ГОСТ Р 55068-2012
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ И ДЕТАЛИ ТРУБОПРОВОДОВ ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ НА ОСНОВЕ ЭПОКСИДНЫХ СВЯЗУЮЩИХ, АРМИРОВАННЫХ СТЕКЛО- И БАЗАЛЬТОВОЛОКНАМИ
Технические условия
Glass-fibre - and basalt-fibre reinforced epoxy plasticpipes and parts of pipelines. Specifications
ОКС 23.040.20
23.040.45
ОКП 22 9641
22 9690
Дата введения 2014-01-01
Предисловие
1 РАЗРАБОТАН Объединением юридических лиц "Союз производителей композитов", некоммерческой профессиональной организацией "Союз производителей труб и изделий из композиционных материалов" и ООО "Завод базальтовых труб"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 63 "Стеклопластики, стекловолокно и изделия из них"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 14 ноября 2012 г. N 766-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
Введение
Настоящий стандарт устанавливает требования к трубам и деталям трубопроводов, изготовляемым на основе эпоксидных связующих (эпоксидопластов - реактопластов, формирующихся в результате отверждения эпоксидной смолы), армированных различными видами стекло- и базальтоволокна. Трубы и детали трубопроводов предназначены для напорных и безнапорных трубопроводных систем водоснабжения и водоотведения жилищно-коммунального хозяйства, различных отраслей промышленности, дорожного строительства, агропромышленного комплекса.
Трубы и фитинги из композитных материалов на основе эпоксидных смол, армированных стекло- и базальтоволокнами, имеют ряд важных конкурентных преимуществ. По сравнению с трубами из термопластичных материалов и стеклокомпозитными трубами на основе полиэфирных смол они имеют более высокую прочность, лучше приспособлены к прокладке на опорах и могут применяться при более высоких температурах транспортируемой жидкости.
При выборе конкретных случаев применения труб и деталей трубопровода из композитных материалов на основе эпоксидных связующих, армированных стекло- и базальтоволокнами, в заданных условиях эксплуатации следует руководствоваться требованиями настоящего стандарта
1 Область применения
Настоящий стандарт распространяется на трубы и детали трубопроводов из композитных материалов на основе эпоксидных связующих, армированных или стекловолокнами, или базальтоволокнами или комбинацией стекло- и базальтоволокон (далее - трубы и фитинги, или все вместе - изделия), номинальным диаметром от 20 до 600, предназначенные для использования в системах водоснабжения, водоотведения, теплоснабжения, транспортирования нефтепродуктов, морской воды, химически агрессивных и абразивосодержащих сред.
Допустимое рабочее давление - до 25,0 МПа, допустимая постоянная температура рабочей среды - до плюс 115°С при рабочем давлении, не превышающем допустимое.
Трубы изготавливают методом непрерывной намотки армирующего наполнителя, пропитанного связующим. Фитинги изготавливают методами намотки, механизированной или ручной выкладки армирующего наполнителя, пропитанного эпоксидным связующим.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 12.1.019-2009 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ Р 12.4.230.1-2007 (ЕН 166-2002) Система стандартов безопасности труда. Средства индивидуальной защиты глаз. Общие технические требования
ГОСТ Р 52108-2003 Ресурсосбережение. Обращение с отходами. Основные положения
ГОСТ Р 53201-2008 Трубы стеклопластиковые и фитинги. Технические условия
ГОСТ Р 54559-2011 Трубы и детали трубопроводов из реактопластов, армированных волокном. Термины и определения
ГОСТ Р 54924-2012 Трубы и детали трубопроводов из реактопластов, армированных стекловолокном. Метод определения механических характеристик при осевом растяжении
ГОСТ Р 54925-2012 Трубы и детали трубопроводов из реактопластов, армированных стекловолокном. Методы определения начального окружного предела прочности при растяжении
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.018-93 Система стандартов безопасности труда. Пожаровзрывобезопасность статического электричества. Общие требования
ГОСТ 12.1.044-89 (ИСО 4589-84) Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.3.030-83 Система стандартов безопасности труда. Переработка пластических масс. Требования безопасности
ГОСТ 12.4.011-89 Система стандартов безопасности труда Средства защиты работающих. Общие требования и классификация
ГОСТ 12.4.021-75 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 12.4.028-76 Система стандартов безопасности труда. Респираторы ШБ-1 "Лепесток". Технические условия
ГОСТ 17.1.3.13-86 Охрана природы. Гидросфера. Общие требования к охране поверхностных вод от загрязнения
ГОСТ 17.2.3.01-86 Охрана природы. Атмосфера. Правила контроля качества воздуха населенных пунктов
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
ГОСТ 17.4.3.04-85 Охрана природы. Почвы. Общие требования к контролю и охране от загрязнения
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 2603-79 Реактивы. Ацетон. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 5378-88 Угломеры с нониусом. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 8325-93 (ИСО 3598-86) Стекловолокно. Нити крученые комплексные. Технические условия
ГОСТ 9078-84 Поддоны плоские. Общие технические условия
ГОСТ 9147-80 Посуда и оборудование лабораторные фарфоровые. Технические условия
ГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 10587-84 Смолы эпоксидно-диановые неотвержденные. Технические условия
ГОСТ 12783-91 Бумага. Метод определения коэффициента электрического сопротивления
ГОСТ 12815-80 Фланцы арматуры, соединительных частей и трубопроводов на от 0,1 до 20,0 МПа (от 1 до 200 кгс/см
). Типы. Присоединительные размеры и размеры уплотнительных поверхностей
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15139-69 Пластмассы. Методы определения плотности (объемной массы)
ГОСТ 15173-70 Пластмассы. Метод определения среднего коэффициента линейного теплового расширения
ГОСТ 17139-2000 Стекловолокно. Ровинги. Технические условия
ГОСТ 20010-93 Перчатки резиновые технические. Технические условия
ГОСТ 20824-81 Лак ЭП-730. Технические условия
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 23250-78 Материалы строительные. Метод определения удельной теплоемкости
ГОСТ 25336-82 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р 54559, а также следующие термины с соответствующими определениями:
3.1 стеклобазальтокомпозит: Реактопласт, армированный стекловолокном и базальтоволокном.
Примечания
1 Материал стенок труб и фитингов является полимерным композитом, матрица которого образована эпоксидной смолой, со следующими армирующими материалами:
- стекловолокном - СК/Э;
- базальтоволокном - БК/Э;
- стекловолокном и базальтоволокном (стеклобазальтокомпозит) - СБК/Э.
2 В материале СБК/Э допускаются преобладание как стекловолокна, так и базальтоволокна.
3 Материалы СК/Э, БК/Э и СБК/Э в настоящем стандарте определены и как полимерные композитные материалы.
3.2 стеклобазальтокомпозитная труба: Полимерная композитная труба, армированная комбинацией стеклянных и базальтовых волокон, с наполнителем или без него, а также с тиксотропными добавками, красителями или без них.
3.3 ниппель: Соединительный элемент на конце трубы, образованный на наружной поверхности трубы за счет механической обработки или формования; обеспечивает соединение с другими трубами и фитингами.
3.4 муфто-ниппельное соединение: Соединение муфты с ниппелем трубы.
Примечание - Муфто-ниппельное соединение может включать скрепляющие и уплотнительные элементы.
4 Классификация
4.1 Трубы и фитинги из полимерных композитных материалов на основе эпоксидных связующих, армированных стекло- и базальтоволокнами, классифицируют по следующим признакам:
- область применения;
- вид армирующего наполнителя.
4.2 В зависимости от области применения трубы и фитинги подразделяют на следующие типы:
- X - трубы и фитинги для системы холодного водоснабжения, включая питьевое водоснабжение;
- Г - трубы и фитинги для системы горячего водоснабжения и теплоснабжения;
- К - трубы и фитинги для канализации и промышленных стоков;
- А - трубы и фитинги для транспортирования агрессивных и абразивосодержащих сред;
- П - трубы и фитинги для транспортирования жидких пищевых продуктов;
- М - трубы и фитинги для трубопроводов морских терминалов;
- И - трубы и фитинги для систем ирригации и мелиорации.
4.3 Виды армирующего наполнителя:
- С - стекловолокно;
- Б - базальтоволокно;
- СБ - комбинация стекло- и базальтоволокон.
5 Основные параметры и размеры
5.1 Трубы
5.1.1 Конструктивное исполнение и основные размеры труб определяются номинальным диаметром , номинальным давлением
и номинальной длиной
, которые должны соответствовать значениям, приведенным в 5.1.2, 5.1.3, 5.1.4, а также конструкциями концевых частей труб, соответствующих типам соединения труб в трубопроводе, приведенным в 5.1.5.
5.1.2 Номинальный диаметр труб должен соответствовать значениям, указанным в таблице 1.
Таблица 1 - Номинальный диаметр
Номинальный диаметр |
20 |
25 |
28 |
32 |
40 |
50 |
65 |
80 |
100 |
122 |
150 |
175 |
200 |
250 |
300 |
400 |
500 |
600 |
Примечание - В переходах и неравнопроходных тройниках номинальный диаметр большей трубы обозначают |
По согласованию между изготовителем и потребителем, по технической документации, утвержденной в установленном порядке, допускается изготовление труб с другим номинальным диаметром , находящимся в пределах значений, указанных в таблице 1.
5.1.3 Номинальное давление должно соответствовать диапазону значений от 0,1 до 25,0. Конкретные значения номинального давления в пределах указанного диапазона значений устанавливают по согласованию между изготовителем и потребителем в зависимости от условий эксплуатации.
5.1.4 Номинальные длины труб должны соответствовать указанным в таблице 2.
Таблица 2 - Номинальная длина
Номинальная длина | ||||||
6000 | 8000 | 9000 | 10000 | 11000 | 12000 | 13000 |
По согласованию между изготовителем и потребителем, по технической документации, утвержденной в установленном порядке, допускается изготовление труб с другой номинальной длиной, находящейся в пределах значений, указанных в таблице 2.
5.1.5 Концевые (присоединительные) части труб изготавливают под следующие типы соединений:
- "К" - гладкое клеевое соединение;
- "КРС" - клеевое соединение с цилиндрической резьбой-стяжкой;
- "КЛ" - соединение "Ки-лок";
- "РКН" - резьбовое коническое неразъемное соединение;
- "РКР" - резьбовое коническое разъемное соединение.
5.1.6 Основные размеры труб должны соответствовать рисунку 1. Значение внутреннего диаметра трубы , мм, должно соответствовать номинальному диаметру
, указанному в таблице 1. Значение длины трубы
, мм, должно соответствовать номинальной длине
, указанной в таблице 2.
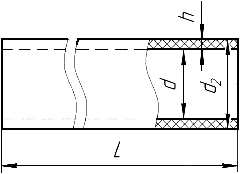
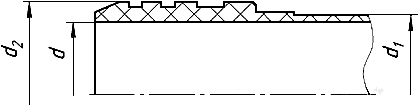
а) труба с присоединительными частями без утолщений
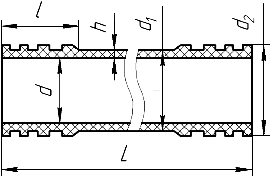
б) труба с присоединительными частями и утолщениями - длина трубы;
- внутренний диаметр трубы;
- наружный диаметр трубы;
- толщина стенки;
- диаметр ниппеля (присоединительной части);
- длина ниппеля
Рисунок 1 - Основные размеры труб
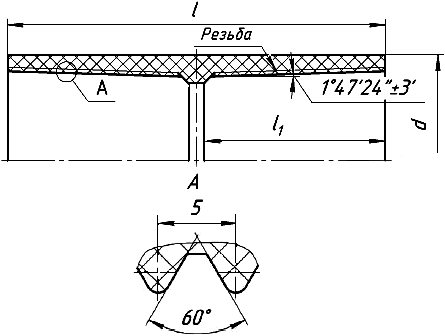
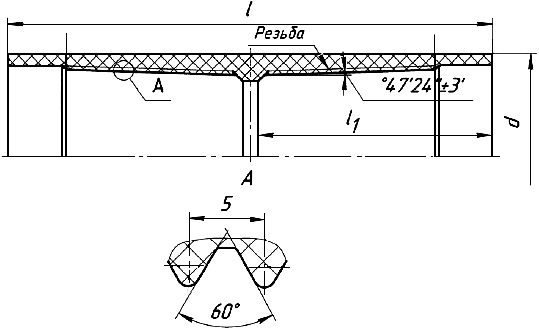
5.1.7 Формы и основные размеры концевых частей труб (ниппелей) показаны на рисунках 2-6.
