ГОСТ Р 55877-2013
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ И ДЕТАЛИ ТРУБОПРОВОДОВ ИЗ РЕАКТОПЛАСТОВ, АРМИРОВАННЫХ СТЕКЛОВОЛОКНОМ
Методы испытаний
Определение износостойкости внутренней поверхности
Glass-reinforced thermosetting plastics (GRP) pipes and fittings - Test methods for determination of resistance to wear by abrasive wheels
ОКС 23.040.20
23.040.45
Дата введения 2015-01-01
Предисловие
1 РАЗРАБОТАН Объединением юридических лиц "Союз производителей композитов" совместно с некоммерческим партнерством "Союз производителей труб и изделий из композиционных материалов" и ООО "НТТ-Пересвет"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 063 "Стеклопластики, стекловолокна и изделия из них"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2013 г. N 2003-ст
4 Настоящий стандарт разработан с учетом основных нормативных положений международного стандарта ИСО 9352:1995* "Пластмассы. Определение износостойкости с помощью абразивного круга" (ISO 9352:1995 "Plastics - Determination of resistance to wear by abrasive wheels", NEQ)
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
Введение
Настоящий стандарт "Трубы и детали трубопроводов из реактопластов, армированных стекловолокном. Методы испытаний. Определение износостойкости внутренней поверхности" входит в комплект типовых методов испытаний, основных элементов трубопроводных систем из реактопластов, армированных волокнами.
Определение износостойкости внутренней поверхности стеклокомпозитных труб имеет большое значение в первую очередь для труб, применяемых в системах водоотведения, где в транспортируемой среде может содержаться значительное количество веществ, способствующих абразивному износу внутренней поверхности труб. Однако практически невозможно в лабораторных условиях адекватно смоделировать условия эксплуатации таких труб, поэтому методы испытаний могут использоваться для определения износостойкости в определенных условиях, а получаемые результаты испытания имеет смысл использовать для сравнительной оценки износостойкости различных материалов или труб из различных материалов.
Параметры, зависящие от материала, и/или эксплуатационные требования устанавливаются в стандарте или техническом документе на изделие.
1 Область применения
Настоящий стандарт устанавливает методы определения износостойкости (абразивного износа) внутренней поверхности (лайнера) труб и деталей трубопроводов, армированных стекловолокном, при воздействии абразивного вала или круга или шлифовальной шкурки (метод А) или при воздействии водного абразивного состава (метод Б*).
_______________
* В зарубежной нормативной и технической документации метод испытания с водным абразивным составом называют "Дармштадский метод".
Методы А и Б используют как для сравнительных оценок износостойкости внутренней поверхности (лайнера) труб и деталей трубопроводов из реактопластов, армированных волокнами, различающихся видом связующего (реактопласта) и параметрами армирования лайнера, так и для сравнения износостойкости труб из реактопластов с износостойкостью труб из других материалов. Сравнительные оценки применимы для труб, используемых в трубопроводных системах, транспортирующих среды, содержащие абразивные материалы.
Метод Б используют также для определения величины износа и коэффициента безопасности стеклокомпозитных труб в системах транспортирования абразивосодержащих сред при различных значениях испытательных циклов.
Результаты, полученные по методу Б, могут быть использованы также для установления их возможного соответствия реальному износу внутренней поверхности стеклокомпозитных труб в системах транспортирования абразивосодержащих сред.
Условия испытания и метод трактовки результатов устанавливаются в стандарте или техническом документе на изделие.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 54559-2011 Трубы и детали трубопроводов из реактопластов, армированных волокном. Термины и определения
ГОСТ Р 52381-2005 Материалы абразивные. Зернистость и зерновой состав шлифовальных порошков. Контроль зернового состава
ГОСТ Р 52781-2007 Круги шлифовальные и заточные. Технические условия
ГОСТ Р ИСО 6507-1-2007 Металлы и сплавы. Измерение твердости по Виккерсу. Часть 1. Метод измерения
ГОСТ 344-85 Шкурка шлифовальная бумажная для контроля истираемости резины. Технические условия
ГОСТ 3640-94 Цинк. Технические условия
ГОСТ 3647-80 Материалы шлифовальные. Классификация, зернистость и зерновой состав. Методы контроля
ГОСТ 9012-59 Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9758-86 Заполнители пористые неорганические для строительных работ. Методы испытаний
ГОСТ 11012-69 Пластмассы. Метод испытания на абразивный износ
ГОСТ 12423-66 Пластмассы. Условия кондиционирования и испытания образцов (проб)
ГОСТ 13344-79 Шкурка шлифовальная тканевая водостойкая. Технические условия
ГОСТ 20403-75 Резина. Метод определения твердости в международных единицах (от 30 до 100 IRHD)
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р 54559, а также следующие термины с соответствующими определениями:
3.1 абразивный круг: Шлифовальный круг или круг, обернутый шлифовальной шкуркой.
