ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ

НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТР
70628.3—
2023 (ИСО 4427-3:2019)
Трубопроводы из пластмасс для водоснабжения, дренажа и напорной канализации
ПОЛИЭТИЛЕН (ПЭ)
Часть 3
Фитинги
(ISO 4427-3:2019, MOD)
Издание официальное
Москва Российский институт стандартизации 2023
Предисловие
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью «Группа ПОЛИПЛАСТИК» (ООО «Группа ПОЛИПЛАСТИК») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 241 «Трубы, фитинги и другие изделия из пластмасс, методы испытаний»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 26 января 2023 г. № 52-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 4427-3:2019 «Трубопроводы из пластмасс для водоснабжения, дренажа и напорной канализации. Полиэтилен (ПЭ). Часть 3. Фитинги» [ISO 4427-3:2019 «Plastics piping systems for water supply, and for drainage and sewerage under pressure — Polyethylene (PE) — Part 3: Fittings», MOD] путем изменения его структуры для приведения в соответствие с правилами, установленными в ГОСТ 1.5—2001 (подразделы 4.2 и 4.3). При этом дополнительные фразы, включенные в текст стандарта для учета потребностей национальной экономики Российской Федерации, выделены курсивом.
Перечень технических отклонений, внесенных в содержание настоящего стандарта при его модификации по отношению к применимому международному стандарту, приводят в дополнительном приложении ДА.
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДБ.
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта приведено в дополнительном приложении ДВ
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© ISO, 2019 © Оформление. ФГБУ «Институт стандартизации», 2023
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Содержание
1 Область применения
2 Нормативные ссылки
3 Термины и определения
4 Обозначения и сокращения
5 Материал
6 Основные характеристики
7 Геометрические характеристики
8 Механические характеристики
9 Физические характеристики
10 Химическая стойкость фитингов
11 Требования к системе
12 Маркировка
13 Упаковка и хранение
14 Правила приемки
15 Требования безопасности и охраны окружающей среды
16 Транспортирование и хранение
17 Гарантии изготовителя
Приложение А (обязательное) Фитинги с раструбом
Приложение В (обязательное) Сборные фитинги заводского изготовления
Приложение С (справочное) Примеры типовых контактных узлов фитингов с закладными нагревателями
Приложение ДА (справочное) Перечень технических отклонений, внесенных в содержание настоящего стандарта при его модификации по отношению к примененному международному стандарту
Приложение ДБ (справочное) Сведения о соответствии ссылочных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Приложение ДВ (справочное) Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта
Библиография
Введение
Стандарты серии ГОСТ Р 70628 определяют требования к трубопроводной системе и ее элементам, изготовленным из полиэтилена (ПЭ). Трубопроводная система предназначена для подземного, наземного и надземного применения, для транспортирования воды хозяйственно-питьевого назначения и воды до очистки, дренажа и канализации под давлением, вакуумных канализационных систем, а также для транспортирования воды, используемой в других целях.
Поскольку материалы ПЭ 40 и ПЭ 80 на территории Российской Федерации не производят, не классифицируют и не используют для напорных труб и фитингов, требования и показатели для данной композиции исключены из настоящего стандарта.
Элементы трубопроводной системы для хозяйственно-питьевого назначения должны соответствовать [7].
Введены требования к фитингам из материала ПЭ 100-RC.
Данная серия стандартов дополнена сроком службы изделий с учетом последних результатов исследований [2] и [3] и требованиями к классифицируемой длительной прочности.
Исключение ИСО 7-1, ИСО 228-1, ИСО 1133-1, ИСО 9624, ИСО 13951, ИСО 13953, ИСО 13954, ИСО 17885 и ЕН 681-1 обусловлено тем, что в Российской Федерации на национальном уровне аналогичные стандарты отсутствуют, а также в связи с тем, что часть из них носит справочный характер.
В настоящий стандарт не включены структурные элементы ИСО 4427-3:2019 (приложение D и приложение Е), которые идентичны приложениям ГОСТ Р 58121.3.
ГОСТ Р 70628.3—2023 (ИСО 4427-3:2019)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Трубопроводы из пластмасс для водоснабжения, дренажа и напорной канализации
ПОЛИЭТИЛЕН (ПЭ)
Часть 3
Фитинги
Plastics piping systems for water supply, and for drainage and sewerage under pressure.
Polyethylene (PE). Part 3. Fittings
Дата введения — 2023—12—01 с правом досрочного применения
1 Область применения
Настоящий стандарт устанавливает общие требования к фитингам из полиэтилена (ПЭ) со сроком службы не менее 100 лет для напорных трубопроводов подземной, наземной и надземной прокладки, предназначенных для транспортирования воды хозяйственно-питьевого назначения и воды до очистки, дренажа и канализации под давлением, вакуумных канализационных систем, а также транспортирования воды для других целей.
Примечание — Допускается применение фитингов для обустройства гидротехнических сооружений, в том числе для глубоководных выпусков, лежащих в воде, а также для трубопроводов, подвешенных под мостами.
В настоящем стандарте определены параметры испытаний для методов, указанных в нормативных ссылках.
В сочетании с другими стандартами серии ГОСТ Р 70628 настоящий стандарт применим к фитингам из ПЭ, их соединениям и соединениям с элементами трубопровода из ПЭ и других материалов, предназначенных для использования в следующих условиях:
а) с максимально допустимым рабочим давлением PFA не выше 25 бар* включительно;
Ь) с рабочей температурой от 0 °C до плюс 40 °C (эталонная температура плюс 20 °C).
Примечание — Указания по другим рабочим температурам приведены в ГОСТ Р 70628.1—2023 (приложение А).
Настоящий стандарт охватывает диапазон максимально допустимых рабочих давлений и содержит требования к цветовой гамме.
Примечание — Ответственность за правильный выбор условий эксплуатации с учетом требований нормативных актов, сводов правил и инструкций по монтажу несет потребитель или проектировщик.
В настоящем стандарте определены фитинги следующих типов:
а) сварные фитинги;
1) с закладными нагревателями,
2) с трубным концом (для сварки встык с использованием нагретого инструмента и для сварки при помощи фитингов с раструбными концами с закладными нагревателями),
* 1 бар = 0,1 МПа = 105 Па; 1 МПа = 1 Н/мм2.
Издание официальное
3) с раструбом (см. приложение А);
Ь) механические фитинги;
1) компрессионные фитинги,
2) фланцевые фитинги;
с) сборные фитинги заводского изготовления (см. приложение В).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы:
ГОСТ 12.3.030—83 Система стандартов безопасности труда. Переработка пластических масс. Требования безопасности
ГОСТ 2226 Мешки из бумаги и комбинированных материалов. Общие технические условия
ГОСТ 2991 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 5959 Ящики из листовых древесных материалов неразборные для грузов массой до 200 кг. Общие технические условия
ГОСТ 6211 Основные нормы взаимозаменяемости. Резьба трубная коническая
ГОСТ 6357 Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая
ГОСТ 7229 Кабели, провода и шнуры. Метод определения электрического сопротивления токопроводящих жил и проводников
ГОСТ 10198 Ящики деревянные для грузов массой св. 200 до 20000 кг. Общие технические условия
ГОСТ 11645 Пластмассы. Метод определения показателя текучести расплава термопластов
ГОСТ 12423 (ISO 291:2008) Пластмассы. Условия кондиционирования и испытания образцов (проб)
ГОСТ 13841 Ящики из гофрированного картона для химической продукции. Технические условия
ГОСТ 15150—69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15846 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 17811 Мешки полиэтиленовые для химической продукции. Технические условия.
ГОСТ 22235 Вагоны грузовые магистральных железных дорог колеи 1520 мм. Общие требования по обеспечению сохранности при производстве погрузочно-разгрузочных и маневровых работ
ГОСТ 30090 Мешки и мешочные ткани. Общие технические условия
ГОСТ ISO 1167-1 Трубы, соединительные детали и узлы соединений из термопластов для транспортирования жидких и газообразных сред. Определение стойкости к внутреннему давлению. Часть 1. Общий метод
ГОСТ ISO 1167-3 Трубы, соединительные детали и узлы соединений из термопластов для транспортирования жидких и газообразных сред. Определение стойкости к внутреннему давлению. Часть 3. Подготовка элементов соединений
ГОСТ ISO 1167-4 Трубы, соединительные детали и узлы соединений из термопластов для транспортирования жидких и газообразных сред. Определение стойкости к внутреннему давлению. Часть 4. Подготовка узлов соединений
ГОСТ ISO 11922-1—2018 Трубы из термопластов для транспортирования жидких и газообразных сред. Размеры и допуски. Часть 1. Метрическая серия
ГОСТ Р 15.301 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство
ГОСТ Р 56756 (ИСО 11357-6:2008) Пластмассы. Дифференциальная сканирующая калориметрия (ДСК). Часть 6. Определение времени окислительной индукции (изотермическое ВОИ) и температуры окислительной индукции (динамическая ТОЙ)
ГОСТ Р 58121.1—2018 (ИСО 4437-2:2014) Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ). Часть 1. Общие положения
ГОСТ Р 58121.2—2018 (ИСО 4437-2:2014) Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ). Часть 2. Трубы
ГОСТ Р 58121.3—2018 (ИСО 4437-3:2014) Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ). Часть 3. Фитинги
ГОСТ Р 70628.1—2023 (ИСО 4427-1:2019) Трубопроводы из пластмасс для водоснабжения, дренажа и напорной канализации. Полиэтилен (ПЭ). Часть 1. Общие требования
ГОСТ Р 70628.2—2023 (ИСО 4427-2:2019) Трубопроводы из пластмасс для водоснабжения, дренажа и напорной канализации. Полиэтилен (ПЭ). Часть 2. Трубы
ГОСТ Р 70628.5—2023 (ИСО 4427-5:2019) Трубопроводы из пластмасс для водоснабжения, дренажа и напорной канализации. Полиэтилен (ПЭ). Часть 5. Соответствие назначению системы
ГОСТ Р ИСО 3126 Трубопроводы из пластмасс. Пластмассовые элементы трубопровода. Определение размеров
ГОСТ Р ИСО 12176-1 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык
ГОСТ Р ИСО 12176-4 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 4. Кодирование трассируемости
ГОСТ Р ИСО 13950 Трубы и фитинги пластмассовые. Системы автоматического распознавания для выполнения соединений сваркой с закладными нагревателями.
ГОСТ Р ИСО 13957 Трубы и фитинги из пластмасс. Т-образные седловые отводы из полиэтилена (ПЭ). Метод определения стойкости к удару
СП 399.1325800 Системы водоснабжения и канализации наружные из полимерных материалов. Правила проектирования и монтажа
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов (сводов правил) в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины и определения
В настоящем стандарте применяют термины по ГОСТ Р 70628.1, а также следующие термины с соответствующими определениями:
3.1 фитинг с раструбом с закладным нагревателем (electrofusion socket fitting): Фитинг из полиэтилена, содержащий один или более закладных нагревательных элементов, для получения сварного соединения с трубным концом фитинга или трубой.
3.2 седловой фитинг с закладным нагревателем (electrofusion saddle fitting): Фитинг из полиэтилена, содержащий один или более закладных нагревательных элементов для создания сварного соединения с трубой.
3.2.1 Т-образный отвод (tapping tee): Седловой фитинг (с прижимом сверху или охватывающий трубу по окружности) со встроенным режущим инструментом для прорезания стенки напорной трубы, остающимся в корпусе отвода после монтажа.
3.2.2 седловой отвод (branch saddle): Седловой фитинг (с прижимом сверху или охватывающий трубу по окружности), требующий использования вспомогательного режущего инструмента для прорезания отверстия в стенке присоединяемой напорной трубы.
3.3 фитинг с трубным концом (spigot end fitting): Фитинг из полиэтилена, у которого наружный диаметр трубного конца равен номинальному наружному диаметру с/п присоединяемой трубы.
3.4 фитинг с раструбом (socket fusion fitting): Фитинг из полиэтилена, нагреваемый специальным инструментом для создания сварного соединения с трубой или трубным концом фитинга.
3.5 сборный фитинг заводского изготовления (fabricated fitting): Фитинг, изготовленный из труб и/или из отлитых под давлением фитингов.
Примечание — Фитинг, изготовленный из труб, соответствует требованиям ГОСТ Р 70628.2; фитинг, изготовленный под давлением фитингов, — положениям настоящего стандарта.
