ГОСТ 13977-74
Группа Г18
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ ТРУБОПРОВОДОВ ПО НАРУЖНОМУ КОНУСУ
Технические условия
Tube connections on external cone. Specifications
Дата введения 1975-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 10 сентября 1974 г. N 2124
Ограничение срока действия снято Постановлением Госстандарта от 16.01.86 N 126
ВЗАМЕН ГОСТ 13977-72
ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в декабре 1980 г., январе 1986 г. (ИУС 3-81, 5-86)
Настоящий стандарт распространяется на соединения трубопроводов по наружному конусу, применяемые в различных жидкостных и газовых средах, в том числе и агрессивных, при температуре от минус 60 до плюс 500 °С и давлении до 106 МПа (1060 кгс/см), в зависимости от материалов труб и арматуры на летательных аппаратах и их обслуживающих средствах.
Допускается применять настоящие соединения в других видах техники при соблюдении требований настоящего стандарта.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Марки материалов арматуры, сочетание материалов труб и арматуры и допускаемые температуры их применения должны соответствовать указанным в табл.1. Примеры сборки труб и арматуры приведены в приложении 1.
Таблица 1
Вид арматуры | Марки материала | Допускаемая температура в °С | |
арматуры | трубы | ||
Ниппели, гайки накидные, гайки, проходники, переходники, угольники, тройники, крестовины, пробки, заглушки, крышки | 13Х11Н2В2МФ (1Х12Н2ВМФ) | 500 | |
Ниппели, гайки накидные, гайки | 14Х17Н2 | 12Х18Н10Т | 400 |
Проходники, переходники, угольники, тройники, крестовины, шайбы, пробки, крышки | 12Х18Н9Т (Х18Н9Т) | 500 | |
Шайбы | 12Х18Н10Т (Х18Н10Т) | ||
Гайки накидные, гайки, проходники, переходники, угольники, тройники, крестовины, пробки, заглушки, крышки | 45 | 250 | |
Ниппели | 30ХГСА | 20А, 20 | |
Шайбы | Д1АТВ, Д16АТВ, Д1АТ, Д16АТ | 150 | |
Гайки, гайки накидные, проходники, переходники, пробки, заглушки, крышки | Д16Т, 45 | ||
Ниппели | 45, 30ХГСА | ||
Угольники, тройники, крестовины | АK6, 45 | АМг2М | 150 |
Шайбы | Д1АТВ, Д16АТВ, Д1АТ, Д16АТ | ||
Ниппели, гайки накидные, гайки | 14Х17Н2 | ||
Проходники, переходники, угольники, тройники, крестовины | Бр.АЖМц10-3 | М2 | 150 |
Шайбы | 12Х18Н10Т (Х18Н10Т) 12Х18Н9Т (Х18Н9Т) | ||
1.2. Материал для труб и арматуры должен соответствовать технической документации, указанной в табл.2.
Таблица 2
Техническая документация на полуфабрикаты | ||||
Вид полуфабриката | Марка материала | Для изделий основного назначения | Для изделий общего применения | Сортамент |
Трубы | 12Х18Н10Т (Х18Н10Т) | ГОСТ 19277-73 | ГОСТ 9941-81 |
|
20А | - | |||
20 | - | ГОСТ 8733-74 | Трубы повышенной точности по ГОСТ 9567-75 | |
АМг2М | См. приложение 2 | Трубы по ГОСТ 18475-82 | ||
М2 | ГОСТ 617-90 | Трубы медные мягкие по ГОСТ 617-90 | ||
Прутки для ниппелей, накидных гаек, гаек, проходников, переходников, пробок, заглушек, крышек | 45 | ГОСТ 1051-73 | Прутки обычной точности по ГОСТ 2590-88 | |
30ХГСА | ГОСТ 4543-71 | Прутки 5-го класса точности по ГОСТ 8560-78 и ГОСТ 7417-75 | ||
14Х17Н2 (1X17H2) | См. приложение 2 | ГОСТ 5949-75 | ||
12Х18Н9Т | ||||
13Х11Н2В2МФ (1Х12Н2ВМФ) | Прутки 4-го класса точности по ГОСТ 8560-78 и ГОСТ 7417-75 | |||
Прутки для накидных гаек, гаек, проходников, пробок, переходников, заглушек, крышек | Д16Т | 21488-97 повышенной точности | ||
Бр.АЖМц | ГОСТ 1628-78 | Прутки шестигранные 5-го и круглые 9-го классов точности по ГОСТ 1628-78 | ||
Штамповки для угольников, тройников, крестовин | 45 | ГОСТ 1050-88 | ||
12Х18Н9Т (Х18Н9Т) | См. | ГОСТ 5949-75 | - | |
13Х11Н2В2МФ (1Х12Н2ВМФ) | ||||
АK6 | 21488-97 | |||
Бр.АЖМц | ГОСТ 1628-78 | Прутки круглые 9-го класса точности по ГОСТ 1628-78 | ||
Листы для шайб | Д1АТВ, Д16АТВ | См. приложение 2 | - | - |
Д1АТ, Д16АТ | - | ГОСТ 21631-76 | ||
12Х18Н10Т (Х18Н10Т) | См. приложение 2 | - | По ГОСТ 19903-74, | |
- | ГОСТ 5582-75, мягкие | |||
Примечания:
1. Прутки для точения из стали марки 45 должны поставляться в нормализованном состоянии.
