ГОСТ Р 53676-2009
Группа Г43
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФИЛЬТРЫ ДЛЯ МАГИСТРАЛЬНЫХ НЕФТЕПРОВОДОВ
Общие требования
Filters for the trunk oil pipelines. General requirements
ОКС 23.040
23.100.60
ОКП 36 8352
Дата введения 2011-01-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 РАЗРАБОТАН рабочей группой из представителей открытого акционерного общества "Акционерная компания по транспорту нефти "Транснефть" (ОАО "АК "Транснефть"), Инжиниринговой нефтегазовой компании - "Всероссийский научно-исследовательский институт по строительству и эксплуатации трубопроводов, объектов ТЭК" (ОАО ВНИИСТ), Общества с ограниченной ответственностью "Научно-исследовательский институт по строительству и эксплуатации объектов ТЭК" (ООО "Институт ВНИИСТ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 463 "Магистральный трубопроводный транспорт"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. N 1061-ст
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомления и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Разработка вызвана отсутствием стандарта на оборудование данного вида и необходимостью установления единых требований к проектированию, изготовлению фильтров, применяемых на объектах магистрального нефтепроводного транспорта, исходя из фактических условий и требований к эксплуатации.
Нормативные документы Федеральной службы по экологическому, технологическому и атомному надзору в сфере безопасной эксплуатации сосудов, работающих под давлением, не в полной мере учитывают требования к конструкции, техническим характеристикам фильтров для магистральных нефтепроводов.
В соответствии с "Номенклатурой продукции, в отношении которой законодательными актами Российской Федерации предусмотрена обязательная сертификация" фильтры для магистральных трубопроводов (код ОКП 368352) подлежат обязательной сертификации на соответствие конкретным требованиям нормативных документов, приведенным в вышеуказанном документе.
1 Область применения
1.1 Настоящий стандарт распространяется на фильтры, размещаемые на нефтеперекачивающих станциях магистральных нефтепроводов, с условным проходом до 1200 мм и рабочим давлением до 10,0 МПа включительно.
1.2 Настоящий стандарт устанавливает требования на фильтры, предназначенные для очистки перекачиваемой нефти от содержащихся в ней твердых предметов и частиц.
1.3 Настоящий стандарт является обязательным для применения при проектировании, изготовлении и приемке, а также эксплуатации, транспортировании, хранении и утилизации фильтров для магистральных нефтепроводов.
Настоящий стандарт применим при проведении работ по подтверждению соответствия, в том числе при сертификации продукции.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 51164-98 Трубопроводы стальные магистральные. Общие требования к защите от коррозии
ГОСТ Р 51313-99* Бензины автомобильные. Общие технические требования
________________
* На территории Российской Федерации действует Технический регламент "О требованиях к автомобильному и авиационному бензину, дизельному и судовому топливу, топливу для реактивных двигателей и топочному мазуту", здесь и далее по тексту. - .
ГОСТ Р 51858-2002 Нефть. Общие технические условия
ГОСТ Р 52079-2003 Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов. Технические условия
ГОСТ Р 52720-2007 Арматура трубопроводная. Термины и определения
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.407-84 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Метод оценки внешнего вида
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.010-76 Система стандартов безопасности труда. Взрывобезопасность. Общие требования
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.044-80 Система стандартов безопасности труда. Машины и оборудование для транспортирования нефти. Требования безопасности
ГОСТ 12.2.063-81 Система стандартов безопасности труда. Арматура промышленная трубопроводная. Общие требования безопасности
ГОСТ 12.3.009-76 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 27.002-89 Надежность в технике. Основные понятия. Термины и определения
ГОСТ 27.003-90 Надежность в технике. Состав и общие правила задания требований по надежности
ГОСТ 305-82 Топливо дизельное. Технические условия
ГОСТ 2999-75 Металл и сплавы. Методы измерения твердости по Виккерсу
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5520-79 Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 6533-78 Днища эллиптические отбортованные стальные для сосудов, аппаратов и котлов. Основные размеры
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 8732-78 Трубы стальные бесшовные горячедеформированные. Сортамент
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9544-2005 Арматура трубопроводная запорная. Классы и нормы герметичности затворов
ГОСТ 12816-80 Фланцы арматуры, соединительных частей и трубопроводов на от 0,1 до 20,0 МПа (от 1 до 200 кгс/см
). Общие технические требования
ГОСТ 12971-67 Таблички прямоугольные для машин и приборов. Размеры
ГОСТ 13716-73 Устройства строповые для сосудов и аппаратов. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14249-89 Сосуды и аппараты. Нормы и методы расчета на прочность
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16350-80 Климат СССР. Районирование и статистические параметры климатических факторов для технических целей
ГОСТ 19281-89 (ИСО 4950-2-81, ИСО 4950-3-81, ИСО 4951-79, ИСО 4995-78, ИСО 4996-78, ИСО 5952-83) Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 20799-88 Масла индустриальные. Технические условия
ГОСТ 21752-76 Система "Человек-машина". Маховики управления и штурвалы. Общие эргономические требования
ГОСТ 22727-88 Прокат листовой. Методы ультразвукового контроля
ГОСТ 23170-78 Упаковка для изделий машиностроения. Общие требования
ГОСТ 24297-87 Входной контроль продукции. Основные положения
ГОСТ 26349-84 Соединения трубопроводов и арматура. Давления номинальные (условные). Ряды
ГОСТ 28338-89 (ИСО 6708-80) Соединения трубопроводов и арматура. Проходы условные (размеры номинальные). Ряды
ГОСТ 28702-90 Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования
ГОСТ 28759.5-90 Фланцы сосудов и аппаратов. Технические требования
ГОСТ 30546.1-98 Общие требования к машинам, приборам и другим техническим изделиям и методы расчета их сложных конструкций в части сейсмостойкости
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р 52720, ГОСТ 27.002 и ГОСТ 28338, а также следующие термины с соответствующими определениями:
3.1 абсолютная тонкость фильтрации: Максимальный размер нерастворенных твердых частиц загрязнителя, обнаруженных в отфильтрованной нефти.
3.2 быстросъемный затвор: Концевой затвор (хомутовый, секторный, байонетный и т.д.), закрытие и открытие которого осуществляет специальный механизм в установленный период времени без применения шпилек (болтов).
3.3 концевой затвор: Устройство, размещаемое в концевой части фильтра, состоящее из крышки и поворотного механизма, обеспечивающее доступ во внутреннюю полость фильтра и герметизацию внутренней полости относительно внешней среды.
3.4 максимальный перепад давлений на фильтре: Наибольший перепад давлений, при котором допускается эксплуатация фильтра с загрязненным фильтрующим элементом при номинальном расходе и установленной вязкости нефти.
3.5 номинальный перепад давлений на фильтре: Перепад давлений на фильтре с незагрязненным фильтрующим элементом при номинальном расходе и установленной вязкости нефти.
3.6 номинальный расход нефти через фильтр: Пропускная способность фильтра при установленном перепаде давлений и обеспечивающая установленный режим эксплуатации нефтепровода.
3.7 расчетная температура стенки: Наибольшая расчетная температура стенки фильтра.
3.8 расчетное давление: Давление, на которое производится расчет на прочность элементов фильтра, работающих под давлением.
3.9 фильтр: Специальное устройство, обеспечивающее очистку перекачиваемой нефти от твердых предметов и частиц, образующихся во время ремонта и эксплуатации линейной части магистрального нефтепровода.
3.10 фильтрующий элемент: Часть фильтра, непосредственно осуществляющая фильтрование.
4 Сокращения
В настоящем стандарте применены следующие сокращения:
ОТК - отдел технического контроля;
ФВ - вертикальный фильтр;
ФГ - горизонтальный фильтр;
ЛКП - лакокрасочные покрытия.
5 Классификация
5.1 Фильтры в зависимости от конструктивного исполнения корпуса классифицируют на следующие типы:
- горизонтальный фильтр;
- вертикальный фильтр.
5.2 По номинальному давлению - в соответствии с ГОСТ 26349.
5.3 По способу подвода рабочей среды горизонтальные фильтры подразделяют на осевые и боковые.
5.4 По расположению бокового патрубка входа/выхода рабочей среды горизонтальные фильтры подразделяют на фильтры с левым и правым расположениями бокового патрубка.
5.5 В стандарте предприятия-изготовителя должны быть установлены следующие параметры фильтра:
- номинальный диаметр присоединяемого трубопровода - по ГОСТ 28338;
- номинальный расход нефти через фильтр, м/ч;
- абсолютная тонкость фильтрации, мм;
- номинальный перепад давления на фильтре, МПа;
- максимальный перепад давления на фильтре, МПа.
6 Технические требования
6.1 Основные показатели и характеристики
6.1.1 Показатели назначения
6.1.1.1 Фильтры должны быть предназначены для работы с рабочей средой: товарной нефтью - по ГОСТ Р 51858, нефтепродуктами (бензином - по ГОСТ Р 51313, топливом дизельным - по ГОСТ 305, маслом индустриальным - по ГОСТ 20799).
6.1.1.2 Класс опасности рабочей среды - 3 по ГОСТ 12.1.007.
6.1.1.3 Фильтры должны воспринимать воздействие воды при гидравлических испытаниях совместно с участком нефтепровода.
6.1.1.4 Расчетное давление для фильтров должно быть не менее номинального давления (PN).
6.1.1.5 Пробное давление при гидравлических испытаниях фильтров на прочность и герметичность должно соответствовать 1,5 PN.
6.1.1.6 Фильтры должны быть рассчитаны для испытаний на прочность совместно с примыкающими магистральными и технологическими трубопроводами давлением не более с выдержкой в течение 24 ч и на герметичность давлением не более PN с выдержкой в течение 12 ч.
6.1.2 Конструктивные требования
6.1.2.1 Конструкцией фильтров должна быть предусмотрена возможность обеспечения надежности и безопасности эксплуатации в течение всего срока службы и проведения технического освидетельствования, очистки, полного опорожнения, промывки фильтрующего элемента обратным потоком нефти, ремонта, эксплуатационного контроля металла и соединений.
6.1.2.2 ФГ должен представлять собой горизонтальный цилиндрический корпус, установленный на опоры. Внутри цилиндрического корпуса размещается фильтрующий элемент.
6.1.2.3 Конструктивное исполнение ФГ приведено на рисунке 1.
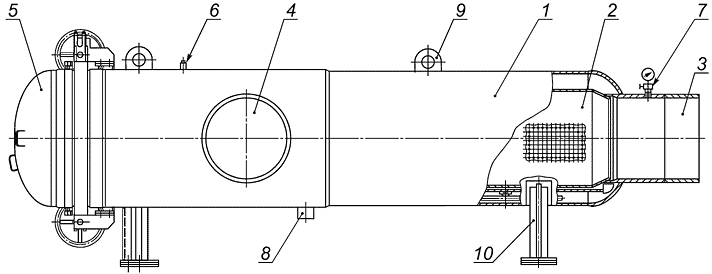
1 - корпус; 2 - фильтрующий элемент; 3 - осевой патрубок входа/выхода нефти; 4 - боковой патрубок входа/выхода нефти; 5 - концевой затвор; 6 - патрубок для контроля давления; 7 - патрубок для установки манометра; 8 - патрубок для присоединения дренажного трубопровода; 9 - строповое устройство; 10 - опора
Рисунок 1 - Горизонтальный фильтр
6.1.2.4 Для извлечения/установки фильтрующего элемента, а также для обеспечения герметизации внутренней полости ФГ относительно внешней среды на концевой части корпуса должен быть предусмотрен быстросъемный затвор.
