
8.12.4 Обработка результатов
Рассчитывают отношение длины разрушившегося участка в процентах к длине испытуемой трубы, измеренной от центра инициирования трещины.
Результат испытания считают удовлетворительным, если при испытательном давлении, рассчитанном по таблице 2 для требуемого максимального рабочего давления , наибольшая длина разрушившегося участка меньше или равна 90% от длины испытуемой трубы.
Длина разрушения трубы более 90% длины испытуемой трубы, характеризующая процесс быстрого распространения трещин, является отрицательным результатом.
8.12-8.12.4 (Введены дополнительно, Изм. N 3).
9 Транспортирование и хранение
9.1 Трубы не относят к категории опасных грузов в соответствии с ГОСТ 19433 и транспортируют любым видом транспорта в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
При железнодорожных перевозках трубы длиной до 5,5 м транспортируют в крытых вагонах, трубы длиной более 5,5 м транспортируют в открытом подвижном составе по ГОСТ 22235, а также на специализированных платформах грузоотправителя. При транспортировании труб в крытых вагонах масса пакета и бухты должна составлять не более 1,25 т.
Допускается отгрузку труб средствами грузоотправителя (получателя) проводить без формирования пакета.
Трубы, упакованные по 5.4.3 и 5.4.4, транспортируют в районы Крайнего Севера и приравненные к ним местности.
(Измененная редакция, Изм. N 1).
9.2 Трубы хранят по ГОСТ 15150, раздел 10, в условиях 5 (ОЖ4). Допускается хранение труб в условиях 8 (ОЖ3) сроком не более 6 мес.
Высота штабеля труб в отрезках и бухтах при хранении свыше 2 мес не должна превышать 2 м. При меньших сроках хранения высота штабеля должна быть не более 3 м для 17,
17,6 и 4 м для
13,6,
11,
9.
(Измененная редакция, Изм. N 1, 3).
10 Гарантии изготовителя
10.1 Изготовитель гарантирует соответствие труб требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
10.2 Гарантийный срок хранения - два года со дня изготовления.
ПРИЛОЖЕНИЕ А
(справочное)
Соотношение между коэффициентом запаса
прочности и максимальным рабочим давлением
Таблица А.1
Макси- мальное рабочее давление
| Расчетное значение коэффициента запаса прочности | |||||||||
Трубы из ПЭ 80 ( | Трубы из ПЭ 100 ( | |||||||||
|
|
|
|
|
|
|
|
|
| |
0,3 | 3,2 | 3,3 | 4,2 | 5,3 | 6,7 | 4,0 | 4,2 | 5,3 | 6,7 | 8,3 |
0,4 | 2,4 | 2,5 | 3,2 | 4,0 | 5,0 | 3,0 | 3,1 | 4,0 | 5,0 | 6,2 |
0,6 | - | - | 2,1 | 2,7 | 3,3 | 2,0 | 2,1 | 2,6 | 3,3 | 4,2 |
1,0 | - | - | - | - | 2,0 | - | - | - | 2,0 | 2,5 |
1,2 | - | - | - | - | - | - | - | - | - | 2,1 |
(Измененная редакция, Изм. N 1, 3).
ПРИЛОЖЕНИЕ Б (Исключено, Изм. N 3).
ПРИЛОЖЕНИЕ В
(справочное)
Расчетная масса 1 м труб
Таблица В.1
Номинальный наружный диаметр | Расчетная масса 1 м труб, кг | ||||
|
|
|
|
| |
20 | - | - | - | 0,132 | 0,162 |
25 | - | - | - | 0,169 | 0,210 |
32 | - | - | 0,229 | 0,277 | 0,325 |
40 | 0,281 | 0,292 | 0,353 | 0,427 | 0,507 |
50 | 0,436 | 0,449 | 0,545 | 0,663 | 0,790 |
63 | 0,682 | 0,715 | 0,869 | 1,05 | 1,25 |
75 | 0,970 | 1,01 | 1,23 | 1,46 | 1,76 |
90 | 1,40 | 1,45 | 1,76 | 2,12 | 2,54 |
110 | 2,07 | 2,16 | 2,61 | 3,14 | 3,78 |
125 | 2,66 | 2,75 | 3,37 | 4,08 | 4,87 |
140 | 3,33 | 3,46 | 4,22 | 5,08 | 6,12 |
160 | 4,35 | 4,51 | 5,50 | 6,67 | 7,97 |
180 | 5,52 | 5,71 | 6,98 | 8,43 | 10,1 |
200 | 6,78 | 7,04 | 8,56 | 10,4 | 12,5 |
225 | 8,55 | 8,94 | 10,9 | 13,2 | 15,8 |
250 | 10,6 | 11,0 | 13,4 | 16,2 | 19,4 |
280 | 13,2 | 13,8 | 16,8 | 20,3 | 24,4 |
315 | 16,7 | 17,4 | 21,3 | 25,7 | 30,8 |
Примечания 1 Расчетная масса 1 м труб вычислена при плотности полиэтилена 950 кг/м 2 При изготовлении труб плотностью | |||||
(Измененная редакция, Изм. N 3).