3.6 механический фитинг (mechanical fitting): Фитинг, имеющий, как правило, компрессионную (обжимную) часть для обеспечения поддержания давления, герметичности и стойкости к осевым нагрузкам при монтаже труб из полиэтилена друг с другом или с другим элементом трубопровода.
Примечания
1 Фитинг может создавать радиальное сжимающее усилие (компрессионный фитинг) или осевое сжимающее усилие (фланцевое соединение).
2 В целях предотвращения ползучести стенки трубы под действием радиальных сжимающих нагрузок могут быть использованы поддерживающие втулки, обеспечивающие постоянное крепление полиэтиленовой трубы. В некоторых случаях поддерживающая втулка способствует устойчивости к осевым нагрузкам.
3 Фитинг может обеспечить как разъемное, так и неразъемное соединение.
4 Поставка механического фитинга может быть осуществлена для монтажа на строительном объекте или в виде, предварительно смонтированном изготовителем.
4 Обозначения и сокращения
В настоящем стандарте применены обозначения и сокращения по ГОСТ Р 70628.1.
5 Материал
5.1 Композиция полиэтилена (ПЭ)
Композиция(и), из которой(ых) изготовлены фитинги, должна(ы) соответствовать ГОСТ Р 70628.1.
Несущие части фитингов из ПЭ, работающие под нагрузкой и изготовленные методом литья под давлением, должны быть выполнены только из первичного материала.
Не подверженные нагрузкам части фитингов из ПЭ должны быть изготовлены из первичного материала или из собственного переработанного материала из композиции с тем же MRS или смеси обоих материалов.
5.2 Материал для частей фитинга не из полиэтилена
5.2.1 Общие положенияВсе применяемые в производстве фитингов и конструкционных элементов материалы (в том числе эластомеры и металлы) должны быть устойчивы к воздействию внешней и транспортируемой сред и должны соответствовать расчетному сроку службы не менее установленного для труб по ГОСТ Р 70628.2, для которых они предназначены:
- в течение всего срока хранения;
- при воздействии транспортируемой среды;
- с учетом воздействия условий эксплуатации и окружающей среды.
Другие материалы, используемые в фитингах и контактирующие с трубами из ПЭ (например, консистентные смазки), не должны отрицательно влиять на характеристики трубы или инициировать образование трещин при напряжении.
5.2.2 Металлические детали
Металлические части фитинга должны быть защищены от коррозии согласно нормативным документам и/или технической документации изготовителя.
При использовании различных металлов в изделии должны быть приняты меры для защиты таких изделий от электрохимической коррозии.
5.2.3 Эластомеры
Эластомерные материалы, используемые для изготовления уплотнений, должны соответствовать нормативным документам и/или технической документации изготовителя.
5.2.4 Другие материалы
Консистентные или жидкие смазочные материалы не должны проникать в зону сварки и оказывать влияние на долговременные характеристики труб и фитингов, а также на качество воды.
6 Основные характеристики
6.1 Внешний вид
При осмотре без применения увеличительных приборов внутренние и наружные поверхности должны быть гладкими и ровными, без царапин, раковин и других дефектов поверхности, за исключением следов от формующего инструмента и механической обработки.
Допускаются выступы от удаленных литников.
6.2 Конструкция
Конструкция фитинга с закладным нагревателем или уплотнительным кольцом должна обеспечивать отсутствие смещения нагревательных или уплотнительных элементов при монтаже фитинга в соответствии с рекомендациями изготовителя.
6.3 Цвет
Полиэтиленовая часть фитинга должна быть черного цвета. Для сборных фитингов заводского изготовления цветовые характеристики труб должны соответствовать приведенным в ГОСТ Р 70628.2.
Синий цвет маркировочных полос предназначен только для транспортирования воды.
6.4 Электрические характеристики фитингов с закладными нагревателями
Электрическая защита должна быть обеспечена в процессе сварки в зависимости от значения напряжения и силы тока, а также от характеристик применяемого источника электроэнергии.
При монтаже фитинга в соответствии с инструкцией изготовителя и сборочного оборудования не допускается прямой контакт человека с деталями при напряжении выше 25 В.
Примечания
1 Фитинг в процессе сварки является частью электрической цепи.
Допуск на электрическое сопротивление фитинга устанавливает изготовитель для температуры (23 ± 5) °C. Сопротивление должно быть в пределах от номинального сопротивления (минус 10 %) до номинального сопротивления (+10 %) + 0,1 Ом.
2 0,1 Ом является принятым значением контактного сопротивления.
Обработка поверхности контактных клемм должна обеспечивать минимальное контактное сопротивление с учетом допуска.
Примечание — Примеры типовых контактных узлов фитингов с закладными нагревателями приведены в приложении С.
6 .5 Внешний вид сварного соединения сборного фитинга заводского изготовления
При визуальном осмотре без применения увеличительных приборов сварного соединения на наружной и внутренней поверхностях трубы и фитинга не должны наблюдаться выделения на поверхности расплава за границами фитинга, кроме тех, которые изготовитель фитингов рассматривает как приемлемые или используемые в качестве маркера сварки.
При выполнении сварки в соответствии с инструкциями изготовителя выделение на поверхность расплава не должно приводить к смещению спиралей закладного нагревателя, что может вызвать короткое замыкание. Коробление внутренней поверхности соединяемых труб не допускается.
6 .6 Влияние на качество воды
Фитинги, предназначенные для транспортирования воды хозяйственно-питьевого назначения, должны быть изготовлены из композиций, удовлетворяющих требованиям ГОСТ Р 70628.1—2023 (раздел 6).
7 Геометрические характеристики
7.1 Определение размеров
Размеры фитингов определяют в соответствии с ГОСТ Р ИСО 3126 с округлением в большую сторону до 0,1 мм. В случае разногласий измерения проводят не ранее чем через 24 ч после изготовления и после кондиционирования в течение не менее 4 ч при температуре (23 ± 2) °C.
Допускается проводить непрямые измерения ранее указанного времени для обеспечения контроля геометрических размеров на стадии производства, если корреляция результатов таких измерений доказана.
7.2 Размеры фитингов с раструбом с закладными нагревателями
7.2.1 Диаметры и длины раструба фитингов с закладными нагревателямиРазмеры, представленные на рисунке 1 и определенные в соответствии с 7.1, должны соответствовать указанным в таблице 1.

О1 — средний внутренний диаметр в зоне сварки, измеренный в плоскости, параллельной плоскости торца фитинга на расстоянии Z-з + 0,5 /_2; D2 — внутренний диаметр, являющийся минимальным диаметром проходного сечения фитинга, где D2 s (dn - 2emin); L1 — расчетная глубина захода трубы или трубного конца фитинга (не более половины полной длины фитинга в случае монтажа без внутреннего упора); L2 — номинальная длина зоны сварки, соответствующая длине зоны нагрева; L3 — номинальная длина холодной зоны (расстояние между входным отверстием фитинга и началом зоны сварки), где L3 s 5 мм
Рисунок 1 — Размеры раструба фитинга с закладными нагревателями
В миллиметрах
Таблица 1 — Размеры раструба фитинга с закладными нагревателями
Номинальный диаметр <УП | Глубина захода | Длина зоны сварки l~2 min | |
^-1 min | Ц max | ||
20 | 25 | 41 | 10 |
25 | 25 | 41 | 10 |
32 | 25 | 44 | 10 |
40 | 25 | 49 | 10 |
50 | 28 | 55 | 10 |
63 | 31 | 63 | 11 |
75 | 35 | 70 | 12 |
90 | 40 | 79 | 13 |
110 | 53 | 82 | 15 |
125 | 58 | 87 | 16 |
Окончание таблицы 1
В миллиметрах
Номинальный диаметр dn | Глубина захода | Длина зоны сварки 1~2 min | |
^•1 min | 1~1 max | ||
140 | 62 | 92 | 18 |
160 | 68 | 98 | 20 |
180 | 74 | 105 | 21 |
200 | 80 | 112 | 23 |
225 | 88 | 120 | 26 |
250 | 95 | 129 | 33 |
280 | 104 | 139 | 35 |
315 | 115 | 150 | 39 |
355 | 127 | 164 | 42 |
400 | 140 | 179 | 47 |
450 | 155 | 195 | 51 |
500 | 170 | 212 | 56 |
560 | 188 | 235 | 61 |
630 | 209 | 255 | 67 |
710 | 220 | 280 | 74 |
800 | 230 | 300 | 82 |
Средний внутренний диаметр в зоне сварки (см. О1 на рисунке 1) должен быть не менее dn.
Изготовитель должен указать фактические минимальное и максимальное значения О1 и определить их пригодность для изготовления сварного соединения и для испытаний системы в соответствии с ГОСТ Р 70628.5.
Когда фитинг имеет раструбы с разными номинальными диаметрами, каждый из них должен соответствовать требованиям по номинальному диаметру присоединяемого элемента трубопровода.
7.2.2 Толщины стенки
Изменения толщины стенки фитинга должны быть плавными в целях предотвращения возникновения концентрации напряжений.
а) Толщина стенки фитинга в любой точке Е должна быть больше или равна толщине стенки соответствующей трубы emin в любой части фитинга, расположенной на расстоянии не менее 2L1/3 от всех торцов, если фитинг и труба изготовлены из ПЭ с одинаковым значением MRS.
Если фитинг и соответствующая труба изготовлены из ПЭ с различными значениями MRS или CRS20 юО’ ПРИ выборе детали соотношение между толщиной стенки детали Е и толщиной стенки трубы emjn должно соответствовать таблице 2.
Таблица 2 — Соотношение между толщиной стенки фитинга Е и толщиной стенки трубы emjn
Материал | Соотношение между толщиной стенки фитинга Е и толщиной стенки трубы emin | |
Труба | Фитинг | |
ПЭ 80 | ПЭ 100 или ПЭ 100-RC | Е> 0,80 emin |
Примечание — Информация в таблице 2 приведена для выбора фитинга из ПЭ 100 или ПЭ 100-RC в случае необходимости ремонта уже эксплуатируемых трубопроводов из ПЭ 80.
b) Когда расчетная толщина стенки не удовлетворяет требованиям, приведенным в перечислении а), фитинг и его сварное соединение должны дополнительно соответствовать требованиям 8.5.
7.2.3 Овальность проходного отверстия фитинга (в любой точке)
Перед отгрузкой потребителю овальность внутреннего диаметра проходного сечения фитинга в любой точке не должна превышать 0,015 с/п.
7.2.4 Фитинги с трубными концами
Для фитингов, имеющих трубные концы (например, равнопроходной тройник с закладными нагревателями и трубным концом), размеры трубного конца должны соответствовать требованиям 7.4.
7.2.5 Другие размеры
Другие размерные характеристики фитингов, принятые каждым изготовителем, такие как габаритные или установочные размеры, должны соответствовать установленным в нормативных документах и/или технической документации изготовителя.
В случае соединения без внутреннего упора или соединения с легко удаляемым упором конструкция фитинга должна обеспечивать прохождение трубы сквозь фитинг.
7.3 Седловой отвод
Отводной патрубок Т-образного и седлового отводов должен иметь трубные концы, соответствующие 7.4, или раструбы с закладными нагревателями, соответствующие 7.2.
Все размеры седлового отвода, указанные на рисунке 2, должны быть установлены в нормативных документах и/или технической документации изготовителя. Размеры должны включать максимальную высоту седлового отвода Н, в случае Т-образного отвода — высоту отводного патрубка /71 или /72.
Примечание — Минимальный диаметр проходного сечения О2 может отличаться от аналогичного для фитингов с трубным концом, указанных в 7.4, по техническим и конструкционным причинам.