2. Для изделий общего применения допускается замена материалов:
стали марки 45 сталью 30ХГСА - по ГОСТ 4543-71;
стали марки 45 (штамповки) и алюминиевого сплава марки АK6 алюминиевым сплавом марки АK4-1 по ГОСТ 21488-97; алюминиевого сплава марки Д16Т алюминиевым сплавом марок АK4-1Т1 по ГОСТ 21488-76 и АK4-1чТ1 по технической документации, указанной в приложении 2 (кроме накидных гаек) и стали марки 13Х11Н2В2МФ сталью марки 10Х11Н23ТЗМР (Х12Н22ТЗМР) и стали марки 12Х18Н9Т сталью марки 12Х18Н10Т по ГОСТ 5949-75. В случае замены материалов в условном обозначении арматуры должно быть указано соответствующее обозначение марки материала-заменителя.
(Измененная редакция, Изм. N 1, 2).
1.3. Условные обозначения материалов арматуры для соединений трубопроводов должны соответствовать указанным в табл.3.
Таблица 3
Группа материала | Обозначение группы | Марка материала | Условное обозначение марки материала | |
для изделий основного назначения | для изделий общего применения | |||
Нержавеющая сталь | 1 | 13Х11Н2В2МФ (1Х12Н2ВМФ) | 11А | 11 |
14Х17Н2 (Х17Н2, ЭИ268) | 12А | 12 | ||
12Х18Н9Т (Х18Н9Т) 12Х18Н10Т (Х18Н10Т) | 13А | 13 | ||
10Х11Н23ТЗМР (ЭПЗЗ) | 14А | 14 | ||
1Х16Н2АМ (ЭП479) | 15А | - | ||
Легированные и углеродистые стали | 2 | 30ХГСА | 21А | 21 |
45 | 22А | 22 | ||
Алюминиевые сплавы | 3 | Д16Т, Д1АТВ, Д16АТВ, Д1АТ, Д16АТ, АK6 | 31А | 31 |
АK4-1 | 32А | 32 | ||
Бронза | 4 | Бр.АЖМц10-3-1,5 | 41А | 41 |
(Измененная редакция, Изм. N 2).
1.4. Рабочие давления внутри трубопровода в зависимости от материала, диаметра и толщины стенки труб приведены в табл.4.
Таблица 4
Размеры в мм | |||||||||
Наружный диаметр труб | Марка материала | Толщина стенки, | |||||||
0,5 | 0,6 | 0,75 | 0,8 | 1,0 | 1,2 | 1,4 | 1,5 | ||
Рабочее давление в МПА (кгс/см | |||||||||
3 | М2 | 21,5 (215) | - | - | - | - | - | - | - |
15,5 (155) | - | - | - | - | - | - | - | ||
4 | 20А | 32,0 (320) | 37,0 (370) | - | 76,0 (760) | - | - | - | - |
12Х18Н10Т | 43,5 (435) | 55,0 (550) | - | 106 (1060) | - | - | - | - | |
М2 | - | - | - | 15,5 (155) | 24,0 (240) | - | - | - | |
АМг2М | - | - | 14,5 (145) | - | 20,5 (205) | - | - | - | |
6 | 20А | - | 23,5 (235) | - | 34,0 (340) | 43,0 (430) | 48,0 (480) | - | - |
12Х18Н10Т (Х18Н10Т) | - | 34,5 (345) | - | 48,0 (480) | 66,0 (660) | 76,0 (760) | - | - | |
М2 | - | - | - | 11,0 (110) | 17,0 (170) | - | - | 26,5 (265) | |
8 | АМг2М | - | - | 10,5 (105) | - | 15,0 (150) | - | - | 23,5 (235) |
20А | - | - | - | 25,0 (250) | 31,0 (310) | 40,0 (400) | 48,5 (485) | - | |
12Х18Н10Т (Х18Н10Т) | - | 24,5 (245) | - | 34,5 (345) | 48,0 (480) | 52,0 (520) | 65,0 (650) | - | |
М2 | - | - | - | 9,50 (95) | 13,5 (135) | - | - | 21,0 (210) | |
10 | АМг2М | - | - | 8,5 (85) | - | 12,0 (120) | - | - | 18,0 (180) |
20А | - | - | - | 19,5 (195) | 24,0 (240) | 32,0 (320) | 38,0 (380) | - | |
12Х18Н10Т (Х18Н10Т) | - | - | - | 27,0 (270) | 37,0 (370) | 41,5 (415) | 51,0 (510) | - | |
2М | - | - | - | - | 11,0 (110) | - | - | 17,0 (170) | |
| АМг2М | - | - | - | - | 9,5 (95) | - | - | 14,5 (145) |
20А | - | - | - | - | 19,5 (195) | 25,5 (255) | 31,0 (310) | - | |
12Х18Н10Т (Х18Н10Т) | - | 16,5 (165) | - | - | 30,5 (305) | 34,5 (345) | 41,5 (415) | - | |
М2 | - | - | - | - | 9,5 (95) | - | - | 14,5 (145) | |
| АМг2М | - | - | - | - | 8,0 (80) | - | - | 12,5 (125) |
