ГОСТ 6238-77
Группа В62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ ОБСАДНЫЕ И КОЛОНКОВЫЕ ДЛЯ ГЕОЛОГО-РАЗВЕДОЧНОГО БУРЕНИЯ И НИППЕЛИ К НИМ
Технические условия
Casing and coring pipes for geology-exploring drilling and nipples for them. Specifications
МКС 23.040.10
ОКП 13 1900, 13 4400
Дата введения 1986-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 16.05.77 N 1211
2. ВЗАМЕН ГОСТ 6238-52
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 6507-90 | 4.7 |
ГОСТ 7502-98 | 4.7 |
ГОСТ 7565-81 | 4.4 |
ГОСТ 8026-92 | 4.2 |
ГОСТ 10006-80 | 4.3 |
ГОСТ 10692-80 | 3.1; 5.5 |
ГОСТ 18360-93 | 4.7 |
ГОСТ 22536.0-87 | 4.4 |
ГОСТ 22536.1-88 | 4.4 |
ГОСТ 22536.2-87 | 4.4 |
ГОСТ 22536.3-88 | 4.4 |
ГОСТ 22536.4-88 | 4.4 |
ГОСТ 22536.5-87 | 4.4 |
ГОСТ 22536.6-88 | 4.4 |
4. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 9-93)
5. ИЗДАНИЕ (апрель 2010 г.) с Изменениями N 1, 2, 3, 4*, утвержденными в августе 1982 г., январе 1986 г., августе 1988 г., феврале 1993 г. (ИУС 12-82, 5-86, 12-88, 9-93)
________________
* Изменение действует на территории Российской Федерации.
Настоящий стандарт распространяется на стальные гладкие бесшовные обсадные и колонковые трубы и ниппели к ним, применяемые для крепления скважин и отбора керна при геолого-разведочном бурении, а также на резьбу этих труб и ниппелей и взаимосвязанных с ними изделий.
Стандарт не распространяется на двойные колонковые трубы и колонковые трубы, применяемые при отборе керна снарядами со съемными керноприемниками.
(Измененная редакция, Изм.3).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Трубы изготовляют следующих типов:
безниппельные - соединяемые в обсадные колонны "труба в трубу";
ниппельные - включаемые в одинарные колонковые наборы, состоящие из одной или нескольких соединяемых между собой ниппелями колонковых труб или соединяемые в обсадные колонны при помощи ниппелей.
1.2. Размеры обсадных безниппельных труб должны соответствовать указанным на черт.1 и в табл.1.
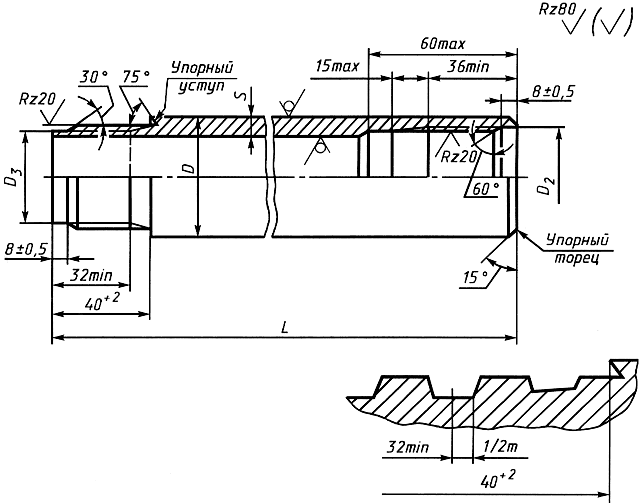
Черт.1
(Измененная редакция, Изм. N 1, 2, 3).
