ПНСТ 795-2022
(ИСО 16400-1:2020)
ПРЕДВАРИТЕЛЬНЫЙ НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Умное производство
КАТАЛОГИ ПОВЕДЕНИЯ ОБОРУДОВАНИЯ ДЛЯ ВИРТУАЛЬНОЙ ПРОИЗВОДСТВЕННОЙ СИСТЕМЫ
Часть 1
Общие положения
Smart manufacturing. Equipment behavior catalogues for virtual production system. Part 1. Overview
ОКС 25.040.01
Срок действия с 2023-01-01
до 2026-01-01
Предисловие
1 ПОДГОТОВЛЕН Ассоциацией разработчиков и эксплуатантов передовых производственных технологий (Ассоциация "Технет"), Некоммерческим партнерством "Русское общество содействия развитию биометрических технологий, систем и коммуникаций" (Некоммерческое партнерство "Русское биометрическое общество") и Федеральным государственным бюджетным учреждением "Российский институт стандартизации" (ФГБУ "Институт стандартизации") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 194 "Кибер-физические системы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 17 ноября 2022 г. N 114-пнст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 16400-1:2020*"Системы автоматизации и интеграция. Каталоги поведения оборудования для виртуальной производственной системы. Часть 1. Общие положения" (ISO 16400-1:2020 "Automation systems and integration - Equipment behavior catalogues for virtual production system - Part 1: Overview", MOD) путем изменения отдельных фраз (слов, значений показателей, ссылок), которые выделены в тексте курсивом**, также путем изменения его структуры для приведения в соответствие с правилами, установленными в ГОСТ 1.5-2001 (подразделы 4.2 и 4.3). Внесение указанных технических отклонений направлено на учет потребностей национальной экономики Российской Федерации.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
Сопоставление структуры настоящего стандарта со структурой указанного международного стандарта приведено в дополнительном приложении ДА
5 Некоторые элементы настоящего стандарта могут быть объектами патентных прав. Федеральное агентство по техническому регулированию и метрологии не несет ответственности за установление подлинности каких-либо или всех таких патентных прав
Правила применения настоящего стандарта и проведения его мониторинга установлены в ГОСТ Р 1.16-2011** разделы 5 и 6).
Федеральное агентство по техническому регулированию и метрологии собирает сведения о практическом применении настоящего стандарта. Данные сведения, а также замечания и предложения по содержанию стандарта можно направить не позднее чем за 4 мес до истечения срока его действия разработчику настоящего стандарта по адресу: 121205 Москва, Инновационный центр Сколково, ул.Нобеля, д.1, e-mail: [email protected] и/или в Федеральное агентство по техническому регулированию и метрологии: 123112 Москва, Пресненская набережная, д.10, стр.2.
В случае отмены настоящего стандарта соответствующая информация будет опубликована в ежемесячном информационном указателе "Национальные стандарты" и также будет размещена на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Введение
В настоящем стандарте определены каталог поведения оборудования (КПО) и требования к КПО для представления динамического поведения экземпляра номинального или физического оборудования. Представление динамического поведения экземпляра оборудования играет важную роль при настройке виртуальных производственных систем, используемых для моделирования и проверки проектируемых производственных процессов, а также для мониторинга текущих производственных процессов. Методология КПО обеспечит эволюцию умного производства.
КПО является эффективным и стандартизированным способом предоставить информацию о динамическом поведении единицы оборудования.
1 Область применения
Настоящий стандарт определяет концепцию и структуру шаблона и элементов каталога поведения оборудования (КПО) для виртуальной производственной системы.
2 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
2.1 каталог поведения оборудования; КПО (equipment behaviour catalogue; ЕВС): Группа, включающая один шаблон КПО и его элементы КПО.
2.2 шаблон КПО (EBC template): Схема, представляющая модель определенного типа оборудования, включая поведение.
2.3
поведение (behaviour): Действие и реакция элемента при внешнем взаимодействии. [Адаптировано из ГОСТ Р ИСО 14258-2008, 2.2.2]. |
2.4 элемент КПО (EBC item): Экземпляр шаблона КПО.
Примечание - Элемент КПО отражает свойства единицы оборудования, включая поведение.
