ГОСТ 33228-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ СТАЛЬНЫЕ СВАРНЫЕ ОБЩЕГО НАЗНАЧЕНИЯ
Технические условия
Steel welded pipes for general purposes. Specifications
МКС 23.040.10
Дата введения 2016-01-01
Предисловие
Цели и принципы, основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны", Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации по переписке (протокол от 30 января 2015 г. N 74-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 21 апреля 2015 г. N 276-ст межгосударственный стандарт ГОСТ 33228-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2016 г.
5 Настоящий стандарт подготовлен на основе национального стандарта Российской Федерации ГОСТ Р 54929-2012*
__________________
* Приказом Федерального агентства по техническому регулированию и метрологии от 21 апреля 2015 г. N 276-ст ГОСТ Р 54929-2012 отменен с 1 января 2016 г.
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Настоящий стандарт разработан на основе ГОСТ 8696, ГОСТ 10704, ГОСТ 10705 и ГОСТ 10706, а также обобщения отечественного и зарубежного опыта использования труб.
Трубы, изготовляемые по ГОСТ 8696, ГОСТ 10704, ГОСТ 10705 и ГОСТ 10706, имеют одинаковую область применения как трубы общего назначения. Поэтому в настоящем стандарте, разработанном на основе упомянутых стандартов, требования к этим трубам объединены.
По сравнению с ГОСТ 8696, ГОСТ 10704, ГОСТ 10705 и ГОСТ 10706 в настоящем стандарте:
- введена классификация труб по классам прочности;
- дополнен ряд размеров труб по наружному диаметру и толщине стенки;
- установлены две точности изготовления длины труб: обычная и повышенная;
- дополнена возможность проведения испытаний труб на ударный изгиб и неразрушающего контроля;
- дополнена возможность изготовления труб с определением углеродного эквивалента, очищенной от окалины поверхностью, с отделкой концов.
1 Область применения
Настоящий стандарт распространяется на стальные сварные трубы общего назначения из углеродистой и низколегированной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 31447-2012 Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов. Технические условия
ГОСТ 31458-2012 Трубы стальные и изделия из труб. Документы о приемочном контроле
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 162-90 Штангенглубиномеры. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 2216-84 Калибры-скобы гладкие регулируемые. Технические условия
ГОСТ 3728-78 Трубы. Метод испытания на загиб
ГОСТ 3845-75 Трубы металлические. Метод испытания гидравлическим давлением
ГОСТ 5378-88 Угломеры с нониусом. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7268-82 Сталь. Метод определения склонности к механическому старению по испытанию на ударный изгиб
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8693-80 (ИСО 8494-86) Трубы металлические. Метод испытания на бортование
ГОСТ 8694-75 Трубы. Метод испытания на раздачу
ГОСТ 8695-75 Трубы. Метод испытания на сплющивание
ГОСТ 9045-93 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10006-80 (ИСО 6892-84) Трубы металлические. Метод испытания на растяжение
ГОСТ 10692-80 Трубы стальные, чугунные и соединительные части к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 11358-89 Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0,1 мм. Технические условия
ГОСТ 12344-2003 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-2001 (ИСО 671-82, ИСО 4935-89) Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 (ИСО 439-82, ИСО 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12348-78 (ИСО 629-82) Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 12349-83 Стали легированные и высоколегированные. Методы определения вольфрама
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351-2003 (ИСО 4942:1988, ИСО 9647:1989) Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356-81 Стали легированные и высоколегированные. Метод определения титана
ГОСТ 12357-84 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 12358-2002 Стали легированные и высоколегированные. Методы определения мышьяка
ГОСТ 12359-99 (ИСО 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12360-82 Стали легированные и высоколегированные. Методы определения бора
ГОСТ 12361-2002 Стали легированные и высоколегированные. Методы определения ниобия
ГОСТ 12362-79 Стали легированные и высоколегированные. Методы определения микропримесей сурьмы, свинца, олова, цинка и кадмия
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 17745-90 Стали и сплавы. Методы определения газов
ГОСТ 18360-93 Калибры-скобы листовые для диаметров от 3 до 260 мм. Размеры
ГОСТ 18365-93 Калибры-скобы листовые со сменными губками для диаметров свыше 100 до 360 мм. Размеры
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 19281-89 (ИСО 4950-2-81, ИСО 4950-3-81, ИСО 4951-79, ИСО 4995-78, ИСО 4996-78, ИСО 5952-83) Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 (ИСО 629-82) Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.6-88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 26877-2008 Металлопродукция. Методы измерения отклонений формы
ГОСТ 28033-89 Сталь. Метод рентгенофлюоресцентного анализа
ГОСТ 28548-90 Трубы стальные. Термины и определения
ГОСТ 30432-96 Трубы металлические. Методы отбора проб, заготовок и образцов для механических и технологических испытаний
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом, следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 16504, ГОСТ 28548, ГОСТ 26877, ГОСТ 15.309, ГОСТ 31447, а также следующие термины с соответствующими определениями:
3.1 горячередуцированная труба: Сварная труба, окончательный наружный диаметр которой по всей длине сформирован в процессе горячего редуцирования в определенном интервале температур.
3.2 класс прочности: Обозначение уровня прочности трубы.
3.3 тело трубы: Вся труба, кроме сварного шва (швов) и зоны термического влияния сварки.
4 Обозначения и сокращения
В настоящем стандарте приняты следующие обозначения и сокращения:
D - наружный диаметр трубы, мм;
- относительное удлинение после разрыва (на пятикратных образцах), %;
С - углеродный эквивалент;
Р - испытательное гидростатическое давление, МПа;
- временное сопротивление, Н/мм
;
- предел текучести, Н/мм
;
R - допускаемое напряжение в стенке трубы, МПа;
S - толщина стенки трубы, мм;
S - минимальная (с учетом минусового предельного отклонения) толщина стенки трубы, мм;
М - масса 1 м трубы, кг/м;
- периметр поперечного сечения трубы, мм;
ВЧС - высокочастотная сварка;
ДСФ - дуговая сварка под флюсом;
ДСФП - дуговая сварка под флюсом труб с одним продольным швом;
ДСФ2П - дуговая сварка под флюсом труб с двумя продольными швами;
ДСФС - дуговая сварка под флюсом труб со спиральным швом;
ЛТО - локальная термическая обработка сварного соединения труб;
ОТО - объемная термическая обработка всей трубы;
ГР - горячее редуцирование сварных труб.
5 Сортамент
5.1 Виды труб и состояние поставки
Трубы изготовляют следующих видов:
- прямошовные с одним продольным швом, ВЧС или ДСФП;
- прямошовные с двумя продольными швами, ДСФ2П;
- спиральношовные со спиральным швом, ДСФС.
Трубы поставляют сварными или сварными горячередуцированными.
Трубы поставляют в состоянии после термической обработки по всему объему, после локальной термической обработки сварного соединения или без термической обработки.
5.2 Размеры
Трубы изготовляют по наружному диаметру и толщине стенки размерами, указанными в таблице 1, обычной точности по наружному диаметру.
По требованию заказчика трубы могут быть изготовлены повышенной точности по наружному диаметру.
По согласованию между изготовителем и заказчиком трубы могут быть изготовлены размерами, не предусмотренными в таблице 1.
Таблица 1 - Наружный диаметр, толщина стенки и теоретическая масса 1 м труб
Наружный диаметр труб, мм | Теоретическая масса 1 м труб, кг, при толщине стенки, мм | ||||||||||||||||
0,7 | 0,8 | 0,9 | 1,0 | 1,2 | 1,4 | 1,5 | 1,6 | 1,8 | 2,0 | 2,2 | 2,5 | 2,8 | 3,0 | 3,2 | 3,5 | 3,8 | |
10,0 | 0,161 | 0,182 | 0,202 | 0,222 | 0,260 | 0,297 | 0,314 | - | - | - | - | - | - | - | - | - | - |
10,2 | 0,164 | 0,185 | 0,206 | 0,227 | 0,266 | 0,304 | 0,322 | - | - | - | - | - | - | - | - | - | - |
12,0 | 0,195 | 0,221 | 0,246 | 0,271 | 0,320 | 0,366 | 0,388 | 0,410 | - | - | - | - | - | - | - | - | - |
13,0 | 0,212 | 0,241 | 0,269 | 0,296 | 0,349 | 0,401 | 0,425 | 0,450 | - | - | - | - | - | - | - | - | - |
14,0 | 0,230 | 0,260 | 0,291 | 0,321 | 0,379 | 0,435 | 0,462 | 0,489 | - | - | - | - | - | - | - | - | - |
15,0 | 0,247 | 0,280 | 0,313 | 0,345 | 0,408 | 0,470 | 0,499 | 0,529 | - | - | - | - | - | - | - | - | - |
16,0 | 0,264 | 0,300 | 0,335 | 0,370 | 0,438 | 0,504 | 0,536 | 0,568 | - | - | - | - | - | - | - | - | - |
17,0 | - | 0,320 | 0,357 | 0,395 | 0,468 | 0,539 | 0,573 | 0,608 | - | - | - | - | - | - | - | - | - |
18,0 | - | 0,339 | 0,380 | 0,419 | 0,497 | 0,573 | 0,610 | 0,647 | 0,719 | - | - | - | - | - | - | - | - |
19,0 | - | 0,359 | 0,402 | 0,444 | 0,527 | 0,608 | 0,647 | 0,687 | 0,764 | 0,838 | - | - | - | - | - | - | - |
20,0 | - | 0,379 | 0,424 | 0,469 | 0,556 | 0,642 | 0,684 | 0,726 | 0,808 | 0,888 | 0,966 | 1,08 | 1,19 | 1,26 | 1,33 | 1,42 | - |
21,3 | - | 0,404 | 0,453 | 0,501 | 0,595 | 0,687 | 0,732 | 0,777 | 0,866 | 0,952 | 1,04 | 1,16 | 1,28 | 1,35 | 1,43 | 1,54 | - |
22,0 | - | 0,418 | 0,468 | 0,518 | 0,616 | 0,711 | 0,758 | 0,805 | 0,897 | 0,986 | 1,07 | 1,20 | 1,33 | 1,41 | 1,48 | 1,60 | - |
23,0 | - | 0,438 | 0,491 | 0,543 | 0,645 | 0,746 | 0,795 | 0,844 | 0,941 | 1,04 | 1,13 | 1,26 | 1,39 | 1,48 | 1,56 | 1,68 | - |
24,0 | - | 0,458 | 0,513 | 0,567 | 0,675 | 0,780 | 0,832 | 0,884 | 0,985 | 1,09 | 1,18 | 1,33 | 1,46 | 1,55 | 1,64 | 1,77 | - |
25,0 | - | 0,477 | 0,535 | 0,592 | 0,704 | 0,815 | 0,869 | 0,923 | 1,03 | 1,13 | 1,24 | 1,39 | 1,53 | 1,63 | 1,72 | 1,86 | - |
26,0 | - | 0,497 | 0,557 | 0,617 | 0,734 | 0,849 | 0,906 | 0,963 | 1,07 | 1,18 | 1,29 | 1,45 | 1,60 | 1,70 | 1,80 | 1,94 | - |
27,0 | - | 0,517 | 0,579 | 0,641 | 0,764 | 0,884 | 0,943 | 1,00 | 1,12 | 1,23 | 1,35 | 1,51 | 1,67 | 1,78 | 1,88 | 2,03 | - |
28,0 | - | 0,537 | 0,601 | 0,666 | 0,793 | 0,918 | 0,980 | 1,04 | 1,16 | 1,28 | 1,40 | 1,57 | 1,74 | 1,85 | 1,96 | 2,11 | - |
30,0 | - | 0,576 | 0,646 | 0,715 | 0,852 | 0,987 | 1,05 | 1,12 | 1,25 | 1,38 | 1,51 | 1,70 | 1,88 | 2,00 | 2,11 | 2,29 | - |