20А | - | - | - | - | 17,0 (170) | 22,0 (220) | 26,0 (260) | - | |
12Х18Н10Т (Х18Н10Т) | - | - | - | - | 26,0 (260) | 29,5 (295) | 34,5 (345) | - | |
М2 | - | - | - | - | 8,0 (80) | - | - | 12,5 (125) | |
| АМг2М | - | - | - | - | 7,0 (70) | - | - | 10,5 (105) |
20А | - | - | - | - | 14,5 (145) | 19,0 (190) | 22,5 (225) | - | |
12Х18Н10Т (Х18Н10Т) | - | - | - | 16,0 (160) | 20,5 (205) | 25,5 (255) | 30,0 (300) | 32,0 (320) | |
М2 | - | - | - | - | 7,0 (70) | - | - | 11,0 (110) | |
АМг2М | - | - | - | - | 6,0 (60) | - | - | 9,50 (95) | |
18 | 20А | - | - | - | - | 12,5 (125) | 17,0 (170) | 20,0 (200) | - |
12Х18Н10Т (Х18Н10Т) | - | - | - | 14,0 (140) | 18,0 (180) | 22,5 (225) | 26,5 (265) | - | |
М2 | - | - | - | - | 6,5 (65) | - | - | 9,50 (95) | |
АМг2М | - | - | - | - | 5,5 (55) | - | - | 8,50 (85) | |
20 | 20А | - | - | - | - | 11,5 (115) | 15,0 (150) | 17,5 (175) | - |
12Х18Н10Т (Х18Н10Т) | - | - | - | 12,5 (125) | 16,0 (160) | 20,0 (200) | 23,5 (235) | - | |
АМг2М | - | - | - | - | 5,0 (50) | - | - | 7,50 (75) | |
22 | 20А | - | - | - | - | 10,5 (105) | 13,5 (135) | 16,5 (165) | - |
12Х18Н10Т (Х18Н10Т) | - | - | - | 11,5 (115) | 14,5 (145) | 18,0 (180) | 21,0 (210) | - | |
АМг2М | - | - | - | - | 4,5 (45) | - | - | 6,50 (65) | |
25 | 20А | - | - | - | - | 9,0 (90) | 12,0 (120) | 14,0 (140) | - |
12Х18Н10Т (Х18Н10Т) | - | - | - | 10,0 (100) | 13,0 (130) | 16,0 (160) | 18,5 (185) | - | |
АМг2М | - | - | - | - | 4,0 (40) | - | - | 6,00 (60) | |
28 | 20А | - | - | - | - | 8,0 (80) | 10,0 (100) | 12,0 (120) | - |
12Х18Н10Т (Х18Н10Т) | - | - | - | 9,0 (90) | 11,5 (115) | 13,5 (135) | 16,5 (165) | - | |
АМг2М | - | - | - | - | 3,5 (35) | - | - | 5,50 (55) | |
30 | 20А | - | - | - | - | 7,5 (75) | 9,50 (95) | 11,5 (115) | - |
12Х18Н10Т (Х18Н10Т) | - | - | - | 8,0 (80) | 10,5 (105) | 13,0 (130) | 15,0 (150) | - | |
АМг2М | - | - | - | - | 3,5 (35) | - | - | 5,0 (50) | |
32 | 20А | - | - | - | - | 7,0 (70) | 9,0 (90) | 11,0 (110) | - |
12Х18Н10Т (Х18Н10Т) | - | - | - | 8,00 (80) | 10,0 (100) | 12,0 (120) | 14,0 (140) | - | |
АМг2М | - | - | - | - | 3,0 (30) | - | - | 5,0 (50) | |
34 | 20А | - | - | - | - | 6,5 (65) | 8,5 (85) | - | - |
12Х18Н10Т (Х18Н10Т) | - | - | - | 7,50 (75) | 9,5 (95) | 11,5 (115) | 13,5 (135) | - | |
АМг2М | - | - | - | - | 3,0 (30) | - | - | 4,5 (45) | |
36 | 20А | - | - | - | - | 6,5 (65) | 8,0 (80) | 9,5 (95) | - |
12Х18Н10Т (Х18Н10Т) | - | - | - | - | 9,0 (90) | 10,5 (105) | 12,5 (125) | - | |
АМг2М | - | - | - | - | 2,5 (25) | - | - | 4,5 (45) | |
38 | 20А | - | - | - | - | 6,0 (60) | 7,5 (75) | 9,0 (90) | - |
12Х18Н10Т (Х18Н10Т) | - | - | - | - | 8,5 (85) | 10,0 (100) | 12,0 (120) | - | |
(Измененная редакция, Изм. N 1, 2).
1.5. Указанные в табл.4 рабочие давления определены при температуре плюс 20 °С; они являются справочными и вычисляются по формуле
![]() ,
,
где - минимальное разрушающее давление в МПа (кгс/см
);
- запас прочности, равный 3,15.
Минимальное разрушающее давление определяется по формуле
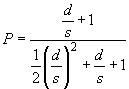 ,
,
где - внутренний диаметр трубопровода;
- минимальная толщина стенки в мм.
1.6. Рабочие и максимально допустимые крутящие моменты затяжки накидных гаек соединений трубопроводов из стали марок 20А, 12Х18Н10Т и алюминиевого сплава при испытании их на герметичность гидравлическим или воздушным давлением должны соответствовать указанным в табл.5.