3.2 абразивный вал: Вал (цилиндр), обернутый шлифовальной шкуркой.
3.3 абразивный износ (истирание, износ): Уменьшение толщины стенки трубы (толщины лайнера), вызываемое воздействием абразивного круга (вала) или водного абразивного состава.
Примечание - Износ измеряют в абсолютных величинах, , мм или косвенно, путем измерения объема или веса образца.
3.4 лайнерный слой (лайнер): Внутренний слой стенки стеклокомпозитной трубы, толщина которого определяется технологией изготовления трубы.
Примечание - Как правило, в технологии изготовления трубы из стеклокомпозита для лайнера предусматривают виды реактопласта (связующего) и армирования, отличающиеся от видов связующего и армирования остальной части стенки трубы. В случае однородной структуры стенки трубы определяют абразивный износ стенки трубы без указания лайнерного слоя.
3.5 путь истирания: Условная протяженность контактного участка между поверхностью испытуемого образца и шлифовальной шкуркой или абразивным кругом, определяемая количеством оборотов абразивного вала или диска, на котором закрепляется испытуемый образец.
3.6 абразивный материал: Частицы неорганических материалов (например, корунда, кремниевого песка и т.п.), которые используются в абразивном составе для истирания внутренней поверхности образца.
3.7 абразивный состав: Залитый определенным объемом воды абразивный материал установленного гранулометрического состава.
3.8 корунд: -модификация глинозема (оксида алюминия
![]() в виде кристаллов с тройной осью симметрии, который кристаллизуется в тригональной системе.
в виде кристаллов с тройной осью симметрии, который кристаллизуется в тригональной системе.
Примечание - Корунд имеет твердость, близкую к твердости алмаза, что определяет использование его в качестве шлифовальных материалов.
3.9 среднее значение истирания, ![]() , мм: Среднеарифметическое значение ряда данных, характеризующих уменьшение толщины стенки на испытательном участке внутренней поверхности испытуемого образца в ряду контрольных точек.
, мм: Среднеарифметическое значение ряда данных, характеризующих уменьшение толщины стенки на испытательном участке внутренней поверхности испытуемого образца в ряду контрольных точек.
3.10 испытательный цикл: Период времени, в течение которого двухходовая траверса (рама), на которой закреплен испытуемый образец, отклоняется относительно горизонтальной оси на равные положительные и отрицательные углы, а затем возвращается в исходное положение.
4 Сущность методов испытаний
4.1 Метод А
Сущность испытания по методу А заключается в определении абразивного износа поверхности испытуемого образца при воздействии на нее с заданной нагрузкой в течение определенного времени абразивного вала или круга или шлифовальной шкурки. Образцом является вырезанный фрагмент стенки трубы определенной формы и размеров или изготовленная методом формования плоская пластина, физико-механические свойства которой идентичны физико-механическим свойствам стеклокомпозитной трубы.
Абразивный износ поверхности образца по достижении заданного значения длины пути истирания оценивается процедурами, определяемыми в стандарте или техническом документе на изделие (например, измерениями уменьшения массы, уменьшения объема, изменения толщины и т.д.).
4.2 Метод Б
Для метода Б испытуемый образец представляет собой отрезок трубы с закрепляемыми на торцах на время испытания пластинами, исключающими вытекание помещаемого в полость образца водного абразивного состава. Испытание заключается в проведении серии разовых испытаний, в каждом из которых выполняется определенное число испытательных циклов.
Во время каждого наклона образца, закрепленного в раме испытательной установки, абразивный состав перемещается от одной торцевой пластины к другой, вызывая тем самым абразивный износ в нижней части внутренней поверхности образца.
В каждом разовом испытании после достижения определенного количества испытательных циклов из полости образца удаляют абразивный состав и проводят измерения истирания в контрольных точках на внутренней поверхности образца вдоль линии, расположенной в нижней части (на 6 ч) внутренней поверхности образца параллельно продольной оси образца. Общее количество испытательных циклов в одном испытании для одного образца определяется путем суммирования числа испытательных циклов, выполненных для этого образца в каждом разовом испытании.
После каждого разового испытания вычисляют среднее значение износа по измеренным износам в контрольных точках. Интерпретация результатов испытаний для одного или нескольких образцов устанавливается в стандарте или техническом документе на изделие.
5 Требования к условиям проведения испытаний
5.1 Кондиционирование
5.1.1 Условия кондиционирования устанавливают в стандарте или техническом документе на изделие. В ином случае кондиционирование проводят при стандартной атмосфере 23/50 по ГОСТ 12423.
Примечание - Для метода А в стандарте или техническом документе на материал (продукт) могут устанавливаться требования на кондиционирование шлифовальной шкурки или абразивных кругов.
5.1.2 В случае, если температура проведения испытания не соответствует температуре, при которой проводится кондиционирование, время кондиционирования образца должно быть не менее 24 ч при температуре проведения испытания.