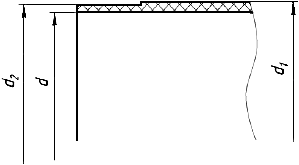
- внутренний диаметр трубы;
- наружный диаметр трубы;
- диаметр ниппеля
Рисунок 2 - Ниппель под соединение "К" без утолщения
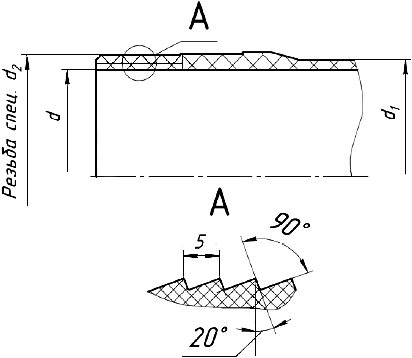
- внутренний диаметр трубы;
- наружный диаметр трубы;
- диаметр ниппеля
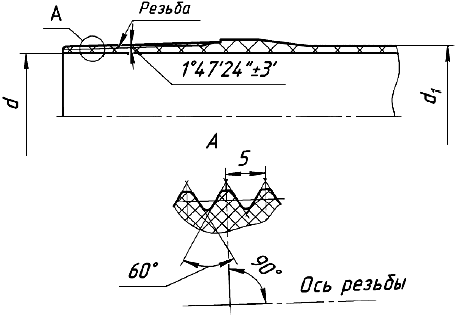
Рисунок 3 - Ниппель под соединение "КРС"
- внутренний диаметр трубы;
- наружный диаметр трубы;
- диаметр ниппеля
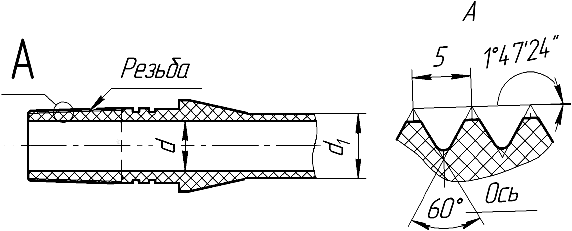
Рисунок 4 - Ниппель с утолщением под муфто-ниппельное соединение (соединение "КЛ")
- внутренний диаметр трубы;
- наружный диаметр трубы
Рисунок 5 - Резьбовая концевая часть под соединение "РКН"
- внутренний диаметр трубы;
- наружный диаметр трубы
Рисунок 6 - Резьбовая концевая часть под соединение "РКР" с уплотнением
5.1.8 Значения диаметров и длин ниппелей, толщин стенок и наружных диаметров труб определяют под конкретные условия применения по согласованию между потребителем и изготовителем по конструкторской документации, утвержденной в установленном порядке.
Рекомендуемые значения толщины стенок труб, а также массы погонного метра и кольцевой жесткости в зависимости от номинального диаметра , номинального давления
, процентного соотношения и условий намотки армирующих стеклянных и базальтовых волокон для стеклобазальтокомпозитных труб с соединением "К" и "КЛ" приведены в приложении А.
Рекомендуемые значения толщины стенок труб, а также массы погонного метра и кольцевой жесткости в зависимости от номинального диаметра , номинального давления
и условий намотки волокон для стеклокомпозитных труб с соединением "К" и "КЛ" приведены в приложении Б.
Рекомендуемые размеры деталей в соединении "КЛ" приведены в приложении В.
Рекомендуемые размеры деталей в муфтовом соединении "К" со втулкой приведены в приложении Г.
5.1.9 Условное обозначение трубы должно включать:
а) условное обозначение трубы - "Т";
б) обозначение материала, из которого изготовлена труба, в соответствии с 3.1;
в) обозначение типа изделия в зависимости от области применения в соответствии с 4.2;
г) номинальные параметры: номинальный диаметр, номинальное давление, номинальную длину;
д) тип соединения в соответствии с 5.1.5;
е) максимальную постоянную температуру транспортируемой среды, °С;
ж) обозначение показателя пожароопасности:
1) "НГ", по показателю пожароопасности соответствующий группе горючести "негорючие" по ГОСТ 12.1.044.
2) "Г1", по показателям пожароопасности соответствующий группе горючести "трудногорючие", группе дымообразующей способности "малой дымообразующей способностью", группе токсичности продуктов горения "малоопасные" по ГОСТ 12.1.044.
3) "Г2", по показателям пожароопасности соответствующий группе горючести "горючие", "средней воспламеняемости", группе дымообразующей способности "умеренной дымообразующей способностью", группе токсичности продуктов горения "умеренноопасные" по ГОСТ 12.1.044.
и) обозначение настоящего стандарта.
Примеры условных обозначений труб:
Труба стеклобазальтокомпозитная, предназначенная для холодного водоснабжения, номинальным диаметром 500, номинальным давлением 1,6 номинальной длиной 13000, для соединения "Ки-лок", максимальной температурой транспортируемой среды 70°С, по показателю пожароопасности соответствующая группе горючести "горючие"
Т-СБК/Э-Х-500-1,6-13000-КЛ-70-Г2 ГОСТ Р 55068-2012;
Труба стеклокомпозитная, предназначенная для транспортирования агрессивных сред, номинального диаметра 150, номинального давления 2,0, номинальной длины 9000, для гладкого клеевого соединения, максимальной температуры транспортируемой среды 60°С, по показателю пожароопасности соответствующая группе горючести "негорючие"
Т-СК/Э-А-150-2,0-9000-К-60-НГ ГОСТ Р 55068-2012.
5.2 Фитинги
5.2.1 Муфты
5.2.1.1 В зависимости от типа соединения (см. 5.1.5) муфты изготавливают следующих типов:
- МК - для соединения "К";
- МКРС - для соединения "КРС";
- МКЛ - для соединения "КЛ";
- МРКН - для соединения "РКН";
- МРКР - для соединения "РКР".
5.2.1.2 Конструктивное исполнение и основные размеры различных типов муфт определяются номинальными диаметрами , значения которых должны соответствовать таблице 1, номинальными давлениями
, значения которых должны соответствовать 5.1.3.
5.2.1.3 Формы и основные размеры муфт должны соответствовать рисункам 7-11.

- наружный диаметр муфты;
- внутренний диаметр муфты;
- длина муфты;
- глубина соединения
Рисунок 7 - Муфта типа МК для соединения "К"
- наружный диаметр муфты;
- длина муфты;
- глубина соединения
Рисунок 8 - Муфта типа МКРС для соединения "КРС"

- наружный диаметр муфты;
- внутренний диаметр муфты;
- длина муфты;
- глубина соединения
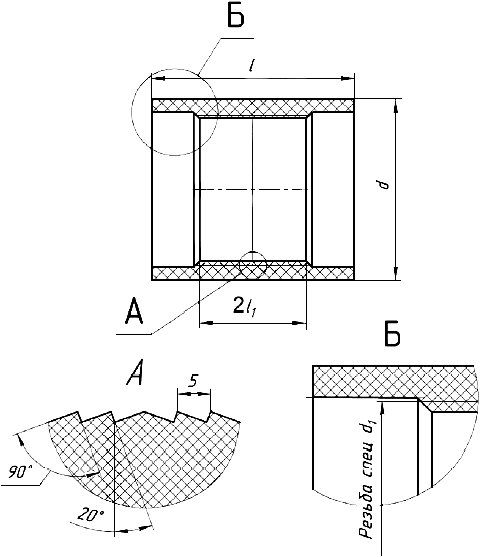
Рисунок 9 - Муфта типа МКЛ для соединения "КЛ"
Примечание - На рисунке 9 условно показано только по одному пазу соединения "КЛ" (место Б) с каждой стороны муфты.
- наружный диаметр муфты;
- длина муфты;
- глубина соединения
Рисунок 10 - Муфта типа МРКН для соединения "РКН"
- наружный диаметр муфты;
- длина муфты;
- глубина соединения
Рисунок 11 - Муфта типа МРКР для соединения "РКР"
5.2.1.4 Размеры ,
,
и
устанавливает изготовитель в конструкторской документации, утвержденной в установленном порядке, в зависимости от конкретных условий применения, согласованных между изготовителем и потребителем.
5.2.1.5 Условное обозначение муфты должно включать:
а) обозначение типа муфты в соответствии с 5.2.1.1;
б) обозначение материала, из которого изготовлена муфта в соответствии с 3.1;
в) обозначение типа изделия в зависимости от области применения в соответствии с 4.2;
г) номинальные параметры: номинальный диаметр, номинальное давление;
д) максимальную постоянную температуру транспортируемой среды, °С;
е) обозначение показателя пожароопасности [5.1.9, перечисление ж)];
ж) обозначение настоящего стандарта.
Примеры условных обозначений муфт:
Муфта стеклобазальтокомпозитная для соединения типа "Ки-лок", предназначенная для холодного водоснабжения, номинальным диаметром 500, номинальным давлением 1,6, максимальной температурой транспортируемой среды 70°С, по показателю пожароопасности соответствующая группе горючести "горючие":
МКЛ-СБК/Э-Х-500-1,6-70-Г2 ГОСТ Р 55068-2012;
Муфта стеклокомпозитная для гладкого клеевого соединения, предназначенная для транспортирования агрессивных сред, номинальным диаметром 150, номинальным давлением 2,0, максимальной температурой транспортируемой среды 60°С, по показателю пожароопасности соответствующая группе горючести "горючие":
МК-СК/Э-А-150-2,0-9000-60-Г2 ГОСТ Р 55068-2012.
5.2.2 Фланцы
5.2.2.1 Для фланцевого соединения изделий, изготавливаемых по настоящему стандарту, а также для соединения их с другими элементами трубопровода применяют свободный фланец с накидным кольцом, вид и основные размеры которого должны соответствовать рисунку 12.
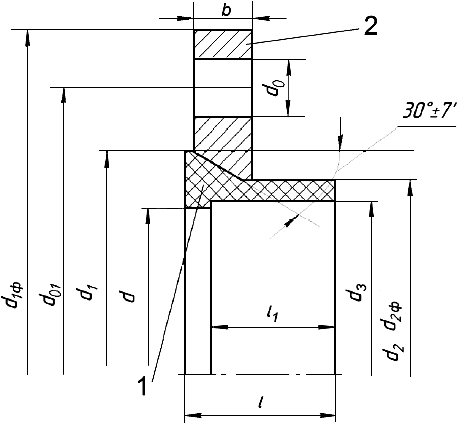
1 - бурт;
2 - накидное кольцо; - длина бурта;
- длина соединения;
- диаметр проходной;
- максимальный диаметр бурта;
- наружный диаметр бурта;
- внутренний диаметр бурта;
- внутренний диаметр накидного кольца;
- диаметр по центру присоединительных отверстий;
- наружный диаметр накидного кольца;
- диаметр присоединительных отверстий;
- ширина накидного кольца
Рисунок 12 - Свободный фланец с накидным кольцом
Примечания
1 Стальное накидное кольцо является комплектующим изделием и поставляется изготовителю по заказу сторонней организацией.
2 Диаметр проходной должен соответствовать внутреннему диаметру трубы, равному номинальному диаметру.
