ГОСТ 8944-75
Группа В61
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ИЗ КОВКОГО ЧУГУНА С ЦИЛИНДРИЧЕСКОЙ РЕЗЬБОЙ ДЛЯ ТРУБОПРОВОДОВ
Технические условия
Ductile iron and steel fittings with parallel thread for pipelines. Technical requirements
МКС 23.040.60
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 14.11.75 N 2901 дата введения установлена 01.01.77
Ограничение срока действия снято по протоколу N 2-92 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 2-93)
ВЗАМЕН ГОСТ 8944-59, ГОСТ 8945-59
ИЗДАНИЕ (сентябрь 2010 г.) с Изменением N 1, утвержденным в январе 1977 г. (ИУС 2-77)
1. КОНСТРУКТИВНЫЕ РАЗМЕРЫ
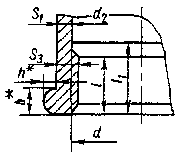
1.1. Конструктивные размеры соединительных частей с внутренней резьбой должны соответствовать указанным на черт.1 и в табл.1, а с наружной резьбой - на черт.2 и в табл.1.
СОЕДИНИТЕЛЬНЫЕ ЧАСТИ С ВНУТРЕННЕЙ РЕЗЬБОЙ
Вариант 1
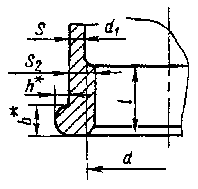
Вариант 2
_______________
* Размеры для справок.
Черт.1
СОЕДИНИТЕЛЬНЫЕ ЧАСТИ С НАРУЖНОЙ РЕЗЬБОЙ

Черт.2
(Измененная редакция, Изм. N 1).
1.2. Форма и конструктивные размеры ребер соединительных частей должны соответствовать указанным на черт.3 и в табл.1.
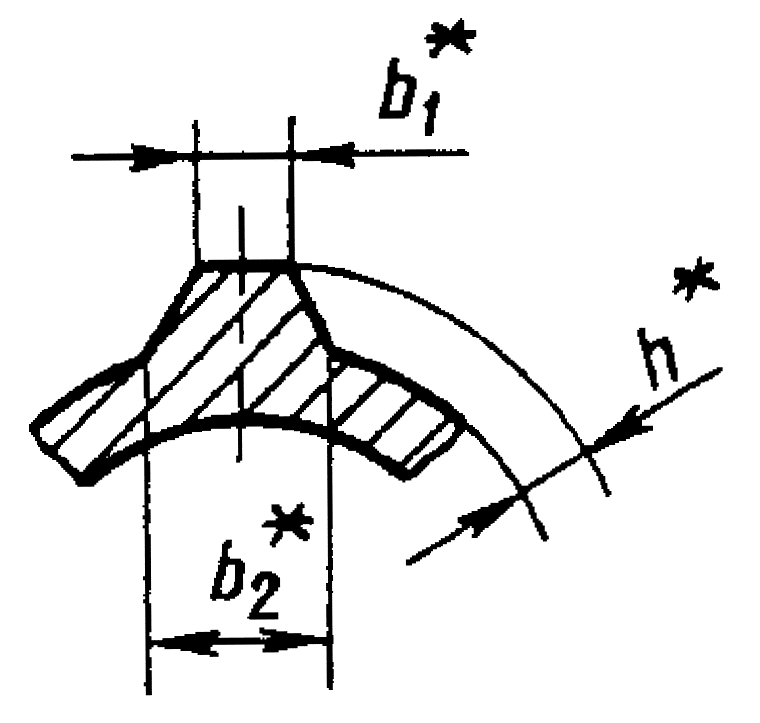
_______________
* Размеры для справок.