Н— высота седлового отвода, включающая расстояние от наружной поверхности трубы до верхней плоскости Т-образного или седлового отвода; Н1 — высота бокового отводного патрубка, включающая расстояние между осью трубы и осью отводного патрубка; Н2 — высота бокового отводного патрубка, включающая расстояние от наружной поверхности трубы до оси отводного патрубка; L — длина вылета бокового отводного патрубка, включающая расстояние между осью трубы и торцом отводного патрубка
Рисунок 2 — Размеры седловых фитингов с закладными нагревателями
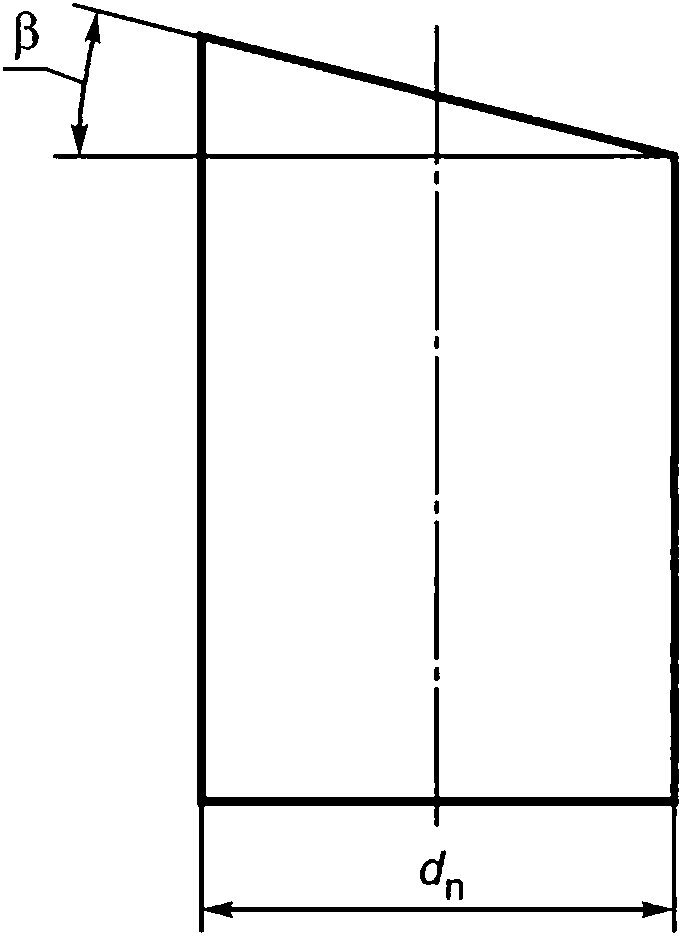
7.4 Размеры фитингов с трубным концом
7.4.1 Диаметры и длиныРазмеры, представленные на рисунке 3 и определенные согласно 7.1, должны соответствовать указанным в таблице 3.

а О1 измеряют в плоскости, параллельной плоскости торца фитинга на расстоянии не более L2 (длина цилиндрической части) трубного конца.
ь При измерении не учитывают сварочный упор (при наличии).
с Толщина, измеренная в любой точке фитинга.
d Измерение проводят в любой точке на максимальном расстоянии L1 (длина торцуемой поверхности) от торца, толщина должна быть равна толщине стенки (с учетом допуска), с которой фитинг должен быть сварен встык, толщины установлены в ГОСТ Р 70628.2—2023 (таблица 2). Толщина Е1 для небольших размеров должна быть не менее 4 мм.
е Длина является исходной глубиной трубного конца, необходимой для сварки встык или повторной сварки, и может быть получена путем соединения трубы с трубным концом фитинга при условии, что толщина стенки трубы равна Е1 по всей длине.
f Длина является исходной длиной под сварку и должна удовлетворять следующим условиям в любой комбинации: использование зажимов (при сварке встык), соединение с закладным нагревателем, сборка с фитингом с раструбом, применение механической скобы.
D1 — средний наружный диаметр трубного конца под сварку; D2 — минимальный внутренний диаметр проходного отверстия для прохождения транспортируемой среды через тело фитинга; Е — толщина стенки фитинга; Е1 — толщина стенки фитинга в зоне сварки; L1 — длина торцуемой поверхности трубного конца под сварку; 1_2 — длина цилиндрической части трубного конца под сварку
Рисунок 3 — Размеры фитинга с трубным концом
В миллиметрах
Таблица 3 — Размеры фитинга с трубным концом
Номинальный наружный диаметр трубного конца dn | Средний наружный диаметр конца под сварку1) | Минимальный внутренний диаметр2) | Соединение сваркой закладными нагревателями3) | Раструбное соединение | Сварное соединение встык | ||||||
Овальность | Длина торцуемой поверхности L1 | Длина трубного конца под сварку4) 1_2 | Длина трубного конца под сварку L2 | Овальность | Длина торцуемой поверхности L1 | Длина трубного конца под сварку 1_2 | |||||
min | max | min | max | min | min | min | max | min | Нормальная5) | Специальная6) | |
20 | 20,0 | 20,3 | 13 | 0,3 | 25 | 41 | 11 | — | — | — | — |
25 | 25,0 | 25,3 | 18 | 0,4 | 25 | 41 | 12,5 | — | — | — | — |
32 | 32,0 | 32,3 | 25 | 0,5 | 25 | 44 | 14,6 | — | — | — | — |
40 | 40,0 | 40,4 | 31 | 0,6 | 25 | 49 | 17 | — | — | — | — |
50 | 50,0 | 50,4 | 39 | 0,8 | 25 | 55 | 20 | — | — | — | — |
63 | 63,0 | 63,4 | 49 | 0,9 | 25 | 63 | 24 | 1,5 | 5 | 16 | 5 |
75 | 75,0 | 75,5 | 59 | 1,2 | 25 | 70 | 25 | 1,6 | 6 | 19 | 6 |
90 | 90,0 | 90,6 | 71 | 1,4 | 28 | 79 | 28 | 1,8 | 6 | 22 | 6 |
110 | 110,0 | 110,7 | 87 | 1,7 | 32 | 82 | 32 | 2,2 | 8 | 28 | 8 |
125 | 125,0 | 125,8 | 99 | 1,9 | 35 | 87 | 35 | 2,5 | 8 | 32 | 8 |
140 | 140,0 | 140,9 | 111 | 2,1 | 38 | 92 | — | 2,8 | 8 | 35 | 8 |
160 | 160,0 | 161,0 | 127 | 2,4 | 42 | 98 | — | 3,2 | 8 | 40 | 8 |
180 | 180,0 | 181,1 | 143 | 2,7 | 46 | 105 | — | 3,6 | 8 | 45 | 8 |
200 | 200,0 | 201,2 | 159 | 3,0 | 50 | 112 | — | 4,0 | 8 | 50 | 8 |
225 | 225,0 | 226,4 | 179 | 3,4 | 55 | 120 | — | 4,5 | 10 | 55 | 10 |
250 | 250,0 | 251,5 | 199 | 3,8 | 60 | 129 | — | 5,0 | 10 | 60 | 10 |
280 | 280,0 | 281,7 | 223 | 4,2 | 75 | 139 | — | 9,8 | 10 | 70 | 10 |
315 | 315,0 | 316,9 | 251 | 4,8 | 75 | 150 | — | 11,1 | 10 | 80 | 10 |
355 | 355,0 | 357,2 | 283 | 5,4 | 75 | 164 | — | 12,5 | 10 | 90 | 12 |
400 | 400,0 | 402,4 | 319 | 6,0 | 75 | 179 | — | 14,0 | 10 | 95 | 12 |
ГОСТ Р 70628.3—2023
Окончание таблицы 3
В миллиметрах
Номинальный наружный диаметр трубного конца dn | Средний наружный диаметр конца под сварку1) Di | Минимальный внутренний диаметр2) о2 | Соединение сваркой закладными нагревателями3) | Раструбное соединение | Сварное соединение встык | ||||||
Овальность | Длина торцуемой поверхности /_1 | Длина трубного конца под сварку4) 1_2 | Длина трубного конца под сварку L2 | Овальность | Длина торцуемой поверхности /_1 | Длина трубного конца под сварку L2 | |||||
min | max | min | max | min | min | min | max | min | Нормальная5) | Специальная6) | |
450 | 450,0 | 452,7 | 359 | 6,8 | 100 | 195 | — | 15,6 | 15 | 60 | 15 |
500 | 500,0 | 503,0 | 399 | 7,5 | 100 | 212 | — | 17,5 | 20 | 60 | 15 |
560 | 560,0 | 563,4 | 447 | 8,4 | 100 | 235 | — | 19,6 | 20 | 60 | 15 |
630 | 630,0 | 633,8 | 503 | 9,5 | 100 | 255 | — | 22,1 | 20 | 60 | 20 |
710 | 710,0 | 714,9 | 567 | 10,6 | 125 | 280 | — | 24,8 | 20 | 60 | 20 |
800 | 800,0 | 805,0 | 639 | 12,0 | 125 | 300 | — | 28,0 | 20 | 60 | 20 |
900 | 900,0 | 908,1 | 719 | — | — | — | — | 31,5 | 20 | 60 | 20 |
1000 | 1000,0 | 1009,0 | 801 | — | — | — | — | 35,0 | 20 | 60 | 20 |
1200 | 1200 | 1210,8 | 1005 | — | — | — | — | 42,0 | 20 | 60 | 20 |
ГОСТ Р 70628.3—2023
7.4.2 Толщина стенки конца под сварку
Толщина стенки конца под сварку Е1 должна быть не менее минимальной толщины стенки трубы, но не менее 4 мм.
Допускается уменьшение толщины, например, между торцевой плоскостью и параллельной ей плоскостью, расположенной на расстоянии не более 0,01 de + 1 мм.
Допуск на толщину стенки Е1 в любой точке должен соответствовать допуску для толщины стенки, установленному в ГОСТ Р 70628.2—2023 (таблица 2).
7.4.3 Толщина стенки корпуса фитинга
Толщина стенки корпуса фитинга Е, измеренная в любой точке, должна быть не менее номинальной толщины стенки трубы еп.
Любые изменения толщины стенки в теле фитинга должны быть плавными для предотвращения концентрации напряжений.
7.4.4 Другие размеры
Другие размерные характеристики фитингов, принятые каждым изготовителем, такие как габаритные размеры или требования к зажимным устройствам, должны быть установлены в нормативных документах и/или технической документации изготовителя.
7.5 Размеры фитингов с раструбом
Характеристики и размеры представлены в приложении А.
7.6 Размеры сборных фитингов заводского изготовления
Характеристики и размеры представлены в приложении В.
7.7 Конструкция и размеры механических фитингов
7.7.1 Общие требованияВ случае механических соединений узел сборки ПЭ труб и фитингов должен быть изготовлен в соответствии с нормативными документами и/или технической документации изготовителя механических фитингов.
Механические фитинги должны обеспечивать сборку с трубами по ГОСТ Р 70628.2.
Если механические фитинги предназначены для соединения с патрубками фитингов, следует учитывать длину трубного конца под сварку L2 и длину торцуемой поверхности под сварку L1 (см. таблицу 3).
Фитинги должны быть спроектированы и изготовлены для возможности подземной, наземной и надземной прокладок. Предварительно собранные в заводских условиях механические фитинги не должны быть подвержены разбору.
Конструкция фитингов не должна приводить к деформации труб при монтаже.
При сборке фитингов не допускается нанесение резьбы на трубах.
7.7.2 Механические фитинги с трубными концами из полиэтилена
Трубные концы из ПЭ должны соответствовать требованиям 7.4.
7.7.3 Механические фитинги с раструбами с закладными нагревателями
Раструб с закладным нагревателем должен соответствовать требованиям 7.2.
7.7.4 Типы резьбы
Резьба на металлических концах в зависимости от применения должна соответствовать требованиям стандартов на резьбы, например ГОСТ 6211 и ГОСТ 6357.
7.8 Размеры втулок под фланец и фланцевых адаптеров
Размеры втулок под фланец и фланцевых адаптеров должны соответствовать нормативным документам и/или технической документации изготовителя.
8 Механические характеристики
8.1 Общие требования
Фитинги должны быть испытаны в сборе с трубами, соответствующими ГОСТ Р 70628.2 и/или с фитингами согласно настоящему стандарту.
Сборка образцов труб и фитингов должна быть проведена в соответствии с технической документацией и/или инструкциями изготовителя с учетом производственных и установочных допусков и экстремальных условий сварки, описанных в ГОСТ Р 70628.5.
8.2 Кондиционирование
Перед испытанием в соответствии с данными таблицы 4 образцы кондиционируют при температуре (23 ± 2) °C по ГОСТ 12423 в течение не менее 3 ч, если в применяемом методе испытания не установлено иное.
8.3 Требования
Механические характеристики фитингов должны соответствовать требованиям таблицы 4, как установлено для следующих видов фитингов:
- А — фитинги с раструбом с закладным нагревателем и фитинги с раструбом;
- В — седловые фитинги с закладными нагревателями;
- С — фитинги с трубным концом;
- D — механические фитинги.