32,0 | - | 0,616 | 0,690 | 0,765 | 0,911 | 1,06 | 1,13 | 1,20 | 1,34 | 1,48 | 1,62 | 1,82 | 2,02 | 2,15 | 2,27 | 2,46 | - |
33,0 | - | - | - | 0,789 | 0,941 | 1,09 | 1,17 | 1,24 | 1,38 | 1,53 | 1,67 | 1,88 | 2,09 | 2,22 | 2,35 | 2,55 | 2,74 |
33,7 | - | - | - | 0,806 | 0,962 | 1,12 | 1,19 | 1,27 | 1,42 | 1,56 | 1,71 | 1,92 | 2,13 | 2,27 | 2,41 | 2,61 | 2,80 |
35,0 | - | - | - | 0,838 | 1,00 | 1,16 | 1,24 | 1,32 | 1,47 | 1,63 | 1,78 | 2,00 | 2,22 | 2,37 | 2,51 | 2,72 | 2,92 |
36,0 | - | - | - | 0,863 | 1,03 | 1,19 | 1,28 | 1,36 | 1,52 | 1,68 | 1,83 | 2,07 | 2,29 | 2,44 | 2,59 | 2,81 | 3,02 |
38,0 | - | - | - | 0,912 | 1,09 | 1,26 | 1,35 | 1,44 | 1,61 | 1,78 | 1,94 | 2,19 | 2,43 | 2,59 | 2,75 | 2,98 | 3,21 |
40,0 | - | - | - | 0,962 | 1,15 | 1,33 | 1,42 | 1,52 | 1,70 | 1,87 | 2,05 | 2,31 | 2,57 | 2,74 | 2,90 | 3,15 | 3,39 |
42,0 | - | - | - | 1,01 | 1,21 | 1,40 | 1,50 | 1,59 | 1,78 | 1,97 | 2,16 | 2,44 | 2,71 | 2,89 | 3,06 | 3,32 | 3,58 |
44,5 | - | - | - | 1,07 | 1,28 | 1,49 | 1,59 | 1,69 | 1,90 | 2,10 | 2,29 | 2,59 | 2,88 | 3,07 | 3,26 | 3,54 | 3,81 |
45,0 | - | - | - | 1,09 | 1,30 | 1,51 | 1,61 | 1,71 | 1,92 | 2,12 | 2,32 | 2,62 | 2,91 | 3,11 | 3,30 | 3,58 | 3,86 |
48,0 | - | - | - | - | - | 1,61 | 1,72 | 1,83 | 2,05 | 2,27 | 2,48 | 2,81 | 3,12 | 3,33 | 3,54 | 3,84 | 4,14 |
48,3 | - | - | - | - | - | 1,62 | 1,73 | 1,84 | 2,06 | 2,28 | 2,50 | 2,82 | 3,14 | 3,35 | 3,56 | 3,87 | 4,17 |
51,0 | - | - | - | - | - | 1,71 | 1,83 | 1,95 | 2,18 | 2,42 | 2,65 | 2,99 | 3,33 | 3,55 | 3,77 | 4,10 | 4,42 |
52,0 | - | - | - | - | - | 1,75 | 1,87 | 1,99 | 2,23 | 2,47 | 2,70 | 3,05 | 3,40 | 3,63 | 3,85 | 4,19 | 4,52 |
53,0 | - | - | - | - | - | 1,78 | 1,91 | 2,03 | 2,27 | 2,52 | 2,76 | 3,11 | 3,47 | 3,70 | 3,93 | 4,27 | 4,61 |
54,0 | - | - | - | - | - | 1,82 | 1,94 | 2,07 | 2,32 | 2,56 | 2,81 | 3,18 | 3,54 | 3,77 | 4,01 | 4,36 | 4,70 |
57,0 | - | - | - | - | - | 1,92 | 2,05 | 2,19 | 2,45 | 2,71 | 2,97 | 3,36 | 3,74 | 4,00 | 4,25 | 4,62 | 4,99 |
60,0 | - | - | - | - | - | 2,02 | 2,16 | 2,30 | 2,58 | 2,86 | 3,14 | 3,55 | 3,95 | 4,22 | 4,48 | 4,88 | 5,27 |
63,5 | - | - | - | - | - | 2,14 | 2,29 | 2,44 | 2,74 | 3,03 | 3,33 | 3,76 | 4,19 | 4,48 | 4,76 | 5,18 | 5,59 |
70,0 | - | - | - | - | - | 2,37 | 2,53 | 2,70 | 3,03 | 3,35 | 3,68 | 4,16 | 4,64 | 4,96 | 5,27 | 5,74 | 6,20 |
73,0 | - | - | - | - | - | 2,47 | 2,64 | 2,82 | 3,16 | 3,50 | 3,84 | 4,35 | 4,85 | 5,18 | 5,51 | 6,00 | 6,48 |
76,0 | - | - | - | - | - | 2,58 | 2,76 | 2,94 | 3,29 | 3,65 | 4,00 | 4,53 | 5,05 | 5,40 | 5,75 | 6,26 | 6,77 |
83,0 | - | - | - | - | - | - | - | 3,21 | 3,60 | 4,00 | 4,38 | 4,96 | 5,54 | 5,92 | 6,30 | 6,86 | 7,42 |
89,0 | - | - | - | - | - | - | - | 3,45 | 3,87 | 4,29 | 4,71 | 5,33 | 5,95 | 6,36 | 6,77 | 7,38 | 7,98 |
95,0 | - | - | - | - | - | - | - | - | 4,14 | 4,59 | 5,03 | 5,70 | 6,37 | 6,81 | 7,24 | 7,90 | 8,55 |
102,0 | - | - | - | - | - | - | - | - | 4,45 | 4,93 | 5,41 | 6,13 | 6,85 | 7,32 | 7,80 | 8,50 | 9,20 |
108,0 | - | - | - | - | - | - | - | - | 4,71 | 5,23 | 5,74 | 6,50 | 7,26 | 7,77 | 8,27 | 9,02 | 9,76 |
114,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | 8,21 | 8,74 | 9,54 | 10,33 |
121,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | 8,73 | 9,30 | 10,14 | 10,98 |
127,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | 9,17 | 9,77 | 10,66 | 11,55 |
133,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | 9,62 | 10,24 | 11,18 | 12,11 |
140,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | 10,14 | 10,80 | 11,78 | 12,76 |
146,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | 10,58 | 11,27 | 12,30 | 13,33 |
152,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | 11,02 | 11,74 | 12,82 | 13,89 |
159,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | 11,54 | 12,30 | 13,42 | 14,54 |
168,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | 12,21 | 13,01 | 14,20 | 15,39 |
178,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | 12,95 | 13,79 | 15,06 | 16,32 |
193,7 | - | - | - | - | - | - | - | - | - | - | - | - | - | 14,11 | 15,03 | 16,42 | 17,80 |
219,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | 15,98 | 17,03 | 18,60 | 20,17 |
245,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | 17,90 | 19,08 | 20,85 | 22,60 |
273,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 23,26 | 25,23 |
325,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
356,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
377,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
406,4 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
426,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
457,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
508,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
530,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
630,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
720,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
820,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
1020,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
1220,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
1420,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
1620,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
1720,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
1820,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
2020,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
2220,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
2520,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
Продолжение таблицы 1
Наружный диаметр труб, мм | Теоретическая масса 1 м труб, кг, при толщине стенки, мм | ||||||||||||||||
4,0 | 4,5 | 5,0 | 5,5 | 6,0 | 7,0 | 8,0 | 9,0 | 10,0 | 11,0 | 12,0 | 13,0 | 14,0 | 15,0 | 16,0 | 17,0 | 18,0 | |
10,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
10,2 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
12,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
13,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
14,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
15,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
16,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
17,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
18,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
19,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
20,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
21,3 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
22,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
23,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
24,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
25,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
26,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
27,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
28,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
30,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
32,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
33,0 | 2,86 | 3,16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
33,7 | 2,93 | 3,24 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
35,0 | 3,06 | 3,38 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
36,0 | 3,16 | 3,50 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
38,0 | 3,35 | 3,72 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
40,0 | 3,55 | 3,94 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
42,0 | 3,75 | 4,16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
44,5 | 4,00 | 4,44 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
45,0 | 4,04 | 4,49 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
48,0 | 4,34 | 4,83 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
48,3 | 4,37 | 4,86 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
51,0 | 4,64 | 5,16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
52,0 | 4,74 | 5,27 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
53,0 | 4,83 | 5,38 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
54,0 | 4,93 | 5,49 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
57,0 | 5,23 | 5,83 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
60,0 | 5,52 | 6,16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
63,5 | 5,87 | 6,55 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
70,0 | 6,51 | 7,27 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
73,0 | 6,81 | 7,60 | 8,38 | 9,16 | - | - | - | - | - | - | - | - | - | - | - | - | - |
76,0 | 7,10 | 7,93 | 8,75 | 9,56 | 10,36 | - | - | - | - | - | - | - | - | - | - | - | - |
83,0 | 7,79 | 8,71 | 9,62 | 10,51 | 11,39 | - | - | - | - | - | - | - | - | - | - | - | - |
89,0 | 8,38 | 9,38 | 10,36 | 11,33 | 12,28 | - | - | - | - | - | - | - | - | - | - | - | - |
95,0 | 8,98 | 10,04 | 11,10 | 12,14 | 13,17 | - | - | - | - | - | - | - | - | - | - | - | - |
102,0 | 9,67 | 10,82 | 11,96 | 13,09 | 14,21 | - | - | - | - | - | - | - | - | - | - | - | - |
108,0 | 10,26 | 11,49 | 12,70 | 13,90 | 15,09 | 17,44 | 19,73 | - | - | - | - | - | - | - | - | - | - |
114,0 | 10,85 | 12,15 | 13,44 | 14,72 | 15,98 | 18,47 | 20,91 | 23,31 | 25,65 | - | - | - | - | - | - | - | - |
121,0 | 11,54 | 12,93 | 14,30 | 15,67 | 17,02 | 19,68 | 22,29 | 24,86 | 27,37 | - | - | - | - | - | - | - | - |
127,0 | 12,13 | 13,59 | 15,04 | 16,48 | 17,90 | 20,72 | 23,48 | 26,19 | 28,85 | - | - | - | - | - | - | - | - |
133,0 | 12,73 | 14,26 | 15,78 | 17,29 | 18,79 | 21,75 | 24,66 | 27,52 | 30,33 | - | - | - | - | - | - | - | - |
140,0 | 13,42 | 15,04 | 16,65 | 18,24 | 19,83 | 22,96 | 26,04 | 29,08 | 32,06 | 34,99 | 37,88 | 40,72 | - | - | - | - | - |
146,0 | 14,01 | 15,70 | 17,39 | 19,06 | 20,72 | 24,00 | 27,23 | 30,41 | 33,54 | 36,62 | 39,66 | 42,64 | - | - | - | - | - |
152,0 | 14,60 | 16,37 | 18,13 | 19,87 | 21,60 | 25,03 | 28,41 | 31,74 | 35,02 | 38,25 | 41,43 | 44,56 | - | - | - | - | - |
159,0 | 15,29 | 17,15 | 18,99 | 20,82 | 22,64 | 26,24 | 29,79 | 33,29 | 36,75 | 40,15 | 43,50 | 46,81 | - | - | - | - | - |
168,0 | 16,18 | 18,14 | 20,10 | 22,04 | 23,97 | 27,79 | 31,57 | 35,29 | 38,97 | 42,59 | 46,17 | 49,69 | - | - | - | - | - |
178,0 | 17,16 | 19,25 | 21,33 | 23,40 | 25,45 | 29,52 | 33,54 | 37,51 | 41,43 | 45,30 | 49,13 | 52,90 | - | - | - | - | - |
193,7 | 18,71 | 21,00 | 23,27 | 25,53 | 27,77 | 32,23 | 36,64 | 40,99 | 45,30 | 49,56 | 53,77 | 57,93 | - | - | - | - | - |