2.5 репозиторий КПО (EBC repository): Набор КПО.
2.6 модель экземпляра номинального оборудования (nominal equipment instance model): Исполняемая модель единицы оборудования в соответствии с проектом.
Примечание - Исполняемая модель построена из элемента КПО и соответствующих паспортных данных оборудования.
2.7 модель экземпляра физического оборудования (physical equipment instance model): Исполняемая модель единицы оборудования, существующей в физическом мире.
Примечание - Исполняемая модель построена из элемента КПО и соответствующих данных об отдельной единице оборудования.
3 Сокращения
В настоящем стандарте применены следующие сокращения:
AAS - оболочка администрирования активов (Asset Administration Shell);
CCD - словарь общих данных (Common Data Dictionary);
JSON - текстовый формат обмена данными, основанный на JavaScript (JavaScript Object Notation);
PDCA - цикл организационного управления "планирование-действие-проверка-корректировка" (Plan-Do-Check-Act);
UML - унифицированный язык моделирования (Unified Modeling Language);
XML - расширяемый язык разметки (eXtensible Markup Language).
4 Концепция КПО
4.1 Требования к КПО
К КПО предъявляются следующие требования:
- КПО должен предоставить производственной системе описание поведения оборудования через модель экземпляра оборудования;
- для описания КПО должен быть использован общепринятый машиночитаемый язык.
Пример - Языки XML и JSON;
- КПО должен быть ограничен терминами (наименованиями) общепринятой таксономии.
Пример - CDD.
КПО является основой для построения модели экземпляра оборудования, предназначенного для реализации в виртуальной производственной системе. Результат поведения модели экземпляра оборудования демонстрирует эксплуатационные характеристики оборудования. Эксплуатационные характеристики зависят от состояния оборудования.
Пример - Потребляемая энергия машины зависит от того, в каком состоянии находится машина - состоянии ожидания или рабочем состоянии. Потребляемая энергия и время работы зависят также от целевого продукта и производственных операций. Указанные условия моделируются в виртуальной производственной системе. В приложении A приведен пример использования КПО.
4.2 Схема КПО
КПО - это группа, включающая один шаблон КПО и элементы КПО, полученные в результате применения данного шаблона КПО. КПО регистрируются в общем репозитории, как показано на рисунке 1. Шаблоны КПО и элементы КПО должны быть подготовлены в соответствии со спецификациями.
 |
Рисунок 1 - Репозиторий КПО
В шаблоне КПО и элементе КПО должны быть определены свойства, поведение и внешние взаимодействия. На рисунке 2 показана схема шаблона КПО.
В схеме шаблона КПО поведение определяется переходами состояний и состояниями. Состояния определяются программами, данными состояния, формулами вычисления и/или математическими моделями.
Пример - Потребляемая энергия рассчитывается с использованием соответствующей формулы с переменными. Значения переменных предоставляются при моделировании в виртуальной производственной системе.
Примеры шаблонов КПО приведены в приложении B.
 |
Рисунок 2 - Схема шаблона КПО
4.3 Подготовка КПО
Разработка элементов КПО должна проводиться поставщиком КПО, таким как поставщик оборудования и изготовитель производственных устройств, на основе соответствующего шаблона КПО. Шаблон КПО должен быть подготовлен в соответствии со спецификациями для каждого типа оборудования.
5 Структура КПО
Структура КПО состоит из репозитория КПО и моделей экземпляров оборудования (см. рисунок 3). Модель экземпляра оборудования включает две категории:
- модель экземпляра номинального оборудования;
- модель экземпляра физического оборудования.
Модель экземпляра оборудования создается из соответствующего элемента КПО. Если существует физическое оборудование, применяются данные физического оборудования. Модель экземпляра физического оборудования - это модель оборудования как физической реализации, включая поведение. Модель экземпляра номинального оборудования - это модель оборудования как проекта, включая поведение. Допускается установка модели экземпляра оборудования в виде программного агента.
В настоящем стандарте не определены специализированные шаблоны КПО и элементы КПО, относящиеся к конкретному оборудованию.
