ГОСТ Р 57434-2017
Группа В51
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
АЛЮМИНИЙ ПЕРВИЧНЫЙ И СПЛАВЫ НА ЕГО ОСНОВЕ
Формы выпуска и поставок. Маркировка, упаковка, транспортирование и хранение
Primary aluminum and alloys based on it. Product form and delivery conditions. Marking, packing, transportation and storage
ОКС 77.120.10
Дата введения 2017-09-01
Предисловие
1 РАЗРАБОТАН ФГУП "ВНИИ СМТ"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 99 "Алюминий"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 4 апреля 2017 г. N 247-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает требования к форме выпуска и поставок, маркировке и транспортированию продукции из первичного алюминия, полученного путем электролиза из бокситового, нефелинового и другого рудного сырья, и сплавам на его основе, выпускаемым в виде чушек, катанки, плоских и цилиндрических слитков.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 3282 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560 Лента стальная упаковочная. Технические условия
ГОСТ 4986 Лента холоднокатаная из коррозионностойкой и жаростойкой стали. Технические условия
ГОСТ 9498 Слитки из алюминия и алюминиевых деформируемых сплавов плоские для проката. Технические условия
ГОСТ 11069 Алюминий первичный. Марки
ГОСТ 11070 Чушки первичного алюминия. Технические условия
ГОСТ 13843 Катанка алюминиевая. Технические условия
ГОСТ 18690 Кабели, провода, шнуры и кабельная арматура. Маркировка, упаковка, транспортирование и хранение
ГОСТ 19437 Слитки алюминиевые цилиндрические. Технические условия
ГОСТ 21399 Пакеты транспортные чушек, катодов и слитков цветных металлов. Общие требования
ГОСТ 26653 Подготовка генеральных грузов к транспортированию. Общие требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку
3 Формы выпуска и поставок
Алюминий и сплавы на его основе по настоящему стандарту выпускают в форме:
- чушек;
- катанки;
- плоских слитков;
- цилиндрических сплошных и полых слитков.
3.1 Чушки
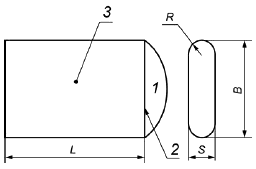
3.1.1 Размеры и масса чушек для конструирования и изготовления изложниц приведены на рисунках 1-4 и в таблице 1, в которую включены их обозначения.
|

Рисунок 1
|
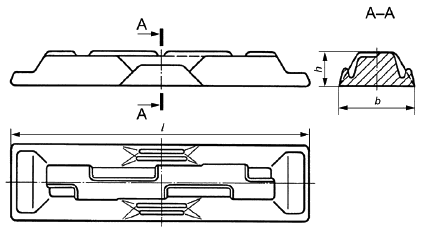
Рисунок 2
|
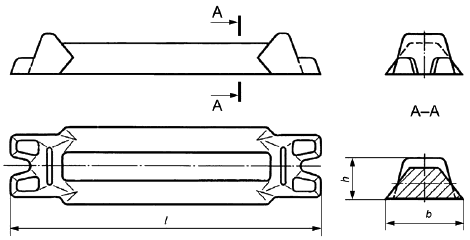
Рисунок 3
|
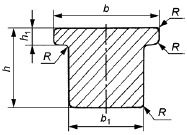
Рисунок 4
Таблица 1
Размеры в миллиметрах | |||||||
Номер рисунка | b | b | h | h | R | Масса, кг | |
1 | 640 | 170 | - | 75 | - | - | 15 |
2 | 720 | 180 | - | 80 | - | - | |
3 | 740 | 170 | - | 90 | - | - | |
4 | 1360 | 800 | 600 | 450 | 200 | 25 | 1000 |
1000 | |||||||
3.1.2 По согласованию изготовителя с приобретателем допускается изготовление крупногабаритных чушек других размеров, массы и формы.