6.1.2.5 Внутри корпуса должен быть предусмотрен механизм, обеспечивающий установку, извлечение фильтрующего элемента, и устройство для предотвращения смещения фильтрующего элемента в сторону концевого затвора.
6.1.2.6 На ФГ должны быть предусмотрены:
- осевой патрубок входа/выхода нефти, соответствующий диаметру присоединяемого трубопровода;
- боковой патрубок входа/выхода нефти, соответствующий диаметру присоединяемого трубопровода;
- патрубок с установленной запорной арматурой для контроля давления в фильтре перед его открыванием, а также удаление воздуха при гидравлическом испытании;
- патрубок для присоединения дренажного трубопровода;
- два патрубка для установки манометров, расположенные на патрубках входа и выхода нефти.
6.1.2.7 Правое (Пр) и левое (Л) расположения бокового патрубка принимаются по направлению потока рабочей среды (см. рисунок 2).
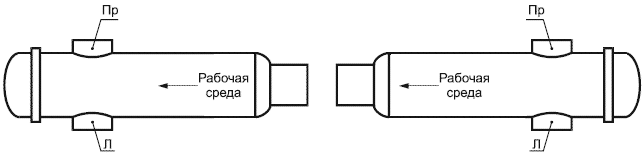
Рисунок 2 - Расположение боковых патрубков
6.1.2.8 Патрубок для удаления воздуха следует устанавливать в верхней точке корпуса фильтра.
6.1.2.9 Патрубок для присоединения дренажного трубопровода следует устанавливать в нижней точке корпуса фильтра для обеспечения его полного опорожнения.
6.1.2.10 Угол охвата седловой опоры для ФГ должен быть не менее 120 °C.
6.1.2.11 ФВ должен представлять собой вертикальный цилиндрический корпус, установленный на опору. Внутри цилиндрического корпуса размещается фильтрующий элемент, с боковых сторон корпуса расположены патрубки входа и выхода нефти.
6.1.2.12 Конструктивное исполнение ФВ приведено на рисунке 3.
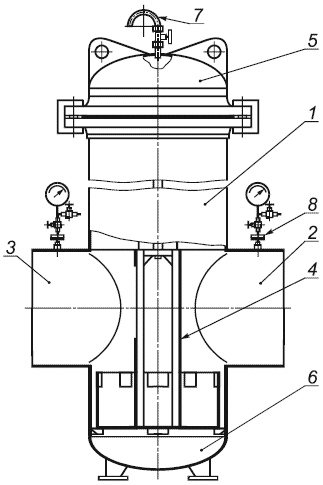
1 - корпус; 2, 3 - боковые патрубки входа и выхода нефти; 4 - фильтрующий элемент; 5 - крышка; 6 - днище с опорами; 7 - патрубок для контроля давления; 8 - патрубки для установки манометров
Рисунок 3 - Вертикальный фильтр
6.1.2.13 В верхней части корпуса ФВ должен быть предусмотрен быстросъемный затвор с откидной крышкой в горизонтальном направлении, обеспечивающей герметизацию внутренней полости фильтра относительно внешней среды. Конструкцией фильтра должна быть предусмотрена возможность извлечения и установки фильтрующего элемента без применения передвижных грузоподъемных механизмов.
6.1.2.14 На ФВ должны быть предусмотрены следующие патрубки:
- боковой патрубок входа нефти;
- боковой патрубок выхода нефти;
- патрубок с установленной запорной арматурой для контроля давления в фильтре перед его открыванием, а также удаление воздуха при гидравлическом испытании;
- патрубок для присоединения дренажного трубопровода (при наличии системы дренажа), оснащенный в корпусе фильтра сеткой для предотвращения засорения дренажного патрубка и устройства для его промывки;
- два патрубка для установки манометров, расположенные на патрубках входа и выхода нефти.
6.1.2.15 По требованию потребителя на ФВ могут быть установлены трубопроводы с запорной арматурой для промывки фильтрующего элемента обратным потоком нефти.
6.1.2.16 В нижней части к корпусу вертикального фильтра должно быть приварено эллиптическое днище. Основные размеры днищ должны соответствовать требованиям ГОСТ 6533.
6.1.2.17 Для возможности проведения осмотра и доступа к внутренним частям вертикальный фильтр должен быть оснащен люком-лазом. Люк-лаз необходимо размещать в нижней части фильтра. Диаметр люка-лаза должен быть не менее 600 мм. Люк-лаз должен быть оборудован быстросъемным затвором. Подъемно-поворотное или другое устройство для открывания и закрывания крышки затвора устанавливается в соответствии с требованиями ПБ 03-576 [1].
6.1.2.18 Технические требования к фланцам фильтра и фланцам арматуры должны соответствовать ГОСТ 12816 и ГОСТ 28759.5.
Применение фланцев с гладкой уплотнительной поверхностью не допускается.
6.1.2.19 Фильтрующий элемент может быть сетчатого или щелевого исполнения и должен обеспечивать следующие конструктивные требования:
- быть съемным;
- быть регенерируемым, многократного использования. После очистки фильтрующий элемент должен восстанавливать первоначальные гидравлические характеристики и обеспечивать установленную тонкость фильтрации;
- конструкция фильтрующего элемента должна быть полнопоточной - обеспечивать фильтрацию всего потока нефти;
- элементы конструкции для установки и извлечения фильтрующего элемента должны быть в искробезопасном исполнении.
6.1.2.20 Для обеспечения доступа во внутреннюю полость фильтра должен быть установлен быстросъемный концевой затвор. Применение концевых затворов с фланцевым соединением на шпильках (болтах) не допускается. На фильтрах допускается применять быстросъемные затворы хомутового, секторного, байонетного и других типов, отвечающие следующим конструкционным и эксплуатационным требованиям:
- герметичность разъемного соединения относительно внешней среды (отсутствие течи, потения) при усилиях затяжки - не более 250 Н (25 кгс);
- время открытия (закрытия) затвора - не более 10 мин;
- свободное, без заеданий вращение стяжных винтов при открытии (закрытии);
- свободное перемещение крышки при открытии (закрытии).
6.1.2.21 Управление быстросъемным концевым затвором должно осуществляться вручную или электроприводом с ручным дублированием.
6.1.2.22 Затвор должен быть оборудован предохранительным устройством, исключающим возможность его открывания при наличии давления в фильтре.
6.1.2.23 Арматура, устанавливаемая на патрубках фильтра (вентиль, кран или другое устройство, позволяющее осуществлять контроль за давлением в фильтре перед его открыванием), в части требований безопасности должна соответствовать требованиям ГОСТ 12.2.063 и общим техническим требованиям на соответствующий вид арматуры. Класс герметичности А - по ГОСТ 9544.
6.1.2.24 Конструкцией патрубков подвода и отвода нефти должна быть предусмотрена возможность обеспечения сварного или фланцевого соединения с трубопроводами в соответствии с требованием потребителя.
Фланцевое соединение допускается для патрубков диаметром не более 200 мм, давлением PN - до 4,0 МПа.
6.1.2.25 На фильтре должны быть предусмотрены элементы для строповки. Строповые устройства - по ГОСТ 13716. Грузоподъемность каждого стропового устройства должна быть не менее силы, действующей на устройство при минимальном количестве строповых устройств, одновременно участвующих в подъеме фильтра.
6.1.2.26 Конструкция, места расположения строповых устройств должны быть установлены в конструкторской документации и указаны в эксплуатационной документации. Конструкция и размещение строповых устройств должны обеспечивать исключение контакта строповых тросов с поверхностью фильтра при осуществлении погрузочно-разгрузочных работ с целью сохранения антикоррозионного покрытия.
6.1.2.27 Для обеспечения устойчивого положения фильтры должны быть снабжены опорами с возможностью крепления к фундаменту.
6.1.3 Требования к изготовлению
6.1.3.1 Фильтры следует изготовлять в соответствии с требованиями настоящего стандарта, а также правил ПБ 03-576 [1], ПБ 03-584 [2].
6.1.3.2 При изготовлении фильтров следует применять систему контроля качества (входной, операционный и приемочный контроль), установленную в стандартах организации в соответствии с требованиями национальных стандартов.
6.1.3.3 Перед изготовлением фильтра и его составных частей следует проводить входной контроль основных и сварочных материалов и полуфабрикатов по ГОСТ 24297.
Качество и характеристики материалов должны быть подтверждены соответствующими сертификатами.
6.1.3.4 Качество сварных соединений должно соответствовать требованиям настоящего стандарта и правил ПБ 03-576 [1], ПБ 03-584 [2].
6.1.3.5 При изготовлении фильтров следует применять технологии сварки, аттестованные в соответствии с правилами ПБ 03-576 [1].
6.1.3.6 Сварочные работы следует выполнять сварщикам, аттестованным в соответствии с правилами аттестации сварщиков и специалистов сварочного производства ПБ 03-273 [3].
6.1.3.7 Сварку следует выполнять после подтверждения правильности сборки и при отсутствии (после устранения) дефектов на всех поверхностях, подлежащих сварке.
6.1.3.8 Все сварочные работы при изготовлении фильтра и его элементов следует проводить при положительных температурах в закрытых помещениях.
6.1.3.9 Для выявления наружных дефектов все сварные соединения подлежат визуальному контролю и измерению. В сварных соединениях не допускаются следующие наружные дефекты:
- трещины всех видов и направлений;
- свищи и пористость наружной поверхности шва;
- подрезы;
- наплывы, прожоги и незаплавленные кратеры;
- смещение и совместный увод кромок свариваемых элементов свыше предусмотренных требований ПБ 03-584 [2];
- поверхность шва не должна иметь грубую чешуйчатость (превышение гребня над впадиной не должно быть более 1 мм).
6.1.3.10 Механическим испытаниям следует подвергать стыковые сварные соединения в целях проверки соответствия их механических свойств требованиям настоящего стандарта. Механические испытания следует проводить в соответствии с требованиями стандартов, указанных в 6.1.3.12, 6.1.3.13, и в следующем объеме:
- испытание на растяжение на двух образцах из каждого контрольного соединения;
- испытание на изгиб на двух образцах из каждого контрольного соединения;
- испытание на ударный изгиб на трех образцах из каждого контрольного сварного соединения.
6.1.3.11 Стыковые сварные соединения фильтра, определяющие его прочность (продольные швы обечаек, хордовые и меридиональные швы эллиптических днищ, кольцевые сварные соединения корпуса фильтра и затвора), следует подвергать металлографическим исследованиям. Металлографические макро- и микроисследования следует проводить на одном образце от каждого контрольного сварного соединения.
