ГОСТ Р 56685-2015
Группа Г18
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Магистральный трубопроводный транспорт нефти и нефтепродуктов
ДЕТАЛИ СОЕДИНИТЕЛЬНЫЕ ДИАМЕТРОМ ОТ 530 ДО 1220 мм
Общие технические условия
Trunk pipelines for oil and oil products transportation. Fittings for diameters from 530 to 1220 mm. General specifications
ОКС 23.040.40
ОКП 14 6900
Дата введения 2016-04-01
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "Научно-исследовательский институт транспорта нефти и нефтепродуктов Транснефть" (ООО "НИИ Транснефть")
2 ВНЕСЕН подкомитетом ПК 7 "Магистральный трубопроводный транспорт нефти и нефтепродуктов" Технического комитета по стандартизации ТК 23 "Нефтяная и газовая промышленность"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 3 ноября 2015 г. N 1689-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
В настоящем стандарте учтен опыт проектирования, строительства и эксплуатации магистральных нефтепроводов и нефтепродуктопроводов.
Настоящий стандарт разработан с учетом положений межгосударственных стандартов, национальных стандартов Российской Федерации, сводов правил и другой нормативной документации, устанавливающей технические условия к соединительным деталям трубопроводов на территории Российской Федерации.
Общие технические условия, приведенные в стандарте, ориентированы на современные технологии производства соединительных деталей из проката и труб.
1 Область применения
Настоящий стандарт распространяется на соединительные детали диаметром от 530 до 1220 мм, предназначенные для строительства, ремонта и реконструкции магистральных нефтепроводов и нефтепродуктопроводов, транспортирующих некоррозионноактивные нефть и нефтепродукты при рабочем давлении до 9,8 МПа.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 1497 Металлы. Методы испытаний на растяжение
ГОСТ 2601 Сварка металлов. Термины и определения основных понятий
ГОСТ 2999 Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 3845 Трубы металлические. Метод испытания гидравлическим давлением
ГОСТ 6996 Сварные соединения. Методы определения механических свойств
ГОСТ 7512 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8731 Трубы стальные бесшовные горячедеформированные. Технические требования
ГОСТ 8732 Трубы стальные бесшовные горячедеформированные. Сортамент
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 18442 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 19903 Прокат листовой горячекатаный. Сортамент
ГОСТ 21014 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСТ 21105 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 22727 Прокат листовой. Методы ультразвукового контроля
ГОСТ 31447 Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов. Технические условия
ГОСТ Р 53383 Трубы стальные бесшовные горячедеформированные. Технические условия
ГОСТ Р 55724 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ Р 56403 Магистральный трубопроводный транспорт нефти и нефтепродуктов. Трубы стальные сварные. Технические условия
СП 36.13330.2012 Свод правил "СНиП 2.05.06-85* Магистральные трубопроводы"
СП 131.13330.2012 Свод правил "СНиП 23-01-99* "Строительная климатология"
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 2601, ГОСТ 21014, а также следующие термины с соответствующими определениями:
3.1 днище: Соединительная деталь, предназначенная для герметизации открытого конца трубопровода.
3.2 кольцо переходное: Соединительная деталь, предназначенная для соединения разнотолщинных и/или разнопрочных элементов трубопроводов.
3.3 косина реза: Отклонение фактического расположения плоскости торца от его номинального расположения.
3.4 кромка: Торцевая поверхность детали после механической обработки до заданных чертежом размеров.
3.5 магистраль тройника: Элемент тройника, предназначенный для направления основного потока транспортируемого продукта.
3.6 номинальная толщина стенки соединительной детали: Толщина стенки, установленная изготовителем и определяемая прочностным расчетом с учетом технологического передела заготовки в соединительную деталь, допусков на толщину стенки, и округленная до ближайшей большей толщины по нормативной документации на прокат или трубную заготовку.
3.7 отвод: Соединительная деталь, предназначенная для поворота направления трубопровода.
3.8 ответвление тройника: Элемент тройника, предназначенный для отвода части потока, транспортируемого через магистраль тройника продукта.
3.9 переход: Соединительная деталь, предназначенная для изменения сечения трубопровода.
3.10 переходный тройник: Тройник, у которого диаметр ответвления меньше диаметра магистрали.
3.11 присоединительный размер кромки соединительной детали: Размер кромки соединительной детали, равный или больший, чем толщина стенки присоединяемой трубы или переходного кольца.
3.12 равнопроходный тройник: Тройник с одинаковыми диаметрами магистрали и ответвления.
3.13 решетка тройника: Конструкция, исключающая возможность попадания очистного устройства или устройства внутритрубной диагностики в ответвление тройника.
3.14 скопление пор: Поры, имеющие кучное расположение в количестве не менее трех с расстоянием между ними, не превышающим трехкратной величины дефекта.
3.15 соединительная деталь: Стальная деталь, входящая в состав трубопровода.
3.16 соединительные детали одного типоразмера: соединительные детали одного вида (наименования) с одинаковыми размерами.
3.17 строительная высота тройника: Расстояние от оси магистрали тройника до торца ответвления.
3.18 строительная длина отвода: Расстояние от торца отвода до пересечения его осей.
3.19 строительная длина тройника: Расстояние от оси ответвления до торца магистрали тройника.
3.20 тройник: Соединительная деталь, предназначенная для ответвления перекачиваемого продукта от основного направления.
3.21 трубная заготовка: Участок трубы длиной, достаточной для изготовления соединительной детали.
3.22 удлинительное кольцо: Отрезок трубы или цилиндрической обечайки, предназначенный для увеличения строительной высоты тройника.
3.23 цепочка пор: Поры, расположенные на одной линии в количестве не менее трех, с расстоянием между ними, не превышающим трехкратной величины дефекта.
3.24 цилиндрическая обечайка: Участок трубы, сформованный на листогибочной установке из листового или рулонного проката и сваренный продольным швом при помощи дуговой сварки по боковым кромкам.
4 Сокращения
В настоящем стандарте применены следующие сокращения:
ДШ - днище штампованное;
КП - кольцо переходное;
ОК - отвод крутоизогнутый штампосварной;
ОГ - отвод гнутый, изготовленный с использованием индукционного нагрева;
ПШС - переход концентрический штампосварной;
РК - рентгеновский контроль;
СОП - стандартный образец предприятия;
ТШС - тройник штампосварной;
ТШСР - тройник штампосварной с решеткой;
УЗК - ультразвуковой контроль;
- присоединительный диаметр соединительной детали;
DN - номинальный диаметр.
5 Классификация
5.1 Виды соединительных деталей, условные обозначения видов соединительных деталей и их назначение приведены в таблице 1.
Таблица 1 - Виды, условные обозначения и назначение соединительных деталей
Обозначение | Вид (наименование) соединительной детали | Эскиз | Назначение |
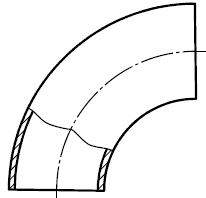
ОК | Отводы крутоизогнутые штампосварные, изготовленные из штампованных скорлуп дуговой сваркой под флюсом, и штампованные, в т.ч. изготовленные горячей протяжкой на роге из бесшовных или электросварных труб, цилиндрических обечаек |
| Поворот трубопровода |
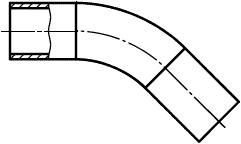
ОГ | Отводы гнутые, изготовленные с использованием индукционного нагрева |
| Поворот трубопровода |
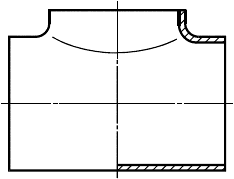
ТШС, | Тройники штампосварные, в т.ч. с решеткой |
| Ответвление от трубопровода |
ПШС | Переходы концентрические |
| Переход с одного диаметра на другой |
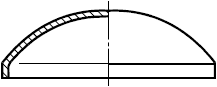
ДШ | Днища штампованные |
| Герметизация трубопровода |
КП | Кольца переходные |
| Соединения разнотолщинных и/или разнопрочных деталей и присоединяемых труб |

5.2 Соединительные детали (далее - детали) следует изготавливать в двух климатических исполнениях по ГОСТ 15150:
- У - для макроклиматических районов с умеренным климатом;
- ХЛ - для макроклиматических районов с холодным климатом.
5.3 Условия эксплуатации, хранения, транспортирования и проведения строительно-монтажных работ должны соответствовать следующим требованиям:
- минимальная температура стенки деталей при эксплуатации (температура транспортируемой нефти и нефтепродукта при рабочем давлении) для деталей климатического исполнения У должна быть не менее минус 5°С, для деталей климатического исполнения ХЛ - не менее минус 20°С;
- минимальная температура стенки деталей при хранении, транспортировании и проведении строительно-монтажных работ (температура воздуха наиболее холодной пятидневки с обеспеченностью 0,92 в соответствии с СП 131.13330.2012 должна быть не менее минус 40°С для деталей климатического исполнения У и не менее минус 60°С для деталей климатического исполнения ХЛ;
- максимальная температура стенки деталей (максимальная температура окружающего воздуха) при хранении, транспортировании и проведении строительно-монтажных работ должна быть не более 80°С.
5.4 Условное обозначение деталей при заказе, в проектной документации и в рабочих чертежах должно содержать:
- наименование детали (отвод, тройник, переход, днище, кольцо переходное);
- обозначение типа изделия в соответствии с таблицей 1;
- угол поворота (только для отводов), градусы;
- номинальный наружный диаметр присоединяемой трубы, мм;
- толщину стенки присоединяемой трубы, мм;
- класс прочности присоединяемой трубы;
- рабочее давление, МПа (с точностью до одного знака после запятой);
- коэффициент условий работы по СП 36.13330.2012;
- радиус поворота (для отводов), номинальные диаметры;
- строительную(ые) длину(ы) (для ОГ, КП длиной более 250 мм), мм;
- климатическое исполнение по ГОСТ 15150;
- гарантируемое давление гидроиспытания, МПа.
Примеры условных обозначений
1 Отвод крутоизогнутый с углом поворота 90°, с радиусом поворота 1,5DN, для присоединения к трубам номинальным диаметром 1020 мм, с номинальной толщиной стенки 16 мм, класса прочности К60, на рабочее давление в трубопроводе 7,4 МПа при коэффициенте условий работы трубопровода 0,66 по СП 36.13330.2012, климатическое исполнение ХЛ по ГОСТ 15150. Гарантированное давление гидроиспытаний не менее 13,4 МПа:
Отвод ОК 90° 1020(16К60)-7,4-0,66-1,5DN-XЛ, =13,4 МПа.
2 Отвод гнутый с углом изгиба 45°, с радиусом изиба 5DN, со строительными длинами 3150 и 4650 мм, для присоединения к трубам номинальным диаметром 1220 мм, с номинальной толщиной стенки 16 мм, класса прочности К60, на рабочее давление в трубопроводе 7,7 МПа при коэффициенте условий работы трубопровода 0,825 по СП 36.13330.2012, климатическое исполнение ХЛ по ГОСТ 15150. Гарантированное давление гидроиспытаний не менее 11,2 МПа:
Отвод ОГ 45° 1220(16К60)-7,7-0,825-5DN-3150/4650-XЛ, = 11,2 МПа.