3 Допускается поставка бурта как отдельного изделия, без накидного кольца.
5.2.2.2 Конструктивное исполнение и основные размеры свободных фланцев с накидным кольцом определяются номинальными диаметрами , значения которых должны соответствовать таблице 1, и номинальными давлениями
, значения которых должны соответствовать 5.1.3.
5.2.2.3 Размеры ,
,
,
,
,
,
,
устанавливает изготовитель в конструкторской документации, утвержденной в установленном порядке, в зависимости от конкретных условий применения, согласованных между изготовителем и потребителем.
Присоединительные размеры (,
) и количество присоединительных отверстий в накидном кольце должны соответствовать ГОСТ 12815.
5.2.2.4 По согласованию изготовителя с потребителем бурт на длине приклеивают к ниппелю трубы под гладкое клеевое соединение без утолщения (см. рисунок 2) и поставляют в этом случае трубу с присоединительной частью под фланцевое соединение как готовое изделие.
5.2.2.5 Условное обозначение свободного фланца с накидным кольцом должно включать:
а) условное обозначение фланца - "Ф";
б) обозначение материала, из которого изготовлен фланец, в соответствии с 3.1;
в) обозначение типа изделия в зависимости от области применения в соответствии с 4.2;
г) номинальные параметры: номинальный диаметр, номинальное давление;
д) максимальную постоянную температуру транспортируемой среды, °С;
е) обозначение показателя пожароопасности [5.1.9, перечисление ж)];
ж) обозначение настоящего стандарта.
Пример условного обозначения фланца стеклобазальтокомпозитного, предназначенного для холодного водоснабжения, номинальным диаметром 500, номинальным давлением 1,6, максимальной температурой транспортируемой среды 70°С, по показателю пожароопасности соответствующего группе горючести "горючие":
Ф-СБК/Э-Х-500-1,6-70-Г2 ГОСТ Р 55068-2012.
5.2.3 Втулки
5.2.3.1 Втулку изготавливают для повышения надежности клеевых соединений труб с применением муфты и соединений труб с фитингами.
5.2.3.2 Конструктивное исполнение и основные размеры втулки определяются внутренним диаметром трубы и бурта фланцев (см. 5.1.6, 5.2.2.3).
5.2.3.3 Основные размеры втулки показаны на рисунке 13.
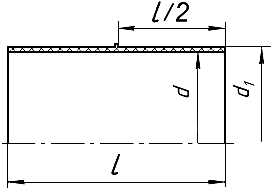
- длина втулки;
- наружный диаметр;
- внутренний диаметр
Рисунок 13 - Основные размеры втулки
5.2.3.4 Размеры и
устанавливает изготовитель в конструкторской документации, утвержденной в установленном порядке, в зависимости от конкретных условий применения, согласованных между изготовителем и потребителем. Наружный диаметр втулки
должен быть равен внутреннему диаметру трубы, уменьшенному на диаметральный зазор от 0,5 до 1,5 мм, соответственно для номинальных диаметров от 20 до 600 мм.
5.2.3.5 Пример применения втулки при соединении труб муфтой типа МК показан на рисунке 14.

1 - труба;
2 - муфта;
3 - клеевой состав; 4 - втулка
Рисунок 14 - Применение втулки при соединении труб муфтой типа МК
5.2.3.6 Условное обозначение втулки должно включать:
а) условное обозначение типа втулки - "В";
б) обозначение материала, из которого изготовлена втулка, в соответствии с 3.1;
в) обозначение типа изделия в зависимости от области применения в соответствии с 4.2;
г) условное обозначение варианта применения втулки в соединениях:
1) при соединении труб между собой (линейное соединение) - "л";
2) при соединении трубы с отводом, переходом и тройником - "о";
3) при соединении посредством бурта свободного фланца - "б";
д) номинальный диаметр;
е) максимальную постоянную температуру транспортируемой среды, °С;
ж) обозначение настоящего стандарта.
Пример условного обозначения втулки стеклокомпозитной, предназначенной для холодного водоснабжения, в клеевом соединении бурта с трубой номинальным диаметром 500, максимальной температурой среды 70°С:
В-СК/Э-Х-б-500-70 ГОСТ Р 55068-2012.
5.2.4 Отводы
5.2.4.1 Конструктивное исполнение и основные размеры отводов определяются номинальными диаметрами , значения которых должны соответствовать таблице 1, номинальными давлениями
, значения которых должны соответствовать 5.1.3, углом отвода
, а также типом соединения труб и фитингов в трубопроводе, указанным в 5.1.5.
5.2.4.2 Отводы изготавливают с углами 45° и 90°. Отводы с другими углами в пределах от 5° до 135° изготавливают по согласованию с потребителем.
5.2.4.3 Форма и основные размеры отвода показаны на рисунке 15.
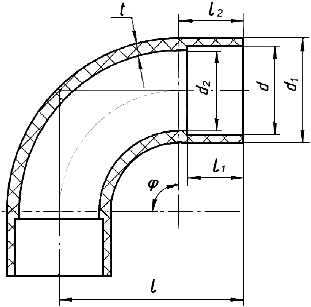
- уложенная длина отвода;
- глубина соединения;
- длина концевой части;
- угол отвода;
- диаметр под соединение;
- наружный диаметр;
- внутренний диаметр;
- толщина стенки
Рисунок 15 - Форма и размеры отвода
Примечание - Уложенная длина отвода - расстояние от одного конца отвода вдоль оси этого конца отвода до точки пересечения с осью другого конца отвода.
5.2.4.4 Значения уложенной длины , глубины соединения
, длины концевой части
, наружного диаметра
, внутреннего диаметра
и толщины стенки
устанавливает изготовитель в конструкторской документации, утвержденной в установленном порядке, в зависимости от конкретных условий применения, согласованных между изготовителем и потребителем.
5.2.4.5 При соединении отводов с трубами и фитингами используют втулку. Диаметр под соединение определяется внутренним диаметром трубы, втулку устанавливают с диаметральным зазором в соответствии с 5.2.3.4.
5.2.4.5* Значения наружного диаметра и длин концевых (присоединительных) частей
отводов должны соответствовать внутренним диаметрам и длинам муфт и/или буртов фланцев под клеевое соединение.
________________
* Нумерация соответствует оригиналу. - .
5.2.4.6 Условное обозначение отвода должно включать:
а) условное обозначение отвода - "О";
б) обозначение материала, из которого изготовлен отвод, в соответствии с 3.1;
в) обозначение типа изделия в зависимости от области применения в соответствии с 4.2;
г) номинальные параметры: номинальный диаметр, номинальное давление;
д) уложенную длину, мм;
е) угол отвода, в градусах;
ж) максимальную постоянную температуру транспортируемой среды, °С;
и) обозначение показателя пожароопасности [5.1.9, перечисление ж)];
л) обозначение настоящего стандарта.
Пример условного обозначения отвода из стеклобазальтокомпозита, предназначенного для горячего водоснабжения, номинальным диаметром 300, номинальным давлением 1,6, уложенной длиной 420 мм, углом отвода 60°, максимальной температурой транспортируемой среды 70°С, по показателю пожароопасности соответствующего группе горючести "трудногорючие":
О-СБК/Э-Г-300-1,6-420-60°-70-Г1 ГОСТ Р 55068-2012.
5.2.5 Тройники
5.2.5.1 Стеклокомпозитные тройники изготавливают следующих типов:
- Тр-Р - равнопроходные;
- Тр-НР - неравнопроходные.
Вид и основные размеры тройников показаны на рисунке 16.
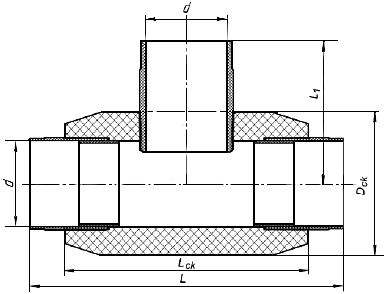
а) Тройник равнопроходной
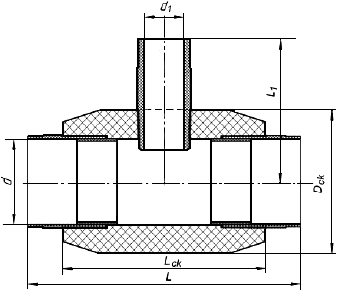
б) Тройник неравнопроходной - внутренний диаметр главной трубы и отводной трубы равнопроходного тройника;
- внутренний диаметр отводной трубы неравнопроходного тройника;
- длина стеклокомпозитной обоймы;
- диаметр стеклокомпозитной обоймы;
- общая длина главной трубы;
- общая длина отводной трубы
Рисунок 16 - Вид и основные размеры тройников
Примечание - По согласованию между изготовителем и потребителем по технологической и конструкторской документации, утвержденной в установленном порядке, могут изготовляться равнопроходные и неравнопроходные фланцевые тройники из металлических труб с внутренней и наружной стеклокомпозитной футеровкой.
5.2.5.2 Конструктивное исполнение и основные размеры тройников определяются типом тройника, номинальными диаметрами (для главной трубы) и
(для отводной трубы), значения которых должны соответствовать таблице 1, номинальными давлениями
, значения которых должны соответствовать 5.1.3, а также типом соединения труб и фитингов в трубопроводе (см. 5.1.5).
5.2.5.3 Размеры ,
,
,
,
,
устанавливает изготовитель в конструкторской документации, утвержденной в установленном порядке, в зависимости от конкретных условий применения, согласованных между изготовителем и потребителем.
5.2.5.4 Условное обозначение тройника должно включать:
а) обозначение типа тройника в соответствии с 5.2.5.1;
б) обозначение материала, из которого изготовлен тройник, в соответствии с 3.1;
в) обозначение типа изделия в зависимости от области применения в соответствии с 4.2;
г) номинальные параметры: номинальный диаметр равнопроходного тройника, или больший и меньший номинальные диаметры неравнопроходного тройника, номинальное давление;
д) максимальную постоянную температуру транспортируемой среды, °С;
е) обозначение показателя пожароопасности [5.1.9, перечисление ж)];l
ж) обозначение настоящего стандарта.
Примеры условного обозначения тройников:
Тройник стеклокомпозитный, равнопроходной, предназначенный для холодного водоснабжения, номинальным диаметром 200, номинальным давлением 1,6, максимальной температурой транспортируемой среды 70°С, по показателю пожароопасности соответствующий группе горючести "горючие":
Тр-Р-СК/Э-Х-200-1,6-70-Г2 ГОСТ Р 55068-2012;
Тройник стеклокомпозитный, неравнопроходной, предназначенный для промышленных стоков, номинальным диаметром главной трубы 400, номинальным диаметром отводной трубы 200, номинальным давлением 0,1, максимальной температурой транспортируемой среды 30°С, по показателю пожароопасности соответствующий группе горючести "горючие":
Тр-НР-СК/Э-К-400/200-0,1-30-Г2 ГОСТ Р 55068-2012.
5.2.6 Переходы
5.2.6.1 Переходы изготавливают следующих типов:
- Пр-К - концентрический;
- Пр-Э - эксцентрический.
5.2.6.2 Конструктивное исполнение и основные размеры переходов определяются типом перехода, номинальными диаметрами (больший диаметр) и
(меньший диаметр), значения которых должны соответствовать таблице 1, номинальными давлениями
, значения которых должны соответствовать 5.1.3, а также типом соединения труб и фитингов в трубопроводе (см. 5.1.5).
5.2.6.3 Основные размеры переходов показаны на рисунке 17.

а) Концентрический переход
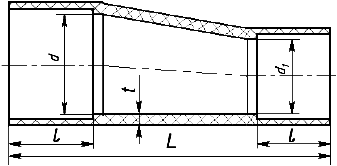
б) Эксцентрический переход,
- внутренние диаметры перехода;
- толщина стенки конусной части перехода;
- общая длина перехода;
- глубина соединения
Рисунок 17 - Основные размеры перехода
5.2.6.4 Размеры ,
,
устанавливает изготовитель в конструкторской документации, утвержденной в установленном порядке, в зависимости от конкретных условий применения, согласованных между изготовителем и потребителем.