5.2 Температура проведения испытаний
5.2.1 Температура проведения испытаний устанавливается в стандарте или техническом документе на изделие. В ином случае температура проведения испытаний должна соответствовать стандартной атмосфере 23/50 по ГОСТ 12423.
5.2.2 При испытании и измерениях температуру окружающего воздуха поддерживают в пределах ±5°С.
6 Требования к аппаратуре
6.1 Метод А
6.1.1 Испытательная машина с абразивным валом
6.1.1.1 Схема испытательной машины и требования к размеру и скорости вращения абразивного вала должны соответствовать ГОСТ 11012. При вращении абразивного вала биение не должно превышать 0,05 мм в вертикальной плоскости.
6.1.1.2 При испытании применяют шлифовальную шкурку по ГОСТ 344 или по ГОСТ 13344.
6.1.1.3 Абразивную способность шлифовальной шкурки калибруют с использованием стандартных цинковых образцов в соответствии с приложением А.
6.1.1.4 В стандарте или техническом документе на изделие устанавливают:
- тип и абразивные параметры шлифовальной шкурки;
- массу и количество дополнительных грузов для создания прижимного усилия;
- оборудование для оценки износа испытуемого образца.
6.1.2 Испытательная машина с абразивными кругами
6.1.2.1 Основные элементы испытательной машины с абразивными кругами, схема которой показана на рисунке 1, включают в себя:
- два абразивных круга или два валика со шлифовальной шкуркой, все - цилиндрической формы;
- вилку с двумя направляющими, на которых монтируются абразивные круги или валики (на рисунке не показана);
- закрепленный на приводном валу опорный диск, на котором фиксируется испытуемый образец;
- вакуумные сопла для удаления продуктов износа, размещаемые над зоной износа образца.
На рисунке 1 также показаны рекомендуемые размеры и взаимное расположение основных элементов испытательной машины.
Размеры в миллиметрах
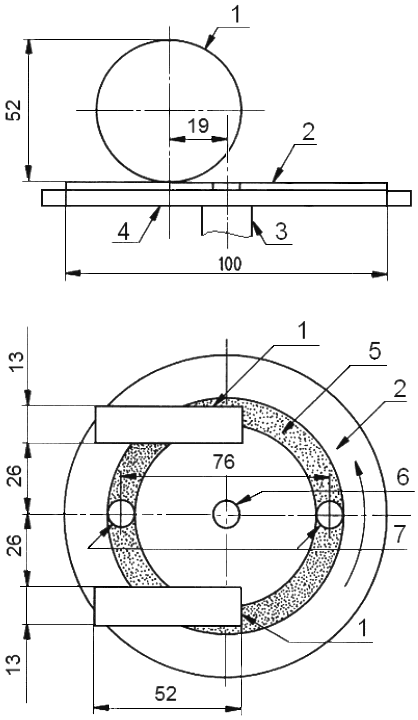
1 - абразивный круг или валик; 2 - образец; 3 - приводной вал; 4 - опорный диск; 5 - зона износа; 6 - отверстие в образце для его крепления диаметром 6,35 мм; 7 - вакуумные сопла внутренним диаметром (8±0,5) мм
Рисунок 1 - Схема испытательной машины с абразивными кругами
6.1.2.2 Соосные свободно вращающиеся абразивные круги монтируются симметрично относительно оси вращения образца на двух направляющих вилки, которая может свободно колебаться относительно горизонтальной оси. Вес абразивных кругов должен балансироваться противовесами. В конструкции вилки должна быть предусмотрена возможность обеспечения в процессе испытания примыкания кругов к поверхности образца с прижимным усилием, определяемым массой дополнительных грузов, навешиваемых на вилку. В процессе испытания происходит истирание поверхности образца и вращение абразивных кругов или валиков.
6.1.2.3 Рекомендуемая зернистость абразивных кругов соответствует количеству абразивных частиц в пределах от 515 частиц/см до 1160 частиц/см
.
Примечание - Допускается применение шлифовальных кругов диаметром 50 мм и толщиной 13 мм по ГОСТ Р 52781 с зернистостью по ГОСТ Р 52381 от F30 до F36 (или по ГОСТ 3647 от 63 до 50).
6.1.2.4 Испытательная машина должна быть оснащена устройством управления приводом и счетчиком числа оборотов диска.
6.1.2.4 Требования к элементам испытательной машины:
- скорость вращения приводного вала | 72 об/мин |
- вертикальное колебание кромки опорного диска |
|
- допустимое уменьшение диаметра абразивного круга вследствие износа | до 44,4 мм |
6.1.2.5 В случае использования валиков шлифовальную шкурку по ГОСТ 344 или по ГОСТ 13344 закрепляют на металлическом валике с наружным слоем вулканизированной резины толщиной 6 мм твердостью от 50 IRHD до 55 IRHD по ГОСТ 20403.