3 Тройник штампосварной для присоединения по магистрали тройника с трубой номинальным диаметром 720 мм, с номинальной толщиной стенки 12 мм, класса прочности К52, по ответвлению - с трубой номинальным диаметром 325 мм, с номинальной толщиной стенки 10 мм, класса прочности К48, на рабочее давление в трубопроводе 6,5 МПа при коэффициенте условий работы трубопровода 0,66 по СП 36.13330.2012, климатическое исполнение У по ГОСТ 15150. Гарантированное давление гидроиспытаний не менее 11,1 МПа:
Тройник ТШС 720(12К52)х325(10К48)-6,5-0,66-У, = 11,1 МПа.
4 Тройник штампосварной с решеткой для присоединения по магистрали тройника с трубой номинальным диаметром 720 мм, с номинальной толщиной стенки 12 мм, класса прочности К52, по ответвлению - с трубой номинальным диаметром 325 мм, с номинальной толщиной стенки 10 мм, класса прочности К48, на рабочее давление в трубопроводе 6,5 МПа при коэффициенте условий работы трубопровода 0,66 по СП 36.13330.2012, климатическое исполнение У по ГОСТ 15150. Гарантированное давление гидроиспытаний не менее 11,1 МПа:
Тройник ТШСР 720(12К52)х325(10К48)-6,2-0,66-У, = 11,1 МПа.
5 Переход концентрический для присоединения по большему диаметру с трубой номинальным диаметром 1020 мм, с номинальной толщиной стенки 16 мм, класса прочности К60, по меньшему - с трубой номинальным диаметром 720 мм, с номинальной толщиной стенки 12 мм, класса прочности К60, на рабочее давление 7,4 МПа, при коэффициенте условий работы трубопровода 0,66 по СП 36.13330.2012, климатическое исполнение ХЛ по ГОСТ 15150. Гарантированное давление гидроиспытаний не менее 13,4 МПа:
Переход ПШС 1020(16К60)х720(12К60)-7,4-0,66-ХЛ, = 13,4 МПа.
6 Днище штампованное эллиптическое для присоединения с трубой номинальным диаметром 820 мм, с номинальной толщиной стенки 14 мм, класса прочности К56, на рабочее давление 7,5 МПа, при коэффициенте условий работы трубопровода 0,66 по СП 36.13330.2012, климатическое исполнение ХЛ по ГОСТ 15150. Гарантированное давление гидроиспытаний не менее 13,1 МПа:
Днище ДШ 820(14К56)-7,5-0,66-ХЛ, = 13,1 МПа.
7 Кольцо переходное для соединения труб номинальным диаметром 1020 мм с номинальными толщинами стенок 21 и 12 мм, класса прочности К60, на давление 6,9 МПа, при коэффициенте условий работы трубопровода 0,825 по СП 36.13330.2012, длиной 250 мм, климатическое исполнение ХЛ по ГОСТ 15150. Гарантированное давление гидроиспытаний не менее 10,0 МПа:
Кольцо переходное КП 1020(21К60/12К60)-6,9-0,825-ХЛ, = 10,0 МПа.
8 Кольцо переходное, для соединения трубы номинальным диаметром 1020 мм, класса прочности К52, с номинальной толщиной стенки 21 мм с трубой номинальным диаметром 1020 мм, класса прочности К60, с номинальной толщиной стенки 16 мм, класса прочности К60 на давление 9,3 МПа, при коэффициенте условий работы трубопровода 0,825 по СП 36.13330.2012, длиной 470 мм, климатическое исполнение ХЛ по ГОСТ 15150. Гарантированное давление гидроиспытаний не менее 13,4 МПа:
Кольцо переходное КП 1020(21К52/16К60)-9,3-0,825-470-ХЛ, = 13,4 МПа.
6 Технические условия
6.1 Основные показатели и характеристики
6.1.1 Номинальная толщина стенки соединительной детали или ее элементов определяется по расчетной толщине стенки и устанавливается изготовителем с учетом технологического припуска.
Расчетная толщина стенки вычисляется в соответствии с СП 36.13330.2012.
Толщина стенки в любом сечении детали должна быть не менее расчетной толщины.
6.1.2 Детали изготавливаются классов прочности К42, К48, К50, К52, К54, К56, К60.
Класс прочности деталей должен быть не ниже класса прочности присоединяемых труб.
По согласованию с потребителем допускается изготавливать детали с наружным диаметром большим, чем диаметр присоединяемой трубы, с классом прочности ниже класса прочности присоединяемой трубы при выполнении условия равнопрочности.
Разность нормативных значений временного сопротивления металла детали и присоединяемой трубы должна быть не более 98 МПа.
6.1.3 Отклонения размеров и формы деталей показаны на рисунках 1 и 2. Предельные отклонения размеров и формы деталей (кроме отводов гнутых) не должны превышать значений, приведенных в таблице 2.
Для переходов предельные отклонения строительной длины принимают по большему диаметру.
6.1.4 Устанавливаются следующие виды отклонений расположения торцов деталей:
- для крутоизогнутых отводов - отклонение от перпендикулярности торцов относительно базовой поверхности;
- для переходов и переходных колец - отклонение от параллельности торцов, определяемое на торце любого диаметра;
- для тройников - отклонение от перпендикулярности торцов магистрали относительно плоскости торца ответвления.
Отклонения размеров и формы деталей приведены на рисунках 1 и 2.
6.1.5 Отклонения от плоскостности на торцах деталей не должны превышать значений для диаметров:
1) 159 мм - 0,5 мм;
2) св. 159 до 530 мм включительно - 1,0 мм;
3) св. 530 мм - 2,0 мм.
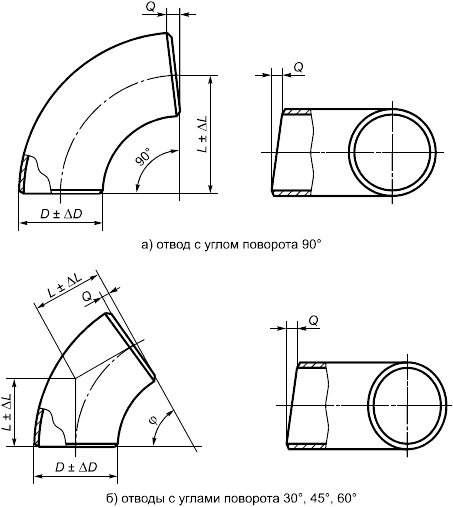
Рисунок 1 - Отклонения размеров и формы крутоизогнутых отводов
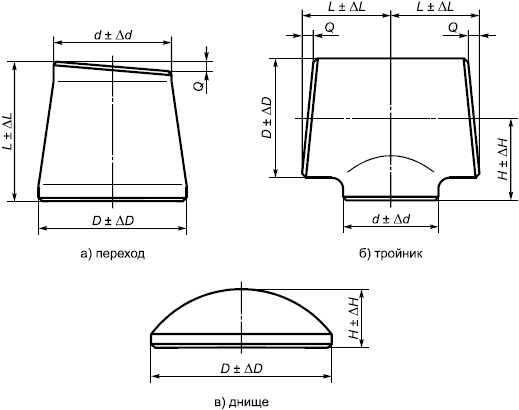
Рисунок 2 - Отклонения размеров и формы переходов, тройников, днищ
Таблица 2 - Предельные отклонения размеров деталей
Номи- | Диаметр | Предельные отклонения | Откло- | Овальность, % | |||||
диаметр DN | диняемой трубы | диаметров | строительной длины, высоты, мм | распо- | в торцевом | в неторцевом сечении | |||
Dтр, мм | в торцевом сечении | в неторцевом сечении, % | тройников, | днищ | отводов | торцов Q, мм | сечении, не более | (кроме переходов, днищ), не более | |
До 200 | До 219 | ±2,0 | 1 от величины наружного | - | - | - | - | 1 от величины наружного | 2 от величины наружного |
250 | 273 | ±2,0 | диаметра | диаметра | диаметра | ||||
300 | 325 | ±3,0 | |||||||
350 | 377 | ±3,0 | |||||||
400 | 426 | ±3,0 | |||||||
500 | 530 | ±4,0 | ±3,0 | ±7,0 | ±5,0 | 2,5 | |||
600 | 630 | ±4,0 | ±3,0 | ±7,0 | ±6,0 | 2,5 | |||
700 | 720 | ±4,0 | ±5,0 | ±10,0 | ±10,0 | 3,5 | |||
800 | 820 | ±4,0 | ±5,0 | ±10,0 | ±10,0 | 3,5 | |||
1000 | 1020 | ±5,0 | ±5,0 | ±10,0 | ±10,0 | 3,5 | |||
1067 | |||||||||
1200 | 1220 | ±5,0 | ±5,0 | ±10,0 | ±10,0 | 4,5 | |||
6.1.6 Детали должны иметь механически обработанные кромки. Типы разделки и геометрические параметры механически обработанных кромок деталей приведены в таблицах 3 и 4, рисунках 3 и 4.
Таблица 3 - Размеры кольцевого притупления
Номинальный диаметр DN | Кольцевое притупление С, мм |
До 350 включительно | 1,0±0,5 |
400 | 1,5±0,5 |
От 500 до 1200 | 1,8±0,8 |
Таблица 4 - Размеры высоты фаски
Толщина стенки присоединяемой трубы, мм | Величина В в зависимости от толщины стенки присоединяемой трубы, мм |
От 15,0 до 19,0 включительно | 9±0,5 |
От 19,0 до 21,5 включительно | 10±0,5 |
От 21,5 до 32,0 включительно | 12±0,5 |
От 32,0 | 16±0,5 |
6.1.7 Детали с наружным диаметром, равным диаметру присоединяемой трубы, должны иметь механически обработанные кромки в соответствии с рисунком 3 (листы 1, 2).
Выбор типов кромок зависит от соотношения номинальных толщин стыкуемых элементов и определяется исходя из следующих условий:
а) в зависимости от толщины стенки присоединяемой трубы следует применять следующие типы кромок:
- до 15 мм включительно - типы 2 и 5;
- более 15 мм - типы 3 и 6;
б) если разность толщин стенок детали и присоединяемой трубы не превышает 2 мм, то внутренний скос не производится (типы 2 и 3). Если разность толщин стенок детали и присоединяемой трубы превышает 2,0 мм, а отношение толщин стенки детали и трубы не превышает 1,5, то производится внутренний скос кромки (тип 5 и 6);
в) если отношение толщины стенки тройника или переходного кольца и присоединяемой трубы превышает 1,5, следует применять цилиндрическую проточку (типы 7 и 8). Отношение толщины присоединительной кромки детали после проточки и номинальной толщины стенки присоединяемой трубы должно находиться в пределах от 1,2 до 1,5. На ответвлении тройников цилиндрическую проточку допускается применять только в случаях изготовления тройников с удлинительными кольцами;
г) если отношение толщины стенки крутоизогнутого отвода и присоединяемой трубы превышает 1,5, следует применять специальную проточку (типы 9 и 10). Отношение толщины присоединительной кромки детали после проточки и номинальной толщины стенки присоединяемой трубы должно находиться в пределах от 1,2 до 1,5.
Примечание - Допускается выполнение проточки без выполнения третьей внутренней фаски;
д) по требованию потребителя разделка кромок производится в соответствии с типами 1 или 4.
При выполнении разделки кромки возможно неравномерное по ширине или частичное образование внутренних фасок.