Механические фитинги должны соответствовать нормативным документам и/или технической документации изготовителя и данным таблицы 4 в части стойкости к внутреннему гидростатическому давлению. Узел сборки ПЭ труб и механических фитингов должен быть изготовлен в соответствии с технической документацией изготовителя.
Таблица 4 — Механические характеристики
Показатель | Требование | Параметры испытания | Метод испытания | ||
Параметр | Значение | ||||
Стойкость к внутреннему гидростатическому давлению (100 ч при температуре 20 °C) | Без разрушения в процессе ис-пытания каждого испытуемого образца | Заглушки | Тип А по ГОСТ ISO 1167-1 | По ГОСТ ISO 1167-1, ГОСТ ISO 1167-4 | |
Ориентация | Свободная | ||||
Время кондиционирования | В соответствии с ГОСТ ISO 1167-1 | ||||
Количество образцов для испытания1) | 3 | ||||
Среда испытания2) | Вода в воде | ||||
Кольцевое напряжение в трубе3) | ПЭ 100 или ПЭ 100-RC | 12,0 МПа | |||
Время испытания | 100 ч | ||||
Температура испытания | 20 °C | ||||
Стойкость к внутреннему гидростатическому давлению (165 ч при температуре 80 °C) | Без разрушения в процессе ис-пытания каждого испытуемого об-разца4) | Заглушки | Тип А по ГОСТ ISO 1167-1 | По ГОСТ ISO 1167-1, ГОСТ ISO 1167-4 | |
Ориентация | Свободная | ||||
Время кондиционирования | В соответствии с ГОСТ ISO 1167-1 | ||||
Количество образцов для испытания1) | 3 | ||||
Среда испытания2) | Вода в воде | ||||
Кольцевое напряжение в трубе3) | ПЭ 100 или ПЭ 100-RC | 5,4 МПа | |||
Время испытания | 165 ч | ||||
Температура испытания | 80 °C | ||||
Продолжение таблицы 4
Показатель | Требование | Параметры испытания | Метод испытания | ||
Параметр | Значение | ||||
Стойкость к внутреннему гидростатическому давлению (1000 ч при температуре 80 °C) | Без разрушения в процессе ис-пытания каждого испытуемого образца | Заглушки | Тип А ГОСТ ISO 1167-1 | По ГОСТ ISO 1167-1, ГОСТ ISO 1167-4 | |
Ориентация | Свободная | ||||
Время кондиционирования при температуре испытания | В соответствии с ГОСТ ISO 1167-1 | ||||
Количество образцов для испытания1) | 1 | ||||
Среда испытания2) | Вода в воде | ||||
Стойкость к внутреннему гидростатическому давлению (1000 ч при температуре 80 °C) | Без разрушения в процессе испытания каждого испытуемого образца | Кольцевое напряжение в трубе3) | ПЭ 100 или ПЭ 100-RC | 5,0 МПа | По ГОСТ ISO 1167-1, ГОСТ ISO 1167-4 |
Время испытания | 1000 ч | ||||
Температура испытания | 80 °C | ||||
Модуль деформационного упрочнения5) | <Gp> 50,0 МПа | Образец для испытания | Прессованная пластина, полученная из трубы6) | По приложению ДА ГОСТР 70628.1— 2023 | |
Температура испытания | 80 °C | ||||
Толщина образца | 300 мкм | ||||
Скорость испытания | 20 мм/мин | ||||
Количество испытуемых образцов | 5 | ||||
Стойкость к расслоению и стойкость к отрыву (А) | Длина хрупкого разрушения7) <L2/3 | Температура испытания | 23 °C | По ГОСТР 58121.1— 2018 (приложение ДБ), ГОСТ Р 58121.3— 2018 (приложение ДА) | |
Количество образцов для испытания1)’8) | В соответствии с ГОСТР 58121.1—2018 (приложение ДБ) и ГОСТ Р 58121.3—2018 (приложение ДА) | ||||
Стойкость сварного соединения к отрыву (В)9) | Поверхность хрупкого разрушения l_d < 50 % и Ad < 25 % | Температура испытания | 23 °C | По ГОСТР 58121.3— 2018 (приложение ДБ) | |
Количество образцов для испытания1)-8) | В соответствии с ГОСТР 58121.3—2018 (приложение ДБ) | ||||
Стойкость к осевому растяжению сварного стыкового соединения (С)1°) | До разрушения: пластическое соответствует; хрупкое не соответствует | Температура испытания | 23 °C | По ГОСТР 58121.1— 2018 (приложение ДД) | |
Количество образцов для испытания1)-8) | В соответствии с ГОСТР 58121.1 | ||||
Окончание таблицы 4
Показатель | Требование | Параметры испытания | Метод испытания | |
Параметр | Значение | |||
Стойкость к удару (В): только Т-образные отводы | Без разрушения, сохранение герметичности | Температура испытания | 0 °C | По ГОСТР 58121.3— 2018 (приложение ДВ) |
Высота падения | 2 м | |||
Масса бойка | 2,5 кг | |||
Количество образцов для испытания1) | В соответствии с ГОСТ Р 58121.3—2018 (приложение ДВ) | |||
Примечание — Каждый узел должен быть изготовлен из элементов (труб и фитингов) одного номинального давления. | ||||
8.4 Условия проведения повторных испытаний
Хрупкое разрушение до истечения 165 ч считают отрицательным результатом. Однако, если произошло пластическое разрушение, проводят повторные испытания при пониженном напряжении в целях достижения минимального требуемого времени для выбранного напряжения, полученного из графика напряжение/время, контрольные значения которого установлены в таблице 5.
Таблица 5 — Параметры испытания при повторных испытаниях на стойкость к внутреннему давлению при температуре 80 °C
ПЭ 100 или ПЭ 100-RC | |
Напряжение, МПа | Время испытания, ч |
5,4 | 165 |
5,3 | 256 |
5,2 | 399 |
5,1 | 629 |
5,0 | 1000 |
8.5 Требования к эксплуатационным характеристикам фитингов
Седловые фитинги с закладными нагревателями должны дополнительно соответствовать требованиям таблицы 6 в случае применения условий по перечислению Ь) 7.2.2.
Таблица 6 — Требования, относящиеся к эксплуатационным характеристикам фитингов
Показатель | Требование | Параметры испытания | Метод испытания | |
Параметр | Значение | |||
Стойкость к непрерывно возрастающему внутреннему давлению | Разрушающее давление должно быть больше, чем давление, эквивалентное 2 MRS или 2 CRS20 100, рассчитанное для наиболее толстостенных труб, для которых фитинги разработаны | Заглушки | Тип А по ГОСТ ISO 1167-1 | По ГОСТР 58121.3—2018 (приложение С) |
Ориентация | Свободная | |||
Время кондиционирования при температуре испытания | 12 | |||
Среда испытания | Вода в воде | |||
Минимальное давление: труба ПЭ 100 или ПЭ 100-RC, SDR 11 | 40 бар | |||
Скорость повышения давления | 5 бар/мин | |||
Температура испытания | 20 °C | |||
Стойкость к воздействию растягивающей нагрузки | Сохранение герметичности после удлинения трубы на 25 % | Температура испытания | 23 °C | По ГОСТР 58121.3—2018 (приложение D) |
Примечание — 1 бар = 0,1 МПа = 105 Па; 1 МПа = 1 Н/мм2.
9 Физические характеристики
9.1 Кондиционирование
Перед испытанием в соответствии с данными таблицы 7 образцы кондиционируют при температуре (23 ± 2) °C по ГОСТ 12423 в течение не менее 3 ч, если в применяемом методе испытания не установлено иное.
9.2 Требования
Физические характеристики фитингов должны соответствовать требованиям таблицы 7.
Механические фитинги должны соответствовать нормативным документам и/или технической документации изготовителя.
Таблица 7 — Физические характеристики
Показатель | Требование | Параметры испытания | Метод испытания | |
Параметр | Значение | |||
Термостабильность (время окислительной индукции) | > 20 мин | Температура испытания | 200 °C2) | По ГОСТ Р 56756 |
Количество образцов для испытания1^ | 3 | |||
Атмосфера испытания | Кислород | |||
Окончание таблицы 7
Показатель | Требование | Параметры испытания | Метод испытания | |
Параметр | Значение | |||
Показатель текучести расплава (ПТР) | ± 20 % изме-нение ПТР от значения партии, использованной при изготовлении фитинга | Нагрузка | 5 кг | По ГОСТ 11645 |
Температура испытания | 190 °C | |||
Время | 10 мин | |||
Количество образцов для испытания1) | По ГОСТ 11645 | |||
1> Указанного количества образцов для испытания достаточно для подтверждения соответствия требованиям, приведенным в настоящей таблице. 2) Испытания могут быть проведены при температуре 210 °C или 220 °C при условии, что существует четкая корреляция с результатами испытаний при температуре 200 °C. В случае разногласий испытания проводят при температуре 200 °C. | ||||
10 Химическая стойкость фитингов
Применение фитингов для транспортирования жидкости, отличной от воды, должно быть согласовано между изготовителем и потребителем.
Примечание — Информация по стойкости ПЭ труб к химическим веществам приведена в [5] (приложение 1), [6] и [7]. Данное руководство рассматривает только химическую стойкость изделий, не подвергающихся нагрузкам, и может потребоваться проведение дополнительных испытаний для оценки суммарного влияния химикатов и нагрузки. Для случаев, не указанных в [6] и [7], рекомендуется провести испытания согласно [8] и [9].
11 Требования к системе
При соединении фитингов, соответствующих требованиям настоящего стандарта, друг с другом или с элементами трубопровода согласно другим стандартам серии ГОСТ Р 70628 полученные соединения должны соответствовать ГОСТ Р 70628.5.
12 Маркировка
12.1 Общие требования
Все фитинги должны иметь маркировку в соответствии с 12.2.
Маркировка на изделии должна быть долговечной, разборчивой и не должна приводить к трещинам или иным видам повреждений.
Если символы нанесены средствами печати, цвет печатной информации должен отличаться от основного цвета труб.
Размер маркировки должен обеспечивать возможность считывания без применения увеличительных приборов.
Примечание — Изготовитель не несет ответственности за маркировку, ставшую неразборчивой в результате следующих действий при монтаже и эксплуатации: окрашивание, зачистка поверхности, использование покрытия элементов или очищающих средств и т. д., за исключением согласованных или установленных изготовителем.
Маркировка не должна выходить за пределы минимальной длины трубного конца фитинга.
12.2 Минимальная требуемая маркировка
Минимальная требуемая маркировка должна соответствовать данным таблицы 8.
Для сборных фитингов заводского изготовления маркировка должна наноситься на изделие и/или этикету и содержать, по крайней мере, идентификационные данные изготовителя (наименование или обозначение) и номинальное давление PN7. Другая информация может быть согласована между изготовителем и потребителем.
Таблица 8 — Минимальная требуемая маркировка
Показатель | Маркировка или обозначение |
Обозначение стандарта | ГОСТ Р 70628.3 |
Условное обозначение фитинга без наименования изделия1) | Подраздел 12.4 (наименование и/или обозначение) |
Идентификация изготовителя | Полное наименование изготовителя2^ |
Информация изготовителя | 3) |
Номинальный наружный диаметр(ы) фитинга dn | Например, 110 |
Материал и обозначение | ПЭ 100, ПЭ 100-RC1) |
Область применения | Например, вода или канализация |
Применимый диапазон SDR для привариваемой трубы1) | Например, SDR 11 |
Применяемый диапазон SDR свариваемой трубы (только для фитингов с закладными нагревателями) | Например, SDR 11 — SDR 263) |
| |
12.3 Дополнительная маркировка
Дополнительная информация, относящаяся к условиям сварки (например, время сварки и охлаждения) или к крутящему моменту (только для механических фитингов), может быть приведена на этикетке, прикрепляемой к фитингу или предоставляемой отдельно от фитинга.
Информация о кодах должна быть указана в соответствии с ГОСТ Р ИСО 12176-4.
12.4 Условное обозначение
Условное обозначение состоит: из наименования фитинга, типа материала (ПЭ 100), обозначения транспортируемой среды, номинального(ых) диаметра(ов) (присоединительного) фитинга, стандартного размерного отношения (SDR) трубы, обозначения настоящего стандарта.
Пример условного обозначения —
Тройник неравнопроходный ПЭ 100 вода 160 х 110 SDR 11 ГОСТ Р 70628.3—2023.