Таблица 1
Размеры, мм
Точность изготовления | Наружный диаметр трубы | Толщина стенки | Диаметр расточки | Диаметр проточки | Теоретическая масса 1 м труб в гладкой части, кг | Длина трубы | ||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
Повышенная | 33,5 | ±0,15 | 3,0 | ±0,25 | 32,0 | +0,17 | 29,5 | -0,17 | 2,26 | 1500-3000 |
Повышенная | 44 | ±0,20 | 3,5 | ±0,25 | 42,5 | +0,17 | 40,0 | -0,17 | 3,50 | |
Обычная | 57 | ±0,45 | 4,5 | +0,54 | 54,5 | +0,50 | 52,0 | -0,50 | 5,83 | 1500-4500 |
Повышенная | ±0,25 | 4,5 | ±0,36 | 54,5 | +0,20 | 52,0 | -0,20 | |||
Обычная | 73 | ±0,57 | 5,0 | +0,60 | 70,0 | +0,50 | 67,5 | -0,50 | 8,38 | 1500-6000 |
Повышенная | ±0,36 | 5,0 | ±0,40 | 70,0 | +0,20 | 67,5 | -0,20 | |||
Обычная | 89 | ±0,70 | 5,0 | +0,60 | 86,0 | +0,50 | 83,5 | -0,50 | 10,36 | |
Повышенная | ±0,40 | 5,0 | ±0,40 | 86,0 | +0,23 | 83,5 | -0,23 | |||
Примечания:
1. Углы упорного уступа, упорного торца и внутренней фаски должны обеспечиваться конструкцией режущего инструмента и на трубах не контролируются.
2. Угол заходной фаски резьб является справочным.
3. По требованию потребителя допускается поставка до 10% партии труб мерной длины, кратной 1500 мм, с предельным отклонением ±70 мм.
4. По требованию потребителя допускается поставка труб большей длины.
5. При вычислении теоретической массы плотность стали принята равной 7,85 г/см.
1.3. Размеры колонковых и обсадных труб ниппельного соединения и ниппелей к ним должны соответствовать указанным на черт.2 и в табл.2.
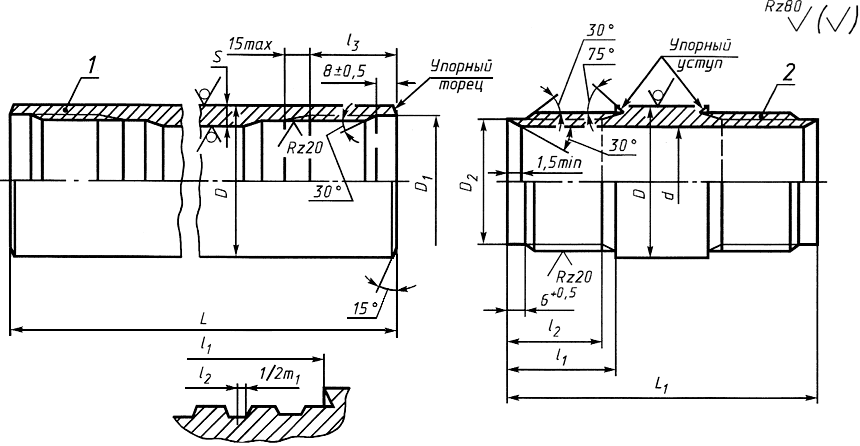
1 - труба; 2 - ниппель
Черт.2
Таблица 2
Размеры, мм
Типо- | Наружный диаметр трубы и ниппеля | Толщина стенки трубы | Вну- | Диа- | Диа- | Длина про- | Длина нару- | Длина внут- | Длина трубы | Длина ниппеля | Теоре- | ||||
Но- | Пред. откл. | Но- | Пред. откл. | колон- | обсадной | 1 м трубы | одного нип- | ||||||||
25 | 25 | ±0,10 | 3,0 | ±0,25 | - | 21,7 | - | 40 | 32 | 36 | 1500; 3000 | - | - | 1,63 | - |
33,5 | 33,5 | ±0,27 | 3,0 | ±0,30 | 24,5 | 30,0 | 28,0 | 40 | 32 | 36 | 1500; 3000 | - | 130 | 2,26 | 0,5 |
44 | 44 | ±0,36 | 3,5 | +0,45 | 34,0 | 40,5 | 38,0 | 40 | 32 | 36 | 1500; 3000; 4500 | - | 130 | 3,50 | 0,7 |
57 | 57 | ±0,45 | 4,0 | +0,48 | 46,5 | 52,5 | 50,0 | 40 | 32 | 36 | 1500; 3000; 4500; 6000 | - | 130 | ||
