ГОСТ Р 52568-2006
Группа В62
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ СТАЛЬНЫЕ С ЗАЩИТНЫМИ НАРУЖНЫМИ ПОКРЫТИЯМИ
ДЛЯ МАГИСТРАЛЬНЫХ ГАЗОНЕФТЕПРОВОДОВ
Технические условия
Steel pipes with defensive coverings for main gas and oil pipelines. Specifications
ОКС 23.040.10
ОКП 13 9000
Дата введения 2007-07-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны" и Российским научно-исследовательским трубным институтом (ОАО "РосНИТИ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 20 сентября 2006 г. N 202-ст
4 Настоящий стандарт соответствует международным стандартам:
- ИСО 8501-1:1994 "Подготовка стальной основы перед нанесением красок и связанных с ними продуктов. Визуальная оценка чистоты поверхности. Часть 1. Фотографии типичных примеров внешних изменений, происходящих в стали в результате струйной очистки с помощью различных абразивных материалов" (ISO 8501-1:1994 "Preparation of steel substrates before application of paints and related products - Visual assessment of surface cleanliness - Part 1: Representative photographic examples of the change of appearance imparted to steel when blast-cleaned with different abrasives", NEQ);
- ИСО 8502-3:1992 "Подготовка стальной основы перед нанесением красок и связанных с ними продуктов. Испытания для оценки чистоты поверхности. Часть 3. Оценка запыленности стальных поверхностей, подготовленных для нанесения краски (метод липкой ленты)" (ISO 8502-3:1992 "Preparation of steel substrates before application of paints and related products - Tests for the assessment of surface cleanliness - Part 3: Assessment of dust on steel surfaces prepared for painting (pressure-sensitive tape method", NEQ) в части определения степени чистоты поверхности труб
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Необходимость разработки настоящего стандарта обусловлена отсутствием национального стандарта на сварные трубы с защитными покрытиями для магистральных газонефтепроводов, нефтепродуктопроводов с повышенными нормативными требованиями для обеспечения гарантированной надежности и безопасности при эксплуатации.
В настоящем стандарте содержатся лучшие достижения по обеспечению качества труб с покрытиями международных, региональных, национальных нормативных документов, научно-технических и технологических решений.
Нормативные показатели технического уровня и качества труб с покрытиями соответствуют зарубежным стандартам или превышают их.
1 Область применения
Настоящий стандарт распространяется на стальные бесшовные, сварные прямошовные и спирально-шовные трубы диаметром 114-1420 мм с наружными защитными покрытиями, нанесенными в заводских условиях, применяемые для строительства и ремонта магистральных газопроводов, нефтепроводов и нефтепродуктопроводов.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 51164-98 Трубопроводы стальные магистральные. Общие требования к защите от коррозии
ГОСТ Р 52079-2003 Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов. Технические условия
ГОСТ 9.049-91 Единая система защиты от коррозии и старения. Материалы полимерные и их компоненты. Методы лабораторных испытаний на стойкость к воздействию плесневых грибов
ГОСТ 9.050-75 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Методы лабораторных испытаний на стойкость к воздействию плесневых грибов
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 12.3.005-75 Система стандартов безопасности труда. Работы окрасочные. Общие требования безопасности
ГОСТ 12.3.016-87 Система стандартов безопасности труда. Строительство. Работы антикоррозионные. Требования безопасности
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
ГОСТ 411-77 Резина и клей. Методы определения прочности связи с металлом при отслаивании
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 8696-74 Трубы стальные электросварные со спиральным швом общего назначения. Технические условия
ГОСТ 10692-80 Трубы стальные, чугунные и соединительные части к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение
ГОСТ 11645-73 Пластмассы. Метод определения показателя текучести расплава термопластов
ГОСТ 13518-68 Пластмассы. Метод определения стойкости полиэтилена к растрескиванию под напряжением
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15140-78 Материалы лакокрасочные. Методы определения адгезии
ГОСТ 16337-77 Полиэтилен высокого давления. Технические условия
ГОСТ 17299-78 Спирт этиловый технический. Технические условия
ГОСТ 18299-72 Материалы лакокрасочные. Метод определения предела прочности при растяжении, относительного удлинения при разрыве и модуля упругости
ГОСТ 20295-85 Трубы стальные сварные для магистральных газонефтепроводов. Технические условия
ГОСТ 28498-90 Термометры жидкостные стеклянные. Общие технические требования. Методы испытаний
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Классификация покрытий
3.1 Наружные защитные покрытия классифицируются по конструкции, назначению и температуре эксплуатации.
3.2 Классификация покрытий по конструкции, назначению и температуре эксплуатации приведена в таблице 1.
Таблица 1
Номер покрытия | Конструкция покрытия (обозначение) | Вид покрытия (обозначение) | Назначение | Диаметр труб, мм | Температура эксплуатации, °С |
1 | Трехслойное полиэтиленовое (3ПЭ) | Нормальное | Для подземных трубопроводов, прокладываемых в климатических районах* I, II, III и имеющих температуру продукта менее 60 °С | 114-1420 | От минус 40 |
2 | Трехслойное полиэтиленовое (3ПЭ) | Теплостойкое | Для подземных трубопроводов, прокладываемых в климатических районах* IV или имеющих температуру продукта более 60 °С | 114-1420 | От минус 50 |
3 | Трехслойное полиэтиленовое (3ПЭ) | Специальное | Для участков трубопроводов, прокладываемых методом наклонно-направленного бурения, микротоннелирования и протаскивания | 114-1420 | От минус 60 |
4 | Двухслойное полиэтиленовое (2ПЭ) | Нормальное | Для трубопроводов неответственного назначения | 114-820 | От минус 50 |
5 | Трехслойное полипропиленовое (3ПП) | Нормальное | Для подводных и подземных трубопроводов | 114-1420 | От минус 10 |
6 | Трехслойное полипропиленовое (3ПП) | Морозостойкое | Для районов Крайнего Севера | 114-1420 | От минус 20 |
7 | Трехслойное полипропиленовое (3ПП) | Специальное | Для участков трубопроводов, прокладываемых методом наклонно-направленного бурения, микротоннелирования и протаскивания | 114-1420 | От минус 20 |
8 | Двухслойное полипропиленовое (2ПП) | Нормальное | Для трубопроводов подземной прокладки с повышенной температурой продукта | 114-820 | От минус 10 |
9 | Однослойное эпоксидное (Э) | Нормальное | Для трубопроводов подземной прокладки | 114-820 | От минус 20 |
* Климатические районы указаны в соответствии с санитарными нормами и правилами [1]. Примечание - Допускается применение иных типов покрытия, если это обуславливается проектом строительства трубопровода, при условии, что технические характеристики защитного покрытия будут не ниже, чем требования настоящего стандарта к наиболее близкому типу покрытия. | |||||
Примеры условных обозначений:
Труба стальная электросварная прямошовная диаметром 530 мм, толщиной стенки 10 мм из стали класса прочности К 52, изготовленная по ГОСТ 20295-85, с трехслойным полиэтиленовым покрытием нормального исполнения по ГОСТ Р 52568-2006:
Труба - 530х10 - К 52 ГОСТ 20295-85, покрытие 3ПЭ-Н, ГОСТ Р 52568-2006
Труба стальная электросварная спирально-шовная диаметром 820 мм, толщиной стенки 12 мм из стали марки Ст3сп2, изготовленная по группе В ГОСТ 8696-74, с двухслойным полипропиленовым покрытием нормального исполнения по ГОСТ Р 52568-2006:
Труба - 820х12 - Ст3сп2-В ГОСТ 8696-74, покрытие 2ПП-Н, ГОСТ Р 52568-2006
Труба стальная электросварная прямошовная диаметром 530 мм, толщиной стенки 5 мм из стали класса прочности К 48, изготовленная по ГОСТ Р 52079-2003, с трехслойным полиэтиленовым покрытием специального исполнения по ГОСТ Р 52568-2006:
Труба - 530х5 - К 48 ГОСТ Р 52079-2003, покрытие 3ПЭ-С, ГОСТ Р 52568-2006
4 Технические требования
4.1 Требования к трубам, предназначенным для нанесения покрытия
4.1.1 Покрытие наносится на стальные бесшовные и сварные трубы диаметром от 114 до 1420 мм, отвечающие требованиям нормативных документов (НД).
