ГОСТ 11070-74
Группа В51
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЧУШКИ ПЕРВИЧНОГО АЛЮМИНИЯ
Технические условия
Primary aluminium ingots.
Specifications
МКС 77.120.10
ОКП 17 1212
Дата введения 1975-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 22.01.74 N 204
Изменение N 7 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 20 от 01.11.2001).
За принятие изменения прголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Беларусь | Госстандарт Республики Беларусь |
Республика Казахстан | Госстандарт Республики Казахстан |
Кыргызская Республика | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Главгосслужба "Туркменстандартлары" |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3. ВЗАМЕН ГОСТ 11070-64
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 12.1.005-88 | 2а.2 |
ГОСТ 12.1.007-76 | 2а.2 |
ГОСТ 12.4.013-85 | 2а.4 |
ГОСТ 12.4.028-76 | 2а.4 |
ГОСТ 12.4.099-80 | 2а.4 |
ГОСТ 12.4.100-80 | 2а.4 |
ГОСТ 162-90 | 4.1а |
ГОСТ 2789-73 | 4.3 |
ГОСТ 3221-85 | 4.2 |
ГОСТ 3282-74 | 5.2 |
ГОСТ 3560-73 | 5.2 |
ГОСТ 4986-79 | 5.2. |
ГОСТ 7502-98 | 4.1а |
ГОСТ 7661-67 | 4.1а |
ГОСТ 9498-79 | 1.1a; 4.1а; 5.2 |
ГОСТ 11069-2001 | 2.1; 2.5; 5.1 |
ГОСТ 12697.1-77 - ГОСТ 12697.12-77 | 4.2 |
ГОСТ 13843-78 | 5.2 |
ГОСТ 14192-96 | 5.3 |
ГОСТ 19437-81 | 1.1a; 4.1а; 5.2 |
ГОСТ 21399-75 | 5.2; 5.4; 5.5 |
ГОСТ 23189-78 | 4.2 |
ГОСТ 24231-80 | 4.2 |
ГОСТ 25086-87 | 4.2 |
ГОСТ 26653-90 | 5.5 |
ТУ 2-034-225-87 | 4.1а |
5. Ограничение срока действия снято Постановлением Госстандарта от 26.03.92 N 273
6. ИЗДАНИЕ с Изменениями N 1, 2, 3, 4, 5, 6, 7, утвержденными в августе 1975 г., январе 1980 г., октябре 1984 г., мае 1987 г., сентябре 1988 г., марте 1992 г., мае 2002 г. (ИУС 9-75, 3-80, 2-85, 8-87, 1-89, 6-92, 8-2002)
Настоящий стандарт распространяется на чушки первичного алюминия всех марок высокой и технической чистоты, предназначенные для переплавки.
Требования настоящего стандарта, кроме п.1.1а, являются обязательными.
(Измененная редакция, Изм. N 5, 6).
1. ФОРМА И РАЗМЕРЫ
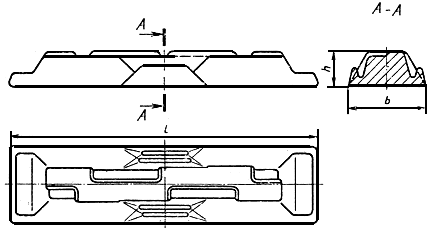
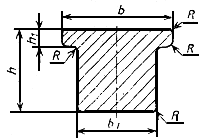
1.1. Форма, масса, геометрические размеры чушек определяются договором между потребителем и изготовителем.
Размеры и масса чушек (черт.2-5 и таблица) приведены для конструирования и изготовления изложниц.

Черт.2*
________________
* Черт.1 (Исключен, Изм. N 3).
Черт.3

Черт.4
Черт.5
Размеры, мм
Номер чертежа | Масса, кг | ||||||
2 | 640 | 170 | - | 75 | - | - | 15 |
3 | 720 | 180 | - | 80 | - | - | |
4 | 740 | 170 | - | 90 | - | - | |
5 | 1360 | 800 | 600 | 450 | 200 | 25 | 1000 |
1000 |
(Измененная редакция, Изм. N 3, 4, 7).