5.2.6.5 Условное обозначение перехода должно включать:
а) обозначение типа перехода в соответствии с 5.2.6.1;
б) обозначение материала, из которого изготовлен переход, в соответствии с 3.1;
в) обозначение типа изделия в зависимости от области применения в соответствии с 4.2;
г) номинальные параметры: больший и меньший номинальные диаметры, номинальное давление;
д) общую длину перехода, мм;
е) максимальную постоянную температуру транспортируемой среды, °С;
ж) обозначение показателя пожароопасности [5.1.9, перечисление ж)];
и) обозначение настоящего стандарта.
Пример условного обозначения перехода концентрического, из стеклобазальтокомпозита, предназначенного для горячего водоснабжения, большим и меньшим номинальными диаметрами 250 и 200, соответственно, номинальным давлением 2,5, общей длиной 400 мм, максимальной температурой транспортируемой среды 95°С, по показателю пожароопасности соответствующего группе горючести "горючие":
Пр-К-СБК/Э-Г-250/200-2,5-400-95-Г2 ГОСТ Р 55068-2012.
6 Технические требования
6.1 Трубы и фитинги должны соответствовать требованиям настоящего стандарта и изготавливаться по конструкторской и технологической документации, утвержденной в установленном порядке.
6.2 Характеристики
6.2.1 Композитный материал должен соответствовать характеристикам, указанным в таблице 3.
Таблица 3
Наименование показателя | Значение | Метод испытания |
1 Степень полимеризации, % не менее | 95 | Приложение Д |
2 Коэффициент теплопроводности, Вт/(м·К) | 0,3-0,4 | Приложение Е |
3 Удельная теплоёмкость, Дж/(кг·К) | 900-1300 | ГОСТ 23250 |
4 Средний коэффициент линейного теплового расширения в диапазоне от 220 до 330 °К, °К | (13-17)х10 | ГОСТ 15173 |
5 Удельное объёмное электрическое сопротивление, Ом·см | 10 | ГОСТ 12783 |
6 Плотность композитного материала, г/см | 1,75-1,88 | ГОСТ 15139 |
7 Предел прочности на растяжение в осевом направлении, МПа | 190-300 | ГОСТ Р 54924 |
8 Предел прочности на растяжение в окружном направлении, МПа | 345-460 | ГОСТ Р 54925 |
9 Модуль упругости в осевом направлении, МПа | 15000-19000 | ГОСТ Р 54924 |
10 Модуль упругости в окружном направлении, МПа | 27000-35000 | ГОСТ Р 54925 |
11 Шероховатость внутренней стенки изделий, мк |
| ГОСТ 9378 |
* Значение шероховатости - справочное. Примечания 1 В таблице даны свойства композитного материала, не зависящие от его структуры: соотношения продольных и кольцевых армирующих волокон, содержания связующего, использования конкретных типов стеклянных и базальтовых волокон и их комбинаций. Диапазон значений показателей 2-4 и 6, 7 охватывает все возможные композиции сырья и материалов в композитном материале всех видов и типов продукции. 2 Структуру композитного материала устанавливает изготовитель по согласованию с потребителем в зависимости от конкретных условий эксплуатации. | ||
6.2.2 Характеристики труб и фитингов в диапазонах значений номинальных давлений, указанных в 5.1.3, и при всех возможных композициях сырья и материалов должны соответствовать указанным в таблице 4.
Таблица 4
Наименование показателя | Значение | Метод испытания |
1 Герметичность труб и муфт при внутреннем испытательном давлении (1,25 номинального давления) | Без разрушения и нарушения герметичности | 10.3 |
2 Предельное внутреннее давление труб и фитингов | Потеря герметичности и прочности | 10.3 |
6.2.5* Внутренний диаметр трубы должен иметь следующие предельные отклонения:
________________
* Нумерация соответствует оригиналу. - .
- в диапазоне диаметров от 20 до 65 мм | +0,15 мм; |
- в диапазоне диаметров от 80 до 150 мм | +0,20 мм; |
- в диапазоне диаметров от 175 до 300 мм | +0,30 мм; |
- в диапазоне диаметров от 400 до 600 мм | +0,35 мм. |
6.2.6 Длина труб должна иметь следующие предельные отклонения:
- в диапазоне длин от 1000 до 3000 мм | +30 мм; |
- в диапазоне длин от 3000 до 13000 мм | +50 мм. |
6.2.7 Угол отвода должен иметь следующие предельные отклонения от установленного в нормативном или техническом документе, утвержденном в установленном порядке, значения, в зависимости от уложенной длины отвода:
- уложенная длина от 20 до 50 мм | +5°; |
- уложенная длина от 50 до 100 мм | +3°; |
- уложенная длина более 100 мм | +2°. |
6.2.8 Толщина стенки труб и фитингов должна иметь предельные отклонения от значений, установленных в нормативном или техническом документе, утвержденном в установленном порядке, указанные* в таблице 5.
________________
* Текст соответствует оригиналу. - .
Таблица 5
В миллиметрах
Толщина стенки | Предельные отклонения | |
Стенка трубы | Стенка фитинга | |
До 4 | 0,25-0,75 | 0,30-2,00 |
От 4 до 8 | 0,35-1,00 | 0,35-3,00 |
Более 8 | 0,35-1,50 | 0,35-5,50 |
6.3 Требования к внешнему виду
6.3.1 Внешний вид поверхностей труб, фитингов, а также резьбы должен соответствовать контрольному образцу-эталону, утвержденному в установленном порядке (приложение Ж).
6.3.2 Внутренняя поверхность изделий должна быть гладкой; на ней допускаются следы от формообразующей оправки высотой до 0,2 мм и отпечатки от слоев антиадгезивной пленки - до 0,05 мм.
6.3.3 На наружной поверхности допускаются риски, царапины, местные раковины в слое связующего глубиной до 0,5 мм.
6.3.4 На наружной поверхности допускаются волнистость, неровности и местные наплывы смолы высотой до 3 мм. При превышении высоты наплыва допускается местная зачистка. Места зачистки должны быть покрыты защитным слоем эпоксидного связующего с последующим отверждением его.
6.3.5 В стенке изделий не допускаются трещины, расслоения, посторонние включения, вздутия и дефекты, вызванные нарушениями технологического процесса их производства или механическими воздействиями. Конкретные значения показателей, определяющих геометрические и качественные характеристики возможных дефектов, и действия изготовителя при проведении контроля приведены в ГОСТ Р 53201 (Приложение А).
6.3.6 Концы труб и фитингов должны быть обрезаны на нужный размер под прямым углом к оси, зачищены от заусениц и не должны иметь расслоений по торцам.
6.3.7 На резьбе не допускаются отслоения и заусеницы.
6.3.8 Механически обработанные поверхности, включая резьбу, полученную механической обработкой, должны быть покрыты защитным слоем. Рекомендуемые виды защитного слоя - лаки на эпоксидной основе. Наплывы защитного слоя на поверхностях резьбы и уплотнительных поверхностях не допускаются.
6.4 Требования к сырью и материалам
6.4.1 Для изготовления изделий используют следующие виды сырья и материалов:
- термореактивные смолы;
- армирующие наполнители;
- отверждающие системы;
- клеевые составы.
6.4.2 В качестве термореактивной смолы, являющейся основой связующего, применяют:
- смолы эпоксидно-диановые по ГОСТ 10587;
- смолу эпоксидную (самозатухающую) по нормативному или техническому документу, утвержденному в установленном порядке.
6.4.3 В качестве армирующих наполнителей применяют:
- ровинг базальтовый, по нормативному или техническому документу изготовителя ровинга;
- ровинг стеклянный из алюмоборосиликатного стекла (типа "Е") по ГОСТ 17139;
- нить стеклянную крученую комплексную из стекла типа "Е" по ГОСТ 8325.
По согласованию с потребителем допускается применение ровинга, нити и ткани из алюмомагнезиального стеклянного волокна (из стекла типа ВМ-1, ВМП).
Для фитингов в качестве армирующего наполнителя допускается применение тканей, лент и плетеных структур из стеклянных или базальтовых волокон, по нормативному или техническому документу, утвержденному в установленном порядке.
6.4.4 В качестве отвердителей для эпоксидных смол применяют:
- изометилтетрагидрофталевый ангидрид (ИЗОМТГФА), по нормативному или техническому документу, утвержденному в установленном порядке;
- аминные отвердители холодного отверждения эпоксидных смол, по нормативному или техническому документу, утвержденному в установленном порядке.
6.4.5 Рекомендуемый клеевой состав - компаунд на основе эпоксидной смолы типа ЭД-20, отвердителя М-4 и наполнителя типа Асил по нормативному или техническому документу, утвержденному в установленном порядке.
6.4.6 По согласованию между изготовителем и потребителем допускается применение других компонентов и материалов по качеству не ниже указанных в 6.4.2-6.4.4.
6.4.7 Рекомендуемый лак на эпоксидной основе - по ГОСТ 20824.
6.4.8 Массовое содержание связующего в композитном материале труб и фитингов, образованном из сырья и материалов по 6.4.2-6.4.4, должно находиться в пределах от 28% до 36%.
6.4.9 Значение плотности композитного материала для всех композиций связующего и армирующих наполнителей должно соответствовать показателю 6 таблицы 3.
6.5 Комплектность
6.5 Трубы и фитинги поставляют как отдельные изделия. По требованию потребителя трубы могут поставляться с установленными муфтами.
6.5.2* Фитинги, предназначенные для применения в соединениях с использованием муфт, поставляют в комплекте с резиновыми уплотнительными кольцами и муфтами. Фланцы могут поставляться буртами и накидными металлическими кольцами раздельно.
________________
* Нумерация соответствует оригиналу. - .
6.5.3 В комплект поставки на сооружение трубопровода должны входить трубы, фитинги, а также руководство изготовителя по монтажу и эксплуатации.
6.6 Маркировка
6.6.1 Маркировка изделий должна включать в себя товарный знак и наименование предприятия-изготовителя, условное обозначение и дату изготовления.
6.6.2 Маркировку наносят на наружную поверхность изделия в любом удобочитаемом месте, достаточном для размещения маркировки, способом, обеспечивающим ее несмываемость при любых внешних условиях. Допускается использование ярлыков и этикеток, защищенных слоем прозрачной смолы. Товарный знак рекомендуется наносить несмываемой краской штампом.
6.6.3 В случае необходимости нанесения на транспортной упаковке изделий манипуляционных знаков и информационных надписей их выполняют в соответствии с требованиями ГОСТ 14192.
6.7 Упаковка
6.7.1 Трубы укладывают на горизонтальные поверхности на деревянные бруски или ложементы, при укладке в штабели в несколько ярусов трубы укладывают с ограничительными стойками по ширине штабеля. Высота штабеля не должна превышать 2 м.
6.7.2 По согласованию с потребителем трубы упаковывают и поставляют в специальной транспортной кассете или в пакетах, как показано на рисунке 18. Во избежание повреждений между трубами используют деревянные бруски или ложементы.

Рисунок 18 - Упаковка труб в пакет
6.7.3 Фитинги и детали соединений (уплотнения, стопоры) упаковывают в деревянную или другую тару (ящики), при этом они должны быть обернуты бумагой упаковочной и закреплены во избежание повреждений при транспортировании и хранении.
6.7.4 Допускается укладка труб и фитингов на поддоны, изготовленные по ГОСТ 9078. При несоответствии размеров изделий и размеров поддонов изделия укладывают на поддоны, изготовленные по нормативным или техническим документам, утвержденным в установленном порядке.