Таблица 5
Крутящие моменты затяжки, Н·м (кгс·см), для труб из | ||||||
Размер трубы | стали марок 20А и 12X18H10T | алюминиевого сплава | ||||
Рабочий | Максимально допустимый | Рабочий | Максимально допустимый | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | |||
6х1 | 24,0 (240) | +2,5 (25) | 60,0 (600) | 16,0 (160) |
| 21,0 (210) |
8х1 | 34,0 (340) |
| 68,0 (680) | 23,0 (230) | 28,0 (280) | |
10х1 | 43,0 (430) | 76,0 (760) | 31,0 (310) |
| 40,0 (400) | |
12х1 | 53,0 (530) | 84,0 (840) | 39,0 (390) | 50,0 (500) | ||
14х1 | 63,0 (630) | +7,5 (75) | 92,0 (920) | 46,0 (460) |
| 60,0 (600) |
16х1 | 72,0 (720) | 100,0 (1000) | 54,0 (540) | 70,0 (700) | ||
18х1 | 81,0 (810) | 108,0 (1080) | 61,0 (610) |
| 80,0 (800) | |
20х1 | 90,0 (900) | +10,0 (100) | 115,0 (1150) | 69,0 (690) | 90,0 (900) | |
22х1 | 100,0 (1000) | 123,0 (1230) | 77,0 (770) |
| 99,0 (990) | |
25х1 | 117,0 (1170) | +12,0 (120) | 136,0 (1360) | 90,0 (900) | 112,0 (1120) | |
28x1 | 130,0 (1300) |
| 149,0 (1490) | 102,0 (1020) |
| 122,0 (1220) |
30x1 | 137,0 (1370) | 155,0 (1550) | 108,0 (1080) | 128,0 (1280) | ||
Примечание. Затяжку накидных гаек соединений, для которых не заданы значения крутящих моментов, производить ключами по ГОСТ 2839-80 и ГОСТ 2841-80.
1.5, 1.6. (Измененная редакция, Изм. N 2).
1.7. Затяжку накидных гаек соединений трубопроводов при сборке на изделиях проводят ключами по ГОСТ 2839-80 или ГОСТ 2841-80.
Затяжку накидных гаек для ответственных соединений производят тарированными ключами.
1.8. Арматура для соединений трубопроводов должна быть термически обработана:
детали из стали марки 30ХГСА на 29,0-35,5 НRС;
ниппели и гайки из стали марки 14Х17Н2 на 23,0-32,0 HRC;
детали из стали марки 13Х11Н2В2МФ на 25,0-0,35 HRC*;
_______________
* Вероятно, ошибка оригинала. Следует читать "25,0-35,0 HRC". - Примечание изготовителя бахы данных.
детали из стали марки 12Х18Н9Т и 12Х18Н10Т закалены;
горячештампованные детали из алюминиевых сплавов закалены и состарены по режимам или
;
штампованные детали из стали марки 45 нормализованы;
детали из стали марки 10Х11Н23ТЗМР на HRC32,0;
детали из стали марки 1Х16Н2АМ на 25,0-0,35 HRC*;
_______________
* Вероятно, ошибка оригинала. Следует читать "25,0-35,0 HRC". - Примечание изготовителя бахы данных.
детали с неоговоренной термической обработкой должны иметь механические свойства, соответствующие исходному материалу.
(Измененная редакция, Изм. N 2).
1.9. Арматура для соединений трубопроводов должна иметь следующие защитные покрытия:
- из нержавеющей стали и бронзы - Хим. Пас.;
- из углеродистой и легированной стали: с внутренней резьбой - Kд6-9. Хим. окс. фос. гфж; с наружной резьбой - Kд9-12. Хим. окс. фос. гфж и без резьбы - Kд15.хр.;
- из алюминиевых сплавов - Ан. Окс. хр.
Для улучшения свинчиваемости резьбовой арматуры из нержавеющих сталей внутренние поверхности накидных гаек допускается подвергать меднению (для рабочих температур до 300 °С) или электрохимическому фосфатированию толщиной 0,003-0,006 мм (для рабочих температур до 500 °С). При этом в обозначение гайки вводятся соответственно буквы М или Эф, например:
Гайка накидная 12-13-М ГОСТ 13957-74.
Допускаются другие виды покрытий, улучшающие свинчиваемость.
Для арматуры, имеющей соприкосновение с топливом, кадмирование должно быть заменено на цинкование с той же толщиной покрытия, при этом в обозначение арматуры вводится буква Ц, например:
Крышка 12-22-Ц ГОСТ 13976-74
Для деталей из углеродистых сталей, работающих в масле, допускается взамен кадмирования применять покрытие Хим. Окс. прм, при этом в обозначение деталей должна быть введена буква О, например:
Крышка 12-22-О ГОСТ 13976-74
Технология нанесения покрытий - по технической документации, утвержденной в установленном порядке.
(Измененная редакция, Изм. N 1, 2).
1.10. Арматуру, изготовляемую из алюминиевых сплавов, допускается подвергать цветному анодированию в цвета, соответствующие цветной маркировке трубопроводов.
1.11. Дополнительные защитные покрытия арматуры должны назначаться в соответствии с технической документацией, утвержденной в установленном порядке.
1.12. По согласованию сторон допускается: не кадмировать (не цинковать) уплотнительные конические и внутренние цилиндрические поверхности присоединительной арматуры, имеющие контакт с рабочей жидкостью; замена кадмирования (цинкования) покрытием Хим. окс. фос. гфж для ввертной части ввертной арматуры; отсутствие гидрофобизирования деталей. При этом соответственно в обозначение арматуры вводить буквы У, В, Г.
(Измененная редакция, Изм. N 2).
