ГОСТ 25140-93
Группа В51
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СПЛАВЫ ЦИНКОВЫЕ ЛИТЕЙНЫЕ
Марки
Zinc alloys for casting. Grades
ОКП 17 2140
Дата введения 1995-01-01
Предисловие
1. РАЗРАБОТАН Межгосударственным техническим комитетом 106 "Цветметпрокат", Государственным научно-исследовательским и проектным институтом цветных металлов (Гипроцветметобработка)
ВНЕСЕН Госстандартом России
2. ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 4-93 от 19 октября 1993 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Армения | Армгосстандарт |
Республика Беларусь | Белстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Туркменистан | Туркменгосстандарт |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3. Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 02.06.94 N 160 межгосударственный стандарт ГОСТ 25140-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1995 г.
4. ВЗАМЕН ГОСТ 25140-82
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 1497-84 | Приложение 1 |
ГОСТ 9012-59 | Приложение 1 |
ГОСТ 25284.0-82* - ГОСТ 25284.8-84* | 2 |
________________
* На территории Российской Федерации действуют ГОСТ 25284.0-95 и ГОСТ 25284.8-95, соответственно. Здесь и далее. - .
1. Настоящий стандарт устанавливает марки цинковых литейных сплавов в отливках.
2. Марки и химический состав цинковых литейных сплавов должны соответствовать нормам, указанным в табл.1.
Таблица 1
Марка сплава | Химический состав, % | |||||||||||
основных компонентов | примесей, не более | |||||||||||
алю- миния | меди | магния | железа | цинка | меди | свин- ца | кад- мия | оло- ва | желе- за | крем- ния | свинца+ | |
ZnA14A* | 3,5-4,5 | - | 0,02-0,06 | - | Осталь- ное | 0,06 | 0,004 | 0,003 | 0,001 | 0,06 | 0,015 | 0,007 |
ЦА4о | 3,5-4,5 | - | 0,02-0,06 | - | 0,06 | 0,005 | 0,003 | 0,001 | 0,06 | 0,015 | 0,009 | |
ЦA4 | 3,5-4,5 | - | 0,02-0,06 | - | 0,06 | 0,01 | 0,005 | 0,002 | 0,07 | 0,015 | - | |
ZnA14Cu1A* | 3,5-4,5 | 0,7-1,3 | 0,02-0,06 | - | - | 0,004 | 0,003 | 0,001 | 0,06 | 0,015 | 0,007 | |
ЦА4М1о | 3,5-4,5 | 0,7-1,3 | 0,02-0,06 | - | - | 0,005 | 0,003 | 0,001 | 0,06 | 0,015 | 0,009 | |
ЦA4M1 | 3,5-4,5 | 0,7-1,3 | 0,02-0,06 | - | - | 0,01 | 0,005 | 0,002 | 0,07 | 0,015 | - | |
ЦА4М1в | 3,5-4,5 | 0,6-1,3 | 0,02-0,10 | - | - | 0,02 | 0,015 | 0,005 | 0,12 | 0,03 | - | |
ZnA14Cu3A* | 3,5-4,5 | 2,5-3,7 | 0,02-0,06 | - | - | 0,004 | 0,003 | 0,001 | 0,06 | 0,015 | 0,007 | |
ЦА4М3о | 3,5-4,5 | 2,5-3,7 | 0,02-0,06 | - | - | 0,006 | 0,003 | 0,001 | 0,06 | 0,015 | 0,009 | |
ЦА4М3 | 3,5-4,5 | 2,5-3,7 | 0,02-0,06 | - | - | 0,01 | 0,005 | 0,002 | 0,07 | 0,015 | - | |
ЦА8М1 | 7,1-8,9 | 0,70-1,40 | 0,01-0,06 | - | - | 0,01 | 0,006 | 0,002 | 0,10 | 0,015 | - | |
ЦА30М5 | 28,5-32,1 | 3,8-5,6 | 0,01-0,08 | 0,01-0,5 | - | 0,02 | 0,016 | 0,01 | 0,075 | - | ||
Примечания:
1. По требованию потребителя в сплавах марок ZnA14A, ЦА4о, ЦА4 допускается массовая доля меди как легирующего элемента до 0,10%.
2. По согласованию изготовителя с потребителем в сплавах марок ЦА4М3о допускается массовая дога олова до 0,002%, кадмия - до 0,004% при сумме примесей свинца, кадмия и олова не более 0,009%.
3. По требованию потребителя в сплавах марок ЦА4, ЦА4М1 и ЦА4М3 массовая доля свинца должна быть не более 0,006%.
4. Определение химического состава сплавов проводят по ГОСТ 25284.0 - ГОСТ 25284.8. Допускается определять химический состав другими методами, обеспечивающими точность не ниже приведенной в указанных стандартах.
При возникновении разногласий в оценке химического состава определение проводят по ГОСТ 25284.0 - ГОСТ 25284.8.
5. Звездочкой отмечены сплавы, изготовляемые по согласованию потребителя с изготовителем.
3. Механические свойства сплавов приведены в приложении 1.
4. Физические характеристики сплавов и рекомендации по их применению приведены в приложениях 2 и 3.
ПРИЛОЖЕНИЕ 1
Справочное
МЕХАНИЧЕСКИЕ СВОЙСТВА ЦИНКОВЫХ СПЛАВОВ
1. Механические свойства цинковых сплавов приведены в табл.2.