219,0 | 21,21 | 23,80 | 26,39 | 28,96 | 31,52 | 36,60 | 41,63 | 46,61 | 51,54 | 56,43 | 61,26 | 66,04 | 70,78 | 75,46 | 80,10 | - | - |
245,0 | 23,77 | 26,69 | 29,59 | 32,49 | 35,36 | 41,09 | 46,76 | 52,38 | 57,95 | 63,48 | 68,95 | 74,38 | 79,76 | 85,08 | 90,36 | - | - |
273,0 | 26,54 | 29,80 | 33,05 | 36,28 | 39,51 | 45,92 | 52,28 | 58,60 | 64,86 | 71,07 | 77,24 | 83,36 | 89,42 | 95,44 | 101,41 | 107,33 | 113,20 |
325,0 | 31,67 | 35,57 | 39,46 | 43,34 | 47,20 | 54,90 | 62,54 | 70,14 | 77,68 | 85,18 | 92,63 | 100,03 | 107,38 | 114,68 | 121,93 | 129,13 | 136,28 |
356,0 | 34,72 | 39,01 | 43,28 | 47,54 | 51,79 | 60,25 | 68,66 | 77,02 | 85,33 | 93,59 | 101,80 | 109,97 | 118,08 | 126,14 | 134,16 | 142,12 | 150,04 |
377,0 | 36,79 | 41,34 | 45,87 | 50,39 | 54,90 | 63,87 | 72,80 | 81,68 | 90,51 | 99,29 | 108,02 | 116,70 | 125,33 | 133,91 | 142,44 | 150,93 | 159,36 |
406,4 | 39,70 | 44,60 | 49,50 | 54,38 | 59,25 | 68,95 | 78,60 | 88,20 | 97,76 | 107,26 | 116,72 | 126,12 | 135,48 | 144,79 | 154,05 | 163,25 | 172,41 |
426,0 | 41,63 | 46,78 | 51,91 | 57,04 | 62,15 | 72,33 | 82,47 | 92,55 | 102,59 | 112,58 | 122,52 | 132,41 | 142,25 | 152,04 | 161,78 | 171,47 | 181,11 |
457,0 | 44,69 | 50,22 | 55,73 | 61,24 | 66,73 | 77,68 | 88,58 | 99,44 | 110,24 | 120,99 | 131,69 | 142,35 | 152,95 | 163,51 | 174,01 | 184,47 | 194,88 |
508,0 | - | 55,88 | 62,02 | 68,16 | 74,28 | 86,49 | 98,65 | 110,75 | 122,81 | 134,82 | 146,79 | 158,70 | 170,56 | 182,37 | 194,14 | 205,85 | 217,51 |
530,0 | - | 58,32 | 64,74 | 71,14 | 77,54 | 90,29 | 102,99 | 115,64 | 128,24 | 140,79 | 153,30 | 165,75 | 178,15 | 190,51 | 202,82 | 215,07 | 227,28 |
630,0 | - | - | - | - | - | 107,55 | 122,72 | 137,83 | 152,90 | 167,92 | 182,89 | 197,81 | 212,68 | 227,50 | 242,27 | 257,00 | 271,67 |
720,0 | - | - | - | - | - | 123,09 | 140,47 | 157,81 | 175,10 | 192,34 | 209,52 | 226,66 | 243,75 | 260,80 | 277,79 | 294,73 | 311,62 |
820,0 | - | - | - | - | - | 140,35 | 160,20 | 180,00 | 199,76 | 219,46 | 239,12 | 258,72 | 278,28 | 297,79 | 317,25 | 336,65 | 356,01 |
1020,0 | - | - | - | - | - | - | 199,66 | 224,39 | 249,08 | 273,72 | 298,31 | 322,84 | 347,33 | 371,77 | 396,16 | 420,50 | 444,79 |
1220,0 | - | - | - | - | - | - | - | 268,79 | 298,40 | 327,97 | 357,49 | 386,96 | 416,38 | 445,76 | 475,08 | 504,35 | 533,58 |
1420,0 | - | - | - | - | - | - | - | - | 347,73 | 382,23 | 416,68 | 451,08 | 485,44 | 519,74 | 554,00 | 588,20 | 622,36 |
1620,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | 593,73 | 632,91 | 672,05 | 711,14 |
1720,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | 630,72 | 672,37 | 713,98 | 755,53 |
1820,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | 667,71 | 711,83 | 755,90 | 799,92 |
2020,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | 741,69 | 790,75 | 839,75 | 888,70 |
2220,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | 815,68 | 869,66 | 923,60 | 977,48 |
2520,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | 926,66 | 988,04 | 1049,37 | 1110,66 |
Продолжение таблицы 1
Наружный диаметр труб, мм | Теоретическая масса 1 м труб, кг, при толщине стенки, мм | |||||||||||||||
19,0 | 20,0 | 21,0 | 22,0 | 23,0 | 24,0 | 25,0 | 26,0 | 27,0 | 28,0 | 29,0 | 30,0 | 31,0 | 32,0 | 33,0 | 34,0 | |
10,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
10,2 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
12,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
13,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
14,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
15,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
16,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
17,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
18,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
19,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
20,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
21,3 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
22,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
23,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
24,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
25,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
26,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
27,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
28,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
30,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
32,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
33,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
33,7 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
35,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
36,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
38,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
40,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
42,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
44,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
45,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
48,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
48,3 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
51,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
52,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
53,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
54,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
57,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
60,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
63,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
70,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
73,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
76,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
83,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
89,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
95,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
102,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
108,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
114,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
121,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
127,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
133,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
140,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
146,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
152,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
159,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
168,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
178,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
193,7 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
219,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
245,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
273,0 | 119,02 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
325,0 | 143,38 | 150,44 | 157,44 | 164,39 | - | - | - | - | - | - | - | - | - | - | - | - |
356,0 | 157,91 | 165,73 | 173,49 | 181,21 | - | - | - | - | - | - | - | - | - | - | - | - |
377,0 | 167,75 | 176,08 | 184,37 | 192,61 | - | - | - | - | - | - | - | - | - | - | - | - |
406,4 | 181,52 | 190,58 | 199,60 | 208,56 | - | - | - | - | - | - | - | - | - | - | - | - |
426,0 | 190,71 | 200,25 | 209,75 | 219,19 | - | - | - | - | - | - | - | - | - | - | - | - |
457,0 | 205,23 | 215,54 | 225,80 | 236,01 | - | - | - | - | - | - | - | - | - | - | - | - |
508,0 | 229,13 | 240,70 | 252,21 | 263,68 | 275,10 | 286,47 | 297,79 | 309,06 | 320,28 | 331,45 | 342,57 | 353,65 | 364,67 | - | - | - |
530,0 | 239,44 | 251,55 | 263,61 | 275,62 | 287,58 | 299,49 | 311,35 | 323,16 | 334,93 | 346,64 | 358,31 | 369,92 | 381,49 | - | - | - |
630,0 | 286,30 | 300,87 | 315,40 | 329,87 | 344,30 | 358,68 | 373,01 | 387,28 | 401,51 | 415,69 | 429,83 | 443,91 | 457,94 | 471,92 | 485,86 | 499,74 |
720,0 | 328,47 | 345,26 | 362,01 | 378,70 | 395,35 | 411,95 | 428,49 | 444,99 | 461,44 | 477,84 | 494,19 | 510,49 | 526,74 | 542,95 | 559,10 | 575,20 |
820,0 | 375,32 | 394,58 | 413,80 | 432,96 | 452,07 | 471,13 | 490,15 | 509,11 | 528,03 | 546,89 | 565,71 | 584,48 | 603,20 | 621,86 | 640,48 | 659,05 |
1020,0 | 469,04 | 493,23 | 517,37 | 541,47 | 565,51 | 589,51 | 613,45 | 637,35 | 661,20 | 685,00 | 708,75 | 732,45 | 756,10 | 779,70 | 803,25 | 826,75 |
1220,0 | 562,75 | 591,88 | 620,95 | 649,98 | 678,96 | 707,88 | 736,76 | 765,59 | 794,37 | 823,10 | 851,78 | 880,42 | 909,00 | 937,53 | 966,02 | 994,45 |
1420,0 | 656,46 | 690,52 | 724,53 | 758,49 | 792,40 | 826,26 | 860,07 | 893,83 | 927,54 | 961,21 | 994,82 | 1028,38 | 1061,90 | 1095,37 | 1128,78 | 1162,15 |
1620,0 | 750,18 | 789,17 | 828,11 | 867,00 | 905,84 | 944,63 | 983,38 | 1022,07 | 1060,72 | 1099,31 | 1137,86 | 1176,35 | 1214,80 | 1253,20 | 1291,55 | 1329,85 |
1720,0 | 797,04 | 838,49 | 879,90 | 921,25 | 962,56 | 1003,82 | 1045,03 | 1086,19 | 1127,30 | 1168,36 | 1209,38 | 1250,34 | 1291,25 | 1332,12 | 1372,93 | 1413,70 |
1820,0 | 843,89 | 887,81 | 931,69 | 975,51 | 1019,28 | 1063,01 | 1106,68 | 1150,31 | 1193,89 | 1237,42 | 1280,89 | 1324,32 | 1367,70 | 1411,03 | 1454,31 | 1497,54 |
2020,0 | 937,61 | 986,46 | 1035,27 | 1084,02 | 1132,73 | 1181,38 | 1229,99 | 1278,55 | 1327,06 | 1375,52 | 1423,93 | 1472,29 | 1520,60 | 1568,87 | 1617,08 | 1665,24 |
2220,0 | 1031,32 | 1085,11 | 1138,84 | 1192,53 | 1246,17 | 1299,76 | 1353,30 | 1406,79 | 1460,23 | 1513,62 | 1566,97 | 1620,26 | 1673,50 | 1726,70 | 1779,85 | 1832,94 |
2520,0 | 1171,89 | 1233,08 | 1294,21 | 1355,30 | 1416,33 | 1477,32 | 1538,26 | 1599,15 | 1659,99 | 1720,78 | 1781,52 | 1842,21 | 1902,86 | 1963,45 | 2023,99 | 2084,49 |
Примечания 1 Теоретическую массу 1 м труб, кг, рассчитывают по следующей формуле с округлением полученного значения до трех десятичных знаков после за пятой для значений менее 1,00 кг/м и до двух десятичных знаков после запятой для остальных значений: М=0,0246615 (D-S) S, S - толщина стенки трубы, мм. Плотность стали принята равной 7,85 г/см 2 Теоретическую массу 1 м труб ДСФ увеличивают для одношовных труб на 1%, для двухшовных и спиральношовных труб - на 1,5% расчетной теоретической массы. | ||||||||||||||||
5.3 Длина
По длине трубы изготовляют:
а) немерной длины - в пределах от 1,5 до 18,0 м;
б) мерной длины - в пределах от 2,0 до 18,0 м;
в) длины, кратной мерной, - в пределах от 1,5 до 18,0 м с припуском на каждый рез по 5 мм, если другой припуск не указан в заказе.