6.7.5 Работы по укладке изделий проводят на площадках, удаленных от мест проведения работ с открытым пламенем.
6.7.6 При укладке труб методом "труба в трубе" (телескопически) используют резиновые прокладки.
6.7.7 При проведении укладки и упаковки используют средства скрепления грузов по ГОСТ 21650 или другие средства по качеству не ниже указанных.
7 Требования безопасности
7.1 Трубы и фитинги в условиях транспортирования, хранения и эксплуатации не токсичны и взрывобезопасны, искробезопасны, не оказывают радиационного воздействия на окружающую среду.
Обращение с этими изделиями не требует специальных мер безопасности.
7.2 При подготовке производства и при механической обработке материала труб и фитингов (резке, сверлении, фрезеровании и т.д.) в воздушную среду рабочей зоны выделяются пары стирола, эпихлоргидрина, фенола, фталевого ангидрида, фрагменты базальто- и стекловолокон, стеклянная или базальтовая пыль и пыль композитного материала, которые оказывают раздражающее воздействие на кожу, слизистые оболочки глаз, вызывают зуд кожи, оказывают фиброгенное воздействие на верхние дыхательные пути.
При нагревании композитного материала до температуры выше 200°С возможно выделение в воздух рабочей зоны токсичных продуктов (эпихлоргидрина).
Предельно-допустимые концентрации () и классы опасности указанных веществ в воздухе рабочей зоны по [1] приведены в таблице 6.
Таблица 6 - Предельно-допустимые концентрации всех вредных веществ в воздухе рабочей зоны
Наименование вещества | Величина | Класс опасности |
(Изометил) оксиран (эпихлоргидрин) | 2/1 | II |
Гидроксибензол (фенол) | 1/0,3 | II |
Изобензофуран-1,3-дион (фталевый ангидрид) | 1 | II |
Пыль стекла и стеклянных строительных материалов | 6/2 | III |
7.4* При производстве, в том числе - при механической обработке изделий должны выполняться требования безопасности в соответствии с ГОСТ 12.3.030.
________________
* Нумерация соответствует оригиналу. - .
7.5 Для защиты от вредных воздействий, указанных в 7.2, применяют средства коллективной и индивидуальной защиты по ГОСТ 12.4.011.
7.6 При подготовке клеевых составов, стеклотканевых лент, при выполнении механических работ и работ по склеиванию соединений рабочие должны применять спецодежду и индивидуальные средства защиты:
- хлопчатобумажные халаты (комбинезоны),
- нарукавники и фартуки из полимерных материалов,
- тонкие резиновые перчатки по ГОСТ 20010,
- респираторы ШБ-1 "Лепесток" (при резке стеклоткани и зачистке концов труб) по ГОСТ 12.4.028,
- закрытые защитные очки с бесцветным очковым стеклом по ГОСТ Р 12.4.230.1.
Для защиты кожных покровов от воздействия компонентов клеевых составов рекомендуется также применять защитные пасты, мази или биологические перчатки, в соответствии с [2].
7.7 Лица, работающие со связующим, должны пройти инструктаж по мерам безопасности при работе и быть обеспечены специальной одеждой и резиновыми перчатками по ГОСТ 2010-74. При попадании связующего на открытые части тела работника связующее должно быть немедленно удалено ватным тампоном, смоченным специальным растворителем, с последующей промывкой места попадания водой с мылом.
7.8 Производственные помещения должны быть оборудованы общеобменной приточно-вытяжной вентиляцией согласно ГОСТ 12.4.021, а рабочие места, где проводят механическую обработку изделий и операции со связующим и клеевыми составами - местными отсосами.
7.9 Пожарную безопасность на предприятии и рабочих местах следует обеспечивать в соответствии с требованиями ГОСТ 12.1.004.
7.10 В местах производства работ с изделиями, а также вблизи мест их складирования запрещается разводить огонь, хранить легковоспламеняющиеся вещества.
7.11 Рабочие места и места складирования должны быть оборудованы средствами пожаротушения - порошковыми и углекислотными огнетушителями, песком, средствами доступа к воде.
При загорании эпоксидных смол их следует тушить порошковыми или углекислотными огнетушителями.
7.12 В соответствии с правилами защиты от статического электричества по ГОСТ 12.1.018 оборудование должно быть заземлено. Относительная влажность в рабочем помещении должна соответствовать требованиям ГОСТ 12.1.005. Рабочие места должны быть снабжены резиновыми ковриками.
7.13 Система организационных и технических мероприятий и средств, обеспечивающих защиту людей от вредного и опасного воздействия электрического тока, электрической дуги электромагнитного поля и статического электричества - по ГОСТ Р 12.1.019.
7.14 Производственное оборудование должно отвечать требованиям безопасности по ГОСТ 12.2.003.
8 Требования охраны окружающей среды
8.1 В соответствии с [3] и [4] в целях соблюдения требований в области охраны окружающей среды и обеспечения выполнения в процессе хозяйственной деятельности мероприятий по рациональному использованию и восстановлению природных ресурсов на предприятии должен осуществляться производственный экологический контроль.
8.2 Правила контроля качества воздуха населенных пунктов - по ГОСТ 17.2.3.01, правила установления допустимых выбросов вредных веществ промышленными предприятиями - по ГОСТ 17.2.3.02.
8.3 Выделяющиеся в атмосферу при производстве и механической обработке паро-, газообразные вещества и пыль не должны превышать норм по гигиеническим нормативам [5].
8.4 На случай возможных аварийных ситуаций на предприятии должно быть предусмотрено выполнение требований ГОСТ 17.1.3.13, ГОСТ 17.4.3.04.
8.5 Гигиенические показатели и нормативы веществ, выделяющихся из стенок изделий, контактирующих с продуктами питания (для областей применения типов X (для питьевой воды) и П), должны соответствовать гигиеническим требованиям [6].
8.6 Обращение с отходами производства должно соответствовать ГОСТ Р 52108. Неиспользуемые отходы производства подлежат утилизации, в случае невозможности утилизации отходы производства должны собираться и вывозиться в места захоронения с соблюдением требований санитарных правил и норм [7] и по согласованию с органами Роспотребнадзора.
9 Правила приемки
9.1 Приемку труб и фитингов производят партиями. Партией является определенное количество изделий одного типа, изготовленных из одних материалов, по одному способу производства и сопровождаемых одним документом о качестве.
Количество труб или фитингов в партии - не более 200 штук.
9.2 Документ о качестве (паспорт) должен содержать:
- номер;
- наименование предприятия-изготовителя, его товарный знак и юридический адрес;
- наименование и условное обозначение изделия по настоящему стандарту;
- номер партии и дату изготовления;
- результаты проведенных испытаний или подтверждение о соответствии качества изделия требованиям настоящего стандарта;
- условия и гарантийный срок хранения;
- штамп отдела технического контроля;
- обозначение настоящего стандарта.
9.3 Для проверки качества труб и фитингов на соответствии требованиям настоящего стандарта проводят приемо-сдаточные, периодические и выборочные испытания.
9.4 Приемо-сдаточные испытания проводят на соответствие основных параметров и характеристик изделий требованиям настоящего стандарта.
Приемо-сдаточные испытания проводят методом сплошного и выборочного контроля.
9.5 При сплошном контроле проверяют внешний вид изделий, геометрические параметры в зоне элементов стыка, маркировку, комплектность для всех видов труб и фитингов, а также прочность и герметичность труб и фитингов при испытательном давлении.
9.6 Для выборочного контроля от партии методом случайной выборки отбирают 3% изделий (но не менее трех) для проверки характеристик композитного материала изделий из таблицы 3, а также характеристик труб и фитингов из таблицы 4. Выборочный контроль проводят по требованию потребителя или в случаях возникновения непредвиденных ситуаций.
9.7 Периодические испытания труб проводят не реже одного раза в год для одного образца на одной из партий труб, изготовленных в течение этого года и прошедших приемо-сдаточные испытания. Кроме того, периодические испытания проводят при изменении основных материалов или конструкции труб.
9.8 Периодические испытания фитингов проводят не реже одного раза в год на двух (не менее) фитингах разных типов, произвольно выбранных из ранее изготовленных партий.
9.9 Объем выборки и периодичность проведения испытаний должны соответствовать таблице 7.
Таблица 7
Наименование показателя | Номер подраздела, пункта, таблицы настоящего стандарта | Периодичность контроля | Объем выборки | |
Технические требования | Методы контроля | |||
1. Внешний вид, состояние внешних и внутренних поверхностей и торцов изделий | 6.3 | 10.2 | На каждой партии | 100% |
2. Геометрические размеры изделий | 6.2.5-6.2.8 | 10.1 | На каждой партии | 100% |
1* Степень полимеризации | Таблица 3 | 10.4 | На каждой партии | 1 изделие |
2 Коэффициент теплопроводности | Таблица 3 | 10.6 | 1 раз в 6 мес | 1 изделие |
3 Удельная теплоёмкость | Таблица 3 | 10.7 | 1 раз в 6 мес | 1 изделие |
4 Средний коэффициент линейного теплового расширения в диапазоне от 220 до 330 °К | Таблица 3 | 10.8 | 1 раз в 6 мес | 1 изделие |
5 Удельное объёмное электрическое сопротивление | Таблица 3 | 10.9 | 1 раз в 6 мес | 1 изделие |
6 Плотность композитного материала, г/см | Таблица 3 | 10.12 | 1 раз в 6 мес | 1 изделие |
7 Предел прочности на растяжение в осевом направлении | Таблица 3 | 10.10 | На каждой партии | 1 изделие |
8 Предел прочности на растяжение в окружном направлении | Таблица 3 | 10.11 | На каждой партии | 1 изделие |
9 Модуль упругости в осевом направлении | Таблица 3 | 10.10 | На каждой партии | 1 изделие |
10 Модуль упругости в окружном направлении | Таблица 3 | 10.11 | На каждой партии | 1 изделие |
11 Герметичность труб и муфт при внутреннем испытательном давлении (1,25 номинального давления) | Таблица 4 | 10.3 | На каждой партии | 100% |
12 Предельное внутреннее давление труб и фитингов | Таблица 4 | 10.3 | На каждой партии | Одна труба, не менее 2-х фитингов |
________________ * Нумерация соответствует оригиналу. - . | ||||
9.8* Окончательное формирование партии производят путем комплектования труб и фитингов, успешно прошедших приемо-сдаточные испытания при сплошном и выборочном контроле. При получении неудовлетворительных результатов приемо-сдаточных испытаний допускается проводить повторный контроль на удвоенном количестве труб и фитингов. Результаты повторного контроля являются окончательными и распространяются на всю партию. При неудовлетворительных результатах повторного контроля партию бракуют.
________________
* Нумерация соответствует оригиналу. - .
10 Методы испытаний
10.1 Определение геометрических размеров
10.1.1 Определение внутреннего диаметра и толщины стенки труб производят штангенциркулями по ГОСТ 166, с пределами измерений до 630 мм. За результат испытания каждого параметра принимают среднее арифметическое четырех измерений с обоих концов трубы в двух взаимно перпендикулярных радиальных направлениях.
10.1.2 Определение длины труб проводят рулеткой по ГОСТ 7502 с номинальной длиной шкалы 10 м и 20 м, 3-го класса точности наложением ленты рулетки по ее образующей. За результат испытания принимают среднее арифметическое двух измерений по двум диаметрально противоположным образующим.
10.1.3 Внутренний диаметр трубы измеряют в двух взаимно перпендикулярных радиальных направлениях с обоих концов трубы. За результат измерения принимают среднее арифметическое четырех измерений.
10.1.4 Толщину стенки трубы в случае отсутствия механической обработки измеряют в двух взаимно перпендикулярных направлениях с обоих концов трубы. За результат измерения принимают среднее арифметическое четырех измерений. При этом нигде толщина не должна быть меньше минимально допустимой.