3.2 Катанка
3.2.1 Диаметры катанки и предельные отклонения по ним должны соответствовать указанным в таблице 2.
Таблица 2
В миллиметрах | |
Номинальный диаметр | Пред. откл. по диаметру катанки марок АКЛП-М, АКЛП-ПТ |
9 | ±0,3 |
9,5 | ±0,3 |
11,5 | ±0,4 |
12 | ±0,4 |
14 | ±0,5 |
15 | ±0,5 |
18 | +0,8 |
19 | ±0,8 |
23 | ±1,0 |
25 | ±1,0 |
3.2.2 Марки катанки должны соответствовать ГОСТ 13843.
3.2.3 По согласованию изготовителя с приобретателем допускается изготовлять катанку других номинальных диаметров, при этом предельные отклонения должны соответствовать ближайшему большему размеру, указанному в таблице 2.
3.2.4 Овальность катанки не должна превышать для диаметров:
- не более 10 мм - 0,4 мм;
- свыше 10 до 15 мм - 0,6 мм и для диаметров свыше 15 мм - 0,9 мм.
3.3 Слитки цилиндрические
3.3.1 Диаметры сплошных слитков, внешние диаметры полых слитков и предельные отклонения по диаметрам должны соответствовать указанным в таблице 3.
Таблица 3
Диаметр, мм | Пред. откл. по диаметру слитков, мм | Расчетная масса 1 м слитка, кг | |
необто- | обто- | ||
70 | -2 | +0,4 | 10 |
72 | -2 | -1,0 | 11 |
82 | 2 | -1,0 | 14 |
92 | -2 | -1,0 | 18 |
100 | -2 | -1,0 | 21 |
110 | -2 | -1,0 | 26 |
120 | -2 | -1,0 | 31 |
125 | -2 | -1,0 | 33 |
140 | -2 | -1,0 | 42 |
145 | -2 | -1,0 | 46 |
160 | -2 | -1,0 | 54 |
175 | -2 | + 0,4 | 65 |
180 | -2 | -1,0 | 69 |
190 | -2 | -1,0 | 77 |
205 | -2 | -1,0 | 89 |
230 | -2 | -1,0 | 112 |
240 | -2 | -1,0 | 122 |
241 | -2 | + 0,4 | 123 |
260 | -3 | -1,5 | 143 |
270 | -3 | -1,5 | 154 |
300 | -3 | -1,5 | 191 |
350 | +1 | -2,5 | 260 |
-4 | |||
365 | +1 | -2,5 | 283 |
-4 | |||
405 | +1 | -2,5 | 348 |
-4 | |||
420 | +1 | -2,5 | 374 |
-4 | |||
480 | +1 | -2,5 | 488 |
-4 | |||
500 | +1 | -2,5 | 530 |
-4 | |||
580 | +3 | -3,5 | 713 |
-5 | |||
630 | +3 | -3,5 | 841 |
-5 | |||
660 | +3 | -3,5 | 923 |
-5 | |||
775 | +3 | -3,5 | 1273 |
-5 | |||
800 | +3 | -3,5 | 1357 |
-5 | |||
900 | -10 | -5,0 | 1717 |
925 | -10 | -5,0 | 1814 |
1050 | -10 | -5,0 | 2337 |
1070 | -10 | -5,0 | 2427 |
1100 | -10 | -5,0 | 2565 |
3.3.2 Полые слитки и слитки диаметром более 300 мм изготовляют по согласованию изготовителя с приобретателем.
По согласованию изготовителя с приобретателем для слитков диаметром не более 300 мм включительно допускается замена минусовых предельных отклонений на плюсовые.
3.3.3 Внутренние диаметры полых слитков и их предельные отклонения должны соответствовать указанным в таблице 4.