4.1.2 Наружная поверхность труб подвергается визуальному контролю для выявления поверхностных дефектов.
На поверхности труб не должно быть трещин, вмятин, раковин, расслоений и других дефектов, выводящих толщину стенки за предельно допустимые значения.
При невозможности устранения перечисленных дефектов трубы бракуются и не подлежат дальнейшей обработке по очистке и нанесению защитного покрытия.
4.1.3 Наружная поверхность труб должна быть очищена от грязи, масляных и солевых загрязнений, а также от консервационного покрытия (при наличии) с помощью соответствующих растворителей или щелочных растворов, пара или открытого пламени.
4.1.4 На поверхности трубы содержание солей Fe должно быть не более 30 мкг/см
.
В качестве приемлемого уровня соляных загрязнений следует считать отрицательное значение теста ферроцианадом калия в соответствии с методами приборного контроля. В случае превышения количества солей поверхность трубы должна быть промыта раствором ортофосфорной кислоты или дистиллированной (деионизированной) водой.
4.1.5 Рекомендуемая температура поверхности трубы перед проведением дробеметной (дробеструйной) очистки - от плюс 50 °С до плюс 70 °С.
4.1.6 Поверхность труб обрабатывают методом дробеметной или дробеструйной очистки. Степень чистоты должна быть Sa 2, а шероховатость поверхности
40-80 мкм. После очистки поверхность труб должна быть очищена от пыли.
Частицы пыли должны быть диаметром не более 100 мкм.
4.1.7 Все наружные дефекты после очистки должны быть устранены.
Отремонтированные участки площадью более 100 см должны иметь шероховатость поверхности в соответствии с требованием, указанным в 4.1.6.
4.1.8 Время между окончанием очистки и началом нанесения покрытия не должно быть более 2 ч при влажности воздуха более 80% и 3 ч при влажности воздуха менее 80%. В случае невыполнения вышеуказанных требований механическую обработку следует повторить.
4.1.9 Для увеличения адгезии покрытия дополнительно к механической очистке можно проводить химическую обработку (пассивацию) поверхности труб хроматным, фосфатным или хромат-фосфатным растворами.
4.1.10 При нанесении покрытия температура поверхности покрываемых труб должна соответствовать требованиям технологического регламента разработчика покрытия.
4.2 Требования к материалам для нанесения защитного покрытия труб
4.2.1 Материалы, входящие в состав покрытия, должны отвечать требованиям НД на эти материалы и обеспечивать получение наружного покрытия труб в соответствии с требованиями настоящего стандарта.
4.2.2 Соответствие свойств изоляционных материалов техническим требованиям НД должны подтверждаться сертификатом качества и входным контролем на предприятии, наносящем покрытие.
4.2.3 Маркировка материалов должна включать:
- наименование,
- марку,
- номер партии,
- дату производства.
4.3 Требования к защитному покрытию труб
4.3.1 Трехслойное полиэтиленовое покрытие должно состоять из:
- адгезионного подслоя на основе эпоксидных порошковых или жидких красок; минимальная толщина сухой пленки: не менее 60 мкм - для порошковых красок, 20 мкм - для жидких красок. Толщина согласовывается с заказчиком;
- клеящего подслоя на основе термоплавких полимерных композиций; минимальная толщина: не менее 150 мкм - при порошковом нанесении, не менее 200 мкм - при нанесении методом экструзии;
- наружного слоя на основе экструдированного полиэтилена.
4.3.2 Двухслойное полиэтиленовое покрытие должно состоять из:
- адгезионного подслоя на основе термоплавких полимерных композиций;
- наружного слоя на основе термосветостабилизированного полиэтилена.
4.3.3 Трехслойное полипропиленовое покрытие должно состоять из:
- адгезионного подслоя на основе эпоксидных порошковых или жидких красок; минимальная толщина сухой пленки: не менее 60 мкм - для порошковых красок, 20 мкм - для жидких красок;
- клеящего подслоя на основе термоплавких полимерных композиций; минимальная толщина: не менее 150 мкм - при порошковом нанесении, не менее 200 мкм - при нанесении методом экструзии;
- наружного слоя на основе экструдированного полипропилена.
4.3.4 Двухслойное полипропиленовое покрытие должно состоять из:
- адгезионного подслоя на основе термоплавкой полимерной композиции; минимальная толщина: не менее 150 мкм - при порошковом нанесении, не менее 200 мкм - при нанесении методом экструзии;
- наружного слоя на основе экструдированного полипропилена.
4.3.5 Однослойное эпоксидное покрытие состоит из одного изоляционного слоя.
4.3.6 Толщина покрытий в зависимости от диаметров труб и видов исполнения покрытия должна соответствовать требованиям таблицы 2.
Таблица 2
В миллиметрах
Номер и вид покрытия | Минимальная общая толщина покрытия для труб диаметром | |||
от 114 | св. 273 | св. 530 | св. 820 | |
1 Трехслойное полиэтиленовое покрытие нормального исполнения | 2,00 | 2,20 | 2,50 | 3,00 |
2 Трехслойное полиэтиленовое покрытие нормального исполнения теплостойкое | ||||
3 Трехслойное полиэтиленовое покрытие специального исполнения | 2,20 | 2,50 | 3,00 | 3,50 |
4 Двухслойное полиэтиленовое покрытие нормального исполнения | 2,00 | 2,20 | 2,50 | - |
5 Трехслойное полипропиленовое покрытие нормального исполнения | 1,80 | 2,00 | 2,20 | 2,50 |
6 Трехслойное полипропиленовое покрытие нормального исполнения с повышенной морозостойкостью | ||||
7 Трехслойное полипропиленовое покрытие специального исполнения | 2,00 | 2,20 | 2,50 | 3,00 |
8 Двухслойное полипропиленовое покрытие нормального исполнения | ||||
9 Однослойное эпоксидное покрытие нормального исполнения | 0,35 | - | ||
Примечания 1 По требованию заказчика минимальная общая толщина покрытия нормального и специального исполнений может быть увеличена. 2 Толщина покрытия специального исполнения над усилением сварного шва должна быть не менее 2 мм - для труб диаметром до 530 мм включительно, не менее 2,5 мм - для труб диаметром до 820 мм включительно и не менее 3 мм - для труб диаметром свыше 820 мм. 3 Толщина покрытия нормального исполнения над усилением сварного шва должна быть не менее 1,7 мм - для труб диаметром до 530 мм включительно, не менее 2 мм - для труб диаметром до 820 мм включительно и не менее 2,5 мм - для труб диаметром свыше 820 мм. | ||||
4.3.7 Концы труб на длине (140±40) мм от торца должны быть свободными от покрытия. По требованию заказчика допускается увеличение или уменьшение длины свободных от покрытия концов труб и нанесение на них защитного консервационного покрытия на период транспортирования и хранения изолированных труб.