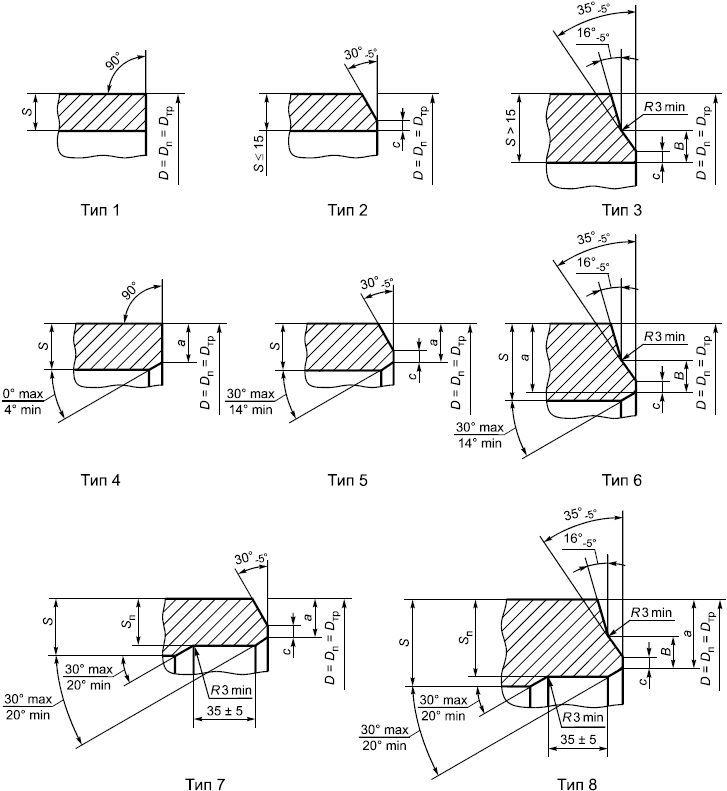
Рисунок 3, лист 1 - Типы разделки кромок торцов детали
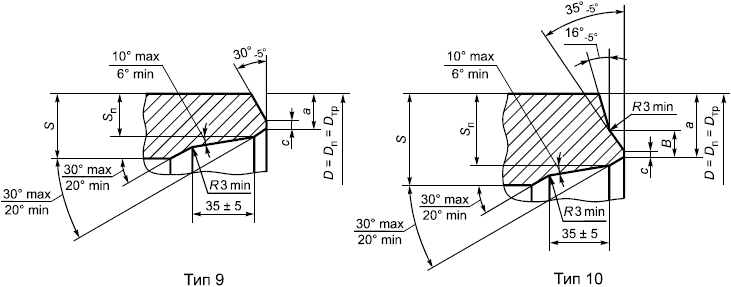
Рисунок 3, лист 2 - Типы разделки кромок торцов детали
6.1.8 Детали с наружным диаметром большим, чем диаметр присоединяемой трубы, должны иметь механически обработанные кромки в соответствии с рисунком 3 (листы 3, 4).
Выбор типов кромок зависит от соотношения номинальных толщин стыкуемых элементов и определяется исходя из следующих условий:
а) в зависимости от толщины стенки присоединяемой трубы следует применять следующие типы кромок:
- до 15 мм включительно - тип 12 и 15;
- более 15 мм - тип 13 и 16;
б) если разность толщины стенки детали на торце без учета наружного скоса и присоединяемой трубы не превышает 2 мм, то внутренний скос не производится (типы 12 и 13). Если разность толщины стенки детали на торце без учета наружного скоса и присоединяемой трубы превышает 2 мм, а отношение толщины стенки детали на торце без учета наружного скоса и трубы не превышает 1,5, то производится внутренний скос кромки (типы 15 и 16);
в) если отношение толщины стенки тройника на торце без учета наружного скоса или переходного кольца и присоединяемой трубы превышает 1,5, следует применять цилиндрическую проточку (типы 17 и 18). Отношение толщины присоединительной кромки детали после проточки без учета наружного скоса и номинальной толщины стенки присоединяемой трубы должно находиться в пределах от 1,2 до 1,5. На ответвлении тройников цилиндрическую проточку допускается применять только в случаях изготовления тройников с удлинительными кольцами;
г) если отношение толщины стенки крутоизогнутого отвода на торце без учета наружного скоса и присоединяемой трубы превышает 1,5, следует применять специальную проточку (типы 19 и 20). Отношение толщины присоединительной кромки детали после проточки без учета наружного скоса и номинальной толщины стенки присоединяемой трубы должно находиться в пределах от 1,2 до 1,5.
Примечание - Допускается выполнение проточки без выполнения третьей внутренней фаски;
д) по требованию потребителя разделка кромок производится в соответствии с типами 11 или 14.
При выполнении разделки кромки возможно неравномерное по ширине или частичное образование внутренних или наружной фасок.
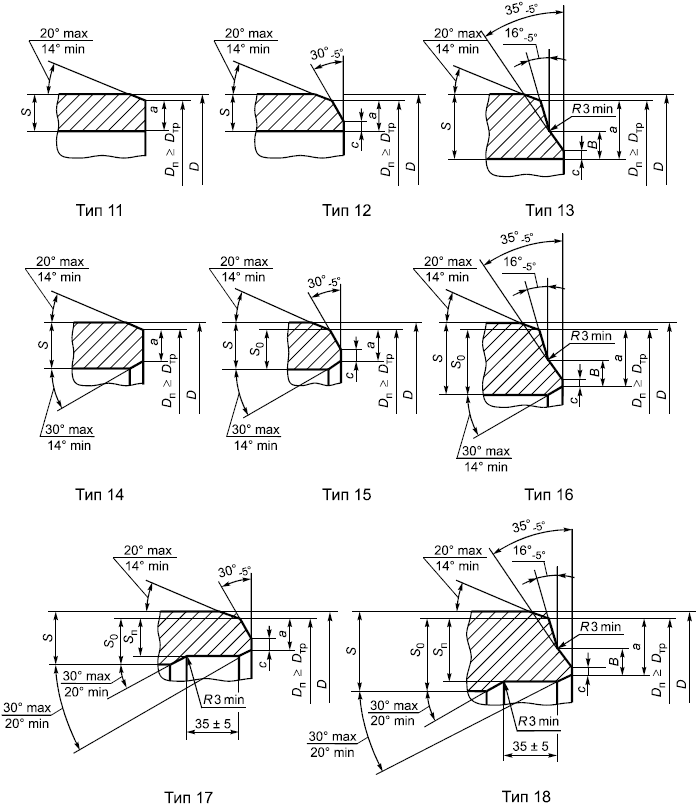
Рисунок 3, лист 3 - Типы разделки кромок торцов детали
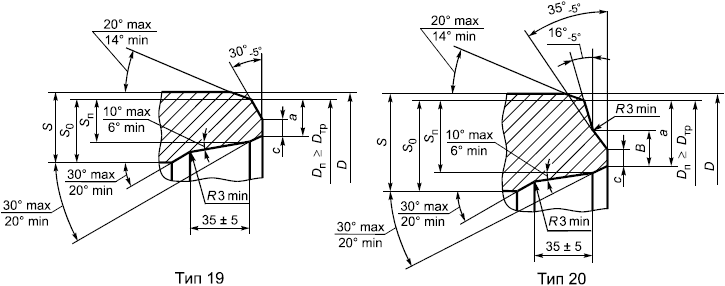
Рисунок 3, лист 4 - Типы разделки кромок торцов детали
6.1.9 При изготовлении детали с увеличенным диаметром с классом прочности ниже класса прочности присоединяемой трубы должно выполняться следующее условие
![]() , (1)
, (1)
где - толщина присоединительной кромки детали, мм;
- нормативное временное сопротивление металла детали, МПа;
- толщина стенки присоединяемой трубы, мм;
- нормативное временное сопротивление металла присоединяемой трубы, МПа.
6.1.10 В деталях не допускаются следующие наружные дефекты:
- трещины любой глубины и протяженности;
- плены;
- рванины;
- морщины (зажимы металла);
- отстающая окалина;
- расслоения, выходящие на свариваемые кромки.
Глубина рисок, царапин, задиров - не более 0,4 мм.
Устранение поверхностных дефектов, приведенных выше, производится зачисткой абразивным инструментом. Места зачисток не должны выводить толщину стенок за пределы расчетного значения.
6.1.11 На поверхности деталей не допускаются вмятины глубиной более 6,0 мм. Длина вмятин не должна превышать половины номинального диаметра.
6.1.12 Ремонт основного металла деталей сваркой не допускается.
6.1.13 В зонах шириной не менее 40 мм, прилегающих к кромкам под сварку, не допускаются несплошности, эквивалентная площадь которых при проведении ультразвукового контроля прямым раздельно-совмещенным пьезоэлектрическим преобразователем превышает площадь плоскодонного отверстия диаметром 8,0 мм.
6.1.14 Остаточная магнитная индукция на торцах деталей - не более 3,0 мТл (30 Гс).
6.2 Сырье, материалы, покупные изделия
6.2.1 Все материалы, включая сварочные, используемые при производстве деталей, должны иметь сертификаты качества (паспорта). Материалы без сертификатов качества (паспортов) для изготовления деталей не допускаются. Сварочные материалы должны быть аттестованы в соответствии с [1].
6.2.2 Для изготовления деталей должны применяться трубы стальные бесшовные, трубы сварные прямошовные, сваренные контактной сваркой токами высокой частоты и сваренные дуговой сваркой под флюсом, листовой и рулонный прокат из спокойных (полностью раскисленных) углеродистых или низколегированных марок стали.
6.2.3 Бесшовные трубы допускается применять для изготовления удлинительных колец штампосварных тройников, а также для изготовления крутоизогнутых отводов методом протяжки через рог и штампованных переходов.
Применяемые бесшовные трубы должны быть изготовлены по ГОСТ 8732, ГОСТ 8731 (группа В), ГОСТ Р 53383 (группа В) и быть подвергнуты неразрушающему контролю на сплошность металла.
6.2.4 Трубы сварные прямошовные, сваренные контактной сваркой токами высокой частоты, диаметром до 426 мм включительно допускается применять для изготовления удлинительных колец штампосварных тройников.
Применяемые трубы сварные прямошовные, сваренные контактной сваркой токами высокой частоты, должны быть изготовлены по ГОСТ Р 56403, ГОСТ 31447.
Сварные соединения применяемых труб, сваренных контактной сваркой токами высокой частоты, должны быть подвергнуты термической обработке и неразрушающему контролю. Внутренний грат должен быть удален.
6.2.5 Трубы, сваренные дуговой сваркой под флюсом по ГОСТ Р 56403, допускается применять для изготовления всех видов деталей, по ГОСТ 31447 - для изготовления всех видов деталей, кроме отводов гнутых, изготовленных с использованием индукционного нагрева.
6.2.6 Применяемый для изготовления деталей листовой и рулонный прокат должен соответствовать ГОСТ 19903 в части предельных отклонений геометрических параметров.
Методы контроля сплошности проката для изготовления деталей должны соответствовать ГОСТ 22727, класс сплошности - не выше 2. Прокат должен контролироваться на сплошность с* по всей площади каждого листа (рулона).
_______________
* Текст документа соответствует оригиналу. - .
6.2.7 Химический состав металла проката и труб, применяемых для изготовления деталей, должен соответствовать таблице 5.