Таблица 4
В миллиметрах | ||
Внутренний диаметр слитков | Пред. откл. | |
нерасточенных | расточенных | |
34 | - | -2 |
44 | ||
59 | ||
- | 67 | -2 |
81 | ||
104 | -3 | |
128 | ||
138 | ||
154 | ||
173 | ||
188 | ||
193 | ||
208 | ||
214 | ||
234 | ||
253 | ||
263 | ||
283 | ||
293 | ||
333 | ||
3.3.4 По согласованию изготовителя с приобретателем допускается изготовление слитков промежуточных диаметров, при этом предельные отклонения по диаметру для этих размеров принимаются такими же, как для ближайшего меньшего размера.
3.3.5 Слитки изготовляют с необточенной поверхностью Н с обточенной поверхностью О.
По согласованию изготовителя с приобретателем слитки, подвергаемые обточке на предприятии-приобретателе, изготовляют с припусками по диаметру.
Полые слитки изготовляют с расточенной и нерасточенной внутренней поверхностью.
3.3.6 Слитки изготовляют:
- немерной длины - с необрезанными торцами;
- мерной длины - с обрезанными или проточенными торцами.
По согласованию изготовителя с приобретателем слитки немерной длины изготовляют с обрезанными торцами.
3.3.7 Длина слитков не должна превышать 6000 мм.
Предельные отклонения по длине слитков немерной длины не должны превышать +80 мм.
Для слитков мерной длины (с обрезанными или проточенными торцами) предельные отклонения по длине не должны превышать:
- +5 мм - для слитков диаметром не более 200 мм включ.;
- +7 мм - для слитков диаметром от 200 до 300 мм включ.;
- +10 мм - для слитков диаметром от 300 до 500 мм включ.;
- +12 мм - для слитков диаметром от 500 до 800 мм включ.;
- +20 мм - для слитков диаметром более 800 мм.
Для слитков диаметром 70, 175 и 241 мм с проточенными торцами предельные отклонения по длине не должны превышать ±0,5 мм, а с обрезанными торцами - ±1 мм.
3.3.8 Слитки, предназначенные для кабельной промышленности, изготовляют мерной длины.
3.4 Слитки плоские для проката
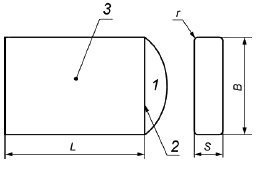
3.4.1 Форма и размеры слитков должны соответствовать приведенным на рисунках 5 или 6 и в таблице 5 и указываться в заказе-наряде.
|
1 - донник; 2 - мнимая линия; 3 - донная часть
Рисунок 5
|
1 - донник; 2 - мнимая линия; 3 - донная часть
Рисунок 6
Радиус закругления ребер r (рисунок 5) должен быть не более 20 мм, R (рисунок 6) - не более 445 мм.
По согласованию изготовителя с приобретателем допускается замена плюсовых предельных отклонений по толщине и длине слитков на минусовые и изменение формы донника. Донником (для необрезанных слитков) считается часть слитка, расположенная на расстоянии не более 200 мм от торца слитка до мнимой линии, измеряемом по середине широкой грани слитка (рисунки 5 и 6).
Таблица 5
В миллиметрах | |||||||
Толщина | Ширина | Длина | |||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Пред. откл. | |||
литье в кристал- | литье в электро- | литье в кристал- | литье в электро- | для слитков мерной длины | для слитков немерной длины | ||
От 100 до 200 включ. | +5 | - | От 400 до 800 включ. | +7 | - | +20 | +150 |
Св. 800 | +10 | - | +30 | ||||
Св. 200 до 450 включ. | +6 | ±10 | Св. 800 до 1300 включ. | +10 | +20 | ||
Св. 1300 | ±10 | +25 | |||||
Св. 450 до 600 включ. | +9 | ±15 | От 1000 до 1300 включ. | ±10 | +20 | ||
Св. 1300 | +15 | +25 | |||||
3.4.2 Длина слитка определена без учета донника.
4 Маркировка, упаковка, транспортирование и хранение
Слитки и пакеты слитков перевозят железнодорожным, морским и автомобильным транспортом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Размещение и крепление грузов, перевозимых по железной дороге, должно соответствовать правилам перевозки и крепления грузов, утвержденным Федеральным агентством железнодорожного транспорта.