6.1.3.12 Механические свойства сварных соединений должны отвечать следующим требованиям:
- временное сопротивление разрыву должно быть не ниже минимального временного сопротивления разрыву основного металла по стандарту или техническим условиям для данной марки стали;
- минимальный угол изгиба должен быть 120° при отсутствии трещин или надрывов длиной более 3,0 мм и глубиной более 12,5% толщины образца;
- твердость металла шва сварных соединений низкоуглеродистой стали должна быть не более 250 HV (метод определения по ГОСТ 2999) либо 250 HB (шарик 5 мм, метод определения по ГОСТ 9012);
- твердость металла шва сварных соединений низколегированной стали должна быть не более 275 HV (метод определения по ГОСТ 2999) либо 275 HB (шарик 5 мм, метод определения по ГОСТ 9012).
6.1.3.13 Испытания на ударный изгиб сварного соединения следует проводить на образцах с V-образным надрезом по ГОСТ 6996 при температуре минус 40 °С, для фильтров в климатическом исполнении У и при температуре минус 60 °С - для исполнения ХЛ. Ударная вязкость KCV должна быть не ниже 24,5 Дж/см для толщины стенок до 25 мм включительно и не ниже 40 Дж/см
- для толщины стенок свыше 25 мм.
6.1.3.14 Сварные соединения должны иметь плавный переход от основного металла к металлу шва. Высота усиления - от 0,5 до 3,5 мм без наплавления и непроваров.
6.1.3.15 Для выявления внутренних дефектов все сварные соединения фильтра, работающие под давлением, должны подлежать контролю ультразвуковой дефектоскопией и радиографическим методом в объеме 100% каждым методом.
6.1.3.16 Цветной и магнитопорошковой дефектоскопии следует подвергать сварные швы, недоступные для осуществления контроля радиографическим или ультразвуковым методом.
6.1.3.17 В сварных соединениях не допускаются следующие внутренние дефекты:
- трещины всех видов и направлений, в том числе микротрещины, выявленные при микроисследовании;
- свищи;
- непровары (несплавления), расположенные в сечении сварного соединения;
- поры; шлаковые, вольфрамовые и окисные включения, выявленные радиографическим или ультразвуковым методом, выходящие за пределы норм, установленных таблицей 1.
Таблица 1 - Максимальные допустимые размеры пор и включений
В миллиметрах
Толщина свариваемых элементов | Поры или включения | Суммарная длина | |
Ширина (диаметр) | Длина | ||
До 3 | 0,3 | 0,6 | 3,0 |
Св. 3 до 5 включ. | 0,4 | 0,8 | 4,0 |
Св. 5 до 8 включ. | 0,5 | 1,0 | 5,0 |
Св. 8 до 11 включ. | 0,6 | 1,2 | 6,0 |
Св. 11 до 14 включ. | 0,8 | 1,5 | 8,0 |
Св. 14 до 20 включ. | 1,0 | 2,0 | 10,0 |
Св. 20 до 26 включ. | 1,2 | 2,5 | 12,0 |
Св. 26 до 34 включ. | 1,5 | 3,0 | 15,0 |
Св. 34 до 45 включ. | 2,0 | 4,0 | 20,0 |
Св. 45 до 67 включ. | 2,5 | 5,0 | 25,0 |
Св. 67 до 90 включ. | 3,0 | 6,0 | 30,0 |
Св. 90 до 120 включ. | 4,0 | 8,0 | 40,0 |
Св. 120 до 200 включ. | 5,0 | 10,0 | 50,0 |
6.1.3.18 Поры и включения с расстояниями между ними не более трех максимальных ширин или диаметров не допускаются.
6.1.3.19 Все сварные швы фильтров подлежат маркировке (клеймению). Клеймо следует наносить в соответствии с правилами ПБ 03-584 [2].
6.1.3.20 У продольных швов клеймо должно быть расположено в начале и конце шва на расстоянии 100 мм от кольцевого шва. На обечайке с продольным швом длиной менее 400 мм допускается ставить одно клеймо. Для кольцевого шва клеймо выбивают в месте пересечения кольцевого шва с продольным и далее через каждые 2 м, но при этом должно быть не менее двух клейм на каждом шве. На кольцевой шов фильтра диаметром не более 700 мм допускается ставить одно клеймо. Место клеймения заключается в хорошо видимую рамку, выполняемую несмываемой, отличительной краской.
6.1.3.21 Вместо клеймения сварных швов допускается прилагать к паспорту фильтра схему расположения швов с указанием и подписью исполнителей.
6.1.3.22 Отверстия под патрубки и штуцера должны быть расположены вне сварных швов. Расстояние между краем шва приварки внутренних и внешних устройств и деталей и краем ближайшего шва корпуса должно быть не менее толщины наиболее толстой стенки, но не менее 20 мм.
6.1.3.23 Допускается пересечение стыковых швов корпуса угловыми швами приварки внутренних и внешних устройств (опорных элементов и т.п.) при условии контроля всего перекрываемого участка шва корпуса и прилегающих к нему участков шириной не менее 50 мм радиографическим и ультразвуковым методом.
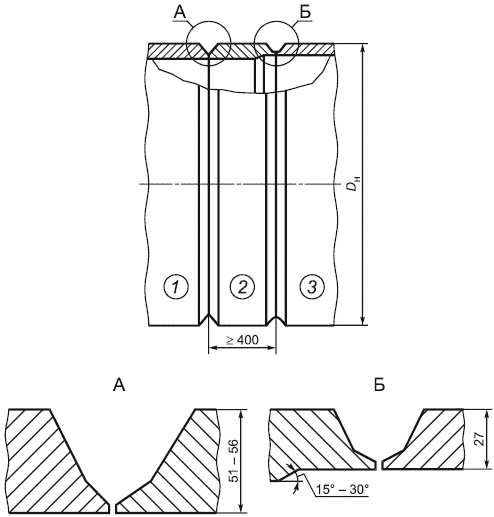
6.1.3.24 Корпус должен быть изготовлен из обечаек. Обечайки следует изготовлять не более чем с двумя продольными швами, из листов максимально возможной длины. Вставки допускаются шириной не менее 400 мм. Ширина листа обечайки между кольцевыми швами должна быть не менее 800 мм, ширина замыкающей вставки - не менее 400 мм.
6.1.3.25 Продольные швы смежных обечаек и швы переходов должны быть смещены относительно друг друга на значение трехкратной толщины наиболее толстого элемента, но не менее чем на 100 мм между осями швов.
6.1.3.26 Патрубки входа и выхода нефти, предназначенные для сварного соединения с трубопроводами, должны быть длиной не менее 400 мм. Патрубки для присоединения трубопроводов дренажных линий должны быть длиной не менее 150 мм.
6.1.3.27 После сборки и сварки обечаек корпус фильтра должен удовлетворять следующим требованиям:
- отклонение по длине - не более ±0,3% номинальной длины;
- отклонение от прямолинейности - не более 1,5 мм на длине 1 м, а общее отклонение - не более 0,2% длины фильтра;
- отклонение внутреннего (наружного) диаметра корпуса допускается не более ±1%.
6.1.3.28 Концевые участки патрубков фильтра, предназначенные для сварного соединения с трубопроводами, должны удовлетворять следующим требованиям:
- отклонение профиля наружной поверхности от окружности в зоне сварного соединения на концевых участках длиной 200 мм от торцов и по дуге периметра 200 мм не должно превышать 0,15% номинального диаметра;
- отклонение от перпендикулярности торца относительно образующей (косина реза) не должно превышать 1,6 мм;
- предельное отклонение от номинального наружного диаметра на концах под сварное соединение на длине не менее 200 мм от торца не должно превышать ±1,6 мм;
- допуск на овальность (разности наибольшего и наименьшего диаметров) не должен превышать ±3,0 мм;
- допуск на овальность (отношение разности между наибольшим и наименьшим диаметрами к номинальному диаметру) не должен превышать 1% по концам с толщиной стенки менее 20 мм; 0,8% - при толщине от 20 до 25 мм; 0,5% - при толщине более 25 мм;
- не допускается отклонение от прямолинейности концов более чем на 0,5 мм на длине 400 мм.
6.1.3.29 Резьбовые соединения не должны иметь заусенец и забоин. Разрыв ниток на стяжных винтах и гайках затвора не допускается.
6.1.4 Требования к соединению с трубопроводами
6.1.4.1 Толщина стенок патрубков для каждого проходного сечения должна быть рассчитана на расчетное давление по критериям прочности по ГОСТ 14249.
6.1.4.2 Механическая обработка кромок присоединительных концов патрубков под сварное соединение с трубопроводами должна удовлетворять нижеприведенным требованиям.
6.1.4.3 Тип механической обработки патрубка должен быть выбран в соответствии с рисунком 3 в зависимости от соотношения прочности материалов патрубка и присоединяемой трубы, а также с учетом толщины стенки присоединяемой трубы.
6.1.4.4 На деталях с толщиной стенки до 5 мм разделку допускается не выполнять.
6.1.4.5 В зависимости от толщины стенки деталей следует применять следующие типы механической обработки патрубков (см. рисунок 4):
- свыше 5 до 15 мм включительно - тип 1;
- свыше 15 мм - тип 2;
- на патрубках наружными диаметрами, большими, чем наружный диаметр присоединяемой трубы, - типы 5 и 6.
Если разность толщин стенок патрубка и присоединяемой трубы не превышает 2,0 мм, то внутренний скос не производят (типы 1 и 2). Если отношение толщин стенок стыкуемого патрубка и трубы
больше вышеуказанных значений, но не превышает 1,5 (
![]() 1,5), то производят внутренний скос кромки (типы 3 и 4). При разнотолщинности стыкуемых стенок патрубка и трубы
1,5), то производят внутренний скос кромки (типы 3 и 4). При разнотолщинности стыкуемых стенок патрубка и трубы >1,5 следует применять цилиндрическую или специальную проточку (типы 7 и 8). Остаточная толщина
после проточки должна находиться в пределах 1,2-1,5 толщины стенки присоединяемой трубы (
![]() 1,2… 1,5).
1,2… 1,5).