ПРИЛОЖЕНИЕ Г
(обязательное)
Коды ОКП
Таблица Г.1
Номиналь- | ПЭ 80 | ПЭ 100 | ||||||||
|
|
|
|
|
|
|
|
|
| |
20 | - | - | - | 22 4811 8901 | 22 4811 8501 | - | - | - | 22 4811 9101 | 22 4811 8551 |
25 | - | - | - | 22 4811 8902 | 22 4811 8502 | - | - | - | 22 4811 9102 | 22 4811 8552 |
32 | - | - | 22 4811 8703 | 22 4811 8903 | 22 4811 8503 | - | - | - | 22 4811 9103 | 22 4811 8553 |
40 | 22 4811 8804 | 22 4811 8604 | 22 4811 8704 | 22 4811 8904 | 22 4811 8504 | - | - | 22 4811 8754 | 22 4811 9104 | 22 4811 8554 |
50 | 22 4811 8805 | 22 4811 8605 | 22 4811 8705 | 22 4811 8905 | 22 4811 8505 | 22 4811 9005 | 22 4811 8655 | 22 4811 8755 | 22 4811 9105 | 22 4811 8555 |
63 | 22 4811 8806 | 22 4811 8606 | 22 4811 8706 | 22 4811 8906 | 22 4811 8506 | 22 4811 9006 | 22 4811 8656 | 22 4811 8756 | 22 4811 9106 | 22 4811 8556 |
75 | 22 4811 8807 | 22 4811 8607 | 22 4811 8707 | 22 4811 8907 | 22 4811 8507 | 22 4811 9007 | 22 4811 8657 | 22 4811 8757 | 22 4811 9107 | 22 4811 8557 |
90 | 22 4811 8808 | 22 4811 8608 | 22 4811 8708 | 22 4811 8908 | 22 4811 8508 | 22 4811 9008 | 22 4811 8658 | 22 4811 8758 | 22 4811 9108 | 22 4811 8558 |
110 | 22 4811 8809 | 22 4811 8609 | 22 4811 8709 | 22 4811 8909 | 22 4811 8509 | 22 4811 9009 | 22 4811 8659 | 22 4811 8759 | 22 4811 9109 | 22 4811 8559 |
125 | 22 4811 8810 | 22 4811 8610 | 22 4811 8710 | 22 4811 8910 | 22 4811 8510 | 22 4811 9010 | 22 4811 8660 | 22 4811 8760 | 22 4811 9110 | 22 4811 8560 |
140 | 22 4811 8811 | 22 4811 8611 | 22 4811 8711 | 22 4811 8911 | 22 4811 8511 | 22 4811 9011 | 22 4811 8661 | 22 4811 8761 | 22 4811 9111 | 22 4811 8561 |
160 | 22 4811 8812 | 22 4811 8612 | 22 4811 8712 | 22 4811 8912 | 22 4811 8512 | 22 4811 9012 | 22 4811 8662 | 22 4811 8762 | 22 4811 9112 | 22 4811 8562 |
180 | 22 4811 8813 | 22 4811 8613 | 22 4811 8713 | 22 4811 8913 | 22 4811 8513 | 22 4811 9013 | 22 4811 8663 | 22 4811 8763 | 22 4811 9113 | 22 4811 8563 |
200 | 22 4811 8814 | 22 4811 8614 | 22 4811 8714 | 22 4811 8914 | 22 4811 8514 | 22 4811 9014 | 22 4811 8664 | 22 4811 8764 | 22 4811 9114 | 22 4811 8564 |
225 | 22 4811 8815 | 22 4811 8615 | 22 4811 8715 | 22 4811 8915 | 22 4811 8515 | 22 4811 9015 | 22 4811 8665 | 22 4811 8765 | 22 4811 9115 | 22 4811 8565 |
250 | 22 4811 8816 | 22 4811 8616 | 22 4811 8716 | 22 4811 8916 | 22 4811 8516 | 22 4811 9016 | 22 4811 8666 | 22 4811 8766 | 22 4811 9116 | 22 4811 8566 |
280 | 22 4811 8817 | 22 4811 8617 | 22 4811 8717 | 22 4811 8917 | 22 4811 8517 | 22 4811 9017 | 22 4811 8667 | 22 4811 8767 | 22 4811 9117 | 22 4811 8567 |
315 | 22 4811 8818 | 22 4811 8618 | 22 4811 8718 | 22 4811 8918 | 22 4811 8518 | 22 4811 9018 | 22 4811 8668 | 22 4811 8768 | 22 4811 9118 | 22 4811 8568 |
(Измененная редакция, Изм. N 1, 3).