12.5 Система распознавания параметров сварки
Фитинги с закладными нагревателями должны иметь цифровую, электромеханическую или само-регулируемую системы распознавания параметров сварки в соответствии с ГОСТ Р ИСО 13950, предназначенные для определения параметров цикла сварки в целях обеспечения безопасности процесса сварки.
При использовании автоматического распознавания параметров сварки для фитингов с закладными нагревателями сварка должна быть выполнена в соответствии с ГОСТ Р ИСО 13950.
Если для цифрового распознавания использованы штрихкоды, то этикетка со штрихкодом должна быть приклеена к фитингу и защищена от повреждения.
Примечание — В [10] определен 2О-код, который также позволяет распознавать параметры сварки.
13 Упаковка и хранение
Фитинги упаковывают в индивидуальную и/или групповую тару.
В качестве транспортной тары используют:
- полиэтиленовые мешки по ГОСТ 17811, бумажные мешки по ГОСТ 2226 или мешки по ГОСТ 30090; горловину мешков прошивают или заваривают, допускается при отправках автомобильным транспортом горловину мешков завязывать;
- мягкие контейнеры (полипропиленовые) по нормативным документам;
- ящики из картона по ГОСТ 13841;
- деревянные ящики по ГОСТ 2991, ГОСТ 10198, ГОСТ 5959.
Детали с закладными нагревателями должны быть упакованы в индивидуальную тару: полимерные мешки, исключающие попадание влаги. Горловину мешков заваривают.
Допускается использование другой тары по прочности не ниже указанной.
Детали, предназначенные для транспортирования в районы Крайнего Севера и приравненные к ним местности, упаковывают по ГОСТ 15846 в дощатые плотные ящики типов 111-1, III-2 и решетчатые типа VI-2 по ГОСТ 2991, а также типов II-2, II-3 по ГОСТ 10198.
При транспортировании малыми партиями железнодорожным транспортом детали упаковывают по ГОСТ 15846 в дощатые плотные ящики типов 111-1, III-2 и решетчатые типа VI-2 по ГОСТ2991, а также типов II-2, II-3 по ГОСТ 10198.
Допускается крупногабаритные детали с трубным концом диаметром от 630 мм не упаковывать, но обеспечивать заглушками.
Картонная упаковка и/или индивидуальный пакет должны иметь не менее одной этикетки, на которой указаны наименование изготовителя, тип и размер детали, количество единиц изделий в таре и условия хранения, включая предельное время хранения, если оно предусмотрено.
Рекомендуется хранить фитинги в оригинальной упаковке до момента монтажа.
14 Правила приемки
14.1 Настоящий раздел устанавливает правила подтверждения соответствия фитингов установленным требованиям.
14.2 Фитинги принимают партиями. Партией считают количество фитингов одной конструкции и одного размера, изготовленных из одной марки сырья, сдаваемых одновременно и сопровождаемых одним документом о качестве. Размер партии устанавливается изготовителем и не должен превышать:
1000 — для фитингов диаметром 90 мм и менее;
500 — для фитингов диаметром от 110 до 225 мм;
200 — для фитингов диаметром от 315 до 500 мм;
100 — для фитингов диаметром более 500 мм.
Документ о качестве должен содержать:
- полное наименование предприятия-изготовителя с указанием ИНН (при наличии — товарный знак);
- местонахождение (юридический и фактический адреса) предприятия-изготовителя;
- условное обозначение;
- номер партии и дату изготовления (день/период, месяц, год); если фитинги изготавливаются несколько дней — указывается период, в течение которого они изготавливались;
- размер партии (шт.);
- марку ПЭ;
- условия хранения и гарантийный срок;
- сведения о сертификате соответствия (включает в себя № ... и период действия);
- результаты испытаний:
- приемо-сдаточных (полученное значение или номер протокола и даты),
- периодических (с указанием номера протокола и даты);
- дату выдачи документа о качестве;
- лицо, ответственное за выпуск (подписавшее документ о качестве), которое должно быть идентифицировано по должности и ФИО.
14. 3 Для проведения испытаний на соответствие фитингов требованиям настоящего стандарта проводят приемо-сдаточные, периодические и типовые испытания.
Для проведения испытаний выбирают по одному представителю от типа фитинга А, В, С или D из каждой группы фитингов по номинальному наружному диаметру: группа 1 — менее 75 мм; группа 2 — от 75 до 225 мм; группа 3 — от 250 мм до 630 мм; группа 4 — от 710 мм до 1600 мм; группа 5 — от 1800 мм и выше. Результаты испытаний распространяют на всю группу диаметров с любым стандартным размерным отношением SDR.
14. 4 При постановке на производство проводят типовые испытания по показателям, указанным в таблице 9.
При получении неудовлетворительных результатов типовых испытаний проводят повторные испытания по показателю несоответствия на удвоенном количестве образцов. В случае неудовлетворительных результатов повторных типовых испытаний продукцию считают не соответствующей требованиям настоящего стандарта.
Таблица 9 — Типовые испытания
Показатель | Метод испытания | Количество образцов |
Внешний вид | Подраздел 6.1 | 5 образцов одного диаметра от группы и каждого типа фитинга |
Цвет | Подраздел 6.3 | 5 образцов одного диаметра от группы и каждого типа фитинга |
Электрические характеристики (А), (В) | По ГОСТ 7229 | 5 образцов одного диаметра каждого типа фитинга |
Гэометрические характеристики | По ГОСТР ИСО 3126 | 5 образцов каждого диаметра от группы и каждого типа |
Термостабильность (время окислительной индукции) | По ГОСТ Р 56756 | 1 образец1) одного размера от группы и каждого типа фитинга |
Стойкость к внутреннему гидростатическому давлению (100 ч при температуре 20 °C) | По ГОСТ ИСО 1167-1, ГОСТ ИСО 1167-2 | 3 образца2)-3)'4)’5) одного размера от группы и каждого типа фитинга |
Стойкость к внутреннему гидростатическому давлению (165ч при температуре 80 °C)6) (С) | По ГОСТ ИСО 1167-1, ГОСТ ИСО 1167-2 | 1 образец2) одного размера от группы и каждого типа фитинга |
Стойкость к внутреннему гидростатическому давлению (1000 ч при температуре 80 °C) | По ГОСТ ИСО 1167-1, ГОСТ ИСО 1167-2 | 1 образец2)’3)’4)’5) одного размера от группы и каждого типа фитинга |
Модуль деформационного упрочнения7) | По ГОСТ Р 70628.5— 2023 (приложение ДА) | 1 образец одного размера от группы и каждого типа фитинга |
Стойкость к расслоению и стойкость к отрыву (А) | По ГОСТР 58121.1—2018 (приложение ДБ) и по ГОСТР 58121.3—2018 (приложение ДА) | 1 образец одного размера от группы каждого типа фитинга |
Стойкость сварного соединения к отрыву (В) | По ГОСТ Р 58121.3— 2018 (приложение ДА) | 1 образец одного размера от группы и каждого типа фитинга |
Стойкость к осевому растяжению сварного стыкового соединения (С)5) | По ГОСТ Р 58121.1— 2018 (приложение ДД) | 1 образец одного размера от группы фитинга |
Стойкость к удару (В): только Т-образные отводы8) | По ГОСТ Р ИСО 13957 | 1 образец одного размера от группы фитинга |
Стойкость к непрерывно возрастающему внутреннему давлению (А)8) | По ГОСТ Р 58121.3— 2018 (приложение С) | 3 образца2) одного размера и каждого типа фитинга |
Окончание таблицы 9
Показатель | Метод испытания | Количество образцов |
Стойкость к воздействию растягивающей нагрузки (А)8) | По ГОСТ Р 58121.3— 2018 (приложение ДД) | 1 образец2) одного размера и каждого типа фитинга |
Показатель текучести расплава | По ГОСТ 11645 | 1 образец одного размера от группы каждого типа фитинга |
Испытательные образцы отбирают с поверхности фитинга, образующей сварное соединение при сварке. 2> Для фитингов групп размеров 3, 4 и 5 испытания проводят на одном образце. Испытания фитингов для групп 4 и 5 проводят на одном фитинге наибольшего размера производимого изготовителем диапазона. Корреляция результатов с фитингами меньшего размера должна быть подтверждена теоретическими расчетами или результатами испытаний. 4) Для dn > 450 мм испытание может быть проведено в среде «вода в воздухе». В случае разногласий испытание должно быть проведено в среде «вода в воде». 5) Для фитингов типа В dn> 450 мм допускаются альтернативные методы испытания (например, повышение давления через отводной патрубок седлового отвода). Применяют только для фитингов групп размеров 2 и 3, включая dn 450 мм. 7> Только для фитингов из ПЭ 100-RC. 8) Не применяется для групп размеров 4 и 5. | ||
14. 5 Приемо-сдаточные испытания проводят на каждой партии по показателям, указанным в таблице 10.
Отбор образцов для проведения испытания проводят методом случайной выборки. Объем пробы зависит от количества образцов для каждого вида испытаний. Допускается формировать объем выборки равномерно в процессе производства.
Если при приемо-сдаточных испытаниях как минимум один образец по какому-либо показателю не соответствует требованиям настоящего стандарта, то проводят повторные испытания по этому показателю на удвоенном количестве образцов, отобранных от той же партии. В случае неудовлетворительных результатов повторных испытаний партию бракуют.
Таблица 10 — Приемо-сдаточные испытания
Показатель | Метод испытания | Количество проб |
Внешний вид | Подраздел 6.1 | Три пробы от партии |
Цвет | Подраздел 6.3 | Три пробы от партии |
Электрические характеристики (А), (В) | По ГОСТ 7229 | 10 % от объема партии, но не менее трех проб |
Гэометрические характеристики | По ГОСТ РИСО 3126 | Три пробы от партии |
14. 6 Для контроля стабильности качества продукции и возможности продолжения ее выпуска проводят периодические испытания по показателям, указанным в таблице 11.
Для проведения испытаний от партии фитингов отбирают пробы методом случайной выборки. Объем пробы зависит от количества образцов для каждого вида испытаний. Допускается формировать объем выборки равномерно в процессе производства.
Периодические испытания проводят на выборке, отобранной от партии, прошедшей приемосдаточные испытания.
При получении неудовлетворительных результатов периодических испытаний проводят повторные испытания по показателю несоответствия на удвоенном количестве образцов. В случае получения неудовлетворительных результатов повторных периодических испытаний партию фитингов бракуют. Выпуск продукции может быть продолжен после выявления и устранения причин, приведших к несоответствию, и получения положительного результата испытаний по данному показателю.
Таблица 11 — Периодические испытания
Показатель | Метод испытания | Количество проб/частота контроля |
Стойкость к внутреннему гидростатическому давлению (1000 ч при температуре 80 °C)1)’ 2) | ПоГОСТИСО 1167-1, ГОСТИСО 1167-2 | Одна проба3) одного диаметра от группы и каждого типа/один раз в год |
Стойкость к внутреннему гидростатическому давлению (165 ч при температуре 80 °C) | ПоГОСТИСО 1167-1, ГОСТ ИСО 1167-2 | Одна проба1) одного диаметра от группы и каждого типа/один раз в год |
Термостабильность (время окислительной индукции) | По ГОСТ Р 56756 | Одна проба одного диаметра от группы и каждого типа/один раз в год |
Стойкость к расслоению и стойкость к отрыву (А) | По ГОСТР 58121.1—2018 (приложение ДБ) и ГОСТ Р 58121.3—2018 (приложение ДА) | Одна проба одного диаметра, каждого типа/один раз в год |
Стойкость к осевому растяжению сварного стыкового соединения (С) | По ГОСТ Р 58121.1—2018 (приложение ДД) | Одна проба одного диаметра, каждого типа/один раз в год |
Стойкость к удару (В) только Т-образные отводы4) | По ГОСТ Р ИСО 13957 | Одна проба одного диаметра, каждого типа/один раз в год |
Стойкость к непрерывно возрастающему внутреннему давлению (А)4) | По ГОСТ Р 58121.3—2018 (приложение С) | Одна проба одного диаметра, каждого типа/один раз в год |
Стойкость к воздействию растягивающей нагрузки (А)4) | По ГОСТ Р 58121.1—2018 (приложение Д) | Одна проба одного диаметра, каждого типа/один раз в год |
| ||
15 Требования безопасности и охраны окружающей среды
15.1 Основные требования безопасности технологических процессов, хранения и транспортирования химических веществ должны соответствовать приведенным в ГОСТ 12.3.030.