6.1.2.6 Рекомендуемое прижимное усилие, воздействующее на образец, должно находиться в пределах от 4,9 Н до 9,8 Н.
6.1.2.7 В стандарте или техническом документе на изделие устанавливают:
- абразивные параметры абразивных кругов, тип и абразивные параметры шлифовальной шкурки;
- массу и количество дополнительных грузов, устанавливаемых на вилку, для создания прижимного усилия;
- оборудование для оценки износа испытуемого образца и метод оценки.
6.2 Метод Б
6.2.1 Испытательная установка для метода Б*, схема которой с закрепленным испытуемым образцом показана на рисунке 2, включает в себя устанавливаемую на неподвижное основание двухходовую траверсу (раму) с приводом, обеспечивающим возможность ее наклона относительно горизонтальной оси вращения, находящейся посередине длины образца, на угол ±22,5° с постоянной скоростью качания (10±2) испытательных циклов в минуту.
_______________
* Требования к основным параметрам испытательной установки для метода Б приведены в [1], [2], [3], [4].
В раме должны быть предусмотрены устройства для закрепления образца, исключающие его возможные смещения в течение всего времени испытаний.
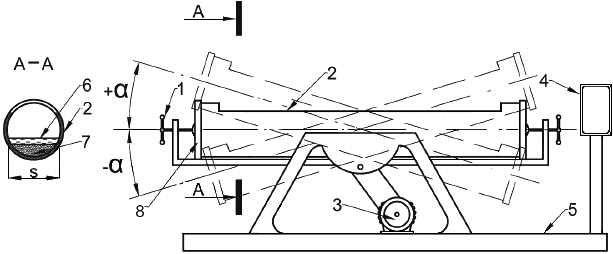
1 - устройство фиксации торцевых пластин; 2 - образец; 3 - привод; 4 - устройство управления; 5 - основание установки; 6 - уровень воды; 7 - абразивный материал; 8 - торцевая пластина; - ширина зеркала воды;
- углы отклонения рамы
Рисунок 2 - Схема испытательной установки для метода Б
В конструкции испытательной установки должны быть также предусмотрены устройства, позволяющие в случае необходимости изменять скорости и угол наклона для выполнения требований, которые могут быть установлены в стандарте или техническом документе на изделие.
Примечание - При необходимости (например, при проведении сравнительных испытаний нескольких образцов) может использоваться испытательная установка, в раме которой закрепляются несколько образцов одной или различных труб.
6.2.2 Управляющие и измерительные устройства
6.2.2.1 Устройство управления должно обеспечивать необходимую скорость наклона рамы, регистрацию количества испытательных циклов в пределах устанавливаемых углов наклона и включение/выключение привода после достижения установленного числа испытательных циклов.
6.2.2.2 Измерительное устройство должно обеспечивать измерение вертикальных координат внутренней поверхности образца в контрольных точках относительно неизменяемой на протяжении всего времени испытания (т.е. после каждого разового испытания в серии разовых испытаний) измерительной базы. Равноотстоящие друг от друга контрольные точки должны располагаться вдоль продольной линии, находящейся в нижней части (на 6 ч) внутренней поверхности образца. Координаты контрольных точек должны определяться с точностью не менее ±0,02 мм.
6.2.2.3 Измерительное устройство может располагаться как на самой испытательной установке, так и вне ее, являясь в этом случае автономным измерительным стендом.
6.2.2.4 В случае использования автономного измерительного стенда необходимо предпринять меры, минимизирующие возможные, в пределах точности измерения, погрешности установки образца относительно неизменной измерительной базы после каждого разового испытания.
6.2.3 Весовое оборудование
Для определения массы абразивного материала используют весы с точностью измерения не менее ±0,02 кг.
6.2.4 Абразивный материал
6.2.4.1 Для обеспечения достоверности результатов испытаний при их проведении в течение длительного времени (при нескольких сотнях тысяч испытательных циклов) необходимо использовать искусственный абразивный материал в виде кристаллического глинозема (корунда). По зерновому (гранулометрическому) составу материал должен соответствовать зернистости F4 по ГОСТ Р 52381 и иметь насыпную плотность от 1,5 до 1,7 г/см по ГОСТ 9758.
6.2.4.2 Допускается использование в качестве абразивного материала гравийные, песчано-гравийные смеси и другие смеси, содержащие частицы, вызывающие абразивный износ.
Примечание - В этом случае для обеспечения достоверности результатов при длительных испытаниях может потребоваться периодическое обновление абразивного материала.
6.2.4.3 Зернистость материалов, указанных в 6.2.4.2, и условия их использования определяют в стандарте или техническом документе на изделие.