57 | 4,5 | +0,54 | 5,83 | 0,8 | |||||||||||
73 | 73 | ±0,57 | 4,0 | +0,48 | 62,0 | 68,5 | 66,0 | 40 | 32 | 36 | 1500; 3000; 4500; 6000 | 1500-6000 | 130 | 6,81 | 1,0 |
73,5 | 5,0 | +0,60 | 8,38 | 1,0 | |||||||||||
89 | 89 | ±0,89 | 4,5 | +0,56 | 78,0 | 84,5 | 82,0 | 40 | 32 | 36 | 1500; 3000; 4500; 6000 | 1500-6000 | 130 | 9,38 | 1,3 |
89 | 5,0 | +0,63 | 10,36 | 1,3 | |||||||||||
108 | 108 | ±1,05 | 4,5 | +0,56 | 95,5 | 103,5 | 101,0 | 60 | 52 | 54 | 1500; 3000 4500; 6000 | 1500-6000 | 170 | 11,49 | 2,4 |
108 | 5,0 | +0,63 | 12,70 | 2,4 | |||||||||||
127 | 127 | ±1,27 | 5,0 | +0,63 | 114,5 | 122,5 | 120,0 | 60 | 52 | 54 | - | 1500-6000 | 170 | 15,04 | 2,6 |
146 | 146 | ±1,46 | 5,0 | +0,63 | 134,0 | 141,5 | 139,0 | 60 | 52 | 54 | - | 1500-6000 | 170 | 17,39 | 2,8 |






Примечания:
1. Углы упорного уступа и упорного торца труб и ниппелей обеспечиваются конструкцией режущего инструмента и на готовых изделиях не контролируются.
2. Угол заходной фаски резьбы является справочным.
3. Обсадные трубы изготовляют немерной длины. По согласованию изготовителя с потребителем допускается в партии до 10% труб мерной длины, кратной 1500 мм, с предельными отклонениями ±70 мм.
4. По требованию потребителя изготовляют трубы большей длины.
5. Допускается изготовление ниппелей с длиной резьбы с полным профилем, равной 30 мм для ниппелей диаметром 33,5-89 мм и равной 50 мм для ниппелей диаметром 108 мм и более.
6.* По требованию потребителя допускается изготовление труб без резьбы.
________________
* Действует на территории Российской Федерации.
Колонковые трубы изготовляют диаметром 25-108 мм, обсадные трубы ниппельного соединения - диаметром 73-146 мм.
(Измененная редакция, Изм. N 3, 4).
1.4. Овальность и разностенность труб не должны выводить размеры за предельные отклонения соответственно по наружному диаметру и толщине стенки.
1.5. Непрямолинейность (кривизна) труб на 1 м длины не должна превышать:
обычной точности:
0,7 мм - для труб диаметром от 25 до 89 мм;
1,0 мм - для труб диаметром от 108 до 146 мм;
повышенной точности:
0,3 мм - для труб диаметром от 33,5 до 73 мм;
0,5 мм - для труб диаметром от 89 до 146 мм.
(Измененная редакция, Изм. N 3).
1.6. Размеры резьбы обсадных и колонковых труб должны соответствовать указанным на черт.3 и в табл.3 и 4.