10.1.5 Определение размеров элементов соединений труб с фитингами на соответствие параметрам, приведенным в конструкторской документации изготовителя, проводят с помощью универсальных измерительных инструментов:
- штангенциркуля ГОСТ 166,
- угломера ГОСТ 5378,
- микрометра ГОСТ 6507.
10.1.6 Допускается использование других средств измерений, обеспечивающих требуемую точность измерения.
10.2 Определение внешнего вида и качества поверхностей труб и фитингов осуществляют визуально без применения увеличительных приборов на соответствие контрольному образцу-эталону (см. приложение Ж).
10.3 Определение прочности и герметичности труб и фитингов
10.3.1 Определение прочности и герметичности труб и фитингов при испытательном давлении производят на установке для гидроиспытаний, схема которой приведена на рисунке 19 (изделие, устанавливаемое в бронекамере, не показано).
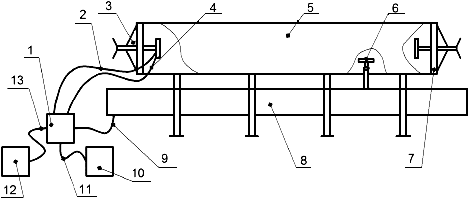
1 - гидропульт; 2 - рукав высокого давления; 3 - опора неподвижная с узлом зажима; 4 - рукав низкого давления; 5 - бронекамера; 6 - люнет опорный; 7 - опора подвижная с узлом зажима; 8 - бак; 9 - рукав циркуляционный; 10 - насос низкого давления; 11 - рукав низкого давления; 12 - насос высокого давления; 13 - рукав высокого давления
Рисунок 19 - Схема установки для гидроиспытаний
10.3.2 На торцах испытуемого образца закрепляют заглушки, конструкция которых должна исключать передачу осевых усилий на стенки изделия, и устанавливают его в бронекамеру.
Затем образец заполняют рабочей жидкостью (водой) от насоса низкого давления до полного удаления воздуха из внутренней полости изделия, после чего подключают насос высокого давления и в течение не более 3 мин поднимают внутреннее давление от номинального значения до значения испытательного давления.
10.3.3 Испытательное давление при испытании труб должно быть на четверть выше номинального давления (![]() ), если иное значение не установлено в конструкторской документации или не оговорено потребителем. Время выдержки изделий при испытательном давлении более 5 МПа, не менее 30 мин, для остальных давлений - не менее 10 мин.
), если иное значение не установлено в конструкторской документации или не оговорено потребителем. Время выдержки изделий при испытательном давлении более 5 МПа, не менее 30 мин, для остальных давлений - не менее 10 мин.
Испытательное давление при испытании фитингов должно быть равно ![]() и сохраняться постоянным в течение не менее 15 мин.
и сохраняться постоянным в течение не менее 15 мин.
Примечание - По требованию потребителя значение испытательного давления для труб и фитингов может быть изменено в пределах ![]() .
.
10.3.4 Труба или фитинг считаются выдержавшими испытания, если при испытании не будут визуально обнаружены разрывы, трещины, вздутия материала, просачивания рабочей жидкости на наружной поверхности в виде росы, капель, струек.
10.3.5 В случае, если труба или фитинг выдерживают испытание в соответствии с 10.3.4, испытывают по одному образцу.
10.3.6 Для испытания на предельное давление до потери герметичности или прочности выбирают трубу или фитинг, прошедшие испытания по 10.3.4.
10.3.7 Определение предельного давления для труб и фитингов до потери герметичности или прочности проводят посредством гидроиспытаний внутренним давлением на установке для гидроиспытаний (см. рисунок 19).
10.3.8 Испытуемый образец с торцевыми заглушками по 10.3.2 устанавливают в бронекамеру и заполняют рабочей жидкостью (водой) от насоса низкого давления до полного удаления воздуха из внутренней полости изделия. Затем подключают насос высокого давления и в течение не более 5 мин поднимают внутреннее давление от номинального давления, пока не произойдет потеря герметичности или разрушение стенки изделия.
Испытание прекращают в случае, если испытательное давление превышает 2,5·.
10.3.9 За предельное давление принимают значение давления, при котором теряется герметичность или прочность изделий.
10.3.10 Трубы или фитинги считают выдержавшими испытание, если величина предельного давления больше величин испытательного давления по 10.3.3.
10.3.11 В случае, если труба или фитинг выдерживают испытание в соответствии с 10.3.10, испытывают по одному образцу.
10.3.12 Температуру при проведении испытаний устанавливают равной 20±5°С.
Примечание - При проведении гидроиспытаний должны быть приняты все меры предосторожности, необходимые для предотвращения нанесения вреда персоналу.
10.4 Определение степени полимеризации и содержания связующего материала труб проводят по приложению Д.
10.5 Определение параметров резьбы на соединительных элементах
10.5.1 Определение размеров профиля наружной и внутренней резьбы проводят резьбовыми калибрами-пробками и резьбовыми калибрами-кольцами.
10.5.2 Конусность наружной резьбы по наружному диаметру и внутренней резьбы по внутреннему диаметру проводят гладкими коническими калибрами-кольцами и калибрами-пробками.
10.5.3 Натяг резьбы проверяется резьбовыми калибрами-пробками и резьбовыми калибрами-кольцами. Резьбовые калибры должны навинчиваться на резьбу до отказа усилием одного человека с применением рычага длиной, равной двум диаметрам калибра, - для диаметров до 180 мм и полутора диаметрам - для деталей с резьбой больших размеров.
10.6 Коэффициент теплопроводности определяют в соответствии с приложением Е.
10.7 Удельную теплоёмкость определяют по ГОСТ 23250.
10.8 Средний коэффициент линейного теплового расширения в диапазоне от 220 до 330 °К, определяют по ГОСТ 15173.
10.9 Удельное объёмное электрическое сопротивление определяют по ГОСТ 12783.
10.10 Предел прочности на растяжение в осевом направлении и модуль упругости в осевом направлении определяют по ГОСТ Р 54924 на образцах, вырезанных из стенки трубы в осевом направлении.
10.11 Предел прочности на растяжение в окружном направлении и модуль упругости в окружном направлении определяют по ГОСТ Р 54925 на кольцевых образцах труб.
10.12 Плотность композитного материала определяют по ГОСТ 15139 методом обмера и взвешивания.
10.13 Шероховатость внутренней стенки изделий определяют по ГОСТ 9378.
11 Транспортирование и хранение
11.1 Трубы хранят рассортированными по видам, типам и размерам.
11.2 Трубы хранят в горизонтальном положении в ложементах-контейнерах или на стеллажах, увязанные в связки или россыпью при температуре от минус 50°С до 50°С с нормальной или повышенной влажностью. Прямое попадание солнечных лучей должно быть исключено.
11.3 Расстояние между опорами стеллажей должно быть:
- для труб с внутренним диаметром до 100 мм - не более 2 м;
- для труб с внутренним диаметром более 100 мм - не более 3 м.
11.4 Запрещается хранить трубы с установкой на торец.
11.5 При погрузочно-разгрузочных работах места строповки выбирают из условия обеспечения максимально допустимого прогиба труб в середине или по концам трубы. Допустимый прогиб труб различных диаметров устанавливают в технической документации, утвержденной в установленном порядке.
11.6 Трубы транспортируют всеми видами транспорта в ложементах, контейнерах, пакетах или россыпью в горизонтальном положении в соответствии с правилами перевозок грузов, а также с техническими условиями погрузки и крепления грузов, действующих на этих видах транспорта.
11.7 При транспортировании труб в пакетах и россыпью на полу транспортного средства должны быть установлены подкладки. Расстояние между подкладками согласно 11.3.
11.8 При хранении, транспортировании и погрузочно-разгрузочных работах труб следует соблюдать меры, исключающие их механические повреждения и взаимные перемещения.
11.9 Укладку труб в кузов грузового автомобиля производят в пакетах, обтянутых мягкими лентами или тросами, или с использованием кассеты для транспортирования труб, изготавливаемой по конструкторской документации изготовителя.
11.10 Транспортирование всех видов фитингов осуществляют в ящиках.
12 Указания по эксплуатации
12.1 Изделия из композитных материалов предназначены для эксплуатации в макроклиматических районах с умеренным и холодным климатом с нормальной и повышенной влажностью при температуре окружающей среды от минус 50°С до 50°С.
12.2 Изделия, изготавливаемые в соответствии с настоящим стандартом, должны применяться строго по назначению, указанному в техническом задании на поставку - в сетях водоснабжения, в том числе хозяйственно-питьевого водоснабжения, хозяйственно-бытовой канализации, ливневой канализации, в тепловых сетях при температуре теплоносителя не более 115°С, трубопроводах технологического назначения, транспортирования жидких пищевых продуктов, морской воды и химически агрессивных сред, системах ирригации и мелиорации.
Перечень агрессивных сред, их предельная концентрация и максимальная температура, при которых может осуществляться их транспортирование, приведены в приложении И.
12.3 При монтаже труб необходимо обратить внимание на целостность наружного и внутреннего слоев труб и соединяемых деталей, а также на целостность и состояние торцов труб, муфт и уплотнителей.
12.4 В случае обнаружения дефектов на внутреннем слое трубы или муфты, на внешней поверхности конца трубы, подготовленного под установку муфты, или на уплотнительных кольцах муфты монтаж разрешается вести только после устранения дефектов.
12.5 При необходимости очистку внутренних поверхностей труб и других деталей производить ветошью, мягкими щетками и деревянными приспособлениями. Применение металлических инструментов для очистки не допускается.
12.6 В процессе монтажа и эксплуатации изделий не допускается применение открытого огня ближе 1 м от трубы.
12.7 Работы по монтажу и эксплуатации трубопроводов должны проводиться в соответствии с требованиями строительных норм и правил [8]-[11] и сводов правил [12]-[14].
13 Гарантии изготовителя
13.1 Нормативный срок эксплуатации всех видов продукции, предназначенных для транспортировки холодной воды, - 60 лет, для горячей воды (до 115°С) - 25 лет, для химически агрессивных составов - определяется в каждом конкретном случае дополнительно изготовителем и производителем эпоксидных смол.
13.2 Изготовитель гарантирует соответствие труб и фитингов требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
13.3 Гарантийный срок хранения - три года со дня изготовления.
Приложение А
(рекомендуемое)
Толщина стенки, масса и кольцевая жесткость стеклобазальтокомпозитных труб с соединениями "К" и "КЛ"
А.1 Значения толщины стенок стеклобазальтокомпозитных труб, , массы погонного метра,
и удельной кольцевой жесткости,
в зависимости от номинального диаметра
и номинального давления
приведены в таблицах А.1 и А.2.