В каждой партии труб мерной длины допускается не более 5% труб немерной длины не короче 3,0 м.
Трубы мерной длины и длины, кратной мерной, поставляют обычной точности по длине.
По требованию заказчика трубы мерной длины и длины, кратной мерной, могут быть поставлены повышенной точности по длине.
По требованию заказчика трубы немерной длины изготовляют с ограничением длины в пределах от 6,0 до 14,0 м.
По согласованию между изготовителем и заказчиком трубы мерной длины и длины, кратной мерной, могут быть изготовлены длиной, не предусмотренной настоящим стандартом.
5.4 Классы прочности
Трубы изготовляют классами прочности от КП175 до КП460, указанными в таблице 2.
По согласованию между изготовителем и заказчиком изготовляют трубы промежуточных классов прочности.
5.5 Марки стали
Трубы изготовляют из углеродистых и низколегированных сталей по ГОСТ 380, ГОСТ 1050, ГОСТ 9045, ГОСТ 19281 и по другим нормативным документам.
5.6 Группы поставки
Трубы в зависимости от нормированных показателей изготовляют следующих групп поставки:
А - с нормированием механических свойств при растяжении классов прочности КП175-КП460, без нормирования химического состава;
Б - с нормированием химического состава из сталей марок по ГОСТ 380, ГОСТ 1050, ГОСТ 9045 и ГОСТ 19281 или другим нормативным документам, без нормирования механических свойств;
В - с нормированием механических свойств при растяжении классов прочности КП175-КП460 и химического состава из сталей марок по ГОСТ 380, ГОСТ 1050, ГОСТ 9045 и ГОСТ 19281 или другим нормативным документам;
Д - с нормированием испытательного гидравлического давления, без нормирования механических свойств и химического состава;
Е - с химическим составом стали и/или нормами механических свойств, установленными по согласованию между изготовителем и заказчиком.
5.7 Примеры условных обозначений труб
Примеры условных обозначений:
1 Трубы ВЧС, без термообработки, наружным диаметром 89,0 мм обычной точности, с толщиной стенки 4,0 мм, длины, кратной 1,6 м, обычной точности, группы поставки Б, из стали марки Ст3сп, по ГОСТ...:
Труба ВЧС - 894
1600кр - Б - Ст3сп - ГОСТ...
2 Трубы ВЧС, с локальной термообработкой сварного соединения, наружным диаметром 219,0 мм повышенной точности, с толщиной стенки 8,0 мм, мерной длины 7,0 м, повышенной точности, группы поставки А, класса прочности КП265, по ГОСТ...:
Труба ВЧС - ЛТО - 219п8
7000п - А - КП265 - ГОСТ...
3 Трубы ВЧС, с объемной термообработкой, наружным диаметром 219,0 мм обычной точности, с толщиной стенки 8,0 мм, немерной длины, группы поставки Е, класса прочности КП430, из стали марки13ХФА, по ГОСТ...:
Труба ВЧС - ОТО - 2198 - Е - КП430 - 13ХФА - ГОСТ...
4 Трубы ВЧС, ГР, наружным диаметром 76,0 мм повышенной точности, с толщиной стенки 3,0 мм, ограниченной немерной длины в пределах 8,0-14,0 м, группы поставки В, класса прочности КП195, из стали марки 09Г2С, по ГОСТ...:
Труба ВЧС - ГР-76п3
8000-14000 - В - КП195 - 09Г2С - ГОСТ...
5 Трубы ДСФП, без термообработки, наружным диаметром 820,0 мм повышенной точности, с толщиной стенки 16,0 мм, мерной длины 10,5 м обычной точности, группы поставки В, класса прочности КП245, из стали марки 20, по ГОСТ...:
Труба ДСФП - 820п16
10500 - В - КП245 - 20 - ГОСТ...
6 Трубы ДСФП, наружным диаметром 406,4 мм обычной точности, с толщиной стенки 5,5 мм, не мерной длины, группы поставки Д, по ГОСТ...:
Труба ДСФП - 406,45,5 - Д - ГОСТ...
7 Трубы ДСФ2П, без термообработки, наружным диаметром 530,0 мм обычной точности, с толщиной стенки 12,0 мм, немерной длины, группы поставки Б, из стали марки 08кп, по ГОСТ ...:
Труба ДСФ2П - 53012 - Б - 08кп - ГОСТ...
8 Трубы ДСФС, с объемной термообработкой, наружным диаметром 1420,0 мм обычной точности, с толщиной стенки 14,0 мм, немерной длины, группы поставки А, класса прочности КП460, по ГОСТ...:
Труба ДСФС - ОТО - 142014 - А - КП460 - ГОСТ...
5.8 Сведения, указываемые в заказе
5.8.1 При оформлении заказа заказчик должен указать следующие обязательные сведения:
а) обозначение настоящего стандарта;
б) вид труб (см. 5.1);
в) размеры труб (см. 5.2, таблица 1);
г) вид длины и длину труб (см. 5.3);
д) класс прочности (для групп поставки А и В) (см. 5.4);
е) марку стали (для групп поставки Б и В) (см. 5.5);
ж) группу поставки труб (см. 5.6);
и) химический состав стали и/или механические свойства труб (для труб группы поставки Е) (см. 5.6, 6.3.8).
5.8.2 При необходимости заказчик может указать в заказе следующие дополнительные требования:
а) повышенная точность изготовления труб по наружному диаметру (см. 5.2, 6.5.1.1);
б) поставка труб мерной длины и длины, кратной мерной, повышенной точности по длине (см. 5.3);
в) изготовление труб немерной длины с ограничением длины в пределах 6,0-14,0 м (см. 5.3);
г) нормирование временного сопротивления сварного соединения труб наружным диаметром 51,0 мм и более, групп поставки А и В (см. 6.3.2);
д) нормирование ударной вязкости тела труб групп поставки А и В, классов прочности КП205 и выше, наружным диаметром свыше 114,0 мм, с толщиной стенки 6,0 мм и более (см. 6.3.3);
е) нормирование ударной вязкости при испытаниях образцов с U-образным надрезом тела труб, групп поставки А и В, классов прочности КП205 и выше, наружным диаметром свыше 114,0 мм, с толщиной стенки 6,0 мм и более, при температуре испытания 20°С после механического старения (см. 6.3.4);
ж) нормирование ударной вязкости сварного соединения образцов с U-образным надрезом труб групп поставки А и В, классов прочности КП245 и выше, наружным диаметром свыше 114,0 мм, с толщиной стенки 6,0 мм и более, при температуре испытания минус 20°С (см. 6.3.5);
и) проведение технологических испытаний труб групп поставки А и В с указанием видов испытаний (см. 6.4.2);
к) изготовление труб наружным диаметром 530,0 мм и более, с наружным диаметром торцов обычной и повышенной точности (см. 6.5.1.3);
л) удаление или сплющивание внутреннего грата на трубах наружным диаметром 35,0 мм и более (см. 6.6.1);
м) проведение гидростатических испытаний труб групп поставки А и В с выдержкой под давлением не менее 10 с при давлении Р, рассчитанном по формуле (1) настоящего стандарта, но не превышающем 20 МПа (см. 6.8.3);
н) выполнение фаски на торцах труб с толщиной стенки от 5,0 до 16,0 мм включительно (см. 6.9.3);
п) выполнение фаски специальной формы на торцах труб с толщиной стенки от 15,0 мм и более (см. 6.9.4);
р) указание фактической длины труб в маркировке (см. 6.10.4);
15) указание в документе о приемочном контроле расчетного испытательного давления (см. 8.4);
с) оформление документа о приемочном контроле, не предусмотренного настоящим стандартом (см. 8.4).