Суммарная массовая доля ниобия, ванадия и титана в стали не должна превышать 0,16%.
Таблица 5 - Массовая доля химических элементов в стали
Химический элемент | Массовая доля, % |
Углерод | Не более 0,22 |
Марганец | Не более 1,85 |
Кремний | От 0,16 до 0,60 |
Сера | Не более 0,012 |
Фосфор | Не более 0,020 |
Азот | Не более 0,012 |
Алюминий | От 0,01 до 0,07 |
Ниобий | Не более 0,11 |
Ванадий | Не более 0,10 |
Титан | Не более 0,05 |
Молибден | Не более 0,30 |
Никель | Не более 0,40 |
Медь | Не более 0,40 |
Хром | Не более 0,40 |
Бор | Не более 0,001 |
6.2.8 Значения эквивалента углерода и параметра стойкости против растрескивания
металла проката и труб не должны превышать 0,43 и 0,24 соответственно. Значения
и
определяются по формулам:
![]() , (2)
, (2)
 , (3)*
, (3)*
где C, Mn, Cr, Mo, V, Ni, Cu, Si, B - массовые доли в стали соответственно углерода, марганца, хрома, молибдена, ванадия, никеля, меди, кремния, бора, %.
_______________
* Формула соответствует оригиналу. - .
Параметр стойкости против растрескивания определяется для сталей с массовой долей углерода до 0,12% включительно.
Медь, никель, хром, содержащиеся в сталях как примеси, при расчете и
не учитывают, если их суммарная массовая доля не превышает 0,20%.
Бор при расчете не учитывают, если его массовая доля не превышает 0,0005%.
6.3 Механические свойства
6.3.1 Механические свойства основного металла деталей (кроме отводов гнутых, изготовленных с использованием индукционного нагрева), определенные по результатам испытаний образцов на растяжение, должны соответствовать значениям, приведенным в таблице 6.
Таблица 6 - Механические свойства металла деталей
Класс прочности | Временное сопротивление | Предел текучести | Относительное удлинение |
К42 | 410 | 245 | 21 |
К48 | 470 | 265 | 21 |
К50 | 490 | 310 | 20 |
К52 | 510 | 320 | 20 |
К54 | 530 | 373 | 20 |
К56 | 550 | 390 | 20 |
К60 | 590 | 441 | 20 |
Примечания | |||
6.3.2 Максимальные фактические значения временного сопротивления не должны превышать установленные нормы для металла деталей более чем на 118 МПа.
6.3.3 Отношение фактических значений предела текучести к временному сопротивлению основного металла деталей не должно превышать:
- для классов прочности до 52 включительно - 0,87;
- для классов прочности свыше К52 - 0,90.
6.3.4 Временное сопротивление сварных соединений деталей при испытании на плоских поперечных образцах со снятым усилением швов не должно быть ниже значений, установленных для основного металла.
6.3.5 Среднеарифметическая величина ударной вязкости основного металла и сварных соединений деталей, определенная на образцах с концентратором вида V и с концентратором вида U должна быть не менее значений, приведенных в таблице 7.
Таблица 7 - Ударная вязкость основного металла и сварных соединений деталей
Толщина стенки, мм | Ударная вязкость основного металла на образцах, Дж/см | Ударная вязкость сварного соединения на образцах, Дж/см | ||
с концентратором вида V (KCV) | с концентратором вида U (KCU) | с концентратором вида V (KCV) | с концентратором вида U (KCU) | |
До 10 включительно | 34 | 34 | 34 | 29 |
От 10 до 25 включительно | 49 | 49 | 49 | 39 |
От 25 | 59 | 44 | ||
6.3.6 Механические свойства основного металла и сварных соединений отводов, изготовленных с использованием индукционного нагрева, должны быть не ниже нормативных значений механических свойств и ударной вязкости исходной трубной заготовки.
6.3.7 Сварные соединения деталей должны выдерживать испытание на статический изгиб на угол не менее 120° по ГОСТ 6996.
6.3.8 Твердость по Виккерсу основного металла деталей - не более 250 HV10. Твердость по Виккерсу зоны термического влияния и металла сварного шва - не более 260 HV10.
6.3.9 Детали должны гарантированно выдерживать пробное гидравлическое давление не меньше, чем испытательное гидравлическое давление присоединяемых труб , МПа, определяемое по формуле
![]() , (4)
, (4)
где - минимальная (с учетом минусового допуска) толщина стенки присоединяемой трубы, мм;
R - расчетное значение окружных напряжений в стенке присоединяемой трубы, МПа;
- внутренний диаметр присоединяемой трубы, мм.
![]() . (5)
. (5)
Расчетное значение окружных напряжений в стенке присоединяемой трубы принимается в соответствии с нормативными документами на трубы.
6.4 Крутоизогнутые отводы
6.4.1 ОК изготавливаются радиусами поворота 1,0DN или 1,5DN.
6.4.2 Параметры ОК должны соответствовать приведенным на рисунке 4 и в таблице 8.
6.4.3 Толщина стенки ОК в любом сечении должна быть не менее расчетной.
6.4.4 Верхнее отклонение толщины стенки в любом сечении ОК не должно превышать 30% от номинальной толщины стенки, нижнее отклонение - 15% от номинальной толщины стенки.
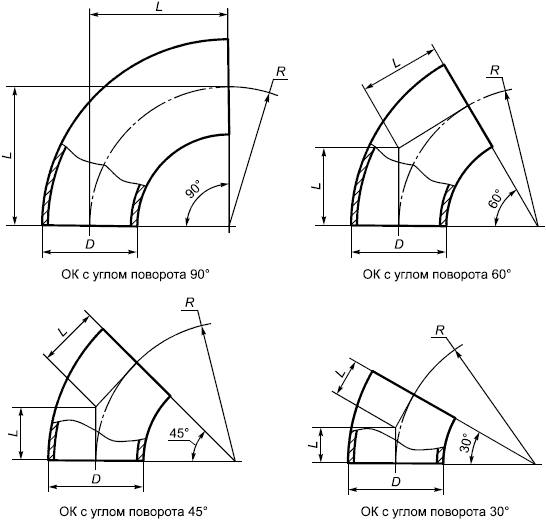
Рисунок 4 - ОК
Таблица 8 - Размеры ОК
Номинальный диаметр DN, | Диаметр | Радиус | Строительная длина отвода L, мм, в зависимости от угла поворота | |||
90° | 60° | 45° | 30° | |||
500 | 530 | 500 | 500 | 289 | 207 | 134 |
750 | 750 | 433 | 311 | 201 | ||
600 | 630 | 600 | 600 | 346 | 248 | 161 |
900 | 900 | 520 | 373 | 241 | ||
700 | 720 | 700 | 700 | 404 | 290 | 188 |
1000 | 1000 | 577 | 414 | 268 | ||
800 | 820 | 800 | 800 | 462 | 331 | 214 |
1200 | 1200 | 693 | 497 | 321 | ||
1000 | 1020, 1067 | 1000 | 1000 | 577 | 414 | 268 |
1500 | 1500 | 866 | 621 | 402 | ||
1200 | 1220 | 1200 | 1200 | 693 | 497 | 321 |
1800 | 1800 | 1039 | 746 | 482 | ||
Примечание - По согласованию с потребителем допускается изготовление ОК с другими значениями радиусов поворота и строительных длин отводов. | ||||||
6.5 Отводы гнутые, изготовленные с использованием индукционного нагрева
6.5.1 Параметры ОГ должны соответствовать приведенным на рисунке 5 и в таблице 9.
6.5.2 Максимальная номинальная толщина стенки трубной заготовки, используемой для изготовления ОГ, должна быть не более 1,5 номинальной толщины стенки присоединяемой трубы.
6.5.3 ОГ изготавливают с углами поворота от 3° до 90° с шагом, равным 1.
6.5.4 Толщина стенки ОГ на выпуклой дуге изогнутого участка должна быть не менее толщины стенки присоединяемой трубы и не менее расчетной толщины.
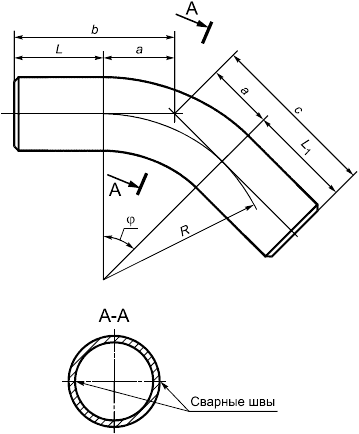
Рисунок 5 - ОГ
Таблица 9 - Размеры ОГ
Номинальный диаметр, DN | Диаметр | Радиус изгиба для номинальных диаметров DN, мм | |||||||||
2 DN | 2,5 DN | 3,5 DN | 5 DN | 6 DN | 7 DN | 8,5 DN | 10 DN | 16 DN | 20 DN | ||
500 | 530 | 1000 | 1250 | 1800 | 2500 | 3000 | 3500 | 4200 | 5000 | 8000 | 10000 |
600 | 630 | 1200 | 1500 | 2100 | 3000 | 3600 | 4200 | 5100 | 6000 | 9600 | 12000 |
700 | 720 | 1400 | 1800 | 2500 | 3500 | 4200 | 5000 | 6000 | 7000 | - | - |
800 | 820 | 1600 | 2000 | 2800 | 4000 | 4800 | 5600 | 6800 | 8000 | - | - |
1000 | 1020, 1067 | 2000 | 2500 | 3500 | 5000 | 6000 | 7000 | 8500 | 10000 | - | - |
1200 | 1220 | 2400 | 3000 | 4200 | 6000 | 7200 | 8400 | 10200 | 12000 | - | - |
6.5.5 Длины прямых концевых участков L и L должны быть не менее 650 мм.
6.5.6 Строительные длины b и с отвода (см. рисунок 5) складываются из длины изогнутого участка и прямых концевых участков L и L
.
Полученные величины строительных длин ОГ округляются до ближайшего большего значения, кратного 50 мм.
Длина изогнутого участка , мм, определяется по формуле
![]() , (6)
, (6)
где R - радиус изгиба, мм;
- угол изгиба.
6.5.7 По требованию потребителя ОГ могут поставляться с уменьшенными длинами прямых концевых участков. При этом длины прямых концевых участков L и L - не менее 200 мм.
6.5.8 Продольный сварной шов трубной заготовки должен располагаться на нейтральной оси изгиба (см. рисунок 5). Отклонение сварного шва в отводе от номинального положения не должно превышать 1/15 диаметра отвода.
6.5.9 В ОГ предельные отклонения диаметра и овальность на прямых участках не должны превышать значений, установленных в нормативной и технической документации на трубы, из которых они изготовлены.
6.5.10 Отклонения от расположения торцов ОГ, показанные на рисунке 6, должны соответствовать техническим условиям на трубы, из которых изготовлен отвод.
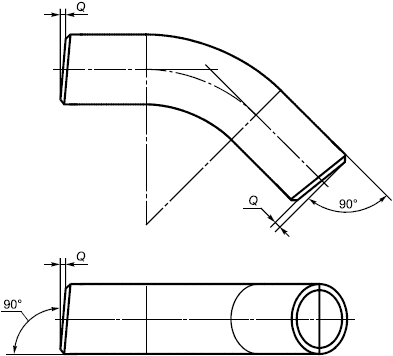
Рисунок 6 - Отклонения от расположения торцов ОГ
6.5.11 Отклонения от плоскостности на торцах ОГ не должны превышать 2 мм.