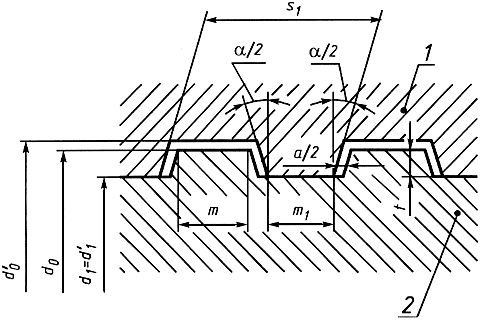
1 - внутренняя резьба; 2 - наружная резьба
Черт.3
Таблица 3
Наименование параметра резьбы | Норма |
Шаг резьбы | 4,000 |
Рабочая высота витка | 0,750 |
Ширина витка у вершины наружной резьбы | 1,922 |
Ширина витка у вершины внутренней резьбы | 1,934 |
Наименьший зазор по ширине витка | 0,012 |
Угол уклона боковых сторон | 5 |
Таблица 4
Размеры, мм
Наружный диаметр трубы и ниппеля | Обозначение резьбы | Наружная резьба | Внутренняя резьба | ||||||
| Наружный диаметр | Внутренний диаметр | Наружный диаметр | Внутренний диаметр | |||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
Обсадные трубы безниппельного соединения | |||||||||
33,5 | 31,6 | 31,6 | -0,100 | 30,1 | -0,100 | 31,632 | +0,140 | 30,1 | +0,100 |
44,0 | 42 | 42,0 | 40,5 | 42,032 | +0,170 | 40,5 | |||
57,0 | 54 | 54,0 | -0,120 | 52,5 | -0,120 | 54,040 | +0,200 | 52,5 | +0,120 |
73,0 | 69,5 | 69,5 | 68,0 | 69,540 | 68,0 | ||||
89,0 | 85,5 | 85,5 | -0,140 | 84,0 | -0,140 | 85,550 | +0,230 | 84,0 | +0,140 |
Колонковые и обсадные трубы ниппельного соединения и ниппели к ним | |||||||||
25,0 | 21,5 | - | - | - | - | 21,525 | +0,140 | 20,0 | +0,084 |
33,5 | 29,8 | 29,8 | -0,084 | 28,3 | -0,084 | 29,825 | 28,3 | ||
44,0 | 40 | 40,0 | -0,100 | 38,5 | -0,100 | 40,032 | +0,170 | 38,5 | +0,100 |
57,0 | 52 | 52,0 | -0,120 | 50,5 | -0,120 | 52,040 | +0,200 | 50,5 | +0,120 |
73,0 | 68 | 68,0 | 66,5 | 68,040 | 66,5 | ||||
89,0 | 84 | 84,0 | -0,140 | 82,5 | -0,140 | 84,050 | +0,230 | 82,5 | +0,140 |
108,0 | 103 | 103,0 | 101,5 | 103,050 | 101,5 | ||||
127,0 | 122 | 122,0 | -0,160 | 120,5 | -0,160 | 122,060 | +0,260 | 120,5 | +0,160 |
146,0 | 141 | 141,0 | 139,5 | 141,060 | 139,5 | ||||
Примечание. Допускается плавное увеличение диаметра резьбы ниппеля (не более 0,2 мм) перед упорным уступом на длине не более 15 мм, не препятствующее свинчиваемости с трубой.
(Измененная редакция, Изм. N 1, 2, 3).
1.7. Предельные отклонения по ширине витка - минус 0,12 мм.
1.8. Предельные отклонения по ширине впадины - плюс 0,12 мм.
1.9. Отклонения по шагу резьбы должны быть компенсированы соответствующим уменьшением толщины витка (увеличением ширины впадины) в пределах поля допуска.
1.10. По вершинам витка допускается закругление кромок радиусом не более 0,15 мм, а по впадинам - радиусом не более 0,10 мм.
1.10*. По вершинам и впадинам витка резьбы труб и ниппелей допускается закругление радиусом не более 0,25 мм.
________________
* Действует на территории Российской Федерации.
Значения радиусов по вершинам и впадинам профиля резьбы и углов наклона боковых сторон профиля даны для проектирования резьбообразующего инструмента и на готовых изделиях их не контролируют.
При этом должна быть обеспечена свинчиваемость ниппеля с трубой.
(Измененная редакция, Изм. N 4).
1.11. Овальность резьбы труб и ниппелей, расточек и проточек по диаметру не должна превышать:
0,5 мм - для труб и ниппелей диаметром 25-89 мм;
0,6 мм - для труб и ниппелей диаметром 108 мм и более.