5.8.3 При необходимости между изготовителем и заказчиком могут быть согласованы и указаны в заказе следующие дополнительные требования:
а) изготовление труб размерами, не предусмотренными настоящим стандартом (см. 5.2);
б) изготовление труб мерной длины и длины, кратной мерной, не предусмотренной настоящим стандартом (см. 5.3);
в) изготовление труб промежуточных классов прочности, не указанных в таблице 2 настоящего стандарта (см. 5.4, 6.3.1);
г) изготовление стыкованных прямошовных труб (см. 6.1.1);
д) вид и режим термической обработки (см. 6.1.2);
е) проведение термической обработки в печах с защитной атмосферой (см. 6.1.2);
ж) нормирование величины углеродного эквивалента низколегированных сталей для труб группы поставки Е (см. 6.2.4);
и) нормирование ударной вязкости при испытаниях образцов с U-образным надрезом тела труб групп поставки А и В, классов прочности КП265 и выше, с толщиной стенки 6,0 мм и более, при температуре испытания минус 60°С (см. 6.3.6);
к) нормирование ударной вязкости при испытаниях образцов с V-образным надрезом тела труб наружным диаметром 114,0 мм и более, с толщиной стенки 6,0 мм и более и/или сварного соединения групп поставки А и В, при температуре испытания, указанной заказчиком (см. 6.3.7);
л) изготовление труб со смещенными предельными отклонениями наружного диаметра (см. 6.5.1.1);
м) изготовление труб со смещенными предельными отклонениями толщины стенки (см. 6.5.1.2);
н) уменьшенные или увеличенные предельные отклонения длины труб мерной длины и длины, кратной мерной (см. 6.5.2);
п) требования к овальности труб, не предусмотренные настоящим стандартом (см. 6.5.3.1);
р) требования к прямолинейности труб, не предусмотренные настоящим стандартом (см. 6.5.3.2);
с) допустимая высота внутреннего грата для труб наружным диаметром 35,0 мм и более (см. 6.6.1);
т) поставка труб с очищенной от окалины поверхностью (см. 6.7.4);
у) проведение гидростатических испытаний труб группы поставки Е с выдержкой под давлением не менее 5 с при давлении Р, рассчитанном по формуле (1) настоящего стандарта (см. 6.8.1);
ф) проведение гидростатических испытаний труб группы поставки Е с выдержкой под давлением не менее 10 с при давлении Р, рассчитанном по формуле (1) настоящего стандарта, но не превышающем 20 МПа (см. 6.8.3);
х) проведение гидростатических испытаний труб наружным диаметром от 114,0 до 273,0 мм включительно при давлении 12 МПа, с выдержкой под давлением не менее 10 с (в случае, если давление, рассчитанное по формуле (1) настоящего стандарта, превышает 12 МПа) (см. 6.8.4);
ц) проведение контроля сварных соединений труб группы поставки Е по всей длине неразрушающими методами и дополнительного, после проведения неразрушающего контроля, гидростатического испытания в объеме не менее 15% труб от партии при давлении, указанном в 6.8.1 настоящего стандарта (см. 6.8.5);
ш) поставка труб групп А, Б, В и Е без проведения дополнительных гидростатических испытаний после неразрушающего контроля (см. 6.8.4);
щ) нанесение дополнительной маркировки (см. 6.10.4, 6.10.5).
6 Технические требования
6.1 Способ производства
6.1.1 Формообразование
Трубы изготовляют из листового или рулонного проката способом высокочастотной сварки или дуговой сварки под слоем флюса.
Трубы после сварки могут быть подвергнуты горячему редуцированию.
На трубах допускается наличие стыковых сварных швов концов рулонного или листового проката на расстоянии не менее 300 мм от торца трубы.
По согласованию между изготовителем и заказчиком прямошовные трубы могут быть изготовлены стыкованными, то есть состоящими из двух отрезков, сваренных вместе кольцевым стыковым швом. Трубы, используемые для изготовления стыкованных труб, должны быть не короче 1,5 м.
6.1.2 Термическая обработка
Трубы подвергают термической обработке или поставляют без термической обработки.
Трубы подвергают термической обработке следующих видов: термической обработке по всему объему или локальной термической обработке сварного соединения.
Необходимость проведения, вид и режим термической обработки выбирает изготовитель с учетом обеспечения требований настоящего стандарта, если между изготовителем и заказчиком не согласовано проведение термической обработки.
По согласованию между заказчиком и изготовителем трубы поставляют термически обработанными в печах с защитной атмосферой.
6.2 Химический состав
6.2.1 Химический состав труб групп поставки А и Д выбирает изготовитель с учетом обеспечения требований настоящего стандарта.
6.2.2 Химический состав труб групп поставки Б и В должен соответствовать указанному в ГОСТ 380, ГОСТ 1050, ГОСТ 9045 и ГОСТ 19281 и других нормативных документах.
6.2.3 Химический состав труб группы поставки Е устанавливают по согласованию между изготовителем и заказчиком.
6.2.4 Углеродный эквивалент С для труб групп поставки А, Б, В и Д из низколегированных сталей не должен превышать 0,46%.
По согласованию между изготовителем и заказчиком углеродный эквивалент С для группы по ставки Е не должен превышать согласованного значения.
6.3 Механические свойства
6.3.1 Механические свойства при растяжении (временное сопротивление, предел текучести и относительное удлинение) тела труб групп поставки А и В должны соответствовать указанным в таблице 2 для соответствующего класса прочности.
Временное сопротивление, предел текучести и относительное удлинение тела труб групп поставки Б и Д не нормируют.
6.3.2 По требованию заказчика временное сопротивление сварного соединения труб наружным диаметром 51,0 мм и более, групп поставки А и В должно соответствовать нормам, указанным в таблице 2.
6.3.3 По требованию заказчика ударная вязкость тела труб групп поставки А и В, классов прочности КП205 и выше, наружным диаметром свыше 114,0 мм, с толщиной стенки 6,0 мм и более должна соответствовать нормам, указанным в таблице 3.
Таблица 2 - Механические свойства тела труб при растяжении
Класс прочности | Временное сопротивление | Предел текучести | Относительное удлинение | |||
после ОТО и ГР | без термообработки и после ЛТО диаметром | |||||
от 10 до 60 мм при толщине стенки | свыше 60 мм | |||||
более 0,06 D | 0,06 D и менее | |||||
не менее | ||||||
КП175 | 255 | 175 | 21 | 7 | 16 | 19 |
КП185 | 294 | 185 | 21 | 7 | 16 | 19 |
КП195 | 314 | 195 | 21 | 7 | 15 | 19 |
КП205 | 335 | 205 | 21 | 7 | 15 | 19 |
КП235 | 375 | 235 | 21 | 6 | 14 | 19 |
КП245 | 410 | 245 | 21 | 6 | 14 | 19 |
КП265 | 471 | 265 | 20 | 6 | 13 | 18 |
КП345 | 490 | 345 | 20 | 5 | 12 | 18 |
КП355 | 510 | 355 | 20 | 5 | 12 | 18 |
КП380 | 530 | 380 | 20 | 5 | 11 | 18 |
КП390 | 540 | 390 | 20 | 5 | 11 | 18 |
КП410 | 550 | 410 | 18 | 5 | 10 | 16 |
КП460 | 590 | 460 | 18 | 4 | 9 | 16 |
| ||||||
Таблица 3 - Ударная вязкость при испытаниях образцов с U-образным надрезом тела труб
Класс прочности | Ударная вязкость при испытаниях образцов с U-образным надрезом тела труб, Дж/см | |||
20 | минус 20 | минус 40 | минус 60 | |
От КП205 до КП245 включ. | 78,4 | 39,2 | - | - |
Св. КП245 | - | 39,2 | 24,5 | 24,5 |
| ||||
6.3.4 По требованию заказчика ударная вязкость при испытаниях образцов с U-образным надрезом тела труб групп поставки А и В, классов прочности КП205 и более, наружным диаметром 114,0 мм и более, с толщиной стенки 6,0 мм и более, при температуре испытания 20°С после механического старения должна быть не менее 39,2 Дж/см.
6.3.5 По требованию заказчика ударная вязкость при испытаниях образцов с U-образным надрезом сварного соединения труб групп поставки А и В, классов прочности КП245 и более, наружным диаметром 114,0 мм и более, с толщиной стенки 6,0 мм и более, при температуре испытания минус 20°С должна быть не менее 29,4 Дж/см.
6.3.6 По согласованию между изготовителем и заказчиком ударная вязкость при испытаниях образцов с U-образным надрезом тела труб групп поставки А и В, классов прочности КП265 и более, с толщиной стенки 6,0 мм и более, при температуре испытания минус 60°С должна быть не менее 24,5 Дж/см.
6.3.7 По согласованию между изготовителем и заказчиком ударная вязкость при испытаниях образцов с V-образным надрезом тела труб наружным диаметром 114,0 мм и более, с толщиной стенки 6,0 мм и более и/или сварного соединения групп поставки А и В, при температуре испытания, указанной заказчиком, должна быть не менее согласованного значения.
6.3.8 Механические свойства труб группы поставки Е устанавливают по согласованию между изготовителем и заказчиком.
6.4 Технологические свойства
6.4.1 Трубы ВЧС групп поставки А и В, наружным диаметром до 152,0 мм включительно, с толщиной стенки не более 15% D должны выдерживать технологическое испытание на сплющивание.
Сплющивание образцов проводят до расстояния между сплющиваемыми плоскостями, равного 2/3 наружного диаметра трубы.
6.4.2 По требованию заказчика трубы групп поставки А и В должны выдерживать одно или несколько технологических испытаний на раздачу, загиб, сплющивание или статический изгиб сварного соединения, указанных в таблице 4.
Таблица 4 - Виды технологических испытаний труб
Вид испытания | Способ сварки | Состояние труб | Наружный диаметр, мм | Толщина стенки, мм | ||||
Сплющивание | ВЧС | Любое | Св. 152,0 до 400,0 включ. | Не более 15% D | ||||
Раздача | ВЧС | ОТО, ЛТО, ГР | Не более 108,0 | Любая | ||||
Нетермо- | Св. | 20,0 | до | 60,0 | включ. | Не более 6% D | ||
" | 60,0 | " | 108,0 | " | Любая | |||
Загиб | ВЧС | ОТО, ЛТО, ГР | Любой | Любая | ||||
Бортование | ВЧС | ГР | Св. 30,0 до 160,0 включ. | Не более 8% D | ||||
Статический изгиб сварного соединения | ВЧС и ДСФ | Любое | Св. 406,4 | Любая | ||||
6.5 Предельные отклонения размеров, длины и формы труб
6.5.1 Предельные отклонения наружного диаметра и толщины стенки
6.5.1.1 Предельные отклонения наружного диаметра тела труб не должны превышать указанных в таблице 5 для заданной точности изготовления.