Черт.3
Таблица 1
Размеры в мм
Условный проход | Резьба | ||||||||||||||
Обозначение |
| ||||||||||||||
не менее | |||||||||||||||
8 | G | 13,158 | 9,0 | 9,0 | 7,0 | 13,5 | 12,5 | 2,5 | 3,0 | 3,5 | 3,5 | 3,0 | 2,0 | 3,5 | 2,0 |
10 | G | 16,663 | 10,0 | 11,0 | 8,0 | 17,0 | 16,0 | 2,5 | 3,0 | 3,5 | 3,5 | 3,0 | 2,0 | 3,5 | 2,0 |
15 | G | 20,956 | 12,0 | 14,0 | 9,0 | 21,5 | 20,0 | 2,8 | 3,5 | 4,2 | 4,2 | 3,5 | 2,0 | 4,0 | 2,0 |
20 | G | 26,442 | 13,5 | 16,0 | 10,5 | 27,0 | 25,5 | 3,0 | 3,5 | 4,4 | 4,2 | 4,0 | 2,0 | 4,0 | 2,5 |
25 | G 1 - В | 33,250 | 15,0 | 19,0 | 11,0 | 34,0 | 32,0 | 3,3 | 4,0 | 5,2 | 4,8 | 4,0 | 2,5 | 4,5 | 2,5 |
32 | G 1 | 41,912 | 17,0 | 21,0 | 13,0 | 42,5 | 40,5 | 3,6 | 4,0 | 5,4 | 4,8 | 4,0 | 2,5 | 5,0 | 3,0 |
40 | G 1 | 47,805 | 19,0 | 21,0 | 15,0 | 48,5 | 46,5 | 4,0 | 4,0 | 5,8 | 4,8 | 4,0 | 3,0 | 5,0 | 3,0 |
50 | G 2 - В | 59,616 | 21,0 | 24,0 | 17,0 | 60,5 | 58,5 | 4,5 | 4,5 | 6,4 | 5,4 | 5,0 | 3,0 | 6,0 | 3,5 |
(65) | G 2 | 75,187 | 23,5 | 27,0 | 19,5 | 76,0 | 74,0 | 4,5 | 4,5 | 6,4 | 5,4 | 5,0 | 3,5 | 6,5 | 3,5 |
(80) | G 3 - В | 87,887 | 26,0 | 30,0 | 22,0 | 89,0 | 87,0 | 4,5 | 4,5 | 6,5 | 6,0 | 6,0 | 4,0 | 7,0 | 4,0 |
(100) | G 4 - В | 113,034 | 39,5* | 39,5 | 30,0 | 115,0 | 112,0 | 5,5 | 5,5 | 8,0 | 7,0 | 7,0 | 5,0 | 8,5 | 4,5 |
________________
* Письмом Росстандарта от 22.05.2020 г. N 1434-ОГ/03 разъясняется, что в таблице 1 ГОСТ 8944-75 допущена опечатка. "Для условного прохода 100 вместо значения размера
39,5 должно быть 29,5". - .
Примечание. Выбор вариантов 1 или 2 производится предприятием-изготовителем. Следует отдавать предпочтение тому варианту, при котором получается меньшая масса соединительной части для каждого .
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Соединительные части изготовляют в соответствии с требованиями настоящего стандарта, ГОСТ 8946-75 - ГОСТ 8963-75 по рабочим чертежам, утвержденным в установленном порядке.
2.2. Марки и технические требования к отливкам - по ГОСТ 1215-79.
2.3. Наружная и внутренняя поверхности соединительных частей должны быть очищены от пригара и окалины. На необрабатываемых поверхностях не допускаются раковины и инородные включения размером и в количествах больших, чем указано в табл.2.
Таблица 2
Размеры в мм
Условный проход | Площадь раковины, мм | Количество на одном изделии | Глубина раковины | |
на теле соединительных частей | на бортах соединительных частей | |||
не более | ||||
До 15 | 4 | 3 | 1,0 | 2,0 |
Св. 20 " 25 | 6 | 5 | 1,2 | 3,0 |
" 32 " 50 | 8 | 6 | 1,4 | 3,5 |
" 65 " 100 | 10 | 8 | 1,6 | 4,0 |
2.4. Оцинкованная наружная и внутренняя поверхность соединительных частей должна иметь сплошное цинковое покрытие (резьба не оцинковывается) без пятен, пузырчатости и включений окисных пленок. Допускаются шероховатость и местные наплывы цинка при условии, что при этом не происходит отслоение металла. На внутренней поверхности допускаются желтые и темные пятна общей площадью, не превышающей 5% всей внутренней поверхности.
2.5. Предельные отклонения размеров для соединительных частей, образованные смещением формы по линии разъема или стержнем, не должны превышать:
для | соединительных | частей |
| 0,6 мм |
" | " | " | св. 15 " 25 мм | 0,8 мм |
" | " | " | " 32 мм | 1,2 мм |
2.6. Заливы по разъему формы, технологические и иные приливы по наружной поверхности деталей должны быть зачищены. В углах крестов, тройников и угольников допускается наличие технологических приливов, если они не выходят за пределы буртов, не имеют острых кромок и не портят товарный вид изделий.
На муфтах допускается увеличение высоты ребра, если оно служит в качестве технологического прилива для подвода металла в форму, на половину его номинальной высоты или местные сколы на длине, не превышающей одной трети номинальной длины, при отсутствии острых кромок.
(Измененная редакция, Изм. N 1).
2.7. Для строительных длин соединительных частей допускаются следующие предельные отклонения:
для | длины | до 50 мм | ±1,5 мм | |
" | " | св. 50 | " 100 мм | ±2,0 мм |
" | " | " 100 | " 200 мм | ±2,5 мм |
Примечание. У угольников, тройников, крестов строительными длинами называются расстояния от осей проходов до параллельных им торцевых плоскостей; у муфт, двойных ниппелей, футорок и аналогичных соединительных частей строительными называются их полные длины.