6.5.12 Предельные отклонения угла изгиба не должны превышать ±.
6.5.13 Предельные отклонения радиуса изгиба не должны превышать для ОГ с радиусами изгиба:
- от 1,5DN до 2,0DN - ±50 мм;
- от 2,5DN до 7,0DN - ±100 мм;
- от 8,5DN и более - ±200 мм.
6.5.14 Изогнутые участки отводов не должны иметь переломов и складок.
В ОГ не допускаются дефекты, приведенные на рисунке 7, а именно:
- волнистость (гофры) высотой более толщины стенки или высотой более 10 мм, с шагом менее 30 мм;
- местные неровности (прогибы стенки, отпечатки от распорок и т.п.) глубиной более 6 мм на основном металле отвода и более 3 мм в зоне сварного шва. Толщина стенки в месте неровностей не должна выходить за пределы ее минимального значения.
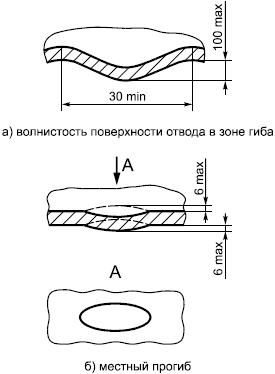
Рисунок 7 - Дефекты формы ОГ
6.5.15 Остановка в процессе гибки трубы не допускается.
6.5.16 При изготовлении ОГ регистрируются следующие основные параметры:
- скорость гибки;
- температура гибки;
- расход или давление охлаждающей среды;
- температура охлаждающей среды.
6.6 Штампосварные тройники
6.6.1 Параметры ТШС и коэффициент несущей способности должны соответствовать приведенным на рисунке 8 и в таблице 10.
По согласованию с потребителем ТШС изготавливаются с другими значениями строительной высоты и строительной длины тройника (с учетом применяемой изготовителем технологии).
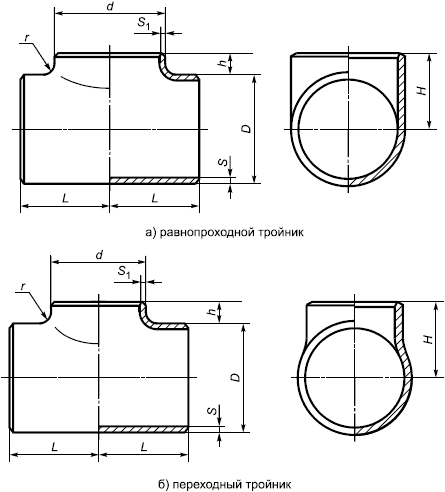
Рисунок 8 - ТШС
6.6.2 Толщины стенок магистрали тройников и ответвления тройников должны быть не менее расчетных значений.
6.6.3 Радиус закругления ТШС должен быть не менее 0,1 диаметра ответвления.
6.6.4 Высота отбортовки h должна быть не менее радиуса закругления .
6.6.5 При изготовлении ТШС с удлинительными кольцами, длина привариваемого к ответвлению удлинительного кольца должна быть не менее 250 мм.
Толщина удлинительного кольца должна быть не менее:
- расчетного значения толщины ответвления тройника в случае, если при штамповке не обеспечена его строительная высота Н;
- толщины присоединяемой трубы в случае, если при штамповке обеспечена строительная высота тройника Н.
6.6.6 При изготовлении удлинительных колец ТШС из заготовок более низкого класса прочности, чем магистраль тройника, должен производиться соответствующий перерасчет толщины стенки.
6.6.7 Рекомендуемые параметры решеток тройников приведены в приложении А.
6.6.8 Номинальная толщина стенки ответвления ТШС, предназначенных для изготовления вантузов трубопровода, должна соответствовать толщине привариваемого патрубка с фланцем.
Таблица 10 - Основные размеры и коэффициент несущей способности ТШС
Номинальный диаметр | Коэффициент несущей способности в зависимости от наружного диаметра ответвления, мм | Размеры ТШС, мм | ||||||||||||||
(диаметр присоединяемой трубы, мм) | 159 | 219 | 273 | 325 | 377 | 426 | 530 | 630 | 720 | 820 | 1020 | 1067 | 1220 | L | Н | H |
500 (530) | 1,10 | - | - | - | - | - | - | - | - | - | - | - | - | 180 | 305 | 570 |
1,17 | - | - | - | - | - | - | - | - | - | - | - | 215 | ||||
- | - | 1,23 | - | - | - | - | - | - | - | - | - | - | 250 | 365 | 630 | |
- | - | - | 1,28 | - | - | - | - | - | - | - | - | - | 300 | |||
- | - | - | - | 1,33 | - | - | - | - | - | - | - | - | 340 | |||
- | - | - | - | - | 1,37 | - | - | - | - | - | - | - | 390 | |||
- | - | - | - | - | - | 1,43 | - | - | - | - | - | - | 425 | |||
600 (630) | 1,07 | - | - | - | - | - | - | - | - | - | - | - | - | 200 | 355 | 620 |
- | 1,13 | - | - | - | - | - | - | - | - | - | - | - | 260 | |||
- | - | 1,17 | - | - | - | - | - | - | - | - | - | - | 260 | 415 | 680 | |
- | - | - | 1,22 | - | - | - | - | - | - | - | - | - | 300 | |||
- | - | - | - | 1,27 | - | - | - | - | - | - | - | - | 340 | |||
- | - | - | - | - | 1,31 | - | - | - | - | - | - | - | 390 | |||
- | - | - | - | - | - | 1,39 | - | - | - | - | - | - | 480 | |||
- | - | - | - | - | - | - | 1,43 | - | - | - | - | - | 515 | 435 | 700 | |
700 (720) | 1,06 | - | - | - | - | - | - | - | - | - | - | - | - | 260 | 400 | 660 |
- | 1,10 | - | - | - | - | - | - | - | - | - | - | - | 260 | |||
- | - | 1,14 | - | - | - | - | - | - | - | - | - | - | 300 | 460 | 720 | |
- | - | - | 1,18 | - | - | - | - | - | - | - | 300 | |||||
- | - | - | - | 1,23 | - | - | - | - | - | - | - | - | 340 | |||
- | - | - | - | - | 1,26 | - | - | - | - | - | - | - | 390 | |||
- | - | - | - | - | - | 1,34 | - | - | - | - | - | - | 480 | |||
- | - | - | - | - | - | - | 1,40 | - | - | - | - | - | 580 | 480 | 740 | |
- | - | - | - | - | - | - | - | 1,43 | - | - | - | - | 580 | 500 | 760 | |
800 (820) | 1,05 | - | - | - | - | - | - | - | - | - | - | - | - | 240 | 450 | 710 |
- | 1,07 | - | - | - | - | - | - | - | - | - | - | - | 300 | |||
- | - | 1,12 | - | - | - | - | - | - | - | - | - | - | 320 | 510 | 770 | |
- | - | - | 1,16 | - | - | - | - | - | - | - | - | - | 330 | |||
- | - | - | - | 1,19 | - | - | - | - | - | - | - | - | 340 | |||
- | - | - | - | - | 1,23 | - | - | - | - | - | - | - | 390 | |||
- | - | - | - | - | - | 1,30 | - | - | - | - | - | - | 480 | |||
- | - | - | - | - | - | - | 1,35 | - | - | - | - | - | 580 | 530 | 790 | |
- | - | - | - | - | - | - | - | 1,40 | - | - | - | - | 650 | 550 | 810 | |
- | - | - | - | - | - | - | - | - | 1,43 | - | - | - | 700 | 570 | 830 | |
1000 (1020) | 1,04 | - | - | - | - | - | - | - | - | - | - | - | - | 280 | 550 | 810 |
- | 1,07 | - | - | - | - | - | - | - | - | - | - | - | 340 | |||
- | - | 1,07 | - | - | - | - | - | - | - | - | - | - | 360 | 610 | 870 | |
- | - | - | 1,12 | - | - | - | - | - | - | - | - | 410 | ||||
- | - | - | - | 1,14 | - | - | - | - | - | - | - | - | ||||
- | - | - | - | - | 1,17 | - | - | - | - | - | - | - | ||||
- | - | - | - | - | - | 1,23 | - | - | - | - | - | - | 480 | |||
- | - | - | - | - | - | - | 1,28 | - | - | - | - | - | 580 | 630 | 890 | |
- | - | - | - | - | - | - | - | 1,33 | - | - | - | - | 650 | 650 | 910 | |
- | - | - | - | - | - | - | - | - | 1,37 | - | - | - | 750 | 670 | 930 | |
- | - | - | - | - | - | - | - | - | - | 1,43 | - | - | 820 | 710 | 970 | |
1000 (1067) | 1,04 | - | - | - | - | - | - | - | - | - | - | - | - | 300 | 570 | 830 |
- | 1,05 | - | - | - | - | - | - | - | - | - | - | - | 360 | |||
- | - | 1,06 | - | - | - | - | - | - | - | - | - | - | 380 | 650 | 900 | |
- | - | - | 1,10 | - | - | - | - | - | - | - | - | - | 450 | |||
- | - | - | - | 1,13 | - | - | - | - | - | - | - | - | ||||
- | - | - | - | - | 1,16 | - | - | - | - | - | - | - | 680 | 930 | ||
- | - | - | - | - | - | 1,22 | - | - | - | - | - | - | 480 | 700 | 950 | |
- | - | - | - | - | - | - | 1,27 | - | - | - | - | - | 580 | 750 | 1000 | |
- | - | - | - | - | - | - | - | 1,31 | - | - | - | - | 650 | |||
- | - | - | - | - | - | - | - | - | 1,35 | - | - | - | 750 | 800 | 1050 | |
- | - | - | - | - | - | - | - | - | - | 1,42 | - | - | 820 | |||
- | - | - | - | - | - | - | - | - | - | - | 1,43 | - | 950 | |||
1200 (1220) | 1,03 | - | - | - | - | - | - | - | - | - | - | - | - | 360 | 650 | 910 |
- | 1,04 | - | - | - | - | - | - | - | - | - | - | - | 400 | |||
- | - | 1,05 | - | - | - | - | - | - | - | - | - | - | 450 | 710 | 970 | |
- | - | - | 1,07 | - | - | - | - | - | - | - | - | - | 490 | |||
- | - | - | - | 1,10 | - | - | - | - | - | - | - | - | ||||
- | - | - | - | - | 1,13 | - | - | - | - | - | - | - | ||||
- | - | - | - | - | - | 1,18 | - | - | - | - | - | - | ||||
- | - | - | - | - | - | - | 1,23 | - | - | - | - | - | 580 | 730 | ||
- | - | - | - | - | - | - | - | 1,26 | - | - | - | - | 650 | 750 | 1010 | |
- | - | - | - | - | - | - | - | - | 1,31 | - | - | - | 750 | 770 | 1030 | |
- | - | - | - | - | - | - | - | - | - | 1,38 | - | - | 925 | 810 | 1070 | |
- | - | - | - | - | - | - | - | - | - | - | 1,40 | - | 980 | 830 | 1090 | |
- | - | - | - | - | - | - | - | - | - | - | - | 1,43 | 1000 | 850 | 1110 | |
6.7 Переходы
6.7.1 Параметры ПШС с цилиндрическими поясками приведены на рисунке 9 и в таблице 11.