1.1a. По согласованию изготовителя с потребителем допускается изготовление крупногабаритных чушек, форма и масса которых соответствуют требованиям ГОСТ 9498, ГОСТ 19437, а также других размеров, формы и массы, не превышающей указанной в стандартах.
(Введен дополнительно, Изм. N 6).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Чушки изготовляют в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке.
Химический состав чушек должен соответствовать требованиям ГОСТ 11069 и настоящего стандарта.
(Измененная редакция, Изм. N 3, 7).
2.2. На поверхности чушек не должно быть шлаковых и других инородных включений. Трещины шириной более 1 мм должны быть забиты. Требования к остальным дефектам поверхности устанавливаются по согласованию между потребителем и изготовителем.
(Измененная редакция, Изм. N 7).
2.2а, 2.3. (Исключены, Изм. N 7).
2.4, 2.4.1, 2.4.2. (Исключены, Изм. N 4).
2.5. Чушки из алюминия технической чистоты по ГОСТ 11069 для производства деформируемых полуфабрикатов изготавливают с отношением массовых долей примесей железа к кремнию не менее 1,2:1,0. К обозначению марки такого металла добавляют букву П, при цветной маркировке добавляется наклонная полоса того же цвета, что и вертикальные полосы.
(Введен дополнительно, Изм. N 7).
2а. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2а.1. Алюминий в виде чушек малотоксичен, пожаро- и взрывобезопасен.
2а.2. Алюминий относится к веществам 3-го класса опасности по ГОСТ 12.1.007, ГОСТ 12.1.005 и при воздействии на организм является умеренно опасным веществом преимущественно фиброгенного действия. При вдыхании паров и пыли алюминия могут поражаться верхние дыхательные пути и легкие, раздражаться слизистые носа, рта, глаз, а также развиваться экземы и дерматиты.
Предельно допустимая концентрация аэрозолей алюминия в воздухе рабочей зоны (ПДК) - 2 мг/м
.
2а.3. Алюминий в виде чушек электропроводен, следует не допускать контакта продукции с проводами, находящимися под электрическим напряжением.
2а.4. В условиях производства необходимо соблюдать правила общей и личной гигиены и безопасности труда, избегать вдыхания пыли и паров расплавленного металла, попадания в глаза и на кожу. При работе следует применять средства индивидуальной защиты: респираторы - по ГОСТ 12.4.028, пылезащитную спецодежду - по ГОСТ 12.4.099 и ГОСТ 12.4.100, очки - по ГОСТ 12.4.013*. Для работы с чушками из алюминия в пунктах длительного хранения применение специальных средств защиты не требуется.
_______________
* На территории РФ действует ГОСТ Р 12.4.013-97**.
** С 1 июля 2008 года на территории Российской Федерации действует ГОСТ Р 12.4.230.1-2007. - .
При переплаве чушек или переработке отходов должно быть обеспечено высушивание чушек, слитков и отходов алюминия перед загрузкой в плавильную печь.
2б. ТРЕБОВАНИЯ ОХРАНЫ ОКРУЖАЮЩЕЙ СРЕДЫ
2б.1. При соблюдении правил хранения и транспортирования алюминий в виде чушек и слитков не оказывает вредного воздействия на окружающую среду.
2б.2. Вредное воздействие на окружающую среду может происходить в результате сбросов и выбросов загрязняющих веществ в процессе производства, при возникновении чрезвычайных ситуаций (пожар, взрыв, наводнение).
При попадании алюминия в виде чушек и слитков в водоемы, при воздействии на них агрессивных веществ (кислота, щелочь) возможно выщелачивание алюминия с образованием алюминатов, оказывающих токсическое воздействие на флору и фауну.