7 Порядок подготовки к проведению испытаний
7.1 Форма, размеры и количество образцов
7.1.1. Образцы для метода А
7.1.1.1 Для проведения испытаний на испытательной машине с абразивным валом образцы должны быть вырезаны из стенки трубы номинального диаметра DN от 300 в форме квадрата, размером (10,0±0,5)х(10,0±0,5) мм.
Толщина образцов должна быть установлена в стандарте или в техническом документе на изделие в соответствии с толщиной стенки трубы, из которой вырезан испытуемый образец, но не более 20 мм. В случае, если толщина стенки трубы превышает 20 мм, она должна быть уменьшена механическим способом со стороны наружной поверхности стенки трубы.
7.1.1.2 Для проведения испытаний на испытательной машине с абразивными кругами образец готовят методом формования в виде плоского круга диаметром 100 мм или плоского равностороннего восьмиугольника с диагональю 100 мм. Материал образца по виду реактопласта (связующего) и по составу армирующего материала должен быть аналогичен материалу лайнера трубы, для которой проводят испытание на износостойкость. Шероховатость и твердость поверхности образца должны быть идентичны шероховатости и твердости внутренней поверхности трубы, для которой проводят испытания.
Толщина образца должна быть равномерной и находиться в пределах от удвоенной толщины лайнера трубы, для которой проводят испытание на износостойкость, до 10 мм.
7.1.13 Количество образцов для каждой из сравниваемых труб должно быть установлено в стандарте или техническом документе на изделие. Минимальное количество образцов для одной испытуемой трубы должно составлять 3 шт.
7.1.2 Образцы для метода Б
7.1.2.1 Образцы длиной (1000±10) мм вырезают из стеклокомпозитных труб номинальным диаметром DN от 300 до DN 600. При испытании этот отрезок трубы с торцов закрывают пластинами, предотвращающими вытекание воды из полости образца. Эскизы образцов (без торцевых пластин) показаны на рисунке 3.
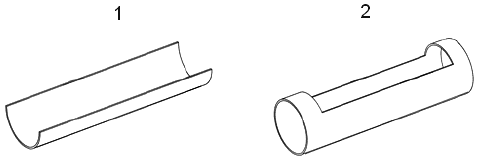
1 - образец со срезанной верхней частью; 2 - образец с вырезанным фрагментом
Рисунок 3 - Образцы для испытаний по методу Б
Верхняя часть отрезка трубы должна быть срезана на половину диаметра плоскостью, параллельной продольной оси трубы (образец 1) или в верхней части должен быть сделан прямоугольный вырез, размеры которого должны быть достаточными для проведения операций с абразивным составом (образец 2).
Перед испытанием измеряют длину образца, внутренний диаметр и толщину стенки с точностью ±0,5 мм.
7.1.2.2 Для испытания каждой из испытуемых труб используется один образец, другое количество образцов должно быть установлено в стандарте или техническом документе на изделие.
7.2 Подготовка поверхности образцов
7.2.1 Перед проведением испытаний по методу А поверхности образцов, контактирующие с абразивным валом или абразивными кругами (валиками) должны быть очищена при помощи нейтрального летучего растворителя или мыльного раствора, выбранных в соответствии с требованиями, установленными в стандарте или техническом документе на материал (продукт).
Примечание - Использование очистителя (даже летучего) не должно влиять на характеристики истирания.
7.2.2 Качество внутренней поверхности образца для метода Б должно соответствовать требованиям, установленным в стандарте или техническом документе на изделие.
8 Порядок проведения испытаний
8.1 Испытания должны проходить в помещении с регулируемыми условиями окружающей среды, в тех же условиях, при которых кондиционировался образец.
8.2 Метод А
8.2.1 Для каждого образца выполняют предварительные контрольные измерения, установленные в стандарте или техническом документе на изделие.
8.2.2 Проведение испытания на испытательной машине с абразивным валом.
8.2.2.1 Порядок проведения испытания для испытательной машины с абразивным валом должен соответствовать ГОСТ 11012.
8.2.2.2 В процессе испытания при загрязнении или уменьшении абразивного слоя шлифовальной шкурки она должна быть заменена. Критерии замены в зависимости от свойств поверхности образца и абразивных свойств шлифовальной шкурки устанавливают в стандарте или техническом документе на изделие.
8.2.3 Порядок проведения испытания на испытательной машине с абразивными кругами (см. рисунок 1).
8.2.3.1 Устанавливают и закрепляют образец на диске.
8.2.3.2 При использовании шлифовальной шкурки закрепляют шкурку на обоих валиках.
8.2.3.3 Устанавливают абразивные круги или валики на вилку, исключая касание образца, затем опускают вилку и устанавливают круги или валики на поверхность образца.
8.2.3.4 Оценивают, при необходимости, абразивную способность кругов или шлифовальной шкурки в соответствии с приложением А.
8.2.3.5 Используя дополнительные грузы устанавливают прижимное усилие в соответствии с требованиями стандарта или технического документа на изделие.