На рисунке 3 показана структура КПО.
 |
Рисунок 3 - Структура КПО
6 Руководство по применению КПО
6.1 Преимущества использования КПО
Пользователь КПО, такой как разработчик, оператор или менеджер производственной системы, должен построить модель экземпляра оборудования для требуемой виртуальной производственной системы на основе соответствующего элемента КПО из репозитория. С использованием модели экземпляра оборудования пользователь КПО контролирует эксплуатационные характеристики и метод работы оборудования. Использование КПО предоставляет следующие возможности:
- нетрудоемкое создание модели экземпляра оборудования и быстрое проектирование виртуальной производственной системы;
- оценка производительности оборудования;
- сравнение производительности введенного и вводимого оборудования;
- оценка работы оборудования;
- снижение затрат на планирование и эксплуатацию производственной системы.
Структура КПО предоставляет производителю оборудования возможность указать поведение оборудования перед поставкой, а пользователю КПО - возможность указать требования, что предоставляет следующие возможности:
- требования к оборудованию находятся в доступе, общем для поставщиков и пользователей;
- нетрудоемкий подбор необходимого оборудования;
- быстрая настройка нового оборудования индивидуального изготовления.
КПО может быть использован в технологиях умного производства. Варианты использования в умном производстве показаны в приложении С.
6.2 Порядок применения КПО
Производственная система включает несколько единиц оборудования. Поведение нескольких единиц оборудования составляет производственный процесс. Порядок применения КПО показан на рисунке 4.
 |
Рисунок 4 - Порядок применения КПО
Примечание - Область применения настоящего стандарта показана на рисунке 4 серым цветом.
Пользователь КПО разрабатывает модель экземпляра оборудования на основе выбранного элемента КПО, применяя данные о физическом оборудовании при наличии соответствующего физического оборудования. Модели экземпляров должны быть разработаны для всего оборудования производственной системы. Модель производственной системы строится из моделей экземпляров оборудования.
Поток данных в процедуре применения КПО показан на рисунке 5. Модель производственной системы содержит конфигурацию конкретного предприятия или производственной линии.
Модель производственной системы, состоящая из моделей экземпляров оборудования с примененными данными конфигурации производственной системы, представлена на рисунке 5. На основе данных о целевом продукте и эксплуатационных данных создается модель производственного процесса, показанная на рисунке 5.
Модель производственного поведения строится на основе модели производственной системы и модели производственного процесса. С использованием модели производственного поведения выполняется имитационное моделирование. Моделирование позволяет наблюдать динамическую производительность оборудования и системы.
 |
Рисунок 5 - Поток данных в процедуре применения КПО
6.3 Построение виртуальной производственной системы
Виртуальная производственная система строится на модели производственного поведения. Модель производственного поведения создается применением модели производственного процесса к модели производственной системы в соответствии с рисунком 6.
Модель производственной системы построена с использованием моделей экземпляров оборудования. Модель экземпляра номинального оборудования строится из элементов КПО. Модель экземпляра физического оборудования строится из элементов КПО и данных о физическом оборудовании.
Модель производственного процесса предоставляется системой планирования и представляет собой сценарий эксплуатации оборудования для производства целевого продукта.
Виртуальные действия оборудования выполняются в модели производственного поведения. Путем изменения моделей, например оборудования и/или процесса, в виртуальной производственной системе проводится анализ. Указанная последовательность формирует цикл "планирование-действие-проверка-корректировка" (PDCA) в виртуальном пространстве.
В виртуальной производственной системе проводится имитационное моделирование производственной системы. Виртуальная производственная система строится на модели производственного поведения путем применения модели производственного процесса к модели производственной системы.
Модель производственной системы моделируется как многоагентная система из агентов оборудования. Агент оборудования - это модель экземпляра оборудования. Разработка программных агентов является трудоемким процессом для таких пользователей системы моделирования производства, как проектировщик или оператор производственной системы. При использовании репозитория КПО модель экземпляра оборудования в виде программного агента создается автоматически из выбранного элемента КПО, а также строится модель производственной системы как комбинация моделей экземпляров оборудования.
 |
Рисунок 6 - Построение виртуальной производственной системы
6.4 Варианты использования моделей экземпляров оборудования
Варианты использования модели экземпляра номинального и физического оборудования включают четыре типа согласно таблице 1. Модель оборудования разрабатывается на основе выбранного элемента КПО из репозитория КПО. Элемент КПО предоставляет паспортные данные о конкретном типе оборудования. Варианты использования 1 и 3 в таблице 1 предназначены для модели экземпляра номинального оборудования, соответствующей элементу КПО. Варианты использования 2 и 4 предназначены для модели экземпляра физического оборудования, соответствующей элементу КПО для физического оборудования.