1.13. На поверхности арматуры не допускаются трещины, плены, заусенцы, риски, вмятины и другие механические повреждения.
1.14. Резьба должна быть чистой и не иметь заусенцев, сорванных ниток и вмятин.
1.15. Допускаются:
а) следы резьбы на поверхности центрирующего пояска и на необрабатываемых поверхностях угольников, тройников и крестовин;
б) незначительные вмятины и следы от штампов - не более половины предельных отклонений на соответствующий размер арматуры;
в) поверхностные дефекты, допускаемые техническими условиями на прутки, из которых изготовляют детали;
г) на наружных цилиндрических поверхностях накидных гаек необработанные места (лыски);
д) увеличение диаметра центрирующего пояска арматуры не более чем на 0,3 мм после резьбообразования накаткой.
1.16. Не указанные в стандартах предельные отклонения размеров:
а) обрабатываемых поверхностей: диаметральных - по ;
; прочих охватывающих и охватываемых поверхностей - по
,
;
б) необрабатываемых поверхностей штампованной арматуры - по табл.6;
в) "под ключ": для деталей, изготовляемых штамповкой и из круглых прутков, - по ; для деталей, изготовляемых из шестигранных прутков, - равные предельным отклонениям размера "под ключ" прутка. Поверхности бобышек "под ключ" в штампованной арматуре калибруют;
г) угловых - по ГОСТ 8908-81 ±![]() .
.
(Измененная редакция, Изм. N 1, 2).
1.17. Неуказанные радиусы от механической обработки - не более 0,4 мм (для инструмента).
1.18. Неуказанные штамповочные радиусы - 2,5 мм.
1.19. Штамповочные уклоны - не более 5°.
1.20. Допускаемое смещение по плоскости разъема штампов - не более 0,3 мм.
1.21. Резьба метрическая - по ГОСТ 9150-81; поля допусков - по ГОСТ 16093-81; для наружных резьб деталей из стали - 6е; для наружных резьб деталей из алюминиевого сплава и бронзы - ; для внутренних резьб деталей -
![]() . Сбеги (уменьшенные), проточки и фаски - по ГОСТ 10549-80.
. Сбеги (уменьшенные), проточки и фаски - по ГОСТ 10549-80.
Примечания:
1. При изготовлении резьбы методом накатки заходные фаски необходимо выполнять под углом 30° вместо 45°.
2. Предельные отклонения радиусов и фасок по ГОСТ 10549-80 ±0,3 для размеров от 0,5 до 1 мм (искл.) и ±0,5 мм - для размеров от 1 до 3 мм (вкл.).
Таблица 6
Размеры в мм
Размер заготовки | Материал заготовки | |
Сталь | Алюминиевый сплав и бронза | |
Пред. откл. | ||
А. Линейные размеры (кроме радиусов закруглений) | ||
до 16 | +0,35 | +0,3 |
-0,2 | -0,15 | |
св. 16 до 25 | +0,4 | +0,35 |
-0,25 | -0,2 | |
св. 25 до 40 | +0,55 | +0,4 |
-0,3 | -0,25 | |
св. 40 до 60 | +0,7 | +0,55 |
-0,35 | -0,3 | |
св. 60 до 100 | +0,85 | +0,7 |
-0,55 | -0,4 | |
Б. Размеры радиусов закруглений | ||
1,6 | + 1,0 | +0,7 |
-0,5 | -0,3 | |
2,5 | + 1,2 | +0,9 |
-0,6 | -0,4 | |
1.22. Коническая резьба - по ГОСТ 6111-52.
1.23. Допускается:
- несоосность наружных цилиндрических поверхностей и шестигранника - не более половины допуска на размер "под ключ";
- несоосность наружных обрабатываемых цилиндрических поверхностей и внутренних цилиндрических поверхностей - не более половины допуска на внутренние диаметры;
- на внутренних поверхностях сквозных и пересекающихся отверстий арматуры уступы от несовпадения осей - не более 0,2 мм;
- во всех угольниках вместо скруглений ![]() выполнять ступенчатые уступы от пересечения отверстий сверления;
выполнять ступенчатые уступы от пересечения отверстий сверления;
- в технически обоснованных случаях в штампованной арматуре получать размер "под ключ" механической обработкой с сохранением требуемой точности и с шероховатостью поверхностей не ниже 4-го класса;
- по соглашению сторон изготовление арматуры без отверстий под стопорение проволокой, при этом к обозначению арматуры добавлять буквы БK, например:
Гайка М20х1,5-31-БK ГОСТ 13958-74
- притупление неполного витка резьбы присоединительного элемента арматуры;
- для улучшения герметичности соединений трубопроводов с 16 мм обработку уплотнительных конических поверхностей труб и арматуры производить с шероховатостью поверхностей 8-го класса вместо 7-го.
(Измененная редакция, Изм. N 2).
1.24. Размеры и предельные отклонения на арматуру должны соответствовать указанным в стандартах до нанесения покрытия.
1.25. Для деталей, предназначенных для применения в кислородных системах, в условное обозначение должна добавляться буква K, например
Крышка 12-31-K ГОСТ 13976-74
1.26. При использовании устанавливаемых стандартами соединений трубопроводов следует учитывать, что предел выносливости трубопровода из стали марки 12Х18Н10Т с размерами ![]() равными 12x1 мм, определенный при нормальной температуре, составляет
равными 12x1 мм, определенный при нормальной температуре, составляет =181 Мн/м
(18,5 кгс/мм
).