8.2.3.6 Устанавливают в соответствующее положение сопла вакуумного устройства.
8.2.3.7 Устанавливают количество оборотов диска, исходя из длины пути истирания, определенного в стандарте или техническом документе на изделие. В ином случае количество оборотов диска устанавливают исходя из длины пути истирания, равного 10 м.
8.2.3.8 Запускают привод, вращающий диск с закрепленным на нем образцом, и включают вакуумное устройство. По достижении заданного количества оборотов привод должен отключиться, после чего отключают вакуумное устройство.
8.2.3.9 Снимают с диска образец и выполняют измерения износа в соответствии с требованиями, установленными в стандарте или техническом документе на изделие (см. 4.1).
8.2.3.10 В случаях применения абразивных кругов перед каждым новым испытанием форма их рабочей поверхности должна быть доведена до формы поверхности кругового цилиндра.
8.2.3.11 Рабочая поверхность абразивных кругов должна проверяться на предмет загрязнения не реже чем через каждые 100 оборотов и, при необходимости, очищаться от загрязнения каким-либо приспособлением (например, проволочной щеткой).
8.2.3.12 В случае применения шлифовальной шкурки она должна быть заменена при загрязнении или уменьшении абразивного слоя. Уровень загрязнения шлифовальной шкурки зависит от материала образца. Допустимый уровень загрязнения устанавливают в стандарте или техническом документе на материал (продукт).
8.3 Метод Б
8.3.1 Подготовительные операции
8.3.1.1 Размеры образца определяют в соответствии с 7.1.2 и со стандартом или техническим документом на изделие.
8.3.1.2 Измеряют и записывают относительно выбранной измерительной базы координаты вдоль продольной линии, параллельной оси трубы, по крайней мере в 35 равноотстоящих не более чем на 20 мм, контрольных точках с точностью до ±0,5 мм на нижней (на 6 часов) внутренней поверхности образца. Внутренние поверхности образца на расстоянии 150 мм от обоих торцов не включают в измерительный интервал, чтобы не проводить измерения износа при недостаточном перемещении на этих участках абразивного материала.
8.3.1.3 Раме испытательной установки (см. рисунок 2) придают горизонтальное положение, устанавливают в ней образец с торцевыми пластинами и закрепляют его в раме.
8.3.1.4 Заполняют образец абразивным материалом, массу которого определяют в зависимости от номинального диаметра DN в соответствии с таблицей 1. Абразивный материал равномерно распределяют в нижней части образца,
8.3.1.5 Объем воды, заливаемой в образец, определяют по ширине зеркала водной поверхности (см. рисунок 2) в зависимости от номинального диаметра DN в соответствии с таблицей 1, при этом глубина абразивного состава будет составлять (38±2) мм.
8.3.1.6 После закрывания образца крышкой приступают к проведению испытания.
Таблица 1 - Масса абразивного материала и объем воды
Номинальный диаметр DN | Абразивный материал, зернистости F4, кг | Ширина зеркала воды, |
300 | 5,1 | 203±3 |
350 | 5,5 | 222±3 |
400 | 5,8 | 235±3 |
500 | 6,5 | 265±3 |
600 | 7,1 | 292±3 |
8.3.2 Проведение испытания
8.3.2.1 Запускают привод рамы со скоростью качаний (10±2) испытательных циклов в минуту (см. 2.5), обеспечивая наклоны образца на угол ±22,5° относительно горизонтальной плоскости, тем самым придавая образцу за один испытательный цикл угловое перемещение, равное 90°.
Примечание - Во время каждого наклона абразивный состав перемещается из одного конца образца к другому по нижней части внутренней поверхности, вызывая ее истирание.
8.3.2.2 Суммарное количество испытательных циклов в серии разовых испытаний составляет 200000, если иное не определено в стандарте или техническом документе на изделие. После того, как будет выполнено каждое разовое испытание в 50000 испытательных циклах, испытание останавливают и удаляют из образца абразивный материал. В случае использования автономного измерительного устройства демонтируют образец из рамы.
8.3.2.3 После удаления влаги на внутренней поверхности образца в контрольных точках (8.3.1.2) измеряют произошедший за определенное количество циклов износ. В случае использования автономного измерительного устройства устанавливают в него образец, соблюдая единую для всех разовых испытаний фиксацию образца относительно измерительной базы измерительного устройства.
Измерения проводят в центральной области образца, длиной 700 мм. Записывают результаты измерений и фиксируют любые признаки повреждения внутренней поверхности образца (трещины, раковины, расслоения и т.п.), отмечая, были ли они ранее в этих контрольных точках.
8.3.2.4 Определяют, как указано в 9.2, среднее значение истирания (средний износ), ![]() , мм, для каждого разового испытания номера k (8.3.2.2).
, мм, для каждого разового испытания номера k (8.3.2.2).