Таблица 1 - Варианты использования моделей экземпляра оборудования
Этап | Модель экземпляра номинального оборудования | Модель экземпляра физического оборудования |
Проектирование и планирование | Вариант использования 1 | Вариант использования 2 |
Эксплуатация | Вариант использования 3 | Вариант использования 4 |
Примеры вариантов использования и свойства примеров представлены в приложении D.
Приложение A
(справочное)
Вариант использования для определения требований КПО
Пример использования элементов КПО для отображения скорости резания при использовании на станке выбранного режущего инструмента приведен на рисунке A.1. Элемент КПО станка включает описание максимальной скорости шпинделя и формулу вычисления скорости резки целевого продукта. Элемент КПО режущего инструмента включает формулу вычисления максимальной скорости резки в зависимости от различных условий и/или состояний. Формула может включать в себя переменные, предоставляемые как эксплуатационные данные, производственные данные и/или данные о продукте. Модель одностаночной производственной системы создается из модели экземпляра станка и модели экземпляра режущего инструмента. Модель производственного поведения создается на основе модели производственной системы путем добавления эксплуатационных данных и производственных данных. Имитационное моделирование и сравнение производительности потенциальных режущих инструментов с использованием модели производственного поведения позволяют принять решение о режущем инструменте, оптимальном для запланированной эксплуатации.
К КПО в настоящем примере предъявляются следующие требования:
- КПО ограничен наименованиями общепринятой таксономии (например, CDD);
- КПО предоставляет производственной системе описание поведения оборудования через модель экземпляра оборудования.
 |
Рисунок A.1 - Выбор режущего инструмента для станка путем использования элементов КПО
Приложение B
(справочное)
Примеры шаблонов КПО
B.1 Пример модели производственного поведения
Поведение станка, представленного на рисунке A.1, моделируется с использованием диаграммы состояний UML на рисунке B.1. Определены четыре состояния: холостой ход, фиксация детали, токарная обработка и освобождение детали. В состоянии "токарная обработка" определены три подсостояния: выбор режущего инструмента, смена режущего инструмента и обтачивание. Шаблоны КПО указанного станка с использованием XML и JSON приведены в B.2 и B.3. Шаблон КПО станка содержит номинальную формулу вычисления скорости резки в состоянии "обтачивание", используемой для построения модели производственной системы. Модель производственной системы содержит формулу вычисления скорости резки со следующими переменными: частота вращения шпинделя и диаметр заготовки. Значения переменных предоставляются при построении модели производственной системы и при построении модели производственного поведения.
 |
Рисунок B.1 - Диаграмма состояний UML для станка типа X
B.2 Пример шаблона КПО станка с использованием XML
В настоящем пункте приведен пример кода XML для шаблона КПО станка, представленного на рисунке B.1.
<?xml version="1.0" encoding="utf-8" ?>
<EBC
xmlns:production-system="production-system-operation.xml"
xmlns:machining-performance="machining-performance.xml"
xmlns:tool="cuttiog-tool.xml">
<organization>XYZ Corporation</organization>
<model>HPQ-100mxy</model>
<description>multi-tasking turning center</description>
<ability>
<maximum-spindle-speed>1500</maximum-spindle-speed>
</ability>
<behaviours>
<state id="1" name="idling">
<transition name="new workpiece in (NC program, etc)">
<state-ref id="2" />
</transition>
</state>
<state id="2" name="workpiece fixing">
<transition name="workpiece ready">
<state-ref id="3" />
</transition>
</state>
<state id="3" name="turning job operation">
<transition name="machining job complete">
<state-ref id="8" />
</transition>
<transition name="error">
<state-ref id="9" />
</transition>
</state>
<state id="4" name="tool setting" />
<state id="5" name="tool selection" />
<state id="6" name="tool change" />
<state id="7" name="turning">
<seq>
<!-Скорость шпинделя определяется как максимальное или меньшее значение скорости вращения в зависимости от режущего инструмента и материала резки.-->
<machining-performance:cutting-speed select="(pi*tool: material-diameter*production-system:spindle-speed)/1000" />
</seq>
</state>
<state id="8" name="workpiece release">
<transition name="complete workpiece out">
<state-ref id="1" />
</transition>
</state>
<state id="9" name="idling(error)" />
</behaviours>
</EBC>
B.3 Пример шаблона КПО станка с использованием JSON
В настоящем пункте приведен пример кода JSON для шаблона КПО станка, представленного на рисунке B.1.