ПРИЛОЖЕНИЕ Д
(обязательное)
Свойства материала для труб и маркировочных полос
Д.1 Трубы и маркировочные полосы изготовляют из композиций полиэтилена с термо- и светостабилизаторами и другими технологическими добавками, предназначенными для производства газовых труб.
Д.2 Материал для труб и маркировочных полос должен отвечать требованиям, приведенным в таблице Д.1.
Таблица Д.1
Наименование показателя | Значение показателя для полиэтилена | Метод испытания | ||
| ПЭ 80 | ПЭ 100 |
| |
1 Плотность при 23 °С базовой марки, кг/м | 930 | По ГОСТ 15139, разделы 4, 5, 6 | ||
2 Показатель текучести расплава при 190 °С, г/10 мин, при 5 кг | 0,2-1,2 | По ГОСТ 11645 | ||
3 Разброс показателя текучести расплава в пределах партии, %, не более | ±20 | По ГОСТ 16338, раздел 5 | ||
4 Термостабильность при 200 °С, мин, не менее | 20 | По 8.9 | ||
5 Массовая доля летучих веществ, мг/кг, не более | 350 | По ГОСТ 26359 | ||
6* Содержание сажи, % мас. | 2,0-2,5 | По ГОСТ 26311 | ||
7* Тип распределения сажи | I-II | По ГОСТ 16338, пункт 5.18 | ||
8 Атмосферостойкость после облучения энергией | Термостабильность | По ГОСТ 9.708 и по приложению Ж настоящего стандарта | ||
| 4,6 МПа | 5,5 МПа |
| |
9 Стойкость к газовым составляющим при 80 °С и начальном напряжении в стенке трубы 2 МПа, ч, не менее (на трубах | 20 | По 8.10 | ||
10 Стойкость к медленному распространению трещин при 80 °С, ч, не менее (на трубах | При начальном напряжении в стенке трубы: | По 8.11 | ||
| 4,0 МПа | 4,6 МПа |
| |
165 | 165 | |||
* Для марок, светостабилизированных сажей. | ||||
ПРИЛОЖЕНИЕ Д (Измененная редакция, Изм. N 1, 2, 3; Поправка).
ПРИЛОЖЕНИЕ Е
(обязательное)
Порядок оформления и утверждения контрольных образцов внешнего вида
Е.1 Контрольный образец представляет собой отрезок трубы длиной (500±10) мм с нанесенной на поверхность трубы маркировкой, отобранной от серийной партии труб, изготовленной в соответствии с требованиями настоящего стандарта. Образец должен быть отрезан перпендикулярно к оси трубы.
Е.2 Контрольные образцы внешнего вида поверхности трубы оформляют на один типовой представитель от каждой группы труб по диаметрам в соответствии с 7.2, и они являются контрольными образцами для всех стандартных размерных отношений группы.
(Измененная редакция, Изм. N 3).
Е.3 Каждый контрольный образец снабжают опломбированным ярлыком, в котором указывают:
- условное обозначение трубы;
- наименование предприятия-изготовителя;
- гриф утверждения контрольного образца главным инженером предприятия-изготовителя, подтвержденный круглой печатью с указанием даты утверждения;
- гриф согласования с разработчиком стандарта или любой испытательной лабораторией (центром), аккредитованной в области испытаний труб и соединительных деталей из пластмасс.