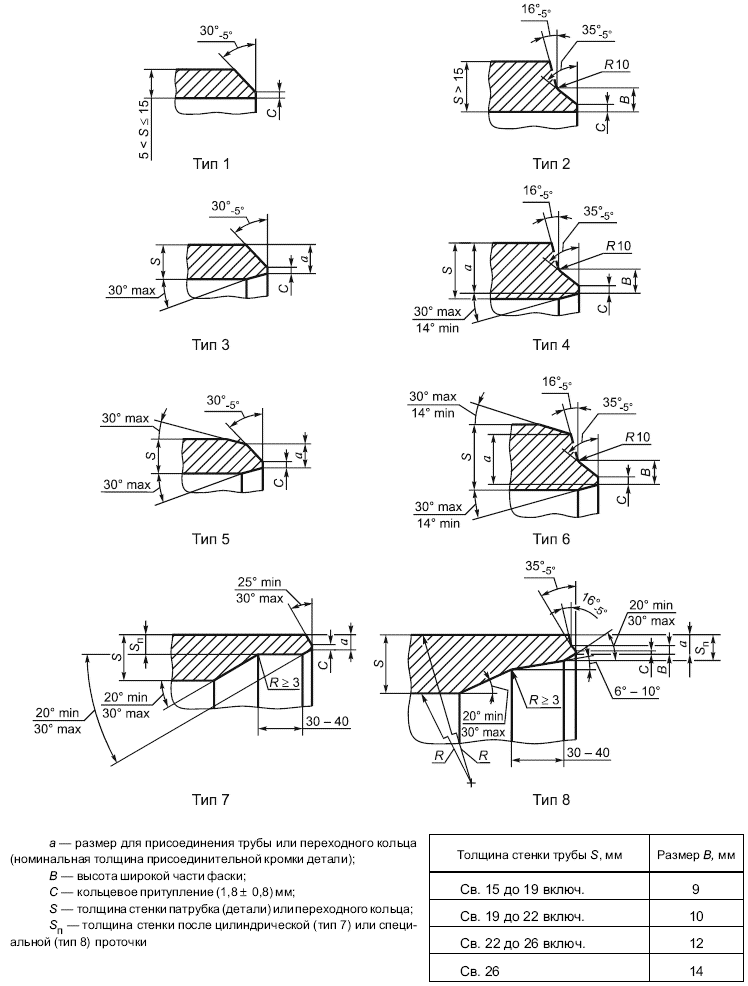
Рисунок 4 - Типы механической обработки патрубков
6.1.4.6 При выполнении механической обработки с внутренним скосом должно выдерживаться соотношение:
![]() , (1)
, (1)
где - толщина присоединительной кромки патрубка;
- нормативное временное сопротивление металла патрубка;
- номинальная толщина стенки присоединяемой трубы;
- нормативное временное сопротивление металла присоединяемой трубы.
6.1.4.7 Прочность соединяемых элементов (нормативное временное сопротивление) не должна отличаться более чем на 9,8 МПа.
6.1.4.8 При невозможности применения разделки кромок патрубков, обеспечивающей равнопрочное соединение с трубопроводом, изготовителем должны быть предусмотрены переходные кольца (см. рисунок 5).
1 - трубопровод; 2 - переходное кольцо; 3 - патрубок фильтра
Рисунок 5 - Пример соединения патрубка фильтра с трубопроводом с помощью переходного кольца
6.1.4.9 Кольца представляют собой цилиндрическую обечайку длиной не менее (250±5) мм для патрубков с условным проходом до DN 500 включительно и (400±10) мм для патрубков с условным проходом свыше DN 500. Один конец кольца должен быть механически обработан для стыковки с торцом патрубка фильтра, а другой конец обработан для стыковки с присоединяемым трубопроводом (см. рисунок 4). Механическая обработка кромок кольца должна соответствовать механической обработке кромок патрубка и присоединяемого трубопровода (см. 6.1.4.5-6.1.4.7) и обеспечивать равнопрочное сварное соединение с трубопроводом и патрубком.
6.1.4.10 Для изготовления переходных колец следует применять следующие изделия:
- трубы;
- обечайки, вальцованные из листовой стали;
- поковки.
6.1.4.11 Переходные кольца, изготовленные из обечаек и поковок, должны быть подвергнуты термообработке.
6.1.4.12 Переходные кольца должны иметь не более двух продольных швов.
6.1.4.13 Материалы переходных колец должны соответствовать требованиям настоящего стандарта.
6.1.5 Требования надежности
6.1.5.1 Номенклатуру показателей надежности фильтра следует выбирать из числа показателей, определения которых приведены в ГОСТ 27.002. В соответствии с требованиями ГОСТ 27.003 конструкция и качество изготовления фильтра должны обеспечивать следующие показатели надежности:
- комплексный показатель надежности;
- безотказность;
- долговечность;
- ремонтопригодность;
- сохраняемость.
6.1.5.2 Комплексный показатель надежности - коэффициент оперативной готовности не ниже 0,99.
6.1.5.3 Безотказность
Показателями безотказности являются:
- наработка до отказа - не менее 500 циклов открыто - закрытия затвора;
- вероятность безотказной работы за цикл - не менее 0,998.
6.1.5.4 Долговечность
Показателями долговечности являются:
- назначенный срок службы - 30 лет;
- назначенный ресурс по затвору - 1500 циклов "открыто - закрыто";
- количество циклов (открытие/закрытие) до замены уплотнительных элементов затвора - не менее 150.
6.1.5.5 Ремонтопригодность - среднее время восстановления должно быть не более 5 ч.
6.1.5.6 Сохраняемость - срок сохраняемости фильтра должен быть не менее 2 лет.
6.1.5.7 Отказы и критерии предельных состояний:
а) отказами фильтра в условиях эксплуатации могут быть:
1) потеря герметичности по отношению к внешней среде по корпусным деталям,
2) потеря герметичности в концевом затворе,
3) потеря герметичности в разъемных соединениях,
4) невыполнение функции "закрыто" затвора,
5) невыполнение функции "открыто" затвора,
6) выход из строя фильтрующего элемента;
б) к критериям предельных состояний относят:
1) начальную стадию нарушения цельности корпусных деталей (потение, капельную течь),
2) необходимость приложить усилие на штурвале (маховике) концевого затвора для достижения герметичности последнего, превышающее предельное значение 250 Н (25 кгс),
3) несоответствие времени открытия/закрытия концевого затвора нормам, установленным настоящим стандартом,
4) невыполнение функции предохранительного устройства, исключающего возможность открывания концевого затвора при наличии давления в фильтре,
5) превышение предельно допустимых дефектов металла корпусных деталей и сварных швов, предусмотренных настоящим стандартом,
6) изменение (уменьшение) толщин стенок корпусных деталей до минимальных, допускаемых прочностным расчетом величин,
7) нарушение геометрии корпусных деталей свыше максимальных допустимых отклонений, предусмотренных настоящим стандартом,
8) посторонний шум в корпусе фильтра, вибрацию.
6.1.6 Требования стойкости к внешним воздействиям и живучести
6.1.6.1 Фильтры должны быть предназначены для эксплуатации в макроклиматических районах с умеренным и холодным климатом, категория размещения 1 (эксплуатация на открытом воздухе), типом атмосферы II (промышленная) в соответствии с ГОСТ 15150.
6.1.6.2 Транспортирование, хранение, монтаж и эксплуатация фильтров - по ГОСТ 15150.
6.1.6.3 Относительная влажность окружающего воздуха при транспортировании, хранении, монтаже и эксплуатации фильтров может достигать 100%.
6.1.6.4 Фильтры в зависимости от сейсмичности района размещения в соответствии со шкалой сейсмической интенсивности [4] следует изготовлять в следующих исполнениях:
- несейсмостойкое - для районов с сейсмичностью до 6 баллов включительно (СО);
- сейсмостойкое - для районов с сейсмичностью свыше 6 до 9 баллов включительно (С).
6.1.6.5 Фильтры в несейсмостойком (СО) исполнении должны сохранять прочность, герметичность и работоспособность во время и после сейсмического воздействия до 6 баллов включительно по шкале сейсмической интенсивности [4].
6.1.6.6 Фильтры в сейсмостойком (С) исполнении должны сохранять прочность, герметичность и работоспособность во время и после сейсмического воздействия 9 баллов включительно по шкале сейсмической интенсивности [4].
6.1.6.7 На сейсмостойкость должны быть рассчитаны корпус, патрубки, опоры и крепежные детали фильтра, а также другие ответственные элементы конструкции по усмотрению изготовителя, повреждение, смещение или деформация которых может привести к разрушению, отказу фильтра или к снижению его эксплуатационных качеств и надежности.
При расчете необходимо принимать, что на фильтр одновременно действуют эквивалентные нагрузки в вертикальном и горизонтальном направлениях, а также учитывать действие рабочих нагрузок.
Низшую собственную частоту колебаний фильтра вычисляют по схеме жесткого закрепления патрубков по верифицированным методикам и подтверждают требованиями ГОСТ 30546.1.
Эквивалентное расчетное максимальное ускорение для 9 баллов, действующее на элементы конструкции изделия в горизонтальных направлениях, следует определять по ГОСТ 30546.1 (рисунок 2) по кривой с 2%-ным относительным демпфированием.
Эквивалентное расчетное максимальное ускорение, действующее на фильтр в вертикальном направлении, следует принимать равным 0,7 значения для горизонтального направления.
Расчетные сейсмические нагрузки на элементы конструкции фильтра следует определять умножением эквивалентного расчетного максимального ускорения на инерционные характеристики фильтра.
6.1.6.8 Фильтры должны допускать воздействие дополнительных усилий, передаваемых на патрубки от присоединяемых трубопроводов и вызывающих дополнительные напряжения в патрубках, не менее 20% максимальных кольцевых при номинальном давлении.
6.1.6.9 Расчет на прочность цилиндрических обечаек, деталей фильтра, находящихся под давлением, следует проводить в соответствии с нормами и методами, установленными ГОСТ 14249.
6.1.6.10 Ветровая нагрузка
Ветровую нагрузку следует рассчитывать в соответствии с правилами и нормами, установленными в строительных нормах на проектирование строительных конструкций [5].
Нормативное ветровое давление - не менее 0,48 кПа.
Скорость ветра (верхнее значение) - 50 м/с.
При скоростях ветра, вызывающих колебание фильтра с частотой, равной частоте собственных колебаний, необходимо производить поверочный расчет на резонанс.
Расчетные усилия и перемещения при резонансе следует определять как геометрическую сумму резонансных усилий и перемещений, а также усилий и перемещений от других видов нагрузок и воздействий, включая расчетную ветровую нагрузку.
6.1.7 Требования эргономики
6.1.7.1 Фильтр, с целью обслуживания узлов и деталей, должен быть оборудован стационарной площадкой с лестницами и ограждением, входящими в комплект поставки. Площадки обслуживания должны соответствовать требованиям ГОСТ 12.2.044.
6.1.7.2 Основные размеры маховиков должны соответствовать эргономическим требованиям ГОСТ 21752.
6.1.7.3 Усилие на маховике концевого затвора при его открытии и закрытии не должно быть более 150 Н (15 кгс). Усилие на маховике концевого затвора в момент запирания (или страгивания при открытии) не должно превышать 250 Н (25 кгс).
6.1.7.4 Вращение маховика концевого затвора по часовой стрелке должно соответствовать закрытию затвора, а вращение против часовой стрелки - открытию затвора.
6.1.7.5 Номинальный диаметр корпуса устанавливаемых на фильтрах манометров должен быть не менее 160 мм.
6.1.8 Требования к наружному антикоррозионному покрытию
6.1.8.1 Для антикоррозионной защиты фильтров надземной установки следует применять атмосферостойкие лакокрасочные покрытия.
6.1.8.2 ЛКП должны отвечать предъявляемым техническим требованиям и обеспечивать защиту поверхности фильтров от коррозии во всех макроклиматических зонах и для всех условий эксплуатации.
6.1.8.3 Выбор и практическое применение системы ЛКП зависят от условий эксплуатации фильтров, в том числе от категории коррозионной активности атмосферы в соответствии с классификацией окружающих сред [6], категории размещения изделий (ГОСТ 15150), климатических факторов (ГОСТ 16350).