Подготовку к перевозке морским транспортом осуществляют в соответствии с ГОСТ 26653.
Информация об отклонениях от требований настоящего стандарта, согласованных с изготовителем и приобретателем, должна быть приведена в контрактной документации и указана в документе о качестве на партию.
4.1 Чушки
4.1.1 На каждой чушке должны быть обозначены:
а) товарный знак или товарный знак и наименование предприятия-изготовителя;
б) номер плавки, который наносится металлическим клеймом; причем высота цифр не должна быть менее 10 мм;
в) марка алюминия наносится на торце чушки несмываемой краской в соответствии с ГОСТ 11069.
На крупногабаритных чушках несмываемой краской отмечают массу чушки.
Допускается автоматическое нанесение номера плавки краской при помощи струйного принтера.
По согласованию с приобретателем допускается наличие в пакете не более 20% чушек без номера плавки при условии формирования пакета из чушек одной плавки.
При транспортировании чушек пакетами по согласованию изготовителя с приобретателем допускается нанесение цветной маркировки на торцы чушек только верхнего и нижнего рядов пакета.
4.1.2 Чушки, изготовленные по рисункам 1-3, транспортируют в пакетах в соответствии с ГОСТ 21399 с обвязкой не менее чем двумя поясами. Каждый пояс состоит из двух нитей алюминиевой катанки диаметром не менее 9 мм по ГОСТ 13843 или другой нормативно-технической документации (НТД) либо стальной отожженной проволоки диаметром не менее 6 мм по ГОСТ 3282. Масса алюминиевой катанки, применяемой для обвязки пакетов, входит в массу нетто пакета и партии.
По согласованию изготовителя с приобретателем допускается массу алюминиевой катанки, применяемой для обвязки пакетов, включать в массу брутто пакета.
В качестве средства скрепления допускается использовать стальную упаковочную ленту по ГОСТ 3560, ГОСТ 4986 или по другой НТД. По согласованию изготовителя с приобретателем допускается использовать пластиковую (полиэстеровую) ленту по НТД.
Средства скрепления должны обеспечивать сохранность целостности пакета во время транспортирования, хранения и погрузочно-разгрузочных работ и не служат для захвата пакетов при погрузочно-разгрузочных работах.
Чушки, изготовленные по рисунку 4, транспортируют непакетированными. Чушки, изготовленные по форме ГОСТ 9498 и ГОСТ 19437, транспортируют в соответствии с ГОСТ 9498 и ГОСТ 19437. Крупногабаритные чушки других размеров, формы и массы транспортируют в соответствии с НТД.
4.1.3 Транспортная маркировка чушек - по ГОСТ 14192. Транспортную маркировку крупногабаритных чушек наносят на одной из торцовых частей чушки. Маркировку продукции, предназначенной для экспорта, проводят в соответствии с заказом-нарядом внешнеторгового объединения.
При транспортировании чушек прямым железнодорожным сообщением повагонными отправками транспортную маркировку наносят не менее чем на четырех местах (кроме массы груза). На остальных грузовых местах массу пакета указывают несмываемой краской на одной из чушек верхнего ряда.
На транспортные пакеты, перевозимые на открытом подвижном составе, наносят манипуляционный знак "Место строповки".
4.1.4 Пакеты чушек на длительное хранение маркируют по ГОСТ 21399.
4.1.5 Железнодорожным транспортом пакеты чушек транспортируют в крытых вагонах в соответствии с ГОСТ 21399.
Допускается по согласованию изготовителя с приобретателем транспортирование пакетов чушек на открытом подвижном составе.
Крупногабаритные чушки транспортируют на открытом подвижном составе.
Размещение и крепление грузов, транспортируемых по железной дороге, должно соответствовать техническим условиям погрузки и крепления грузов.