Таблица А.1
|
|
| |||||||
|
|
|
|
|
|
|
|
| |
25 | 2,0 | 0,31 | 1185500 | 2,0 | 0,31 | 1185500 | 2,5 | 0,40 | 2191000 |
50 | 2,0 | 0,60 | 165900 | 2,0 | 0,60 | 165900 | 2,5 | 0,76 | 315000 |
65 | 2,5 | 0,98 | 148200 | 2,5 | 0,98 | 148200 | 3,0 | 1,18 | 250000 |
80 | 2,5 | 1,20 | 81200 | 2,5 | 1,20 | 81200 | 3,0 | 1,44 | 138000 |
100 | 3,0 | 1,80 | 72000 | 3,0 | 1,80 | 72000 | 3,0 | 1,80 | 72000 |
150 | 3,0 | 2,70 | 22000 | 3,0 | 2,70 | 22000 | 4,5 | 4,00 | 72000 |
200 | 3,5 | 4,10 | 14800 | 4,0 | 4,70 | 22000 | 6,0 | 7,20 | 72000 |
250 | 4,0 | 5,90 | 11400 | 5,0 | 7,40 | 22000 | 7,5 | 11,20 | 72000 |
300 | 4,5 | 7,90 | 9400 | 5,5 | 9,70 | 17000 | 9,0 | 16,10 | 72000 |
400 | 5,5 | 12,90 | 7300 | 7,5 | 17,70 | 18200 | 11,5 | 27,40 | 63700 |
500 | 6,5 | 19,10 | 6200 | 9,0 | 26,60 | 16100 | 14,5 | 43,30 | 65300 |
600 | 7,5 | 26,40 | 5500 | 11,0 | 39,00 | 17000 | 17,5 | 62,70 | 66400 |
Таблица А.2
|
|
| |||||||
|
|
|
|
|
|
|
|
| |
25 | 2,0 | 0,31 | 914500 | 2,0 | 0,31 | 914500 | 2,5 | 0,40 | 1690000 |
50 | 2,0 | 0,60 | 128000 | 2,0 | 0,60 | 128000 | 2,5 | 0,76 | 243000 |
65 | 2,5 | 0,98 | 114300 | 2,5 | 0,98 | 114300 | 3,0 | 1,18 | 193000 |
80 | 2,5 | 1,20 | 62600 | 2,5 | 1,20 | 62600 | 3,5 | 1,70 | 165700 |
100 | 3,5 | 2,10 | 87000 | 3,5 | 2,10 | 87000 | 4,0 | 2,40 | 128000 |
150 | 3,5 | 3,10 | 26700 | 4,0 | 3,60 | 39400 | 5,5 | 5,00 | 99600 |
200 | 4,5 | 5,30 | 24000 | 5,5 | 6,60 | 43100 | 7,5 | 9,00 | 106200 |
250 | 5,0 | 7,40 | 17000 | 6,0 | 8,90 | 27000 | 9,0 | 13,50 | 94400 |
300 | 6,0 | 10,60 | 17000 | 7,0 | 12,50 | 26600 | 11,0 | 19,80 | 99600 |
400 | 7,0 | 16,50 | 11500 | 9,0 | 21,30 | 24000 | 14,0 | 33,60 | 87000 |
500 | 8,5 | 25,10 | 10500 | 11,5 | 34,10 | 25600 | 18,0 | 54,10 | 94400 |
600 | 10,0 | 35,40 | 9900 | 13,5 | 48,00 | 24000 | 21,5 | 77,50 | 93100 |
Примечание - Для труб тепловых сетей толщины стенок следует увеличивать на величину от 10% до 20% от указанного в таблицах. | |||||||||
Примечания
1 Для таблицы А.1 соотношение продольных и кольцевых волокон 1:2,5, кольцевой наружный слой трубы выполнен из базальтового волокна, доля стеклянного волокна 60%, базальтового волокна - 40%, трубу изготавливают под соединение "КЛ".
2 Для таблицы А.2 соотношение продольных и кольцевых волокон 1:1, м трубу изготавливают под клеевое соединение "К".
3 Удельная кольцевая жесткость , Па (Н/м
) - характеристика трубы, определяющая ее способность выдерживать перпендикулярную оси трубы внешнюю нагрузку, является мерой сопротивления деформации кольца на метр длины.
Удельную кольцевую жесткость , Па (Н/м
) вычисляют по формуле
![]() , (А.1)
, (А.1)
где - окружной модуль упругости на растяжение материала трубы, Н/м
;
- средний диаметр трубы, м;
- момент инерции площади поперечного сечения трубы на единицу длины, м
/м, вычисляют по формуле
![]() , (А.2)
, (А.2)
где - толщина стенки трубы, м.
Приложение Б
(рекомендуемое)
Толщина стенки, масса и кольцевая жесткость стеклокомпозитных труб с соединениями "К" и "КЛ"
Б.1 Значения толщины стенок стеклокомпозитных труб , массы погонного метра
и удельной кольцевой жесткости
в зависимости от номинального диаметра
и номинального давления
приведены в таблицах Б.1 и Б.2.
Таблица Б.1
|
|
| |||||||
|
|
|
|
|
|
|
|
| |
25 | 2,0 | 0,31 | 1050000 | 2,0 | 0,31 | 1050000 | 2,5 | 0,40 | 1941000 |
50 | 2,0 | 0,60 | 147000 | 2,0 | 0,60 | 147000 | 2,5 | 0,76 | 279000 |
65 | 2,5 | 0,98 | 131000 | 2,5 | 0,98 | 131000 | 3,0 | 1,18 | 222000 |
80 | 2,5 | 1,20 | 71900 | 2,5 | 1,20 | 71900 | 3,0 | 1,44 | 122000 |
100 | 3,0 | 1,80 | 64000 | 3,0 | 1,80 | 64000 | 3,0 | 1,80 | 64000 |
150 | 3,0 | 2,70 | 19500 | 3,5 | 3,10 | 30600 | 4,5 | 4,00 | 64000 |
200 | 4,0 | 4,70 | 19500 | 4,0 | 4,70 | 19500 | 6,0 | 7,20 | 64000 |
250 | 4,5 | 6,60 | 14300 | 5,0 | 7,40 | 19500 | 7,5 | 11,20 | 64000 |
300 | 5,0 | 8,80 | 11400 | 6,0 | 10,60 | 19500 | 9,0 | 16,10 | 64000 |
400 | 6,0 | 14,10 | 8300 | 8,0 | 18,90 | 19500 | 11,5 | 27,40 | 56400 |
500 | 7,5 | 22,10 | 8300 | 9,0 | 26,60 | 14300 | 15,0 | 44,80 | 64000 |
600 | 9,0 | 31,80 | 8300 | 11,0 | 39,00 | 15000 | 18,0 | 64,50 | 64000 |
Таблица Б.2
|
|
| |||||||
|
|
|
|
|
|
|
|
| |
25 | 2,0 | 0,31 | 1084000 | 2,0 | 0,31 | 1083846 | 2,5 | 0,40 | 2004000 |
50 | 2,0 | 0,60 | 152000 | 2,0 | 0,60 | 151722 | 2,5 | 0,76 | 288000 |
65 | 2,5 | 0,98 | 135000 | 2,5 | 0,98 | 135481 | 3,0 | 1,18 | 229000 |
80 | 2,5 | 1,20 | 74200 | 2,5 | 1,20 | 74200 | 3,0 | 1,44 | 126000 |
100 | 3,0 | 1,80 | 65900 | 3,5 | 2,10 | 103100 | 3,5 | 2,10 | 103000 |
150 | 3,5 | 3,10 | 31600 | 4,0 | 3,60 | 46700 | 5,0 | 4,50 | 89500 |
200 | 4,0 | 4,70 | 20100 | 5,0 | 5,90 | 38700 | 7,0 | 8,40 | 103000 |
250 | 4,5 | 6,60 | 14700 | 5,5 | 8,20 | 26600 | 8,5 | 12,70 | 94800 |
300 | 5,5 | 9,70 | 15600 | 6,5 | 11,60 | 25400 | 10,5 | 18,90 | 103000 |
400 | 7,0 | 16,50 | 13600 | 8,5 | 20,10 | 24000 | 13,5 | 32,40 | 92800 |
500 | 8,0 | 23,60 | 10400 | 11,0 | 32,60 | 26600 | 17,0 | 51,00 | 94800 |
600 | 9,0 | 31,80 | 8607 | 13,0 | 46,20 | 25434 | 20,0 | 71,90 | 89512 |
Примечание - Для труб тепловых сетей толщины стенок следует увеличивать на величину от 10% до 20% от указанного в таблицах. | |||||||||
Примечания
1 Для таблицы Б.1 соотношение продольных и кольцевых волокон 1:2,5, с использованием соединения "КЛ".
2 Для таблицы Б.2 соотношение продольных и кольцевых волокон 1:1, с использованием клеевого соединения "К".
Приложение В
(рекомендуемое)
Размеры деталей соединения "КЛ"
В.1 Размеры деталей (внутреннего диаметра труб , наружного диаметра муфты
, наружного диаметра труб
, длины муфты
, длины соединения
) для соединения "Ки-лок" в зависимости от номинального диаметра
и номинального давления
приведены в таблице В.1.
Таблица В.1
Номинальное давление | |||||||||||||||
1,6 | 2,5 | 4,0 | |||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
50 | 50 | 68 | 59 | 140 | 36 | 50 | 68 | 59 | 140 | 36 | 50 | 68 | 59 | 140 | 36 |
65 | 65 | 87 | 76 | 180 | 44 | 65 | 87 | 76 | 180 | 44 | 65 | 87 | 76 | 180 | 44 |
80 | 80 | 106 | 93 | 220 | 46 | 80 | 106 | 93 | 220 | 46 | 80 | 108 | 94 | 220 | 46 |
100 | 100 | 128 | 114 | 240 | 46 | 100 | 128 | 114 | 240 | 46 | 100 | 132 | 116 | 240 | 46 |
150 | 150 | 180 | 165 | 240 | 56 | 150 | 180 | 165 | 240 | 56 | 150 | 184 | 167 | 240 | 56 |
200 | 200 | 234 | 217 | 250 | 62 | 200 | 234 | 217 | 250 | 62 | 200 | 238 | 219 | 250 | 62 |
250 | 250 | 292 | 271 | 270 | 67 | 250 | 292 | 271 | 270 | 67 | 250 | 296 | 273 | 270 | 67 |
300 | 300 | 346 | 323 | 320 | 73 | 300 | 346 | 323 | 320 | 73 | 300 | 350 | 325 | 320 | 73 |
400 | 400 | 450 | 425 | 340 | 83 | 400 | 450 | 425 | 340 | 83 | 400 | 454 | 427 | 340 | 83 |
500 | 500 | 558 | 529 | 380 | 89 | 500 | 558 | 529 | 380 | 89 | 500 | 564 | 532 | 380 | 89 |
600 | 600 | 664 | 632 | 420 | 95 | 600 | 664 | 632 | 420 | 95 | 600 | 670 | 636 | 420 | 95 |
Примечания 1 Канавки на трубе под стопор на рисунке В.1 условно не показаны. 2 Величину зазора | |||||||||||||||
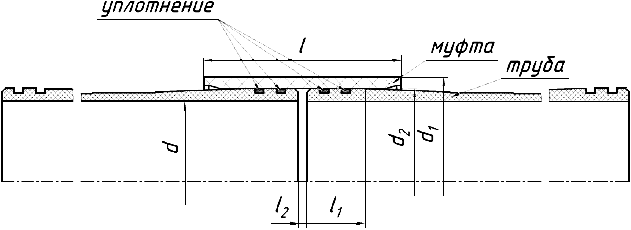
Рисунок В.1 - Схема установки деталей в соединении "КЛ"
Приложение Г
(рекомендуемое)
Размеры деталей соединения К со втулкой
Г.1 Размеры деталей (внутреннего диаметра труб , внутреннего диаметра втулки
, наружного диаметра муфты
, длины муфты
, длины втулки
) для соединения
с центрирующей втулкой в зависимости от номинального диаметра
и номинального давления
приведены в таблице Г.1.