6.1.8.4 Толщина ЛКП должна соответствовать номинальной толщине в соответствии с технической документацией на данную систему защитного покрытия и рекомендациями поставщиков материалов.
6.1.8.5 Нанесение на фильтры ЛКП должно осуществляться в заводских условиях на предприятиях - изготовителях фильтров.
6.1.8.6 По согласованию с потребителем допускается поставка фильтров только с загрунтованной поверхностью при условии, что материал грунтовки является частью выбранной системы ЛКП. Нанесение на фильтры дополнительных слоев защитного покрытия может осуществляться на специально оборудованных площадках до начала монтажа фильтра или непосредственно на объекте после завершения монтажных работ.
6.1.8.7 Для антикоррозионной защиты фильтров подземной установки следует применять покрытия на основе двухкомпонентных (основа+отвердитель) эпоксидных, полиуретановых или эпоксидно-полиуретановых материалов, отвечающие требованиям ГОСТ Р 51164 и требованиям европейских норм [7], [8]. Наружное покрытие должно иметь толщину не менее 2,0 мм для фильтров с условным проходом до DN 700 и не менее 2,5 мм - для фильтров с условным проходом от DN 800 и выше.
6.1.8.8 Наружное покрытие следует наносить на фильтры в заводских условиях на предприятиях - изготовителях фильтров в соответствии с указаниями поставщиков изоляционных материалов.
По согласованию с потребителем допускается нанесение наружного защитного покрытия на фильтры непосредственно на объектах или на специально оборудованных площадках до начала проведения монтажных работ, при условии выполнения всех технологических требований по подготовке поверхности и нанесению покрытия.
6.1.8.9 Наружное покрытие фильтров должно быть однородным, не должно иметь пропусков, трещин, вздутий и мест отслоений. На поверхности покрытия допускается наличие "шагрени", локальных утолщений и наплывов, не снижающих толщину покрытия менее установленных требований.
Концевые участки патрубков для входа/выхода нефти должны быть свободными от защитного покрытия для последующего выполнения сварочных работ. Длина неизолированных концевых участков патрубков должна составлять (100±20) мм. При этом угол скоса покрытия к металлической поверхности должен составлять не более 30°.
6.1.8.10 При наличии мест повреждений защитного покрытия, полученных при транспортировании фильтров, проведении погрузочно-разгрузочных и строительно-монтажных работ, допускается проводить ремонт покрытия с применением ремонтных материалов, аналогичных материалам, используемым для нанесения основного покрытия.
Выполнение работ по ремонту мест повреждений наружного покрытия должно осуществляться в соответствии с технологической инструкцией, разработанной с учетом рекомендаций поставщиков материалов.
6.1.8.11 Для фильтров подземной установки на участке перехода "земля/воздух" следует применять наружное полиуретановое или эпоксидно-полиуретановое покрытие, выходящее над уровнем земли на расстояние не менее 200 мм, поверх которого должен быть нанесен дополнительный атмосферостойкий покровный слой.
Для окраски надземной части перехода "земля/воздух" следует применять атмосферостойкие полиуретановые лакокрасочные материалы, наносимые с нахлестом на основное наружное покрытие фильтров до уровня земли.
Окраска надземной части фильтра - в соответствии с 6.1.8.1
6.1.8.12 Изоляционные материалы, применяемые для антикоррозионной защиты фильтров надземной и подземной установки, должны отвечать техническим спецификациям производителей материалов и иметь сертификаты качества.
6.1.8.13 Перед нанесением на фильтры антикоррозионного покрытия все крепежные и соединительные детали должны быть покрыты консервационной смазкой или иметь защитные колпаки.
6.1.9 Требования к тепловой изоляции (для фильтров, подлежащих теплоизоляции)
6.1.9.1 В состав конструкции тепловой изоляции фильтров в качестве обязательных элементов должны входить теплоизоляционный слой и покровный слой.
6.1.9.2 Для теплоизоляционного слоя следует применять негорючие теплоизоляционные материалы и изделия плотностью не более 200 кг/м и расчетной теплопроводностью в конструкции не более 0,05 Вт/(м·К).
6.1.9.3 В качестве покровного слоя следует применять листовую оцинкованную сталь.
6.1.9.4 При выборе теплоизоляционных материалов и покровных слоев следует учитывать стойкость элементов теплоизоляционной конструкции к действию химических агрессивных факторов окружающей среды, включая возможное воздействие нефти, содержащейся в изолируемом объекте.
6.1.9.5 Теплоизоляционные конструкции должны быть съемными.
6.2 Требования к сырью, материалам и покупным изделиям
6.2.1 Материалы, из которых изготовляют детали фильтра, воспринимающие давление рабочей среды и разделяющие рабочую и окружающую среду, должны соответствовать требованиям национальных стандартов и иметь сертификаты соответствия.
6.2.2 Материалы по химическому составу и механическим свойствам должны удовлетворять требованиям стандартов и подтверждаться сертификатами предприятий-поставщиков, при их отсутствии - протоколами испытаний предприятия-изготовителя по методике, предусмотренной нормативным документом на соответствующий материал.
6.2.3 При выборе материалов для данного вида климатического исполнения фильтров следует учитывать нижнее значение температуры окружающего воздуха. Расчетная температура стенки - 80 °С.
6.2.4 Материалы должны быть стойкими к рабочей среде и окружающим условиям. Скорость коррозии материала корпуса и сварных швов должна быть не более 0,1 мм/год при воздействии рабочей среды и внешних факторов, указанных в 6.1.1 и 6.1.6.
6.2.5 Содержание легирующих элементов стали должно обеспечиваться с соблюдением ограничений, приведенных в таблице 2.
Таблица 2 - Содержание химических элементов
В процентах
Тип стали | C | Si | Mn | S | P |
Низкоуглеродистая | Не более 0,20 | 0,16-0,35 | Не более 0,75 | Не более 0,01 | Не более 0,02 |
Низколегированная | Не более 0,12 | 0,16-0,60 | 0,80-1,65 | Не более 0,01 | Не более 0,02 |
6.2.6 Значение эквивалента углерода , характеризующего свариваемость стали, не должно превышать 0,43.
вычисляют по формуле
![]() , (2)
, (2)
где ,
,
,
,
,
,
и
- массовые доли в стали соответственно углерода, марганца, хрома, молибдена, ванадия, никеля, меди и бора, %.
Медь, никель, хром, содержащиеся в сталях как примеси, при расчете не учитывают, если их суммарное содержание не превышает 0,20%.
Эквивалент углерода низколегированной стали только с кремнемарганцевой системой легирования, например марок 17ГС, 17Г1С, 09Г2С, вычисляют по формуле
![]() . (3)
. (3)
6.2.7 Корпусные детали следует подвергать термообработке:
- для толщин стенок до 18 мм следует применять высокотемпературный отпуск (максимальный нагрев не менее 630 °С);
- для толщин стенок свыше 18 мм следует применять нормализацию или закалку с отпуском.
6.2.8 После термообработки материалы должны иметь следующую твердость:
- твердость низкоуглеродистой стали должна быть не более 200 HV (метод определения по ГОСТ 2999) либо 200 НВ (шарик 5 мм, метод определения по ГОСТ 9012);
- твердость низколегированной стали должна быть не более 240 HV (метод определения по ГОСТ 2999) либо 240 НВ (шарик 5 мм, метод определения по ГОСТ 9012);
- твердость в зоне термического влияния после сварки низкоуглеродистой стали должна быть не более 250 HV (метод определения по ГОСТ 2999) либо 250 НВ (шарик 5 мм, метод определения по ГОСТ 9012);
- твердость в зоне термического влияния после сварки низколегированной стали должна быть не более 275 HV (метод определения по ГОСТ 2999) либо 275 НВ (шарик 5 мм, метод определения по ГОСТ 9012).
Для измерения твердости применяют малогабаритные переносные приборы (твердомеры), прошедшие поверку и имеющие сертификат соответствия.
Испытания на ударный изгиб для основного металла следует проводить на образцах с концентратором вида V по ГОСТ 9454 при температуре минус 40 °С для фильтров в климатическом исполнении У и минус 60 °С - для исполнения ХЛ. Ударная вязкость KCV должна быть не ниже 24,5 Дж/см для толщины стенок до 25 мм включительно и не ниже 40 Дж/см
- для толщины стенок свыше 25 мм.
6.2.9 Материалы основных элементов фильтра должны соответствовать:
- сталь листовая марки 09Г2С, 10Г2С1 категории не ниже 6 ГОСТ 19281, категории не ниже 8 ГОСТ 5520; сталь марок 17ГС, 17Г1С категории не ниже 4 ГОСТ 19281, категории не ниже 6 ГОСТ 5520. Каждый лист должен быть подвергнут ультразвуковому контролю, по классу сплошности 1 в соответствии с ГОСТ 22727;
- поковки по ГОСТ 8479 категории прочности не ниже КП 245 группы IV из стали марки 09Г2С, 10Г2С1 категории не ниже 6 ГОСТ 19281; сталь марок 16ГС, 17ГС категории не ниже 4 ГОСТ 19281. Поковки должны быть подвергнуты термообработке. Каждая поковка в объеме 100% должна быть подвергнута контролю сплошности металла ультразвуковым методом;
- бесшовные трубы из стали марок 09Г2С, 10Г2 для исполнений ХЛ, из стали марки 20 - для исполнения У по ГОСТ 19281 должны быть подвергнуты термообработке;
- трубы прямошовные должны быть изготовлены из сталей марок 12ГСБ, 12Г2СБ и 13Г1СУ и соответствовать требованиям ГОСТ Р 52079;
- стяжной винт и ходовые гайки следует изготовлять из стали марок 20ХН3А, 40Х ГОСТ 4543.
6.2.10 Материалы крепежных деталей следует выбирать с коэффициентом линейного расширения, близким по значению коэффициенту линейного расширения материала соединяемого элемента. При этом разница в значениях коэффициентов линейного расширения не должна превышать 10%.
6.2.11 Материалы, применяемые для изготовления фильтров, сборочных единиц, деталей, следует указывать в конструкторской документации.
6.2.12 Гайки и шпильки для соединений, работающих под давлением, следует изготовлять из сталей с разной твердостью так, чтобы твердость гаек была ниже твердости шпилек не менее чем на 15 НВ.
6.2.13 Ударная вязкость KCV гаек и шпилек - не менее 30 Дж/см при температуре минус 40 °С для исполнения У и минус 60 °С - для исполнения ХЛ.
6.2.14 Уплотнительные элементы затвора должны быть выполнены из масло- и бензостойких материалов. Материал уплотнительных элементов должен быть предназначен для работы с водой и средой с параметрами, указанными в 6.1.1.2, а также при температурах окружающей среды по климатическому исполнению по ГОСТ 15150.
6.2.15 Допускается замена материалов на другие марки, свойства которых не ухудшают качества деталей и фильтра в целом и соответствуют требованиям настоящего стандарта.