4.1.6 Чушки хранят в крытых складских помещениях. Чушки алюминия технической чистоты допускается хранить на открытых площадках.
4.2 Катанка
4.2.1 Упаковку, маркировку, транспортирование и хранение катанки должны осуществлять по ГОСТ 18690.
4.2.2 Каждая бухта должна быть перевязана отрезками катанки, стальной или полиэстеровой лентой не менее чем в трех местах для обеспечения целостности бухт при их транспортировании. Допускаются вмятины на поверхности катанки от обвязок, не выходящие за пределы полуторных допусков по диаметру.
Для катанки по согласованию изготовителя с приобретателем допускается применение упаковки по НТД производителя.
4.2.3 Транспортную маркировку выполняют по ГОСТ 14192.
Каждая бухта катанки должна быть снабжена ярлыком с указанием:
- товарного знака или наименования и товарного знака предприятия-изготовителя;
- номера плавки;
- номера бухты;
- массы бухты;
- марки катанки;
- диаметра катанки, мм;
- штампа технического контроля;
- даты изготовления.
Штамп технического контроля допускается проставлять на пломбе, закрепляемой на бухте после ее обвязки.
4.2.4 Транспортирование катанки следует осуществлять в крытых железнодорожных вагонах повагонными отправками.
Допускается транспортирование катанки в контейнерах или автомобилях с крытыми боками и верхом. При этом раскрепление внутри транспортного средства должно обеспечивать полную сохранность груза во время перевозки, в том числе от смещений и механических повреждений.
По согласованию изготовителя с приобретателем для катанки, предназначенной на переплав, допускается транспортирование бухт катанки в открытых вагонах.
Погрузочно-разгрузочные работы проводят по схеме, представленной на рисунке 7.
Не допускается проводить погрузочно-разгрузочные работы на открытых пространствах (вне помещений) во время атмосферных осадков.
|
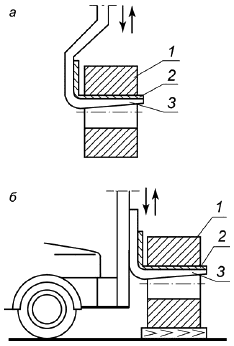
а - погрузка краном; б - погрузка автопогрузчиком
1 - бухта;
2 - предохраняющая прокладка (резина, войлок, древесина и т.п.); 3 - захват
Рисунок 7
4.2.5 Катанку следует хранить в закрытых помещениях в условиях, исключающих механическое повреждение, воздействие влаги, загрязнений и химически активных веществ.
4.3 Слитки цилиндрические
4.3.1 На торце каждого слитка должны быть нанесены следующие данные:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- номер плавки;
- номер слитка (не проставляют, если плавка состоит из одного слитка);
- марка алюминия.
Номер плавки наносят металлическим клеймом. Высота букв и цифр должна быть не менее 10 мм. Остальные обозначения наносят металлическим клеймом или несмываемой краской.
Слитки, предназначенные для кабельной промышленности, не клеймят и не маркируют. Данные маркировки - товарный знак или наименование и товарный знак предприятия-изготовителя, марку алюминия, номер плавки, а также условное обозначение слитка указывают в упаковочной ведомости или другой сопроводительной документации.
4.3.2 Слитки массой не более 500 кг формируют в пакеты массой не более 5 т. Формирование пакетов слитков проводят в соответствии с правилами перевозки грузов. Каждый пакет должен быть скреплен обвязками (одна обвязка - один виток катанки), количество которых зависит от массы пакета. Для пакета массой не более 2 т количество обвязок должно быть не менее 4, для пакетов массой не более 4 т - не менее 6, для пакетов массой не более 5 т - не менее 8.
В качестве материалов для средств скрепления пакетов применяют алюминиевую катанку диаметром не менее 9 мм по ГОСТ 13843 либо другой НТД или стальную отожженную проволоку диаметром не менее 6 мм по ГОСТ 3282, или стальную упаковочную ленту по ГОСТ 3560, ГОСТ 4986 или другой нормативной документации. Масса катанки входит в массу нетто пакета и партии.