15.2 Образующиеся при производстве фитингов твердые отходы не токсичны, обезвреживания не требуют, подлежат уничтожению в соответствии с санитарно-эпидемиологическими нормами, предусматривающими порядок накопления, транспортирования, обезвреживания промышленных отходов.
15.3 Относительно использования, транспортирования и хранения фитингов специальные условия к охране окружающей среды не применяются.
16 Транспортирование и хранение
16.1 Фитинги транспортируют любым видом транспорта в соответствии с правилами перевозки грузов и техническими условиями размещения и крепления грузов, действующими на данном виде транспорта, а также по ГОСТ 22235 — на железнодорожном виде транспорта.
Фитинги транспортируют в районы Крайнего Севера и приравненные к ним местности по ГОСТ 15846.
Для погрузочно-разгрузочных работ используют автопогрузчики, краны, тельферы, а также другие грузоподъемные механизмы.
Допускается транспортирование фитингов без упаковки по согласованию с потребителем.
16.2 Фитинги хранят по ГОСТ 15150—69 (раздел 10) в условиях 5 (навесы в макроклиматических районах с умеренным и холодным климатом) и должны быть защищены от воздействия прямых солнечных лучей. При хранении в отапливаемых помещениях детали хранят на расстоянии не менее 1 м от нагревательных приборов. Допускается хранение фитингов без упаковки по ГОСТ 15150—69 (раздел 10) в условиях 5 (навесы в макроклиматических районах с умеренным и холодным климатом) без упаковки.
Допускается хранение фитингов в условиях 8 (открытые площадки в макроклиматических районах с умеренным и холодным климатом), при этом фитинги с закладными нагревателями должны быть защищены от попадания влаги, например: при хранении в индивидуальных герметичных полиэтиленовых пакетах до момента их использования.
16.3 Условия транспортирования и хранения фитингов должны исключать возможность их механического повреждения, деформации, загрязнения.
17 Гарантии изготовителя
17.1 Изготовитель гарантирует соответствие фитингов требованиям настоящего стандарта при соблюдении условий хранения.
17.2 Гарантийный срок — два года с даты продажи.
Приложение А (обязательное)
Фитинги с раструбом
Размеры фитингов с раструбом должны соответствовать требованиям таблиц А.1 и А.2. Внутренний диаметр в основании фитинга не должен превышать диаметр на входе (см. рисунок А.1).
Таблица А.1 — Размеры раструба для фитингов номинального размера от 16 до 63 мм включительно
В миллиметрах
Номинальный размер DN/OD | Номинальный внутренний диаметр раструба dn | Средний внутренний диаметр раструба | Оваль-ность | Минимальный проход D3 | Базовая длина раструба ^■min | Нагреваемая длина раструба | Глубина захода трубы в раструб | |||||
на входе | в основании | L-2,5 | L | L-3,5 | L-1 | |||||||
^1 min | ^1 max | min | D2 max | max | 1~2 min | l~2 max | min | l~3 max | ||||
16 | 16 | 15,2 | 15,5 | 15,1 | 15,4 | 0,4 | 9 | 13,3 | 10,8 | 13,3 | 9,8 | 12,3 |
20 | 20 | 19,2 | 19,5 | 19,0 | 19,3 | 0,4 | 13 | 14,5 | 12,0 | 14,5 | 11,0 | 13,5 |
25 | 25 | 24,1 | 24,5 | 23,9 | 24,3 | 0,4 | 18 | 16,0 | 13,5 | 16,0 | 12,5 | 15,0 |
32 | 32 | 31,1 | 31,5 | 30,9 | 31,2 | 0,5 | 25 | 18,1 | 15,6 | 18,1 | 14,6 | 17,1 |
40 | 40 | 39,1 | 39,4 | 38,8 | 39,2 | 0,5 | 31 | 20,5 | 18,0 | 20,5 | 17,0 | 19,5 |
50 | 50 | 48,9 | 49,4 | 48,7 | 49,2 | 0,6 | 39 | 23,5 | 21,0 | 23,5 | 20,0 | 22,5 |
63 | 63 | 62,01) | 62,41) | 61,6 | 62,1 | 0,6 | 49 | 27,4 | 24,9 | 27,4 | 23,9 | 26,4 |
Примечание — Максимальное значение L2 = L, мм; минимальное значение рассчитывают как L2 — L — 2,5 мм. Максимальное значение L3 = L - 1 мм и минимальное значение /_3 = L- 3,5 мм.
1) При применении зажимов для восстановления первоначальной формы трубы максимальный диаметр 62,4 мм может быть увеличен на 0,1 мм до значения 62,5 мм. И наоборот, при применении зачистки минимальный диаметр может быть уменьшен на 0,1 до 61,9 мм.
Таблица А.2 — Размеры раструба для фитингов номинального размера от 75 до 125 мм включительно
В миллиметрах
Номинальный размер DN/OD | Средний наружный диаметр трубы | Номи-нальный внутренний диаметр раструба dn | Средний внутренний диаметр раструба | Овальность | cP Минимальный проход | -Г" Базовая длина раструба | Нагреваемая длина раструба | Глубина захода трубы в раструб | ||||||
на входе | в основании | L-4 | L | L-5 | L- 1 | |||||||||
detn min | dem max | ^1 min | &2 min | ^2 min | ^2 max | max | 1~2 min | l~2 max | 1~3 min | l~3 max | ||||
75 | 75,0 | 75,5 | 75 | 74,3 | 74,8 | 73,0 | 73,5 | 0,7 | 59 | 30 | 26 | 30 | 25 | 29 |
90 | 90,0 | 90,6 | 90 | 89,3 | 89,9 | 87,9 | 88,5 | 1,0 | 71 | 33 | 29 | 33 | 28 | 32 |
110 | 110,0 | 110,6 | 110 | 109,4 | 110,0 | 107,7 | 108,3 | 1,0 | 87 | 37 | 33 | 37 | 32 | 36 |
125 | 125,0 | 125,6 | 125 | 124,4 | 125,0 | 122,6 | 123,2 | 1,0 | 99 | 40 | 36 | 40 | 35 | 39 |
Примечание — Максимальное значение L2 = L, мм, минимальное значение рассчитывают как L2 = L - 4 мм; максимальное значение L3 = L - 1 мм и минимальное значение L3 = L - 5 мм.

— средний внутренний диаметр входного отверстия раструба, т. е. средний диаметр окружности расширяющейся части раструба на пересечении с плоскостью входного отверстия раструба; D2 — средний внутренний диаметр основания раструба, т. е. средний диаметр окружности в плоскости, параллельной плоскости входного отверстия на расстоянии L, которое является базовой длиной раструба; D3 — минимальное проходное сечение, т. е. минимальный диаметр канала для прохождения транспортируемой среды внутри фитинга; de — наружный диаметр трубы; L — базовая длина раструба, т. е. теоретическая минимальная длина раструба, используемая при расчетах; L1 — фактическая длина раструба от входного отверстия до внутреннего упора (при наличии); L2 — нагреваемая длина фитинга, т. е. длина проникновения нагретого инструмента в раструб; L3 — глубина захода, т. е. глубина захода нагретого конца трубы в раструб; Ц — нагреваемая длина трубы, т. е. глубина проникновения конца трубы в нагретый инструмент
Рисунок А.1 — Раструб и труба
Приложение В (обязательное)
Сборные фитинги заводского изготовления
В.1 Общие требования
Сборные фитинги заводского изготовления должны соответствовать данным таблиц В.1 и В.2.
Для размеров свыше DN 630 включительно требования к стойкости к постоянному гидростатическому давлению при температуре 20 °C и 80 °C, установленные в таблице В.1, допускается оценивать непрямыми измерениями, если корреляция результатов таких измерений подтверждена и установлена в нормативных документах и/ или технической документации изготовителя. Косвенный метод испытания согласовывается между изготовителем и потребителем.
Трубы, используемые для изготовления сборных фитингов, должны соответствовать ГОСТР 70628.2, а оборудование для сварки встык — ГОСТ Р ИСО 12176-1.
Настоящее приложение применяется только к сборным фитингам, изготовленным сваркой встык. Если использованы другие методы сварки (например, сварка ручным экструдером), необходимо учитывать дополнительные коэффициенты снижения номинального давления.
Номинальное давление PN сборных фитингов следует определять на основе PN использованных труб и геометрических коэффициентов снижения номинального давления, приведенных в В.З и В.5.
Изготовитель несет ответственность за конструкцию и номинальное давление фитингов, а также за подтверждение соответствия заявленному PN. Номинальное давление и коэффициенты снижения номинального давления /’должны быть указаны в нормативных документах и/или технической документации изготовителя. Минимальные требования к испытаниям для подтверждения характеристик конструкции сборных фитингов приведены в таблице В.1.
Допускается изготавливать сборные фитинги из литьевых фитингов или из труб с более низким значением SDR, толщину стенок которых подвергают внутренней механической обработке до требуемого значения SDR. Для таких сборных фитингов коэффициенты снижения номинального давления могут отличаться от коэффициентов, приведенных в настоящем приложении.
Требования к внешнему виду сборных фитингов должны быть установлены в нормативных документах или технической документации изготовителя. Номинальное давление PN сборных фитингов должно быть указано на изделии, этикетке или на упаковке.
Таблица В.1 — Требования к эксплуатации сборных фитингов заводского изготовления
Размеры в миллиметрах
Показатель | Требования | Параметры испытаний | Метод испытания | |
Параметр | Значение | |||
Стойкость к внутреннему гидростатическому давлению при температуре 20 °C | Без разрушения в процессе испытания каждого испытуе-мого образца | Заглушки | Тип А1) | По ГОСТ ISO 1167-1, ГОСТ ISO 1167-2 |
Время кондиционирования | В соответствии с ГОСТ ISO 1167-1 | |||
Количество испытуемых образцов2) | 3 | |||
Среда испытания3) | Вода в воде | |||
Температура испытания | 20 °C | |||
Время испытания | 100 ч | |||
Кольцевое напряжение4); для ПЭ 100 или ПЭ 100-RC | 12,0 МПа • f | |||
Окончание таблицы В. 1
Показатель | Требования | Параметры испытаний | Метод испытания | |
Параметр | Значение | |||
Стойкость к внутреннему гидростатическому давлению при температуре 80 °C | Без разрушения в процессе испытания каждого испытуе-мого образца | Заглушки | Тип А1) | По ГОСТ ISO 1167-1, ГОСТ ISO 1167-2 |
Время кондиционирования | В соответствии с ГОСТ ISO 1167-1 | |||
Количество испытуемых образцов2) | 1 | |||
Среда испытания3) | Вода в воде3) | |||
Температура испытания | 80 °C | |||
Время испытания | 1000 ч5) | |||
Кольцевое напряжение4); для ПЭ 100 или ПЭ 100-RC | 5,0 МПа • f | |||
Стойкость к осевому растяжению сварного стыкового соединения5) | До разрушения: пластическое — соответствует, хрупкое — не соответствует | Температура испытания Количество испытуемых образцов 2 | 23 °C В соответствии с ГОСТР 58121.1—2018 (приложение ДД) | По ГОСТР 58121.1—2018 (приложение ДД) |
Примечание — f— заявленный коэффициент снижения номинального давления испытуемого сборного фитинга.
| ||||
В.2 Размеры
Размеры сборных фитингов должны соответствовать приведенным в таблице В.2.
Допускается изготовление фитингов большего номинального наружного диаметра, размеры которых должны быть согласованы между изготовителем и потребителем.
Таблица В.2 — Размеры сборных фитингов заводского изготовления
В миллиметрах
Номинальный наружный диаметр dn | Минимальная длина трубного конца фитинга 1е | Номинальный радиус изгиба г | Номинальная длина отрезка Z | Номинальный угол фитинга а |
90 | 150 | В соответствии с заявленным изготовителем, например 1,5с/, 2d, 2,5с/, 3d | В соответствии с заявленной изготовителем | В соответствии с заявленным изготовителем и допуском ± 2°. Максимальный допуск для гнутых отводов должен быть не более ± 5° |
110 | 150 | |||
125 | 150 | |||
140 | 150 | |||
160 | 150 | |||
180 | 150 | |||
200 | 150 | |||
225 | 150 | |||
250 | 250 | |||
280 | 250 | |||
315 | 300 | |||
355 | 300 | |||
400 | 300 | |||
450 | 300 | |||
500 | 350 | |||
560 | 350 | |||
630 | 350 | |||
710 | 350 | |||
800 | 350 | |||
900 | 400 | |||
1000 | 400 | |||
1200 | 400 | |||
1400 | 550 | |||
1600 | 550 |
В.З Сегментный отвод
Отводы, изготовленные из сегментов труб, должны соответствовать представленным на рисунках В.1 и В.2 только в части установленных размеров. Другие размеры должны быть установлены в нормативных документах и/или технической документации изготовителя.