Примечание. Материал трубы - по ГОСТ 19277-73.
(Измененная редакция, Изм. N 1).
2. ПРАВИЛА ПРИЕМКИ
2.1. Для проверки соответствия арматуры, труб и их соединений требованиям настоящего стандарта устанавливаются приемосдаточные испытания.
2.2. Приемосдаточным испытаниям подвергают каждую партию арматуры и труб.
Партия должна состоять из деталей одной марки материала и одного типоразмера.
2.3. Приемосдаточные испытания производят в следующем объеме и последовательности:
а) контроль размеров арматуры и труб и проверка прилегания конусных поверхностей - 3% от партии, но не менее 10 шт.;
б) определение толщины стенки у края развальцованной части трубы - 2% от партии, но не менее 10 шт.;
в) проверка угла перекоса развальцованной части трубы относительно оси трубопровода - 2 шт. от партии;
г) проверка состояния внутренней поверхности трубы - сплошной контроль;
д) испытания на прочность и герметичность труб - сплошной контроль;
е) внешний осмотр арматуры и труб - сплошной контроль;
ж) определение твердости - 10% от партии;
з) контроль покрытий - 1% от партии, но не менее 3 шт.
2.4. Если при испытании арматуры и труб (п.п.2.3 а, б, в, ж, з) будут получены неудовлетворительные результаты хотя бы по одному из показателей, всю партию возвращают для доработки.
Если при испытании арматуры и труб (пп.2.3 г, д, е) будут обнаружены детали, не соответствующие требованиям настоящего стандарта, эти детали возвращают для доработки.
Повторные испытания по п.п.2.3 а, б, в, з проводят на удвоенной выборке, по п.п.2.3 г, д, е, ж - на каждой детали.
Результаты повторных испытаний являются окончательными.
2.5. Потребитель проводит контроль качества поступившей продукции в объеме и последовательности приемосдаточных испытаний.
2.6. Клеймо технического контроля должно быть нанесено ударным способом на каждой годной детали (на гранях шестигранника или на площадках "под ключ", кроме деталей, место клеймения которых указано на чертежах). Допускается клеймение тонкостенных или малогабаритных деталей краской или на бирке для всей партии деталей.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Контроль размеров арматуры и труб производят универсальным измерительным инструментом. Контроль резьбы следует проводить до нанесения покрытия.
(Измененная редакция, Изм. N 1).
3.2. Испытание внешних конусных поверхностей арматуры на прилегание производят с помощью специального калибра по отпечатку краски на конусе арматуры.
Отпечаток должен быть кольцевым, без разрыва и располагаться в плоскости, перпендикулярной оси конуса.
3.3. Испытания внутренних конусных поверхностей труб на прилегание производят с помощью специального калибра по отпечатку краски на конусе калибра, при этом накидную гайку необходимо затянуть рабочим крутящим моментом согласно табл.5. Отпечаток должен быть кольцевым, без разрыва. Схема испытаний внутренней конусной поверхности трубы на прилегание с помощью специального калибра показана на чертеже.
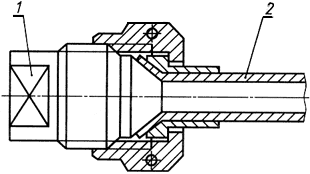
1 - специальный калибр; 2 - труба в сборе по ГОСТ 13954-74
Допускается не проводить проверку по отпечатку краски конических поверхностей арматуры и труб при проверке соединений на герметичность гидравлическим или воздушным давлением с затяжкой накидной гайки рабочим крутящим моментом согласно табл.5.
3.4. Контроль толщины стенки у края развальцованной части трубы проводят по технической документации, утвержденной в установленном порядке.
3.5. Проверку угла перекоса развальцованной части трубы относительно оси трубопровода производят универсальным измерительным инструментом.
3.6. Проверку внутренних поверхностей труб на отсутствие посторонних предметов, вмятин и наплывов проводят прокаткой шарика.
3.7. Испытания на прочность и герметичность проводят по технической документации, утвержденной в установленном порядке.
3.8. Внешний осмотр арматуры и труб производят визуально. Поверхность труб под ниппелем при отсутствии смещения ниппеля проверяют разрезанием двух труб от партии.
3.9. Контроль твердости проводят на приборах для измерения твердости по методам Роквелла и Виккерса по ГОСТ 23677-79.
3.10. Контроль покрытий проводят по технической документации, утвержденной в установленном порядке.
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Каждая деталь, кроме гаек по ГОСТ 13958-74 и заглушек по ГОСТ 13974-74, должна иметь маркировку, содержащую:
значения наружных диаметров труб;
условное обозначение марки материала.
Гайки по ГОСТ 13958-74 и заглушки по ГОСТ 13974-74 маркируют обозначением резьбы и условным обозначением марки материала.
Маркировку выполняют ударным способом на гранях шестигранника или на площадках "под ключ", кроме деталей, место маркировки которых указано на чертежах. Для штампованной арматуры маркировка может быть нанесена в процессе штамповки на корпусе детали (кроме площадок "под ключ") выпуклым шрифтом. Шрифт - по ГОСТ 2930-62. Глубина шрифта при ударном способе маркирования - не более 0,3 мм. Бронзовую арматуру по материалу не маркируют.
Для деталей, подвергаемых цинкованию, и для деталей, предназначенных для применения в кислородных системах, к тексту маркировки должны быть добавлены соответственно буквы Ц и К.