{
"EBC":
{
"organization":"XYZ Corporation",
"model":"HPQ-100mxy",
"description":"multi-tasking turning center",
"maximum-spindle-speed":1500,
"behaviours":
{
"idling":
{
"state id":1,
"state name":"idling",
"transition":
{
"new workpiece in (NC program, etc)":
{
"transition name":"new workpiece in (NC program, etc)",
"next state id":2
}
}
},
"workpiece fixing":
{
"state id":2,
"state name":"workpiece fixing",
"transition":
{
"workpiece ready":
{
"transition name":"workpiece ready",
"next state id":3
}
}
},
"turning job operation":
{
"state id":3,
"state name":"turning job operation",
"transition":
{
"machining job complate":
{
"transition name":"machining job complate",
"next state id":8
},
"idling (error)" :
{
"transition name":"idling(error) ",
"next state id":9
}
}
},
"tool setting":{ },
"tool selection":{ },
"tool change":{ },
"turning":
{
"state id":7,
"seq":
{
"cutting-speed":"(pi*tool:material-diameter*production-
system:spindlespeed)/1000"
}
},
"workpiece release":
{
"state id":8,
"state name":"workpiece release",
"transition":
{
"completed workpiece out":
{
"transition name":"completed workpiece out",
"next state id":1
}
}
},
"idling (error)": { }
}
}
}
Приложение C
(справочное)
Варианты использования для умного производства
C.1 Цифровой двойник
Цифровой двойник - это цифровая копия живой или неживой физической сущности, например виртуальное оборудование. Установление связи между физическим и виртуальным пространством обеспечивает бесшовную передачу данных, что делает возможным существование виртуальной сущности одновременно с физической сущностью. Элемент КПО - это цифровое описание характеристик и поведения физического оборудования. Виртуальное оборудование строится путем ссылки на соответствующий элемент КПО. Элемент КПО является связующим элементом между физическим и виртуальным оборудованием в цифровом двойнике.
 |
Рисунок C.1 - КПО и цифровой двойник
C.2 Оболочка администрирования активов (AAS)
AAS является одной из концепций индустрии 4.0 для сокрытия информации и предоставления более высоких уровней абстракции для активов. Оборудование - вид активов. AAS имеет уникальный идентификатор и содержит подмодели. Подмодели определяют характеристики и сервисы, реализуют возвратный интерфейс и предоставляют высокоуровневую информацию, например, о предлагаемых сервисах активов, моделях состояния активов или топологических моделях предприятия. КПО может быть использован при создании подмоделей актива.
 |
Рисунок C.2 - КПО и AAS
Приложение D
(справочное)
Примеры использования моделей экземпляров оборудования
D.1 Пример 1: выбор оптимального оборудования
Пример 1 (см. рисунок D.1) представляет собой выбор оптимального оборудования из нескольких потенциальных станков для проектируемой производственной системы. Решение принимается на основе имитационного моделирования производительности производственной системы, построенной по модели экземпляра номинального оборудования. Модели производственной системы создаются для каждого потенциального станка с использованием модели экземпляра номинального оборудования для каждого соответствующего потенциального станка. Производительность определяется путем имитационного моделирования с использованием модели производственного поведения. Модель производственного поведения строится на основе модели производственного процесса и модели производственной системы, при этом используются одна и та же модель производственного процесса, данные продукта и эксплуатационные данные. Смоделированная производительность каждой модели производственной системы позволяет принять решение об оптимальном токарном станке.