2б.3. Среднесуточная предельно допустимая концентрация в воздухе населенных мест (ПДК) алюминия не регламентирована, оксида алюминия (в пересчете на алюминий) - 0,01 мг/м
.
Предельно допустимая концентрация алюминия в воде водных объектов хозяйственно-питьевого и культурно-бытового пользования (ПДК) - 0,5 мг/л.
Предельно допустимая концентрация алюминия в воде рыбохозяйственных водоемов (ПДК) - 0,04 мг/л.
2б.4. Некондиционную продукцию и отходы должны возвращать в производство (переплав).
Разд.2а, 2б. (Введены дополнительно, Изм. N 7).
3. ПРАВИЛА ПРИЕМКИ
3.1. Чушки предъявляются к приемке партиями. Партия должна состоять из чушек одного размера и алюминия одной марки, одной или нескольких плавок и сопровождаться документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
марку алюминия;
номера плавок;
номер партии;
массу партии;
результаты определения химического состава каждой плавки;
обозначение настоящего стандарта.
(Измененная редакция, Изм. N 3, 7).
3.2. Контролю химического состава, качества поверхности и внутренних дефектов подвергают три чушки от каждой партии чушек массой 15 кг и одну чушку от каждой партии крупногабаритных чушек.
Для контроля химического состава на предприятии-изготовителе отбирают пробу от каждой плавки жидкого металла.
Контроль внутренних дефектов чушек проводится по требованию потребителя.
(Измененная редакция, Изм. N 4, 5).
3.3. (Исключен, Изм. N 7).
3.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке. Результаты повторных испытаний распространяются на всю партию.
(Измененная редакция, Изм. N 3).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль качества поверхности осуществляется внешним осмотром без применения увеличительных приборов.
4.1а. Для проверки высоты наплывов чушек, изготовленных по черт.5, а также чушек по форме, приведенной в ГОСТ 9498 и ГОСТ 19437, применяют штангенглубиномер по ГОСТ 162 или индикаторный глубиномер по ГОСТ 7661-67. Для проверки длины неслитин применяют измерительную металлическую рулетку по ГОСТ 7502. Для проверки ширины трещин применяют щупы по ТУ 2-034-225.
Допускается применение других измерительных средств, обеспечивающих соответствующую точность.
4.2. Отбор и подготовку проб для определения химического состава проводят по ГОСТ 24231 или ГОСТ 3221. Сверление крупногабаритных чушек проводят не менее чем в трех точках, расположенных равномерно по диагонали большей поверхности чушки, на глубину не менее 30 мм. Диаметр сверла должен быть не более 30 мм. Места входа сверла должны быть зачищены на глубину не менее 0,5 мм.
Химический состав алюминия определяют по ГОСТ 25086, ГОСТ 12697.1 - ГОСТ 12697.12, ГОСТ 3221, ГОСТ 23189.
Допускается проводить анализ другими методами, не уступающими по точности стандартным.
При разногласиях в оценке химического состава анализ проводят по ГОСТ 25086, ГОСТ 12697.1 - ГОСТ 12697.12, ГОСТ 3221, ГОСТ 23189.
4.1а, 4.2. (Измененная редакция, Изм. N 5).
4.3. Контроль внутренних дефектов чушек массой 15 кг проводят на макрошлифах поперечных темплетов чушек. Темплеты должны вырезаться на расстоянии 1/4-1/2 длины от торца чушки толщиной 15-30 мм.
Для изготовления макрошлифов темплеты подвергают механической обработке. Шероховатость поверхности должна быть не более 20 мкм по ГОСТ 2789.
Травление макрошлифов проводят 10-20%-ным раствором едкого натра в течение 10-20 мин до начала выявления структуры при комнатной температуре не ниже 15 °С. После травления поверхность тщательно промывают водой и осветляют 25-50%-ным раствором азотной кислоты до удаления темного налета с последующим промыванием в воде. Осмотр макрошлифа проводят без применения увеличительных средств.
Порядок контроля крупногабаритных чушек по внутренним дефектам устанавливается по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. N 3, 4).
