ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СПЛАВЫ ЦИНКОВЫЕ ЛИТЕЙНЫЕ В ЧУШКАХ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 19424—74
(СТ СЭВ 1258—78, СТ СЭВ 1259—78)
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва
УДК 669.55-412 : 006.354 Группа В51
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСТ
19424-74*
(СТ СЭВ 1258—78, СТ СЭВ 1259—78]
СПЛАВЫ ЦИНКОВЫЕ ЛИТЕЙНЫЕ В ЧУШКАХ Технические условия
Cast zinc alloys in pigs. Specifications
ОКП 17 214-0
Постановлением Государственного комитета стандартов Совета Министров СССР От 17 января 1974 г. № 146 срок введения установлен
с 01.01.76
Проверен в 1985 г. Постановлением Госстандарта от 14.08.85 Н® 2637 срок действия продлен до 01.01,91
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на сплавы цинковые литейные в чушках, предназначенные для переплавки.
Стандарт полностью соответствует СТ СЭВ 1258—78 и СТ СЭВ 1259—78.
1. МАРКИ
1.1. В зависимости от химического состава устанавливаются следующие марки цинковых сплавов: ЦАМ4—1о; ЦАМ4—1; ЦАМ4—1в; ЦА4о; ЦА4; ЦАМ4—3; ZnA14A; ZnA14CulA; ZnA14Cu3A; ZnA14Cu3.
(Измененная редакция, Изм. № 2, 3).
Обозначение марок
Код ОКП
Хнмнчес
Основные компоненты
миний | ■А | НИЙ | |
2 | и | я | |
г- | й> | <0 | X |
< | % | я |
ZnA14A*
ЦА4о
ЦА4
ZnA14CulA*
ЦАМ4—1о
ЦАМ4-1
ZnA14Cu3A* ZnA14Cu3*
ЦАМ4-3
ЦАМ4—1в
17 2141
17 2141
17 2141
17 2141
17 2141
17 2141
17 2141
17 2141
17 2141
17 2141
0111 01
0211 09
0311 06
0411 03
0511 00
0611 08
0711 05
0811 02
0911 10
1011 00
3,5—4,3
3,9—4,3
3,5—4,3
3,5—4,3
3,9—4,3
3.5—
3.5—
3.5—
3.5—
3.5—
0,7-1,2
0,7-1,2
0,7-1,2
2.5- 3,5
2.5— 3,5
2,5—3,5
0,6—1,2
0,03—0,06
0,03—0,06
0,03—0,06
0,03—0,06
0,03—0,06
Остальное
0,03—0,06
0,03—0,06
0,03—0,06
0,03—0,06 не более 0,1
Примечания:
1. По требованию потребителя массовая доля алюминия в чушках всех марок
2. По требованию потребителя в сплавах марок ZnA14A, ЦА4о и ЦА4
3. По требованию потребителя в сплавах марок ЦА4, ЦАМ4—1 и ЦАМ4—3 4; 5. (Исключены, Изм. № 3).
6. Звездочкой отмечены сплавы, применяемые только в договорно-правовых
7. Код ОКП для сплавов в виде крупногабаритных чушек: марка ЦА4—1о—
(Измененная редакция, Изм. № 2, 3).