Средства скрепления не предназначены для захвата пакетов при выполнении погрузочно-разгрузочных работ.
Слитки массой 500 кг и более не пакетируют.
По требованию приобретателя слиток массой более 500 кг пакетируют.
Слитки, предназначенные для кабельной промышленности, должны быть упакованы в ящики или контейнеры, изготовленные по НТД.
По требованию приобретателя слитки обертывают в бумагу.
Допускается по согласованию изготовителя с приобретателем слитки с необточенной поверхностью диаметром 175 и 180 мм и длиной соответственно 438 и 450 мм, предназначенные для кабельной промышленности, связывать в пакеты массой не более 1,25 т.
4.3.3 Железнодорожным транспортом слитки и пакеты слитков, а также слитки, упакованные в ящики, массой не более 1,25 т транспортируют в крытых вагонах.
Слитки массой более 500 кг каждый, а также пакеты слитков и контейнеры массой более 1,25 т каждый транспортируют на открытом подвижном составе.
Допускается отгрузка в одном вагоне одной или нескольких партий слитков при условии исключения их перемешивания.
Размещение и крепление грузов, перевозимых по железной дороге, должно соответствовать техническим условиям погрузки и крепления грузов.
4.3.4 Транспортную маркировку слитков, пакетов слитков, ящиков и контейнеров проводят по ГОСТ 14192.
На транспортные пакеты, перевозимые на открытом передвижном составе, наносят манипуляционный знак "Место строповки".
4.3.5 Слитки хранят в крытых помещениях. Допускается хранить слитки из алюминия технической чистоты на открытых площадках.
4.4 Слитки плоские
4.4.1 На торце каждого слитка должны быть нанесены следующие данные:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- номер плавки;
- номер слитка (не проставляют, если плавка состоит из одного слитка);
- марка алюминия или марка сплава.
Номер плавки и номер слитка наносят металлическим клеймом. Высота букв и цифр должна быть не менее 10 мм. Остальные обозначения наносят металлическим клеймом или несмываемой краской.
4.4.2 Слитки массой не более 590 кг транспортируют в пакетах массой не более 3 т. Формирование пакетов слитков проводят по НТД. Каждый пакет должен быть скреплен обвязками, количество которых зависит от массы пакета. Для пакетов массой не более 1 т количество обвязок должно быть не менее 4; для пакетов массой не более 2 т - не менее 6; для пакетов массой не более 3 т - не менее 8.
В качестве материалов для средств скрепления пакетов применяют алюминиевую катанку диаметром не менее 9 мм по ГОСТ 13843 либо другой НТД или стальную отожженную проволоку диаметром не менее 6 мм по ГОСТ 3282. Масса алюминиевой катанки, применяемой для обвязки пакетов, входит в массу нетто пакета и партии.
Средства скрепления пакетов не предназначены для захвата пакетов при выполнении погрузочно-разгрузочных работ.
Слитки массой по 500 кг и более не пакетируют.
Железнодорожным транспортом слитки массой не более 500 кг и пакеты слитков массой не более 1 т транспортируют в крытых вагонах.
Слитки массой более 500 кг, а также пакеты слитков массой более 1 т транспортируют на открытом подвижном составе.
4.4.3 Транспортную маркировку слитков или пакетов выполняют по ГОСТ 14192.
4.4.4 Алюминиевые слитки хранят в крытых складских помещениях. Допускается хранение слитков технической чистоты на открытых площадках.
УДК 669.71-412:006.354 | ОКС 77.120.10 | В51 |
Ключевые слова: алюминий первичный, сплавы алюминиевые первичные, чушки, катанка, плоские слитки, цилиндрические слитки, форма, размеры, маркировка, упаковка, транспортирование, хранение | ||
Электронный текст документа
и сверен по:
, 2017
{kind=link}