4.3.8 Угол скоса покрытия к поверхности трубы должен быть не более 30°.
4.3.9 Покрытие должно иметь однородную гладкую поверхность без пропусков и дефектов.
Допускается наличие небольших наплывов - локального утолщения (не более 2 мм над уровнем основного покрытия) и "волнистость" покрытия, не выводящая толщину покрытия за значения, указанные в таблице 2.
При наличии локальных несквозных дефектов покрытия допускается их ремонт.
4.3.10 Технические требования к наружному покрытию труб приведены в таблице 3.
Таблица 3 - Технические требования к наружному покрытию труб
Наименование показателя | Норма | Метод испытания | Номер покрытия по таблице 1 |
1 Внешний вид | Однородная поверхность без дефектов и пропусков | Визуально | 1, 2, 3, 4, 5, 6, 7, 8, 9 |
2 Диэлектрическая сплошность, кВ, не менее | Отсутствие пробоя покрытия при электрическом напряжении 5 кВ на 1 мм толщины покрытия плюс 5 кВ дополнительно | С помощью искрового дефектоскопа | 1, 2, 3, 4, 5, 6, 7, 8 |
Отсутствие пробоя покрытия при электрическом напряжении 5 кВ на 1 мм толщины покрытия | 9 | ||
3 Прочность покрытия при ударе, Дж/мм фактической толщины, не менее, при температуре: | По ГОСТ Р 51164 | ||
плюс (20±5) °С: | |||
для труб диаметром до 820 мм включ. | 5 | 1, 2, 4, 8, 3 | |
8 (на всю толщину) | 9 | ||
6 | 5, 6, 7 | ||
для труб диаметром св. 820 до 1420 мм | 6 | 1, 2, 3 | |
8 | 5, 6, 7 | ||
плюс (60±3) °С: | |||
для труб диаметром до 820 мм включ. | 3 | 1, 2, 3, 4, 8 | |
6 | 5, 6, 7 | ||
для труб диаметром св. 820 до 1420 мм | 4 | 1, 2, 3 | |
6 | 5, 6, 7 | ||
минус (10±2) °С | 5 | 5, 7, 8 | |
минус (30±2) °С | 5 | 6 | |
4 Адгезия покрытия к стали после выдержки в воде в течение 1000 ч при температурах плюс (20±5) °С и плюс (80±3) °С, балл, не более | 1 | По ГОСТ 15140 | 9 |
5 Адгезия покрытия к стали при температуре испытания: | |||
плюс (20±5) °С: | |||
для труб диаметром до 820 мм включ., Н/см, не менее | 70 | По ГОСТ 411 (метод А) | 4, 8 |
100 | 1 | ||
150 | 2, 3 | ||
200 | 5, 6, 7 | ||
балл, не более | 1 | По ГОСТ 15140 | 9 |
для труб диаметром св. 820 до 1420 мм, Н/см, не менее | 100 | По ГОСТ 411 (метод А) | 8 |
150 | 1 | ||
200 | 2, 3, 5, 6 | ||
250 | 7 | ||
плюс (60±3) °С: | По приложению А | ||
для труб диаметром до 820 мм включ., Н/см, не менее | 30 | 4, 8 | |
50 | 1, 3 | ||
75 | 2 | ||
100 | 5, 6 | ||
120 | 7 | ||
для труб диаметром св. 820 до 1420 мм, Н/см, не менее | 50 | 8 | |
75 | 1, 3 | ||
100 | 2, 5, 6 | ||
120 | 7 | ||
плюс (80±3) °С: | По приложению А | ||
для труб диаметром до 820 мм включ., Н/см, не менее | 20 | 8 | |
50 | 2 | ||
для труб диаметром св. 820 до 1420 мм, Н/см, не менее | 30 | 8 | |
75 | 2 | ||
плюс (110±2) °С: | По приложению А | ||
для труб диаметром от 114 до 1420 мм, Н/см, не менее | 50 | 5, 6 | |
60 | 7 | ||
6 Снижение адгезии покрытия к стали, % от исходного значения, после 1000 ч испытаний в воде при температуре, не более: | По приложению Б | ||
плюс (20±5) °С | 30 | 1, 2, 3, 4, 5, 6, 7 | |
плюс (60±3) °С | 33 | 1, 2, 3, 4 | |
30 | 5, 6, 7 | ||
плюс (80±3) °С | 50 | 2 | |
30 | 5, 6, 7 | ||
7 Площадь катодного отслаивания покрытия, см | По ГОСТ Р 51164 (приложение В) | ||
плюс (20±5) °С | 4 | 1, 2, 5, 6, 9 | |
3 | 3, 7 | ||
5 | 4, 8 | ||
плюс (60±3) °С | 10 | 1, 2, 5, 6 | |
7 | 3, 7 | ||
15 | 4, 8 | ||
плюс (80±3) °С | 15 | 2, 5, 6, 8 | |
10 | 7 | ||
8 Переходное сопротивление покрытия в 3%-ном растворе NaCI, Ом·м | По ГОСТ Р 51164 (приложение Г) | ||
исходное при плюс (20±5) °С | 10 | 1, 2, 3, 4, 5, 6, 7, 8 | |
10 | 9 | ||
после 100 сут выдержки при плюс (20±5) °С | 10 | 1, 2, 3, 4, 5, 6, 7, 8 | |
10 | 9 | ||
после 100 сут выдержки при плюс (80±3) °С | 10 | 2, 5, 6, 7 | |
9 Пенетрация (сопротивление вдавливанию), мм, не более, при температуре: | По ГОСТ Р 51164 (приложение Е) | ||
плюс (20±5) °С | 0,2 | 1, 4, 8 | |
0,15 | 2, 3 | ||
0,1 | 5, 6, 7, 9 | ||
плюс (60±3) °С | 0,3 | 1, 4 | |
0,2 | 2, 3 | ||
плюс (80±3) °С | 0,4 | 2 | |
0,3 | 8 | ||
плюс (110±3) °С | 0,4 | 5 | |
0,3 | 6, 7 | ||
10 Стойкость покрытия к растрескиванию при температуре плюс (50±3) °С, ч, не менее | 1000 | По ГОСТ 13518 | 1, 2, 3, 4, 5, 6, 7, 8 |
11 Стойкость покрытия к воздействию ультрафиолетовой (УФ) радиации в потоке 600 кВт·ч/м при температуре плюс (50±3) °С, ч, не менее | 500 | По ГОСТ 16337 | 1, 2, 3, 4, 5, 6, 7, 8 |
12 Грибостойкость покрытия, балл, не более | 2 | По ГОСТ 9.049 | 1, 2, 3, 4, 5, 6, 7, 8 |
По ГОСТ 9.050 | 9 | ||
13 Прочность при разрыве отслоенного покрытия, МПа, не менее, при температуре: | По ГОСТ 11262 | ||
плюс (20±5) °С | 12 | 1, 2, 4, 8 | |
18 | 3 | ||
15 | 5, 6 | ||
20 | 7 | ||
плюс (60±3) °С | 10 | 1, 2, 4, 8 | |
15 | 3 | ||
14 Относительное удлинение при разрыве отслоенного покрытия, %, не менее, при температуре: | |||
плюс (20±5) °С | 350 | По ГОСТ 11262 | 1, 2, 3, 5, 6, 7 |
200 | По ГОСТ 11262 | 4, 8 | |
5 | По ГОСТ 18299 | 9 | |
минус (40±3) °С | 100 | По ГОСТ 11262 | 1, 2, 3, 4 |
15 Термостабильность, % от исходного значения: | |||
а) изменение показателя текучести расплава отслоенного покрытия при выдержке на воздухе при температуре: | По ГОСТ 11645 | ||
плюс (110±3) °С, не более | |||
в течение 100 сут | 35 | 1, 3, 4 | |
25 | 2 | ||