кий состав, % | |||||||
Медь | Свинец | Примео о 3 ё К | 1, не 6oj о 0 О ч О | iee « ж 2 е( СЧ X | Я с 2 (V & | Область применения | |
0,03 | 0,003 | 0,03 | 0,001 | 0,002 | — | Де1али для автомобильной, электротехнической и машиностроительной промышленности | |
0,03 | 0,004 | 0,05 | 0,001 | 0,002 | 0,015 | Для литья под давлением ответственных деталей с устойчивыми размерами | |
0,03 | 0,01 | 0,05 | 0,002 | 0,005 | 0,015 | Для литья под давлением неответственных деталей с устойчивыми размерами | |
— | 0,003 | 0,03 | 0,001 | 0,002 | — | Детали для автомобильной, электротехнической и машиностроительной промышленности | |
— | 0,004 | 0,05 | 0,001 | 0,002 | 0,015 | Для литья под давлением особо ответственных деталей | |
— | 0,01 | 0,05 | 0,002 | 0,005 | 0,015 | Для литья под давлением ответственных деталей | |
0,003 | 0,03 | 0,001 | 0,002 | Детали для автомобильной, элек- | |||
и- | 0,005 | 0,05 | 0,001 | 0,002 | т — | тротехнической и машиностроительной промышленности | |
— | 0,01 | 0,05 | 0,002 | 0,005 | — | Для литья под давлением деталей автомобиля | |
0,02 | 0,10 | 0,005 | 0,015 | 0,03 | Для литья под давлением неответственных деталей (сувениры, ширпотреб) |
сплавов должна быть 3,9—4,3%.
допускается массовая доля меди как легирующего элемента до 0,06%. массовая доля свинца должна быть не более 0,005%.
отношениях по сотрудничеству.
ОКП 17 2141 0512 10, марка ЦАМ4—1 —ОКП 17 2141 0612 07.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1а. Сплавы должны изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
(Введен дополнительно, Изм. № 3).
2.1. Химический состав цинковых сплавов должен соответствовать указанному в таблице.
2.2. Сплавы изготавливаются в чушках с пережимами; масса чушек не должна превышать 27 кг.
Чушки, составляющие основание штабеля, допускается изготовлять без пережимов и массой свыше 27 кг. Форма и размеры чушек устанавливаются изготовителем.
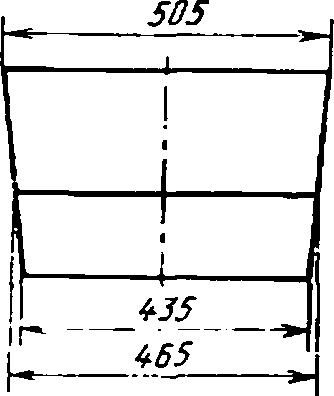
По требованию потребителя допускается изготовление сплавов марок ЦАМ4—1о, ЦАМ4—1 в виде крупногабаритных чушек (чертеж) массой (500±20) кг. Размеры, указанные на чертеже, соответствуют внутренним размерам изложниц и являются справочными.
505
-—" - | ||
1 | ||
425 г | ||
ыо | ||
4вО |
2.3. Поверхность чушек должна быть без окислов и включений. На поверхности чушек допускаются: местные включения окислов и плен на площади, не превышающей 10% общей поверхности чушек, на глубине до 10 мм; следы удаления окислов с поверхности жидкого металла и мелкие литейные дефекты, а также рыхлость в зоне усадки.
На поверхности крупногабаритных чушек допускаются местные включения окислов и плен на площади, не превышающей 10% общей поверхности чушки, на глубине до 30 мм. Допускаются окис-лы, трещины, усадочные раковины в зоне усадки чушек.
2.4. В изломе чушки должны быть однородными, без пористости, шлаковых и других инородных включений.
Допускается пористость в зоне усадки. Однородность крупногабаритных чушек обеспечивается технологическим режимом охлаждения и кристаллизации.
2.2—2.4. (Измененная редакция, Изм. № 2, 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Чушки принимают партиями. Партия должна состоять из сплава одной марки, одной или нескольких плавок и сопровождаться одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
номер партии;
марку сплава;
номер плавки (плавок);
результаты химического анализа;
массу партии;
массу плавки;
дату изготовления;
обозначение настоящего стандарта.
(Измененная редакция, Изм. № 2, 3).
3.2. Наружному осмотру подвергают каждую чушку партии.
3.3. Для проверки химического состава сплавов от каждой плавки, входящей в партию, отбирают 0,1% чушек, но не менее трех.
Для определения химического состава на предприятии-изготовителе допускается отбор проб от жидкого металла равномерно в течение всей разливки плавки или в начале, середине и конце разлива плавки.