По согласованию между заказчиком и изготовителем трубы изготовляют со смещенными предельными отклонениями наружного диаметра. При этом сумма предельных отклонений не должна превышать указанных в таблице 5 для заданной точности изготовления.
Таблица 5 - Предельные отклонения наружного диаметра тела труб
Наружный диаметр труб, мм | Предельные отклонения при точности изготовления | ||
обычной | повышенной | ||
10,0 | ±0,2 мм | - | |
Св. 10,0 до 30,0 включ. | ±0,3 мм | ±0,2 мм | |
Св. 30,0 до 51,0 включ. | ±0,4 мм | ±0,3 мм | |
Св. 51,0 до 193,7 включ. | ±0,80% | ±0,70% | |
Св. 197,3 до 426,0 включ. | ±0,75% | ±0,65% | |
Св. 426 до 1020 включ. | ±0,70% | ±0,65% | |
Св. 1020,0 до 1420,0 включ. | ±0,60% | ±6,0 мм | |
Св. 1420,0 до 1620,0 включ. | ±0,40% | ±3,5 мм | |
Св. 1620,0 | ±0,30% | ±4,5 мм | |
| |||
6.5.1.2 Предельные отклонения толщины стенки тела труб не должны превышать:
- для труб наружным диаметром до 152,0 мм включительно ±10%;
- для труб наружным диаметром свыше 152,0 мм предельных отклонений, указанных в ГОСТ 19903 для максимальной ширины листового и рулонного проката нормальной точности.
Для труб ВЧС наружным диаметром свыше 76,0 мм на расстоянии, равном одной толщине стенки в каждую сторону от сварного шва, допускается утолщение стенки на 0,2 мм сверх плюсового отклонения.
По согласованию между заказчиком и изготовителем трубы изготовляют со смещенными предельными отклонениями по толщине стенки, не превышающими суммы предельных отклонений по толщине стенки.
6.5.1.3 По требованию заказчика трубы наружным диаметром 530,0 мм и более изготовляют наружным диаметром торцов обычной и повышенной точности, с предельными отклонениями, указанными в таблице 6.
Таблица 6 - Предельные отклонения наружного диаметра торцов труб
Наружный диаметр труб, мм | Предельные отклонения наружного диаметра торцов трубы при точности изготовления | |
обычной | повышенной | |
От 530,0 до 720,0 включ. | ±2,5 мм | ±1,5 мм |
От 720,0 до 1020,0 включ. | ±2,5 мм | ±2,0 мм |
От 1020,0 до 1620,0 включ. | ±4,0 мм | ±3,5 мм |
Св. 1620,0 | ±0,30% | ±4,5 мм |
6.5.2 Предельные отклонения длины
Предельные отклонения длины труб мерной длины и длины, кратной мерной, не должны превышать указанных в таблице 7.
Таблица 7 - Предельные отклонения длины труб
Вид длины | Длина, м | Предельные отклонения длины труб, мм, при точности изготовления | |
обычной | повышенной | ||
Мерная | До 6,0 включ. | +50 | +10 |
Св. 6,0 | +70 | +15 | |
Кратная мерной | Любая | +100 | +15 |
По согласованию между изготовителем и заказчиком трубы мерной длины и длины, кратной мерной, изготовляют с уменьшенными или увеличенными предельными отклонениями длины.
6.5.3 Отклонения формы
6.5.3.1 Овальность труб не должна превышать:
- для труб наружным диаметром до 530,0 мм включительно, определяемая по разности наибольшего и наименьшего фактических наружных диаметров в одном сечении, - поля предельных отклонений наружного диаметра труб соответствующей точности изготовления;
- для труб наружным диаметром свыше 530,0 мм, определяемая по отношению разности наибольшего и наименьшего фактических наружных диаметров в одном сечении к номинальному диаметру, - 1,5% наружного диаметра труб соответствующей точности изготовления.
По согласованию между изготовителем и заказчиком могут быть установлены другие требования к овальности труб.
6.5.3.2 Трубы должны быть прямолинейными.
Отклонение от прямолинейности труб не должно превышать:
- для труб ВЧС, ДСФП и ДСФ2П наружным диаметром до 457,0 мм включительно - 1,5 мм на любом участке длиной 1 м;
- для труб ДСФС, ВЧС, ДСФП и ДСФ2П наружным диаметром свыше 457,0 мм - 0,2% от всей длины трубы.
Между изготовителем и заказчиком могут быть согласованы другие отклонения от прямолинейности труб.
6.6 Параметры сварного шва
6.6.1 Наружный грат на трубах ВЧС должен быть удален. Высота остатка наружного грата, выступающего над прилежащей поверхностью тела трубы, не должна превышать 0,50 мм.
В местах снятия наружного грата допускается утонение стенки на 0,1 мм сверх минусового отклонения.
На внутренней поверхности труб ВЧС допускается наличие грата, обусловленное способом производства.
Между изготовителем и заказчиком может быть согласована допустимая высота внутреннего грата.
По требованию заказчика внутренний грат на трубах наружным диаметром 35,0 мм и более должен быть удален или сплющен, при этом высота остатка внутреннего грата не должна превышать:
- 0,35 мм - при толщине стенки менее 2,0 мм;
- 0,40 мм - при толщине стенки от 2,0 до 3,0 мм;
- 0,50 мм - при толщине стенки свыше 3,0 мм.
В местах снятия внутреннего грата допускается утонение стенки на 0,1 мм сверх минусового отклонения.
6.6.2 Высота наружного валика сварного шва труб ДСФ, выступающая над прилежащей поверхностью тела трубы, должна быть в следующих пределах:
- 0,5-3,0 мм - при толщине стенки до 8,0 мм включительно;
- 0,5-3,5 мм - при толщине стенки свыше 8,0 мм до 14,0 мм включительно;
- 0,5-4,0 мм - при толщине стенки свыше 14,0 мм до 17,0 мм включительно;
- 0,5-5,0 мм - при толщине стенки свыше 17,0 мм.
Допускается в местах ремонта увеличение высоты валика сварного шва на 1 мм сверх допустимого значения.
Высота внутреннего валика сварного шва, выступающая над прилежащей поверхностью тела трубы, должна быть не менее 0,5 мм.
Допускается на концах труб на расстоянии не менее 150 мм от торца снятие наружного и внутреннего валиков сварного шва до высоты менее 0,5 мм, не выводящее толщину стенки в сварном шве за допустимое минимальное значение.
Переход от валика сварного шва к прилежащей поверхности тела трубы должен быть плавным, без резких изменений профиля.
6.6.3 Смещение кромок в сварном шве труб ВЧС и ДСФ не должно превышать 10% толщины стенки тела труб.
6.6.4 Смещение наружного и внутреннего валиков сварного шва труб ДСФ не должно превышать: 3,0 мм - для труб толщиной стенки 20,0 мм и менее; 4,0 мм - для труб толщиной стенки более 20,0 мм.
6.6.5 На трубах допускается один стыковой сварной шов концов рулонного или листового проката.
Расстояние по окружности между пересечением продольных швов труб ДСФ2П со стыковым швом должно быть не менее 100 мм.
Расстояние по окружности между пересечением спирального и стыкового шва концов рулонного или листового проката со стыковым швом должно составлять не менее 50 мм.
Расстояние от стыкового шва концов рулонного или листового проката до торца труб или до кольцевого стыкового шва должно быть не менее 300 мм.
6.7 Качество поверхности
6.7.1 На поверхности тела труб не допускаются трещины, закаты, расслоения, рванины, а также вмятины с острым дном.
На поверхности тела труб допускаются риски, раковины, плены, рябизна, окалина, следы правки и зачистки несовершенств, не выводящие толщину стенки за допустимые предельные значения.
На поверхности труб, термически обработанных в печах с защитной атмосферой, допускается наличие тонкой окисной пленки и цветов побежалости.
На поверхности тела труб, за исключением концевых участков на расстоянии не менее 150 мм от торцов, допускаются вмятины:
- на поверхности труб наружным диаметром менее 76,0 мм - глубиной не более 3,0 мм, длиной не более 0,25 наружного диаметра в любом направлении;
- на поверхности труб наружным диаметром 76,0 мм и более - глубиной не более 6,0 мм, длиной не более 0,5 наружного диаметра в любом направлении.
6.7.2 На поверхности зоны сварного соединения не допускаются трещины, непровары и прожоги.
Допускаются поверхностные несовершенства металла сварного шва в виде пор, раковин и поджогов, не выводящие толщину стенки за допустимые значения, и в виде подрезов глубиной не более 0,5 мм.
На поверхности сварного шва труб ДСФ допускаются следы усадки металла вдоль оси шва (утяжины) глубиной, не выводящей высоту валика сварного шва за допустимые значения.
6.7.3 Допускается удаление несовершенств поверхности травлением, сплошной абразивной зачисткой при условии, что они не выводят диаметр и толщину стенки за допустимые значения.
Допускается удаление несовершенств поверхности местной абразивной зачисткой при условии, что она не выводит толщину стенки за допустимые значения. Участки местной зачистки должны плавно переходить в прилежащую поверхность трубы.
Ремонт поверхности тела труб сваркой не допускается.
Допускается ремонт сваркой сварного шва. Длина отдельного отремонтированного участка сварного шва должна быть не менее 50 мм, а общая длина отремонтированных участков не более 10% длины трубы. Ремонт должен быть проведен с использованием соответствующих сварочных и присадочных материалов. Место заварки должно быть зачищено.
Ремонт сварного шва проводят до термической обработки, если применимо. Если ремонт сварного шва проводят после термической обработки, то после него трубы должны быть подвергнуты повторной термической обработке.
Трубы после ремонта сварного шва должны быть подвергнуты последующему гидростатическому испытанию или контролю отремонтированного участка шва неразрушающими методами.
6.7.4 По согласованию между изготовителем и заказчиком трубы поставляют с очищенной от окалины поверхностью.
6.8 Сплошность металла
6.8.1 Трубы групп поставки А, В и, если согласовано, Е подвергают гидростатическому испытанию с выдержкой под давлением не менее 5 с при давлении Р, МПа, рассчитанном по формуле (1), но не превышающем:
- для труб наружным диаметром до 102,0 мм - 6 МПа;
- для труб наружным диаметром 102,0 мм и более - 3 МПа.
Расчетное давление округляют до целого значения.