Таблица 2
Марка сплава | Способ литья | Механические свойства, не менее | ||
Временное сопротивление, МПа (кгс/мм | Относительное удлинение, % | Твердость, НВ | ||
ZnA14A | К | 196 (20) | 1,2 | 70 |
ЦА4о, ЦА4 | Д | 256 (26) | 1,8 | 70 |
ZnA14Cu1A, ЦА4М1о, ЦА4М1 | К | 215 (22) | 1,0 | 80 |
Д | 270 (28) | 1,7 | 80 | |
ЦА4М1в | К, Д | 196 (20) | 0,5 | 65 |
ZnA14Cu3A, | П | 215 (22) | 1,0 | 85 |
ЦА4М3о | К | 235 (24) | 1,0 | 90 |
ЦА4М3 | Д | 290 (30) | 1,5 | 90 |
ЦА8М1 | К | 235 (24) | 1,5 | 70 |
Д | 270 (28) | 1,5 | 90 | |
ЦА30М5 | К | 435 (44) | 8,0 | 115 |
Д | 370 (38) | 1,0 | 115 | |
Примечание: Условные обозначения способов литья:
П - литье в песчаные формы;
К - литье в кокиль;
Д - литье под давлением.
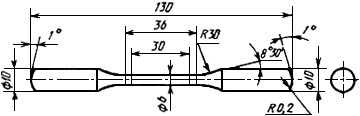
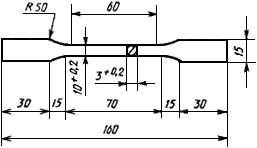
2. Механические свойства определяют на отдельно отлитых образцах при литье в кокиль и под давлением или на образцах, изготовленных из отдельно отлитых проб при литье в песчаные формы. Диаметр рабочей части отдельно отлитых образцов и образцов, вырезанных из проб, должен быть 10 мм, расчетная длина 50 мм. Форма и размер образцов, отлитых под давлением, приведены на чертеже.
Формы и размеры образцов, отлитых под давлением
Круглый
Плоский
3. Отдельно отлитые образцы при всех видах литья испытывают с литейной коркой. Допускается нарушение сплошности литейной корки в местах зачистки поверхности образца.
4. Способ отливки образцов соответствует способу изготовления отливок. Допускается для всех видов литья проводить проверку механических свойств на образцах, отлитых в кокиль; при этом следует руководствоваться данными механических свойств для литья в кокиль.
5. При определении механических свойств на образцах, вырезанных непосредственно из тела отливок, тип, размер образцов и уровень механических свойств устанавливаются нормативно-технической документацией на конкретные отливки.
6. Испытание образцов на растяжение проводят в соответствии с ГОСТ 1497; твердость по Бринеллю определяют по ГОСТ 9012.
ПРИЛОЖЕНИЕ 2
Справочное
ФИЗИЧЕСКИЕ ХАРАКТЕРИСТИКИ СПЛАВОВ
Таблица 3
Марка сплава | Плотность, г/см | Температурный интервал затвердевания, °С | Удельная теплоемкость при 20 °С, Дж/кг·°С | Теплопро- водность, Вт/м·°С | Температурный коэффициент линейного расширения в интервале температур |
ЦА4 | 6,7 | 380-386 | 410 | 113 | 26,0 |
ЦА4М1 | 6,7 | 380-386 | 440 | 109 | 26,5 |
ЦА4М3 | 6,8 | 379-389 | 427 | 105 | 29,5 |
ЦА8М1 | 6,3 | 375-404 | - | - | - |
ЦА30М5 | 4,8 | 480-563 | - | - | - |
ПРИЛОЖЕНИЕ 3
Справочное
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ СПЛАВОВ
Таблица 4
Марка сплава | Характерные свойства | Область применения |
ZnA14A | Хорошая жидкотекучесть, повышенная коррозионная стойкость, стабильность размеров | В автомобильной, тракторной, электротехнической и других отраслях промышленности для отливки деталей приборов, требующих стабильности размеров |
ЦА4о | Хорошая жидкотекучесть, хорошая коррозионная стойкость, стабильность размеров | |
ЦА4 | Как для марки ЦА4о, но с меньшей коррозионной стойкостью | |
ZnA14Cu1A | Хорошая жидкотекучесть, повышенная коррозионная стойкость, практически неизменяемость размеров при естественном старении | В автомобильной, тракторной, электротехнической и других отраслях промышленности для отливки корпусных, арматурных, декоративных деталей, не требующих повышенной точности |
ЦА4М1о | Хорошая жидкотекучесть, хорошая коррозионная стойкость, практически неизменяемость размеров при естественном старении | |
ЦА4М1 | Как для марки ЦА4М1о, но с меньшей устойчивостью размеров | |
ЦА4М1в | По технологическим и эксплуатационным свойствам уступает предыдущим маркам сплавов этой группы | В различных отраслях промышленности для литья неответственных деталей |
ZnA14Cu3A | Хорошая жидкотекучесть, высокая прочность, хорошая коррозионная стойкость, изменяемость размеров до 0,5% | В автомобильной и других отраслях промышленности для изготовления деталей, требующих повышенную точность |
ЦА4М3о | Хорошая жидкотекучесть, высокая прочность, хорошая коррозионная стойкость, изменяемость размеров до 0,5% | |
ЦА4МЗ | Как для марки ЦА4М3о, но с пониженной коррозионной стойкостью | |
ЦА30М5 | Предназначается для замены стандартного антифрикционного сплава ЦАМ10-5, значительно превосходит его по механическим свойствам и износостойкости | Вкладыши подшипников, втулки балансированной подвески, червячные шестерни, сепараторы подшипников качения |
ЦА8М1 | Как для марки ЦА4М1, но с более высокими прочностными свойствами | В автомобильной, тракторной, электротехнической и других отраслях промышленности |
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1996
{kind=link}