6.2.16 Материальное исполнение, качество деталей и фильтра в целом должны обеспечивать его надежную эксплуатацию в течение назначенного срока службы не менее 30 лет.
6.3 Комплектность
6.3.1 Комплектность поставки фильтра должна соответствовать требованиям таблицы 3.
Таблица 3 - Комплектность
Наименование изделия | Тип фильтра | |||
ФГ | ФВ | |||
Ф | Б | Ф | Б | |
Фильтр, в т.ч. | + | + | + | + |
Фильтрующий элемент | + | + | + | + |
Комплекты прокладок к крышке, затвору | + | + | + | + |
Манометр класса точности не ниже 1 (в количестве 2 единиц) | + | + | + | + |
Приспособление для извлечения фильтрующего элемента | + | + | - | - |
Лоток | - | + | - | - |
Тяговый механизм | - | + | - | - |
Поддон для сбора нефтешлама | - | + | - | + |
Площадка обслуживания | - | + | - | + |
Фундаментные болты для крепления фильтра в проектном положении | + | + | + | + |
Запасные части, указанные в технической документации | + | + | + | + |
Примечание - Ф - фильтр неблочного исполнения; Б - фильтр блочного исполнения; знак "+" означает, что входит в комплект поставки, знак "-" - не входит в комплект поставки. | ||||
6.3.2 Фильтр может быть блочного и неблочного исполнения. Фильтр блочного исполнения по согласованию с заказчиком (потребителем) дополнительно включает в себя лоток, тяговый механизм с тросовой системой для извлечения фильтрующего элемента, комплект площадок для обслуживания, поддон.
6.3.3 Предприятие-изготовитель должно направлять вместе с изделием следующую эксплуатационную и конструкторскую документацию:
- сборочный чертеж;
- спецификацию;
- расчет на прочность (включая проверку на сейсмостойкость и ветровую нагрузку);
- руководство по эксплуатации;
- инструкцию по монтажу, пуску, регулированию и обкатке;
- паспорт фильтра с учетом требований настоящего стандарта (включая карту клейм сварных швов и карту измерения толщин стенок фильтра), правила ПБ 03-584 [2], ПБ 03-576 [1];
- ведомость комплекта запасных частей, инструмента и принадлежностей;
- эксплуатационную документацию на комплектующие изделия в объеме поставки предприятия-изготовителя (фильтрующие элементы, манометры и т.д.);
- свидетельство о консервации;
- акт проведения гидравлического испытания фильтра на прочность и герметичность;
- акт о проведении контрольной сборки или контрольной проверки размеров;
- упаковочный лист и комплектовочную ведомость с полным перечнем упаковочных единиц.
6.4 Маркировка
6.4.1 Структура обозначения фильтра в обязательном порядке должна состоять из групп следующих знаков, разделенных дефисом.
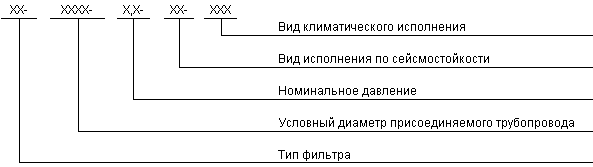
Обозначение типа фильтра включает в себя наименование и вид исполнения - фильтр вертикальный (ФГ), фильтр горизонтальный (ФВ).
Обозначение номинального диаметра присоединяемого трубопровода приводят в соответствии с ГОСТ 28338.
Номинальное давление РN - по ГОСТ 26349. Допускается по требованию заказчика (потребителя) предусматривать нестандартные ряды номинальных давлений.
Расположение патрубка подвода рабочей среды для ФГ с боковым подводом - правое (Пр), левое (Л).
Расположение патрубка отвода рабочей среды для ФГ с осевым подводом - правое (Пр), левое (Л).
Вид климатического исполнения - по ГОСТ 15150.
Примеры
1 Горизонтальный фильтр для нефтепровода с условным проходом DN 1200, номинальным давлением РN 4,0 МПа, в сейсмостойком исполнении С, с левым расположением патрубка подвода нефти, вид климатического исполнения У1:
ФГ-1200-4,0-С-Л-У1
2 Горизонтальный фильтр для нефтепровода с условным проходом DN 1200, номинальным давлением РN 6,3 МПа, в несейсмостойком исполнении СО, с правым расположением патрубка подвода нефти Пр, вид климатического исполнения ХЛ1:
ФГ-1200-6,3-С0-Пр-ХЛ1
3 Вертикальный фильтр для нефтепровода с условным проходом DN 1000, номинальным давлением РN 4,0 МПа, в несейсмостойком исполнении СО, вид климатического исполнения ХЛ1:
ФВ-1000-4,0-С0-ХЛ1
Изготовитель может включать в структуру обозначения фильтра дополнительные обозначения параметров фильтра (вид поставки по комплектности - блочного (Б), по наличию теплоизоляции - теплоизолированный (Т) и т.д.). Независимо от количества и очередности вводимых дополнительных обозначений маркировка фильтра должна начинаться с обозначения типа фильтра, номинального диаметра, давления и заканчиваться обозначением вида климатического исполнения.
Пример
Горизонтальный фильтр для нефтепровода с условным проходом DN 1200, номинальным давлением РN 6,3 МПа, в несейсмостойком исполнении СО, с правым расположением патрубка подвода нефти Пр, блочного исполнения Б, теплоизолированный Т, вид климатического исполнения ХЛ1:
ФГ-1200-6,3-С0-Пр-Б-Т-ХЛ1
6.4.2 Каждый фильтр должен иметь стандартную типовую табличку, выполненную в соответствии с требованиями ГОСТ 12971, размером не менее 100x60 мм. Табличка должна быть размещена на видном месте. Для фильтров, не подлежащих теплоизоляции, табличку следует крепить на приварном подкладном листе, приварной скобе, приварных планках или кронштейне. Для фильтров, подлежащих теплоизоляции, табличку следует крепить на приварной скобе, планке или кронштейне, размер которых должен обеспечивать доступ к табличке после нанесения теплоизоляции.
6.4.3 На табличку должны быть нанесены:
- наименование или товарный знак предприятия-изготовителя;
- обозначение фильтра в соответствии с 6.4.1;
- порядковый номер фильтра по системе нумерации предприятия-изготовителя;
- масса фильтра в килограммах;
- год изготовления;
- клеймо отдела технического контроля.
6.4.4 На наружной поверхности стенки фильтра под табличкой должна быть нанесена следующая маркировка:
- обозначение фильтра в соответствии с 6.4.1;
- наименование или товарный знак предприятия-изготовителя;
- порядковый номер фильтра по системе нумерации предприятия-изготовителя;
- год изготовления;
- клеймо технического контроля.
Маркировку фильтра следует наносить клеймением или гравировкой. Глубина маркировки должна быть от 0,2 до 0,3 мм. Маркировку следует заключать в рамку, выполненную атмосферостойкой краской, и защищать бесцветным лаком (тонким слоем смазки).
6.4.5 Кроме основной маркировки:
- должны быть нанесены несмываемой краской условные обозначения на строповые устройства;
- должны быть нанесены несмываемой краской на двух противоположных сторонах фильтра стрелки красного цвета, указывающие направление потока нефти;
- должны быть нанесены монтажные метки (риски), фиксирующие в плане главные оси фильтра, для выверки ее проектного положения на фундаменте;
- должны быть нанесены отметки, указывающие положение центра масс на обечайке фильтра, при этом отметки должны быть расположены на двух противоположных сторонах фильтра;
- должен быть указан диаметр отверстий под регулировочные болты несмываемой краской вблизи от одного из отверстий (при наличии регулировочных болтов в опорной конструкции фильтра).
6.4.6 Каждый отгружаемый фильтр должен иметь транспортную маркировку, произведенную в соответствии с ГОСТ 14192. Транспортная маркировка должна содержать:
- наименование грузополучателя;
- наименование пункта назначения;
- количество грузовых мест и порядковый номер места (через дробь);
- наименование грузоотправителя;
- массы брутто и нетто грузового места, в килограммах;
- габаритные размеры грузового места, в сантиметрах (длину, ширину и высоту).
6.4.7 Транспортная маркировка на неупакованные узлы изделия должна быть выполнена на фанерных или металлических ярлыках размером 148х210 мм согласно ГОСТ 14192. Ярлыки должны быть надежно закреплены на видном месте.
6.4.8 На упакованном фильтре должны быть нанесены манипуляционные знаки: "Центр тяжести" и "Место строповки", непосредственно на фильтр несмываемой краской должны быть нанесены условные обозначения на строповые устройства.
6.4.9 Вариант поставки определяется комплектностью поставки фильтра потребителю в соответствии с таблицей 3 [блочного (Б) и неблочного исполнения (Ф)].
6.4.10 Форма записи фильтра в заказных спецификациях.
Тип фильтр | , DN | , РN | МПа, исполнение по | |||||||||||||||||||
сейсмостойкости | , расположение патрубка подвода нефти | , вид | ||||||||||||||||||||
поставки, определенный комплектностью | , вид климатического исполнения | |||||||||||||||||||||
с заводским антикоррозионным покрытием. Присоединяемые трубопроводы: к патрубкам подвода и отвода нефти (наружный диаметр и толщина стенки) | ||||||||||||||||||||||
с классом прочности | по ГОСТ | , к дренажному трубопроводу | ||||||||||||||||||||
(наружный диаметр и толщина стенки) | с классом прочности | по ГОСТ | . | |||||||||||||||||||
Примеры
1 Горизонтальный фильтр DN 1200, РN 4,0 МПа, в несейсмостойком исполнении СО блочного исполнения Б, с правым расположением патрубка подвода нефти ПР, вид климатического исполнения У, с заводским антикоррозионным покрытием. Присоединяемые трубопроводы: к патрубкам подвода нефти 1220х12, отвода нефти 1220х12, с классом прочности К54 по ГОСТ Р 52079, к дренажному трубопроводу - 159x6 с классом прочности К48 по ГОСТ 8732:
ФГ-1200-4,0-СО-Пр Б-У1
2 Вертикальный фильтр DN 1000, РN 4,0 МПа, в несейсмостойком исполнении СО, блочного исполнения Б, вид климатического исполнения ХЛ1, с наружным заводским антикоррозионным покрытием. Присоединяемые трубопроводы: к патрубкам подвода нефти 1020х13, отвода нефти 1020х13, с классом прочности К54 по ГОСТ Р 52079:
ФВ-1000-4,0-Б-С0-ХЛ1
6.5 Упаковка
6.5.1 Фильтры следует поставлять потребителю габаритными узлами без упаковки.
6.5.2 Все отверстия, патрубки, штуцера должны быть закрыты заглушками или пробками для обеспечения защиты от загрязнений и повреждений внутренней полости фильтра и механической обработки патрубков.
6.5.3 Все съемные, сменные детали и узлы фильтра следует упаковывать в деревянные ящики. Упаковка должна соответствовать требованиям настоящего стандарта и ГОСТ 23170.
6.5.4 Крепежные детали при отправке их в ящиках должны быть законсервированы согласно инструкции изготовителя, а шпильки (болты) фланцевых соединений дополнительно упакованы в оберточную или парафинированную бумагу.