2.8. Резьба соединительных частей - по ГОСТ 6357-81 (класс точности В). Сбеги, проточки, фаски резьбы - по ГОСТ 10549-80. Уменьшение высоты профиля резьбы за счет ее вершины не должно превышать 15%.
2.9. На наружной резьбе допускается уменьшение полезной длины резьбы (без сбега) до 10% против указанной в стандартах на конкретные виды соединительных частей.
2.10. В пределах полезной длины резьбы допускаются нитки с неполным профилем, если в сумме они составляют не более 8% требуемой длины резьбы.
2.11. Резьба соединительных частей должна быть чистой, без заусенцев, рваных или смятых ниток.
2.12. Оси нарезок резьбы соединительных частей должны составлять угол 180 или 90° в зависимости от их конфигурации. Отклонения осей нарезок от теоретических осей проходов соединительных частей не должны превышать 1°.
2.13. У прямых муфт и контргаек одна из торцовых плоскостей должна иметь параметр шероховатости поверхности 320 мкм по ГОСТ 2789-73 и быть перпендикулярна к оси нарезки. Отклонения от перпендикулярности не должны превышать 2°.
Примечание. По заказу потребителя все торцовые плоскости соединительных частей должны изготавливаться с параметром шероховатости поверхности 320 мкм по ГОСТ 2789-73.
(Измененная редакция, Изм. N 1).
2.14. Уменьшение толщин стенок против номинальных допускается не более чем на 20%.
2.15. Соединительные части без покрытия и резьба покрытых цинком соединительных частей должны быть защищены от коррозии.
3. ПРАВИЛА ПРИЕМКИ
3.1. Соединительные части предъявляют к приемке партиями. Партия состоит из соединительных частей одного типоразмера, одновременно обработанных и предъявленных к сдаче.
3.2. Соединительные части подвергают контролю внешнего вида, размеров, качества покрытия, механических свойств материала и испытывают на прочность и непроницаемость.
3.3. Контроль качества покрытия и размеров допускается осуществлять статистическими методами.
3.4. Контролю внешнего вида подвергают каждую соединительную часть.
3.5. Перед контролем размеров резьбы резьбовыми калибрами ее поверхность должна быть очищена или промыта.
3.6. Характеристику механических свойств материала соединительных частей одной марки чугуна и одного режима термообработки (садки) проверяют на образцах-свидетелях в соответствии с ГОСТ 1215-79.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль соединительных частей по внешнему виду производят осмотром и сравнением с образцами-эталонами. Образцы-эталоны подбираются на каждый вид дефекта и утверждаются предприятием-изготовителем.
4.2. Проверку размеров резьбы производят резьбовыми калибрами по ГОСТ 1623-89.
(Измененная редакция, Изм. N 1).
4.3. Соосность осей нарезки резьбы соединительных частей контролируют измерением угла между отрезками труб, ввернутых плотно в соответствующие проходы соединительных частей.
4.4. Перпендикулярность торцевой плоскости оси прохода контролируют специальным угломером.
4.5. Соединительные части испытывают на прочность пробным гидравлическим давлением по ГОСТ 356-80 в течение времени, необходимого для осмотра, но не менее 2 мин.
У переходных соединительных частей давление определяют по большому проходу.
4.6. Соединительные части (за исключением футорок, соединительных гаек и контргаек) подвергают испытанию на непроницаемость воздухом при погружении в воду в течение времени, необходимого для обнаружения дефектов избыточным давлением, но не менее 5 с:
0,3 МПа (3 кгс/см
) для условных проходов не свыше
40 мм;
0,2 МПа (2 кгс/см
) для условных проходов
50-100 мм.
Примечание. По соглашению между изготовителем и потребителем избыточное давление может быть увеличено до 1,6 МПа (16 кгс/см
) для условных проходов не свыше
40 мм и до 1 МПа (
10 кгс/см
) для условных проходов
50-100 мм.
4.7. Контроль механических свойств материала соединительных частей должен производиться испытанием образцов-свидетелей по ГОСТ 1215-79.
При получении неудовлетворительных результатов испытания образцов-свидетелей соединительные части должны быть подвергнуты испытанию на раздачу конусом. Испытанию подвергают 5 соединительных частей каждого типоразмера.
Испытания на раздачу конусом производятся специальной оправкой, размеры которой должны соответствовать указанным на черт.4 и в табл.3.