![]() , (1)
, (1)
где D - наружный диаметр трубы, мм;
S - минимальная (с учетом минусового предельного отклонения) толщина стенки трубы, мм;
R - допускаемое напряжение в стенке трубы, равное 0,9 от нормативного предела текучести, Н/мм.
При испытании на прессах различной конструкции с осевым подпором величину гидростатического давления Р рассчитывают в соответствии с ГОСТ 3845. Расчетное давление округляют до целого значения.
6.8.2 Трубы группы поставки Д подвергают гидростатическому испытанию с выдержкой под давлением не менее 5 с при давлении Р, МПа, не превышающем:
- для труб наружным диаметром до 102,0 мм - 6 МПа;
- для труб наружным диаметром 102,0 мм и более - 3 МПа.
6.8.3 По требованию заказчика трубы групп поставки А, В и, если согласовано, Е подвергают гидростатическому испытанию с выдержкой под давлением не менее 10 с при давлении Р, МПа, рассчитанном по формуле (1), но не превышающем 20 МПа.
6.8.4 Если испытательное гидростатическое давление для труб наружным диаметром от 114,0 до 273,0 мм включительно, рассчитанное по формуле (1), превышает 12 МПа, допускается по согласованию между изготовителем и заказчиком проводить испытание труб при давлении 12 МПа, с выдержкой под давлением не менее 10 с.
6.8.5 Сварные соединения труб групп поставки А, Б, В и, если согласовано, Е должны быть подвергнуты по всей длине контролю неразрушающими методами и дополнительному, после проведения неразрушающего контроля, гидростатическому испытанию в объеме не менее 15% труб от партии при давлении, указанном в 6.8.1.
По согласованию между изготовителем и заказчиком дополнительные гидростатические испытания труб не проводят.
Допускается взамен неразрушающего контроля сварного соединения проведение гидростатического испытания труб при давлении Р, превышающем установленное в 6.8.1, рассчитанном по формуле (1), при допускаемом напряжении R, равном 85% предела текучести для труб наружным диаметром 273,0 мм и более и 75% предела текучести для труб наружным диаметром менее 273,0 мм, но не превышающем 12 МПа.
6.8.6 Допускается проводить контроль сплошности труб неразрушающими методами, заменяющими гидростатические испытания.
6.9 Отделка концов труб
6.9.1 Концы труб должны быть обрезаны под прямым углом.
Предельное отклонение торцов труб от прямого угла (косина реза) не должно превышать:
- 1,0 мм - для труб наружным диаметром до 219,0 мм включительно;
- 1,5 мм - для труб наружным диаметром свыше 219,0 мм до 426,0 мм включительно;
- 2,5 мм - для труб наружным диаметром свыше 426,0 мм до 720,0 мм включительно;
- 3,5 мм - для труб наружным диаметром свыше 720,0 мм до 1020,0 мм включительно;
- 4,5 мм - для труб наружным диаметром свыше 1020,0 мм.
Установленные отклонения торцов труб от прямого угла (косина реза) обеспечиваются технологией обрезки концов труб и гарантируются изготовителем без проведения контроля.
6.9.2 Трубы изготовляют с двумя видами отделки торцов: без торцовки и снятия заусенцев или с обрезкой концов труб, торцовкой и снятием заусенцев.
Допускается при удалении заусенцев образование фаски.
6.9.3 По требованию заказчика на концах труб с толщиной стенки от 5,0 до 16,0 мм должна быть выполнена фаска под углом (30±5)°С с торцевым притуплением шириной от 0,8 до 3,0 мм для труб наружным диаметром до 1020,0 мм включительно и шириной от 1,0 до 5,0 мм для труб наружным диаметром свыше 1020,0 мм.
Допускается увеличение ширины торцевого притупления на расстоянии до 40 мм по обе стороны сварного шва на величину высоты валиков сварного шва или высоту грата.
6.9.4 По требованию заказчика на концах труб с толщиной стенки 15,0 мм и более должна быть выполнена фаска специальной формы в соответствии с рисунком 1.
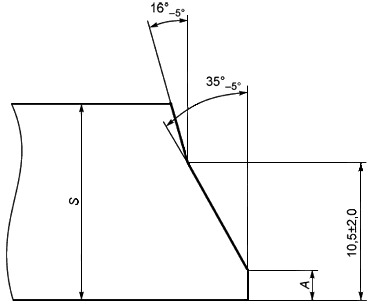
А - ширина торцевого притупления, S - толщина стенки
Наружный диаметр трубы, мм | А, мм | |||
До 1020,0 | От | 0,8 | до | 3,0 |
Св. 1020,0 | " | 1,0 | " | 5,0 |
Рисунок 1 - Форма и размеры фаски специальной формы
6.10 Маркировка и упаковка
6.10.1 Общие требования к маркировке и упаковке труб должны соответствовать ГОСТ 10692 со следующими уточнениями.
6.10.2 Маркировка краской или клеймением должна быть нанесена на каждую трубу наружным диаметром 114,0 мм и более, с толщиной стенки 3,5 мм и более.
Маркировку труб наружным диаметром до 114,0 мм наносят на ярлык, прикрепляемый к пакету труб.
Допускается маркировку труб наружным диаметром до 245,0 мм включительно, увязанных в пакеты, наносить на ярлык, прикрепляемый к пакету.
Взамен маркировки труб наружным диаметром 114,0 мм и более, с толщиной стенки 3,5 мм и более краской или клеймением допускается наносить маркировку на самоклеящиеся этикетки, прикрепляемые к каждой трубе.
6.10.3 Маркировку краской или клеймением наносят на наружную поверхность одного из концов труб на расстоянии не более 0,5 м и не менее 0,02 м от торца.
Маркировку, выполненную клеймением, обводят или подчеркивают контрастной краской.
При механизированном методе маркировку располагают вдоль трубы на расстоянии не более 1,5 м и не менее 0,02 м от торца. Допускается располагать маркировку в несколько рядов.
Допускается маркировка краской труб наружным диаметром 530,0 мм и более на внутренней поверхности труб на расстоянии не более 0,5 м и не менее 0,02 м от торца.
6.10.4 Маркировка труб, выполненная краской, клеймением или на самоклеящейся этикетке, должна содержать:
- товарный знак или наименование изготовителя;
- класс прочности для групп поставки А, В и, если согласовано, Е;
- марку стали для групп поставки Б, В, Д и, если согласовано, Е;
- обозначение группы поставки;
- размер труб (наружный диаметр и толщину стенки);
- номер партии;
- знак службы изготовителя, осуществляющей приемку труб;
- год изготовления.
По требованию заказчика в маркировке указывают фактическую длину трубы.
По согласованию между изготовителем и заказчиком на трубы может быть нанесена дополнительная маркировка.
6.10.5 Маркировка труб, выполненная на ярлыке, должна содержать:
- товарный знак или наименование изготовителя;
- обозначение стандарта;
- группу поставки;
- класс прочности для групп поставки А, В и, если согласовано, Е;
- марку стали для групп поставки Б, В, Д и, если согласовано, Е;
- размер труб (наружный диаметр и толщина стенки);
- номер партии;
- номер пакета;
- массу пакета;
- общую длину труб в пакете, м;
- знак службы изготовителя, осуществляющей приемку труб;
- год изготовления.
По согласованию между изготовителем и заказчиком на ярлык или самоклеящуюся этикетку может быть нанесена дополнительная маркировка.
7 Требования безопасности и охраны окружающей среды
7.1 Трубы стальные сварные пожаробезопасны, взрывобезопасны, электробезопасны, нетоксичны, не представляют радиационной опасности и не оказывают вреда окружающей природной среде и здоровью человека при испытании, хранении, транспортировании, эксплуатации и утилизации.
8 Правила приемки
8.1 Трубы принимают партиями.
Партия должна состоять из труб одного диаметра и толщины стенки, одной группы поставки, одной марки стали, одного класса прочности для групп поставки А, В и, если согласовано, Е, одного способа изготовления, одного вида термообработки, если применимо.
Количество труб в партии должно быть, шт., не более:
1000 - при наружном диаметре до 30,0 мм включительно;
600 - при наружном диаметре свыше 30,0 до 76,0 мм включительно;
400 - при наружном диаметре свыше 76,0 до 152,0 мм включительно;
200 - при наружном диаметре свыше 152,0 до 426,0 мм включительно;
100 - при наружном диаметре свыше 426,0 до 1420,0 мм включительно;
50 - при наружном диаметре свыше 1420,0 мм.
8.2 Для проверки соответствия труб требованиям настоящего стандарта изготовитель проводит приемо-сдаточные испытания.
Виды контроля и испытаний, нормы отбора труб, проб и образцов от партии должны соответствовать указанным в таблице 8.
8.3 При получении неудовлетворительных результатов хотя бы по одному из выборочных испытаний по нему проводят повторные испытания на удвоенной выборке от той же партии, исключая трубы, не прошедшие испытания. Удовлетворительные результаты повторных испытаний распространяются на всю партию.
При получении неудовлетворительных результатов повторных испытаний допускается проведение испытания всех труб партии с исключением труб, не выдержавших испытания.
Допускается подвергать партию труб переработке и предъявлять ее к приемке как новую партию.
8.4 На принятую партию труб оформляют свидетельство о приемочном контроле "3.1 В" по ГОСТ 31458.