Таблица Г.1
|
|
| |||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
25 | 25 | 22,5 | 34 | 40 | 27 | 25 | 22,5 | 36 | 40 | 27 | 25 | 22,5 | 37 | 40 | 27 |
50 | 50 | 47 | 62 | 69 | 49 | 50 | 47 | 64 | 69 | 49 | 50 | 47 | 65 | 69 | 49 |
65 | 65 | 61,5 | 80 | 75 | 57 | 65 | 61,5 | 82 | 75 | 57 | 65 | 61,5 | 84 | 75 | 57 |
80 | 80 | 76,5 | 97 | 96 | 59 | 80 | 76,5 | 99 | 96 | 59 | 80 | 76,5 | 101 | 96 | 59 |
100 | 100 | 96,5 | 117 | 110 | 65 | 100 | 96,5 | 120 | 110 | 65 | 100 | 96,5 | 123 | 110 | 65 |
150 | 150 | 145 | 170 | 140 | 90 | 150 | 145 | 174 | 140 | 90 | 150 | 145 | 177 | 140 | 90 |
200 | 200 | 195 | 223 | 160 | 100 | 200 | 195 | 227 | 160 | 100 | 200 | 195 | 231 | 160 | 100 |
250 | 250 | 244 | 278 | 180 | 120 | 250 | 244 | 280 | 180 | 120 | 250 | 244 | 284 | 180 | 130 |
300 | 300 | 293 | 330 | 200 | 140 | 300 | 293 | 334 | 200 | 140 | 300 | 293 | 339 | 200 | 160 |
400 | 400 | 393 | 432 | 270 | 170 | 400 | 393 | 436 | 270 | 170 | 400 | 393 | 441 | 270 | 200 |
500 | 500 | 493 | 536 | 300 | 200 | 500 | 493 | 540 | 300 | 200 | 500 | 493 | 546 | 300 | 230 |
600 | 600 | 593 | 640 | 320 | 230 | 600 | 593 | 644 | 320 | 230 | 600 | 593 | 652 | 320 | 250 |

Рисунок Г.1 - Схема установки деталей в соединении МК со втулкой
Приложение Д
(обязательное)
Определение степени полимеризации материала изделия
Д.1 Сущность метода:
Степень полимеризации определяют методом экстрагирования с использованием аппарата Сокслета.
Д.2 Аппаратура и реактивы:
- Шкаф сушильный с терморегулятором;
- Весы с погрешностью ±0,0002 г и пределом взвешивания 200 г;
- Эксикатор по ГОСТ 25366*;
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ 25336. - .
- Печь муфельная с температурой нагрева 1000°С;
- Тигли фарфоровые по ГОСТ 9147;
- Стаканчики для взвешивания по ГОСТ 25336;
- Прибор Сокслета;
- Плитка электрическая;
- Ацетон по ГОСТ 2603, ч.д.а., предварительно обезвоженный прокаленным хлористым кальцием;
- Бумага фильтровальная.
Д.3 Проведение испытания
Дозированный испытываемый материал (мелкая стружка из композитного материала) закладывают в высушенные пакетики из фильтровальной бумаги, взвешивают, а затем помещают в эксикатор аппарата Сокслета с обезвоженным ацетоном, где при нагревании происходит экстрагирование стружки в течение 9 ч.
После охлаждения из эксикатора вынимают пакетики и высушивают их в сушильном шкафу при температуре от 100°С до 105°С до постоянной массы.
Содержание смолы в композитном материале определяют выжиганием в муфельной печи помещенных в фарфоровые тигли трех образцов при температуре 600°С в течение времени от 5 до 6 ч до постоянной массы.
Д.4 Обработка результатов
Д.4.1 Массовую долю выжигаемого компонента в композитном материале С, %, вычисляют по формуле
![]() , (Д.1)
, (Д.1)
где - масса стружки материала до выжигания, г;
- масса стружки материала после выжигания, г.
Д.4.2 Массу выжигаемого компонента в стружке , г, вычисляют по формуле
![]() , (Д.2)
, (Д.2)
где - масса стружки композитного материала до экстрагирования, г.
Д.4.3 Степень полимеризации композитного материалах Х, %, вычисляют по формуле
![]() , (Д.3)
, (Д.3)
где - масса стружки композитного материала до экстрагирования, г;
- масса стружки после экстрагирования, г;
- масса выжигаемого компонента в стружке, г.
За результат испытания принимают среднеарифметическое значение двух параллельных определений, допускаемые расхождения между которыми не должны превышать 0,01%.
Приложение Е
(рекомендуемое)
Определение коэффициента теплопроводности
Е.1 Сущность метода:
Сущность метода состоит в измерении величины теплового потока, проходящего через образец материала, при установившемся температурном перепаде между его поверхностями и сопоставлений показаний тепломера у элемента образцового с известным коэффициентом теплопроводности и испытуемого образца.
Е.2 Применяемое оборудование:
Установка испытательная, электрическая принципиальная схема и основные элементы которой показаны на рисунке Е.1.
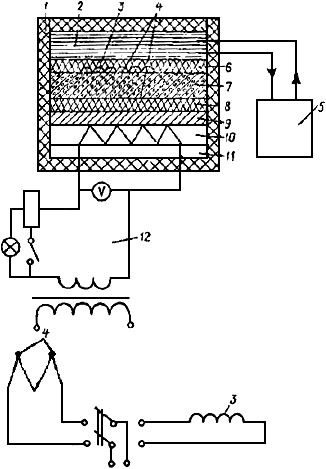
1 - теплоизоляционная камера; 2 - холодильник; 3 - тепломер; 4 - термопара; 5 - термостат; 6 и 8 - слои резины; 7 - образец; 9 - дюралюминий; 10 - нагреватель; 11 - асбест; 12 - регулируемый электронагреватель
Рисунок Е.1 - Принципиальная электрическая схема измерительной системы
Е.3 Подготовка к испытанию
Для проведения испытания изготавливают плоские образцы, имеющие структуру, аналогичную структуре испытуемого изделия, в количестве не менее трех, размерами 250x250x50 мм с предельными отклонениями по каждому из размеров ±10%. Образцы должны иметь гладкую поверхность без трещин и раковин.
Перед проведением испытаний образцы высушивают до постоянной массы.
Е.4 Проведение испытания
Между нагревателем и холодильником устанавливают образцовый элемент с известным коэффициентом теплопроводности для определения коэффициента тепломера испытательной установки . Коэффициент тепломера испытательной установки
, Вт/(м
·мВ), вычисляют по формуле
![]() , (Е.1)
, (Е.1)
где - коэффициент теплопроводности образцового элемента, Вт/(м·°С);
- разность температур между нижней и верхней поверхностями образцового элемента, °С;
- толщина образцового элемента, м;
- показания тепломера при определенной температуре в образцовом элементе, мВ.
Испытуемый образец устанавливают в теплоизоляционную камеру испытательной установки, устанавливают перепад температур от 8 до 10°С относительно поверхностей испытуемого образца.
После установившегося режима, при котором показания тепломера (в мВ) изменяются в течение часа не более чем на 1%, приступают к измерениям теплового потока.
Е.5 Обработка результатов
Коэффициент теплопроводности , Вт/(м·°С), материала образца вычисляют по формуле
![]() , (Е.2)
, (Е.2)
где - тепловой поток, проходящий через образец (показания потенциометра, мВ);
- толщина образца, м;
- коэффициент тепломера, Вт/(м
·мВ), определяемый по формуле Е.1;
- разность температур между поверхностями образца (показания термопары), °С.
За результат испытания принимают среднеарифметическое значение коэффициента теплопроводности результатов всех измерений.
Приложение Ж
(обязательное)
Порядок оформления и утверждения контрольных образцов-эталонов внешнего вида
Ж.1 Контрольный образец-эталон внешнего вида представляет собой образец изделия с нанесенной маркировкой, одного номинального диаметра и номинального давления, длиной не менее 300 мм, отобранный от серийно выпущенной партии продукции, изготовленный в соответствии с требованиями настоящего стандарта. К каждому контрольному образцу-эталону прикрепляют один опломбированный ярлык, в котором указывают:
- условное обозначение продукции;
- наименование предприятия-изготовителя;
- гриф утверждения контрольного образца-эталона руководителем предприятия-изготовителя, заверенный круглой печатью с указанием даты утверждения.
Ж.2 Контрольные образцы-эталоны изделий оформляют и утверждают на номинальный диаметр ![]() ___ и номинальное давление
___ и номинальное давление ___ для произвольно выбранных
и
для каждого вида изделия по 4.3.1 настоящего стандарта в количестве одного образца трубы или фитинга.
Контрольные образцы-эталоны утверждаются на срок до пересмотра или изменений требований настоящего стандарта в части требований к внешнему виду.
Ж.3 При внесении изменений в 6.3 настоящего стандарта контрольные образцы-эталоны подлежат замене и переутверждению.
Ж.4 Контрольные образцы-эталоны хранятся на предприятии-изготовителе.
Ж.5 Форма ярлыка для контрольного образца-эталона внешнего вида:
Установлен | 20 ___ г. | ||||||||||
(число, месяц, год) | |||||||||||
Настоящий контрольный образец-эталон | , | ||||||||||
(условное обозначение изделия) | |||||||||||
изготовленный предприятием | полностью | ||||||||||
(наименование предприятия-изготовителя) | |||||||||||
соответствует настоящему стандарту ГОСТ Р 55068-2012 и служит контрольным образцом-эталоном на срок с ____ _______________ 20 __ г. по ____ ______________ 20 __ г. | |||||||||||
(число, месяц, год) | (число, месяц, год) | ||||||||||
Контрольный образец-эталон хранится в | . | ||||||||||
(место хранения на предприятии-изготовителе) | |||||||||||
Генеральный директор | |||||||||||
(Фамилия, И.О.) | (подпись) | ||||||||||
МП | |||||||||||
Приложение И
(справочное)
Область применения изделий в агрессивных средах
И.1 Наиболее часто встречающиеся в реальных условиях эксплуатации агрессивные среды приведены в таблице И.1.
Таблица И.1
N | Наименование среды | Предельная концентрация, % | Предельная температура, °С |
1 | Азотная кислота | 5 | 25 |
2 | Фосфорная кислота | 54 | 80 |
3 | Соляная кислота | 10 | 60 |
4 | Соляная кислота | 25 | 40 |
5 | Серная кислота | 25 | 50 |
6 | Серная кислота | 70 | 30 |
7 | Плавиковая кислота | 25 | 20 |
8 | Едкий натрий и едкий калий | 15 | 80 |
9 | Гексан | 100 | 70 |
10 | Морская вода | - | 60 |
11 | Уксусная кислота | 50 | 40 |
12 | Хлор и хлористый водород (газ) | - | 50 |
13 | Сернистый газ | - | 70 |
14 | Сероводород | - | 80 |
Библиография
[1] | Гигиенические нормативы | Предельно допустимые концентрации ( |
[2] | Санитарные правила при производстве и применении эпоксидных смол и материалов на их основе (утверждены Минздравом СССР 28.11.1989 N 5159-89) | |
[3] | Федеральный закон | Федеральный закон "Об охране окружающей среды" |
[4] | Федеральный закон | Федеральный закон "Об охране атмосферного воздуха" |
[5] | Гигиенические нормативы | Гигиенические нормы. Предельно допустимые концентрации ( |
[6] | Гигиенические нормативы | Предельно допустимые количества химических веществ, выделяющихся из материалов, контактирующих с пищевыми продуктами |
[7] | Санитарные правила и нормы | Гигиенические требования к размещению и обезвреживанию отходов производства и потребления |
[8] | Строительные нормы и правила | Водоснабжение. Наружные сети и сооружения |
[9] | Строительные нормы и правила | Канализация. Наружные сети и сооружения |
[10] | Строительные нормы и правила | Наружные сети и сооружения водоснабжения и канализации |
[11] | Строительные нормы и правила | Технологическое оборудование и технологические трубопроводы |
[12] | Свод правил | Проектирование и монтаж трубопроводов систем водоснабжения и канализации из полимерных материалов. Общие требования |
[13] | Свод правил | Проектирование и монтаж подземных трубопроводов водоснабжения из стеклопластиковых труб |
[14] | Свод правил | Проектирование и монтаж подземных трубопроводов канализации из стеклопластиковых труб |
_____________________________________________________________________
УДК 678.742-462:006.354 ОКС 23.040.20 ОКП 22 9641
23.040.45 22 9690
Ключевые слова: стеклобазальтокомпозитные трубы и фитинги, реактопласты, стекловолокно, базальтоволокно, приемка, методы испытаний, маркировка, транспортирование, гарантии.
_____________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
{kind=link}