dn, /е и г и а должны соответствовать данным таблицы В.2; dn — номинальный наружный диаметр труб; /е — длина трубного конца для сварки, обеспечивающая следующее (в любой комбинации): использование зажимов (при сварке встык); соединение с закладным нагревателем; сборку с фитингом с раструбом; применение механической скобы; г— номинальный радиус изгиба; z — номинальная длина отрезка; а — номинальный угол фитинга
Рисунок В.1 — Сегментный отвод
Для отводов, изготовленных из сегментов труб, PN устанавливают с учетом коэффициента снижения номинального давления в соответствии с формулой
(В.1)
PN = fB-PNpipe.
где fB — коэффициент снижения давления, связанный с конструкцией сегментного отвода в соответствии с данными таблицы В.З;
PN^ — номинальное давление трубы.
Значения fB в таблице В.З были установлены практикой в зависимости от угла среза и на основании результатов испытаний в соответствии сданными таблицы В.1.

Р — угол среза (не более 15°); dn — номинальный наружный диаметр Рисунок В.2 — Конструкция сегмента
Таблица В.З — Размеры сборного фитинга заводского изготовления
Угол среза р | Коэффициент снижения номинального давления fB |
<7,5° | 1,0 |
7,5° <р< 15° | 0,8 |
Примечание — Требования относительно fB необходимо понимать следующим образом: чтобы обеспечить соответствие PN сегментного отвода PN соединяемых труб, сегментный отвод с углом среза более 7,5° должен быть изготовлен из труб с меньшим SDR (большей толщиной стенки), чем SDR соединимых труб. К примеру, для соединения труб из ПЭ 100 или ПЭ 100-RC с SDR 17 и PN 10 для изготовления сегментного отвода следует использовать трубы из ПЭ 100 или ПЭ 100-RC с SDR 13,6.
В.4 Гнутые отводы
Гнутые отводы из труб заводского изготовления должны соответствовать представленным на рисунке В.З только в части установленных размеров. Другие размеры должны быть установлены в нормативных документах и/или технической документации изготовителя.
Минимальная толщина стенки трубы после изгиба должна соответствовать ГОСТ Р 70628.2.
Методы разрушающего контроля могут быть использованы для подтверждения стабильности производственного процесса и для соответствия изделия настоящему стандарту.
Для отводов, изготовленных из труб, коэффициент снижения номинального давления не применяют, что должно быть подтверждено изготовителем на основе результатов испытаний в соответствии с таблицей В.1.

а) 90°

с/п, /е и г и а — значения показателей, соответствующие приведенным в таблице В.2; dn — номинальный наружный диаметр; /е — длина трубного конца для сварки, обеспечивающая следующее (в любой комбинации): использование зажимов (при сварке встык), соединение с закладным нагревателем, сборку с фитингом с раструбом, применение механической скобы; г— номинальный радиус изгиба; z — номинальная длина отрезка; a — номинальный угол фитинга, для которого должны быть приняты специальные меры для сохранения угла изгиба трубы при хранении и монтаже фитинга
Рисунок В.З — Гнутые отводы
В.5 Сегментные тройники
Сегментные тройники, изготовленные из сегментов труб, должны соответствовать приведенным на рисунке В.4 только в части указанных размеров. Другие размеры должны быть установлены в нормативных документах и/или технической документации изготовителя.


dn, /е и г и а — значения показателей, соответствующие приведенным в таблице В.2; dn — номинальный наружный диаметр; /е — длина трубного конца для сварки, обеспечивающая следующее (в любой комбинации): использование зажимов (при сварке встык), соединение с закладным нагревателем, сборку с фитингом с раструбом, применение механической скобы;
г— номинальный радиус изгиба; zv z2, z3 — номинальная длина отрезка к оси; а — номинальный угол монтажа (± 2°)
Рисунок В.4 — Сегментные тройники
Для тройников, изготовленных из сегментов труб, PN устанавливают с учетом коэффициента снижения номинального давления по формуле
(В.2)
PN = fT-PNpipe,
где fT — коэффициент снижения давления для тройников, равный 0,5;
PNpjpe — номинальное давление трубы.
fT установлено практикой на основании результатов испытаний в соответствии с данными таблицы В.1.
Примечание — Требования относительно fTнеобходимо понимать следующим образом: чтобы обеспечить соответствие PN сегментного тройника PN соединяемых труб, тройник должен быть изготовлен из труб с меньшим SDR (большей толщиной стенки), чем SDR соединимых труб. К примеру, для соединения труб из ПЭ 100 или ПЭ 100-RC с SDR 17 и PN 10 для изготовления сегментного тройника необходимо использовать трубы из ПЭ 100 с SDR 9 или ПЭ 100-RC.
Приложение С (справочное)
Примеры типовых контактных узлов фитингов с закладными нагревателями
С.1 Общие положения
На рисунках С.1 и С.2 приведены примеры типовых контактных узлов, применяемых при сварке напряжением < 48 В (типы А и В).
Размеры в миллиметрах

А — рабочая часть; — наружный диаметр защитной втулки, С1 >11,8; С2 — диаметр рабочей части клеммы, С2 = (4,00 ±0,1); С3 — внутренний диаметр защитной втулки, С3 = (9,5 ± 1,0); С4 — максимальный габаритный диаметр в основании клеммы, С4 < 6,0; Н— внутренняя глубина защитной втулки, Н> 12,0; — расстояние между торцом защитной втулки и рабочей частью
клеммы, = (3,2 ± 0,5); а — высота рабочей части клеммы Н2, соответствующая 7 < Н2 < Н -
Рисунок С.1 — Контактный узел типа А
Размеры в миллиметрах

А — рабочая часть; С1 — наружный диаметр защитной втулки, С1 = (13,00 ± 0,5); С2 — диаметр рабочей части клеммы, С2 = (4,70 ± 0,1); С3 — внутренний диаметр защитной втулки, С3 = 10,0~°,15; Н — внутренняя глубина защитной втулки, Н > 15,5; — расстояние между торцом защитной втулки и рабочей частью клеммы, = (4,5 ± 0,5)
Рисунок С.2 — Контактный узел типа В
На рисунке С.З приведен пример типового контактного узла, применяемого для сварки напряжением не выше 250 В включительно (тип С).
Размеры в миллиметрах

А — рабочая часть; С1 — наружный диаметр защитной втулки, С1 > (С3 ± 2,0); С2 — диаметр рабочей части клеммы, С2 > (2,0 ± 0,1); — расстояние между торцом защитной втулки и рабочей частью клеммы, должно быть достаточным, чтобы
обеспечить степень защиты IP 2Х (см. [11]); а — высота рабочей части клеммы Н2, соответствующая 7,0 < Н2
Рисунок С.З — Контактный узел типа С
Приложение ДА (справочное)
Перечень технических отклонений, внесенных в содержание настоящего стандарта при его модификации по отношению к примененному международному стандарту
Таблица ДА.1
Структурный элемент настоящего стандарта | Положения/структурный элемент примененного международного стандарта | Характеристика технических отклонений и причин их внесения |
Раздел 1 | Ь) с рабочей температурой 20 °C в качестве эталонной | Уточнен диапазон рабочих температур для однозначного применения изделий |
Подраздел 5.1 | Примечание — Поскольку ПЭ 40 обычно не используется в напорных системах, ISO/TC 138/ SC 2 намеревается исключить все ссылки на эту композицию при следующем пересмотре стандартов серии ИСО 4427 | Удалены требования к материалу ПЭ 40 и ПЭ 80, поскольку на территории России данный материал не производят, не классифицируют и не используют для напорных труб и фитингов |
Пункт 5.2.2 | Металлические части фитинга, подвергающиеся коррозии, должны иметь достаточную защиту для обеспечения долговечности и функционирования системы | Уточнены требования к защите от коррозии |
Пункт 5.2.3 | Эластомерные материалы, используемые для изготовления уплотнений, должны соответствовать ЕН 681-1 | Ссылка на ЕН 681-1 заменена на нормативные документы или техническую документацию изготовителя, т. к. данный стандарт не используют на территории России |
Подраздел 6.1 | При осмотре без применения увеличительных приборов внутренние и наружные поверхности фитингов должны быть гладкими и ровными, без царапин, раковин и других дефектов поверхности, при наличии которых фитинги не будут соответствовать требованиям настоящего стандарта | Уточнен внешний вид изделий |
Подраздел 6.2 | Конструкция фитинга должна обеспечивать монтаж без смещения витков закладного нагревателя и/или уплотнения | Уточнен вид изделий для однозначного понимания |
Подраздел 6.3 | Полиэтиленовая часть фитинга должна быть черного или синего цвета. Для сборных фитингов заводского изготовления цветовые характеристики труб должны соответствовать стандарту ИСО 4427-2:2019. Синий цвет предназначен только для транспортирования воды. Все компоненты, предназначенные для наземной прокладки, кроме черных, должны быть защищены от прямого ультрафиолетового излучения | Так как на территории России не выпускают и не применяют литьевые фитинги синего цвета, использование синего цвета ограничено |
Подраздел 6.4 | Допуск на электрическое сопротивление фитинга устанавливает изготовитель для температуры 23 °C | Уточнен допуск температуры |
Пункт 7.2.2 | Если фитинг и соответствующая труба изготовлены из ПЭ с различными значениями MRS, при выборе детали соотношение между толщиной стенки детали Е и толщиной стенки трубы emin должно соответствовать приведенному в таблице 2 | Добавлено CRS20 100 для возможности выбора корректного соотношения между толщиной стенки фитинга и толщиной стенки трубы, если они изготовлены из ПЭ с различными значениями CRS20100 |
Продолжение таблицы ДА. 1
Структурный элемент настоящего стандарта | Положения/структурный элемент примененного международного стандарта | Характеристика технических отклонений и причин их внесения |
Таблица 2 | См. таблицу 2 | Удалены требования к материалу ПЭ 80, поскольку на территории России данный материал не производят, не классифицируют и не используют для напорных труб и фитингов. Добавлена возможность применения фитингов из ПЭ 100-RC в связи с производством материала данного типа в России |
Пункт 7.2.2 | — | Дополнено примечанием на случай проведения ремонтных работ на трубопроводах, смонтированных до введения настоящего стандарта |
Рисунок 3, сноска d | Толщина Е1 для небольших размеров должна быть не менее 3 мм | Толщина стенки приведена в соответствии с требованиями СП 399.1325800 |
Таблица 3 | См. таблицу 3 | Расширен диапазон диаметров фитингов до 1200 мм. Добавлены параметры для dn 900, 1000 и 1200 мм |
Пункт 7.4.2 | Толщина стенки конца под сварку Е1 должна быть не менее минимальной толщины стенки трубы, но не менее 4 мм | Толщина стенки приведена в соответствии с требованиями СП 399.1325800 |
Пункт 7.7.1 | Механические фитинги должны соответствовать ИСО 17885 | Ссылка на ИСО 17885 заменена на нормативные документы или техническую документацию изготовителя, т. к. данный стандарт не используется на территории России |
Пункт 7.7.4 | ИСО 7-1 | Ссылка на ИСО 7-1 заменена на ГОСТ 6211, т. к. данный стандарт не используют на территории России |
ИСО 28-1 | Ссылка на ИСО 28-1 заменена на ГОСТ 6357, т. к. данный стандарт не используют на территории России | |
Пункт 7.8 | Размеры втулок под фланец и фланцевых адаптеров должны соответствовать ИСО 9624 | Ссылка на ИСО 9624 заменена на нормативные документы или техническую документацию изготовителя, т. к. данный стандарт не используют на территории России |
Подраздел 8.2 | Если иное не указано в применяемом методе испытания, образцы должны быть выдержаны до начала испытания при температуре (23 ± 2) °C | Дополнено временем кондиционирования для уточнения и исключения разногласий между заинтересованными сторонами, например органом по сертификации и испытательной лабораторией при проведении процедуры оценки соответствия |
Продолжение таблицы ДА. 1
Структурный элемент настоящего стандарта | Положения/структурный элемент примененного международного стандарта | Характеристика технических отклонений и причин их внесения |