плюс (150±3) °С, не более | |||
в течение 1000 ч | 50 | 5, 6, 7 | |
б) снижение относительного удлинения при разрыве после выдержки на воздухе при температуре: | По ГОСТ 11262 | ||
плюс (110±3) °С, не более | |||
в течение 1000 ч | 25 | 1, 3, 4, 5, 6, 7, 8 | |
в течение 100 сут | 25 | 2 | |
16 Устойчивость покрытия к термоциклированию, количество циклов без отслаивания и растрескивания покрытия, не менее, при температуре: | По приложению В | ||
от минус (50±3) °С до плюс (20±5) °С | 10 | 1, 2, 3, 4 | |
от минус (20±2) °С до плюс (20±5) °С | 10 | 5, 7, 8 | |
от минус (60±3) °С до плюс (20±5) °С | 10 | 9 | |
от минус (40±2) °С до плюс (20±5) °С | 10 | 6 |
5 Требования безопасности
5.1 Требования безопасности при нанесении защитного покрытия на трубы должны соответствовать ГОСТ 12.3.002 и ГОСТ 12.3.016.
5.2 В процессе хроматной обработки поверхности трубы в воздухе рабочей зоны пары и аэрозоли, содержащие активные ионы Cr, не должны превышать предельно допустимую концентрацию (ПДК) 0,05 мг/м
.
В ходе нанесения эпоксидного праймера в процессе полимеризации концентрация вредных веществ в воздухе (ПДК) рабочей зоны не должна превышать:
- эпихлоргидрина - 1 мг/м;
- формальдегида - 0,5 мг/м;
- толуола - 50 мг/м;
- фенола - 0,3 мг/м.
В процессе нанесения полиэтилена и адгезива при температуре выше 150 °С выделение вредных веществ (ПДК) не должно превышать:
- винилацетата - 10,0 мг/м;
- уксусной кислоты - 5,0 мг/м;
- ацетальдегида - 5,0 мг/м.
Концентрация вредных веществ в воздухе рабочей зоны не должна превышать их ПДК согласно ГОСТ 12.1.005. Определение концентрации вредных веществ в воздухе рабочей зоны проводят не реже двух раз в год.
5.3 Работы по нанесению на трубы защитного покрытия должны проводиться в производственных помещениях, оборудованных местной и общеобменной вентиляцией, обеспечивающей чистоту воздуха в соответствии с требованиями ГОСТ 12.3.005.
6 Требования охраны окружающей среды
6.1 Контроль за соблюдением предельно допустимых выбросов в атмосферу при нанесении защитного покрытия должен осуществляться согласно ГОСТ 17.2.3.02.
6.2 Проведение специальных мероприятий для предупреждения нанесения вреда окружающей среде, здоровью и генетическому фонду человека при испытании, хранении, транспортировании и эксплуатации труб с защитными покрытиями не требуется.
7 Правила приемки
7.1 Приемку качества труб с наружным покрытием проводит служба технического контроля изготовителя.
Приемка труб с покрытием может проводиться потребителем, а также специализированной организацией по требованию потребителя.
7.2 Трубы с наружным покрытием предъявляются к приемке партиями. Партия состоит из труб одного типоразмера, изготовлена из стали одной марки с одинаковым наружным покрытием, нанесенным по установившейся технологии с использованием изоляционных материалов одной марки. Количество труб в партии не должно превышать 100 шт. - для труб диаметром до 530 мм и 50 шт. - для труб диаметром свыше 530 мм.
7.3 На каждую партию труб с покрытием и транспортную единицу выдается документ о качестве по ГОСТ 10692, в котором указываются данные по качеству покрытия и используемым изоляционным материалам.
7.4 Контроль качества покрытия на соответствие требованиям настоящего стандарта включает следующие испытания:
- контроль соответствия изоляционных материалов документам о качестве;
- приемосдаточные;
- периодические.
7.5 Приемосдаточные испытания проводят на каждой партии изолированных труб. Испытания включают:
7.5.1 Измерение длины свободных от покрытия концов труб (проводят на каждой трубе).
7.5.2 Измерение угла скоса покрытия к поверхности трубы (проводят на каждом конце каждой трубы).
7.5.3 Проверку качества наружного покрытия труб, в том числе:
- контроль внешнего вида покрытия (проводят на каждой трубе);
- измерение толщины покрытия (проводят не менее чем на 10% труб партии);
- испытание покрытия на диэлектрическую сплошность (контролю подлежит вся наружная поверхность труб, за исключением свободных от покрытия концевых участков и фасок; проводят на каждой трубе);
- определение прочности покрытия при ударе при температуре плюс (20±5) °С (проводят не менее чем на двух трубах от партии);
- определение адгезии покрытия к стали при температуре плюс (20±5) °С (проводят не менее чем на двух трубах от партии).
7.5.4 Проверку наличия маркировки на трубах с покрытием (проводят на каждой трубе).
7.6 При неудовлетворительных результатах приемосдаточных испытаний покрытия хотя бы по одному из показателей по нему проводят повторные испытания на удвоенном количестве труб, взятых из той же партии. В случае неудовлетворительных результатов повторных испытаний допускается поштучная сдача покрытых труб с контролем по показателю, имеющему неудовлетворительные результаты.
7.7 По требованию заказчика объемы приемосдаточных испытаний могут быть увеличены.
7.8 Периодические испытания проводят при освоении технологии заводского покрытия труб, при изменении марки изоляционных материалов, а также при изменении основных параметров технологического процесса, указанных изготовителями материалов и оборудования, но не реже одного раза в год. Периодические испытания могут проводиться также по требованию заказчика.