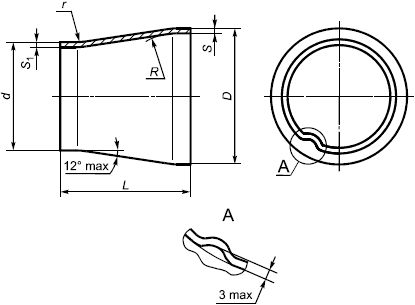
Рисунок 9 - ПШС с цилиндрическими поясками
Таблица 11 - Размеры ПШС с цилиндрическими поясками
Больший номинальный диаметр перехода | Меньший номинальный диаметр перехода (меньший номинальный наружный диаметр присоединяемой трубы, мм) | ||||||
(больший номинальный | 400 | 500 | 600 | 700 | 800 | 1000 | 1000 |
присоединяемой трубы, мм) | Строительная длина L, мм | ||||||
500 (530) | 500 | - | - | - | - | - | - |
600 (630) | 580 | 340 | - | - | - | - | - |
700 (720) | 800 | 700 | 320 | - | - | - | - |
800 (820) | 1030 | 800 | 560 | 500 | - | - | - |
1000 (1020) | - | 1260 | 1030 | 1000 | 800 | - | - |
1000 (1067) | - | 1370 | 1170 | 1000 | 800 | 800 | - |
1200 (1220) | - | - | 1500 | 1280 | 1060 | 700 | 700 |
6.7.2 ПШС не должны иметь более двух сварных швов, расположенных вдоль детали.
Длина цилиндрических поясков на концах ПШС должна быть не менее 50 мм.
Радиусы сопряжения поверхностей ПШС R и должны быть не менее соответствующего номинального наружного диаметра.
6.7.3 Параметры ПШС без цилиндрических поясков приведены на рисунке 10 и в таблице 12.

Рисунок 10 - ПШС без цилиндрических поясков
6.7.4 По согласованию с потребителем ПШС изготавливаются с другой строительной длиной.
6.7.5 Толщина стенки ПШС должна быть не менее расчетной.
6.7.6 Допускается конусообразность или бочкообразность на цилиндрической части ПШС, но не более 2% от наружного диаметра, и волнистость (гофры) высотой не более 3 мм (см. рисунок 9) на цилиндрической или конической части перехода.
6.7.7 Размеры промежуточных ПШС определяются интерполяцией.
Таблица 12 - Размеры ПШС без цилиндрических поясков
Больший номинальный диаметр перехода | Меньший номинальный диаметр перехода (меньший номинальный наружный диаметр присоединяемой трубы, мм) | |||||||
(больший номинальный наружный диаметр | 300 | 400 | 500 | 600 | 700 | 800 | 1000 | 1000 |
присоединяемой трубы, мм) | Строительная длина L, мм | |||||||
500 (530) | 490 | 250 | - | - | - | - | - | - |
600 (630) | 730 | 490 | 240 | - | - | - | - | - |
700 (720) | - | 700 | 460 | 220 | - | - | - | - |
800 (820) | - | 940 | 690 | 460 | 240 | - | - | - |
1000 (1020) | - | - | 1160 | 930 | 720 | 480 | - | - |
1000 (1067) | - | - | 1270 | 1040 | 830 | 590 | 400 | - |
1200 (1220) | - | - | - | 1400 | 1190 | 950 | 480 | 450 |
6.7.8 По согласованию с потребителем допускается изготавливать ПШС с другой строительной длиной, в том числе сваркой из двух или нескольких переходов.
6.8 Днища штампованные эллиптические
6.8.1 Параметры ДШ эллиптических приведены на рисунке 11 и в таблице 13.
6.8.2 Толщина стенки в любом сечении ДШ должна быть не менее расчетной.
6.8.3 Предельные отклонения толщины стенки ДШ:
- нижнее - не более 15% от номинальной толщины;
- верхнее - не более 20% от номинальной толщины.
6.8.4 Допускается конусообразность или бочкообразность на цилиндрическом пояске ДШ, но не более 2% от наружного диаметра и волнистость (гофры) высотой не более 3,0 мм (см. рисунок 11).
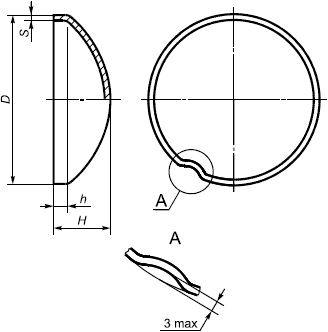
Рисунок 11 - ДШ
Таблица 13 - Размеры ДШ
Номинальный диаметр DN | Диаметр присоединяемой трубы, мм | Толщина стенки, мм | Строительная высота, мм | Высота цилиндрического пояска, мм |
500 | 530 | Любая | 157 | 25 |
600 | 630 | До 16 | 182 | 25 |
Св. 16 | 197 | 40 | ||
700 | 720 | До 12 | 205 | 25 |
Св. 12 | 220 | 40 | ||
800 | 820 | До 12 | 230 | 25 |
Св. 12 | 245 | 40 | ||
1000 | 1020 | До 24 | 295 | 40 |
Св. 24 | 315 | 60 | ||
1000 | 1067 | До 24 | 295 | 40 |
Св. 24 | 315 | 60 | ||
1200 | 1220 | До 20 | 345 | 40 |
Св. 20 | 365 | 60 |
6.8.5 По согласованию с потребителем допускаются другие размеры днищ.
6.9 Кольца переходные
6.9.1 Параметры КП приведены на рисунке 12.
6.9.2 Толщины присоединительных кромок S и S КП должны быть не менее соответствующих присоединительных размеров труб и/или деталей.
6.9.3 Длина КП L должна быть от 250 мм до 1500 мм.
6.9.4 КП должны иметь не более двух продольных швов.
6.9.5 Механические свойства и ударная вязкость основного металла и сварных соединений колец переходных, изготовленных из труб, принимаются по сертификатам качества на исходную трубную заготовку.
6.9.6 По согласованию с потребителем допускается приварка изготовителем колец переходных к деталям.
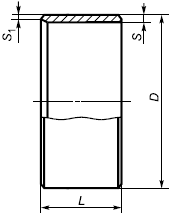
Рисунок 12 - КП
6.10 Сварные соединения
6.10.1 Смещение кромок в стыковых продольных сварных соединениях, измеренное по наружной поверхности изделия, не должно превышать 10% от номинальной толщины стенки соединительной детали, но не более 3 мм.
Смещение кромок в кольцевых сварных соединениях, измеренное по наружной поверхности, не должно превышать 20% от номинальной толщины стенки соединительной детали, но не более 3 мм.
6.10.2 Отклонение формы детали от теоретической окружности в околошовной зоне продольных сварных соединений не должно превышать 0,15% от диаметра детали:
- для номинальных диаметров деталей до DN 800 мм включительно - в зоне 50 мм от торца;
- для номинальных диаметров деталей от DN 800 до DN 1200 мм включительно - в зоне 100 мм от торца.
Отклонение формы детали от теоретической окружности контролируется шаблонами и определяется как разность значений максимального зазора между шаблоном и поверхностью детали. Измерение проводится с учетом смещения кромок.
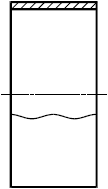
Схема измерения отклонения формы деталей от теоретической окружности приведена на рисунке 13.
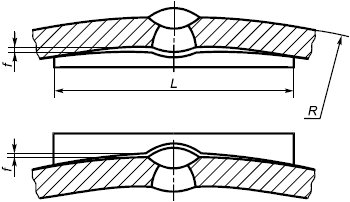
f - максимальный зазор между шаблоном и поверхностью детали; R - номинальный наружный радиус детали; L - длина шаблона
Рисунок 13 - Схема замера отклонения формы детали от теоретической окружности в околошовной зоне
Длина шаблона L должна быть равна R/3.
6.10.3 Сварка должна производиться в соответствии с производственными инструкциями изготовителя по технологии, аттестованной в установленном порядке.
6.10.4 Формы и размеры сварных швов должны соответствовать рабочим чертежам.
Высота усиления внутренних и наружных швов должна быть не менее 0,5 мм и не более 3,0 мм.
На концах деталей на длине до 200 мм от торцов допускается снятие усиления внутренних и наружных швов до высоты от 0 до 0,5 мм.
6.10.5 Сварные швы деталей должны иметь плавный переход к основному металлу. Неравномерность выпуклости шва (чешуйчатость) не должна превышать 30% от высоты усиления шва. Усадочные раковины сварного шва не должны выводить его выпуклость за пределы минимальных размеров. Кратеры должны быть заплавлены.
6.10.6 Каждый сварной шов должен иметь маркировку. Маркировку сварных швов следует производить несмываемыми маркерами или краской на наружной поверхности детали на расстоянии от 100 до 120 мм от сварного шва шрифтом высотой от 10 до 15 мм.
Допускается сварка деталей несколькими сварщиками, при этом маркировка ставится через дробь. Маркировка сварщика, варившего наружный шов, ставится в числителе, а внутренний шов - в знаменателе. Все сварные соединения должны регистрироваться изготовителем.
6.11 Качество сварных соединений
6.11.1 В сварных соединениях не допускаются следующие наружные дефекты:
- трещины всех видов и направлений;
- поры, выходящие на поверхность швов;
- наплывы, прожоги, незаплавленные кратеры и подрезы глубиной более 0,4 мм;
- смещение кромок, не удовлетворяющее условиям настоящего стандарта;
- несоответствие форм и размеров сварных швов конструкторской документации на изделие.
Предельно допустимые размеры наружных дефектов приведены в таблице 14.
Таблица 14 - Предельно допустимые размеры наружных дефектов
Тип дефекта | Глубина, мм | Длина, мм | Суммарная длина |
Утяжина | 0,2S, но не более 1 | 50 | 1/6 периметра шва |
Превышение проплава (провисы) | 3,0 | 1,0S | 30 мм на длине 300 мм |
Подрез | Не более 0,4 | 150 | 150 мм на длине 300 мм |
Примечания | |||
6.11.2 Каждое сварное соединение, выполненное в процессе изготовления деталей, должно подвергаться РК.
Размеры дефектов, выявленных при РК, не должны превышать значений, приведенных в таблице 15.
6.11.3 Каждое сварное соединение деталей (кроме колец переходных, изготовленных из труб) должно подвергаться УЗК. В ОГ контролируется сварное соединение изогнутой части.
Для деталей, изготовленных из труб, нормы разбраковки принимаются по техническим условиям на заготовку.
Таблица 15 - Предельно допустимые размеры дефектов в сварных соединениях деталей при РК
Тип дефекта | Длина | Суммарная длина | |
Пора | сферическая | 0,2S, но не более 3,0 мм | 40 |
удлиненная | |||
цепочка | 1,0S, но не более 30 мм | 30 | |
скопление | 0,5S, но не более 15 мм | ||
канальная | Не допускается | ||
Шлаковое включение | отдельные | 0,5S, но не более 3,0 мм | 50 |
удлиненный шлак | Не допускается | ||
цепочка | 2,0S, но не более 25 мм | 30 | |
скопление | 0,5S, но не более 12,5 мм | ||
Непровар | в корне | Не допускаются | |
между валиками | |||
по разделке | |||
Трещина | вдоль шва | ||
поперек шва | |||
разветвленные | |||
Примечание - В настоящей таблице S - номинальная толщина стенки детали. | |||
Уровни чувствительности при УЗК:
- браковочный уровень - амплитуда эхо-сигнала от контрольного отражателя;
- уровень фиксации - амплитуда эхо-сигнала на 6 дБ меньше браковочного уровня.