Подраздел 8.3 | В случае механических фитингов должны применяться требования ИСО 17885 | Ссылка на ИСО 17885 заменена на нормативные документы или техническую документацию изготовителя, т. к. данный стандарт не используют на территории России |
См. подраздел 8.3 | Добавлены требования к механическим фитингам | |
Таблица 4 | Стойкость к внутреннему гидростатическому давлению (1000 ч при температуре 80 °C) | Изменено количество образцов в соответствии с устоявшейся практикой в России для минимизации затрат на проведение испытаний |
См. таблицу 4 | Удалены требования к материалу ПЭ 40 и ПЭ 80, поскольку на территории России данный материал не производят, не классифицируют и не используют для напорных труб и фитингов. Уточнены требования для ПЭ 100-RC | |
— | Добавлены требования к показателю модуля деформационного упрочнения для фитингов < Gp> > 50,0 МПа | |
Таблица 4, сноска 5) | — | Введено для уточнения, что испытание проводится для фитингов из ПЭ 100 |
Таблица 4, сноска 6) | — | Уточнение методики получения образцов |
Таблица 5 | См. таблицу 5 | Удалены требования к материалу ПЭ 40 и ПЭ 80, поскольку на территории России данный материал не производят, не классифицируют и не используют для напорных труб и фитингов. Уточнены требования для ПЭ 100-RC |
Подраздел 9.1 | Если не установлено иное применяемым методом испытаний, испытуемые образцы перед проведением испытаний должны кондиционироваться при температуре (23 ± 2) °C | Дополнено временем кондиционирования для уточнения и исключения разногласий между заинтересованными сторонами, например органом по сертификации и испытательной лабораторией при проведении процедуры оценки соответствия |
Подраздел 9.2 | В отношении механических фитингов следует применять требования ИСО 17885 | Ссылка на ИСО 17885 заменена на нормативные документы или техническую документацию изготовителя, т. к. данный стандарт не используют на территории России |
Окончание таблицы ДА. 1
Структурный элемент настоящего стандарта | Положения/структурный элемент примененного международного стандарта | Характеристика технических отклонений и причин их внесения |
Раздел 10 | Если для конкретного применения необходимо оценить химическую стойкость трубы, то она классифицируется в соответствии с ИСО 4433-1 и ИСО 4433-2. Примечание — Информация по стойкости полиэтиленовых труб к химическим веществам приведены в ISO/TR 10358 (см. [6]). Данное руководство рассматривает только химическую стойкость изделий, не подвергающихся нагрузкам, и может потребоваться проведение дополнительных испытаний для оценки суммарного влияния химикатов и нагрузки | Данный раздел переработан с учетом применяемой практики в России. Документы ИСО 4433 переведены в примечание, т. к. не применяются на территории России |
Таблица 8 | См. таблицу 8 | Таблица переработана для соответствия требованиям в России. Уточнены требования для ПЭ 100-RC |
Подраздел 12.3 | — | В стандартах на изделие введена необязательная маркировка для облегчения проведения сварочных работ |
Подраздел 12.4 | — | В стандартах на изделие введено условное обозначение для облегчения идентификации продукции |
Раздел 13 | Фитинги должны быть упакованы группой или защищены индивидуально, где это необходимо для предотвращения их порчи и загрязнения. Упаковка должна иметь по крайней мере одну этикетку с указанием наименования изготовителя, типа и размеров детали, количества единиц и любых специальных условий хранения | Требования к упаковке переработаны с учетом требований, применяемых в России |
Таблица В.1 | См. таблицу В.1 | Удалены требования к материалу ПЭ 40 и ПЭ 80, поскольку на территории России данный материал не производят, не классифицируют и не используют для напорных труб и фитингов |
Таблица В.1 | Стойкость к внутреннему гидростатическому давлению при температуре 80 °C и времени 1000 ч | Изменено количество образцов в соответствии с устоявшейся практикой в России для минимизации затрат на проведение испытаний |
Таблица В.З | См. сноску а | Сноска3 исключена для однозначной трактовки требований |
Раздел В.З | — | Введено примечание для облегчения интерпретации стандарта |
Раздел В.4 | — | Введено примечание для облегчения интерпретации стандарта |
Приложение ДБ (справочное)
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Таблица ДБ.1
Обозначение ссылочного национального, межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
ГОСТ ISO 1167-1—2013 | IDT | ISO 1167-1:2006 «Трубы, фитинги и узлы соединений из термопластов для транспортирования жидких и газообразных сред. Определение стойкости к внутреннему давлению. Часть 1. Общий метод» |
ГОСТ ISO 1167-3—2013 | IDT | ISO 1167-3:2007 «Трубы, фитинги и узлы соединений из термопластов для транспортирования жидких и газообразных сред. Определение стойкости к внутреннему давлению. Часть 3. Подготовка компонентов» |
ГОСТ ISO 1167-4—2013 | IDT | ISO 1167-4:2007 «Трубы, фитинги и узлы соединений из термопластов для транспортирования жидких и газообразных сред. Определение стойкости к внутреннему давлению. Часть 4. Подготовка узлов» |
ГОСТ Р 56756—2015 (ИСО 11357-6:2008) | MOD | ISO 11357-6:2008 «Пластмассы. Дифференциальная сканирующая калориметрия (ДСК). Часть 6. Определение времени окислительной индукции (изотермическое OIT) и температуры окислительной индукции (динамическая OIT)» |
ГОСТ Р 70628.1—2023 | MOD | ISO 4427-1:2019 «Трубопроводы из пластмасс для водоснабжения, дренажа и напорной канализации. Полиэтилен (ПЭ). Часть 1. Общие положения» |
ГОСТ Р 70628.2—2023 | MOD | ISO 4427-2:2019 «Трубопроводы из пластмасс для водоснабжения, дренажа и напорной канализации. Полиэтилен (ПЭ). Часть 2. Трубы» |
ГОСТ Р 70628.5—2023 | MOD | ISO 4427-5:2019 «Трубопроводы из пластмасс для водоснабжения, дренажа и напорной канализации. Полиэтилен (ПЭ). Часть 5. Соответствие назначению системы» |
ГОСТ Р ИСО 3126—2007 | IDT | ISO 3126:2005 «Трубопроводы из пластмасс. Пластмассовые элементы. Определение размеров» |
ГОСТ Р ИСО 12176-1—2021 | IDT | ISO 12176-1:2017 «Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык» |
ГОСТ Р ИСО 13957—2022 | IDT | ISO 13957:1997 «Трубы и фитинги из пластмасс. Тройники из полиэтилена (ПЭ). Метод испытания на ударопрочность» |
Примечание — В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов:
| ||
Приложение ДВ (справочное)
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта
Таблица ДВ.1
Структура настоящего стандарта | Структура международного стандарта ISO 4427-3:2019 |
1 Область применения | 1 Область применения |
2 Нормативные ссылки | 2 Нормативные ссылки |
3 Термины и определения | 3 Термины и определения |
4 Обозначения и сокращения | 4 Обозначения и сокращения |
5 Материалы | 5 Материалы |
6 Основные характеристики | 6 Общие характеристики |
7 Геометрические характеристики | 7 Геометрические характеристики |
8 Механические характеристики | 8 Механические характеристики |
9 Физические характеристики | 9 Физические характеристики |
10 Химическая стойкость фитингов, контактирующих с химическими веществами | 10 Химическая стойкость фитингов, контактирующих с химическими веществами |
11 Требование к системе | 11 Требование к системе |
12 Маркировка | 12 Маркировка |
13 Упаковка | 13 Упаковка |
14 Правила приемки* | — |
15 Требования безопасности и охраны окружающей среды* | — |
16 Хранение* | — |
17 Гарантия изготовителя* | — |
Приложение А Фитинги с раструбом | Приложение А Фитинги для сварки в раструб |
Приложение В Сборные фитинги заводского изготовления | Приложение В Фабрично изготовленные фитинги |
Приложение С Примеры типовых контактных узлов фитингов с закладными нагревателями | Приложение С Примеры типовых контактных узлов фитингов с закладными нагревателями |
— | Приложение D Метод испытания на определение стойкости к кратковременному воздействию внутреннего давления |
Приложение Е Метод испытания на определение стойкости к кра повременному воздействию вну|реннею давления | |
Приложение ДА Перечень технических отклонений, внесенных в содержание национального стандарта при его модификации по отношению к примененному международному стандарту | — |
Приложение ДБ Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте | — |
Окончание таблицы ДВ. 1
Структура настоящего стандарта | Структура международного стандарта ISO 4427-3:2019 |
Приложение ДВ Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта | — |
Библиография | Библиография |
| |
Библиография
[1] | Единые санитарно-эпидемиологические и гигиенические требования к продукции (товарам), подлежащей санитарно-эпидемиологическому надзору (контролю) | |
[2] | Schulte U., Hessel J. Restlebensdauer von Kunststoffrohren nach einer Betriebszeit von 41 Jahren, 3R international (45), Heft 9/2006 | |
[3] | Hoang E.M., Lowe D., (Exova UK) Lifetime prediction of a blue PE100 water pipe. Polym. Degrad. Stabil. 2008 August, 93 (8) pp. 1496—7503 | |
И] | ИСО 21751 (ISO 21751) | Трубы и фитинги из пластмасс. Определение стойкости сварных соединений с фитингами с закладными нагревателями к отрыву. Испытание при изгибе полоски (Plastics pipes and fittings — Decohesion test of electrofusion assemblies — Strip-bend test) |
[5] | Строительные нормы CH 550-82 | Инструкция по проектированию технологических трубопроводов из пластмассовых труб |
[6] | ISO/TR 10358 (ISO/TR 10358) | Трубы и фитинги пластмассовые. Сводная таблица классификации по химической стойкости (Plastics pipes and fittings — Combined chemical-resistance classification table) |
[7] | TR-19/2007 | Chemical Resistance of Thermoplastics Piping Materials |
[в] | ИСО 4433-1 (ISO 4433-1) | Трубы из термопластов. Устойчивость к воздействию жидких химикатов. Классификация. Часть 1. Метод испытания погружением (Thermoplastics pipes — Resistance to liquid chemicals — Classification — Part 1: Immersion test method) |
[9] | И CO 4433-2 (ISO 4433-2) | Трубы из термопластов. Устойчивость к воздействию жидких химикатов. Классификация. Часть 2. Полиолефиновые трубы (Thermoplastics pipes— Resistance to liquid chemicals — Classification — Part 2: Polyolefin pipes) |
[70] | ИСО 12176-5 (ISO 12176-5) | Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 5. Двухмерное кодирование компонентов и формат обмена данными для трубопроводных систем из полиэтилена (Plastics pipes and fittings — Equipment for fusion jointing polyethylene systems — Part 5: Two dimensional data coding of components and data exchange format for PE piping systems) |
[77] | МЭК 60529:1989 (IEC 60529:1989) | Степени защиты, обеспечиваемые корпусами (Код IP) [Degrees of protection provided by enclosures (IP Code)] |
УДК 678.5-462:620.162.4:006.354
ОКС 23.040.20
23.040.45
83.140.30
Ключевые слова: полиэтилен, трубы, фитинги, трубы для транспортирования воды, фитинги из полиэтилена, размеры, технические требования, механические характеристики, физические характеристики, правила подтверждения соответствия
Редактор Л. С. Зимилова Технический редактор И.Е. Черепкова Корректор Л. С. Лысенко Компьютерная верстка Е.А. Кондрашовой
Сдано в набор 27.01.2023. Подписано в печать 30.01.2023. Формат 60х841/8. Гарнитура Ариал. Усл. печ. л. 5,12. Уч.-изд. л. 4,61.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
1
) Допуски соответствуют классу В ГОСТ ISO 11922-1.
2
) Требования к О2 применяют только для фитингов с SDR 11 и выше.
3
) Фитинги с трубным концом, предназначенные для сварки с закладным нагревателем, могут быть использованы для сварки встык.
4
) Значения Z_2 (сварка закладными нагревателями) следующие:
- для dn < 90, L2 = 0,6 dn + 25 мм;
- для dn > 110 до dn < 710, L2 = dn/3 + 45 мм.
5
) Предпочтительный размер.
6
) Применяют для сборных фитингов заводского изготовления.
7
Для сборных фитингов заводского изготовления PN указано с учетом приложения В.
{kind=link}