Для деталей, изготовляемых из шестигранных прутков, допускается предварительное нанесение текста маркировки на грани шестигранника прутков непрерывным методом, при этом допускается наличие на грани деталей повторяющихся маркировочных знаков.
Допускается тонкостенные и малогабаритные детали маркировать краской или на бирке для всей партии деталей.
4.2. Каждую деталь завертывают в антикоррозионную бумагу по ГОСТ 16295-93 и упаковывают в дощатые ящики типа I по ГОСТ 2991-85, выложенные внутри водонепроницаемой бумагой по ГОСТ 8828-89. Упаковка должна обеспечивать сохранность упакованных деталей при транспортировании любым видом транспорта.
Детали, предназначенные для кислородных систем, обертывают в растительный пергамент по ГОСТ 1341-97. Применение смазки и промасленного оберточного материала не допускается.
В каждый ящик упаковывают детали только одного наименования.
Брутто не более 32 кг.
4.3. В каждый ящик вкладывают паспорт и упаковочный лист, в котором указывают:
наименование или товарный знак предприятия-изготовителя;
условное обозначение детали;
количество деталей;
дату изготовления;
номер партии;
обозначение настоящего стандарта.
4.4. Маркировка транспортной тары - по ГОСТ 14192-96.
4.5. При транспортировании деталей в страны с тропическим климатом упаковку и консервацию производят по ГОСТ 9.014-78.
4.6. Детали должны перевозиться в чистых и сухих крытых транспортных средствах, предохраняющих их от атмосферных осадков и механических повреждений.
4.7. Детали должны храниться в упаковке, предусмотренной настоящим стандартом, на стеллажах в легких () условиях хранения по ГОСТ 9.014-78.
ПРИЛОЖЕНИЕ 1
ПРИМЕРЫ СБОРКИ ТРУБ И АРМАТУРЫ
1. Примеры сборки труб и арматуры приведены на черт.1-10.
Сборка труб с прямым проходником
1 - труба в сборе по ГОСТ 13954-74; 2 - проходник прямой по ГОСТ 13959-74;
3 - проволока; 4 - пломба
Черт.1
Сборка труб с проходным угольником
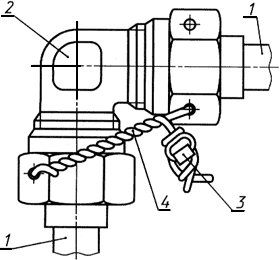
1 - труба в сборе по ГОСТ 13954-74; 2 - угольник проходной по ГОСТ 13962-74;
3 - пломба; 4 - проволока
Черт.2
Сборка труб с прямым герметизируемым проходником
1 - труба в сборе по ГОСТ 13954-74; 2 - проходник прямой герметизируемый по ГОСТ 20188-74;
3 - шайба по ГОСТ 20193-74; 4 - проволока; 5 - пломба;
6 - гайка по ГОСТ 13958-74; 7 - прокладка уплотнительная
Черт.3
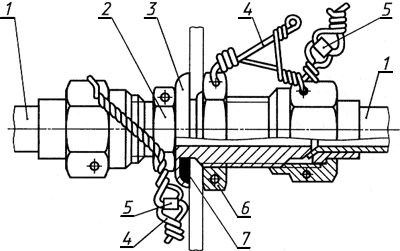
Сборка труб с фланцевым проходным герметизируемым угольником
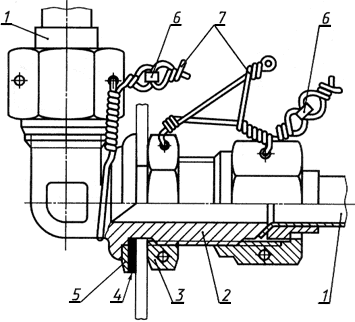
1 - труба в сборе по ГОСТ 13954-74; 2 - угольник фланцевый проходной герметизируемый по ГОСТ 20189-74;
3 - гайка по ГОСТ 13958-74; 4 - прокладка уплотнительная; 5 - шайба по ГОСТ 20193-74;
6 - пломба; 7 - проволока
Черт.4
Сборка труб с ввертным проходником

1 - труба в сборе по ГОСТ 13954-74; 2 - угольник ввертной по ГОСТ 13969-74;
3 - проволока; 4 - пломба
Черт.5
Сборка труб с ввертным угольником

1 - труба в сборе по ГОСТ 13954-74; 2 - угольник ввертной по ГОСТ 13970-74;
3 - проволока; 4 - пломба
Черт.6
Сборка труб с ввертным проходником под металлическое уплотнение
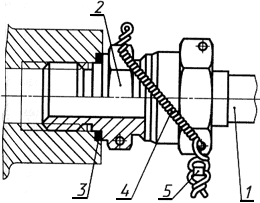
1 - труба в сборе по ГОСТ 13954-74; 2 - проходник ввертной под металлическое уплотнение по ГОСТ 20194-74;
3 - кольцо уплотнительное; 4 - проволока; 5 - пломба
Черт.7
Сборка труб с ввертным проходником под резиновое уплотнение
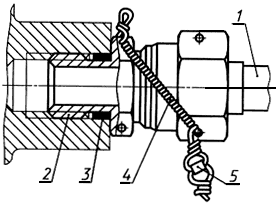
1 - труба в сборе по ГОСТ 13954-74; 2 - проходник ввертной под резиновое уплотнение по ГОСТ 20195-74;
3 - кольцо уплотнительное по ГОСТ 9833-73; 4 - проволока; 5 - пломба
Черт.8
Сборка труб с ввертным угольником под резиновое уплотнение

1 - труба в сборе по ГОСТ 13954-74; 2 - угольник ввертной под резиновое уплотнение по ГОСТ 20198-74;
3 - гайка по ГОСТ 19532-74; 4 - шайба по ГОСТ 19531-74; 5 - кольцо уплотнительное по ГОСТ 9833-73;
6 - пломба; 7 - проволока
Черт.9
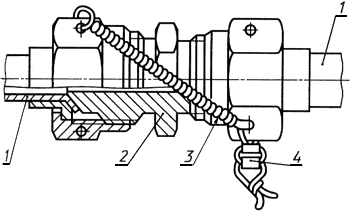
Сборка крышки с арматурой
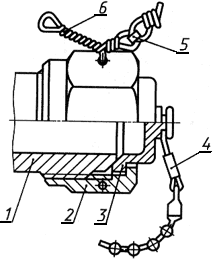
1 - резьбовая часть арматуры по ГОСТ 13955-74; 2 - гайка накидная по ГОСТ 13957-74;
3 - крышка по ГОСТ 13976-74; 4 - подвеска; 5 - пломба; 6 - проволока
Черт.10
2. Уплотнительные прокладки, кольца и гнезда соответственно для фланцевых и ввертных деталей под металлическое уплотнение и указания по их монтажу - по документации, утвержденной в установленном порядке.