8.3.2.5 После завершения измерений в каждом разовом испытании, для которого суммарное количество циклов менее 200000, вновь заполняют образец абразивным составом, как описано в 8.3.1, и далее проводят испытания в соответствии с 8.3.2.1-8.3.2.4. Предварительно в случае, если использовалось автономное измерительное устройство, образец демонтируют из автономного измерительного устройства и подготавливают для следующего разового испытания, как описано в 8.3.1.3-8.3.16.
8.3.2.6 В случае проведения сравнения износостойкости стеклокомпозитных труб с различными связующими и армированием лайнерного слоя или сравнения износостойкости стеклокомпозитных труб с трубами из других материалов проводят испытания в соответствии с 8.3.2.1-8.3.2.5 для каждой испытываемой трубы.
9 Обработка результатов испытаний
9.1 Для испытаний по методу А результаты должны быть определены как среднеарифметические значения полученных показателей истирания всех испытанных образцов в виде одного из следующих показателей:
- уменьшение объема образца в мм на 1 м длины пути истирания в случаях, когда сравниваются материалы стенки трубы с разной плотностью, для испытания на испытательной машине с абразивным валом - по ГОСТ 11012;
- изменение толщины или массы образца при установленном значении пути истирания, в этом случае вычисляют среднее значение толщины или массы образца;
- потеря веса в килограммах на 1 м длины пути истирания для испытаний, выполненных при заданных условиях на материалах стенки трубы одинаковой плотности.
Результатом также может быть визуальная или инструментальная регистрация определенного изменения вида истираемой поверхности образца при установленном значении длины пути истирания, в этом случае значение длины пути истирания округляют до ближайшего кратного 1 м.
9.2 Результаты при испытании по методу Б
9.2.1 После проведения испытания по методу Б для каждого разового испытания номера вычисляют среднеарифметическое значение износа
![]() , мм, измеренных износов во всех контрольных точках по формуле
, мм, измеренных износов во всех контрольных точках по формуле
 , (1)
, (1)
где - износ в каждой контрольной точке, мм;
- количество контрольных точек.
Результаты испытаний выражают в табличной или графической форме в виде зависимости среднеарифметического значения износа от числа испытательных циклов.
Примечание - Некоторые зарубежные производители при проведении аналогичных испытаний для стеклокомпозитных труб с использованием абразивного материала в соответствии с [1] принимают 100000 испытательных циклов эквивалентными сроку эксплуатации труб систем водоотведения при среднестатистических условиях эксплуатации, равному 50 годам.
9.2.2 В случае проведения сравнительных испытаний износостойкости различных труб вычисления по формуле (1) проводят для каждой из сравниваемых труб.
Результаты испытаний представляют в табличной или графической форме в виде зависимости среднеарифметического значения износа от количества испытательных циклов.
Пример представления результатов таких испытаний в графической форме приведен на рисунке 4.
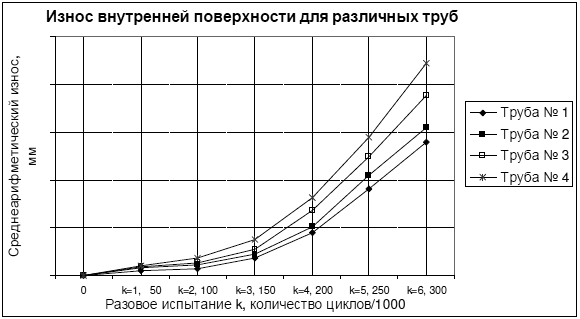
Рисунок 4 - Зависимость износа от количества испытательных циклов
9.2.3 Результаты испытаний, вычисленные в соответствии с 9.2.1 для условий проведения испытаний, установленных в стандарте или техническом документе на изделие, можно использовать для определения коэффициента безопасности стеклокомпозитных труб систем водоотведения в зависимости от количества испытательных циклов.
Коэффициент безопасности вычисляют по формуле
![]() , (2)
, (2)
где ![]() - среднеарифметическое значение износа для разового испытания номера
- среднеарифметическое значение износа для разового испытания номера , мм;
- толщина лайнерного слоя стеклокомпозитной трубы, мм.
10 Отчет об испытаниях
Отчет об испытаниях должен содержать следующую информацию:
- ссылка на настоящий стандарт и на стандарт или технический документ на изделие;
- полное описание испытуемого материала и/или изделия;
- количество испытуемых образцов;
- размеры каждого испытуемого образца;
- полное описание используемого абразивного материала и, если определяется, его абразивная способность, измеренная в соответствии с приложением А (для метода А);
- условия кондиционирования, температура и относительная влажность при проведении испытания;
- метод очистки поверхности образца (для метода А);
- нагрузка, прикладываемая к образцу (для метода А);
- количество оборотов абразивного вала или диска (для метода А);
- значение каждого отдельного измерения, среднее значение и метод, которым оценивается износ;
- средний износ для каждого разового испытания (для метода Б);
- любые нарушения целостности поверхности образца (для метода Б);
- другие факторы, которые могли оказать влияние на результат;
- дату проведения испытаний.