7.9 Периодические испытания включают:
- определение прочности покрытия при ударе при температуре минус (30±2) °С, минус (10±2) °С и плюс (60±3) °С;
- определение адгезии покрытия к стали при температуре плюс (60±3) °С, плюс (80±3) °С и плюс (110±2) °С;
- определение снижения адгезии покрытия к стали после 1000 ч выдержки в воде при температуре плюс (20±5) °С, плюс (60±3) °С и плюс (80±3) °С;
- определение площади отслаивания покрытия при катодной поляризации после 30 сут выдержки в 3%-ном растворе NaCI при температуре плюс (20±5) °С, плюс (60±3) °С, плюс (80±3) °С;
- определение переходного сопротивления покрытия после 100 сут выдержки в 3%-ном растворе NaCI при температуре плюс (20±5) °С и плюс (80±3) °С;
- определение сопротивления пенетрации (вдавливанию) покрытия при температуре плюс (20±5) °С, плюс (60±3) °С, плюс (80±3) °С, плюс (110±3) °С;
- определение стойкости покрытия к растрескиванию при температуре плюс (50±3) °С;
- определение стойкости покрытия к воздействию УФ радиации в потоке 600 кВт·ч/м при температуре плюс (50±3) °С;
- определение стойкости покрытия к грибковым поражениям;
- определение прочности при разрыве отслоенного покрытия при температуре плюс (20±5) °С, плюс (60±3) °С;
- определение относительного удлинения при разрыве отслоенного покрытия при температуре минус (40±3) °С, плюс (20±5) °С;
- определение изменения показателя текучести расплава отслоенного покрытия после выдержки на воздухе в течение 100 сут при температуре плюс (110±3) °С и в течение 1000 ч при температуре плюс (150±3) °С;
- определение снижения относительного удлинения при разрыве отслоенного покрытия после выдержки на воздухе при температуре плюс (110±3) °С в течение 100 сут и 1000 ч;
- определение устойчивости покрытия к термоциклированию при температуре от минус (50±3) °С до плюс (20±5) °С, от минус (60±3) °С до плюс (20±5) °С, от минус (20±2) °С до плюс (20±5) °С и от минус (40±2) °С до плюс (20±5) °С.
7.10 Периодические испытания проводят на образцах, вырезанных из труб (не менее трех образцов на каждый показатель свойств покрытия или в соответствии с НД на метод испытаний).
Образцы вырезают с двух участков трубы (начало и конец), удаленных от торца защитного покрытия не менее чем на 100 мм. Отбор образцов проводят на двух трубах от партии. При изготовлении образцов не допускается нагревание материала образцов до температуры более плюс 80 °С.
7.11 При неудовлетворительных результатах периодических испытаний покрытия проводят повторные испытания на удвоенном количестве труб, исключая трубы, не выдержавшие испытания. При повторном получении отрицательных результатов технологический процесс заводской изоляции труб должен быть приостановлен до выяснения и устранения причин несоответствия покрытия установленным требованиям.
7.12 Трубы, покрытие которых не отвечает требованиям настоящего стандарта, бракуют и отправляют на ремонт или на повторное нанесение покрытия.
8 Методы контроля
8.1 Внешний вид покрытия оценивают визуально.
8.2 Измерение длины неизолированных концов труб проводят с помощью шаблона или металлической линейки по ГОСТ 427 с точностью ±1 мм.
8.3 Угол скоса покрытия измеряют с помощью шаблона-угломера, изготовленного в установленном порядке с точностью ±1°.
8.4 Толщину покрытия определяют любым толщиномером, предназначенным для измерения толщины неферромагнитных покрытий на ферромагнитной подложке с точностью 0,1 мм. Контроль толщины осуществляют не менее чем в трех сечениях, равномерно расположенных по длине трубы и не менее чем в четырех точках каждого сечения.
8.5 Испытания покрытия на диэлектрическую сплошность проводят искровым дефектоскопом постоянного тока с погрешностью измерения не более 5%. Контролю сплошности подлежит вся наружная поверхность труб с покрытием, за исключением неизолированных концевых участков и фасок.
8.6 Прочность покрытия при ударе в диапазоне температур определяют по методике, изложенной в ГОСТ Р 51164 (приложение А). Испытания проводят на трубах с покрытием или на образцах из труб с покрытием. Рекомендуемый размер образцов -200х100 мм.
При проведении испытаний при температуре, отличной от комнатной, образцы с покрытием помещают в термокриокамеру, обеспечивающую автоматическое поддержание заданной температуры. Образцы нагревают или охлаждают до температуры выше или ниже температуры испытаний, устанавливают в приспособление для определения ударной прочности и проводят контрольный удар. Измерение температуры образца осуществляют с помощью цифрового контактного термометра (термопары) с точностью измерения ±1 °С.
8.7 Адгезию полиэтиленового или полипропиленового покрытия к стали при температуре плюс (20±5) °С определяют по ГОСТ 411 (метод А, угол отслаивания 90°).
Адгезию полиэтиленового или полипропиленового покрытия к стали при температуре плюс (60±3) °С, плюс (80±3) °С и плюс (110±2) °С определяют по методу приложения А.
Адгезию эпоксидного покрытия к стали при температуре плюс (20±5) °С определяют по ГОСТ 15140.
8.8 Адгезию полиэтиленового или полипропиленового покрытия к стали после 1000 ч испытаний в воде при температуре плюс (20±5) °С, плюс (60±3) °С и плюс (80±3) °С определяют на образцах, вырезанных из труб с покрытием по методу приложения Б.
Адгезию эпоксидного покрытия к стали после 1000 ч испытаний в воде при температуре плюс (20±5) °С, плюс (80±3) °С определяют на образцах, вырезанных из труб с покрытием, по ГОСТ 15140.
8.9 Оценку устойчивости покрытия к катодному отслаиванию осуществляют в соответствии с ГОСТ Р 51164 (приложение В). Для испытаний отбирают образцы труб размером не менее 100х100 мм, не имеющие видимых повреждений и прошедшие испытания на диэлектрическую сплошность искровым дефектоскопом при напряжении 20 кВ.
8.10 Переходное сопротивление покрытия определяют в соответствии с методом ГОСТ Р 51164 (приложение Г). Для испытаний отбирают образцы размером не менее 100х100 мм, не имеющие видимых повреждений и прошедшие испытания на диэлектрическую сплошность искровым дефектоскопом при напряжении 20 кВ.
Для проведения испытаний при температуре плюс (20±5) °С, плюс (80±3) °С используют термошкаф, обеспечивающий поддержание заданной температуры с точностью до ±3 °С.
8.11 Сопротивление покрытия пенетрации (вдавливанию) определяют по методике ГОСТ Р 51164 (приложение Е). Для испытаний используют образцы, вырезанные из труб с покрытием, размером 100х100 мм.
Для проведения испытаний при повышенной температуре плюс (60±3) °С, плюс (80±3) °С и плюс (110±3) °С используют термошкаф, обеспечивающий поддержание заданной температуры с точностью до ±3 °С.
8.12 Стойкость покрытия к растрескиванию при температуре плюс (50±3) °С определяют по методике ГОСТ 13518. Для испытаний отбирают образцы отслоенного покрытия (без эпоксидного праймера и адгезионного подслоя) с поверхностью полиэтиленового или пропиленового слоя, отвечающей требованиям 4.3.10 настоящего стандарта. Испытуемые образцы устанавливают в держателе внешним полиэтиленовым или пропиленовым слоем наружу. За стойкость покрытия к растрескиванию принимают время в часах от начала испытаний до появления трещин у 50% образцов.