Выявляемые при УЗК дефекты сварных соединений относятся к одному из следующих видов:
- непротяженные (одиночные поры, компактные шлаковые включения);
- протяженные (трещины, непровары, несплавления, удлиненные шлаковые включения);
- цепочки и скопления (цепочки и скопление пор и шлаковых включений).
6.11.4 К непротяженным относят дефекты, условная протяженность которых не превышает значений, приведенных в таблице 16.
Таблица 16 - Условная протяженность дефектов
Толщина стенки контролируемого соединения, мм | Условная протяженность дефекта, мм |
До 8,0 включительно | 5 |
От 8,0 до 12,0 включительно | 10 |
Более 12,0 | 15 |
6.11.5 К протяженным относят дефекты, условная протяженность которых превышает значения, приведенные в таблице 16. Этими дефектами являются одиночные удлиненные неметаллические включения, поры, непровары (несплавления) и трещины сварного шва.
6.11.6 Цепочкой считают три и более дефекта, если при перемещении искателя вдоль шва огибающие последовательностей эхо-сигналов от этих дефектов при уровне фиксации не пересекаются (разделяются). При этом расстояния между дефектами, входящими в цепочку или скопление, не превышают значений, приведенных в таблице 16. В остальных случаях дефекты считают одиночными.
Скоплением считают три и более дефекта, если при перемещении искателя поперек шва огибающие последовательностей эхо-сигналов от этих дефектов при уровне фиксации не пересекаются (разделяются). В остальных случаях дефекты считают одиночными.
6.11.7 По результатам УЗК годными считают сварное соединение, в котором отсутствуют:
- непротяженные дефекты, амплитуда эхо-сигнала от которых превышает амплитуду эхо-сигнала от контрольного отражателя в СОП или суммарная условная протяженность которых в шве превышает 1/6 длины шва;
- протяженные дефекты, амплитуда эхо-сигнала от которых превышает амплитуду эхо-сигнала от контрольного отражателя в СОП или условная протяженность которых превышает 50 мм на любые 300 мм шва;
- цепочки и скопления, для которых амплитуда эхо-сигнала от любого дефекта, входящего в цепочку (скопление), превышает амплитуду эхо-сигнала от контрольного отражателя в СОП или суммарная условная протяженность дефектов, входящих в цепочку (скопление), превышает 30 мм на любые 300 мм шва;
- протяженные дефекты в корне шва, амплитуда эхо-сигнала от которых превышает амплитуду эхо-сигнала от контрольного отражателя в СОП или условная протяженность которых превышает 1/6 длины шва.
6.11.8 Исправление дефектов в сварных швах производится:
- если размеры дефектов превышают величины, приведенные в 6.11.1-6.11.7, путем полного удаления дефекта с последующей заваркой;
- если длина трещины или их суммарная длина превышает 8% от длины шва, то шов полностью удаляется и заваривается вновь.
После исправления сварной шов должен быть подвергнут неразрушающему контролю.
6.11.9 В местах ремонта допускается увеличение ширины швов до 10 мм и высоты выпуклости до 1,5 мм сверх норм, приведенных в 6.10.4.
6.11.10 Ремонт сварных швов должен производиться по инструкции изготовителя.
Повторный ремонт одного и того же участка не допускается.
6.12 Термическая обработка
6.12.1 Для термической обработки деталей используются следующие виды термической обработки:
- термическое упрочнение (закалка с последующим отпуском);
- нормализация или нормализация с отпуском;
- высокотемпературный отпуск.
6.12.2 Обязательной термической обработке подвергаются все детали, кроме отводов гнутых, изготовленных с использованием индукционного нагрева, и колец переходных, изготовленных из труб.
Для отводов гнутых, изготовленных с использованием индукционного нагрева, термическая обработка рекомендуется для обеспечения однородности механических свойств, ударной вязкости и твердости изогнутого и прямых участков отвода.
6.12.3 Термическую обработку деталей следует производить по технологии изготовителя после устранения дефектов в сварных швах и после приварки решеток к тройникам.
7 Правила приемки
7.1 Для проверки соответствия деталей требованиям настоящего стандарта изготовитель проводит следующие виды испытаний:
- приемо-сдаточные;
- периодические;
- типовые.
Кольца переходные, изготовленные из труб, подвергают только приемо-сдаточным испытаниям.
7.2 Все изделия предъявляются на испытания поштучно.
7.3 При приемо-сдаточных испытаниях проверяют каждое изделие на соответствие 6.1-6.11. При этом контроль на соответствие 6.3 производят по соответствующим сертификатам качества на материал, актам и протоколам типовых или периодических испытаний.
7.4 Результаты приемо-сдаточных испытаний должны оформляться актом приемо-сдаточных испытаний.
7.5 Периодические испытания на соответствие 6.3.1-6.3.8 проводят один раз в год для подтверждения стабильности технологического процесса на деталях, прошедших приемо-сдаточные испытания. Количество деталей каждого типоразмера должно быть достаточным для получения необходимого количества образцов.
Допускается распространять результаты периодических испытаний на детали одного вида, имеющие одинаковые с испытываемым изделием класс прочности (марку стали), толщину стенки, изготовляемые по одному технологическому процессу, но имеющие разные диаметры.
7.6 Отбор образцов для механических испытаний, испытаний на ударный и статический изгиб, оценки твердости необходимо производить из специального оставляемого при производстве изделия припуска или непосредственно из самой детали.
7.7 Для испытания металла штампосварных тройников образцы следует вырезать из любого места магистрали тройника с направлением образцов поперек оси магистрали, из ответвления тройника и удлинительного кольца с расположением их вдоль оси ответвления.
7.8 Для испытаний металла штампосварных отводов образцы следует вырезать из середины вогнутой части с расположением образцов поперек оси отвода.
7.9 Для испытаний металла переходов образцы следует располагать поперек оси в середине перехода.
7.10 Для испытания металла днищ образцы следует вырезать из выпуклой части с радиальным направлением образцов.
7.11 Для испытаний металла колец переходных, изготовленных из листового проката, образцы следует располагать поперек оси кольца.
7.12 Для испытания отводов гнутых, изготовленных с использованием индукционного нагрева, образцы следует вырезать поперек оси отвода из следующих зон:
- сварное соединение прямого участка;
- основной металл на наружном (выпуклом) участке гнутого отвода;
- сварное соединение гнутого участка;
- основной металл на внутреннем (вогнутом) участке гнутого отвода;
- основной металл прямого участка;
- основной металл и сварное соединение переходных зон отвода (в начале и в конце гибки).
Определение местонахождения переходной зоны отводов гнутых, изготовленных с использованием индукционного нагрева, рекомендуется производить методом замера твердости поверхности отвода.
Допускается принимать механические свойства основного металла и сварного соединения на прямых участках отводов по сертификатам качества на исходную трубу-заготовку, если эти зоны не подвергались термическому воздействию при изготовлении отводов.
7.13 Вырезку заготовок для изготовления образцов из сварного соединения для испытаний на растяжение и ударный изгиб необходимо производить перпендикулярно шву.
7.14 Вырезку заготовок для образцов рекомендуется производить механическими способами, кислородной или другими методами резки.
При использовании кислородной резки для отбора образцов область, подвергнутая нагреву, должна быть полностью удалена в процессе изготовления образцов для испытаний.
7.15 Изготовление образцов следует производить только механическим способом.
7.16 При изготовлении образцов допускается правка заготовок статической нагрузкой без применения нагрева.
На образцах из правленых заготовок допускается снижение относительного удлинения на значение деформации при правке , %, определяемое по формуле
![]() , (7)
, (7)
где - фактическая толщина стенки заготовки, мм;
- наименьший радиус кривизны заготовки перед правкой, мм.
7.17 При получении неудовлетворительных результатов испытаний хотя бы на одном из образцов, необходимо провести повторные испытания по тому виду испытаний, по которому получены неудовлетворительные результаты. Испытания следует провести на удвоенном количестве образцов, изготовленных из той же детали, если есть возможность их вырезки, или из другой аналогичной детали.
7.18 При получении неудовлетворительных результатов после повторных испытаний детали бракуются, выясняются причины брака, после устранения которых назначаются новые испытания.
7.19 При получении неудовлетворительных результатов по временному сопротивлению после повторных испытаний производится перерасчет детали для определения ее эксплуатационной пригодности.
7.20 Типовые испытания проводят при применении новых материалов исходной заготовки, сварочных материалов, изменении конструкции детали, изменении способов изготовления деталей.
При изменении обозначения нормативного документа на материалы или обозначения материалов не требуется проведение типовых испытаний, если технические условия на материалы не изменились.
7.21 На типовые испытания необходимо представить как минимум две детали.
7.22 Каждое изделие, представленное на типовые испытания, должно быть подвергнуто контролю в объеме приемо-сдаточных испытаний. Одно изделие должно быть подвергнуто гидроиспытанию на соответствие 6.3.9.
Оставшиеся детали должны быть испытаны на соответствие 6.3.1-6.3.8 в объеме периодических испытаний.
Допускается распространять результаты типовых испытаний тройников с удлинительными кольцами на тройники без удлинительных колец, если они изготовлены по одному технологическому процессу, имеют одни и те же диаметры, толщины стенок и класс прочности (марку стали).
7.23 Для определения механических свойств материала детали могут быть использованы детали, подвергавшиеся гидроиспытаниям.
7.24 Результаты всех испытаний (приемо-сдаточных, периодических, типовых) должны регистрироваться изготовителем в виде протоколов и актов в журналах регистрации соответствующих проверок, а также в паспортах на детали.
8 Методы контроля
8.1 Контроль геометрических параметров деталей на соответствие 6.1.3-6.1.8, 6.1.11, 6.4.1-6.4.4, 6.5.1, 6.5.4-6.5.14, 6.6.1-6.6.5, 6.6.7, 6.7.1-6.7.3, 6.7.5, 6.7.6, 6.8.1-6.8.4, 6.9.1-6.9.4 проводят поверенными средствами измерения и методами, указанными в технологической документации изготовителя.
8.2 Контроль качества поверхности деталей на соответствие 6.1.9 проводят внешним осмотром всей поверхности 100% деталей и измерением дефектов методами и средствами, указанными в технологической документации изготовителя.
8.3 Контроль механических свойств материала изделий на соответствие 6.3.1-6.3.4, 6.3.6 следует проводить испытаниями:
- основного металла на растяжение на плоских или круглых пятикратных образцах по ГОСТ 1497 для определения временного сопротивления разрыву, предела текучести и относительного удлинения;
- сварного соединения на растяжение на плоских образцах по ГОСТ 6996 со снятыми выпуклостями швов механическим способом до уровня основного металла для определения временного сопротивления разрыву и наиболее слабого участка соединения.
8.4 Контроль ударной вязкости на соответствие 6.3.5 и 6.3.6 следует производить испытанием на ударный изгиб:
- основного металла по ГОСТ 9454;
- сварного соединения по ГОСТ 6996 на образцах с надрезом по центру шва и по линии сплавления.
8.5 Испытания на ударный изгиб следует производить на образцах:
- с концентратором вида V;
- с концентратором вида U.