 |
Рисунок D.1 - Выбор оптимального оборудования при проектировании производства
D.2 Пример 2: определение оптимального операционного плана
Пример 2 (см. рисунок D.2) представляет собой определение оптимального операционного плана для внедренного конкретного оборудования. Решение принимается на основе имитационного моделирования производственного плана с использованием модели экземпляра физического оборудования. Модель производственной системы создается для введенного конкретного станка с использованием его экземпляра модели физического оборудования. Производительность определяется путем моделирования с использованием модели производственного поведения. Модель производственного поведения строится на основе модели производственного процесса и модели производственной системы. Для различных операционных планов подготовлено несколько моделей производственного процесса. Смоделированная производительность каждой модели производственного процесса позволяет принять решение об оптимальном операционном плане.
 |
Рисунок D.2 - Определение оптимального операционного плана для внедренного оборудования
D.3 Пример 3: оценка предполагаемых эксплуатационных характеристик
Пример 3 (см. рисунок D.3) представляет собой оценку расчетных эксплуатационных характеристик для фактического производства путем имитационного моделирования производительности производственной системы и оборудования с использованием модели экземпляра номинального оборудования. Модель производственной системы создается для станка конкретного типа с использованием модели экземпляра номинального оборудования. Создается модель производственного процесса с использованием конкретных производственных данных и конкретных данных о продукте. Смоделированная производительность модели производственного поведения позволяет оценить предполагаемые эксплуатационные характеристики при использовании станка конкретного типа.
 |
Рисунок D.3 - Оценка предполагаемых эксплуатационных характеристик для фактического производства
D.4 Пример 4: оценка рабочих эксплуатационных характеристик
Пример 4 (рисунок D.4) представляет собой оценку рабочих эксплуатационных характеристик фактически введенного конкретного оборудования путем настройки рабочих параметров с использованием модели экземпляра физического оборудования. Модель производственной системы строится на основе модели экземпляра физического оборудования для конкретного станка. Модель производственного процесса создается для конкретных производственных данных и конкретных данных о продукте. Смоделированная производительность при изменении рабочих параметров является основой для настройки рабочих параметров и оценки рабочих эксплуатационных характеристик станка.
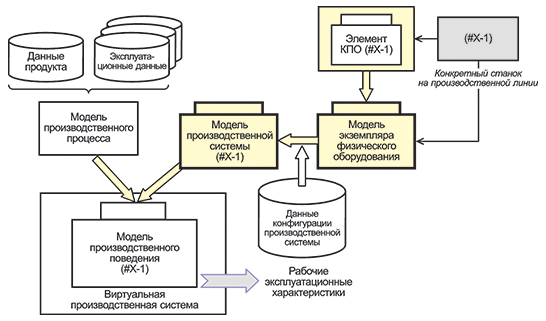 |
Рисунок D.4 - Оценка рабочих эксплуатационных характеристик
Приложение ДА
(справочное)
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта
Таблица ДА.1
Структура настоящего стандарта | Структура международного стандарта ИСО 16400-1:2020 |
1 Область применения | 1 Область применения |
* | 2 Нормативные ссылки |
2 Термины и определения (раздел 3) | 3 Термины и определения |
3 Сокращения (раздел 4) | 4 Сокращения |
4 Концепция КПО (раздел 5) | 5 Концепция КПО |
5 Структура КПО (раздел 6) | 6 Структура КПО |
6 Руководство по применению КПО (раздел 7) | 7 Руководство по применению КПО |
Приложение A Вариант использования для определения требований КПО | Приложение A Вариант использования для определения требований КПО |
Приложение B Примеры шаблонов КПО | Приложение B Примеры шаблонов КПО |
Приложение C Варианты использования для умного производства | Приложение C Варианты использования для умного производства |
Приложение D Примеры использования моделей экземпляров оборудования | Приложение D Примеры использования моделей экземпляров оборудования |
Приложение ДА Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта | - |
- | Библиография |
* Данный раздел исключен, т.к. в настоящем стандарте нормативные ссылки отсутствуют. | |
УДК 004.738:006.354 | ОКС 25.040.01 |
Ключевые слова: умное производство, виртуальная производственная система, каталог поведения оборудования, КПО, структура КПО, шаблон КПО, элемент КПО | |
{kind=link}