6.5.5 Конструкторскую и эксплуатационную документации, прилагаемые к фильтру, следует завертывать в водонепроницаемую бумагу или бумагу с полиэтиленовым покрытием и вкладывать в герметичный пакет, изготовленный из полиэтиленовой пленки толщиной не менее 150 мк. Швы пакета следует сваривать (заклеивать). Пакет дополнительно должен быть обернут водонепроницаемой бумагой или полиэтиленовой пленкой, края которых должны быть сварены (заклеены).
6.5.6 При отгрузке фильтра техническую документацию следует крепить внутри фильтра или на фильтре. При этом на фильтр должна быть нанесена надпись "Документация находится здесь".
6.5.7 Каждое грузовое место должно иметь свой упаковочный лист, который вкладывается в пакет из водонепроницаемой бумаги или бумаги с полиэтиленовым покрытием. Пакет дополнительно завертывают в водонепроницаемую бумагу и размещают в специальном кармане, изготовленном в соответствии с технической документацией. Карман следует крепить около маркировки груза.
6.5.8 Второй экземпляр упаковочного листа или комплектовочной ведомости вместе с технической документацией следует упаковывать непосредственно в фильтр.
6.5.9 Техническую документацию и второй экземпляр упаковочного листа допускается отправлять отдельно от фильтра, при этом отправка технической документации должна быть произведена не позднее пяти дней после его отгрузки.
6.5.10 Консервацию фильтра следует проводить по технологии предприятия-изготовителя с учетом требований настоящего стандарта и условий транспортирования и хранения. Средства временной антикоррозионной защиты фильтра должны относиться ко II группе по ГОСТ 9.014.
6.5.11 На внутреннюю поверхность элементов фильтра, на все обработанные поверхности, а также резьбовые участки деталей должна быть нанесена временная антикоррозионная защита варианта ВЗ-4 по ГОСТ 9.014.
6.5.12 Консервация должна обеспечивать защиту от коррозии при транспортировании, хранении и монтаже в течение 24 мес со дня отгрузки фильтра с предприятия-изготовителя.
6.5.13 В случае хранения свыше двух лет или обнаружения дефектов временной антикоррозионной защиты при контрольных осмотрах в процессе хранения необходимо провести переконсервацию согласно ГОСТ 9.014.
6.5.14 Методы консервации и применяемые для этого материалы должны обеспечивать возможность расконсервации фильтра в сборе и транспортируемых блоков (узлов) без их разборки.
6.5.14* Расконсервацию проводят согласно ГОСТ 9.014.
_______________
* Нумерация соответствует оригиналу. - .
7 Требования безопасности
7.1 Общие требования
7.1.1 Конструкция, монтаж и эксплуатация фильтров должны соответствовать требованиям ГОСТ 12.1.010, ГОСТ 12.2.003, ГОСТ 12.2.044, ПБ 03-576 [1], ПБ 03-584 [2].
7.1.2 Конструкция быстросъемного концевого затвора фильтра должна быть оборудована предохранительным устройством, исключающим возможность открывания затвора при наличии давления в фильтре.
7.1.3 Трубопроводная арматура, применяемая на фильтрах в части требований безопасности, должна соответствовать требованиям ГОСТ 12.2.063.
7.1.4 На корпусе фильтра должно быть предусмотрено место для присоединения заземляющего проводника.
7.2 Требования безопасности при эксплуатации
7.2.1 Эксплуатация фильтра при параметрах, выходящих за пределы, указанные в эксплуатационной документации, не допускается.
7.2.2 После установки фильтров на месте эксплуатации должно быть выполнено заземление и обеспечена молниезащита площадки.
7.2.3 К эксплуатации фильтров должен допускаться только квалифицированный персонал, прошедший отбор и обучение в соответствии с требованиями правил ПБ 03-576 [1], ПБ 03-584 [2] и сдавший экзамен на право обслуживания данного оборудования.
7.2.4 Проведение ремонтных работ на фильтрах, находящихся под давлением, не допускается. Перед открытием затвора фильтра необходимо убедиться в отсутствии давления в фильтре.
7.2.5 При выполнении ремонтных работ следует применять инструмент, исключающий искрообразование.
7.2.6 Освещенность рабочих мест органов управления и приборов контроля при эксплуатации фильтров должна соответствовать требованиям к освещенности, установленным строительными нормами и правилами Российской Федерации [9].
7.2.7 Фильтры не должны являться источниками шума, вибрации, ультразвуковых колебаний.
7.2.8 Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны фильтра не должны превышать требований по 3-му классу опасности по ГОСТ 12.1.007. Концентрация вредных веществ, методы и периодичность контроля должны соответствовать требованиям ГОСТ 12.1.005 для класса опасности III.
7.3 Требования безопасности при транспортировании и хранении
7.3.1 Требования безопасности при погрузочно-разгрузочных работах должны соответствовать требованиям ГОСТ 12.3.009.
7.3.2 Строповку фильтров осуществляют в соответствии со схемой строповки, которую представляют на сборочном чертеже.
7.3.3 В руководстве по эксплуатации должны быть оговорены требования, обеспечивающие безопасность при транспортировании и хранении фильтров:
- транспортирование и хранение фильтров следует проводить с учетом всех требований по безопасности, предусмотренных разработчиком фильтров;
- после истечения установленного срока хранения фильтр должен быть подвергнут повторной консервации; в случае планируемого применения по назначению - техническому диагностированию и испытаниям на работоспособность и герметичность;
- транспортирование фильтров следует проводить в соответствии с правилами, действующими на конкретных видах транспорта;
- погрузку, разгрузку, транспортирование и складирование фильтров следует проводить аттестованным персоналом с соблюдением требований безопасности при выполнении данных работ.
8 Требования охраны окружающей среды
8.1 Фильтры должны быть герметичны по отношению к внешней среде. Протечки не допускаются.
8.2 Материалы и вещества, применяемые для упаковки и консервации, должны быть безопасными для людей и окружающей среды.
8.3 Установка и крепление фильтра на транспортном средстве должны исключать возможность механических повреждений и загрязнений внутренних поверхностей фильтров и концов патрубков, обработанных под приварку к трубопроводу.
9 Правила приемки
9.1 Общие требования
9.1.1 Фильтры должны отвечать требованиям технической и конструкторской документации, а также правилам ПБ 03-584-03 [2], ПБ 03-576-03 [1].
9.1.2 Приемку и контроль качества фильтров (сборочных единиц и деталей), материалов, комплектующих изделий и отдельных операций должны проводить органы технического контроля предприятия-изготовителя на соответствие требованиям настоящего стандарта, технической и конструкторской документаций. Результатом приемки являются клеймо ОТК на детали, сборке, фильтре и штамп ОТК с подписью в паспорте фильтра.
9.1.3 К изготовлению и сборке следует допускать материалы и детали, качество которых отвечает требованиям технической документации и которые приняты органами технического контроля предприятия - изготовителя фильтра.
9.1.4 Входному контролю следует подвергать материалы и покупные изделия, качество которых подтверждается сертификатами, а при необходимости, путем проведения испытаний силами предприятия - изготовителя фильтра.
9.1.5 Операционному контролю следует подвергать сборочные единицы и детали фильтра в процессе их изготовления на предприятии-изготовителе, качество которых подтверждается путем соответствия требованиям настоящего стандарта, правил ПБ 03-576 [1] и конструкторской документации.
9.2 Объем испытаний
9.2.1 Для контроля качества и приемки фильтры подвергают следующим категориям испытаний:
- приемо-сдаточным;
- периодическим;
- типовым.
9.2.2 Каждый серийно выпускаемый фильтр на предприятии-изготовителе должен быть подвергнут приемо-сдаточным испытаниям, которые включают в себя проверку:
- габаритных и присоединительных размеров;
- работоспособности быстросъемного концевого затвора;
- качества сварных швов;
- прочности и плотности (герметичности);
- качества поверхности;
- качества наружного антикоррозионного покрытия;
- комплектности фильтра;
- комплектности и содержания сопроводительной документации;
- маркировки;
- консервации;
- упаковки.
9.2.3 Приемо-сдаточные испытания проводят с целью контроля соответствия фильтра требованиям технических условий и комплекта конструкторской документации.
9.2.4 Приемо-сдаточные испытания должна проводить служба технического контроля предприятия-изготовителя в присутствии представителя потребителя в соответствии с программой и методикой приемо-сдаточных испытаний.
9.2.5 Результаты приемо-сдаточных испытаний следует оформлять протоколом испытаний. Протокол испытаний - по ГОСТ 15.309.
9.2.6 Основанием для принятия решения о приемке фильтра должны являться положительные результаты приемо-сдаточных испытаний, о чем должна быть произведена запись в паспорте.
9.2.7 Периодические испытания проводят с целью подтверждения качества изготовления фильтров и стабильности технологического процесса и в соответствии с требованиями ГОСТ 15.309. Периодические испытания проводит изготовитель с привлечением, при необходимости, других заинтересованных лиц. Периодичность испытаний, количество образцов (объем выборки) устанавливают в стандартах предприятия-изготовителя или в договорах на поставку.
9.2.8 Порядок проведения испытаний устанавливают в соответствии со стандартами предприятия, программой и методикой периодических испытаний. Периодическим испытаниям подвергают продукцию, выдержавшую приемо-сдаточные испытания.
9.2.9 Результаты периодических испытаний оформляют актом.
9.2.10 Типовые испытания проводят с целью оценки эффективности и целесообразности предлагаемых изменений в конструкции фильтров или технологии изготовления, которые могут повлиять на технические характеристики фильтра, в том числе на безопасность, взаимозаменяемость и совместимость, ремонтопригодность, на производственную и эксплуатационную технологичность.
9.2.11 Типовые испытания проводят по программе и методикам предприятий-изготовителей, в соответствии с требованиями ГОСТ 15.309. Объем и периодичность типовых испытаний определяют внесенными в конструкцию или технологию изготовления изменениями.
9.2.12 Результаты типовых испытаний считают положительными, если полученные фактические данные по всем видам проверок, включенных в программу типовых испытаний, свидетельствуют о достижении требуемых значений показателей фильтров (технологического процесса изготовления), обозначенных в программе и методике, и достаточны для оценки эффективности и целесообразности предлагаемых изменений.
9.2.13 Результаты испытаний оформляют актом и протоколом типовых испытаний с отражением всех результатов в порядке, установленном предприятием-изготовителем.
9.3 Требования к испытательному оборудованию и среде
9.3.1 Испытательные устройства, в том числе установленные на них контрольно-измерительные приборы, должны обеспечивать условия испытаний, регламентированные настоящим стандартом.
9.3.2 На фильтр со стороны испытательных устройств должны быть исключены механические воздействия, не предусмотренные эксплуатационной документацией.
9.3.3 Для гидравлического испытания фильтра следует применять воду температурой не ниже 5 °С и не выше 40 °С. Разность температур стенки фильтра и окружающего воздуха во время испытаний не должна вызывать конденсации влаги на поверхности стенок фильтра.