Температура испытаний образцов с концентратором вида V:
- для деталей исполнения У по ГОСТ 15150 - минус 5°С;
- для деталей исполнения ХЛ по ГОСТ 15150 - минус 20°С.
Температура испытаний образцов с концентратором вида U:
- для деталей исполнения У по ГОСТ 15150 - минус 40°С;
- для деталей исполнения ХЛ по ГОСТ 15150 - минус 60°С.
Тип образца для основного металла по ГОСТ 9454-78 (раздел 1 Метод отбора образцов) и для сварного соединения по ГОСТ 6996-66 (раздел 5 Испытание металла различных участков сварного соединения и наплавленного металла на ударный изгиб (на надрезанных образцах) выбирается изготовителем в зависимости от толщины стенки детали.
8.6 Ударную вязкость определяют как среднее арифметическое значение по результатам испытаний трех образцов.
На одном из образцов, вырезанном из основного металла, допускается снижение ударной вязкости на 9,8 Дж/см от нормативного значения, приведенного в таблице 7 настоящего стандарта.
На одном из образцов, вырезанных из сварного соединения, допускается снижение на 4,9 Дж/см от нормативного значения, приведенного в таблице 7 настоящего стандарта.
8.7 Контроль сварного соединения на соответствие 6.3.7 следует производить испытанием сварного соединения на статический изгиб по ГОСТ 6996 на образцах типа XXVII со снятыми выпуклостями шва.
Испытание следует проводить до достижения нормируемого угла изгиба 120° без образования трещин.
8.8 Контроль твердости по Виккерсу на соответствие 6.3.8 проводят по ГОСТ 2999.
Схема измерения твердости должна соответствовать ГОСТ 6996-66 (раздел 7).
8.9 Контроль на соответствие 6.1.13 производится ультразвуком по ГОСТ 22727.
Контрольным отражателем является плоскодонное отверстие диаметром 8 мм, засверленное с внутренней поверхности до половины толщины основного металла.
8.10 Дополнительно торцы деталей должны быть проверены капиллярным методом по ГОСТ 18442 (класс чувствительности II) или магнитопорошковой дефектоскопией по ГОСТ 21105 (уровень чувствительности Б) на отсутствие трещин, выходящих на кромки.
8.11 Контроль на соответствие 6.1.14 следует выполнять поверенным магнитометром.
Измерение проводится по окружности каждого торца детали через каждые 90°. Среднее значение четырех показаний должно быть не более 3,0 мТл (30 Гс), при этом ни одно показание не должно превышать 3,5 мТл (35 Гс).
8.12 Контроль 100% сварных швов на соответствие 6.11.2-6.11.7 необходимо выполнять радиографическим методом по ГОСТ 7512 и ультразвуковым методом по ГОСТ Р 55724.
При УЗК сварных швов контрольными отражателями являются пазы глубиной 5% от толщины стенки, но не более 1 мм, протяженностью 50 мм, выполненные на наружной и внутренней поверхностях контрольного образца, или сквозное отверстие диаметром 1,6 мм в соответствии с ГОСТ Р 56403.
Участки продольных сварных швов, имеющие отметки ультразвукового контроля, подвергаются радиографическому контролю. Чувствительность аппаратуры радиографического контроля должна быть не ниже 2% (от просвечиваемого металла) по канавочным или проволочным эталонам чувствительности по ГОСТ 7512 или по проволочным эталонам чувствительности в соответствии с ГОСТ Р 56403.
8.13 Контроль отремонтированных участков швов на соответствие 6.11.2-6.11.7 (в части внутренних дефектов) необходимо производить на 100% деталей радиографией и ручным ультразвуком отремонтированной зоны сварного шва на длине, превышающей отремонтированный участок на 100 мм в каждую сторону.
8.14 Контроль швов, в том числе швов приварки решетки в тройниках, на соответствие 6.10.1-6.10.5, 6.11.1, 6.11.9 следует выполнять поверенными средствами измерения и методами, установленными в технологической документации изготовителя.
8.15 Контроль гидравлическим испытанием по ГОСТ 3845 на соответствие 6.3.9 следует производить водой, температура которой не должна быть ниже 5°С.
Время выдержки под пробным давлением должно быть не менее 10 минут.
Изделие признается выдержавшим гидравлическое испытание, если не наблюдается падения давления по манометру, течи, потения, изменения формы или вздутия.
8.16 При контроле сопроводительной документации на материалы, используемые при производстве деталей, необходимо проверить сертификаты качества (паспорта) для подтверждения наличия и правильности их заполнения, полноты необходимых сведений в них, их соответствия стандартам и техническим условиям на материалы.
8.17 Контроль на соответствие 6.10.3 необходимо производить проверкой наличия технологических документов, выполнения технологических процессов и инструкций в процессе изготовления деталей.
8.18 Контроль на соответствие 6.5.15 следует осуществлять проверкой записей в журнале регистрации режимов изготовления отводов.
8.19 Контроль на соответствие 6.12 следует осуществлять проверкой записей в журнале регистрации режимов термообработки при изготовлении детали.
8.20 Контроль маркировки сварных швов на соответствие 6.10.6 и маркировки изделий на соответствие 9.1-9.3 необходимо производить на поверхности детали визуально.
9 Маркировка, упаковка, транспортирование и хранение
9.1 Все изделия должны иметь маркировку с указанием:
- товарного знака изготовителя;
- условного обозначения изделия;
- эквивалента углерода;
- параметра стойкости против растрескивания - для сталей с содержанием углерода до 0,12% включительно;
- заводского номера;
- года изготовления (две последние цифры);
- массы, кг;
- клейма ОТК.
Условное обозначение указывается согласно разделу 5 настоящего стандарта.
При изготовлении изделия из двух заготовок, имеющих различные параметры свариваемости, в маркировке указываются большие значения и
.
9.2 Маркировку следует наносить белой несмываемой краской. Маркировка наносится на внутреннюю поверхность изделия на расстоянии от 100 до 300 мм от торца.
9.3 На всех изделиях ударным способом следует маркировать:
- товарный знак;
- заводской номер;
- год изготовления (две последние цифры).
Маркировка, производимая ударным способом, наносится на наружную поверхность на расстоянии от 50 до 140 мм от торца и должна быть помещена в рамку, нанесенную краской.
Глубина маркировочных знаков - не более 0,2 мм.
Размер шрифта - от 5 до 15 мм.
9.4 Детали транспортируются любым видом транспорта в соответствии с правилами перевозки на этом виде транспорта.
9.5 При транспортировании железнодорожным транспортом изделия следует отгружать повагонно или в контейнерах.
9.6 Условия транспортирования и хранения должны соответствовать Ж1 по ГОСТ 15150.
9.7 Изделия должны храниться в таре или штабелях.
Высота штабеля не должна превышать 3 м.
Высота штабеля днищ не должна превышать 1,5 м.
9.8 Механически обработанные кромки деталей должны быть защищены от повреждений защитными стальными кольцами или другими приспособлениями.
Приложение А
(рекомендуемое)
Решетки тройников
А.1 Элементы решетки (ребра) изготовляются из листового или рулонного проката углеродистых или низколегированных марок стали, отвечающих условиям свариваемости.
Эквивалент углерода Сэкв, определяемый по формуле (2), не должен превышать 0,46.
А.2 Толщина ребра, минимальное количество ребер, расстояние между ребрами и между крайними ребрами и внутренней поверхностью ответвления тройника приведены в таблице А.1.
Таблица А.1 - Параметры решеток для тройников
Номинальный диаметр ответвления тройника, мм | Толщина ребра, мм, не менее | Расстояние между | Расстояние между крайними ребрами и внутренней | Количество |
300 | 8 | 100 | 100 | 2 |
400 | 8 | 110 | 110 | 3 |
500 | 10 | 125 | 130 | 3 |
600 | 10 | 140 | 150 | 3 |
700 | 12 | 140 | 150 | 4 |
800 | 12 | 150 | 160 | 4 |
1000 | 15 | 160 | 170 | 5 |
1200 | 18 | 170 | 180 | 6 |
А.3 Рабочие торцы ребер (торцы, выходящие на контур внутренней поверхности магистрали тройника) должны огибать контур внутренней поверхности магистрали тройника. Допускается уход рабочих торцов ребер за контур внутренней поверхности магистрали не более, чем на 2 мм для тройников с номинальным диаметром магистрали DN 800 включительно и не более 5 мм для тройников с номинальным диаметром магистрали DN 1000 и более.
Рабочие торцы ребер должны быть закруглены.
А.4 Ребра для штампосварных тройников не обязательно должны копировать профиль радиусной части от магистрали к ответвлению.
А.5 Зазор между консольными неприварными торцами ребер и внутренней поверхностью ответвления тройника не должен превышать 10 мм.
А.6 Ребра должны быть установлены параллельно оси магистрали тройника. Разница между расстояниями соседних ребер, измеренная с двух противоположных торцов ребер, не должна превышать 2 мм.
Допускается несимметричная установка ребер относительно оси ответвления.
А.7 Приварку ребер решетки осуществляют непосредственно к внутренней поверхности ответвления или при помощи сборочных рамок различной конструкции.
А.8 Участки средних ребер, предназначенные для приварки их к внутренней поверхности ответвления, должны иметь механически обработанные кромки под двухстороннюю сварку с углом скоса 45° и с центральным притуплением от 1 до 3 мм.
Участки крайних ребер, предназначенных для приварки их к внутренней поверхности ответвления, должны иметь механически обработанные кромки под одностороннюю сварку с углом скоса 60° и с притуплением от 1 до 3 мм для выполнения приварки со стороны оси ответвления.
Заусенцы на кромках должны быть удалены.
А.9 Решетка должна быть приварена к внутренней поверхности ответвления тройника так, чтобы сварные швы приварки были вынесены за пределы, с одной стороны, самых ответственных элементов тройников: радиусных закруглений перехода магистрали в ответвление и, с другой стороны, на торец ответвления ближе, чем на 35 мм.
А.10 Контроль сварных швов приварки - визуальный, послойный.
А.11 Внутренняя поверхность ответвления в местах приварки ребер должна быть очищена от окалины, грязи, влаги и ржавчины на ширину не менее трех толщин ребер и на длину не менее длины сварного шва приварки плюс 30 мм.
А.12 Вариант конструкции решетки с ребрами, привариваемыми непосредственно к внутренней поверхности штампосварных тройников, приведен на рисунке А.1.
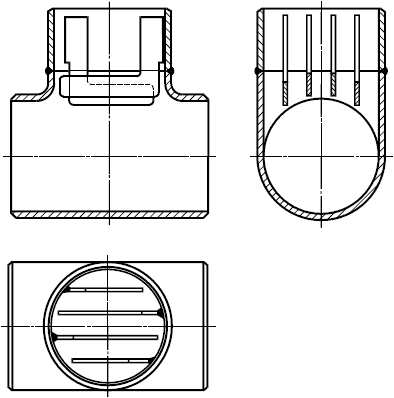
Рисунок А.1 - Решетка тройника
А.13 Допускается изготавливать решетки другой конструкции.
Библиография
[1] | РД 03-613-03 | Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов |
УДК 621.643.054 | ОКС 23.040.40 | Г18 | ОКП 14 6900 |
| |||
Электронный текст документа
и сверен по:
, 2016
{kind=link}