Таблица 8 - Виды контроля и испытаний, нормы отбора
Статус испытаний | Вид испытания или контроля | Норма отбора труб от партии, не менее | Норма отбора образцов от каждой отобранной трубы, не менее |
Обязательные | Контроль химического состава стали | 1 | - |
Контроль углеродного эквивалента для труб групп поставки А, Б, В и Д | 1 | - | |
Испытание на растяжение тела труб групп поставки А и В | 2 (для одношовных) | 1 | |
1 (для двухшовных) | по 1 от каждого полуцилиндра | ||
Испытание на сплющивание труб наружным диаметром до 152 мм включ. | 2 | 1 | |
Контроль диаметра и толщины стенки | - | ||
Контроль длины | |||
Контроль овальности и прямолинейности | |||
Контроль параметров сварного соединения | |||
Контроль отделки концов труб | |||
Визуальный контроль качества поверхности и маркировки | 100% | - | |
Неразрушающий контроль сварных соединений труб групп по ставки А и В | 100% | - | |
Гидростатические испытания труб группы поставки Д | 100% | - | |
Дополнительные | Гидростатические испытания труб групп поставки А, В и Е | 15% | |
Контроль углеродного эквивалента для труб группы поставки Е | 1 | - | |
Испытание на растяжение тела труб группы поставки Е | 2 (для одношовных) | 1 | |
1 (для двухшовных) | по 1 от каждого полуцилиндра | ||
Испытание на растяжение сварного соединения труб групп поставки А, В и Е | 2 (для одношовных) | 1 | |
1 (для двухшовных) | по 1 от каждого сварного соединения | ||
Испытание на ударный изгиб тела труб групп поставки А, В и Е | 2 (для одношовных) | 3 | |
1 (для двухшовных) | по 3 от каждого полуцилиндра | ||
Испытание на ударный изгиб сварного соединения труб групп поставки А, В и Е | 2 (для одношовных) | 3 | |
1 (для двухшовных) | по 3 от каждого сварного соединения | ||
Испытание на ударный изгиб после механического старения тела труб групп поставки А, В и Е | 2 (для одношовных) | 3 | |
1 (для двухшовных) | по 3 от каждого полуцилиндра | ||
Испытание на сплющивание труб наружным диаметром свыше 152 мм | 2 | 1 | |
Испытание на загиб, раздачу или бортование труб групп поставки А, В и Е | 2 | по 1 образцу для каждого вида испытания | |
Испытание на статический изгиб сварного соединения труб групп поставки А, В и Е | 2 (для одношовных) | 1 | |
1 (для двухшовных) | по 1 от каждого сварного соединения | ||
Контроль геометрических параметров фаски (кроме фаски, образующейся при удалении заусенцев) | - | ||
Контроль неразрушающими методами, заменяющими гидростатические испытания | 100% | - | |
| |||
По требованию заказчика оформляют другие документы о приемочном контроле по ГОСТ 31458.
Документ о приемочном контроле должен содержать, как минимум, следующие сведения:
- наименование и товарный знак изготовителя;
- наименование заказчика;
- номер заказа (контракта, договора);
- обозначение настоящего стандарта;
- размер труб (наружный диаметр и толщину стенки);
- вид длины и значение для труб мерной длины и кратной мерной;
- группу поставки;
- класс прочности для групп поставки А, В и, если согласовано, Е;
- марку стали для всех групп поставки;
- номер партии;
- вид термообработки при проведении;
- химический состав стали;
- углеродный эквивалент С для низколегированных сталей;
- обозначение нормативного документа на рулонный или листовой прокат;
- результаты всех испытаний;
- отметку о проведении гидростатического испытания с указанием фактического и/или расчетного (по требованию заказчика) испытательного давления;
- отметку о замене гидростатического испытания неразрушающим контролем с указанием расчетного (по требованию заказчика) испытательного давления;
- общую массу труб;
- общую длину труб;
- печать службы изготовителя, осуществляющей приемку труб;
- дату выписки документа о приемочном контроле.
9 Методы контроля и испытаний
9.1 Пробы для механических и технологических испытаний отбирают в соответствии с ГОСТ 30432, для химического анализа - ГОСТ 7565.
9.2 Контроль химического состава стали проводят методами химического анализа по ГОСТ 22536.0 - ГОСТ 22536.12, ГОСТ 12344 - ГОСТ 12352, ГОСТ 12354 - ГОСТ 12362, ГОСТ 17745, ГОСТ 18895, ГОСТ 28033.
Допускается применять другие методы анализа, обеспечивающие необходимую точность определения, соответствующую указанным стандартам.
При разногласиях в оценке химического состава применяют методы химического анализа.
9.3 Углеродный эквивалент С рассчитывают по формуле
![]() , (2)
, (2)
где C, Mn, Cr, Mo, V, Ni, Cu - массовая доля химических элементов, %.
9.4 Испытание на растяжение основного металла труб проводят на продольных образцах по ГОСТ 10006. Образцы отбирают на участке, расположенном под углом 90° к сварному шву.
Допускается контролировать механические свойства труб неразрушающими методами контроля.
В случае разногласий в оценке результатов испытания проводят по ГОСТ 10006.
9.5 Испытание на растяжение сварного соединения труб проводят по ГОСТ 6996 на плоских поперечных образцах типа XII или XIII со снятыми механическим способом до уровня основного металла наружным и внутренним валиками сварного шва или гратом.
Допускается проводить испытания на растяжение сварного соединения труб диаметром 245 мм и менее на кольцевых образцах по технической документации изготовителя.
9.6 Испытания на ударный изгиб основного металла проводят по ГОСТ 9454:
- на поперечных образцах - для труб диаметром 219,0 мм и более;
- на продольных образцах - для труб диаметром менее 219,0 мм;
- на образцах типа 1, 11 - для труб с толщиной стенки 12,0 мм и более;
- на образцах типа 2, 12 - для труб с толщиной стенки от 9,5 мм включительно до 12,0 мм;
- на образцах типа 3, 13 - для труб с толщиной стенки менее 9,5 мм.
Надрез на образцах выполняют перпендикулярно к прокатной поверхности металла.
Допускается использовать образцы с необработанной боковой поверхностью, перпендикулярной поверхности образца с надрезом.
Ударную вязкость определяют как среднеарифметическое значение по результатам испытания трех образцов. Допускается на одном образце снижение ударной вязкости от установленных норм на величину, не превышающую 9,8 Дж/см.
9.7 Испытание на ударный изгиб основного металла труб после механического старения проводят по ГОСТ 7268:
- на поперечных образцах - для труб диаметром 219,0 мм и более;
- на продольных образцах - для труб диаметром менее 219,0 мм;
- на образцах типа 1, 11 - для труб с толщиной стенки 12,0 мм и более;
- на образцах типа 2, 12 - для труб с толщиной стенки от 9,5 мм включительно до 12,0 мм;
- на образцах типа 3, 13 - для труб с толщиной стенки менее 9,5 мм.
Надрез на образцах выполняют перпендикулярно к прокатной поверхности металла.
Допускается использовать образцы с необработанной боковой поверхностью, перпендикулярной поверхности образца с надрезом.
Допускается правка образцов статической нагрузкой.
9.8 Испытание на ударный изгиб сварного соединения труб проводят на образцах типов VII и X для толщин стенки труб до 12 мм и на образцах типов VI и IX для толщин стенки 12 мм и более по ГОСТ 6996:
- на поперечных образцах - для труб ДСФП и ДСФ2П;
- на продольных образцах - для труб остальных видов.
Надрез на ударных образцах выполняют перпендикулярно к прокатной поверхности металла.
9.9 Испытание на сплющивание проводят на кольцевых образцах по ГОСТ 8695. Образцы испытывают таким образом, чтобы сварной шов находился под углом 90° к оси приложения нагрузки.
9.10 Испытание на раздачу проводят по ГОСТ 8694 на оправке с конусностью 30°. Допускается использование оправок с конусностью 1:10.
9.11 Испытание на загиб проводят по ГОСТ 3728. Величина радиуса загиба для труб диаметром до 60 мм включительно должна быть не менее 2,5D, свыше 60 до 530 мм - по ГОСТ 3728. По согласованию между изготовителем и заказчиком величина радиуса загиба может быть уменьшена.
9.12 Испытание на бортование проводят по ГОСТ 8693. Величина отбортовки должна быть не менее 24%, при этом ширина отгибаемого борта, измеренная от внутренней поверхности трубы, должна быть не менее 1,5S.
Угол отбортовки должен составлять 90° для труб всех сталей и групп поставки.
9.13 Испытания сварных образцов со снятым усилением шва на статический изгиб проводят на одном образце с растяжением шва со стороны наружной поверхности труб по ГОСТ 6996. Угол загиба образца должен быть не менее 120° при отсутствии трещин или надрывов длиной более 3 мм и глубиной более 12,5% толщины образца. Диаметр оправки для испытания рассчитывают по технической документации изготовителя.
9.14 Качество поверхности труб контролируют визуально без применения увеличительных приспособлений. Допускается проведение контроля поверхности труб неразрушающими методами по технической документации изготовителя.
Контроль размеров выявленных несовершенств проводят по технической документации изготовителя.
9.15 На трубе контролируют:
- наружный диаметр - скобой по ГОСТ 18360, ГОСТ 18365, ГОСТ 2216, штангенциркулем по ГОСТ 166, микрометром гладким по ГОСТ 6507, металлической линейкой по ГОСТ 427. В зоне сварного соединения контроль диаметра не проводят;
- длину - рулеткой по ГОСТ 7502;
- толщину стенки - микрометром по ГОСТ 6507, стенкомером по ГОСТ 11358;
- отклонение от прямолинейности труб на участке длиной 1 м - поверочной линейкой по ГОСТ 8026 и набором щупов по нормативному документу;
- отклонение от прямолинейности по всей длине трубы - по ГОСТ 26877;
- высоту усиления шва и форму фаски на торцах труб - шаблонами;
- смещение кромок - штангенглубиномером по ГОСТ 162, специальным приспособлением (шаблоном) или по методике завода-изготовителя;
- ширину торцевого притупления на концах труб - штангенциркулем по ГОСТ 166;
- угол фаски - угломером по ГОСТ 5378 или шаблоном.
Допускается для контроля геометрических параметров применять другие средства измерения, в том числе автоматизированные средства измерения, изготовленные по технической документации изготовителя, метрологические характеристики которых обеспечивают необходимую точность измерений.
Допускается для контроля геометрических параметров применять неразрушающие методы по методике завода-изготовителя.
9.16 Наружный диаметр труб диаметром свыше 426 мм допускается определять измерением периметра трубы рулеткой с последующим расчетом по формуле
![]() , (3)
, (3)
где - периметр трубы в поперечном сечении, мм;
- числовой коэффициент, равный 3,1416;
- толщина измерительной ленты рулетки, мм;
0,2 - погрешность при измерении периметра трубы за счет перекоса ленты, мм.
9.17 Овальность определяют согласно 6.5.3.1 настоящего стандарта. Контроль овальности концов труб диаметром свыше 530 мм проводят на длине не более 200 мм от торца.
9.18 Контроль сварного шва проводят неразрушающими методами (ультразвуковым, токовихревым, магнитным или рентгеновским равнозначным им методом) по технической документации завода-изготовителя.
9.19 Гидростатические испытания труб проводят по ГОСТ 3845.
Контроль сплошности, заменяющий гидростатические испытания, проводят по технической документации изготовителя.
10 Транспортирование и хранение
Транспортирование и хранение труб осуществляют по ГОСТ 10692.
11 Гарантии изготовителя
Изготовитель гарантирует соответствие труб требованиям настоящего стандарта при условии соблюдения норм и правил транспортирования и хранения труб и соответствия условий эксплуатации назначению труб.
УДК 621.774.2.08:006.354 | МКС 23.040.10 |
Ключевые слова: трубы стальные сварные, сортамент, состояние поставки, группа поставки, механические свойства, испытания, контроль, маркировка | |
Электронный текст документа
и сверен по:
, 2015
{kind=link}