8.13 Стойкость покрытия к воздействию УФ радиации в потоке 600 кВт·ч/м при температуре плюс (50±3) °С оценивают по методике ГОСТ 16337. Для испытаний отбирают образцы отслоенного покрытия (без эпоксидного праймера и адгезионного подслоя) с поверхностью полиэтиленового или пропиленового слоя, отвечающей требованиям 4.3.10 настоящего стандарта. Для проведения испытаний используют образцы в виде "лопаток" - тип 1 по ГОСТ 11262 с длиной рабочей части 33 мм и шириной 6 мм, вырубленные из отслоенного (неадгезированного) покрытия с использованием стандартного ножа. Количество образцов должно составлять не менее 5 шт. Скорость растяжения образцов - 100 мм/мин. Испытания проводят на разрывной машине с погрешностью измерений не более 2%.
Покрытие считается выдержавшим испытание, если изменение относительного удлинения при разрыве отслоенного покрытия после выдержки в камере УФ радиации в течение 500 ч не превышает 25% исходного значения.
Допускается оценку стойкости покрытия к воздействию УФ радиации проводить по ГОСТ 11645. Покрытие считается выдержавшим испытание, если изменение индекса расплава покрытия после выдержки в камере УФ радиации в течение 500 ч не превышает 35% исходного значения.
8.14 Стойкость полиэтиленового и полипропиленового покрытий к грибковым поражениям определяют по методу 2 ГОСТ 9.049. По требованию заказчика, для трубопроводов, эксплуатация которых планируется при теплом, влажном климате (тропическая зона), при котором в окружающей среде содержится большое количество активных спор, допускается проведение испытания по методу 3 ГОСТ 9.049.
Стойкость эпоксидного покрытия к грибковым поражениям определяют по ГОСТ 9.050.
8.15 Прочность при разрыве и относительное удлинение при растяжении отслоенного полиэтиленового или полипропиленового покрытия определяют в соответствии с ГОСТ 11262. Испытания проводят на разрывной машине с погрешностью измерений не более 2%. Для проведения испытаний используют образцы в виде "лопаток" - тип 1 по ГОСТ 11262 длиной рабочей части 33 мм и шириной 6 мм, вырубленные из отслоенного (неадгеизированного) покрытия с использованием стандартного ножа.
Для проведения испытаний при температуре, отличной от комнатной, используют термокриокамеру, обеспечивающую автоматическое поддержание заданной температуры с точностью ±3 °С. Для нормализации температуры внутри рабочего пространства термокриокамера должна быть оснащена вентилятором. Выдержка образцов в камере при заданной температуре перед началом испытаний должна составлять не менее 30 мин.
Скорость растяжения образцов: 100 мм/мин - при проведении испытаний при температуре плюс (20±5) °С и плюс (60±3) °С, 50 мм/мин - при температуре минус (40±3) °С.
Относительное удлинение при разрыве отслоенного эпоксидного покрытия при температуре плюс (20±5) °С определяют по ГОСТ 18299. Скорость растяжения образцов - 2,5 мм/мин.
8.16 Определение термостабильности покрытия по изменению показателя текучести расплава и изменению относительного удлинения при разрыве отслоенного покрытия после термостарения на воздухе при температуре плюс (110±3) °С и плюс (150±3) °С осуществляют в соответствии с ГОСТ 11645 и ГОСТ 11262.
Для проведения испытаний по определению изменения показателя текучести расплава полиэтилена или пропилена отбирают образцы отслоенного покрытия (без эпоксидного праймера и адгезионного подслоя), которые помещают в воздушный термостат и выдерживают при температуре плюс (110±3) °С в течение 100 сут или 1000 ч (в зависимости от вида покрытия труб), после чего проводят испытания согласно методике ГОСТ 11645.
Для проведения испытаний по определению изменения относительного удлинения при разрыве отслоенного покрытия используют образцы отслоенного покрытия (без эпоксидного праймера и адгезионного подслоя) в виде "лопаток" по типу 1 согласно ГОСТ 11262. Образцы выдерживают в течение 100 сут или 1000 ч (в зависимости от вида покрытия труб) в термошкафу при температуре плюс (110±3) °С, после чего проводят испытания по определению относительного удлинения при разрыве на разрывной машине при скорости растяжения 100 мм/мин.
8.17 Устойчивость покрытия к термоциклированию при температуре испытания от минус (50±3) °С до плюс (20±5) °С, от минус (20±2) °С до плюс (20±5) °С, от минус (60±3) °С до плюс (20±5) °С и от минус (40±2) °С до плюс (20±5) °С оценивают по методу, изложенному в приложении В.
9 Маркировка, транспортирование и хранение
9.1 Маркировку наносят на наружную или внутреннюю поверхность труб с покрытием в соответствии с ГОСТ 10692 и ГОСТ 14192 на расстоянии не более 1000 мм и не менее 150 мм от торца трубы.
Дополнительно к данным на непокрытую трубу, предусмотренным соответствующими НД, маркировка включает:
- товарный знак или наименование предприятия, наносящего покрытие (если производство труб и их покрытие осуществляется на разных предприятиях);
- обозначение вида покрытия;
- обозначение настоящего стандарта;
- номер партии труб с покрытием;
- дату нанесения покрытия;
- отметку технического контроля о приемке продукции.
Маркировка выполняется с помощью трафарета или печати стойкими красками контрастного цвета. Место нанесения маркировки, при необходимости, должно подвергаться дополнительной обработке:
- поверхность покрытия - обработке коронным разрядом, газопламенной или химической обработке;
- поверхность металла - грунтовке или последующей лакировке.
Допускается по согласованию с заказчиком наносить маркировку на самоклеящиеся ярлыки, которые наклеиваются на поверхность металла или покрытия. При этом личный идентификационный номер трубы должен наноситься на поверхность покрытия или металла трубы клеймением, стойкой краской или стойким маркером, гарантированно обеспечивающим его сохранность.
На трубы диаметром 219 мм и менее допускается маркировку наносить на металлический ярлык для каждого пакета при отгрузке труб в пакетах.
9.2 Упаковка
После нанесения покрытия на трубы должна быть восстановлена первоначальная упаковка (защитные фланцы, защитные колпаки или защитные кольца).
На все трубы с эпоксидным покрытием в качестве упаковки надевают защитные кольца из резины или синтетического каната. Толщина колец - не менее 20 мм. Количество колец должно быть не менее трех для труб диаметром от 530 до 820 мм и не менее четырех для труб диаметром менее 530 мм.
Допускается упаковка труб диаметром 325 мм и менее в кассеты или пакеты. Конструкция кассеты или пакета должна обеспечивать сохранность покрытия труб.
Трубы с трех- или двухслойным полиэтиленовым и полипропиленовым покрытиями по согласованию с потребителем поставляют без дополнительной упаковки.
9.3 Трубы с покрытием складируют в штабели. Нижний ряд труб следует укладывать на специальные прокладки, покрытые мягким материалом или на валики из просеянного песка, покрытые пленкой из полимерного материала.
Между рядами труб при необходимости размещают прокладки из эластичного материала (резиновый жгут, резиновая или резинотканевая лента). Между спирально-шовными трубами обязательно устанавливают прокладки, если трубы не имеют упаковку в виде эластичных колец. При складировании прямошовных труб шов должен быть ориентирован в зазор между трубами.