(Измененная редакция, Изм. N 1).
Е.4 При внесении изменений в перечисление 1 таблицы 2 настоящего стандарта образцы подлежат переутверждению.
Е.5 Контрольные образцы следует хранить на предприятии-изготовителе.
ПРИЛОЖЕНИЕ Ж
(справочное)
Метод определения атмосферостойкости
Ж.1 Атмосферостойкость (старение при воздействии естественных климатических факторов) определяют по ГОСТ 9.708 (метод 1) на трубах диаметром 32 мм с 11 или диаметром 63 мм с
11, соответствующих требованиям настоящего стандарта.
Испытания проводят на образцах в виде отрезка трубы длиной около 1 м.
Рабочая поверхность образца должна быть ориентирована на юг под углом наклона 45° к линии горизонта.
Продолжительность испытания определяют по данным энергии облучения (интенсивности суммарного солнечного излучения), взятым из результатов метеорологических наблюдений на климатических станциях.
После облучения энергией 3,5 ГДж/м
образцы повторно испытывают по показателям: термостабильность, относительное удлинение при разрыве, стойкость при постоянном внутреннем давлении (165 ч при 80 °С).
Примечание - При испытании на термостабильность после облучения с отрезков труб перед изготовлением испытуемых образцов снимают поверхностный слой (стружку) толщиной 0,2 мм.
Образцы считают выдержавшими испытание на атмосферостойкость, если результаты испытания соответствуют требованиям таблицы Д.1.
ПРИЛОЖЕНИЕ Ж (Измененная редакция, Изм. N 1, 3).
ПРИЛОЖЕНИЕ И
(обязательное)
Схема прибора для определения глубины дефектов
1 - труба; 2 - специальная призма (= 30); 3 - индикатор ИЧ-02 ГОСТ 577;
4 - специальный наконечник
Рисунок И.1
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ К
(рекомендуемое)
Порядок изготовления образцов механической обработкой
К.1 Для изготовления образцов применяют вертикально-фрезерный станок. Допускается применение другого оборудования, инструментов и режимов механической обработки, обеспечивающих требуемое качество поверхности.
К.2 Ось образца должна быть параллельна образующей трубы.
К.3 Режимы резания указаны в таблице К.1.
Таблица К.1
Диаметр фрезы, мм | Частота вращения инструмента, | Скорость подачи, | Охлаждение |
20 | От 6,7 до 25 (от 400 до 1500) | 0,16-0,26 | Воздух или вода |
150 | От 0,8 до 3,3 (от 50 до 200) | Медленно, вручную | То же |
К.4 Не допускается использование охлаждающей жидкости на основе эмульсий масел и сжатого воздуха со следами масел.
К.5 Поверхность образца должна быть без сколов, вздутий, трещин и других механических повреждений, определяемых визуально.
ПРИЛОЖЕНИЕ Л
(справочное)
Соответствие обозначений марок полиэтилена, применяемого
для изготовления труб, по техническим условиям наименованиям
полиэтилена по ГОСТ Р 50838
Таблица Л.1
По ГОСТ Р 50838 | По техническим условиям |
ПЭ 80 | ПЭ80Б-275, ПЭ80Б-286 [1] РЕ6GР-26В [2] F 3802Y, F 3802YCF [3] F 3802В [4] |
ПЭ 100 При освоении производства или закупке по импорту | - |
ПРИЛОЖЕНИЕ М
(справочное)
Библиография
[1] ТУ 2243-046-00203521-2004 Композиция полиэтилена средней плотности для труб и соединительных деталей газораспределительных сетей марок ПЭ80Б-275 и ПЭ80Б-286
[2] ТУ 6-11-00206368-25-93 Полиэтилен низкого давления (газофазный метод)
[3] ТУ 1112-035-00206428-99 Полиэтилен средней плотности для трубопроводов
[4] ТУ 2211-007-50236110-2003 Полиэтилен средней плотности марки F 3802В для трубопроводов
ПРИЛОЖЕНИЯ Л, М (Измененная редакция, Изм. N 1, 2, 3).
Электронный текст документа подготовлен
и сверен по:
, 2006
{kind=link}