Примеры условных обозначений
Труба обсадная безниппельная диаметром 73 мм, с правой резьбой, обычной точности, из материала группы прочности Д:
Труба обсадная БН 73-Д ГОСТ 6238-77
То же, повышенной точности изготовления:
Труба обсадная БН 73 П-Д ГОСТ 6238-77
То же, с левой резьбой:
Труба обсадная БН 73 П-Л-Д ГОСТ 6238-77
То же, мерной длины (длиной 3000 мм):
Труба обсадная БН 73 Пх3000-Л-Д ГОСТ 6238-77
Труба обсадная ниппельного соединения диаметром 73 мм, с толщиной стенки 5 мм, из материала группы прочности Д:
Труба обсадная Н 73х5-Д ГОСТ 6238-77
То же, с толщиной стенки 4 мм:
Труба обсадная Н 73х4-Д ГОСТ 6238-77
То же, мерной длины (длиной 4500 мм):
Труба обсадная Н 73х4х4500-Д ГОСТ 6238-77
Труба колонковая диаметром 73 мм, с толщиной стенки 5 мм, длиной 3000 мм, из материала группы прочности К:
Труба колонковая К 73х5х3000-К ГОСТ 6238-77
То же, с толщиной стенки 4 мм:
Труба колонковая К 73х4х3000-К ГОСТ 6238-77
Ниппель наружным диаметром 73 мм из материала группы прочности Д:
Ниппель 73-Д ГОСТ 6238-77
(Измененная редакция, Изм. N 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Обсадные и колонковые трубы для геолого-разведочного бурения и ниппели к ним должны изготовляться в соответствии с требованиями настоящего стандарта.
2.2. На поверхности труб не допускаются трещины, плены, рванины и закаты.
Отдельные незначительные забоины, вмятины, риски, тонкий слой окалины, следы зачистки дефектов и мелкие плены допускаются, если они не выводят толщину стенки за пределы минусовых отклонений.
2.3. Обсадные и колонковые трубы и ниппели к ним изготовляют из стали групп прочности Д, К и М. Массовая доля серы и фосфора не должна превышать 0,045% каждого.
Обсадные и колонковые трубы группы прочности М изготовляют по согласованию изготовителя с потребителем.
Колонковые трубы диаметром 25-73 мм изготовляют холоднодеформированными.
(Измененная редакция, Изм. N 3).
2.4. Механические свойства труб и ниппелей должны соответствовать указанным в табл.5.
Таблица 5
Механические свойства стали | Норма для стали группы прочности, | ||
Д | К | М | |
Временное сопротивление | 638(65) | 687(70) | 862(87,9) |
Предел текучести | 373(38) | 490(50) | 758(77,3) |
Относительное удлинение | 16 | 12 | 12 |
Примечание*. На трубах группы прочности Д при соблюдении нормы предела текучести норма по пределу прочности не является браковочной характеристикой.
________________
* Действует на территории Российской Федерации.
(Измененная редакция, Изм. N 3, 4).
2.5. Резьба труб и ниппелей может быть правой и левой. Колонковые трубы изготовляют только с правой резьбой.
2.5а. Резьба труб и ниппелей должна быть гладкой без рванин и других дефектов, нарушающих ее непрерывность и прочность.
На поверхностях расточек и проточек резьбы допускаются следы от резьбонарезного инструмента.
(Измененная редакция, Изм. N 1, 3).
2.6. Геометрические оси резьб обоих концов ниппелей должны совпадать.
Отклонение от соосности в плоскости любого торца ниппеля не должно превышать 0,6 мм.
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы и ниппели принимают партиями. Партия должна состоять из труб или ниппелей одного размера и одной группы прочности и должна быть оформлена одним документом о качестве по ГОСТ 10692 с дополнениями:
наименование изделий и их обозначение;
номер партии, количество труб и ниппелей.
Количество труб или ниппелей в партии не должно превышать 300 шт.
(Измененная редакция, Изм. N 1).
3.2. Проверке внешнего вида и размеров, а также правильности исполнения резьбы подвергают каждую трубу и каждый ниппель партии.
3.3. Для контроля механических свойств от партии отбирают одну трубу или один ниппель.