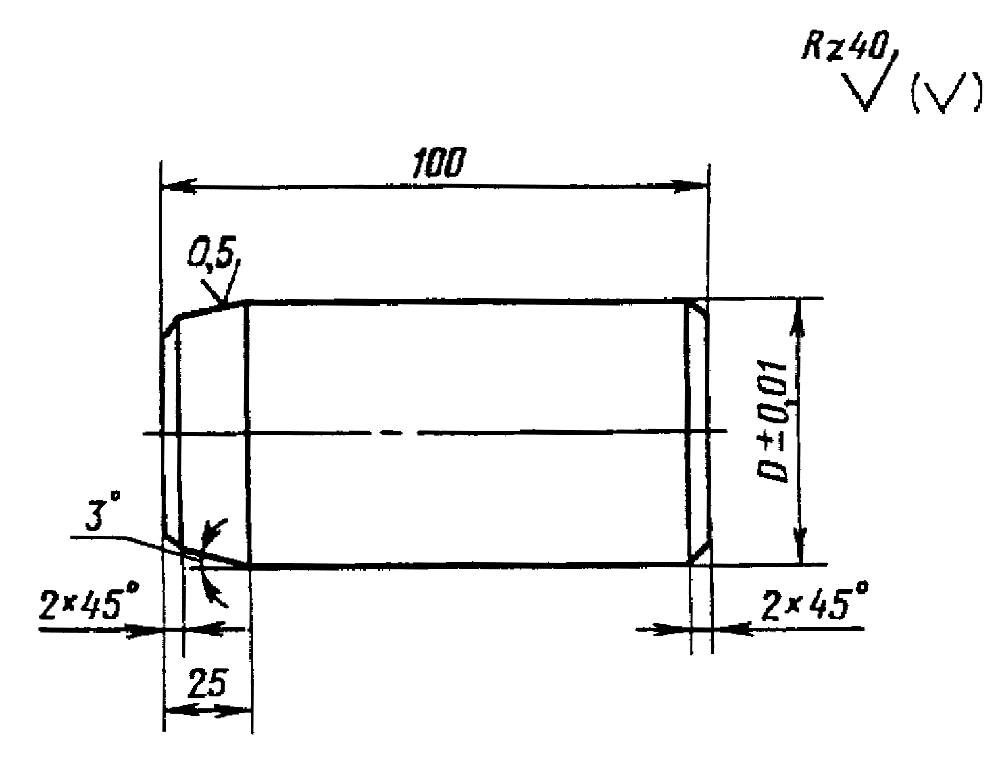
Черт.4
Таблица 3
мм
15 | 20 | 25 | 32 | 40 | 50 | 70 | 80 | 100 | |
20,1 | 25,6 | 31,7 | 40,4 | 46,3 | 58,1 | 73,7 | 86,4 | 111,5 |
Твердость конической оправки должна быть не ниже HRC 45.
Величина раздачи определяется выходом торца изделия на цилиндрическую часть оправки.
Соединительные части с наружной резьбой (пробки, ниппели и т.п.), а также колпаки и соединительные гайки испытанию на раздачу конусом не подвергаются.
4.8. Качество цинкового покрытия проверяют погружением соединительных частей в нейтральный раствор медного купороса в воде (1 весовая часть CuSO на 5 весовых частей дистиллированной воды). Погружение производят 4 раза по 1 мин при температуре 15 °С. После каждого погружения соединительные части должны быть промыты водой и вытерты насухо. При этом поверхность, покрытая цинком, не должна омедняться (иметь покраснение).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка должна выполняться на соединительных частях отливкой и содержать:
- товарный знак предприятия-изготовителя;
- диаметры условных проходов.
Примечания:
1. На переходных соединительных частях обозначения условных проходов должны быть у соответствующих проходов.
2. На футорках, контргайках, двойных ниппелях и соединительных гайках допускается наносить товарный знак и диаметр условного прохода на бирку.
(Измененная редакция, Изм. N 1).
5.2. Каждую партию соединительных частей сопровождают паспортом по ГОСТ 2.601-95*.
________________
* С 1 сентября 2006 г. действует ГОСТ 2.601-2006.
5.3. Соединительные части одного типоразмера собирают в связки массой не более 25 кг. К связке прикрепляют бирку с указанием данных по п.5.1.
5.4. Консервация соединительных частей - по ГОСТ 9.014-78. Категории условий хранения и транспортирования - С, Ж, ОЖ по ГОСТ 9.014-78.
(Измененная редакция, Изм. N 1).
Электронный текст документа
и сверен по:
Трубы металлические и соединительные
части к ним. Часть 4. Трубы из черных
металлов и сплавов литые и соединительные
части к ним. Основные размеры. Методы
технологических испытаний труб:
Сборник национальных стандартов. -
, 2010
{kind=link}