9.4 Погрузочно-разгрузочные работы и хранение изолированных труб должны проводиться в условиях, предотвращающих механические повреждения покрытия. Использование стальных канатов, строп, способных привести к разрушению покрытия и повреждения торцов труб, запрещено.
9.5 Перевозка изолированных труб должна осуществляться транспортом, оборудованным специальными приспособлениями, исключающими перемещение труб и повреждение покрытия.
9.6 Хранение не должно приводить к нарушению сплошности покрытия.
Трубы с полиэтиленовым покрытием, хранение которых планируется более 6 мес, должны быть защищены от воздействия ультрафиолетового излучения с помощью чехлов, навесов и других подходящих методов.
Трубы с полипропиленовым покрытием должны быть защищены от ультрафиолетового излучения, если планируется их хранение более 90 сут.
Трубы с эпоксидным покрытием специальных мероприятий по защите от ультрафиолетового излучения не требуют.
Приложение А
(обязательное)
Метод определения адгезии покрытия к стали
при различных температурах испытаний в лабораторных условиях
А.1 Назначение метода
Метод предназначен для оценки адгезии заводского защитного покрытия к стали при температуре испытания плюс (60±3) °С, плюс (80±3) °С и плюс (110±2) °С при отслаивании покрытия под углом 90°±10°.
А.2 Требования к образцам и вспомогательные устройства
А.2.1 Образцами для испытаний являются образцы, вырезанные из труб с покрытием. Образцы с дефектами покрытия не испытывают. Толщина и диэлектрическая сплошность покрытия на испытуемых образцах должны соответствовать требованиям настоящего стандарта.
Рекомендуемые размеры образцов для испытаний (150-180)х(80-100) мм - в соответствии с рисунком А.1 (первый размер совпадает с направлением нанесения покрытия). Количество параллельных образцов для заданных условий испытаний должно быть не менее трех.
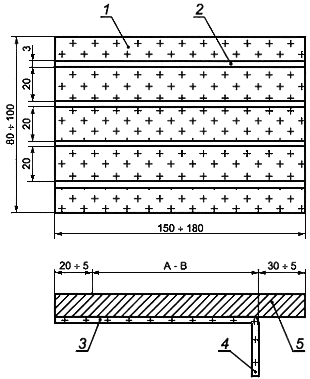
1 - покрытие; 2 - пропил; 3 - основная зона отслаивания; 4 - образец отслаиваемого покрытия;
5 - стальная подложка
Рисунок А.1 - Образец для определения адгезии покрытия при отслаивании под углом 90° ±10°
А.2.2 Для испытаний используют следующие приспособления, материалы, инструменты и оборудование:
- разрывную машину с ценой деления шкалы измерителя не более 0,1 Н (0,01 кгс), обеспечивающую скорость перемещения захвата (10±1) мм/мин;
- приспособление (струбцину в соответствии с рисунком Б.2 или другую струбцину, обеспечивающую заданные условия испытаний) для крепления образца в захватах машины, при этом приспособление крепится к неподвижному захвату машины, а образец отслаиваемого покрытия - к подвижному зажиму;
- режущий инструмент (специальный нож, двойную пилу с двумя режущими элементами на расстоянии 20 мм);
- термокамеру, обеспечивающую автоматическое поддержание необходимой температуры с точностью ±3 °С;
- линейку металлическую по ГОСТ 427;
- спирт этиловый по ГОСТ 17299.
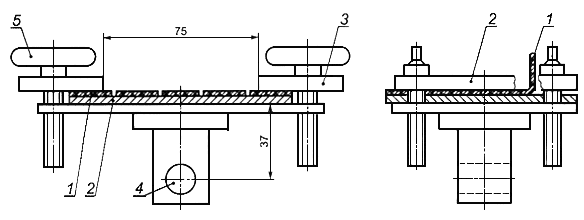
1 - защитное покрытие; 2 - металлическая подложка (образец из трубы); 3 - струбцина;
4 - отверстие для крепления струбцины к захвату разрывной машины; 5 - крепежный винт
Рисунок А.2 - Струбцина для крепления образцов
А.3 Подготовка к испытаниям
С помощью режущего инструмента в покрытии выполняют пропилы в соответствии с рисунком А.1. Пропилы осуществляют на всю толщину покрытия до металла шириной не менее 1 мм. Кромки реза осматривают и проверяют на отсутствие признаков отслаивания покрытия. К испытаниям допускаются образцы без признаков отслаивания покрытия.
Перед началом испытаний на концевых участках образцов отслаивают по три полосы покрытия шириной 20 мм на длину (30±5) мм. Ширину каждой отслаиваемой полосы измеряют с помощью металлической линейки с точностью ±1 мм.
А.4 Проведение испытаний
Образец помещают в термокамеру, обеспечивающую автоматическое поддержание заданной температуры с точностью ±3 °С, и выдерживают в течение 30 мин.
Затем образец с покрытием вставляют в струбцину в соответствии с рисунком А.2. Струбцину закрепляют в неподвижном захвате машины, а свободный конец отслоенной полосы - в подвижном захвате, после чего включают разрывную машину и проводят отслаивание покрытия от стали при скорости подвижного захвата 10 мм/мин.
А.5 Обработка результатов испытаний
Адгезию покрытия к стали , Н/см, при температуре испытания плюс (60±3) °С, плюс (80±3) °С и плюс (110±2) °С при отслаивании покрытия под углом 90°±10° на каждом образце вычисляют по формуле
![]() , (А.1)
, (А.1)
где - адгезия покрытия к стали
-го образца, Н/см;
- среднее усилие отслаивания, Н (определяется по средней линии на графике или как среднеарифметическое значение усилия отслаивания);
- средняя ширина полосы, см (определяется как среднеарифметическое значение по результатам трех измерений).
Результаты испытаний параллельных образцов вычисляют по формуле
 , (А.2)
, (А.2)
где - адгезия покрытия к стали
-го образца, Н/см;
- количество образцов, шт.
При обработке результатов испытаний за показатель адгезии покрытия к стали принимают среднее значение показателя адгезии покрытия к стали, полученное по трем параллельным измерениям.
Приложение Б
(обязательное)
Метод определения снижения адгезии покрытия к стали
после выдержки в воде при различных температурах испытаний
Б.1 Назначение метода
Метод предназначен для оценки адгезии заводского защитного покрытия к стали после выдержки в воде (водостойкости адгезии) в течение 1000 ч при температуре испытания плюс (20±5) °С, плюс (60±3) °С, плюс (80±3) °С.
Б.2 Требования к образцам и вспомогательные устройства
Б.2.1 Образцами для испытаний являются образцы, вырезанные из труб с покрытием.
Образцы с дефектами покрытия не испытывают. Толщина и диэлектрическая сплошность покрытия на испытуемых образцах должны соответствовать требованиям стандарта.
Рекомендуемые размеры образцов для испытаний (150-180)х(80-100) мм - в соответствии с рисунком А.1 (первый размер совпадает с направлением нанесения покрытия). Количество параллельных образцов для заданных условий испытаний должно быть не менее трех.