3.4. Для проверки соосности осей резьбы отбирают не менее 10% ниппелей от партии.
3.4а. Для проверки овальности по диаметру резьбы труб и ниппелей, расточек и проточек отбирают не менее 20% труб и ниппелей от партии.
(Введен дополнительно, Изм. N 3).
3.5. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний являются окончательными и распространяются на всю партию.
3.6. При получении неудовлетворительных результатов испытаний по соосности проверке подвергают каждый ниппель.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Осмотр поверхности труб и ниппелей проводят визуально. Проверка глубины допускаемых дефектов проводится надпиловкой поверхности или иным способом в одном-трех местах трубы или ниппеля.
4.2. Кривизну труб проверяют поверочной линейкой по ГОСТ 8026 с набором щупов по НД.
(Измененная редакция, Изм. N 2).
4.3. Испытание на растяжение проводят по ГОСТ 10006 на продольном коротком пропорциональном образце. Скорость передвижения активного захвата до предела текучести - не более 10 мм/мин, за пределом текучести - не более 40 мм/мин.
Допускается вместо испытания на растяжение пользоваться неразрушающими, а также статистическими методами контроля по нормативным документам, утвержденным в установленном порядке.
При разногласиях в оценке уровня механических свойств испытание проводят по ГОСТ 10006.
4.4. Химический состав стали проверяют при разногласиях по ГОСТ 22536.0 - ГОСТ 22536.6. Пробы для определения химического состава стали отбирают по ГОСТ 7565.
4.5. Проверку соосности резьб ниппелей проводят по НД.
4.6. Проверка правильности исполнения резьб должна проводиться калибрами в соответствии с требованиями, приведенными в НД. Допускается навинчивание резьбового проходного калибра с моментом не более 12 кг·м.
При нарезании резьбы специализированным резьбонарезным инструментом (плашками, гребенками), позволяющим производить одновременное формирование наружного и внутреннего диаметров резьбы, контроль резьбы труб и ниппелей проводят только резьбовыми калибрами. Контроль гладкими калибрами наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы, а также диаметров проточек и расточек осуществляют в технологическом процессе (до снятия труб и ниппелей со станка); на готовых изделиях контроль этих параметров не проводят.
(Измененная редакция, Изм. N 3).
4.7. Контроль наружного диаметра и овальности проводят гладкими микрометрами по ГОСТ 6507 или предельными калибрами по ГОСТ 18360.
Контроль толщины стенки проводят трубными микрометрами по ГОСТ 6507.
Контроль длины проводят рулеткой по ГОСТ 7502.
(Введен дополнительно, Изм. N 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Трубы поставляются комплектно с навинченными на один конец ниппелями. По требованию потребителя допускается поставка труб без ниппелей и отдельная поставка ниппелей.
При поставке труб с навинченными ниппелями допускается недовинченность ниппеля на величину до 3 мм.
(Измененная редакция, Изм. N 2).
5.2. На каждой трубе на расстоянии не более 500 мм от одного из концов должны быть поставлены товарный знак предприятия-изготовителя, размер наружного диаметра и группа прочности материала.
Ниппели, поставляемые отдельно, клеймят аналогично трубам.
Трубы и ниппели с левой резьбой должны иметь посередине широкий поясок, нанесенный светлой краской, с надписью "Лев".
На трубах и ниппелях повышенной точности изготовления наносят клеймо "П".
5.3. Резьба труб и ниппелей должна быть покрыта предохраняющей от коррозии смазкой.
5.4. Для предохранения резьбы от повреждений при транспортировании на концы труб и ниппелей навинчивают или плотно надевают предохранительные кольца или пробки.
При отправке ниппелей отдельно в контейнерах или ящиках предохранительные кольца не применяют.
5.5. Упаковка, транспортирование и хранение труб должны проводиться в соответствии с требованиями ГОСТ 10692.
5.6. (Исключен, Изм. N 1).
Электронный текст документа
и сверен по:
Трубы металлические и соединительные
части к ним. Часть 2. Трубы нарезные:
Сб. ГОСТов. - , 2010
{kind=link}