Приложение А
(обязательное)
Определение абразивной способности шлифовальной шкурки и абразивных кругов
А.1 Абразивная способность шлифовальной шкурки и абразивных кругов должна быть определена при условиях, определенных в стандарте или техническом документе на материал (продукт). Для определения абразивной способности используют эталон, уменьшение массы которого после проведения испытания на его истирание позволяет оценить абразивную способность шлифовальной шкурки или абразивного круга.
А.2 Эталон должен быть изготовлен из металлического цинка марки не ниже ЦВ по ГОСТ 3640 по форме, аналогичной форме испытуемых образцов.
А.3 Величина нужной твердости поверхности эталона достигается путем термообработки заготовки, условия термообработки устанавливаются в стандарте или техническом документе на материал. В ином случае заготовка должна быть подвергнута термообработке при температуре 200°С в течение 60 мин.
А.4 Твердость поверхности эталонного образца должна составлять по Викерсу (42±2) HV по ГОСТ Р ИСО 6507-1, или эквивалентное значение твердости по Бринеллю по ГОСТ 9012.
А.5 Калибровка
А.5.1 Эталонный образец очищают ацетоном и измеряют массу с точностью до 1 мг.
А.5.2 Для шлифовальной шкурки, закрепляемой на абразивном валу, испытания проводят по ГОСТ 11012.
А.5.3 Для абразивных кругов и шлифовальной шкурки, закрепляемой на валиках (рисунок 1), испытания проводят в соответствии с процедурой, описанной в разделе 8. Величину прижимного усилия устанавливают в стандарте или техническом документе на материал (продукт). В ином случае прикладывают нагрузку, равную 4,9 Н.
А.5.4 Количество оборотов абразивного вала или количество оборотов диска (рисунок 1) должно быть таким, чтобы расстояние, на котором происходит воздействие шлифовальной шкурки или абразивных кругов на поверхность испытуемого образца (длина пути истирания), составило не менее 10 м.
А.5.5 После проведения испытания вновь взвешивают образец с точностью до 1 мг.
А.5.6 Абразивную способность абразивной шкурки или абразивного круга оценивают, измеряя уменьшение массы или объема эталона, вычисленное для установленного пути истирания в соответствии с требованиями стандарта или технического документа на материал (продукт).
А.6 Частота калибровки
А.6.1 При использовании шлифовальной шкурки калибровку проводят на репрезентативном образце и первое испытание должно быть проведено с использованием свежей шлифовальной шкурки. Рекомендуется калибровать каждую партию поступившей в лабораторию шкурки и повторять процедуру каждые 3 месяца или в соответствии с требованиями стандарта или технической документации на материал (продукт).
А.6.2 При использовании абразивных кругов рекомендуется калибровать каждые новые полученные лабораторией круги. После каждой калибровки абразивные круги должны быть перешлифованы перед первым испытанием. Рабочая поверхность абразивных кругов должна соответствовать поверхности кругового цилиндра, ее края должны быть ровными, без заусенцев, сколов и выщерблин.
Библиография
[1] Национальный стандарт Германии ДИН 19565-1-1989 | Трубы и фитинги из армированной стекловолокном полиэфирной смолы (UP-GF) для прокладываемых в земле канализационных каналов и трубопроводов, полученные центробежным литьем. Размеры, технические условия поставки |
(DIN 19565-1-1989) | (Centrifugally cast and filled polyester resin glass fibre reinforced (UP-GF) pipes and fittings for buried drains and sewers; dimensions and technical delivery conditions) |
[2] Отчет европейского комитета по стандартизации ЦЕН/ТР 15729:2010 | Системы пластмассовых трубопроводов. Термореактивный стеклопластик (GRP) на основе ненасыщенной полиэфирной смолы (UP). Отчет об определении средней износостойкости после определенного количества циклов испытаний |
(CEN/TR 15729:2010) | (Plastics piping systems. Glass-reinforced thermosetting plastics (GRP) based on unsaturated polyester resin (UP). Report on the determination of mean abrasion after a defined number of test cycles) |
[3] Руководство концерна ТЮФ-ЗЮД МАК-КСП- А 2000 | Требования по качеству |
( | ( |
[4] Стандарт Великобритании БС ЕН 295-3 2012 | Трубопроводные системы из плотноспекшейся глины для дренажа и канализации. Часть 3. Методы испытания |
(BSEN 295-3:2012) | (Vitrified clay pipe systems for drains and sewers. Test methods) |
__________________________________________________________________________
УДК 678.742-462:006.354 ОКС 23.040.20
23.040.45
Ключевые слова: стеклокомпозитные трубы и фитинги, реактопласты, методы испытаний, износостойкость внутренней поверхности
__________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
{kind=link}