Б.2.2 Для испытаний используют следующие устройства, материалы и оборудование:
- разрывную машину с ценой деления шкалы измерителя не более 0,1 Н (0,01 кгс), обеспечивающую скорость перемещения захвата (10±1) мм/мин;
- приспособление (струбцину в соответствии с рисунком А.2 или другую струбцину, обеспечивающую данные условия испытаний) для крепления образцов в захватах машины, при этом приспособление крепится к неподвижному захвату машины, а образец отслаиваемого покрытия - к подвижному зажиму;
- режущий инструмент (специальный нож, двойную пилу с двумя режущими элементами на расстоянии 20 мм);
- линейку металлическую по ГОСТ 427;
- закрытый электронагревательный шкаф соответствующего объема, обеспечивающий поддержание температуры испытаний с точностью ±3 °С;
- емкость для выдержки образцов в воде стальную с внутренним защитным покрытием или из нержавеющей стали рабочим объемом не менее 5 дм;
- спирт этиловый по ГОСТ 17299;
- воду дистиллированную.
Б.3 Подготовка к испытаниям
С помощью режущего инструмента на испытуемых образцах выполняют пропилы в покрытии в соответствии с рисунком А.1. Пропилы осуществляют на всю толщину покрытия до металла шириной не менее 1 мм. Ширина трех параллельных полос отслаиваемого покрытия должна составлять (20±1) мм.
Кромки реза образцов обезжиривают этиловым спиртом. Обезжиренные кромки реза осматривают и проверяют на отсутствие признаков отслаивания. К испытаниям допускаются образцы без признаков отслаивания покрытия. Образцы укладывают в емкость таким образом, чтобы кромки реза образцов оставались открытыми для доступа воды, при этом разрешается укладывать образцы друг на друга.
Емкость с образцами заливают дистиллированной водой так, чтобы уровень воды был на 7-10 см выше поверхности образцов, и фиксируют время начала испытаний. При испытаниях покрытия на водостойкость адгезии при повышенной температуре плюс (60±3) °С и плюс (80±3) °С в емкость с образцами заливают воду, предварительно нагретую до заданной температуры. После чего устанавливают емкость в сушильный шкаф, обеспечивающий поддержание необходимой температуры в течение всего времени испытаний.
Б.4 Проведение испытаний
Образцы выдерживают в течение 1000 ч при температуре плюс (20±5) °С, плюс (60±3) °С и (плюс 80±3) °С. Выбор температуры испытаний определяется максимальной температурой эксплуатации покрытия. В процессе испытаний следят за уровнем воды в емкости, поддерживая его выше поверхности образцов не менее чем на 3-5 см периодически подливая воду. По окончании испытаний образцы извлекают из воды, удаляют с их поверхности промокательной бумагой влагу и выдерживают при комнатной температуре в течение 24 ч.
С каждого конца образца отслаивают по три полосы покрытия шириной 20 мм на длину (30±5) мм. Ширину каждой отслаиваемой полосы измеряют металлической линейкой в трех точках с точностью ±1 мм. Образцы с покрытием вставляют в струбцину в соответствии с рисунком А.2. Струбцину закрепляют в неподвижном захвате машины, а свободный конец отслоенной полосы покрытия - в подвижном захвате.
Включают разрывную машину и проводят отслаивание покрытия от стали при скорости подвижного захвата 10 мм/мин. Усилие отслаивания покрытия фиксируют с помощью самописца, а при отсутствии на разрывной машине самописца фиксируют среднее усилие отслаивания, за исключением концевых участков образца (по 20 мм с каждого конца).
Б.5 Обработка результатов испытаний
Адгезию покрытия к стали (Н/см) после выдержки в воде при температуре плюс (20±5) °С, плюс (60±3) °С и плюс (80±3) °С на каждом образце вычисляют по формуле (А.1).
Результаты испытаний параллельных образцов вычисляют по формуле (А.2).
При обработке результатов испытаний за величину адгезии защитного покрытия к стали после выдержки в воде при заданной температуре принимают среднее значение, полученное по группе параллельных образцов.
Приложение В
(обязательное)
Метод определения устойчивости покрытия к термоциклированию
В.1 Назначение испытания
Испытание по данному методу позволяет определить стойкость заводского защитного покрытия к циклическому термическому воздействию в диапазоне температур от минус (50±3) °С до плюс (20±5) °С, от минус (60±3) °С до плюс (20±5) °С, от минус (20±2) °С до плюс (20±5) °С и от минус (40±2) °С до плюс (20±5) °С.
В.2 Требование к образцам и вспомогательные устройства
Для испытаний используют образцы, вырезанные из труб с наружным защитным покрытием с минимальным перегревом и повреждением покрытия.
Образцы с дефектами покрытия не испытывают. Толщина и диэлектрическая сплошность покрытия на испытуемых образцах должны соответствовать требованиям настоящего стандарта.
Рекомендуемые размеры образцов на устойчивость к термическим циклам - (150±10)х(100±10) мм. Количество параллельных образцов для заданных условий испытаний должно быть не менее 3 шт.
В.3 Оборудование и приборы
Для испытаний используют следующее оборудование:
- криокамеру, обеспечивающую автоматическое поддержание необходимой температуры, определяемой стандартом, с точностью ±3 °С;
- спиртовой контактный термометр марки ТЛ-15 по ГОСТ 28498 или другой аналогичный прибор импортного или отечественного производства;
- емкость для выдержки образцов в воде, стальная с внутренним защитным покрытием (например, эмалевым) или из нержавеющей стали с рабочим объемом не менее 10 л;
- спирт этиловый по ГОСТ 17299.
В.4 Подготовка к испытаниям
Кромку реза образцов с покрытием обезжиривают этиловым спиртом.
К испытаниям допускаются образцы без признаков отслаивания покрытия.
В.5 Проведение испытаний
Для оценки устойчивости покрытия к термоциклированию образцы из труб с покрытием с открытыми кромками подвергают следующим испытаниям по режиму:
- 8 ч выдержки в криокамере при температуре минус (20±2) °С, минус (40±2) °С, минус (50±3) °С или минус (60±3) °С;
- 15 ч выдержки в воде при температуре плюс (20±5) °С;
- 1 ч сушки на воздухе при комнатной температуре.
На первом этапе испытаний образцы помещают в криокамеру с заданной температурой. Для контроля температуры используют спиртовой термометр марки ТЛ-15 по ГОСТ 28498 или аналогичный.
Через 8 ч выдержки при температуре минус (20±2) °С, минус (40±2) °С, минус (50±3) °С или минус (60±3) °С образцы помещают в емкость объемом 10-15 л, заполненную трубопроводной водой, и выдерживают при температуре плюс (20±5) °С в течение 15 ч.
По окончании испытаний образцы извлекают из воды, удаляют с их поверхности фильтровальной бумагой влагу и выдерживают при комнатной температуре на воздухе в течение 1 ч.
При положительных результатах испытаний (без признаков отслаивания и растрескивания покрытия) образцы вновь погружают в криокамеру, и термоцикл повторяется.
Библиография
[1] СНиП 2.01.01-82* Строительная климатология и геофизика
________________
* Действуют СНиП 23-01-99. - Примечание "КОДЕКС".
Текст документа сверен по:
, 2006
{kind=link}