9.3.4 При всех способах испытаний на прочность и проверке на герметичность для измерения давления следует применять поверенные, опломбированные и имеющие паспорт манометры.
9.3.5 Давление при гидравлическом испытании контролируют двумя манометрами. Оба манометра одного типа, предела измерения, одинаковых классов точности, цены деления. Класс точности манометров должен быть не ниже 1-го во всем диапазоне измерений. Предел измерений манометров должен превышать максимальное значение пробного давления.
9.3.6 Испытания следует проводить на аттестованном испытательном оборудовании, укомплектованном средствами защиты и приборами, имеющем эксплуатационную документацию и паспорт.
9.4 Условия и порядок окончательного забракования фильтров
9.4.1 Если при испытаниях будет обнаружено несоответствие фильтра хотя бы по одному из проверяемых параметров, то его бракуют до выявления причин возникновения несоответствий и их устранения.
9.4.2 Условия проведения повторных испытаний и окончательное забракование фильтра устанавливают в программе и методике испытаний.
10 Методы контроля
10.1 Проверку и контроль показателей фильтров следует осуществлять методами и средствами измерения, установленными программой и методикой приемо-сдаточных испытаний для фильтров, и они должны соответствовать требованиям настоящего стандарта.
10.2 Обязательному контролю подлежат следующие габаритные и присоединительные размеры фильтра:
- общая длина фильтра и длина составных частей фильтра;
- внутренний и наружный диаметры корпуса фильтра;
- внутренний и наружный диаметры патрубков;
- длина расширенной части фильтра;
- длина патрубков, предназначенных для сварного соединения с трубопроводами;
- расстояние от плоскости затвора фильтра до патрубка подвода/отвода продукта;
- расстояние от оси фильтра до опоры;
- разделка кромок патрубков под приварку.
10.3 Проверку работоспособности быстросъемного концевого затвора фильтра проводят на соответствие требованиям конструкторской документации и настоящего стандарта в следующем объеме:
- испытания поворотного устройства затвора на прочность и жесткость;
- время открытия (закрытия) затвора, в минутах;
- усилие на штурвале при открытии (закрытии) затвора фильтра;
- проверка блокирующего устройства затвора;
- проверка предохранительного устройства затвора.
10.4 Оценку качества сварных соединений фильтра следует проводить с использованием следующих методов контроля:
- визуального контроля и измерения;
- механических испытаний;
- металлографических исследований;
- радиографического и ультразвукового контроля;
- цветной или магнитопорошковой дефектоскопии.
10.5 Прочность и герметичность фильтра проверяют гидравлическим испытанием.
Пробное давление при гидравлическом испытании фильтра на прочность следует принимать в соответствии с требованиями 6.1.1.6. Время выдержки фильтра под пробным давлением должно быть не менее 60 мин.
После выдержки под пробным давлением давление снижается до номинального PN и проводят испытания на плотность (герметичность). Время выдержки при испытании на плотность (герметичность) должно быть достаточным для осмотра наружной поверхности фильтра, всех ее разъемных и сварных соединений, но не менее 30 мин.
10.6 Проверку качества поверхности деталей, сборочных единиц и элементов фильтра следует проводить с помощью визуального контроля и измерений.
10.7 Проверку качества поверхности фильтра под нанесение защитного антикоррозионного покрытия следует проводить на соответствие требованиям настоящего стандарта и ГОСТ 9.407.
10.8 Следует проводить неразрушающий контроль толщины стенки элементов фильтра, работающих под давлением.
10.9 Контроль толщины стенки элементов фильтра рекомендуется выполнять ультразвуковым методом с применением ультразвуковых приборов, отвечающих требованиям ГОСТ 28702, в соответствии с инструкцией по эксплуатации прибора.
10.10 Результаты измерений толщины стенки элементов фильтра оформляют в виде протоколов или в форме карт, таблиц, содержащих наименование или номер элемента, номер точки измерения толщины стенки, и результат измерения прилагают к паспорту фильтра.
10.11 Проверку качества наружного антикоррозионного покрытия фильтра следует проводить в соответствии с требованиями 6.1.8.
10.12 Проверку комплектности фильтра осуществляют визуально на соответствие требованиям паспорта на фильтр.
10.13 Проверку комплектности и содержания сопроводительной документации осуществляют визуально на соответствие требованиям стандартов на эксплуатационную и конструкторскую документации и с учетом требований настоящего стандарта и правил ПБ 03-576 [1].
10.14 Проверку маркировки, консервации и упаковки фильтра осуществляют визуально на соответствие требованиям настоящего стандарта и технической документации.
11 Транспортирование, хранение и утилизация
11.1 Фильтр должен быть предназначен для транспортирования любым видом транспорта (железнодорожным, автомобильным и водным) в соответствии с требованиями правил перевозки грузов и техническими условиями на перевозку и крепление грузов, действующими на каждом виде транспорта.
11.2 Условия транспортирования и хранения фильтра в части воздействия климатических факторов должны соответствовать ГОСТ 15150, группа 8 (ОЖЗ) (открытые площадки в макроклиматических районах с умеренным и холодным климатом в атмосфере любых типов).
11.3 Условия транспортирования фильтра в части воздействия механических факторов должны соответствовать жестким условиям (Ж) по ГОСТ 23170.
11.4 При транспортировании фильтр следует предохранять от механических повреждений и деформаций. Перемещение фильтра волоком запрещается.
11.5 При выполнении погрузочно-разгрузочных работ следует выполнять требования ГОСТ 12.3.009. Условия хранения должны обеспечивать сохраняемость геометрических размеров, прочности, герметичности и работоспособности фильтра, а также заводской упаковки и антикоррозионного покрытия в течение всего срока сохраняемости.
11.6 Фильтры хранят в неповрежденной заводской упаковке не менее 24 мес без повторной консервации. По истечении 24 мес, при необходимости, проводят повторную консервацию.
11.7 При хранении фильтр следует устанавливать на подкладки, исключающие непосредственное соприкасание с грунтом.
11.8 При хранении фильтр следует предохранять от механических повреждений и деформаций. Перемещение фильтра волоком запрещается.
11.9 Детали, вышедшие из строя и отработавшие свой ресурс, предварительно отчищенные и отпаренные, передают на утилизацию в специализированные предприятия, имеющие лицензию на осуществление деятельности в области обращения с отходами.
12 Указания по эксплуатации
12.1 Установку и монтаж фильтров осуществляют на подготовленной бетонной площадке в соответствии с инструкцией по монтажу, пуску, регулированию и обкатке фильтра. Монтаж проводят специализированные организации, располагающие техническими средствами, необходимыми для качественного выполнения работ, оформившие акт готовности к реализации проекта и имеющие разрешение на применение конкретных видов (типов) технических устройств при работе на опасных производственных объектах.
12.2 Для монтажа и эксплуатации следует применять фильтры, имеющие защитное антикоррозионное покрытие, нанесенное в соответствии с требованиями 6.1.8.
12.3 Перед эксплуатацией наружная поверхность фильтров, подлежащих теплоизоляции, должна быть теплоизолирована в соответствии с требованиями 6.1.9.
12.4 Установка и крепление фильтра (ФГ) на фундаменте должны обеспечивать его перемещение вдоль оси от температурных деформаций магистрального нефтепровода.
12.5 На двух противоположных боковых сторонах фильтра должны быть нанесены несмываемой краской стрелки красного цвета, указывающие направление потока нефти.
12.6 Эксплуатацию фильтров осуществляют согласно руководству по эксплуатации и правилам безопасной эксплуатации сосудов, работающих под давлением, ПБ 03-576 [1].
12.7 Не допускается эксплуатация фильтра в режимах, параметры которого превышают установленные в эксплуатационной документации.
12.8 Запрещается эксплуатация фильтров при отсутствии на них паспортов.
12.9 Фильтры следует подвергать техническому освидетельствованию после монтажа, до пуска в работу, периодически в процессе эксплуатации и в необходимых случаях - внеочередному освидетельствованию. Объем, методы и периодичность технических освидетельствований, капитального ремонта фильтров должны быть определены изготовителем и указаны в руководстве по эксплуатации.
12.10 Все работы, связанные с техническим обслуживанием, средним и капитальным ремонтом, осуществляют в плановом порядке, в установленные сроки и в полном объеме согласно руководству по эксплуатации.
12.11 После выработки назначенного срока службы или назначенного ресурса, установленного в настоящем стандарте, фильтры в обязательном порядке следует подвергать техническому освидетельствованию с целью определения его технического состояния и возможности дальнейшего использования. По результатам освидетельствования следует определять объем капитального ремонта.
12.12 После капитального ремонта фильтры следует подвергать техническому освидетельствованию, по результатам которого определяют дальнейший срок службы и сроки очередного освидетельствования.
12.13 К эксплуатации и обслуживанию фильтров следует допускать лиц, удовлетворяющих соответствующим квалификационным требованиям и не имеющих медицинских противопоказаний к работе на опасном производственном объекте.
Обслуживающий персонал должен проходить подготовку и аттестацию в области промышленной безопасности.
12.14 При эксплуатации фильтров следует выполнять требования безопасности, указанные в 7.2.
13 Гарантии изготовителя (поставщика)
13.1 Предприятие-изготовитель должно гарантировать соответствие фильтра:
- требованиям настоящего стандарта;
- установленным требованиям в ПБ 03-584 [2], ПБ 03-576 [1].
13.2 Гарантийный срок хранения без переконсервации - 24 меc.
13.3 Гарантийный срок эксплуатации должен составлять 24 мес со дня ввода фильтра в эксплуатацию.
13.4 В течение гарантийного срока предприятие-изготовитель должно безвозмездно устранять дефекты производства, выявленные в процессе эксплуатации, а при невозможности устранения дефектов выполнить замену поставленного изделия.
Библиография
[1] ПБ 03-576-03 | Правила промышленной безопасности и охраны недр. Правила устройства и безопасной эксплуатации сосудов, работающих под давлением | |
[2] ПБ 03-584-03 | Правила промышленной безопасности и охраны недр. Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных | |
[3] ПБ 03-273-99 | Правила промышленной безопасности и охраны недр. Правила аттестации сварщиков и специалистов сварочного производства | |
[4] МSК-64 | Шкала сейсмической интенсивности MSK-1964 | |
[5] Строительные нормы и правила СНиП 2.01.07-85 | Нагрузки и воздействия | |
[6] ИСO 12944-2:1998 | Краски и лаки. Антикоррозионная защита стальных конструкций с помощью защитных лакокрасочных систем. Часть 2. Классификация окружающих сред | |
[7] OENORM EН 10289:2004 | Трубы стальные и фитинги для береговых и прибрежных трубопроводов. Наружные эпоксидные и эпоксидные модифицированные покрытия, нанесенные в жидком состоянии | |
[8] OENORM EН 10290:2004 | Трубы стальные и фитинги для береговых и прибрежных трубопроводов. Наружные полиуретановые и полиуретановые модифицированные покрытия, нанесенные в жидком состоянии | |
[9] Строительные нормы и правила СНиП 23-05-95 | Естественное и искусственное освещение |
Электронный текст документа
и сверен по:
, 2010
{kind=link}