Для проверки химического состава крупногабаритных чушек от каждой плавки, входящей в партию, отбирают 10% чушек, но не менее одной чушки. Для определения химического состава на предприятии-изготовителе допускается отбирать пробу от жидкого металла перед сливом его в изложницу.
3.4. Для проверки излома от каждой плавки отбирают 1% чушек, но не менее трех.
Крупногабаритные чушки на излом не проверяют.
3.3, 3.4. (Измененная редакция, Изм. № 2, 3).
3.5. При получении неудовлетворительных результатов испытания хотя бы по одному показателю по нему проводят повторные испытания на удвоенной выборке, взятой от той же плавки. Результаты повторного испытания распространяются на всю плавку.
(Измененная редакция, Изм. № 3).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Отбор и подготовка проб для химического анализа — по ГОСТ 24231—80. Крупногабаритные чушки сверлят на глубину 35 мм. Диаметр сверла должен быть от 10 до 22 мм.
4.2. Химический состав сплавов определяют по ГОСТ 25284.0-82 — ГОСТ 25284.7-82, ГОСТ 25284.8—84. Допускается определять-химический состав другими методами, не уступающими по точности стандартным. При возникновении разногласий в оценке химического состава анализ проводят по ГОСТ 25284.0-82 — ГОСТ 25284.7-82, ГОСТ 25284.8—84.
4.1; 4.2. (Измененная редакция, Изм. № 3).
4.3. Контроль качества поверхности чушек и излома проводят внешним осмотром без применения увеличительных средств.
4.4. Глубина залегания местных включений окислов и плен определяется при испытании на излом. Допускается проверка глубины залегания местных включений окислов и плен контрольной зачисткой поверхности. Для проверки на излом отобранные чушки разламывают в месте пережима.
4.3, 4.4. (Измененная редакция, Изм. № 2).
4.5. Глубину залегания местных включений окислов и плен на поверхности крупногабаритных чушек определяют при испытании контрольным сверлением на глубину 35 мм.
4.6. При отборе, подготовке проб и проведении химических анализов следует соблюдать требования безопасности по ГОСТ 12.2.009—80, ГОСТ 12.1.005—76, ГОСТ 12.1.007—76, а также другой нормативно-технической документации на безопасное проведение этих работ с учетом использования средств защиты по ГОСТ 12.4.013—85, ГОСТ 12.4.021—75.
4.5; 4.6. (Введены дополнительно, Изм. № 3).
5. УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждой чушке должны быть нанесены следующие обозначения:
а) товарный знак или наименование и товарный знак предприятия-изготовителя;
б) марка сплава;
в) номер плавки.
Чушки должны маркироваться путем нанесения на их торцы полос следующих цветов:
черной на чушках из сплава марки ЦАМ4—1о;
зеленой — на чушках из сплава марки ЦАМ4—1;
красной — на чушках из сплава марки ЦА4о.
На торце чушек из сплава марки ЦАМ4—1в наносят черную и красную полосы, из сплава ЦА4 — две красные полосы.
(Измененная редакция, Изм. № 3).
5.2. (Исключен, Изм. № 1).
5.3. Чушки транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида. Допускается транспортирование чушек в открытых транспортных средствах.
Чушки транспортируют в пакетах с учетом общих требований ГОСТ 21399—75, ГОСТ 21929—76, ГОСТ 24597—81 и нормативнотехнической документации. Пакеты должны состоять из чушек одной марки. Масса пакета не должна превышать 1000 кг. По согласованию изготовителя с потребителем допускается увеличивать массу пакета до 1500 кг.
Пакеты скрепляют стальной упаковочной лентой по ГОСТ 3560—73 или стальной проволокой диаметром не менее 6 мм по ГОСТ 3282—74. Допускается применение других средств скрепления, обеспечивающих сохранность пакета по ГОСТ 21650—76.
При формировании пакета узел обвязки должен располагаться на боковой стороне пакета.