Гнезда для ввертных деталей под резиновое уплотнение и указания по их монтажу - по ГОСТ 19529-74 и ГОСТ 19528-74.
3. При сборке трубопроводов резьбу деталей рекомендуется смазывать смазкой, если это не противоречит требованиям, предъявляемым к системе или к изделию. Вид смазки определяется разработчиком изделия, исходя из ее назначения и условий работы системы.
4. Детали, предназначенные для применения в кислородных системах, перед сборкой должны быть обезжирены.
5. Для стопорения необходимо применять проволоку диаметром 0,8-1,2 мм. Проволока должна быть скручена, находиться в натянутом состоянии и предохранять резьбовые соединения от самоотвинчивания. Не допускаются надломы и расплющивания проволоки.
Пломбы должны быть прижаты к какой-либо поверхности, а концы проволоки должны быть подогнуты и прижаты к пломбе. Крепление проволоки в сборках по черт.3-5 и 7, 8, 10 с целью обеспечения стопорения соединений производить к какому-либо неподвижному элементу конструкции либо за специальное ушко или отверстие.
Марка проволоки, тип пломбы и вид подвески крышек (пробок) назначаются разработчиком изделия. По усмотрению разработчика изделия допускаются другие виды стопорения, а также отсутствие стопорения и пломбирования.
ПРИЛОЖЕНИЕ 2
ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ НА ПОЛУФАБРИКАТЫ ДЛЯ ИЗДЕЛИЙ
ОСНОВНОГО НАЗНАЧЕНИЯ
Вид полуфабриката | Марка материала | Техническая документация |
Трубы | АМг2М | ОСТ 1 90038-71 |
Прутки для ниппелей, накидных гаек, гаек, проходников, переходников, пробок, заглушек, крышек | 45 | ТУ 14-1-2330-77 |
30ХГСА | ЧМТУ 1-950-74 | |
14Х17Н2 (1Х17Н2) | ТУ 14-1-378-72; | |
12Х18Н9Т (1Х18Н9Т) | ||
13Х11Н2В2МФ (1Х12Н2ВМФ) | ТУ 14-1-3297-82; | |
Прутки для гаек, проходников, переходников, пробок, заглушек, крышек | АK4-1Т1 | ГОСТ 21488-97; |
Штамповки для угольников, тройников, крестовин | 45 | ОСТ 1 90085-73, группа 3 |
12Х18Н9Т (Х18Н9Т) |
| |
13Х11Н2В2МФ (1Х12Н2ВМФ) | ||
АK6 | ОСТ 1 90073-72, группа 3 | |
Листы для шайб | Д1АТВ, Д16АТВ | ОСТ 1 90070-72 |
12Х18Н10Т (Х18Н10Т) | ТУ 14-1-2186-77 |
Примечания:
1. Допускается замена материалов: стали марки 45 сталью марки 30ХГСА ТУ 14-1-950-74 (прутки) и ОСТ 1 90085-73 (штамповки); стали марки 45 (штамповки) и алюминиевого сплава марки АK6 алюминиевым сплавом марки АK4-1 по ОСТ 1 90073-72; стали марки 12Х18Н9Т сталью марки 12Х18Н10Т; стали марки 13Х11Н2В2МФ сталью марки 10Х11Н23ТЗМР (Х12Н22ТЗМР) по ТУ 14-1-378-72, ТУ 14-1-312-72; стали марки 13Х11Н2В2МФ сталью марки 1Х16Н2АМ (ЭП479) по ТУ 14-1-948-74 и ТУ 14-1-3575-83. В случае замены материалов в условном обозначении арматуры должно быть указано соответствующее обозначение марки материала-заменителя.
2. Сортамент указан в табл.2 ГОСТ 13977-74.
(Измененная редакция, Изм. N 1, 2).
Текст документа сверен по:
Соединения трубопроводов
по наружному конусу: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2002
{kind=link}