4.4. (Исключен, Изм. N 7).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждой чушке должны быть обозначены:
а) товарный знак или товарный знак и наименование предприятия-изготовителя;
б) номер плавки наносится металлическим клеймом, высота цифр не должна быть менее 10 мм;
в) марка алюминия наносится на торце чушки несмываемой краской в соответствии с ГОСТ 11069.
На крупногабаритных чушках несмываемой краской отмечают массу чушки.
По согласованию с потребителем допускается наличие в пакете до 20% чушек без номера плавки при условии формирования пакета из чушек одной плавки.
При транспортировании чушек пакетами по согласованию с потребителем допускается наносить цветную маркировку на торцы чушек только верхнего ряда пакета.
(Измененная редакция, Изм. N 3, 7).
5.2. Чушки, изготовленные по черт.2-4, транспортируют в пакетах в соответствии с ГОСТ 21399 с обвязкой не менее чем двумя поясами. Каждый пояс состоит из двух нитей алюминиевой катанки диаметром не менее 9 мм по ГОСТ 13843 или другой нормативно-технической документации или стальной отожженной проволоки диаметром не менее 6 мм по ГОСТ 3282. Масса алюминиевой катанки, применяемой для обвязки пакетов, входит в массу нетто пакета и партии.
В качестве средства скрепления допускается использовать стальную упаковочную ленту по ГОСТ 3560, ГОСТ 4986 или по другой нормативно-технической документации.
Средства скрепления должны обеспечивать сохранность целостности пакета во время транспортирования, хранения и погрузочно-разгрузочных работ и не служат для захвата пакетов при погрузочно-разгрузочных работах.
Чушки, изготовленные по черт.5, транспортируют непакетированными. Чушки, изготовленные по форме ГОСТ 9498 и ГОСТ 19437, транспортируют в соответствии с ГОСТ 9498 и ГОСТ 19437. Крупногабаритные чушки других размеров, формы и массы транспортируют в соответствии с нормативно-технической документацией.
(Измененная редакция, Изм. N 3, 4, 5, 6, 7).
5.3. Транспортная маркировка чушек - по ГОСТ 14192. Транспортная маркировка крупногабаритных чушек наносится на одной из торцовых частей чушки. Маркировку продукции, предназначенной для экспорта, проводят в соответствии с заказом-нарядом внешнеторгового объединения.
При транспортировании чушек прямым железнодорожным сообщением повагонными отправками транспортная маркировка наносится не менее чем на четырех местах (кроме массы груза). На остальных грузовых местах масса пакета указывается несмываемой краской на одной из чушек верхнего ряда.
На транспортные пакеты, перевозимые на открытом подвижном составе, наносят манипуляционный знак "Место строповки".
(Измененная редакция, Изм. N 3, 4, 7).
5.4. Пакеты чушек на длительное хранение маркируют по ГОСТ 21399.
(Измененная редакция, Изм. N 3).
5.5. Чушки транспортируют железнодорожным, морским и автомобильным транспортом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Железнодорожным транспортом пакеты чушек транспортируют в крытых вагонах в соответствии с ГОСТ 21399.
Допускается по согласованию изготовителя с потребителем транспортирование пакетов чушек на открытом подвижном составе.
Крупногабаритные чушки транспортируют на открытом подвижном составе.
Размещение и крепление грузов, транспортируемых по железной дороге, должно соответствовать техническим условиям погрузки и крепления грузов.
Транспортирование чушек морским транспортом в соответствии с ГОСТ 26653.
(Измененная редакция, Изм. N 3, 4, 7).
5.6. Чушки первичного алюминия хранят в крытых складских помещениях. Чушки алюминия технической чистоты допускается хранить на открытых площадках.
(Измененная редакция, Изм. N 3).
Электронный текст документа
и сверен по:
Цветные металлы. Алюминий. Технические условия.
Марки: Сборник ГОСТов. -
М.: Издательство стандартов, 2004
{kind=link}