На боковой стороне пакета проволокой диаметром не менее 1,5 мм крепится ярлык из лакированной жести, алюминия пли фанеры с указанием транспортной маркировки по ГОСТ 14192—77.
Крупногабаритные чушки транспортируют в непакетированном виде. Транспортная маркировка крупногабаритных чушек наносится на торцовую часть чушки.
Требования безопасности при транспортировании чушек — по ГОСТ 21399—75 и ГОСТ 12.3.009—76.
5.4. Хранение чушек производится в условиях, обеспечивающих сохранность качества продукции.
5.3, 5.4. (Измененная редакция, Изм. № 3).
Приложение. (Исключено, Изм. № 3).
Изменение № 4 ГОСТ 19424—74 Сплавы цинковые литейные в чушках. Технические условия
Утверждено и введено в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 26.03.90 № 557
Дата введения 01.01.91
Под наименованием стандарта заменить код: ОКИ 17 2110 на ОКП 17 2141
Вводная часть. Первый абзац. Заменить слово: «переплавки» на «производства отливок»;
дополнить абзацем: «Стандарт «соответствует международному стандарту ИСО 301—81 для марок ЦА4и, ЦЛМ4—1о по содержанию основных компонентов».
Пункт 1 1. Первый абзац изложить в новой редакции: «Марки и химический состав цинковых сплавов должны соответствовать приведенным в таблице» таблица. Исключить марку ЦАМ4—3 со всеми относящимися к ней показателями;
примечание 3. Исключить слова: «и ЦАМ 4—3»
Пункт 2 1а. Заменить слова: «технологическом}' регламенту, хтвеожденному» на «технологической инструкции, утвержденной»
Пункт 2.1 исключить.
Пункт 2.2. Второй абзац. Заменить слово: «штабеля» на «пакета».
Пункт 2.3. Первый абзац. Заменить слова: «окнслов с» на «оксидов с*: второй абзац. Заменить слово: «окислы» На «оксиды»;
дополнить абзацем: «Допускается на поверхности чушек наличие с ■’ед: в краски, используемой для покрытия изложниц».
Пункты 2.3, 4.4, 4.5 Исключить слова, «окислгв и» (6 раз).
(Продолжение см. с. S5)
85
Пункт 2.4. Первый абзац дополнить словами: «Пористость чушек в изломе до 01.01.92 браковочным признаком не является и определяется для набора статистических данных».
Пункт 3.1 дополнить абзацем: «штамп отдела технического контроля».
Пункты 3.2, 3.3 изложить в новой редакции: «3.2. Проверке качества поверхности подвергают не менее 10 % чушек от партии..
3.3. Для проверки химического состава сплава от каждой плавки отбирают 0,1 % чушек, но не менее трех; в случае изготовления крупногабаритных чушек— 10 % чушек, но не менее двух.
Для определения химического состава сплава на предприятии-изготовителе допускается проводить отбор проб от жидкого металла в начале, середине и конце разлива сплава в изложницы».
Пункт 3 4. Первый абзац дополнить словами: «Контроль качества излома чушек массой до 27 кг проводят по требованию потребителя».
Пункт 5.1. Третий абзац дополнить словами: «или цветная маркировка».
П>нкт 5 3. Третий, четвертый абзацы изложить в новой редакции: «Пакеты скрепляют стальной упаковочной лентой по ГОСТ 3560—73, стальной проволокой или стальным прутком диаметром не менее 10 мм по ГОСТ 3282—74, ГОСТ 2590—88. Допускается применение других средств скрепления, обеспечивающих сохранность пакета по ГОСТ 21650—76.
При формировании пакета узел обвязки должен располагаться таким образом, чтобы обеспечивалось устойчивое складирование продукции»;
пятый абзац. Заменить значение: 1,5 на 1,0;
дополнить абзацем (после шестого): «При загрузке вагона пакетами чушек, предназначенными в один адрес, транспортная маркировка наносится не менее чем на четырех грузовых местах»;
исключить ссылку.- ГОСТ 21929—76.
(ИУС № 6 1990 г.)
86
{kind=link}